
Integrated Machine Vision System for Evaluating Hole Expansion Ratio of Advanced High-Strength Steels

Abstract
:1. Introduction
2. Experimental Procedure
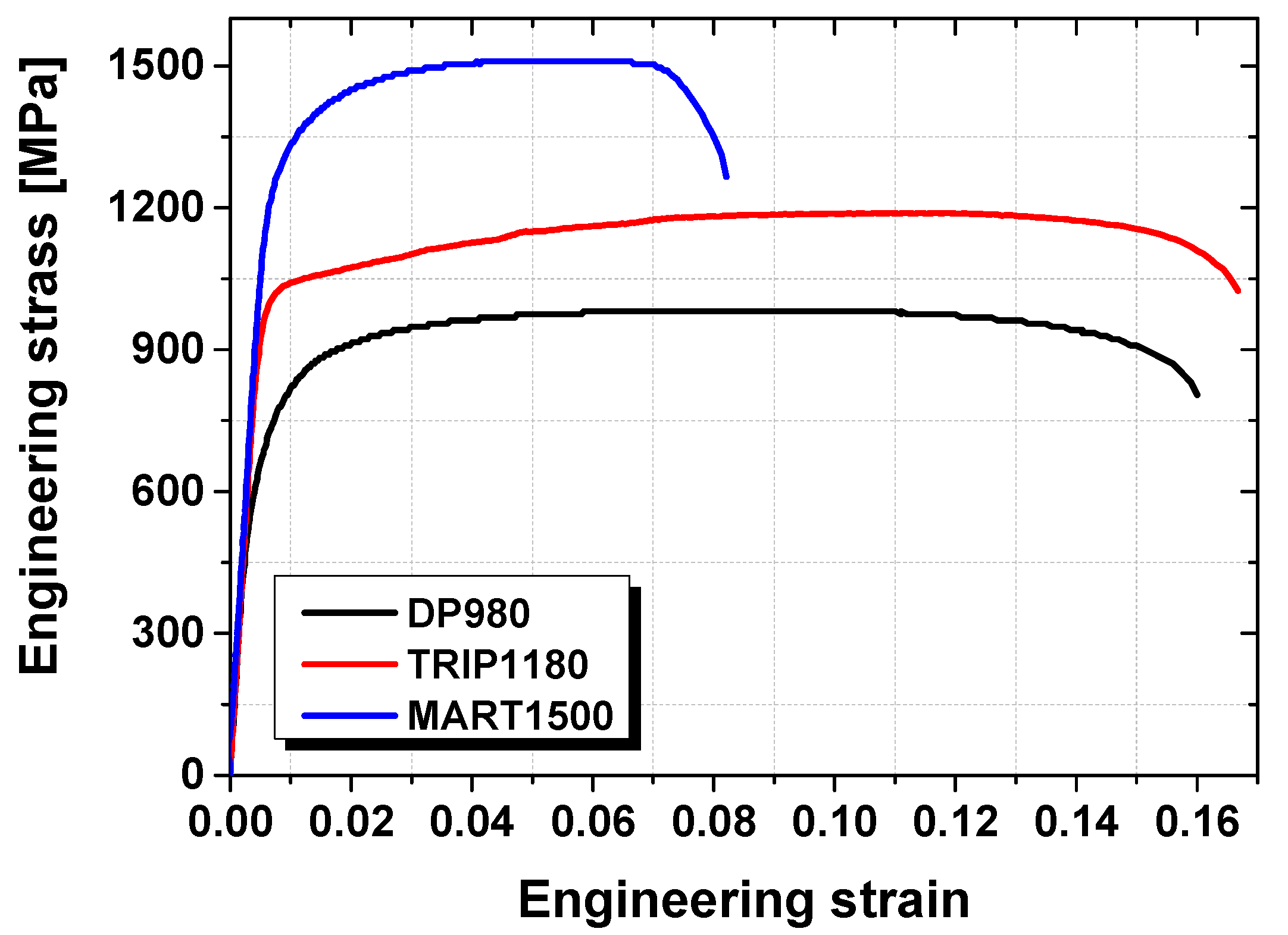
2.1. Test Materials
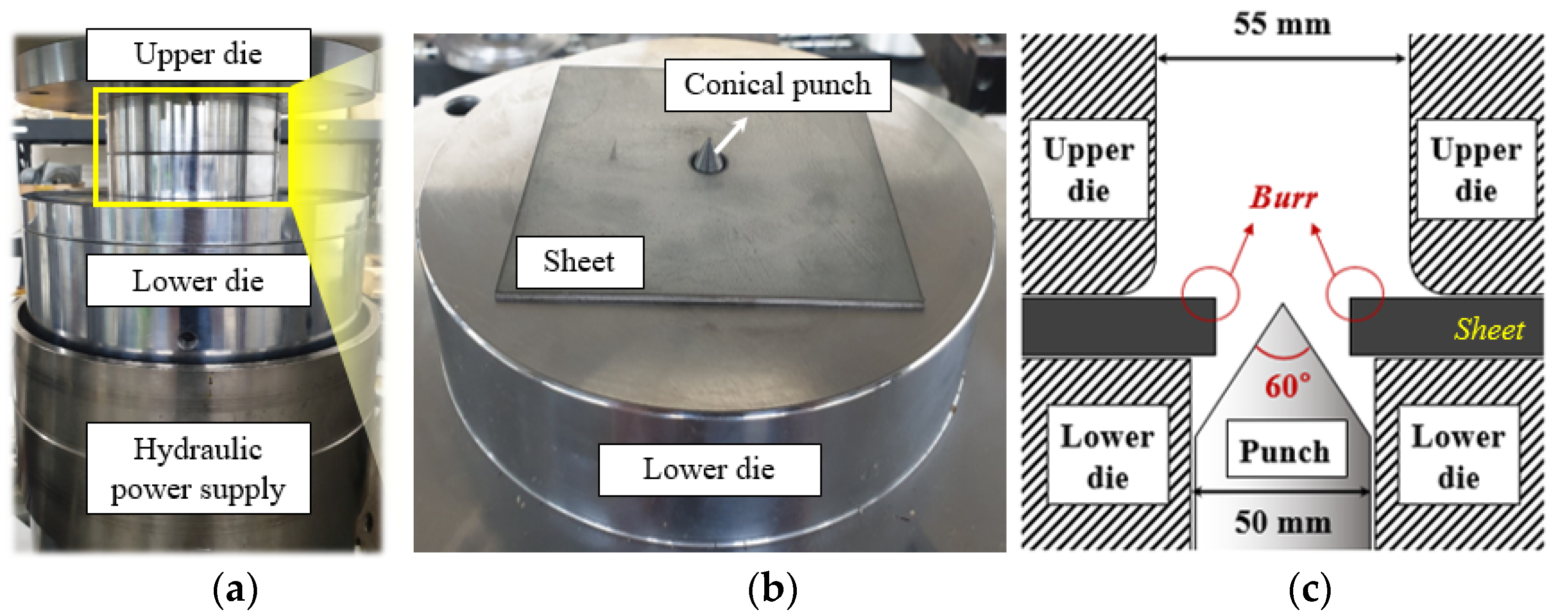
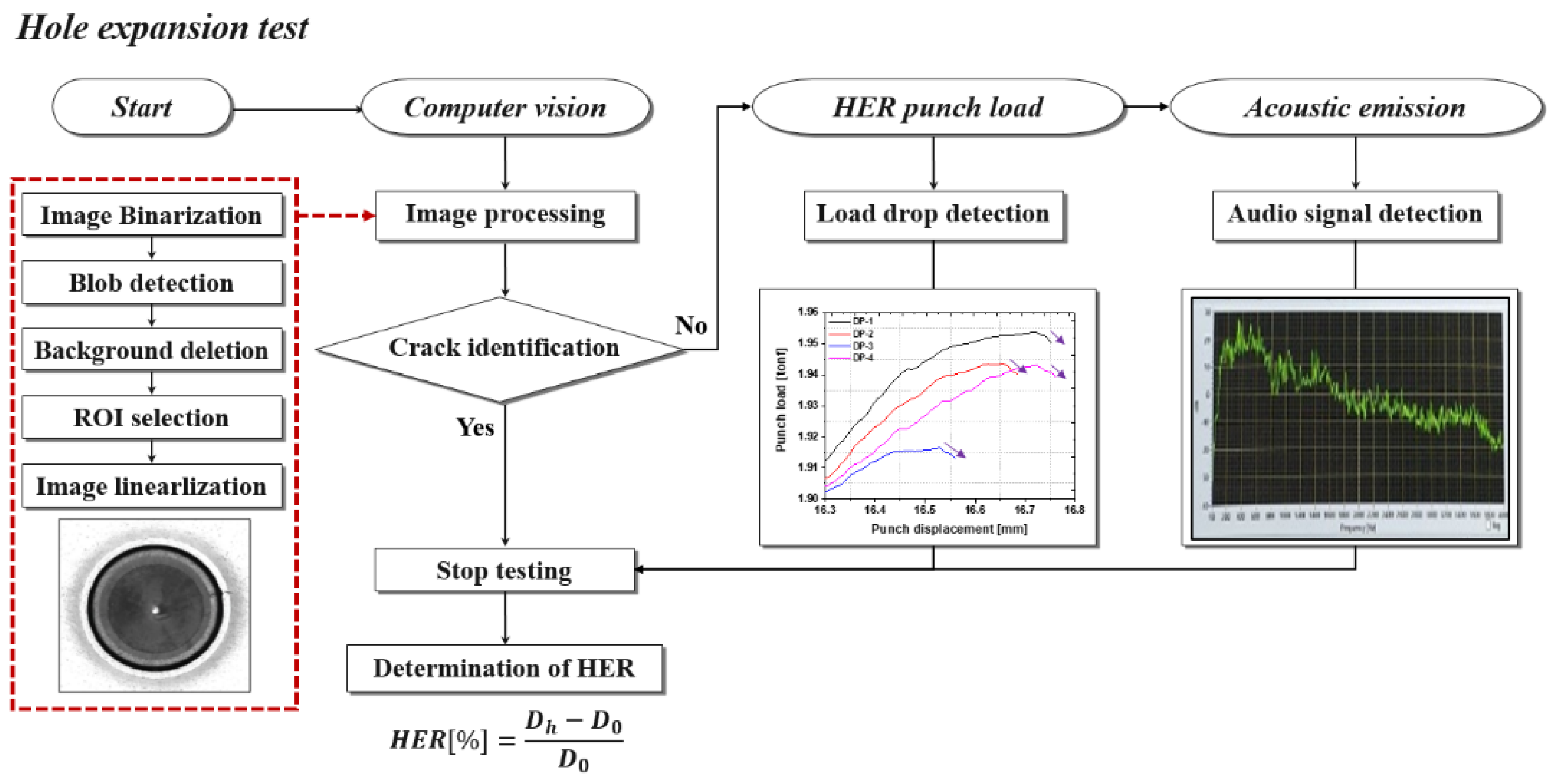
2.2. Hole Expansion Test
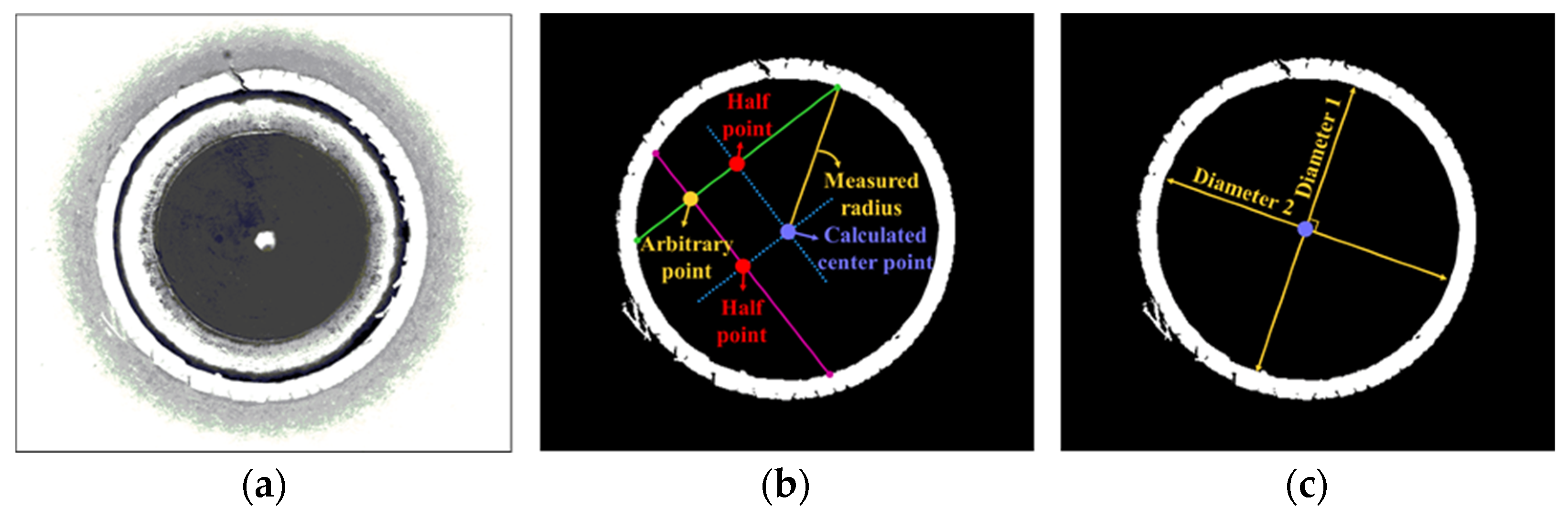
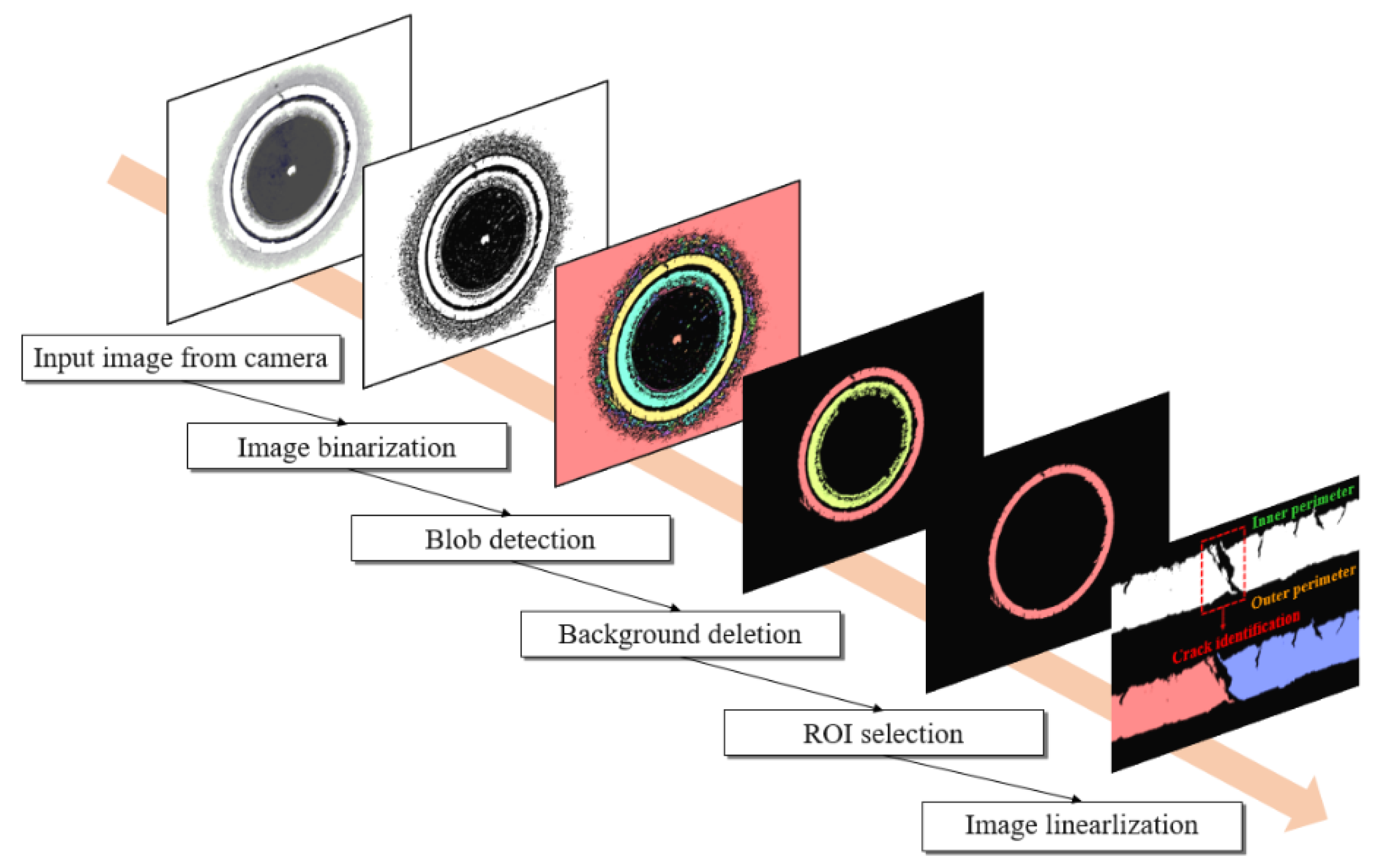
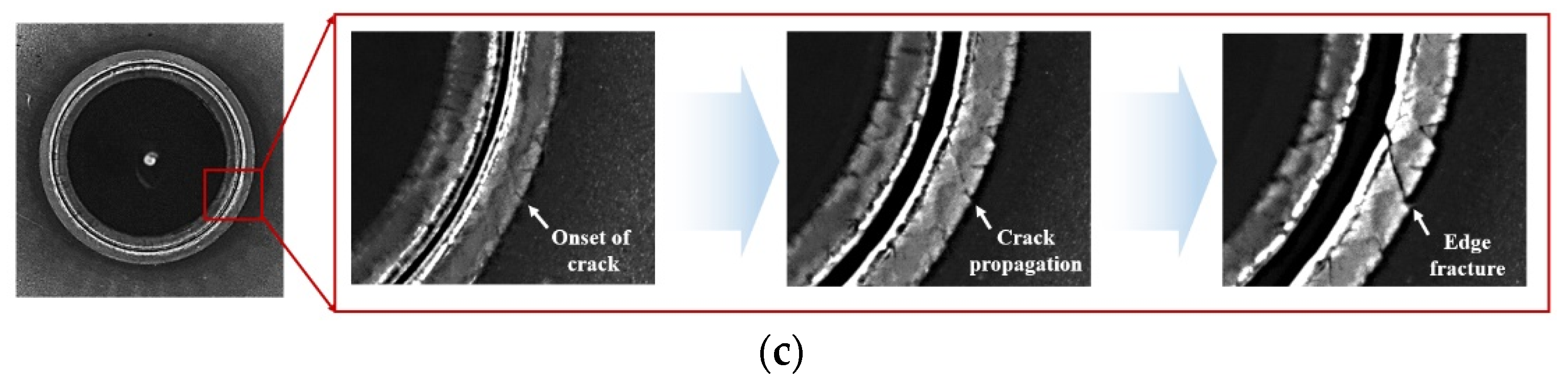
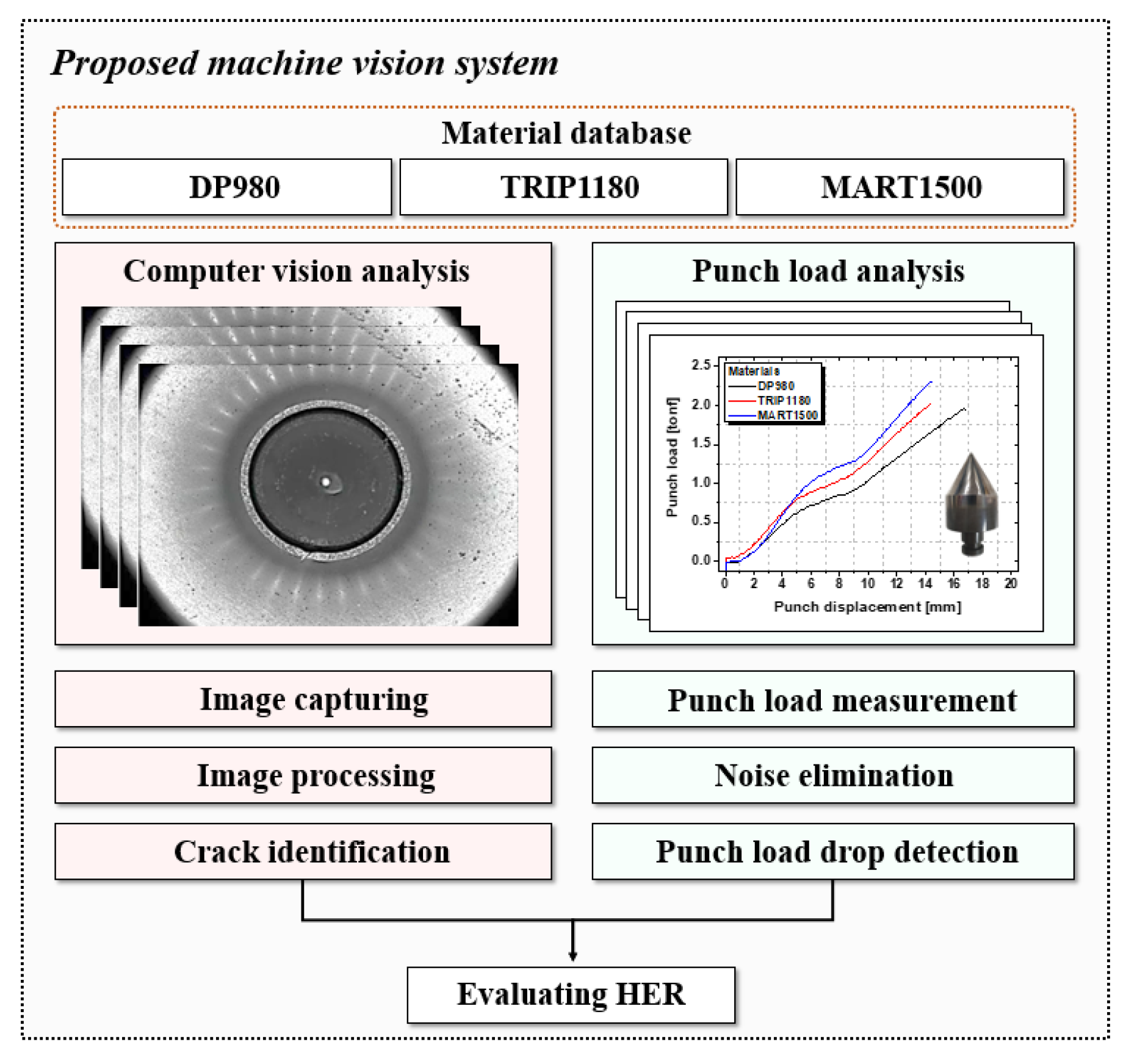
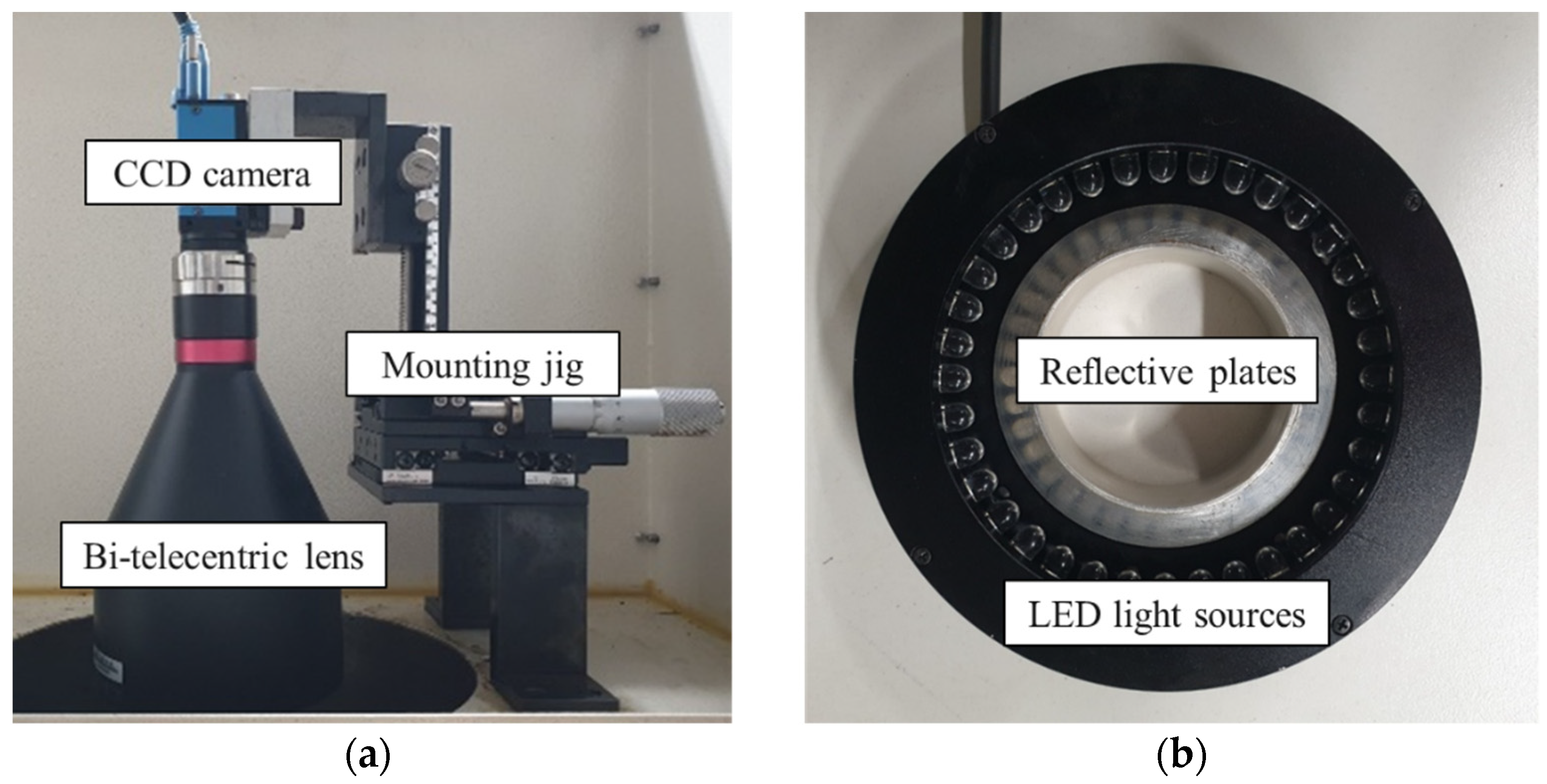
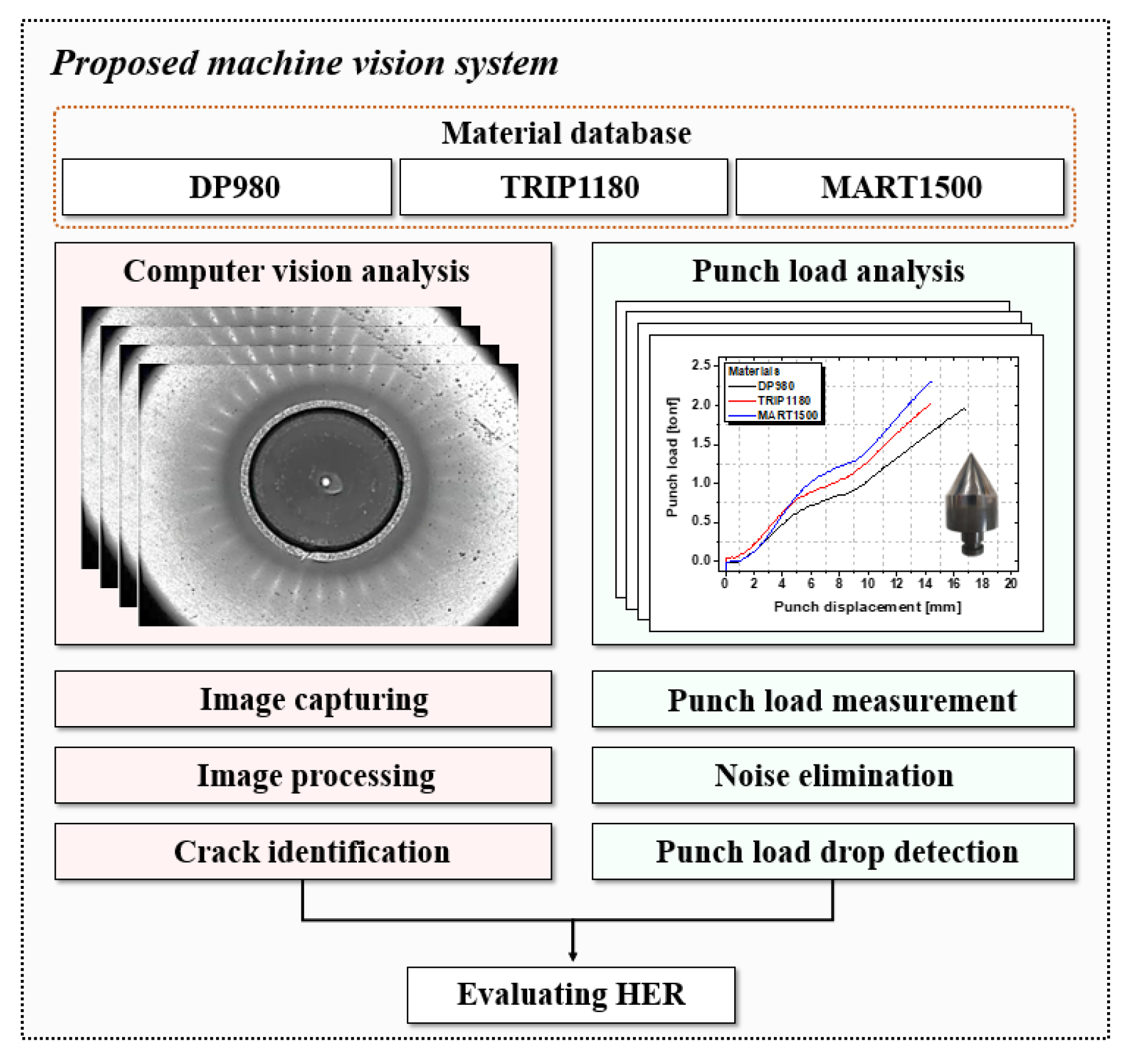
2.2.1. Machine Vision Analysis for Determining HER
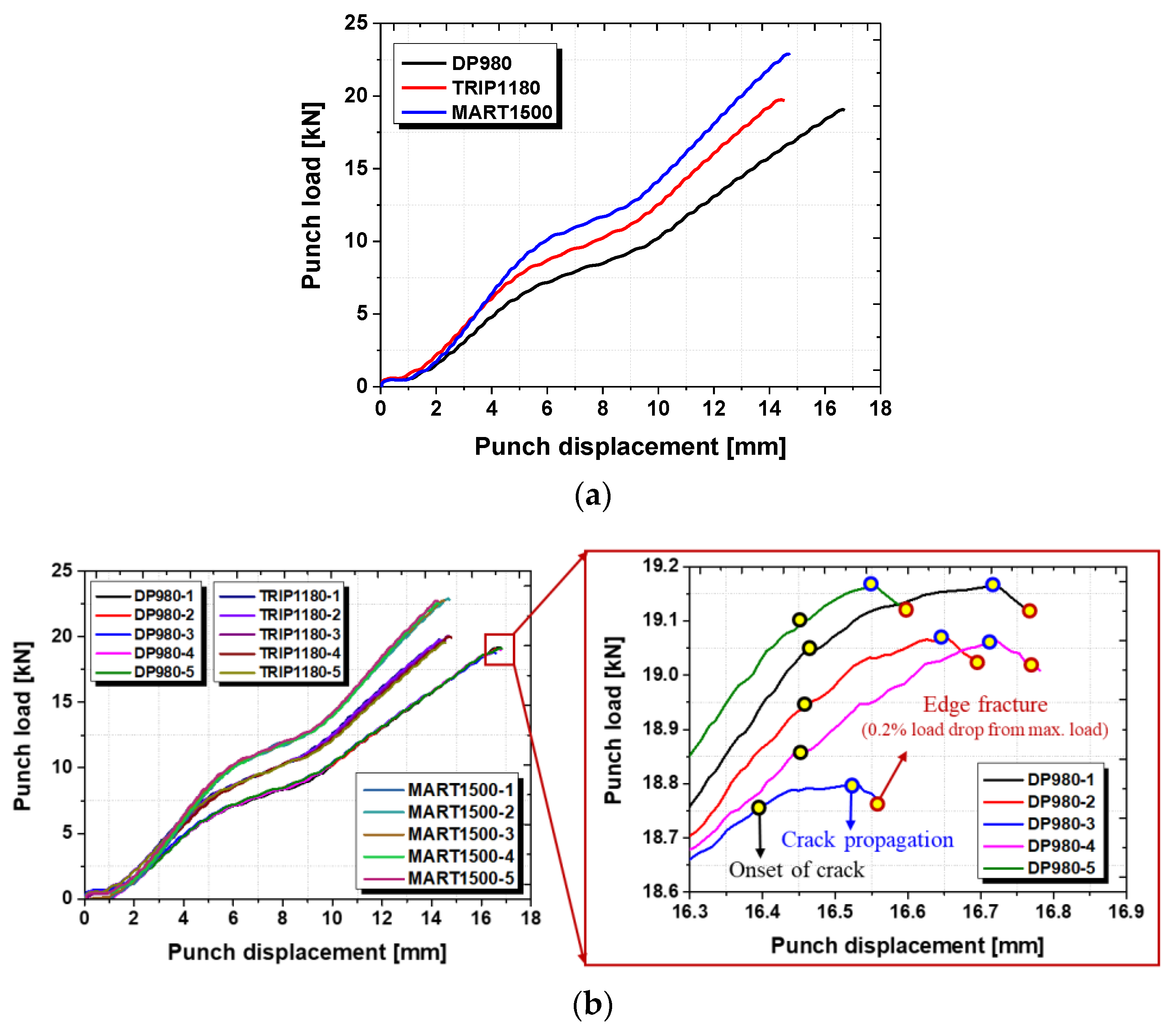
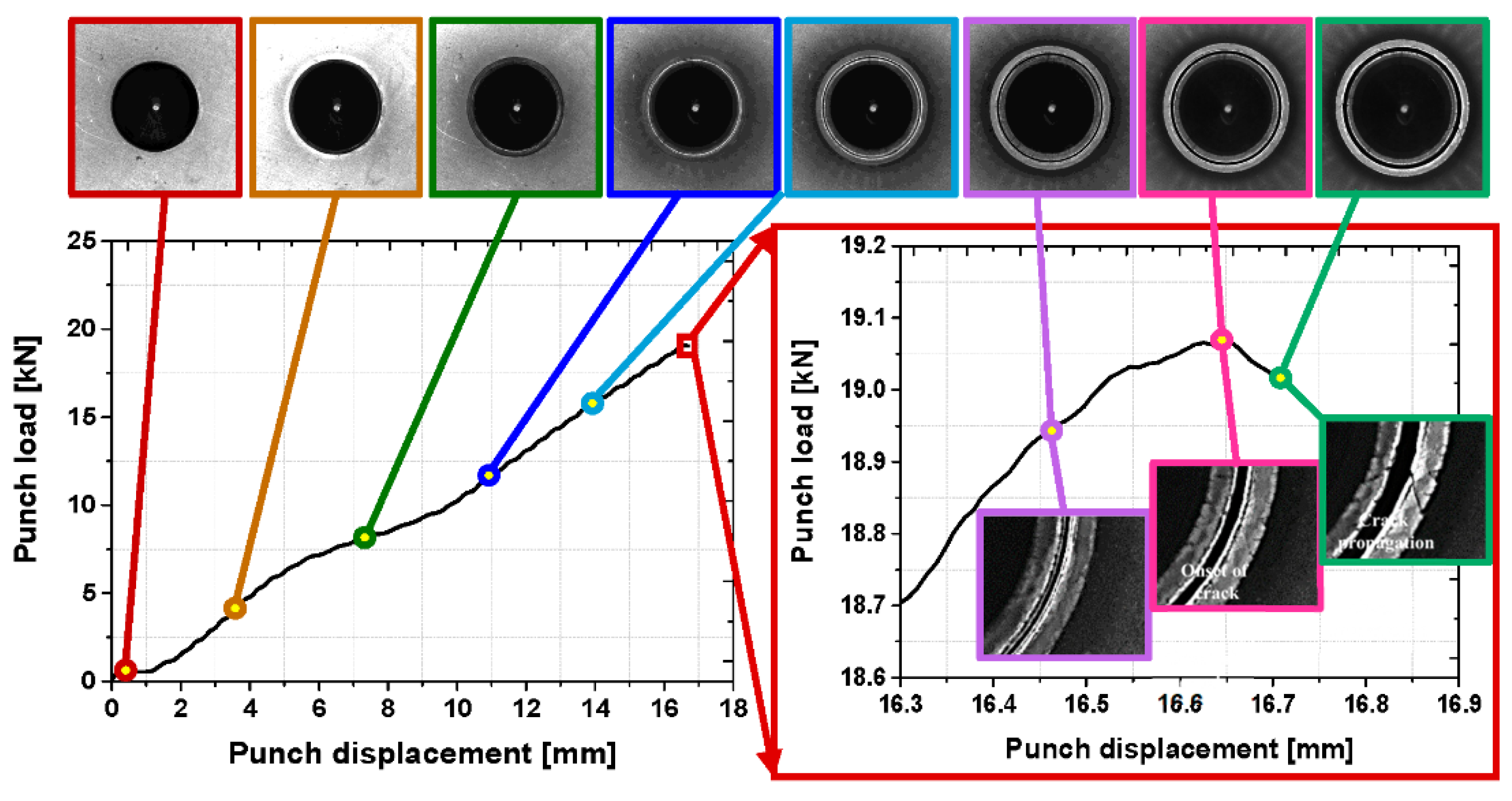
2.2.2. Punch Load Analysis for Determining HER
2.2.3. Acoustic Analysis for Determining HER
3. Results and Discussion
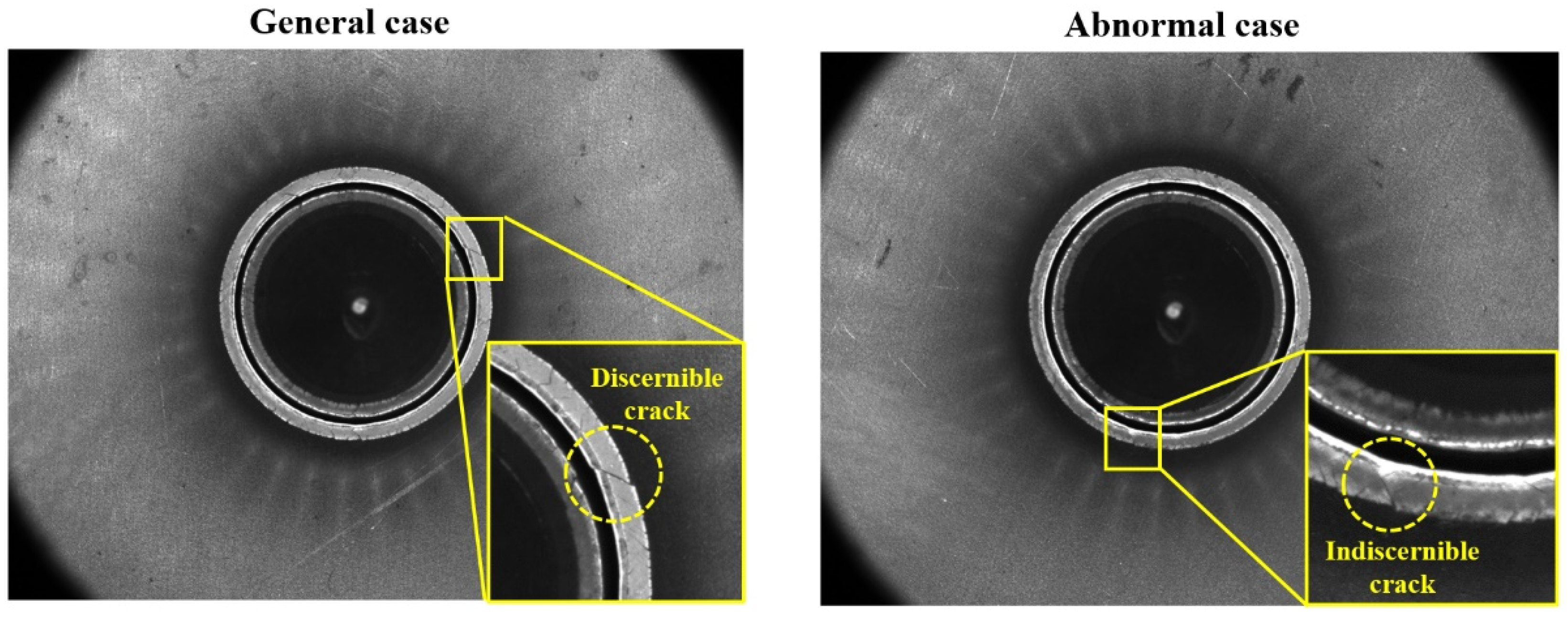
3.1. Machine Vision Analysis System in HER Test
3.2. Punch Load Analysis System in HER Test
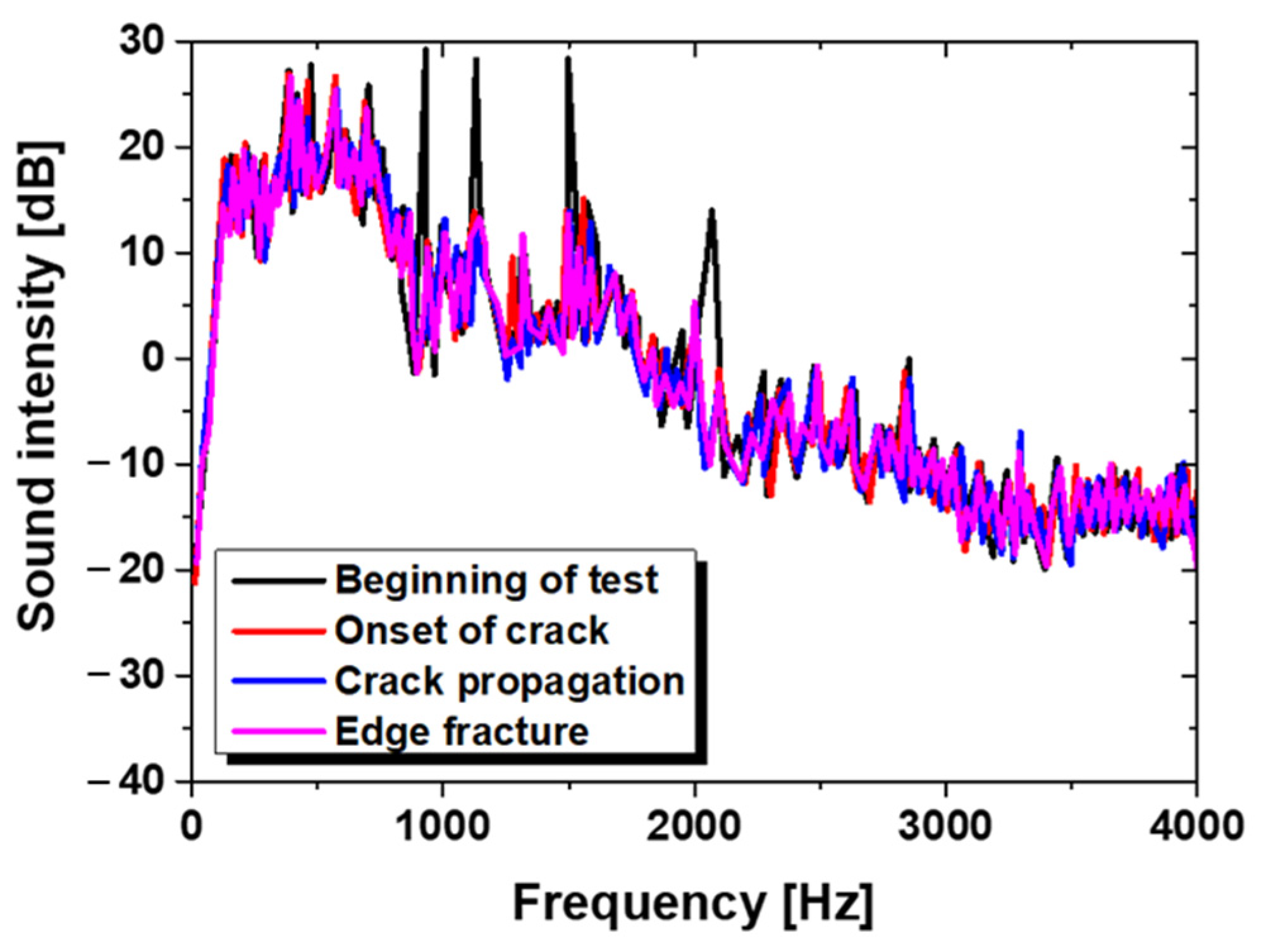
3.3. Acoustic Analysis System in HER Test
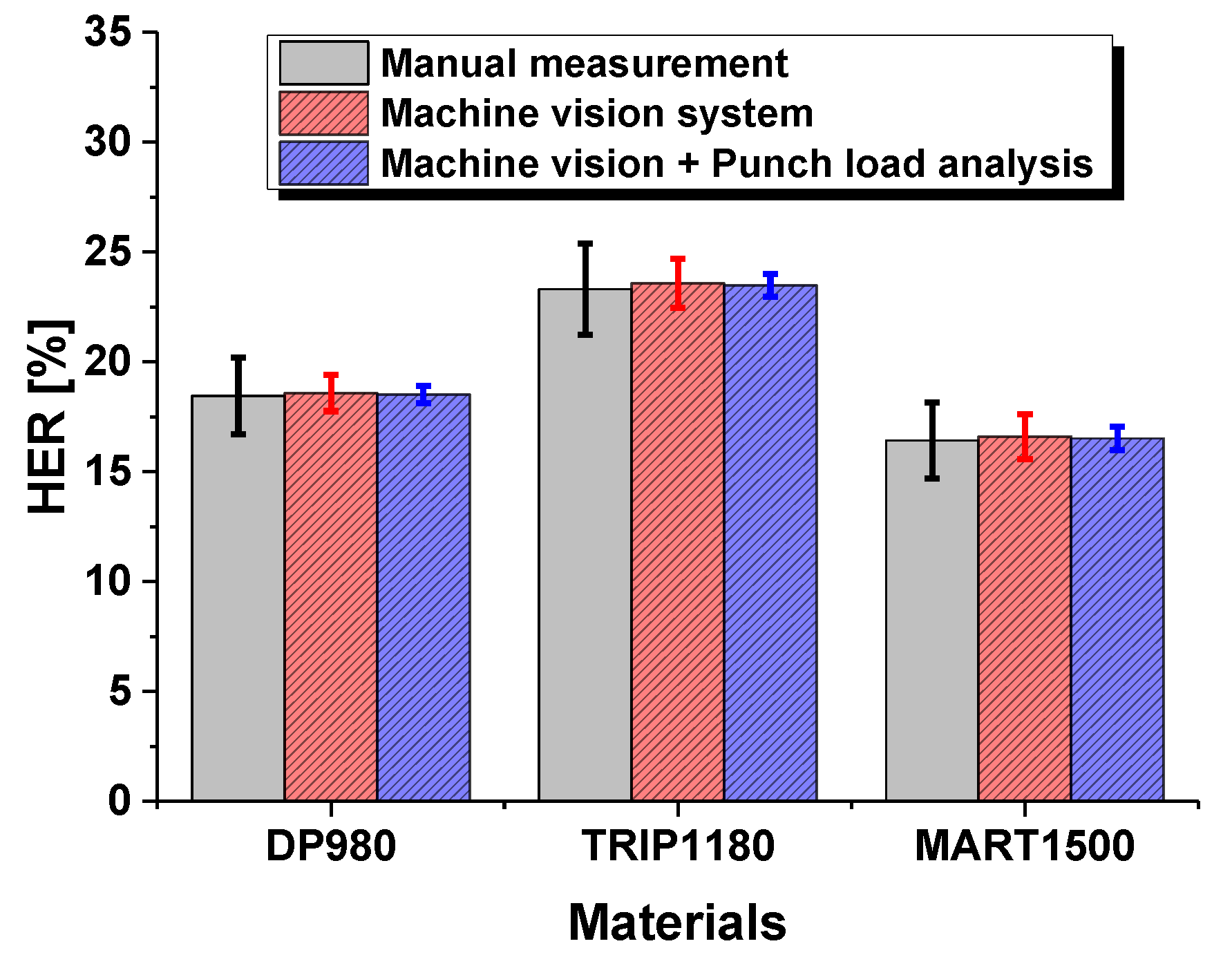
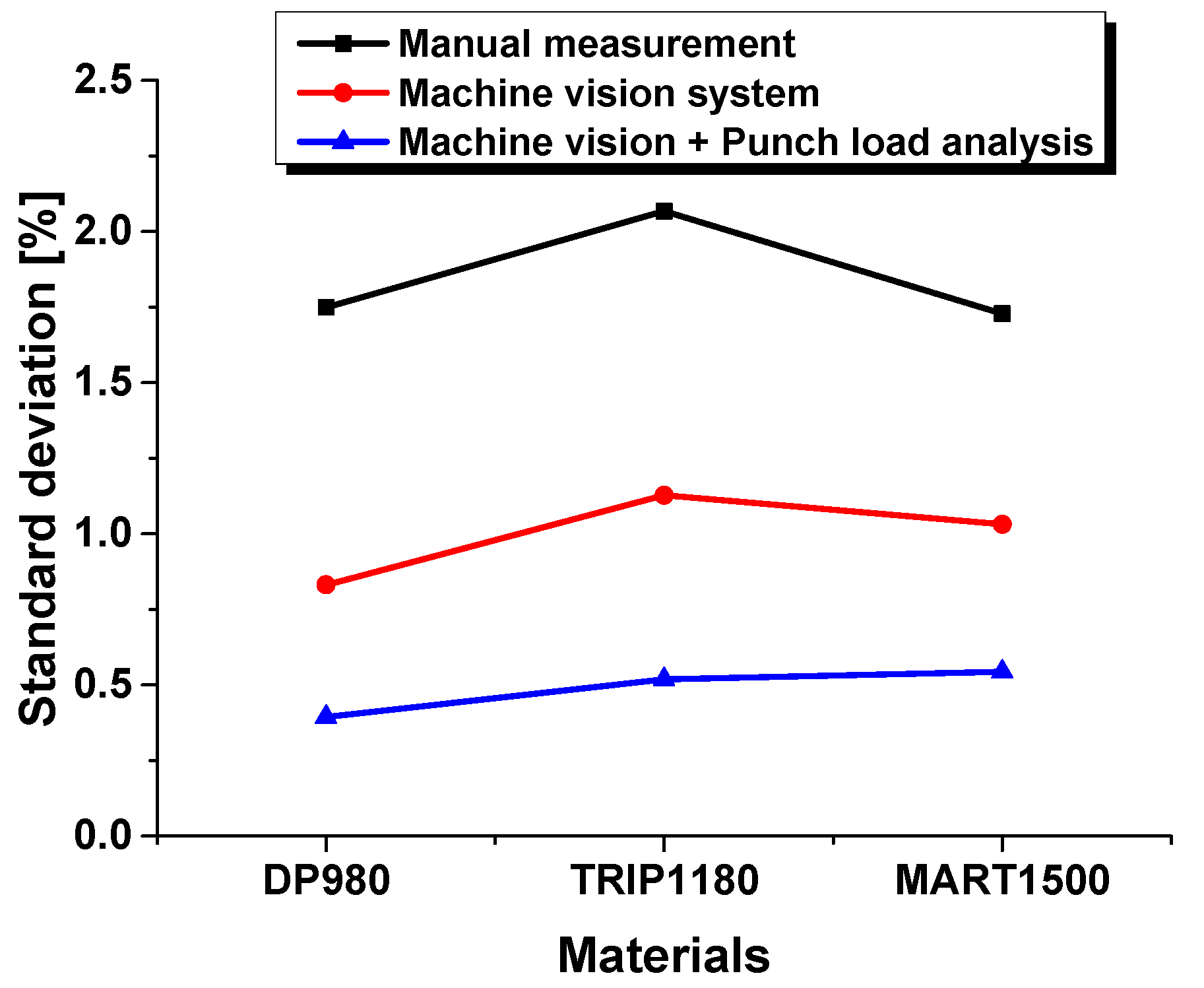
3.4. Integrated Analysis System in HER Test
4. Conclusions
- The machine vision analyzing system shows the upmost average value of the HER among the other analyzing systems and a lower standard deviation than the manual measurement due to the automated image processing algorithm, which prevents personal error and enables the better precision of the measurement. However, it has some limitations in applying to cases for excessive light reflection on punched surfaces, which interferes with the crack detection.
- The punch load analyzing system has the least measurement error because it has less sensitive experimental environments compared with the machine vision analysis system. For this reason, it can overcome some extraordinary cases of crack detection when the machine vision analyzing system cannot recognize cracks, which indicates the capability to compensate the disadvantage of the machine vision analyzing system.
- The integrated analyzing system, which combines the machine vision and punch load analyzing system, fulfils both accurate HER values and lessens measurement uncertainty. Although the punch load analysis system shows the lowest measurement deviation, the amount of close prediction to manual measurement is higher compared with the punch load analysis system, which can replace the previous measurement and analyzing system.
- Acoustic analysis systems were newly proposed in this paper, but they are not an appropriate method to evaluate the HER. If an advanced microphone and FFT analyzer in a soundproof space is developed in the future, acoustic systems may be suitable for use in hole expansion tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, M.; Li, Y.; Hu, Q.; Li, X.; Chen, J. Investigations on edge quality and its effect on tensile property and fracture patterns of QP980. J. Manuf. Process. 2019, 37, 509–518. [Google Scholar] [CrossRef]
- Casellas, D.; Lara, A.; Frómeta, D.; Gutiérrez, D.; Molas, S.; Pérez, L.; Rehrl, J.; Suppan, C. Fracture toughness to understand stretch-flangeability and edge cracking resistance in AHSS. Met. Mater. Trans. A 2016, 48, 86–94. [Google Scholar] [CrossRef]
- Won, C.; Lee, W.; Lee, H.; Kang, Y.; Yoon, J. Effect of two-stage press blanking on edge stretchability with third-generation advanced high-strength steels. Int. J. Adv. Manuf. Technol. 2020, 110, 13–27. [Google Scholar] [CrossRef]
- Frómeta, D.; Tedesco, M.; Calvo, J.; Lara, A.; Molas, S.; Casellas, D. Assessing edge cracking resistance in AHSS automotive parts by the Essential Work of Fracture Methodology. J. Phys. Conf. Ser. 2017, 896, 012102. [Google Scholar] [CrossRef] [Green Version]
- Shih, H.; Chiriac, C.; Shi, M.F. The effects of AHSS shear edge conditions on edge fracture. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; Volume 1, pp. 599–608. [Google Scholar]
- Kim, H.; Shang, J.; Dykeman, J.; Samant, A.; Hoschouer, C. Practical Evaluation and Prediction of Edge Cracking in Forming Advanced High Strength Steels (AHSS). In SAE Technical Paper 2017-01-0308, Proceedings of the WCX 17: World Congress Experience, Detroit, MI, USA, 4–6 April 2017; Society of Automotive Engineers: Warrendale, PA, USA, 2017. [Google Scholar]
- Gu, J.; Kim, H.; Shih, H.; Dykeman, J. Effects of Blanking Condition to Edge Cracking in Stamping of Advanced-High Strength Steels (AHSS). In SAE Technical Paper 2018-01-0626, Proceedings of the WCX World Congress Experience, Detroit, MI, USA, 10–12 April 2018; Society of Automotive Engineers: Warrendale, PA, USA, 2018. [Google Scholar]
- Xu, L.; Chen, L.; De Cooman, B.C.; Steglich, D.; Barlat, F. Hole expansion of advanced high strength steel sheet sample. Int. J. Mater. Form. 2010, 3, 73–83. [Google Scholar] [CrossRef]
- Shi, M.; Chen, X. Prediction of stretch flangeability limits of advanced high strength steels using the hole expansion test. In SAE Technical Paper 2007-01-1693, Proceedings of the SAE World Congress & Exhibition, Detroit, MI, USA, 16–19 April 2007; Society of Automotive Engineers: Warrendale, PA, USA, 2007. [Google Scholar]
- International Organization for Standardization. ISO 16630. Metallic Materials—Sheet and Strip—Hole Expanding Test; International Organization for Standardization: Geneva, Switzerland, 2009. [Google Scholar]
- Paul, S.K.; Mukherjee, M.; Kundu, S.; Chandra, S. Prediction of hole expansion ratio for automotive grade steels. Comput. Mater. Sci. 2014, 89, 189–197. [Google Scholar] [CrossRef]
- Chiriac, C.; Chen, G. Local formability characterization of AHSS—Digital camera based hole expansion test development. In Proceedings of the International Deep Drawing Research Group IDDRG 2008 International Conference, Olofström, Sweden, 16–18 June 2008; pp. 16–18. [Google Scholar]
- Behrens, B.; Diaz-Infante, D.; Altan, T.; Yilkiran, D.; Wolki, K.; Hubner, S. Improving hole expansion ratio by parameter adjustment in abrasive water jet oprations for DP800. SAE Int. J. Mater. Manuf. 2018, 11, 241–252. [Google Scholar] [CrossRef]
- Chen, X.; Jiang, H.; Cui, Z.; Lian, C.; Lu, C. Hole expansion characterisics of ultra high strength steels. In Proceedings of the 11th International Conference on Technology of Plasticity ICTP, Nagoya, Japan, 19–24 October 2014; pp. 718–723. [Google Scholar]
- Wang, K.; Luo, M.; Wierzbicki, T. Experiments and modeling of edge fracture for an AHSS sheet. Int. J. Fract. 2014, 187, 245–268. [Google Scholar] [CrossRef] [Green Version]
- Choi, S.; Kim, K.; Lee, J.; Park, S.H.; Lee, H.; Yoon, J. Image processing algorithm for real-time crack inspection in hole expansion test. Int. J. Precis. Eng. Manuf. 2019, 20, 1139–1148. [Google Scholar] [CrossRef]
- Dünckelmeyer, M.; Karelova, A.; Krempaszky, C.; Werner, E. Instrumented hole expansion test. Proc. Int. Doc. Sem. 2009, 411–419. [Google Scholar]
- Krempaszky, C.; Larour, P.; Freudenthaler, J.; Werner, E. Towards more efficient hole expansion testing. In Proceedings of the IDDRG 2014 Conference, Paris, France, 1–5 June 2014; pp. 204–209. [Google Scholar]
- Panich, S.; Chongbunwatana, K. Influence of anisotropic yield criteria on simulation accuracy of the hole-expansion test. IDDRG 2020, 967, 012037. [Google Scholar] [CrossRef]
- Barnwal, V.K.; Lee, S.; Yoon, S.; Kim, J.; Barlat, F. Fracture charactreistics of advanced high strength steels during hole expansion test. Int. J. Fract. 2020, 224, 217–233. [Google Scholar] [CrossRef]
- Anderson, D.; Butcher, C.; Worswick, M. Prediction of edge failure of dual phase 780 steel subjected to hole expansion. AIP Conf. Proc. 2013, 1567, 591. [Google Scholar]
- Paul, S.K. Correlation between hole expansion ratio (HER) and notch tensile test. Manuf. Lett. 2019, 20, 1–4. [Google Scholar] [CrossRef]
- Santos, R.O.; Pereira, A.B.; Butuc, M.C.; Vincze, G.; Festas, A.J.; Moreira, L.P. Development of a Device Compatible with Universal Testing Machine to Perform Hole Expansion and Erichsen Cupping Tests. Machines 2020, 8, 2. [Google Scholar] [CrossRef] [Green Version]
- Balisetty, V.; Chakkingal, U.; Venugopal, S. Evaluation of stretch flangeability of dual-phase steels by hole expansion test. J. Adv. Manuf. Technol. 2021, 114, 205–217. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | DP980 | TRIP1180 | MART1500 |
|---|---|---|---|
| Yield strength (MPa) | 683.4 | 968.2 | 1235.1 |
| Tensile strength (MPa) | 981.2 | 1188.7 | 1509.7 |
| Total elongation (%) | 16.0 | 16.7 | 8.28 |
| ) |
| Number of Experiment | DP980 | TRIP1180 | MART1500 |
|---|---|---|---|
| Experiment #1 | 19.5 | 24.1 | 17.2 |
| Experiment #2 | 18.9 | 23.8 | 16.8 |
| Experiment #3 | 17.9 | 22.9 | 15.1 |
| Experiment #4 | 17.3 | 22.1 | 16.8 |
| Experiment #5 | 16.9 | 21.1 | 15.3 |
| Experiment #6 | 18.8 | 24.4 | 16.8 |
| Experiment #7 | 18.6 | 23.8 | 14.9 |
| Experiment #8 | 19.2 | 23.5 | 16.4 |
| Experiment #9 | 18.6 | 22.3 | 17.2 |
| Experiment #10 | 18.4 | 24.9 | 16.3 |
| Experiment #11 | 19.4 | 21.8 | 17.2 |
| Experiment #12 | 18.9 | 25.3 | 15.8 |
| Experiment #13 | 17.5 | 23.1 | 17.6 |
| Experiment #14 | 18.4 | 23.2 | 18.4 |
| Experiment #15 | 19.8 | 24.6 | 17.9 |
| Experiment #16 | 18.2 | 25.3 | 16.4 |
| Experiment #17 | 18.7 | 24.4 | 15.3 |
| Experiment #18 | 19.2 | 22.9 | 16.2 |
| Experiment #19 | 17.5 | 24.3 | 15.8 |
| Experiment #20 | 20.1 | 23.8 | 18.6 |
| Average value | 18.6 | 23.6 | 16.6 |
| Standard deviation | 0.83 | 1.13 | 1.03 |
| Number of Experiment | DP980 | TRIP1180 | MART1500 |
|---|---|---|---|
| Experiment #1 | 20.3 | 25.6 | 18.1 |
| Experiment #2 | 16.8 | 24.4 | 16.8 |
| Experiment #3 | 19.2 | 22.9 | 14.3 |
| Experiment #4 | 17.4 | 20.3 | 17.2 |
| Experiment #5 | 15.1 | 19.8 | 13.5 |
| Experiment #6 | 18.2 | 21.3 | 15.2 |
| Experiment #7 | 19.3 | 25.8 | 17.3 |
| Experiment #8 | 21.2 | 23.6 | 15.4 |
| Experiment #9 | 19.4 | 19.4 | 13.9 |
| Experiment #10 | 16.9 | 24.3 | 17.6 |
| Experiment #11 | 18.1 | 25.8 | 18.3 |
| Experiment #12 | 19.5 | 23.9 | 13.8 |
| Experiment #13 | 18.6 | 24.6 | 18.9 |
| Experiment #14 | 16.9 | 21.4 | 18.6 |
| Experiment #15 | 18.3 | 25.4 | 14.8 |
| Experiment #16 | 20.4 | 21.7 | 18.2 |
| Experiment #17 | 15.9 | 24.8 | 15.4 |
| Experiment #18 | 19.7 | 24.3 | 17.3 |
| Experiment #19 | 21.6 | 25.6 | 18.1 |
| Experiment #20 | 16.2 | 21.4 | 15.8 |
| Average value | 18.5 | 23.3 | 16.4 |
| Standard deviation | 1.75 | 2.07 | 1.73 |
| Number of Experiment | DP980 | TRIP1180 | MART1500 |
|---|---|---|---|
| Experiment #1 | 19.1 | 24.0 | 16.7 |
| Experiment #2 | 18.9 | 22.6 | 16.9 |
| Experiment #3 | 18.2 | 22.9 | 16.1 |
| Experiment #4 | 18.4 | 23.2 | 17.0 |
| Experiment #5 | 18.0 | 23.7 | 16.3 |
| Experiment #6 | 18.2 | 24.2 | 15.8 |
| Experiment #7 | 17.8 | 24.1 | 16.4 |
| Experiment #8 | 18.5 | 23.8 | 15.6 |
| Experiment #9 | 18.1 | 23.9 | 16.5 |
| Experiment #10 | 18.4 | 23.6 | 17.3 |
| Experiment #11 | 18.7 | 22.4 | 17.1 |
| Experiment #12 | 19.3 | 24.1 | 16.3 |
| Experiment #13 | 19.1 | 23.8 | 15.6 |
| Experiment #14 | 18.2 | 22.9 | 17.1 |
| Experiment #15 | 18.6 | 23.5 | 17.0 |
| Experiment #16 | 18.9 | 23.8 | 16.4 |
| Experiment #17 | 18.6 | 22.9 | 17.4 |
| Experiment #18 | 18.2 | 23.4 | 16.8 |
| Experiment #19 | 18.8 | 23.1 | 15.8 |
| Experiment #20 | 18.4 | 23.8 | 16.2 |
| Average value | 18.5 | 23.5 | 16.5 |
| Standard deviation | 0.39 | 0.52 | 0.54 |
| Analyzing System | DP980 | TRIP1180 | MART1500 | |||
|---|---|---|---|---|---|---|
| Average HER | Standard Deviation | Average HER | Standard Deviation | Average HER | Standard Deviation | |
| Manual measurement | 18.45 | 1.749 | 23.32 | 2.067 | 16.43 | 1.729 |
| Machine vision system | 18.59 | 0.831 | 23.58 | 1.128 | 16.60 | 1.031 |
| Vision system with punch load | 18.52 | 0.394 | 23.49 | 0.519 | 16.52 | 0.543 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.; Won, C.; Lee, H.-J.; Yoon, J. Integrated Machine Vision System for Evaluating Hole Expansion Ratio of Advanced High-Strength Steels. Materials 2022, 15, 553. https://doi.org/10.3390/ma15020553
Park J, Won C, Lee H-J, Yoon J. Integrated Machine Vision System for Evaluating Hole Expansion Ratio of Advanced High-Strength Steels. Materials. 2022; 15(2):553. https://doi.org/10.3390/ma15020553
Chicago/Turabian StylePark, Jaehoon, Chanhee Won, Hye-Jin Lee, and Jonghun Yoon. 2022. "Integrated Machine Vision System for Evaluating Hole Expansion Ratio of Advanced High-Strength Steels" Materials 15, no. 2: 553. https://doi.org/10.3390/ma15020553
APA StylePark, J., Won, C., Lee, H.-J., & Yoon, J. (2022). Integrated Machine Vision System for Evaluating Hole Expansion Ratio of Advanced High-Strength Steels. Materials, 15(2), 553. https://doi.org/10.3390/ma15020553