
Utilizing a Diffractive Focus Beam Shaper to Enhance Pattern Uniformity and Process Throughput during Direct Laser Interference Patterning




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
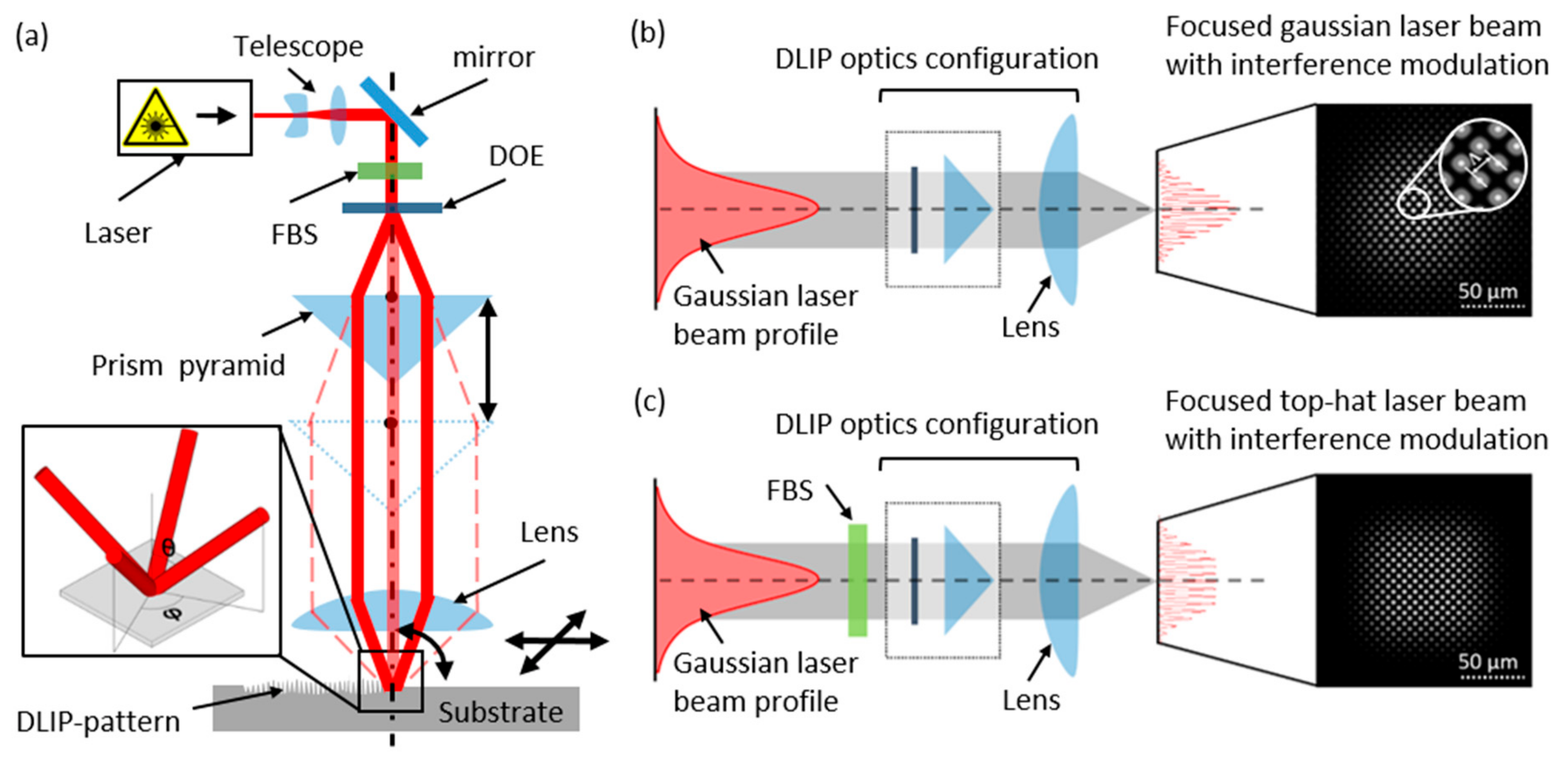
2.2. Principle of a Fundamental Beam-Mode Shaper
2.3. Nanosecond Four-Beam-DLIP Setup and Process Strategy
2.4. Surface Characterization
2.5. Design of Experiments
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Milles, S.; Soldera, M.; Voisiat, B.; Lasagni, A.F. Fabrication of superhydrophobic and ice-repellent surfaces on pure aluminium using single and multiscaled periodic textures. Sci. Rep. 2019, 9, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Hauschwitz, P.; Jochcová, D.; Jagdheesh, R.; Cimrman, M.; Brajer, J.; Rostohar, D.; Mocek, T.; Kopeček, J.; Lucianetti, A.; Smrž, M. Large-Beam Picosecond Interference Patterning of Metallic Substrates. Materials 2020, 13, 4676. [Google Scholar] [CrossRef]
- Milles, S.; Soldera, M.; Kuntze, T.; Lasagni, A.F. Characterization of self-cleaning properties on superhydrophobic aluminum surfaces fabricated by direct laser writing and direct laser interference patterning. Appl. Surf. Sci. 2020, 525, 146518. [Google Scholar] [CrossRef]
- Grützmacher, P.G.; Profito, F.J.; Rosenkranz, A. Multi-Scale Surface Texturing in Tribology—Current Knowledge and Future Perspectives. Lubricants 2019, 7, 95. [Google Scholar] [CrossRef] [Green Version]
- Helbig, R.; Günther, D.; Friedrichs, J.; Rößler, F.; Lasagni, A.; Werner, C. The impact of structure dimensions on initial bacterial adhesion. Biomater. Sci. 2016, 4, 1074–1078. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lang, V.; Voisiat, B.; Lasagni, A.F. High Throughput Direct Laser Interference Patterning of Aluminum for Fabrication of Super Hydrophobic Surfaces. Materials 2019, 12, 1484. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Voisiat, B.; Ströbel, J.; Du, K.; Lasagni, A.F. How to improve throughput in direct laser interference patterning: Top-hat beam profile and burst mode. In Laser-Based Micro- and Nanoprocessing XIV 11268; SPIE Digital Library: San Francisco, CA, USA, 2020; pp. 1–7. [Google Scholar]
- Kunze, T.; Zwahr, C.; Krupop, B.; Alamri, S.; Rößler, F.; Lasagni, A.F. Development of a scanner-based direct laser interference patterning optical head: New surface structuring opportunities. In Laser-Based Micro- and Nanoprocessing XI 10092; SPIE Digital Library: San Francisco, CA, USA, 2017; pp. 1–7. [Google Scholar]
- Brodsky, A.; Kaplan, N. Laser surface texturing using a single diffractive optical element as an alternative for direct laser interference patterning. J. Laser Appl. 2020, 32, 032011. [Google Scholar] [CrossRef]
- Nakata, Y.; Yoshida, M.; Osawa, K.; Miyanaga, N. Fabricating a regular hexagonal lattice structure by interference pattern of six femtosecond laser beams. Appl. Surf. Sci. 2017, 417, 69–72. [Google Scholar] [CrossRef]
- Indrisiunas, S.; Voisiat, B.; Žukauskas, A.; Račiukaitis, G. Direct laser beam interference patterning technique for fast high aspect ratio surface structuring. In Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XX; SPIE: San Francisco, CA, USA, 2015; Volume 9350, p. 935003. [Google Scholar]
- Lasagni, A.F.; Gachot, C.; Trinh, K.E.; Hans, M.; Rosenkranz, A.; Roch, T.; Eckhardt, S.; Kunze, T.; Bieda, M.; Günther, D.; et al. Direct Laser Interference Patterning, 20 Years of Development: From the Basics to Industrial Applications. In Laser-Based Micro- and Nanoprocessing XI; International Society for Optics and Photonics: San Francisco, CA, USA, 2017; Volume 10092. [Google Scholar] [CrossRef] [Green Version]
- Hung, Y.-J.; Chang, H.-J.; Chang, P.-C.; Lin, J.-J.; Kao, T.-C. Employing refractive beam shaping in a Lloyd’s interference lithography system for uniform periodic nanostructure formation. J. Vac. Sci. Technol. B 2017, 35, 030601. [Google Scholar] [CrossRef]
- Lechthaler, B.; Fox, T.; Slawik, S.; Mücklich, F. Direct laser interference patterning combined with mask imaging. Opt. Laser Technol. 2020, 123, 105918. [Google Scholar] [CrossRef]
- Müller, D.W.; Fox, T.; Grützmacher, P.G.; Suarez, S.; Mücklich, F. Applying Ultrashort Pulsed Direct Laser Interference Patterning for Functional Surfaces. Sci. Rep. 2020, 10, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Indrišiūnas, S.; Voisiat, B.; Gedvilas, M.; Raciukaitis, G. New opportunities for custom-shape patterning using polarization control in confocal laser beam interference setup. J. Laser Appl. 2017, 29, 011501. [Google Scholar] [CrossRef]
- Lasagni, A.F. High-speed surface structuring using Direct Laser Interference Patterning—Fundamentals, applications and technology transfer. In Proceedings of the LPM2017—The 18th International Symposium on Laser Precision Microfabrication, Toyama, Japan, 5–8 June 2017; pp. 1–7. [Google Scholar]
- Mücklich, F.; Lasagni, A.F.; Daniel, C. Laser interference metallurgy—periodic surface patterning and formation of intermetallics. Intermetallics 2005, 13, 437–442. [Google Scholar] [CrossRef]
- Lasagni, A.F. Advanced Design of Periodical Structures by Laser Interference Metallurgy in the Micro/Nano Scale on Macroscopic Areas; Shaker Verlag GmbH: Düren, Germany, 2007. [Google Scholar]
- Volkov, A.N.; Zhigilei, L.V. Melt dynamics and melt-through time in continuous wave laser heating of metal films: Contributions of the recoil vapor pressure and Marangoni effects. Int. J. Heat Mass Transf. 2017, 112, 300–317. [Google Scholar] [CrossRef]
- Aguilar-Morales, A.I.; Alamri, S.; Kunze, T.; Lasagni, A.F. Influence of processing parameters on surface texture homogeneity using Direct Laser Interference Patterning. Opt. Laser Technol. 2018, 107, 216–227. [Google Scholar] [CrossRef]
- Bischoff, C.; Völklein, F.; Schmitt, J.; Rädel, U.; Umhofer, U.; Jäger, E.; Lasagni, A.F. Design and Manufacturing Method of Fundamental Beam Mode Shaper for Adapted Laser Beam Profile in Laser Material Processing. Materials 2019, 12, 2254. [Google Scholar] [CrossRef] [Green Version]
- Raciukaitis, G. Laser Processing by Using Diffractive Optical Laser Beam Shaping Technique. J. Laser Micro/Nanoeng. 2011, 6, 37–43. [Google Scholar] [CrossRef]
- Du, K. Thin layer ablation with lasers of different beam profiles—Energy efficiency and over filling factor. In Laser-Based Micro- and Nanopackaging and Assembly III; SPIE Digital Library: San Jose, CA, USA, 2009; Volume 7202, pp. 1–9. [Google Scholar]
- Du, K. “Green processing” of thin film with top-hat lasers and applications in photovoltaic. In Laser-Based Micro- and Nanopackaging and Assembly IV; SPIE Digital Library: San Francisco, CA, USA, 2010; Volume 7585, pp. 1–8. [Google Scholar]
- Rung, S.; Barth, J.; Hellmann, R. Characterization of Laser Beam Shaping Optics Based on Their Ablation Geometry of Thin Films. Micromachines 2014, 5, 943–953. [Google Scholar] [CrossRef]
- El-Khoury, M.; Voisiat, B.; Kunze, T.; Lasagni, A.F. Prediction of Optimum Process Parameters Fabricated by Direct Laser Interference Patterning Based on Central Composite Design. Materials 2020, 13, 4101. [Google Scholar] [CrossRef] [PubMed]
- Katz, S.; Kaplan, N.; Grossinger, I. Using Diffractive Optical Elements-DOEs for beam shaping—Fundamentals and applications. Opt. Photonik 2018, 13, 83–86. [Google Scholar] [CrossRef] [Green Version]
- Bischoff, C.; Jäger, E.; Umhofer, U. Beam Shaping Optics for Process Acceleration-Increasing the productivity of laser micromachining. Laser Tech. J. 2015, 3, 53–57. [Google Scholar] [CrossRef]
- El-Khoury, M.; Voisiat, B.; Kunze, T.; Lasagni, A.F. Utilizing Fundamental Beam-Mode Shaping Technique for Top-Hat Laser Intensities in Direct Laser Interference Patterning. J. Laser Micro/Nanoeng. 2018, 13, 268–272. [Google Scholar]
- Roch, T.; Benke, D.; Lasagni, A.F. Method and Arrangement for Forming a Structuring on Surfaces of Components by Means of a Laser Beam. U.S. Patent 9,764,424 B2, 19 September 2017. [Google Scholar]
- Liu, J.M. Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef] [PubMed]
- Rasband, W.S. ImageJ, U.S. National Institutes of Health, Bethesda, Maryland, USA, 1997–2018. Available online: https://imagej.nih.gov/ij/ (accessed on 18 January 2021).
- Nicolò, M.; Rosa, R.; Musetti, D.; Musolino, M.; Saccheggiani, M.; Traverso, C.E. Choroidal Vascular Flow Area in Central SerousChorioretinopathy Using Swept-Source Optical CoherenceTomography Angiography. Investig. Ophthalmol. Vis. Sci. 2002, 58, 2002–2010. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- El-Khoury, M.; Alamri, S.; Voisiat, B.; Kunze, T.; Lasagni, A.F. Fabrication of hierarchical surface textures using multi-pulse direct laser interference patterning with nanosecond pulses. Mater. Lett. 2020, 258, 126743. [Google Scholar] [CrossRef]
- Voisiat, B.; Zwahr, C.; Lasagni, A.F. Growth of regular micro-pillar arrays on steel by polarization-controlled laser interference patterning. Appl. Surf. Sci. 2019, 471, 1065–1071. [Google Scholar] [CrossRef]
- Fu, Y.; Soldera, M.; Wang, W.; Voisiat, B.; Lasagni, A.F. Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing. Materials 2019, 12, 3409. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Homburg, O.; Völkermeyer, F.; Toennissen, F.; Ganser, H.; Mitra, T. High-precision Gaussian-to-tophat beam transformation improves structure quality and speed in micro-machining. In Proceedings of the Fourth International WLT-Conference Lasers in Manufacturing, LIM 2007, Munich, Germany, 18–22 June 2007. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Khoury, M.; Voisiat, B.; Kunze, T.; Lasagni, A.F. Utilizing a Diffractive Focus Beam Shaper to Enhance Pattern Uniformity and Process Throughput during Direct Laser Interference Patterning. Materials 2022, 15, 591. https://doi.org/10.3390/ma15020591
El-Khoury M, Voisiat B, Kunze T, Lasagni AF. Utilizing a Diffractive Focus Beam Shaper to Enhance Pattern Uniformity and Process Throughput during Direct Laser Interference Patterning. Materials. 2022; 15(2):591. https://doi.org/10.3390/ma15020591
Chicago/Turabian StyleEl-Khoury, Mikhael, Bogdan Voisiat, Tim Kunze, and Andrés Fabián Lasagni. 2022. "Utilizing a Diffractive Focus Beam Shaper to Enhance Pattern Uniformity and Process Throughput during Direct Laser Interference Patterning" Materials 15, no. 2: 591. https://doi.org/10.3390/ma15020591
APA StyleEl-Khoury, M., Voisiat, B., Kunze, T., & Lasagni, A. F. (2022). Utilizing a Diffractive Focus Beam Shaper to Enhance Pattern Uniformity and Process Throughput during Direct Laser Interference Patterning. Materials, 15(2), 591. https://doi.org/10.3390/ma15020591