
Evolution of Surface Topography and Microstructure in Laser Polishing of Cold Work Steel 1.2379 (AISI D2) Using Quadratic, Top-Hat Shaped Intensity Distributions

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Opto-Mechanical Set-Up
2.2. Intensity Distribution and Laser Beam Source Orientation
2.3. Material and Sample Preparation
2.4. Process Principle, Scan Strategy, Process Parameters and Design of Experiments
2.5. Surface Analysis
2.6. Microstrutural and Micro-Hardness Analysis
3. Results
3.1. Characteristic Surface Features
3.2. Evolution of Surface Topography and Determination of Laser Polishing Power
3.3. Microstructure
3.4. Hardness Measurements
4. Discussion
4.1. Characteristic Surface Features
4.1.1. Stripes after Laser Processing and Martensite Formation
4.1.2. Ripple Formation
4.1.3. Undercuts
4.2. Laser Polishing Power and Surface Roughness Evolution Topography
4.3. Microstructure
4.3.1. Hot Cracking and Pores
4.3.2. Microstructure, Cooling Rate and Hardness
5. Conclusions
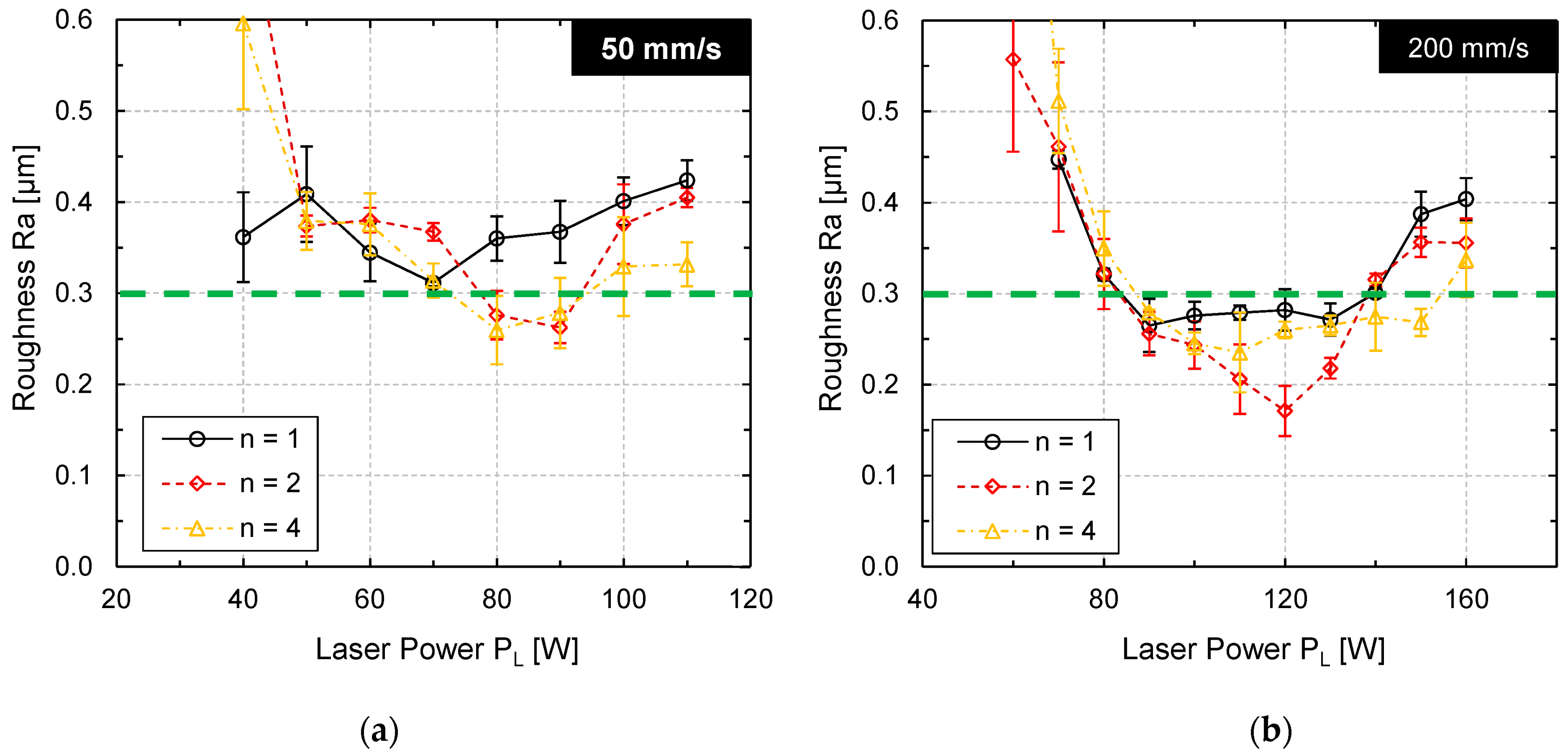
- The standard approach for laser polishing (large laser beam, small scanning velocity, many passes) does not seem to work for tool steel AISI D2. A significant reduction of surface roughness from Raini = 0.33 ± 0.026 µm to Ramin = 0.163 ± 0.018 µm was only possible for the smallest interaction time (Q100, vscan = 200 mm/s), which also resulted in the finest microstructure.
- While increasing the number of passes to n = 2 leads to a lower surface roughness (remelting and reduction of surface ripples), a further increase to n = 4 is not beneficial.
- Process inherent surface structure formation such as martensite formation, formation of undercuts, track bulging significantly influences the resulting surface topography and roughness.
- Near-surface chromium carbides are completely dissolved in the regions where the material was remelted.
- The HAZ showed less near-surface martensite, which resulted in a reduced micro-roughness. Reaustenitization in the HAZ lead to disappearance of secondary dendrites of the dendritic solidification micro-structure.
- A stripe-like structure was visible on the surface after laser polishing, which resulted from alternating differently heat-affected zones.
- The resulting average surface hardness was 390 HV0.1 and the same irrespective of the laser polishing parameters and the number of remeltings; only the standard deviation of surface hardness was more than doubled from 21 HV0.1 to 46 HV0.1 for larger laser beam, smaller scanning velocity and larger track offset.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Willenborg, E. Polieren von Werkzeugstaehlen mit Laserstrahlung. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2006. [Google Scholar]
- Lamikiz, A.; Sánchez, J.A.; López de Lacalle, L.N.; Arana, J.L. Laser polishing of parts built up by selective laser sintering. Int. J. Mach. Tools Manuf. 2007, 47, 2040–2050. [Google Scholar] [CrossRef]
- Perry, T.L.; Werschmoeller, D.; Li, X.; Pfefferkorn, F.E.; Duffie, N.A. The Effect of Laser Pulse Duration and Feed Rate on Pulsed Laser Polishing of Microfabricated Nickel Samples. J. Manuf. Sci. Eng. 2009, 131, 2113. [Google Scholar] [CrossRef]
- Bordatchev, E.V.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef]
- Nüsser, C. Lasermikropolieren von Metallen: Laser Micro Polishing of Metals. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2018. [Google Scholar]
- Temmler, A.; Liu, D.; Luo, J.; Poprawe, R. Influence of pulse duration and pulse frequency on micro-roughness for laser micro polishing (LµP) of stainless steel AISI 410. Appl. Surf. Sci. 2020, 510, 145272. [Google Scholar] [CrossRef]
- Deng, T.; Li, J.; Zheng, Z. Fundamental aspects and recent developments in metal surface polishing with energy beam irradiation. Int. J. Mach. Tools Manuf. 2020, 148, 103472. [Google Scholar] [CrossRef]
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef]
- Temmler, A.; Liu, D.; Preußner, J.; Oeser, S.; Luo, J.; Poprawe, R.; Schleifenbaum, J.H. Influence of laser polishing on surface roughness and microstructural properties of the remelted surface boundary layer of tool steel H11. Mater. Des. 2020, 192, 108689. [Google Scholar] [CrossRef]
- Singh, K.; Khatirkar, R.K.; Sapate, S.G. Microstructure evolution and abrasive wear behavior of D2 steel. Wear 2015, 328–329, 206–216. [Google Scholar] [CrossRef]
- Mousavi, A.; Kunze, T.; Roch, T.; Lasagni, A.; Brosius, A. Deep drawing process without lubrication—An adapted tool for a stable, economic and environmentally friendly process. Procedia Eng. 2017, 207, 48–53. [Google Scholar] [CrossRef]
- Brosius, A.; Mousavi, A. Lubricant free deep drawing process by macro structured tools. CIRP Ann. 2016, 65, 253–256. [Google Scholar] [CrossRef]
- Häfner, T.; Heberle, J.; Hautmann, H.; Zhao, R.; Tenner, J.; Tremmel, S.; Merklein, M.; Schmidt, M. Effect of Picosecond Laser Based Modifications of Amorphous Carbon Coatings on Lubricant-free Tribological Systems. JLMN-J. Laser Micro/Nanoeng. 2017, 12, 132–140. [Google Scholar] [CrossRef]
- Jähnig, T.; Mousavi, A.; Steinhorst, M.; Roch, T.; Brosius, A.; Lasagni, A.F. Friction reduction in dry forming by using tetrahedral amorphous carbon coatings and laser micro-structuring. Dry Met. Form. 2019, 5, 25–30. [Google Scholar]
- Temmler, A.; Comiotto, M.; Ross, I.; Kuepper, M.; Liu, D.M.; Poprawe, R. Surface structuring by laser remelting of 1.2379 (D2) for cold forging tools in automotive applications. J. Laser Appl. 2019, 31, 22017. [Google Scholar] [CrossRef]
- Ross, I.; Temmler, A.; Küpper, M.; Prünte, S.; Teller, M.; Schneider, J.M.; Poprawe, R. Laser Polishing of Cold Work Steel AISI D2 for Dry Metal Forming Tools: Surface Homogenization, Refinement and Preparation for Self-Assembled Monolayers. KEM 2018, 767, 69–76. [Google Scholar] [CrossRef]
- Förster, D.J.; Weber, R.; Holder, D.; Graf, T. Estimation of the depth limit for percussion drilling with picosecond laser pulses. Opt. Express 2018, 26, 11546–11552. [Google Scholar] [CrossRef]
- Hasselbruch, H.; Lu, Y.; Messaoudi, H.; Mehner, A.; Vollertsen, F. Tribological Properties of Multi-Layer a-C:H:W/a-C:H PVD-Coatings Micro-Structured by Picosecond Laser Ablation. KEM 2019, 809, 439–444. [Google Scholar] [CrossRef]
- Henn, M.; Reichardt, G.; Weber, R.; Graf, T.; Liewald, M. Dry Metal Forming Using Volatile Lubricants Injected into the Forming Tool Through Flow-Optimized, Laser-Drilled Microholes. JOM 2020, 72, 2517–2524. [Google Scholar] [CrossRef]
- Morrow, J.D.; Pfefferkorn, F.E. Local Microstructure and Hardness Variation After Pulsed Laser Micromelting on S7 Tool Steel. J. Micro Nano-Manuf 2016, 4, 209. [Google Scholar] [CrossRef]
- Nüsser, C.; Kumstel, J.; Kiedrowski, T.; Diatlov, A.; Willenborg, E. Process- and Material-Induced Surface Structures During Laser Polishing. Adv. Eng. Mater. 2015, 17, 268–277. [Google Scholar] [CrossRef]
- Vadali, M.; Ma, C.; Duffie, N.A.; Li, X.; Pfefferkorn, F.E. Pulsed laser micro polishing: Surface prediction model. J. Manuf. Processes 2012, 14, 307–315. [Google Scholar] [CrossRef]
- Ma, C.; Vadali, M.; Li, X.; Duffie, N.A.; Pfefferkorn, F.E. Analytical and Experimental Investigation of Thermocapillary Flow in Pulsed Laser Micropolishing. J. Micro Nano-Manuf. 2014, 2, 21010. [Google Scholar] [CrossRef]
- Chow, M.; Bordatchev, E.V.; Knopf, G.K. Impact of initial surface parameters on the final quality of laser micro-polished surfaces. In Micromachining and Microfabrication Process Technology XVII; Maher, M.A., Resnick, P.J., Eds.; SPIE MOEMS-MEMS: San Francisco, CA, USA, 2012; p. 824809. [Google Scholar]
- Ukar, E.; Lamikiz, A.; Martínez, S.; Tabernero, I.; Lacalle, L.L.d. Roughness prediction on laser polished surfaces. J. Mater. Processing Technol. 2012, 212, 1305–1313. [Google Scholar] [CrossRef]
- Richter, B.; Blanke, N.; Werner, C.; Vollertsen, F.; Pfefferkorn, F.E. Effect of Initial Surface Features on Laser Polishing of Co-Cr-Mo Alloy Made by Powder-Bed Fusion. JOM 2019, 71, 912–919. [Google Scholar] [CrossRef]
- Temmler, A.; Pirch, N. Investigation on the mechanism of surface structure formation during laser remelting with modulated laser power on tool steel H11. Appl. Surf. Sci. 2020, 526, 146393. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; López de Lacalle, L.N.; del Pozo, D.; Arana, J.L. Laser polishing of tool steel with CO2 laser and high-power diode laser. Int. J. Mach. Tools Manuf. 2010, 50, 115–125. [Google Scholar] [CrossRef]
- Spranger, F.; Hilgenberg, K. Dispersion behavior of TiB2 particles in AISI D2 tool steel surfaces during pulsed laser dispersing and their influence on material properties. Appl. Surf. Sci. 2019, 467–468, 493–504. [Google Scholar] [CrossRef]
- Spranger, F.; de Oliveira Lopes, M.; Schirdewahn, S.; Degner, J.; Merklein, M.; Hilgenberg, K. Microstructural evolution and geometrical properties of TiB2 metal matrix composite protrusions on hot work tool steel surfaces manufactured by laser implantation. Int. J. Adv. Manuf. Technol. 2020, 106, 481–501. [Google Scholar] [CrossRef]
- Telasang, G.; Dutta Majumdar, J.; Padmanabham, G.; Tak, M.; Manna, I. Effect of laser parameters on microstructure and hardness of laser clad and tempered AISI H13 tool steel. Surf. Coat. Technol. 2014, 258, 1108–1118. [Google Scholar] [CrossRef]
- Kaplan, A.F.H. Influence of the beam profile formulation when modeling fiber-guided laser welding. J. Laser Appl. 2011, 23, 42005. [Google Scholar] [CrossRef]
- Rasch, M.; Roider, C.; Kohl, S.; Strauß, J.; Maurer, N.; Nagulin, K.Y.; Schmidt, M. Shaped laser beam profiles for heat conduction welding of aluminium-copper alloys. Opt. Lasers Eng. 2019, 115, 179–189. [Google Scholar] [CrossRef]
- Funck, K.; Nett, R.; Ostendorf, A. Tailored Beam Shaping for Laser Spot Joining of Highly Conductive Thin Foils. Phys. Procedia 2014, 56, 750–758. [Google Scholar] [CrossRef]
- Völl, A.; Vogt, S.; Wester, R.; Stollenwerk, J.; Loosen, P. Application specific intensity distributions for laser materials processing: Tailoring the induced temperature profile. Opt. Laser Technol. 2018, 108, 583–591. [Google Scholar] [CrossRef]
- Pütsch, O.; Stollenwerk, J.; Loosen, P. Integrated optical design for highly dynamic laser beam shaping with membrane deformable mirrors. In Laser Resonators, Microresonators, and Beam Control XIX; Kudryashov, A.V., Paxton, A.H., Ilchenko, V.S., Eds.; SPIE LASE: San Francisco, CA, USA, 2017; p. 1009010. [Google Scholar]
- Kumstel, J. Enhancement of the area rate for laser macro polishing. In Proceedings: Lasers in Manufacturing Conference 2017; Overmeyer, L., Reisgen, U., Ostendorf, A., Schmidt, M., Eds.; German Scientific Laser Society (WLT e.V.): Munich, Germany, 2017. [Google Scholar]
- Khare, J.; Kaul, R.; Ganesh, P.; Kumar, H.; Jagdheesh, R.; Nath, A.K. Laser beam shaping for microstructural control during laser surface melting. J. Laser Appl. 2007, 19, 1–7. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2002. [Google Scholar]
- Temmler, A.; Cortina, M.; Ross, I.; Küpper, M.E.; Rittinghaus, S.-K. Laser Micro Polishing of Tool Steel 1.2379 (AISI D2): Influence of Intensity Distribution, Laser Beam Size, and Fluence on Surface Roughness and Area Rate. Metals 2021, 11, 1445. [Google Scholar] [CrossRef]
- Pirch, N.; Linnenbrink, S.; Gasser, A.; Wissenbach, K.; Poprawe, R. Analysis of track formation during laser metal deposition. J. Laser Appl. 2017, 29, 22506. [Google Scholar] [CrossRef]
- Kwok, C.T.; Cheng, F.T.; Man, H.C. Microstructure and corrosion behavior of laser surface-melted high-speed steels. Surf. Coat. Technol. 2007, 202, 336–348. [Google Scholar] [CrossRef]
- Preußner, J.; Oeser, S.; Pfeiffer, W.; Temmler, A.; Willenborg, E. Microstructure and residual stresses of laser remelted surfaces of a hot work tool steel. IJMR 2014, 105, 328–336. [Google Scholar] [CrossRef]
- Beyer, E.; Wissenbach, K. Oberflächenbehandlung mit Laserstrahlung; Springer: Berlin, Germany, 1998. [Google Scholar]
- Temmler, A.; Pirch, N.; Luo, J.; Schleifenbaum, J.H.; Häfner, C.L. Numerical and experimental investigation on formation of surface structures in laser remelting for additive-manufactured Inconel 718. Surf. Coat. Technol. 2020, 403, 126370. [Google Scholar] [CrossRef]
- Morrow, J.D. Surface Microstructure and Properties of Pulsed Laser Micro Melted S7 Tool Steel. Ph.D. Thesis, University of Madison Wisconsin, Madison, WI, USA, 2015. [Google Scholar]
- Kumstel, J.; Kirsch, B. Polishing Titanium- and Nickel-based Alloys using Cw-Laser Radiation. Phys. Procedia 2013, 41, 362–371. [Google Scholar] [CrossRef]
- Temmler, A.; Wei, D.; Schmickler, T.; Küpper, M.E.; Häfner, C.L. Experimental investigation on surface structuring by laser remelting (WaveShape) on Inconel 718 using varying laser beam diameters and scanning velocitys. Appl. Surf. Sci. 2020, 541, 147814. [Google Scholar] [CrossRef]
- Kiedrowski, T. Oberflächenstrukturbildung beim Laserstrahlpolieren von Stahlwerkstoffen. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2009. [Google Scholar]
- Temmler, A.; Liu, D.; Drinck, S.; Luo, J.; Poprawe, R. Experimental investigation on a new hybrid laser process for surface structuring by vapor pressure on Ti6Al4V. J. Mater. Processing Technol. 2020, 277, 116450. [Google Scholar] [CrossRef]
- Willenborg, K.E.; Wissenbach, R.P. Polishing by laser radiation. In Proceedings of the 2nd International WLT Conference on Lasers in Manufacturing, Munich, Germany, 24–26 June 2003; Poprawe, R., Ed.; AT-Fachverlag: Stuttgart, Germany, 2003; pp. 297–300. [Google Scholar]
- Ostholt, R.; Willenborg, E.; Wissenbach, K. Laser polishing of metallic freeform surfaces. In Proceedings of the 5th international WLT Conference, Lasers in Manufacturing, LIM 2009, Munich, Germany, 15–18 June 2009; Ostendorf, A., Ed.; AT-Fachverlag: Stuttgart, Germany, 2009; pp. 397–402. [Google Scholar]
- Yung, K.C.; Zhang, S.S.; Duan, L.; Choy, H.S.; Cai, Z.X. Laser polishing of additive manufactured tool steel components using pulsed or continuous-wave lasers. Int. J. Adv. Manuf. Technol. 2019, 105, 425–440. [Google Scholar] [CrossRef]
- Pleterski, M.; Tušek, J.; Muhic, T.; Kosec, L. Laser Cladding of Cold-Work Tool Steel by Pulse Shaping. J. Mater. Sci. Technol. 2011, 27, 707–713. [Google Scholar] [CrossRef]
- Arias, J.; Cabeza, M.; Castro, G.; Feijoo, I.; Merino, P.; Pena, G. Microstructural characterization of laser surface melted AISI M2 tool steel. J. Microsc. 2010, 239, 184–193. [Google Scholar] [CrossRef]
- Kwok, C.T.; Leong, K.I.; Cheng, F.T.; Man, H.C. Microstructural and corrosion characteristics of laser surface-melted plastics mold steels. Mater. Sci. Eng. A 2003, 357, 94–103. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef]
- Arias, J.; Cabeza, M.; Castro, G.; Feijoo, I.; Merino, P.; Pena, G. Microstructure and mechanical behavior of laser surface melted AISI M2 high-speed steel. Surf. Interface Anal. 2010, 42, 752–756. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material/Element 1 | C | Si | Cr | Mo | Mn | V | Fe |
|---|---|---|---|---|---|---|---|
| AISI D2 | 1.56 | 0.4 | 11.86 | 0.83 | 0.38 | 0.84 | Bal. |
| Dev. | ±0.1 | ±0.1 | ±0.45 | ±0.2 | ±0.1 | ±0.1 | - |
| Process Parameter | Q100 | Q200 |
|---|---|---|
| Process steps | 1, 2, 4 | 1, 2, 4 |
| Repetition rate frep | cw | cw |
| Laser beam diameter dL [µm] | 100 | 200 |
| Scanning velocity vscan [mm/s] | 50, 100, 200 | 50, 100, 200 |
| Laser power PL [W] | 20–80 | 40–160 |
| Track offset dy [µm] | 20 | 40 |
| Passes n | 1, 2, 4 | 1, 2, 4 |
| Processing angle α [°] | 0/90 | 0/90 |
| Shielding gas | Ar + O2 | Ar + O2 |
| Residual oxygen c(O2) [ppm] | 1000 | 1000 |
| Set of Parameters | dL | vscan [mm/s] | PL | dy | n | α |
|---|---|---|---|---|---|---|
| [Physcial Units] | [µm] | [mm/s] | [W] | [µm] | n.a. | [°] |
| A | 100 | 200 | 60 | 1000 | 1 | 0 |
| B | 200 | 50 | 70 | 1000 | 1 | 0 |
| C | 100 | 200 | 60 | 20 | 1 | 0 |
| D | 200 | 50 | 70 | 40 | 1 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Temmler, A.; Cortina, M.; Ross, I.; Küpper, M.E.; Rittinghaus, S.-K. Evolution of Surface Topography and Microstructure in Laser Polishing of Cold Work Steel 1.2379 (AISI D2) Using Quadratic, Top-Hat Shaped Intensity Distributions. Materials 2022, 15, 769. https://doi.org/10.3390/ma15030769
Temmler A, Cortina M, Ross I, Küpper ME, Rittinghaus S-K. Evolution of Surface Topography and Microstructure in Laser Polishing of Cold Work Steel 1.2379 (AISI D2) Using Quadratic, Top-Hat Shaped Intensity Distributions. Materials. 2022; 15(3):769. https://doi.org/10.3390/ma15030769
Chicago/Turabian StyleTemmler, André, Magdalena Cortina, Ingo Ross, Moritz E. Küpper, and Silja-Katharina Rittinghaus. 2022. "Evolution of Surface Topography and Microstructure in Laser Polishing of Cold Work Steel 1.2379 (AISI D2) Using Quadratic, Top-Hat Shaped Intensity Distributions" Materials 15, no. 3: 769. https://doi.org/10.3390/ma15030769
APA StyleTemmler, A., Cortina, M., Ross, I., Küpper, M. E., & Rittinghaus, S.-K. (2022). Evolution of Surface Topography and Microstructure in Laser Polishing of Cold Work Steel 1.2379 (AISI D2) Using Quadratic, Top-Hat Shaped Intensity Distributions. Materials, 15(3), 769. https://doi.org/10.3390/ma15030769