
Experimental Investigation on the Use of a PEI Foam as Core Material for the In-Situ Production of Thermoplastic Sandwich Structures Using Laser-Based Thermoplastic Automated Fiber Placement


Abstract
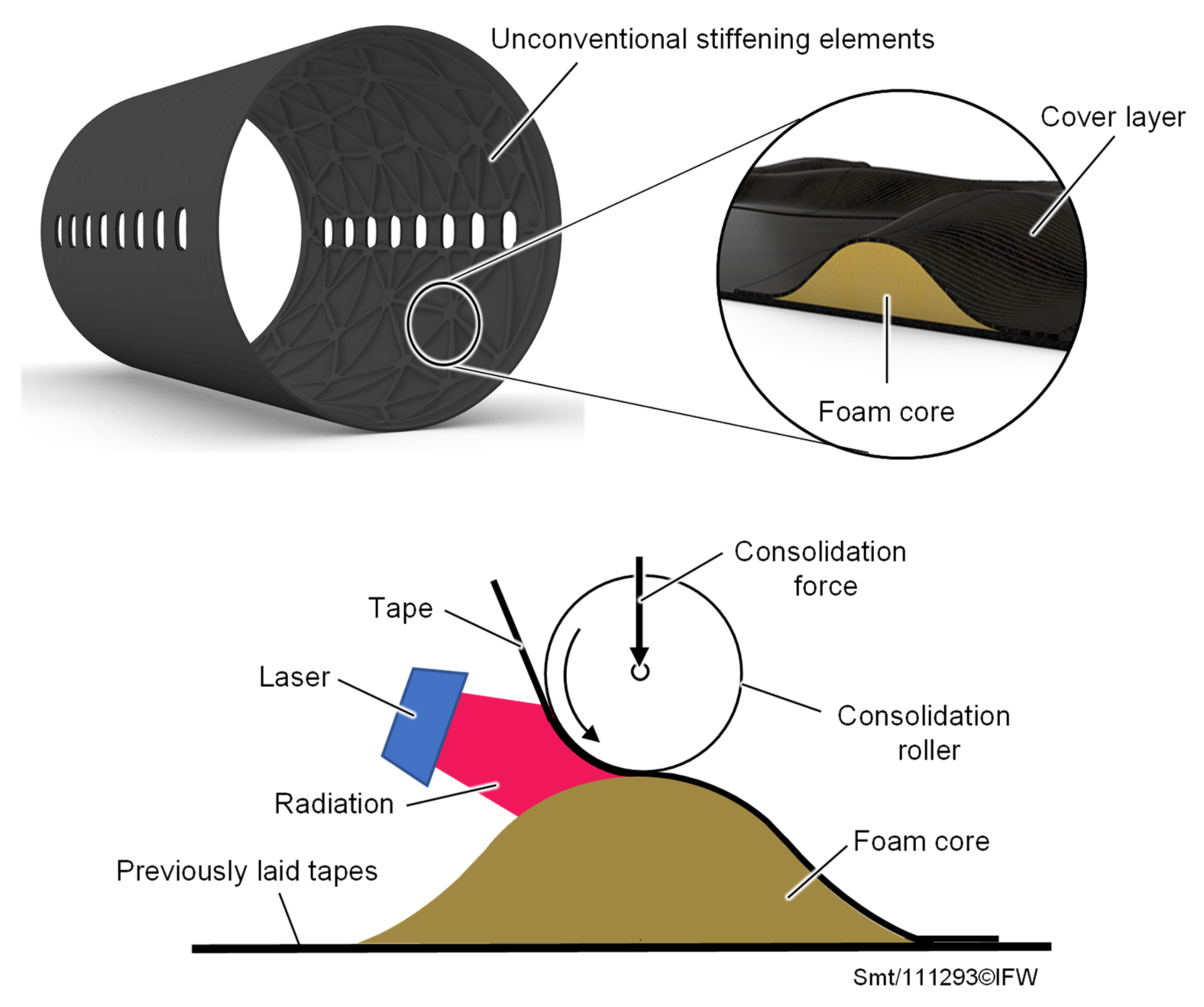
:1. Introduction
2. Materials and Methods
2.1. Foam and Prepreg Tapes
2.2. Fiber Placement Analysis
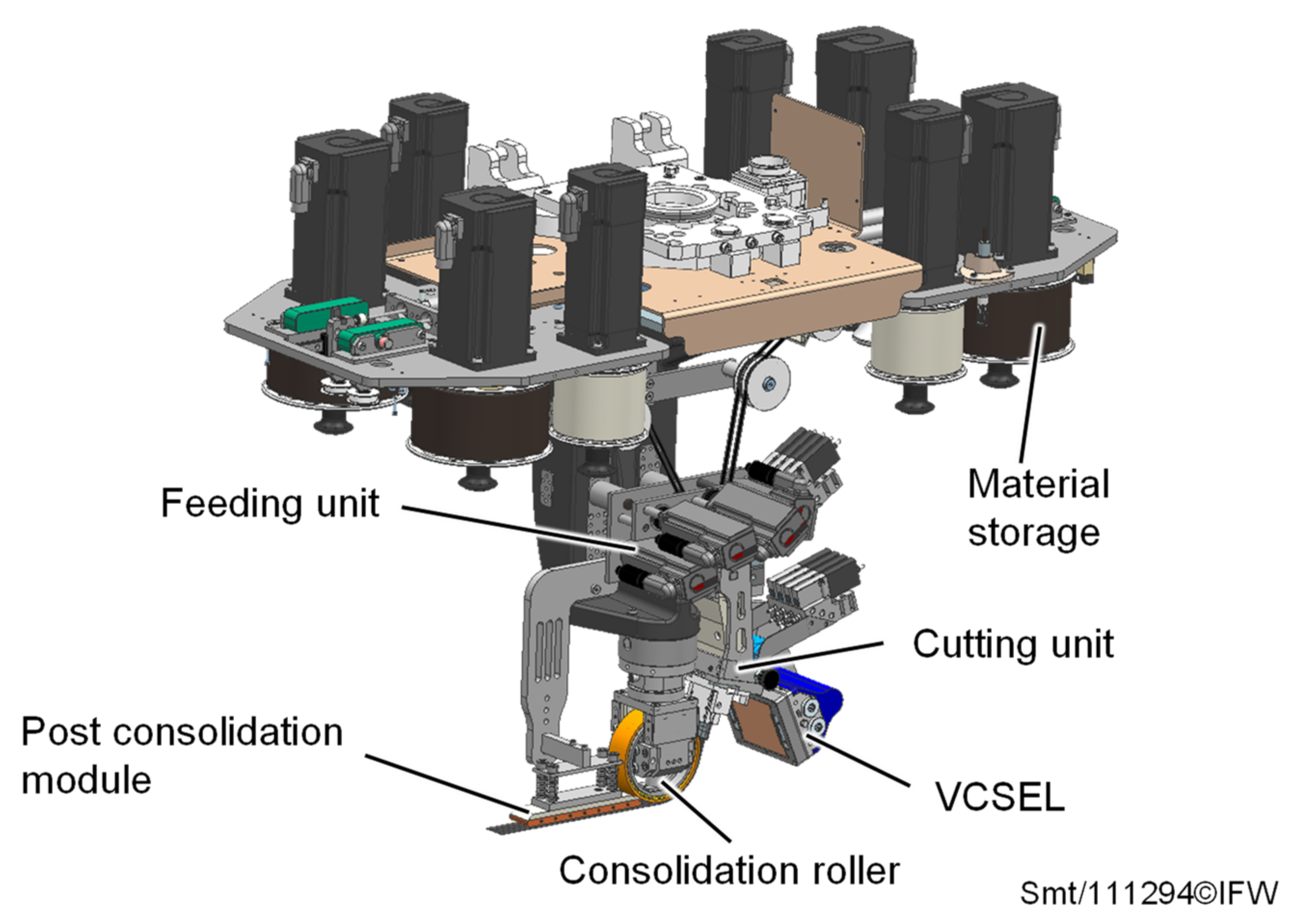
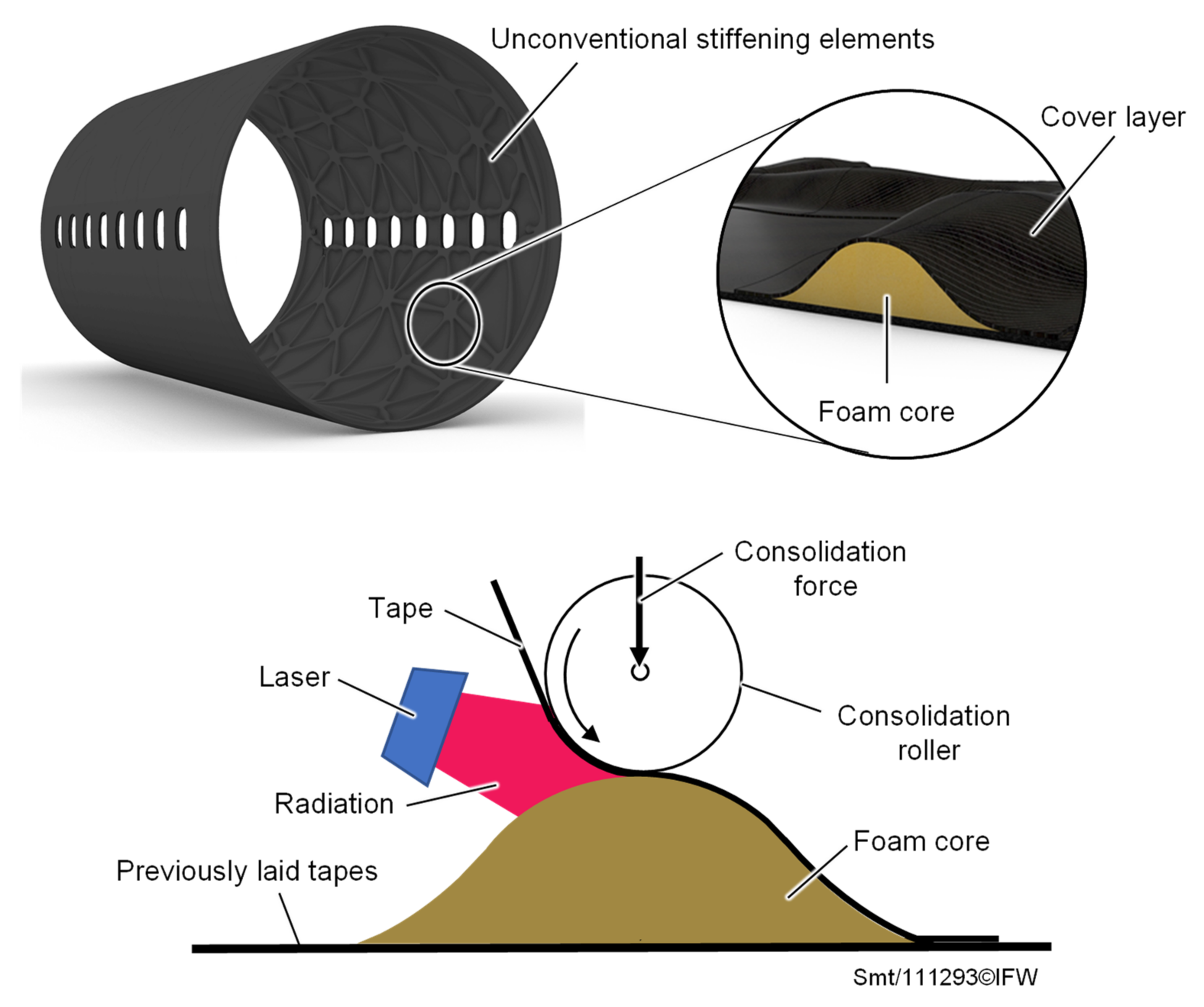
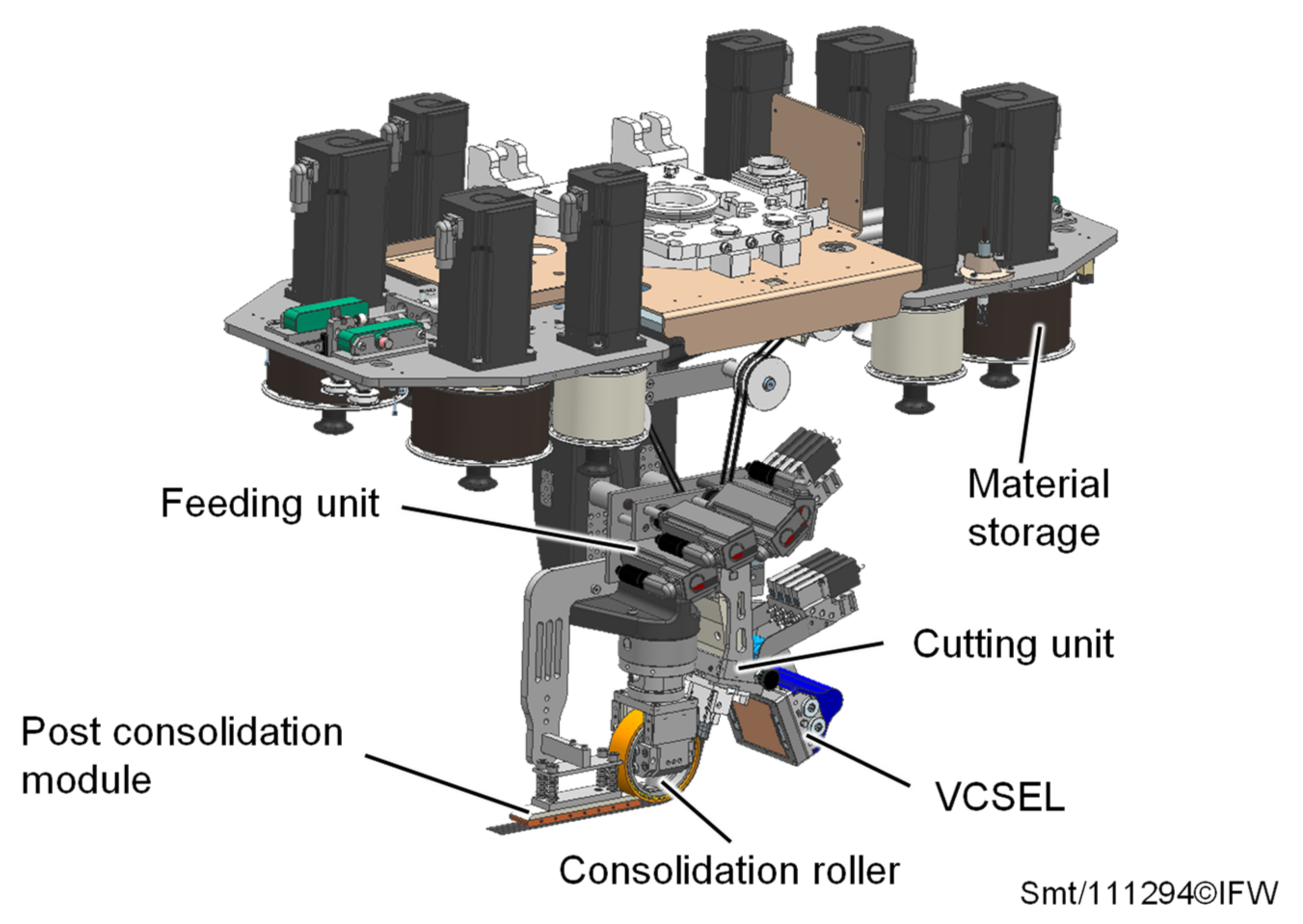
2.2.1. Laser-Based TAFP System
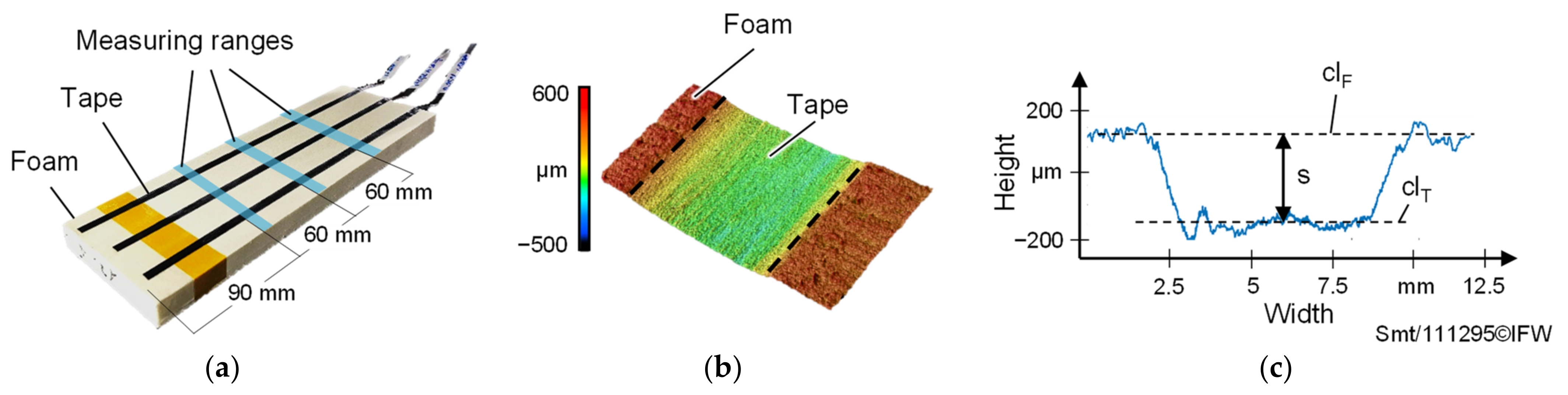
2.2.2. Foam and Tape Deformation Characterization
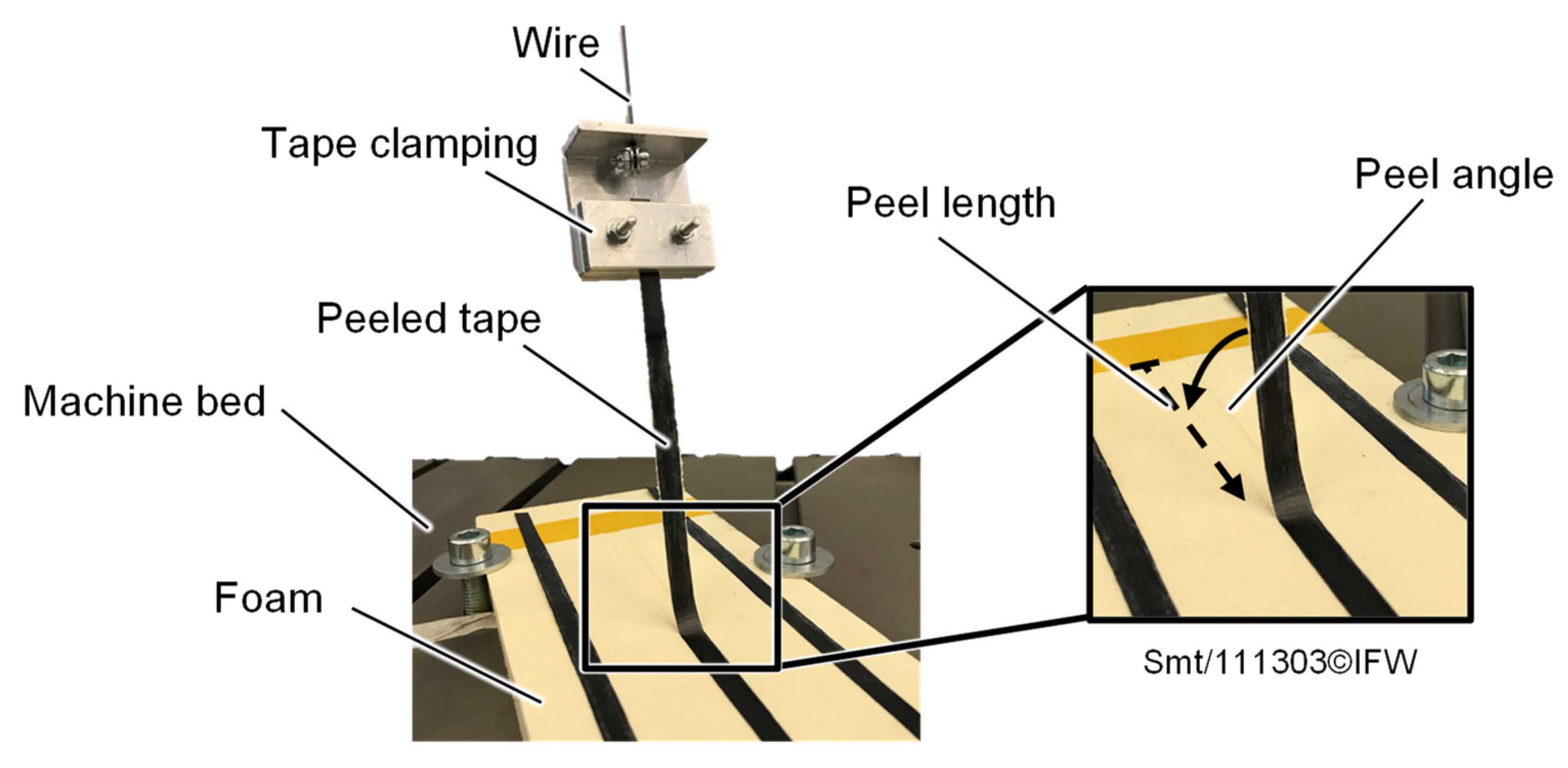
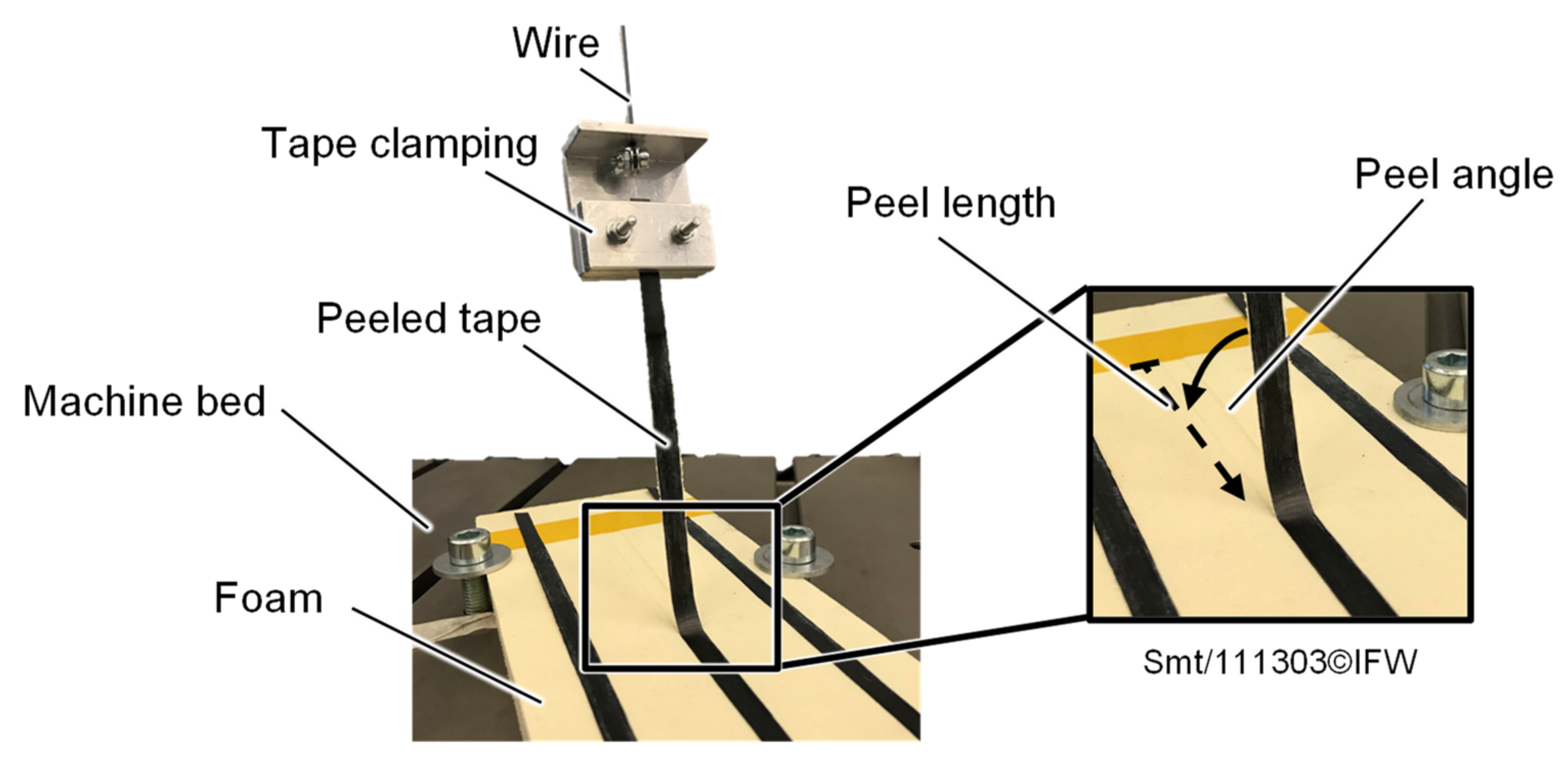
2.2.3. Bond Strength Characterization
2.3. Foam Compression Analysis
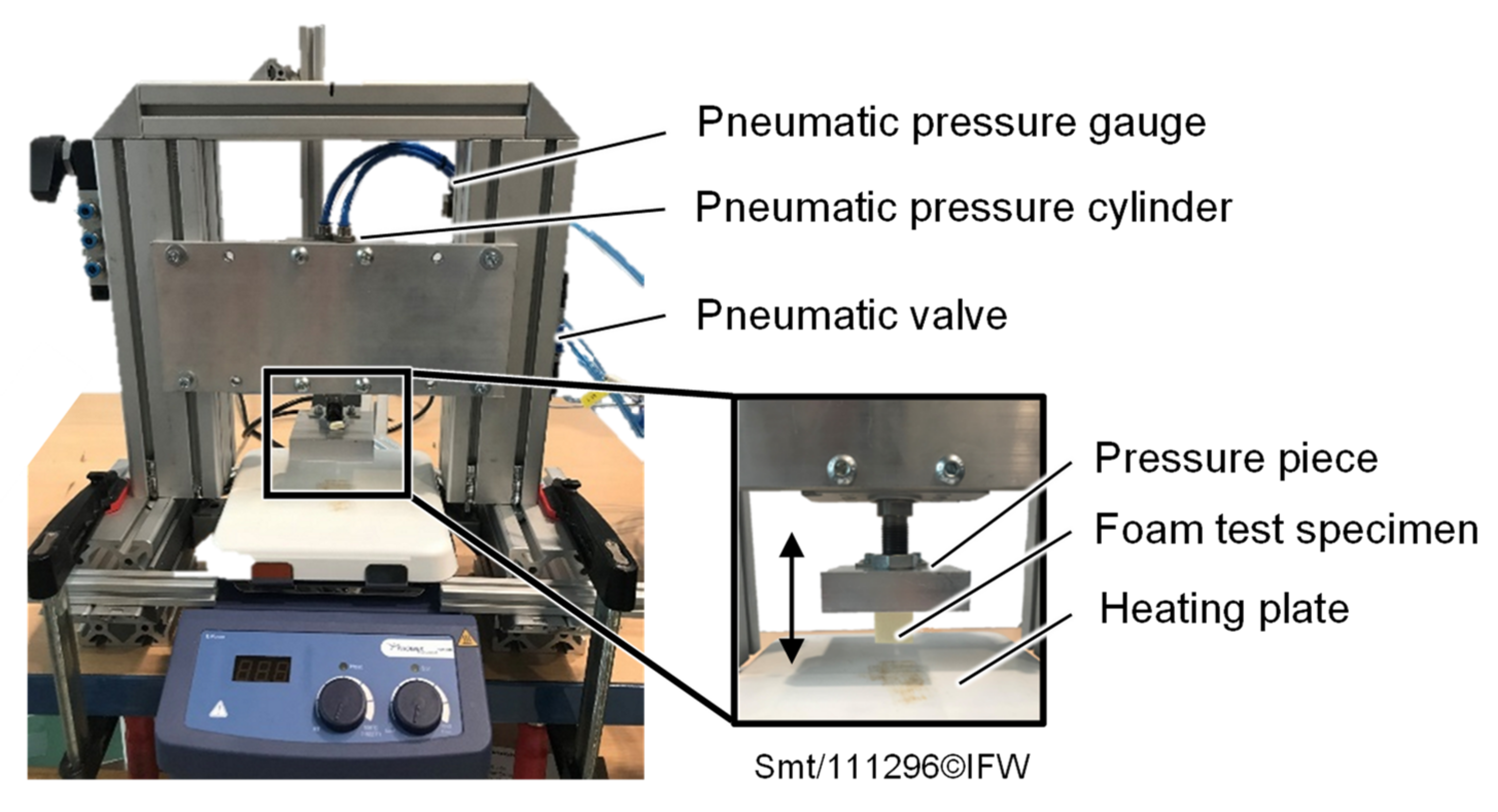
2.3.1. Experimental Setup
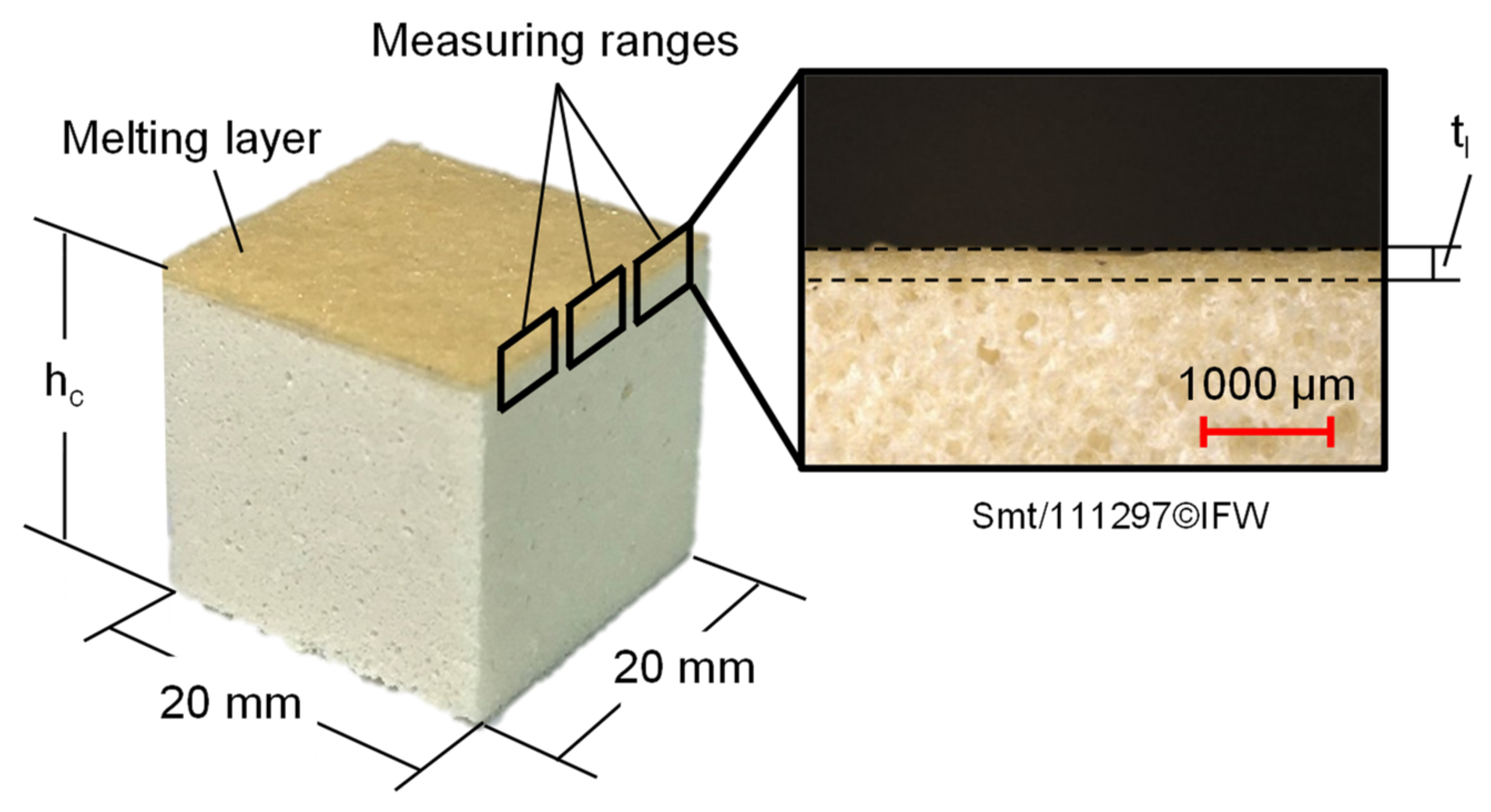
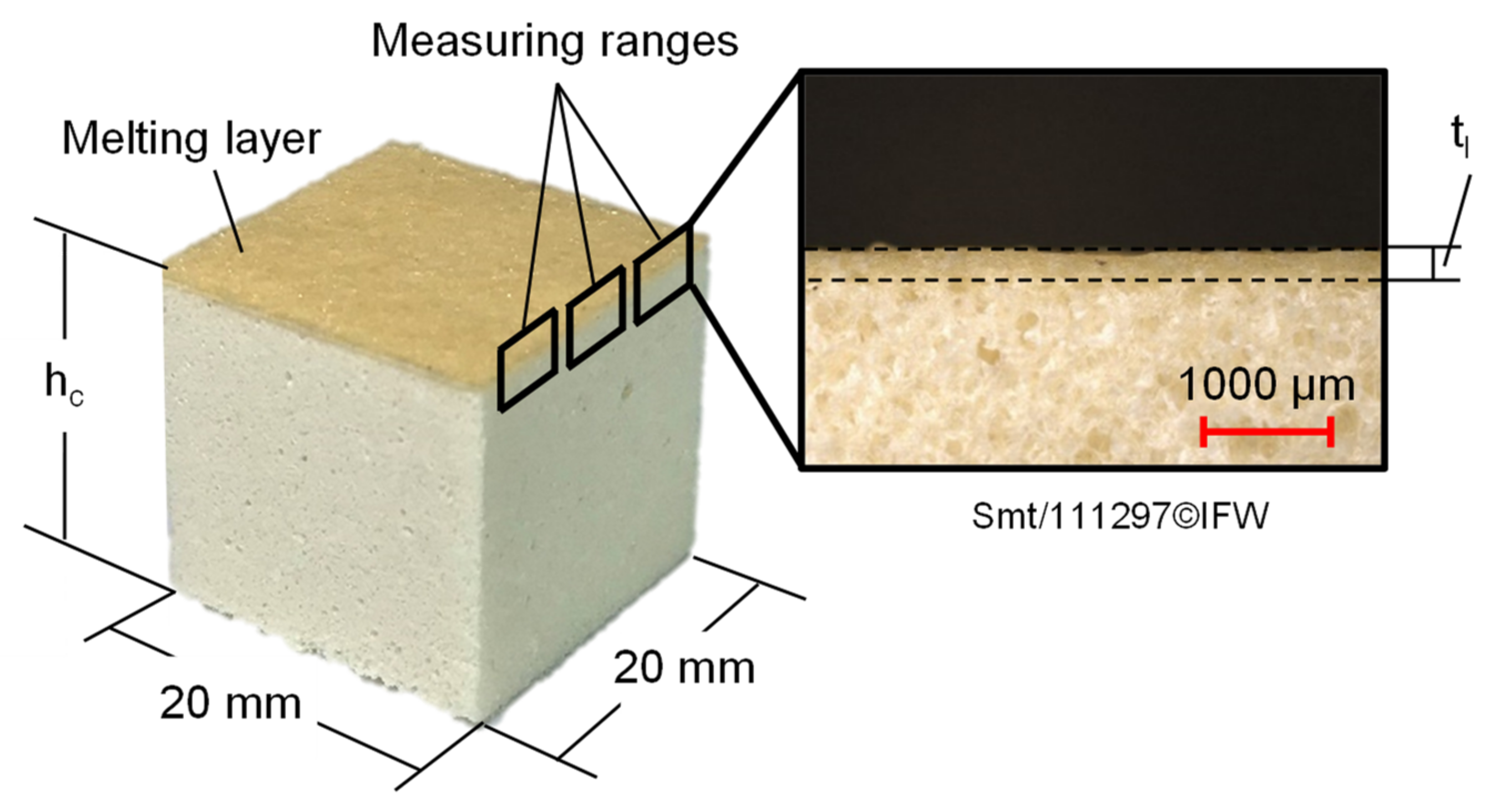
2.3.2. Foam Deformation and Melting Layer Characterization
3. Results
3.1. Fiber Placement Analysis
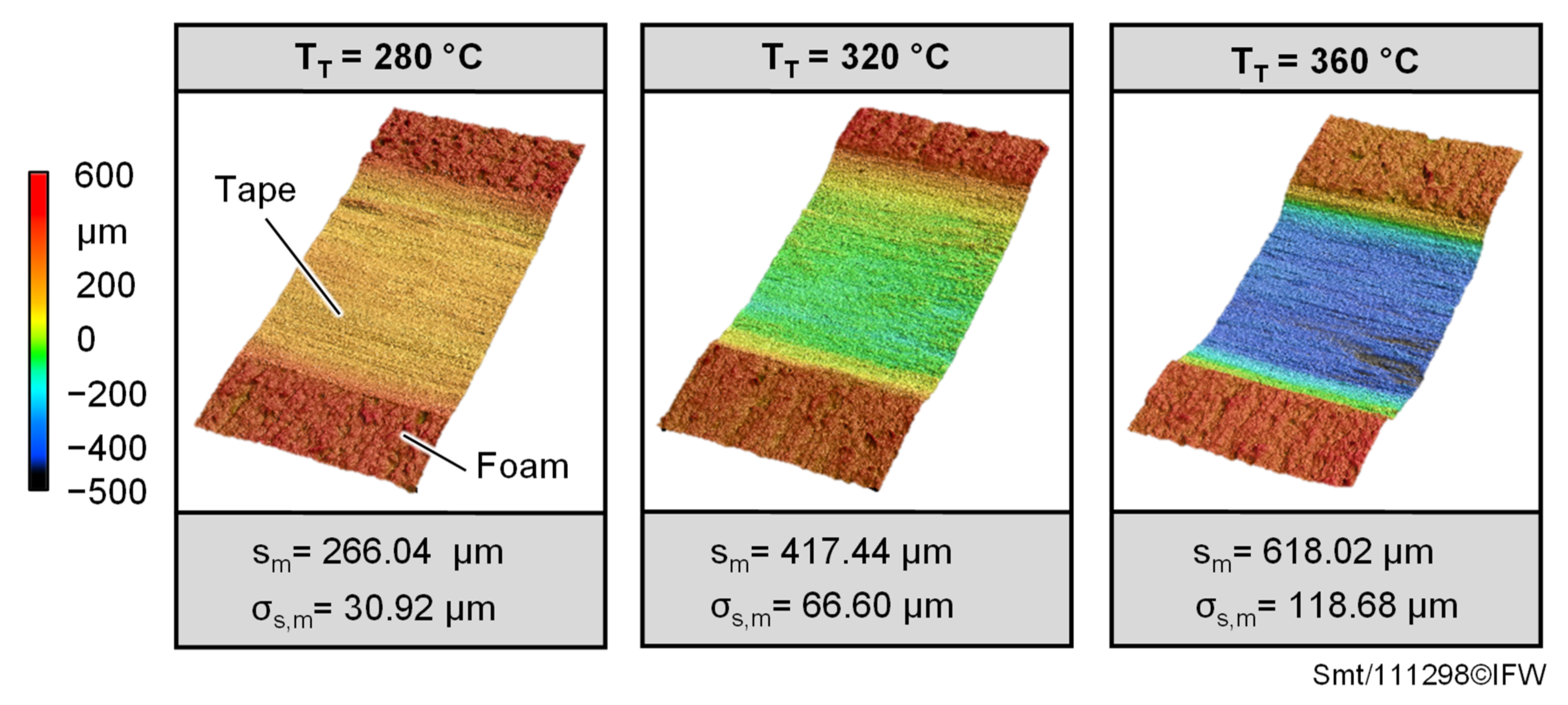
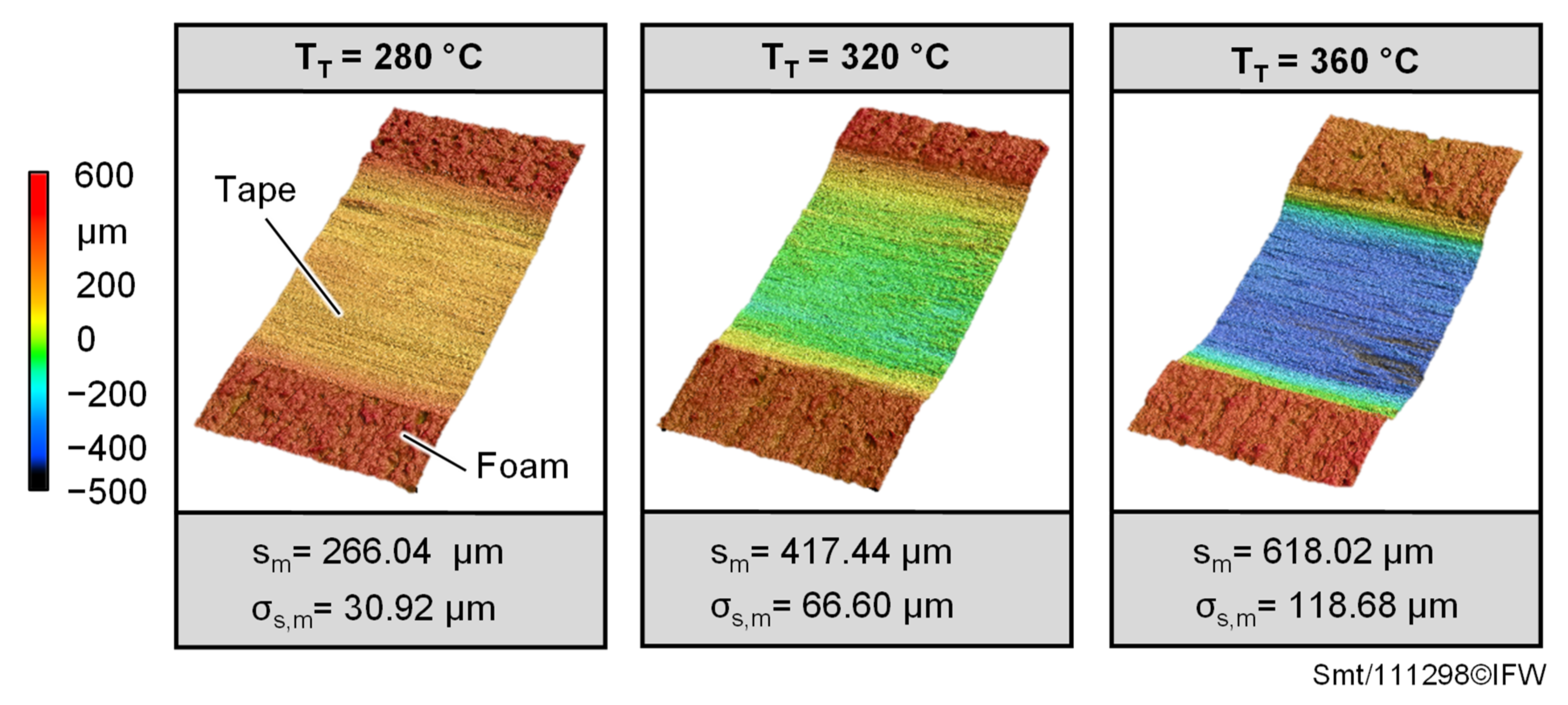
3.1.1. Effects of Increasing Temperature on Geometrical Deformations
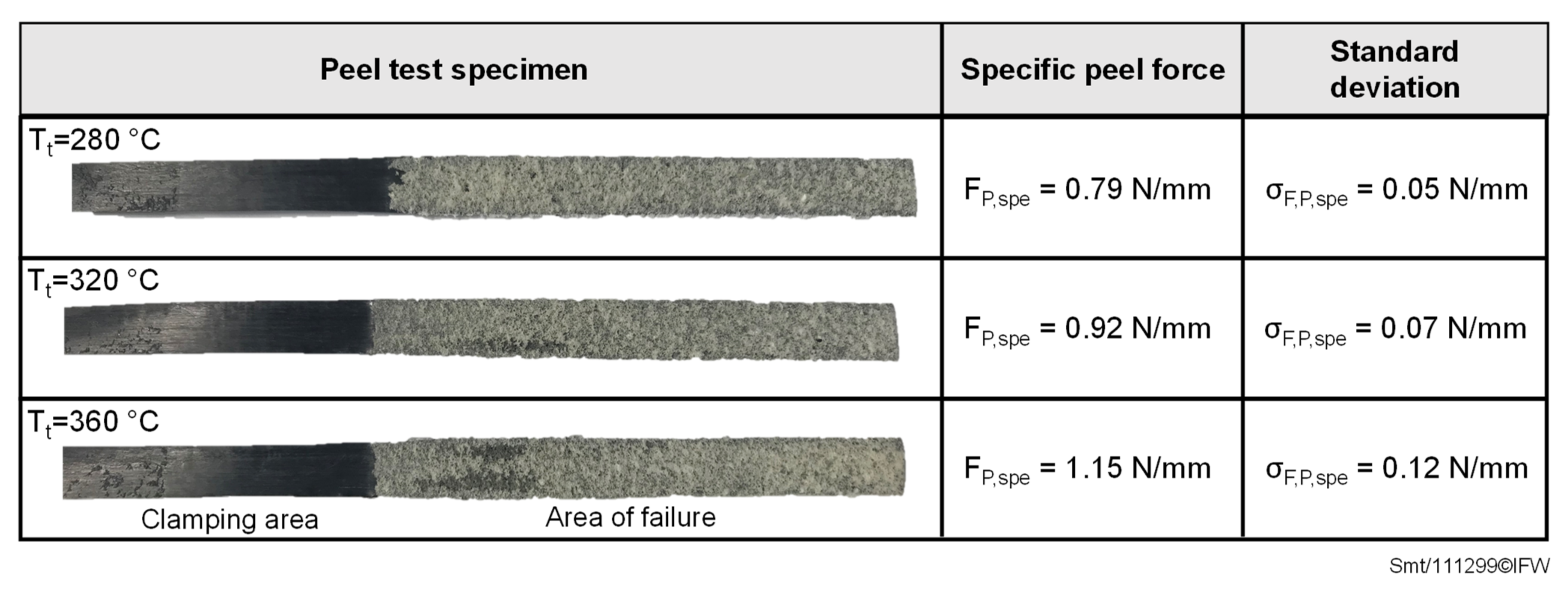
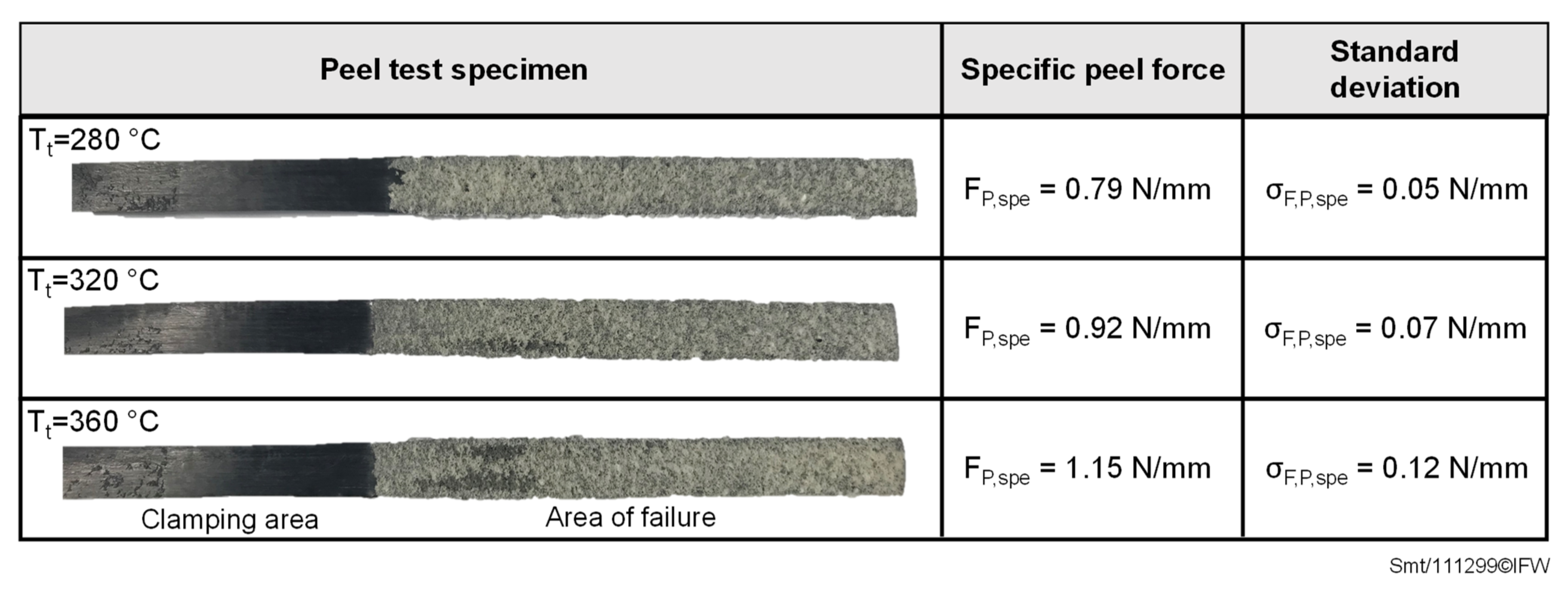
3.1.2. Effects of Increasing Temperature on Bonding Strength
3.2. Foam Compression Analysis
3.2.1. Foam Deformation
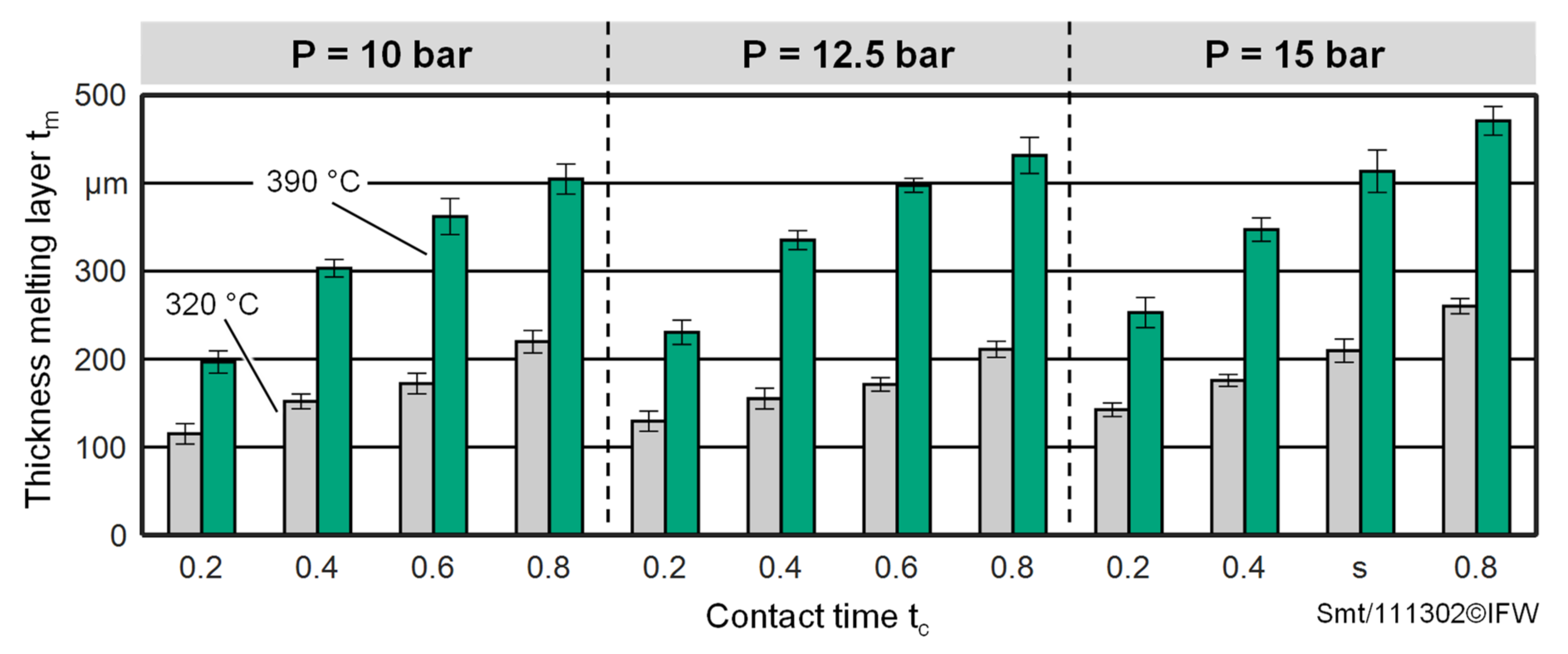
3.2.2. Formation of a Melting Layer
4. Discussion and Outlook
- When PEEK/CF prepreg tape is deposited on a closed-cell PEI foam using laser-based TAFP, foam deformation occurs in the joining zone. While only moderate deformations of the foam core in the joining zone can be seen when depositing below the melting temperature of PEEK, these increase further at temperatures above the melting temperature of PEEK. Investigations of the bond strength of the deposited tapes with the foam show that peel forces increase with the increasing tape deposition temperature. A thin layer of foam attached to the peeled tape surfaces suggests a cohesive failure in the foam structure. The overall low peel forces, and the foam material attached to the peeled tape (even below the melting temperature of the PEEK/CF prepreg tape) may be the result of foam weakening in the interface between the occurring foam melting layer and the underlying undeformed foam areas, since the complete consolidation pressure could not be applied to the joining zone while the placement trials were conducted. The use of a more elastic consolidation roller could minimize this occurring effect.
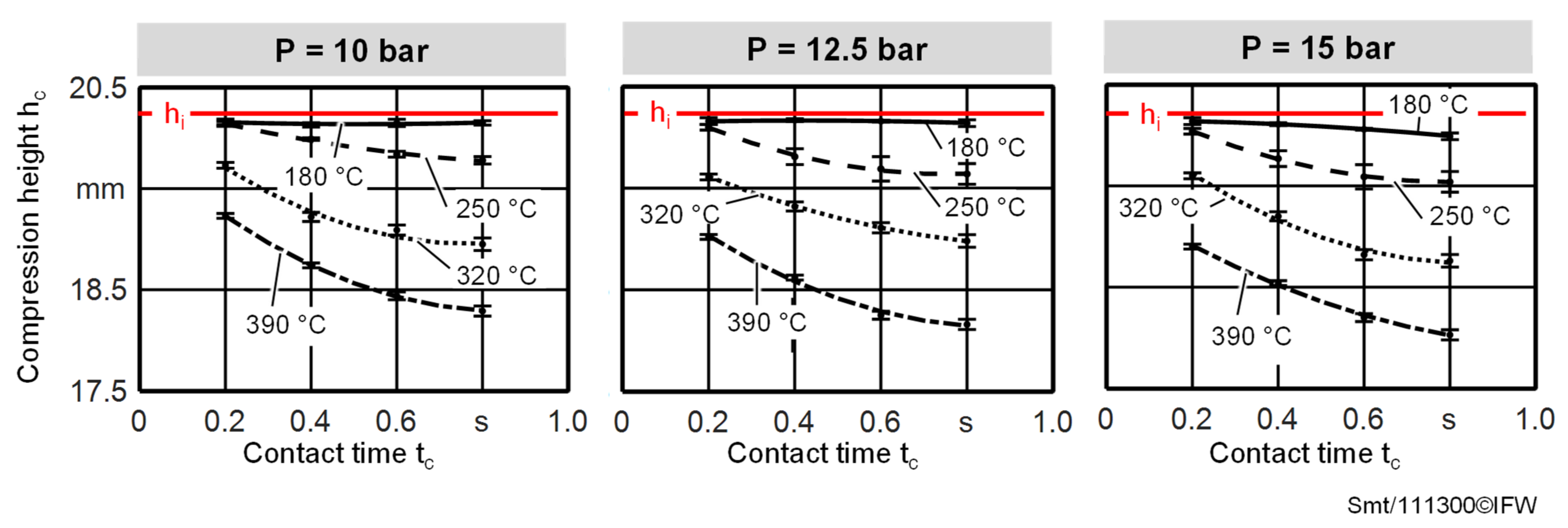
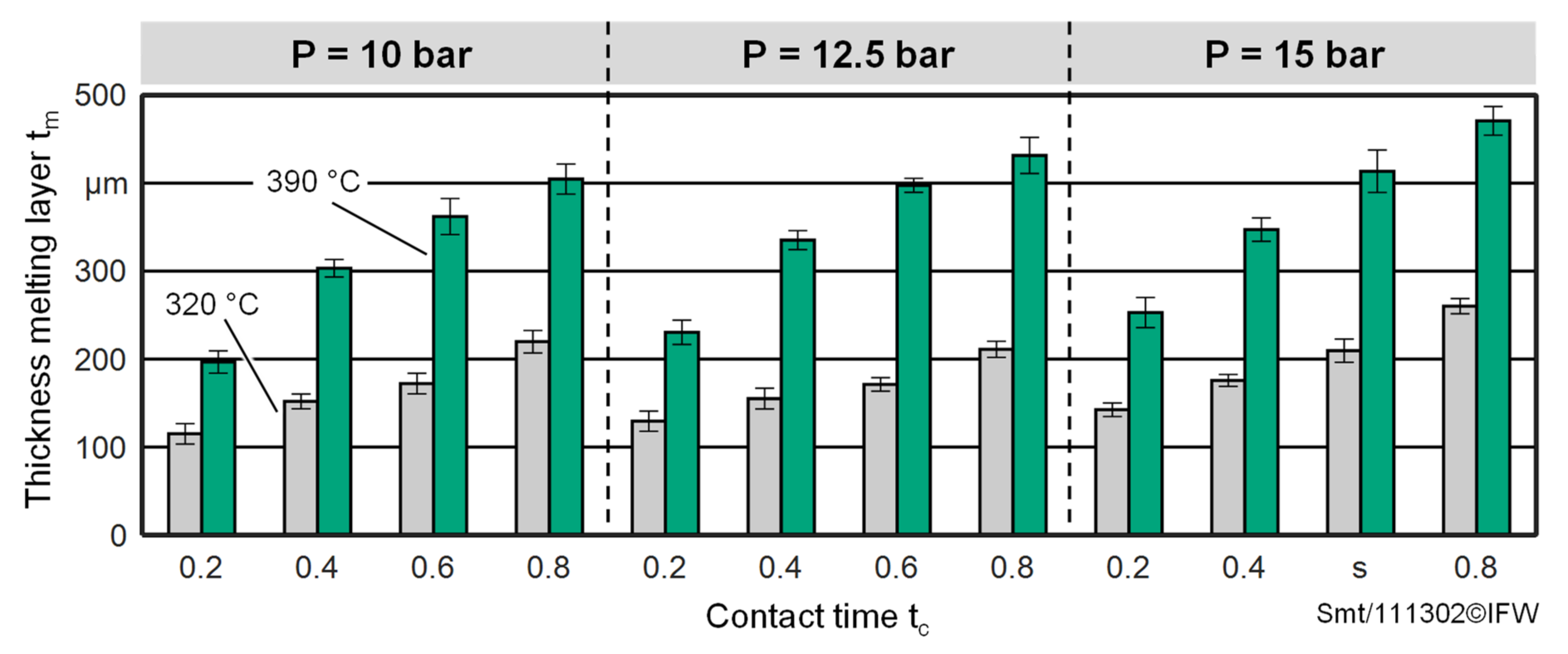
- The investigations of thermomechanical foam behavior under the TAFP process parameters showed that the applied pressure, the contact time and the contact temperature have an influence on the resulting foam deformation. An increase in these parameters leads to an increase in foam deformation. While the pressure has only a small influence on the foam deformation, the contact time and contact temperature have a greater influence on the foam deformation in the selected parameter space. In the maximum case, the initial height of the specimens is reduced from 20.2 mm to approx. 18 mm.
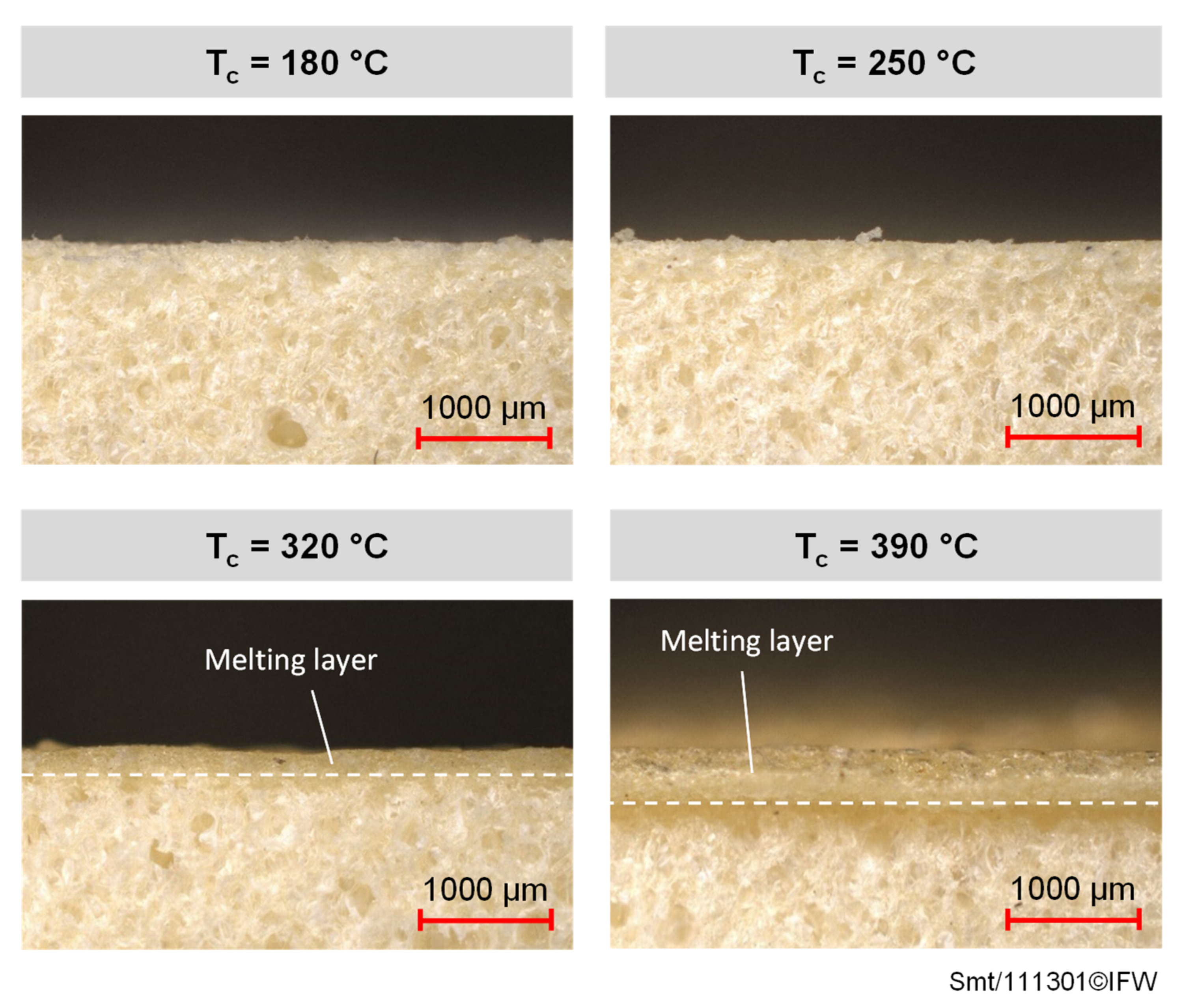
- Different effects are responsible for the occurring foam deformations. At contact temperatures of 180 °C and 250 °C, a smoothing or slight reshaping of the initially rough surface leads to a decrease in the initial foam specimen height, since the amorphous PEI foam material is still in a glassy, hard-elastic state, and the bonds of the individual polymer chains are still strongly formed. At higher contact temperatures of 320 °C and 390 °C, the polymer chains of the PEI foam material can now move more freely. The transition to a thermoplastic state causes the cell walls of the foam to deform, and the foam structure can no longer be maintained. This leads to a strong deformation in the contact area and a melting layer is formed. However, the results also show that, if suitable process parameters are selected, a thin melting layer is formed for the formation of a cohesive bond, which is accompanied by only a very slight foam deformation. For all foam compression tests conducted within the experimental study, it was shown that just the very outer area of the foam test specimens was affected. This is because the foam is only exposed locally to temperature and pressure for a short time, compared to the conventional manufacturing processes of thermoplastic sandwich structures.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Schledjewski, R. Thermoplastic tape placement process—In situ consolidation is reachable. Plast. Rubber Compos. 2009, 38, 379–386. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Matuszyk, T.I.; Compston, P.; Cardew-Hall, M.J. Modelling the Automated Tape Placement of Thermoplastic Composites with In-Situ Consolidation. In Sustainable Automotive Technologies, Proceedings of the 4th International Conference, Melbourne, Australia, 2 March 2012; Aleksandar, S., Jörg, W., Martin, L., Lucien, K., Eds.; Springer: Heidelberg, Germany, 2012. [Google Scholar]
- Petras, A. Design of Sandwich Structures. Ph.D. Thesis, Cambridge University, Cambridge, UK, 1998. [Google Scholar]
- Vieille, B.; Casado, V.; Bouvet, C. Comparative study on the impact behaviour and damage tolerance of woven carbon fibre reinforced thermoplastic- and thermosetting- composites. In Proceedings of the European Conference on Composite Materials, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Skawinski, O.; Binetruy, C.; Krawczak, P.; Grando, J.; Bonneau, E. All- Thermoplastic Composite Sandwich Panels—Part I: Manufacturing and Improvement of Surface Quality. J. Sandw. Struct. Mater. 2004, 6, 399–421. [Google Scholar] [CrossRef]
- Trende, A.; Aström, B.T.; Wöginger, A.; Mayer, C.; Neitzel, M. Modelling of heat transfer in thermoplastic composites manufacturing: Double-belt press lamination. Compos. Part A Appl. Sci. Manuf. 1999, 30, 935–943. [Google Scholar] [CrossRef]
- Kulandaivel, P. Manufacturing and performance of thermoplastic composite sandwich structures. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2006. [Google Scholar]
- Deniz, O.; Horst, P.; Schmidt, C. Production-based Multi-criteria Design Optimisation of an Unconventional Composite Fuselage Side Panel by Evolutionary Strategies and a Surrogate Model of Manufacturability Analysis. In Proceedings of the 11th World Congress on Structural and Multidisciplinary Optimisation, Sydney, Australia, 7–12 June 2015. [Google Scholar]
- Rozant, O.; Bourban, P.-E.; Manson, J.-A.E. Manufacturing of three dimensional sandwich parts by direct thermoforming. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1593–1601. [Google Scholar] [CrossRef]
- Aström, B.T.; Akermo, M.; Carlsson, A. The all-thermoplastic sandwich concept. In Proceedings of the Fourth International Conference on Sandwich Construction, Stockholm, Sweden, 9–11 June 1998. [Google Scholar]
- Schreier, P.; Neumeyer, T.; Knöchel, J.; Mühlbacher, M.; Altstädt, V. Thermoplastic Sandwich Structures with Bead Foam Core—Novel Processing Approaches. In Proceedings of the International Conference on Sandwich Structures, Lausanne, Switzerland, 19–22 August 2018.
- Brecher, C.; Dubratz, M.; Stimpfl, J.; Emonts, M. Innovative manufacturing of 3D-lightweight components. Laser Tech. J. 2011, 8, 36–40. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Ehard, S.; Kollmannsberger, A.; Compston, P.; Drechsler, K. A laser tape placement process for selective reinforcement of steel with CF/PA6 composites: Effects of surface preparation and laser angle. Mater. Des. 2017, 116, 545–553. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Kollmannsberger, A.; Ehard, S.; Compston, P.; Drechsler, K. Manufacture of steel–CF/PA6 hybrids in a laser tape placement process: Effect of first-ply placement rate on thermal history and lap shear strength. Compos. Part A Appl. Sci. Manuf. 2018, 111, 42–53. [Google Scholar] [CrossRef]
- Butler, C.; McCullough, R.L.; Pitchumani, R.; Gillespie, J.W. An Analysis of Mechanisms Governing Fusion Bonding of Thermoplastic Composites. J. Thermoplast. Compos. Mater. 1998, 11, 338–363. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Compston, P. A combined optical-thermal model for near-infrared laser heating of thermoplastic composites in an automated tape placement process. Compos. Part A Appl. Sci. Manuf. 2015, 75, 104–115. [Google Scholar] [CrossRef]
- Le Louet, V.; Le Corre, S.; Boyard, N.; Delaunay, D.; Tardif, X. Experimental characterization of the thermal behavior of carbon/PEEK tapes in the laser-assisted AFP process. In Proceedings of the 22nd International ESAFORM Conference on Material Forming, AIP Conf. Proc, Vitoria-Gasteiz, Spain, 8–10 May 2019; Volume 2113, pp. 130007-1–130007-7. [Google Scholar] [CrossRef]
- Grouve, W. Weld Strength of Laser-Assisted Tape-Placed Thermoplastic Composites. Ph.D. Thesis, University of Twente, Twente, The Netherlands, 2012. [Google Scholar]
- Baho, O.; Ausias, G.; Grohens, Y.; Barile, M.; Lecce, L.; Ferec, J. Automated fibre placement process for a new hybrid material: A numerical tool for predicting an efficient heating law. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106360. [Google Scholar] [CrossRef]
- Esselink, F.S.; Hosseini, S.; Baran, I.; Akkermann, R. Optimization of Laser-Assisted Tape Winding/Placement Process using Inverse Optical Model. Procedia Manuf. 2020, 47, 182–189. [Google Scholar] [CrossRef]
- Weiler, T.; Emonts, M.; Wollenburg, L.; Janssen, H. Transient thermal analysis of laser-assisted thermoplastic tape placement at high process speeds by use of analytical solutions. J. Thermoplast. Compos. Mater. 2018, 35, 3213–3224. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Compston, P. Optical characterisation and modelling for oblique near-infrared laser heating of carbon fibre reinforced thermoplastic composites. Opt. Lasers Eng. 2015, 72, 1–11. [Google Scholar] [CrossRef]
- Young, H.K.; Wool, R.P. A theory of healing at a Polymer-Polymer Interface. Macromolecules 1983, 16, 1115–1120. [Google Scholar]
- Stokes-Griffin, C.M.; Compston, P. The effect of processing temperature and placement rate on short beam strength of carbon fibre-PEEK manufactured using a laser tape placement process. Compos. Part A Appl. Sci. Manuf. 2015, 78, 274–283. [Google Scholar] [CrossRef]
- Grünewald, J. Thermoplastic Composite Sandwiches for Structural Helicopter Application. Ph.D. Thesis, University of Bayreuth, Bayreuth, Germany, 2018. [Google Scholar]
- Denkena, B.; Schmidt, C.; Kaczemirzk, M.; Schwinn, M. Influence of a dynamic consolidation force on in situ consolidation quality of thermoplastic composite laminate. J. Compos. Sci. 2021, 5, 88. [Google Scholar] [CrossRef]
- Kok, T. On the Consolidation Quality in Laser Assisted Fiber Placement: The Role of the Heating Phase. Ph.D. Thesis, University of Twente, Twente, The Netherlands, 2018. [Google Scholar]
- Celik, O. Consolidation during laser assisted fiber placement: Heating, Compaction and Cooling. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2021. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Symbol | Unit | Value |
|---|---|---|---|
| Consolidation force | F | N | 150 |
| Tape temperature | TT | °C | 280; 320; 360 |
| Layup speed | v | mm/s | 50 |
| Factor | Symbol | Unit | Value |
|---|---|---|---|
| Pressure | p | bar | 10; 12.5; 15 |
| Contact temperature | Tc | °C | 180; 250; 320; 390 |
| Contact time | tc | s | 0.2; 0.4; 0.6; 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Denkena, B.; Schmidt, C.; Schmitt, C.; Kaczemirzk, M. Experimental Investigation on the Use of a PEI Foam as Core Material for the In-Situ Production of Thermoplastic Sandwich Structures Using Laser-Based Thermoplastic Automated Fiber Placement. Materials 2022, 15, 7141. https://doi.org/10.3390/ma15207141
Denkena B, Schmidt C, Schmitt C, Kaczemirzk M. Experimental Investigation on the Use of a PEI Foam as Core Material for the In-Situ Production of Thermoplastic Sandwich Structures Using Laser-Based Thermoplastic Automated Fiber Placement. Materials. 2022; 15(20):7141. https://doi.org/10.3390/ma15207141
Chicago/Turabian StyleDenkena, Berend, Carsten Schmidt, Christopher Schmitt, and Maximilian Kaczemirzk. 2022. "Experimental Investigation on the Use of a PEI Foam as Core Material for the In-Situ Production of Thermoplastic Sandwich Structures Using Laser-Based Thermoplastic Automated Fiber Placement" Materials 15, no. 20: 7141. https://doi.org/10.3390/ma15207141
APA StyleDenkena, B., Schmidt, C., Schmitt, C., & Kaczemirzk, M. (2022). Experimental Investigation on the Use of a PEI Foam as Core Material for the In-Situ Production of Thermoplastic Sandwich Structures Using Laser-Based Thermoplastic Automated Fiber Placement. Materials, 15(20), 7141. https://doi.org/10.3390/ma15207141