
Overview of Concrete Performance Made with Waste Rubber Tires: A Step toward Sustainable Concrete



Abstract
:1. Introduction
2. Fresh Concrete
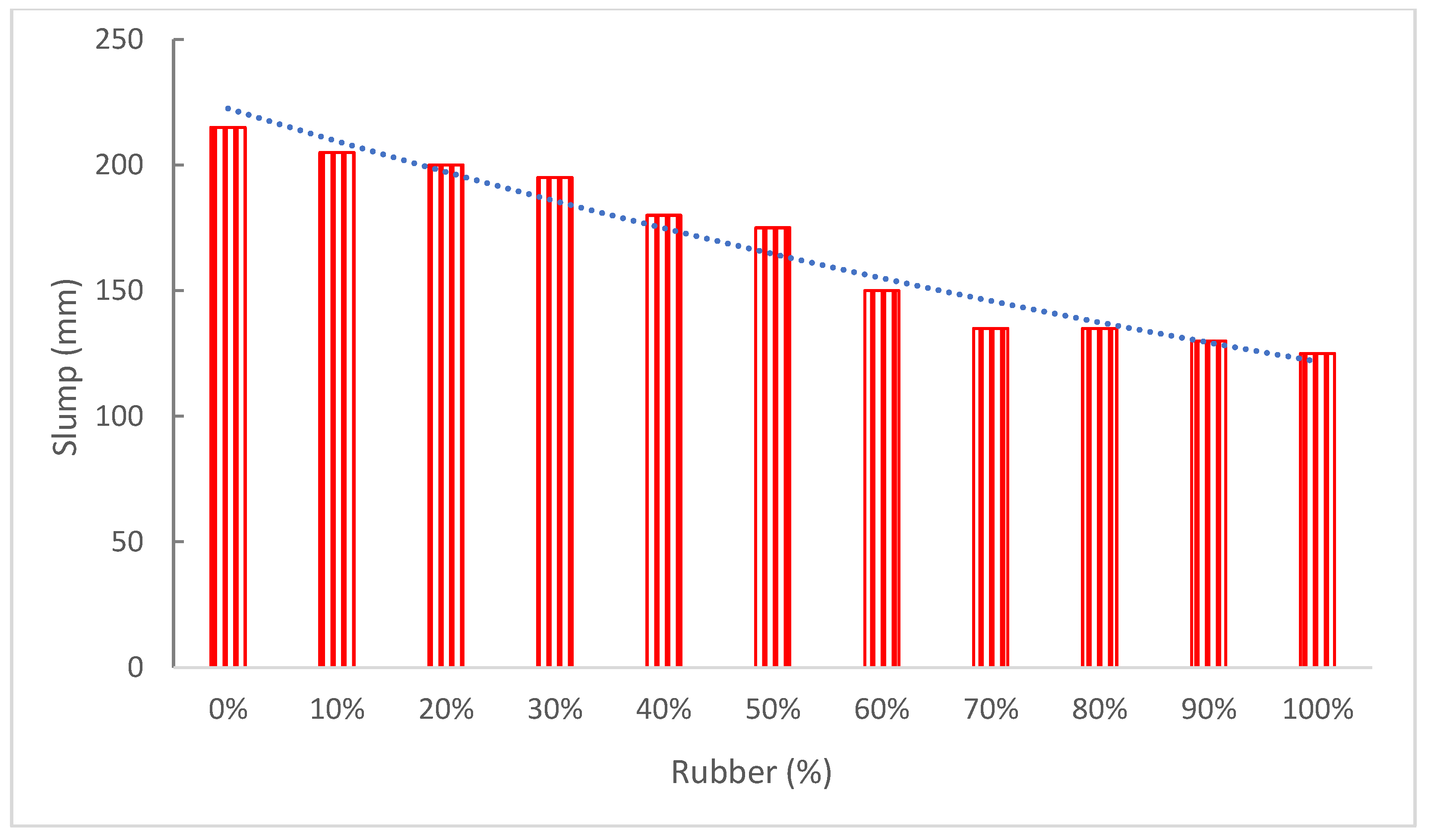
2.1. Slump Flow
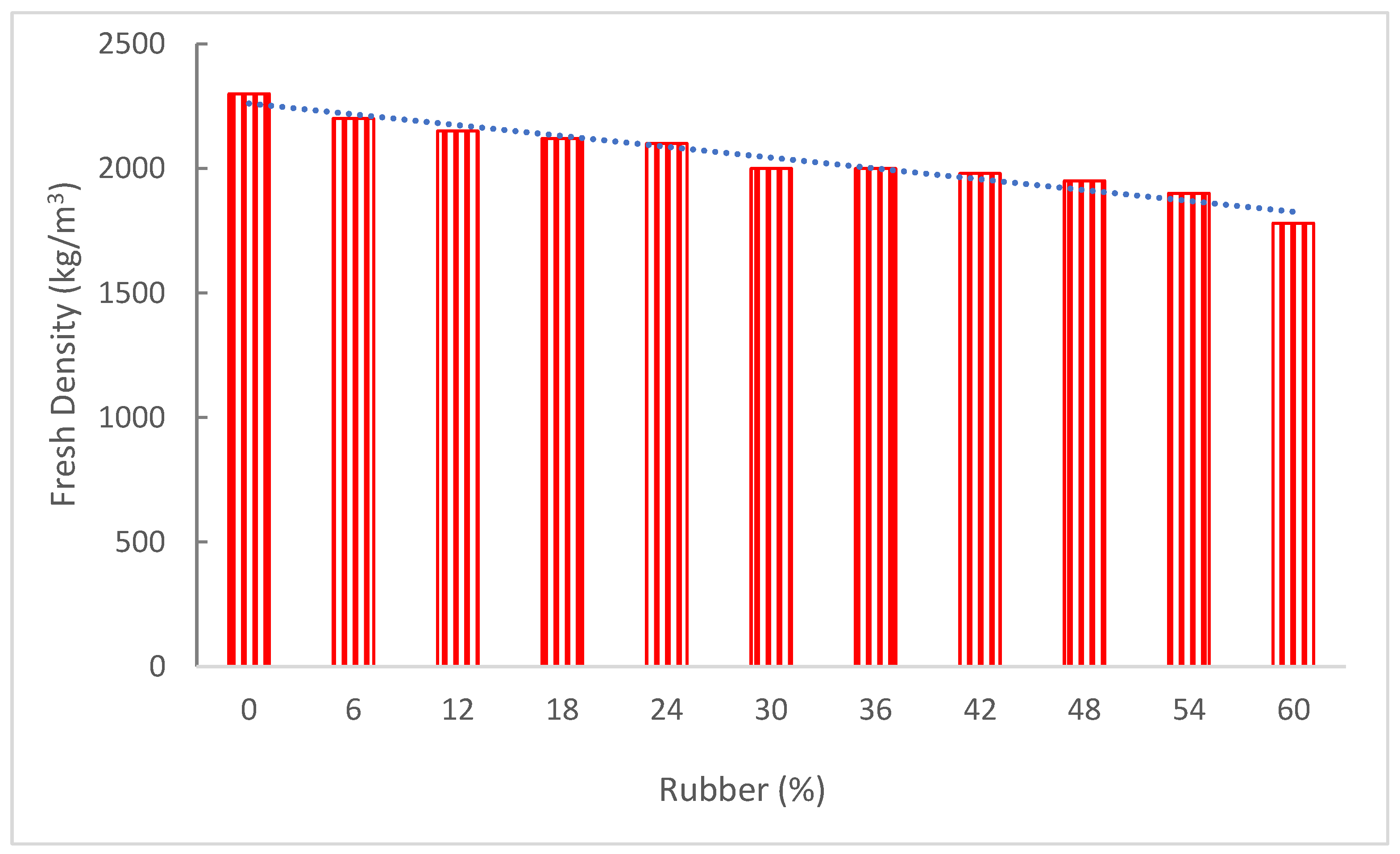
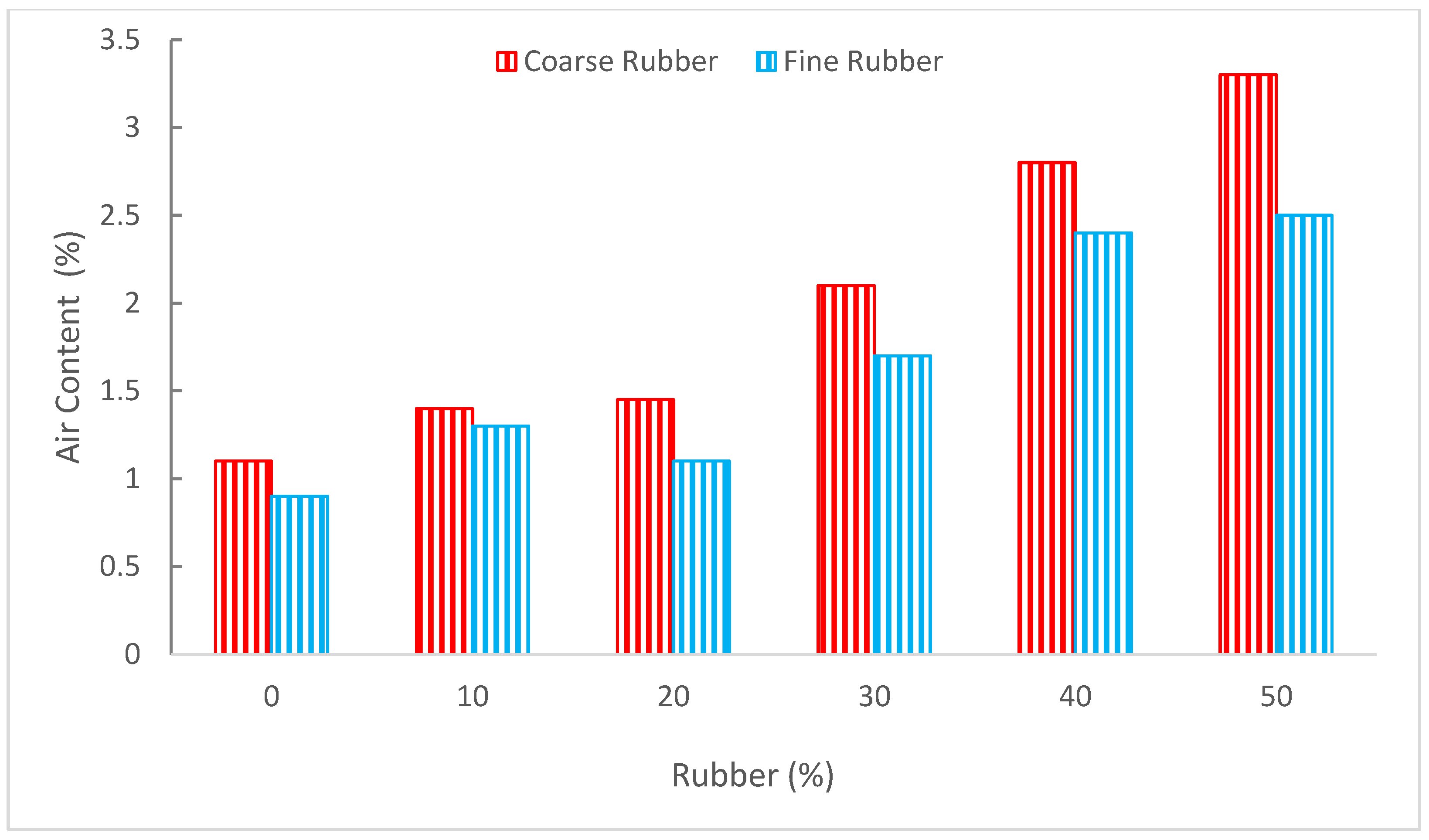
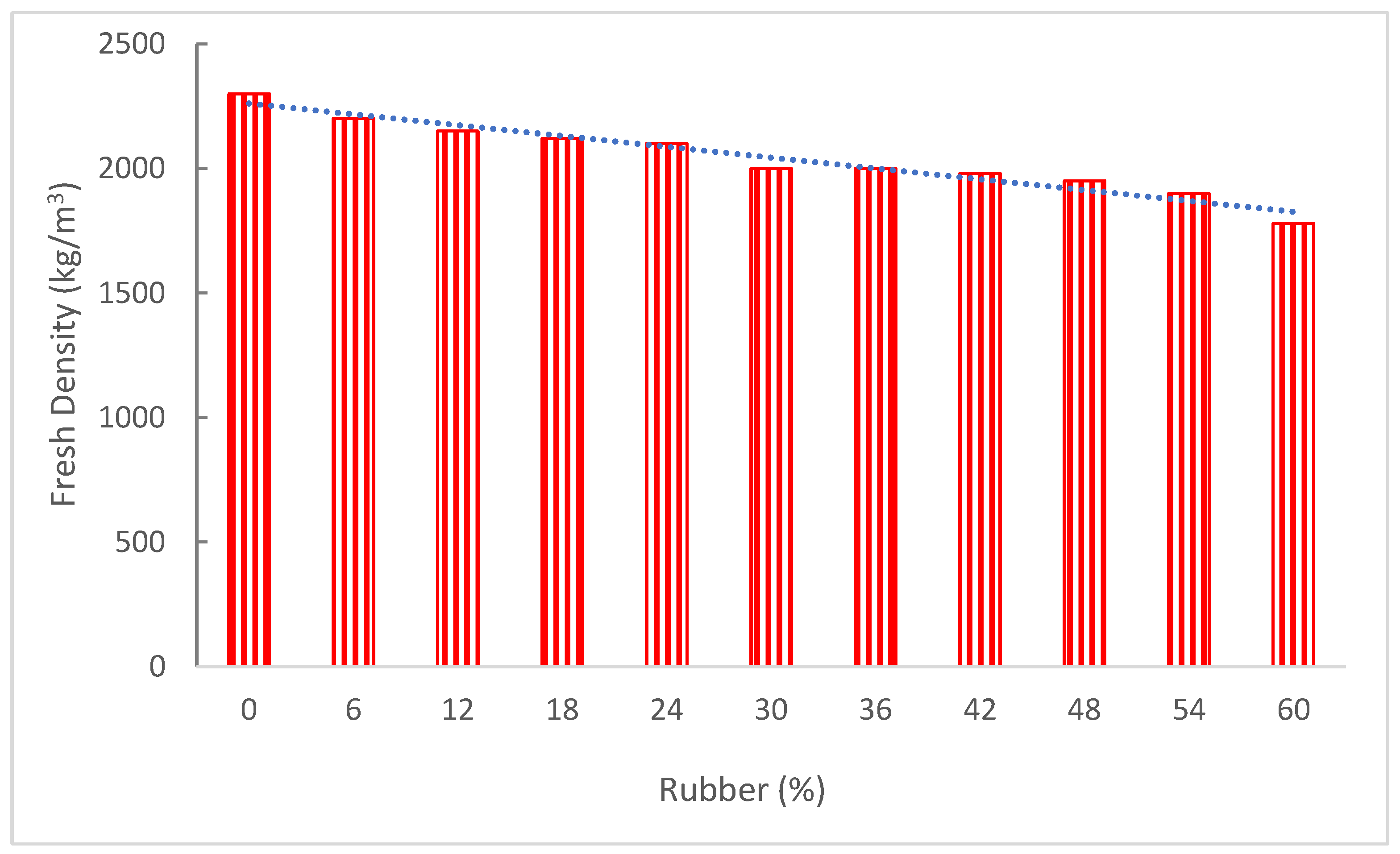
2.2. Fresh Density and Air Content
3. Mechanical Strength
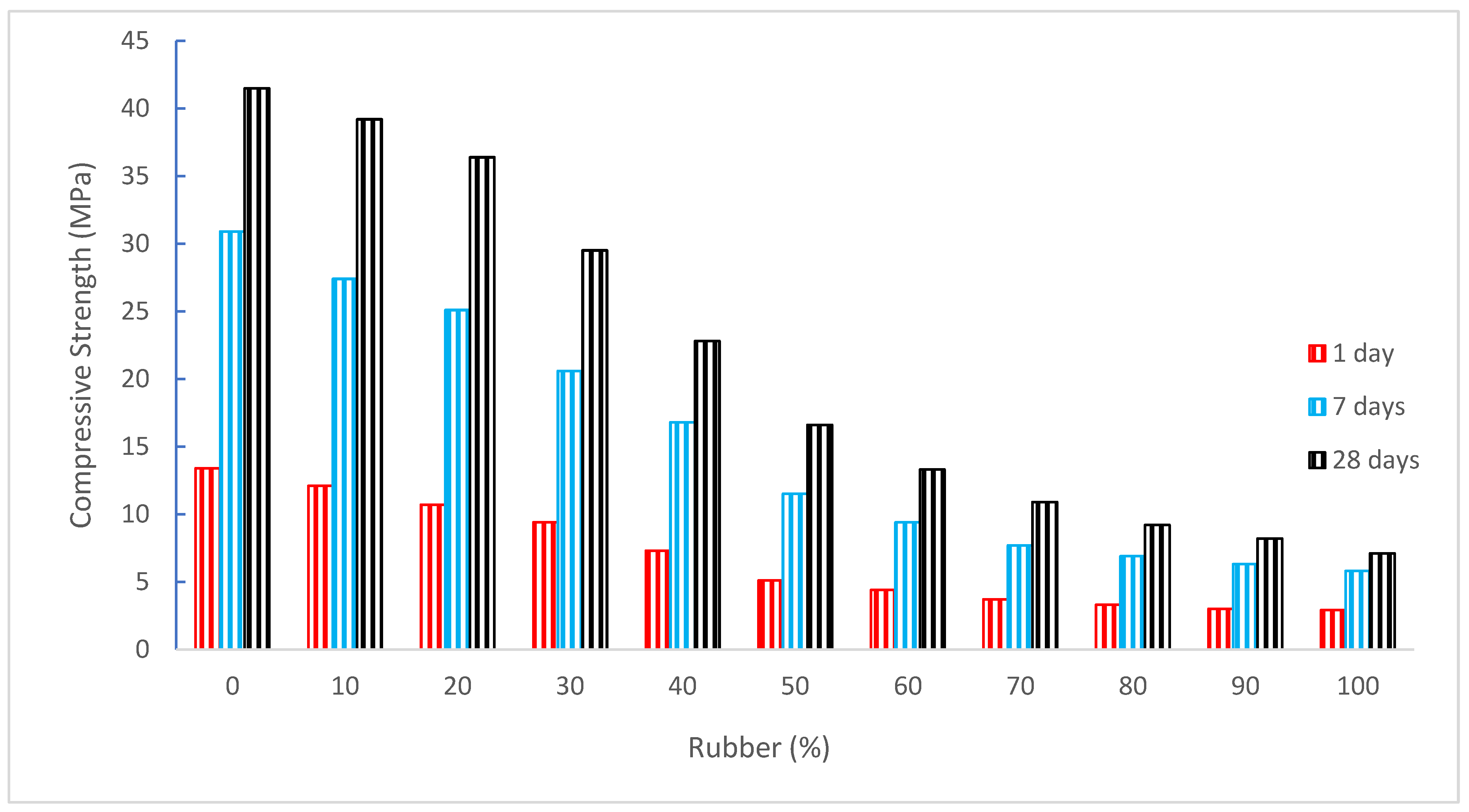
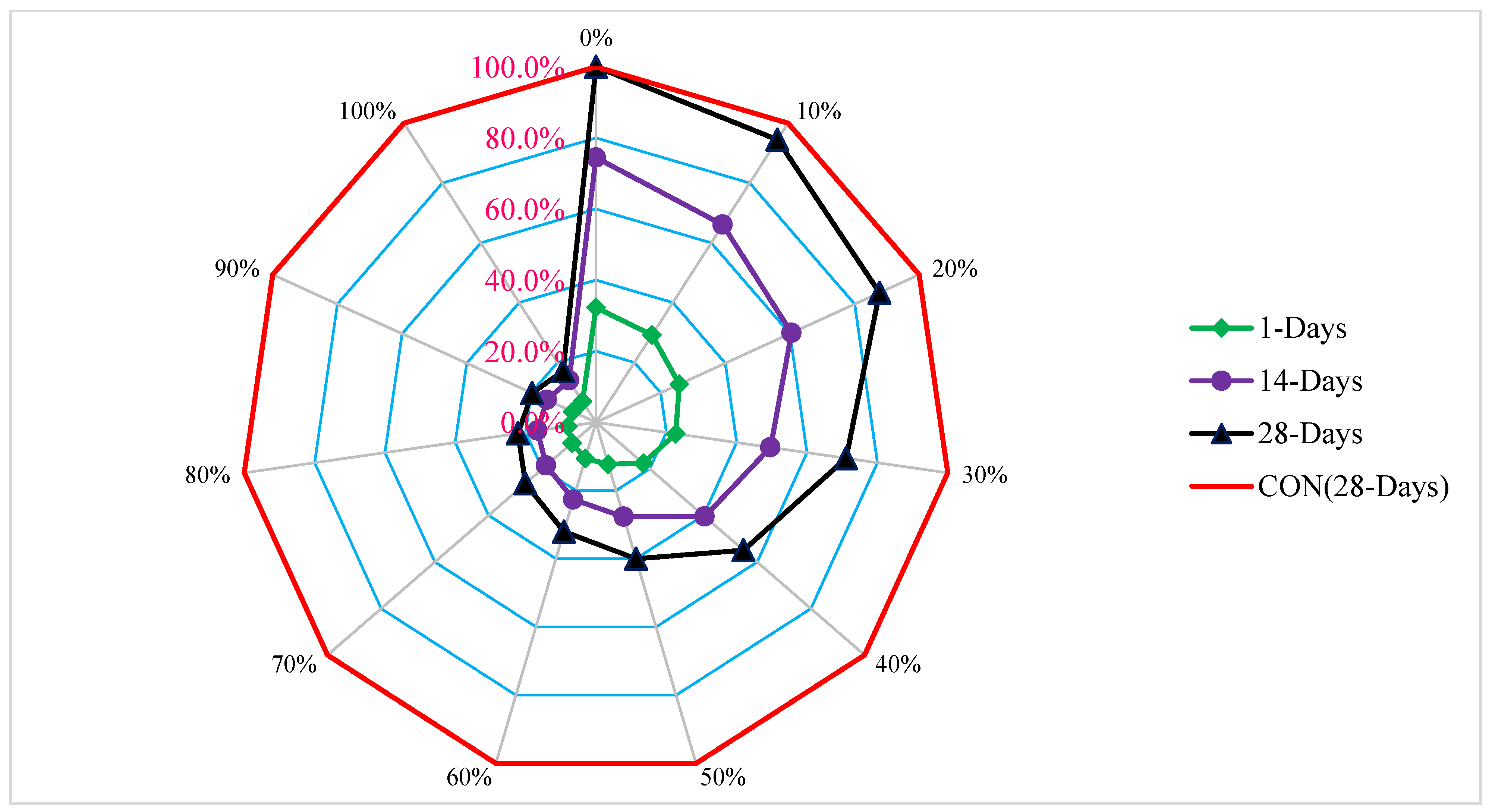
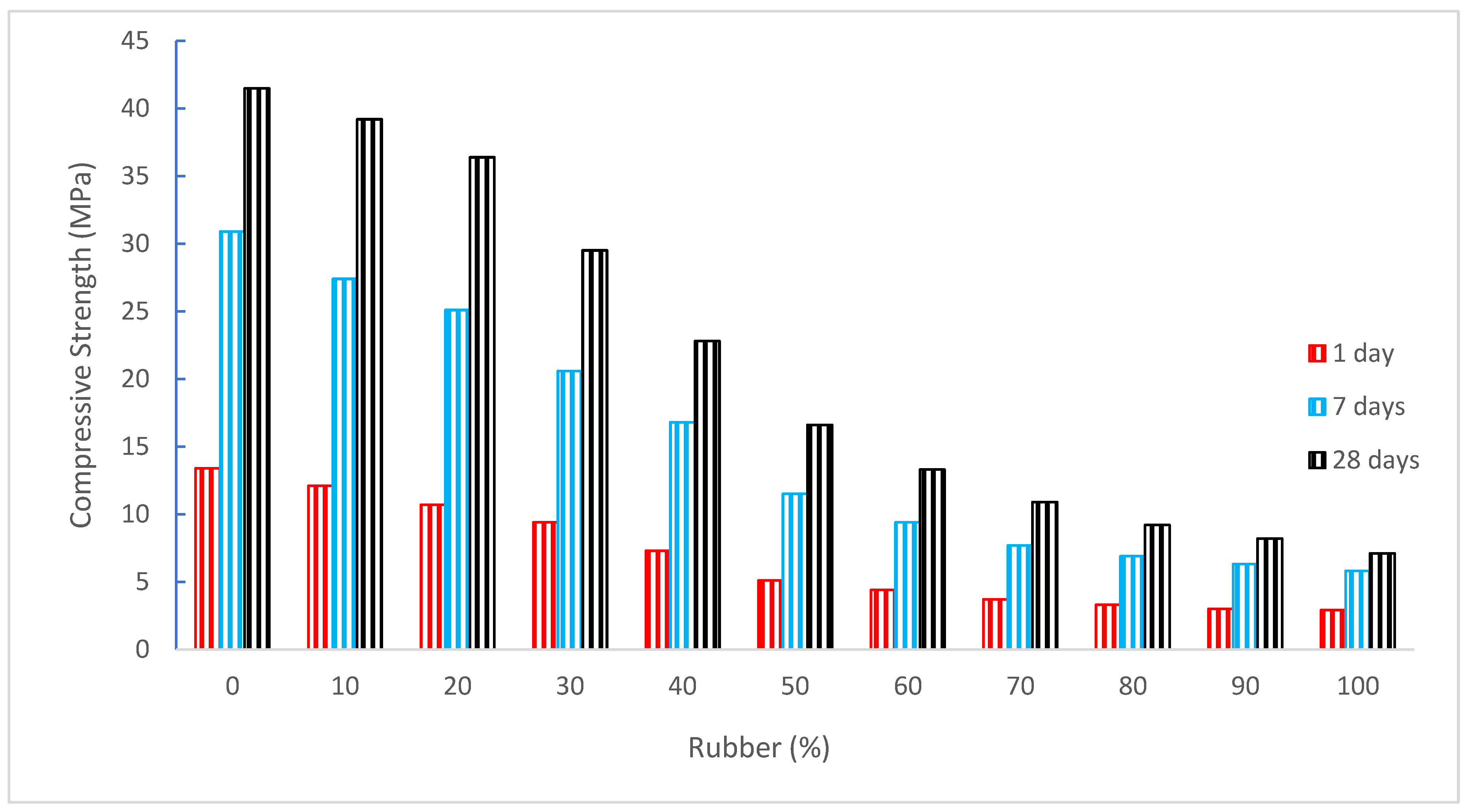
3.1. Compressive Strength (CS)
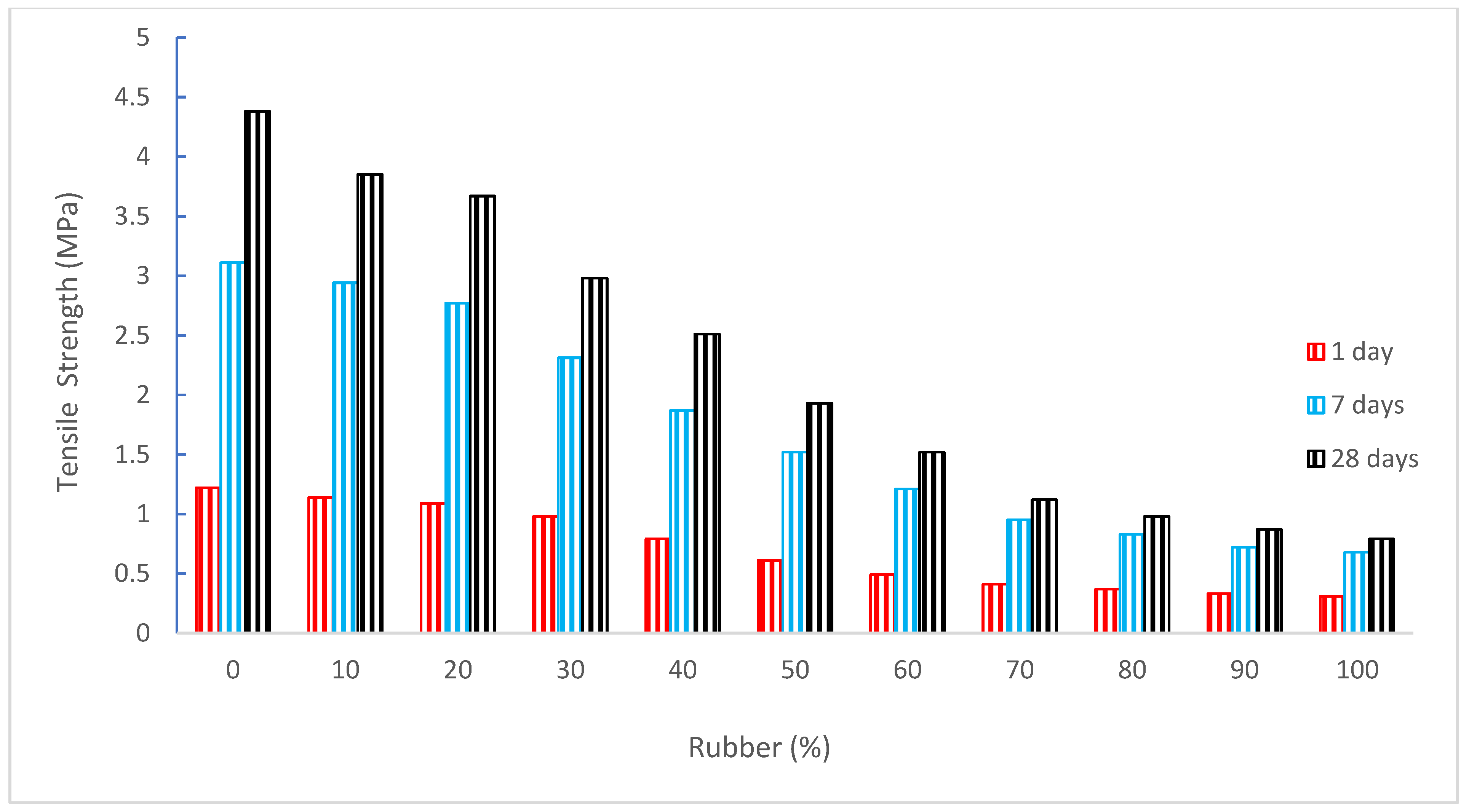
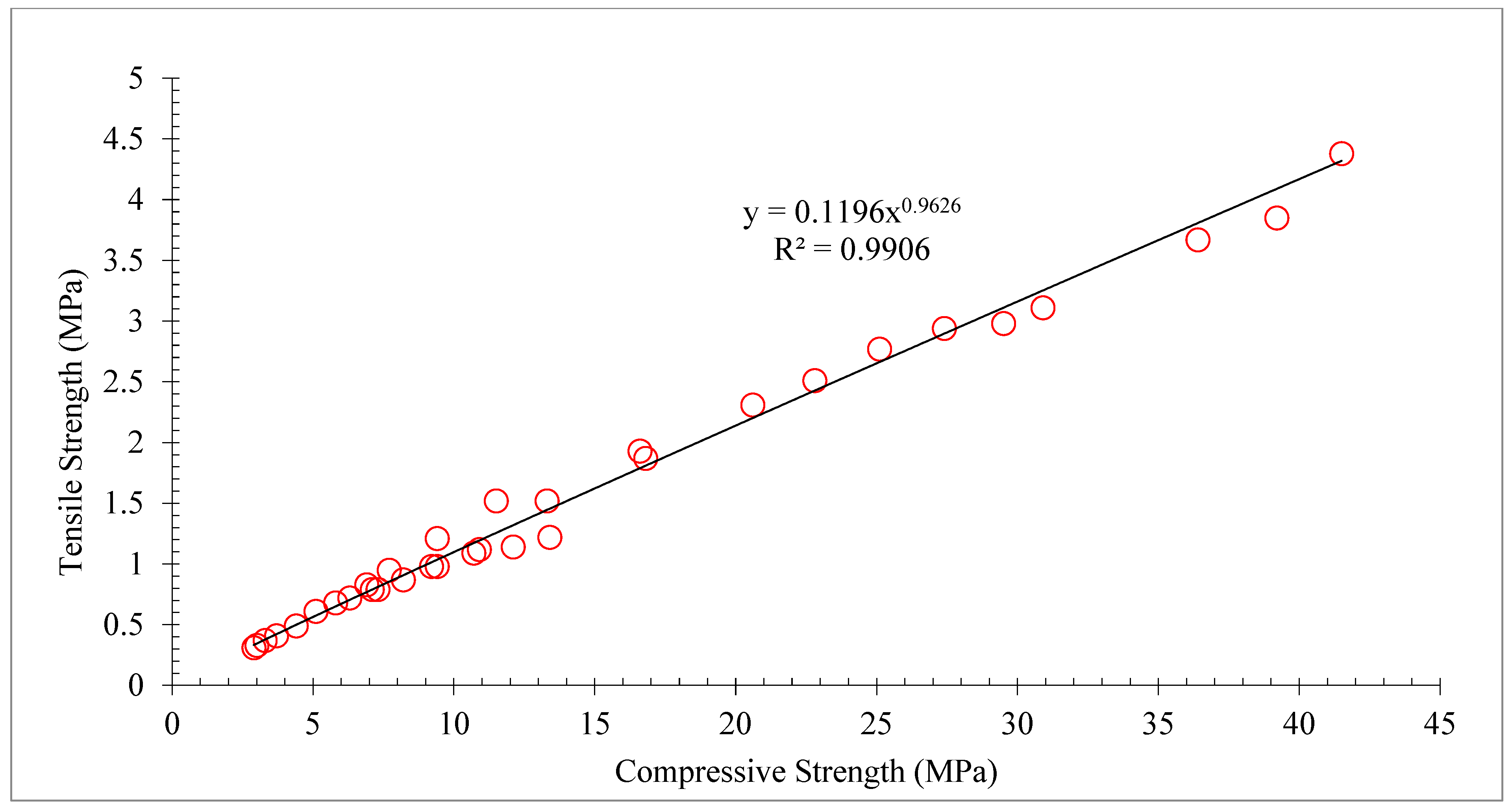
3.2. Tensile Strength (TS)
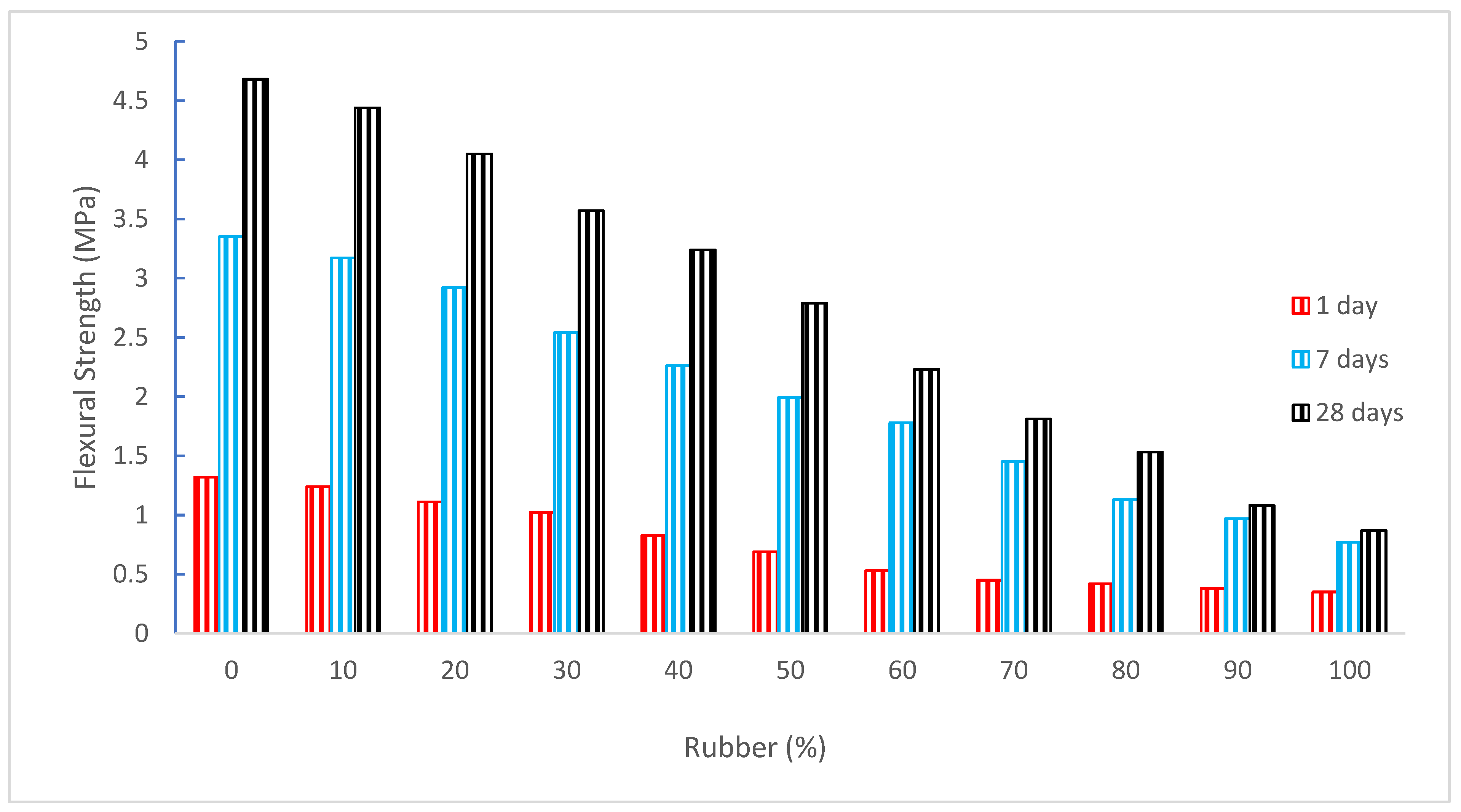
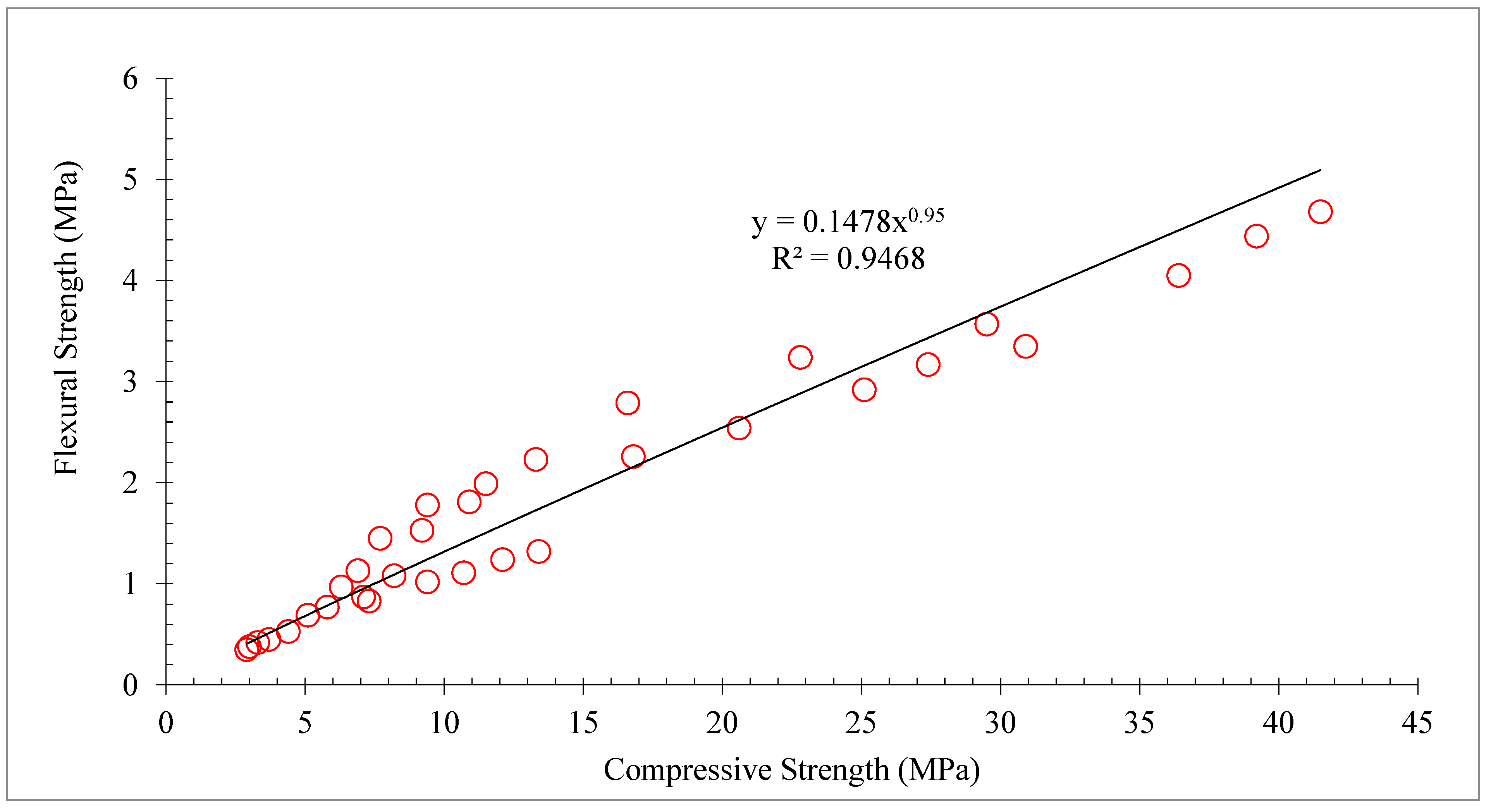
3.3. Flexural Strength (FS)
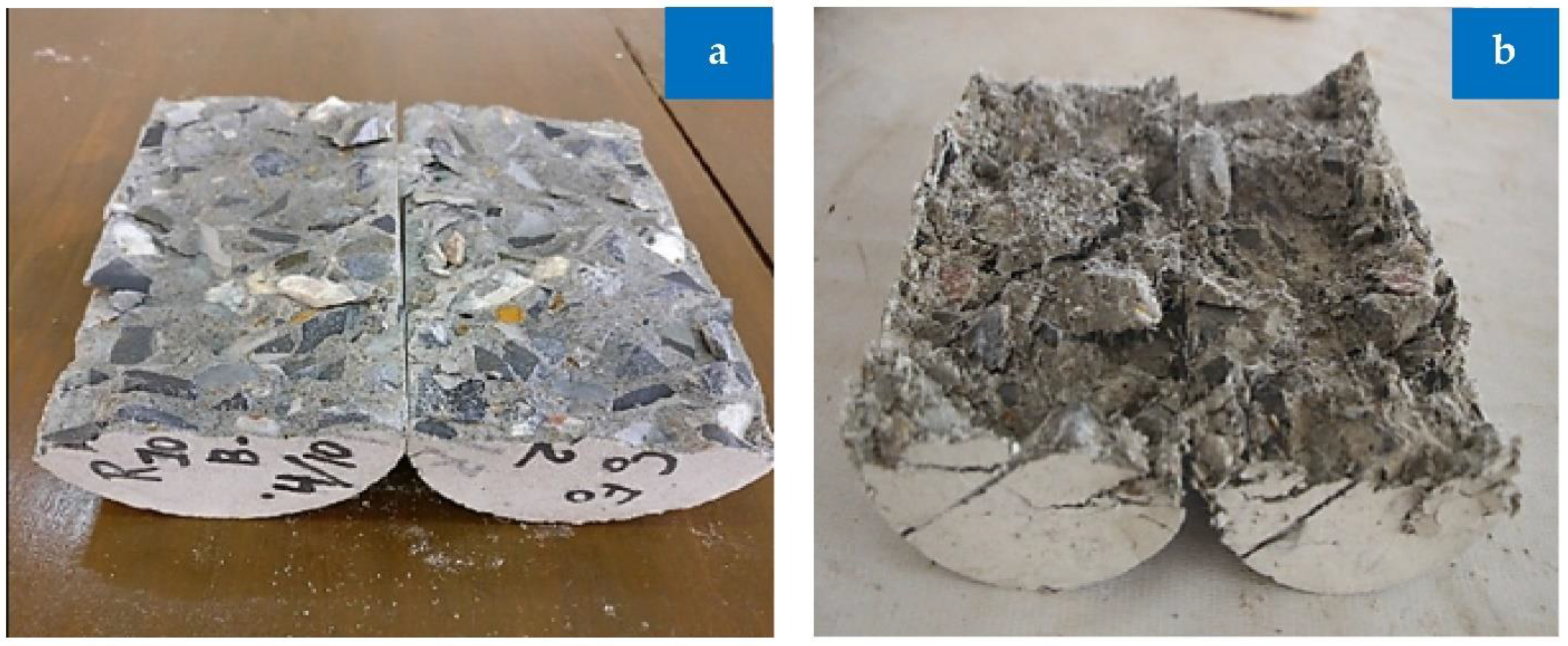
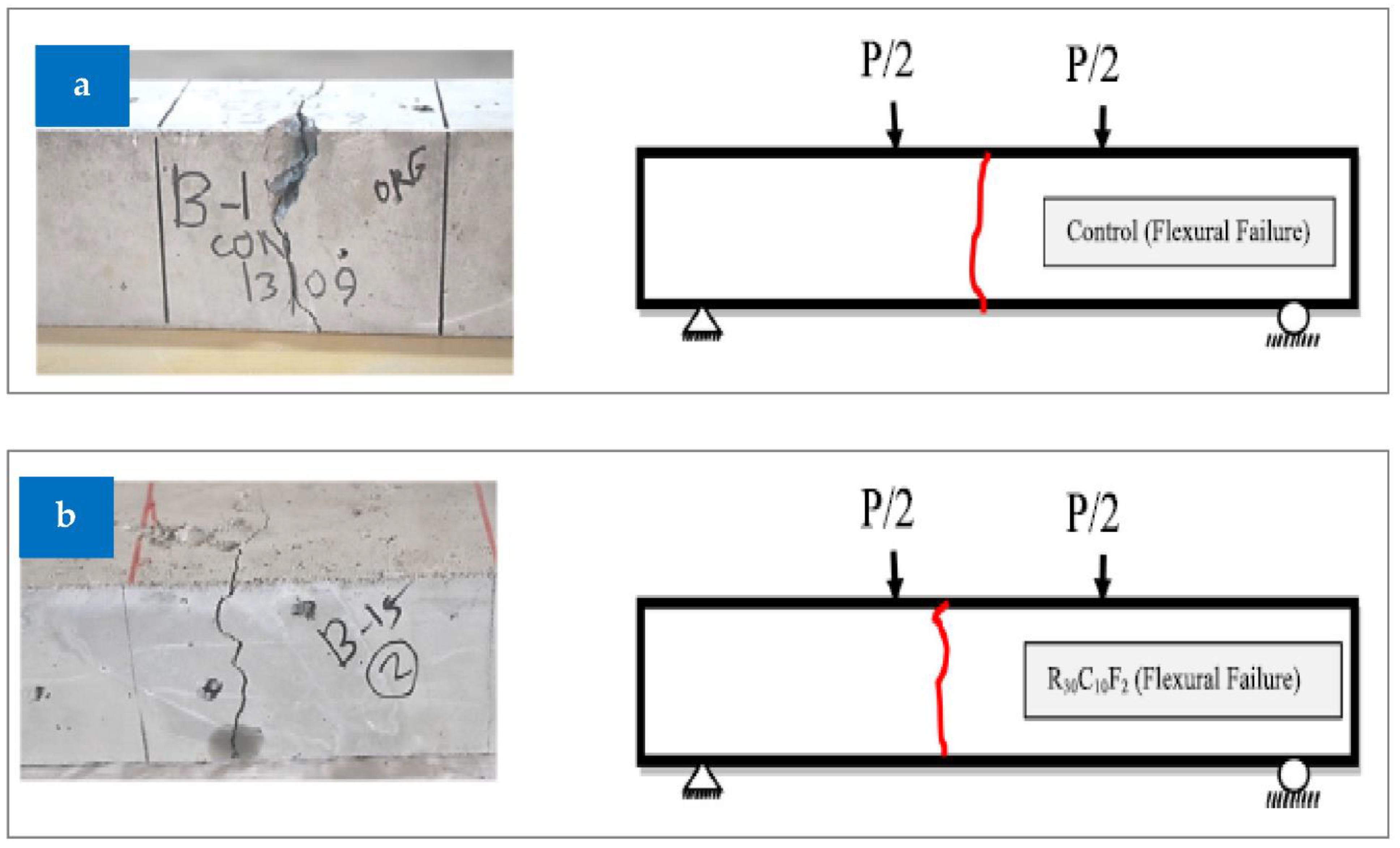
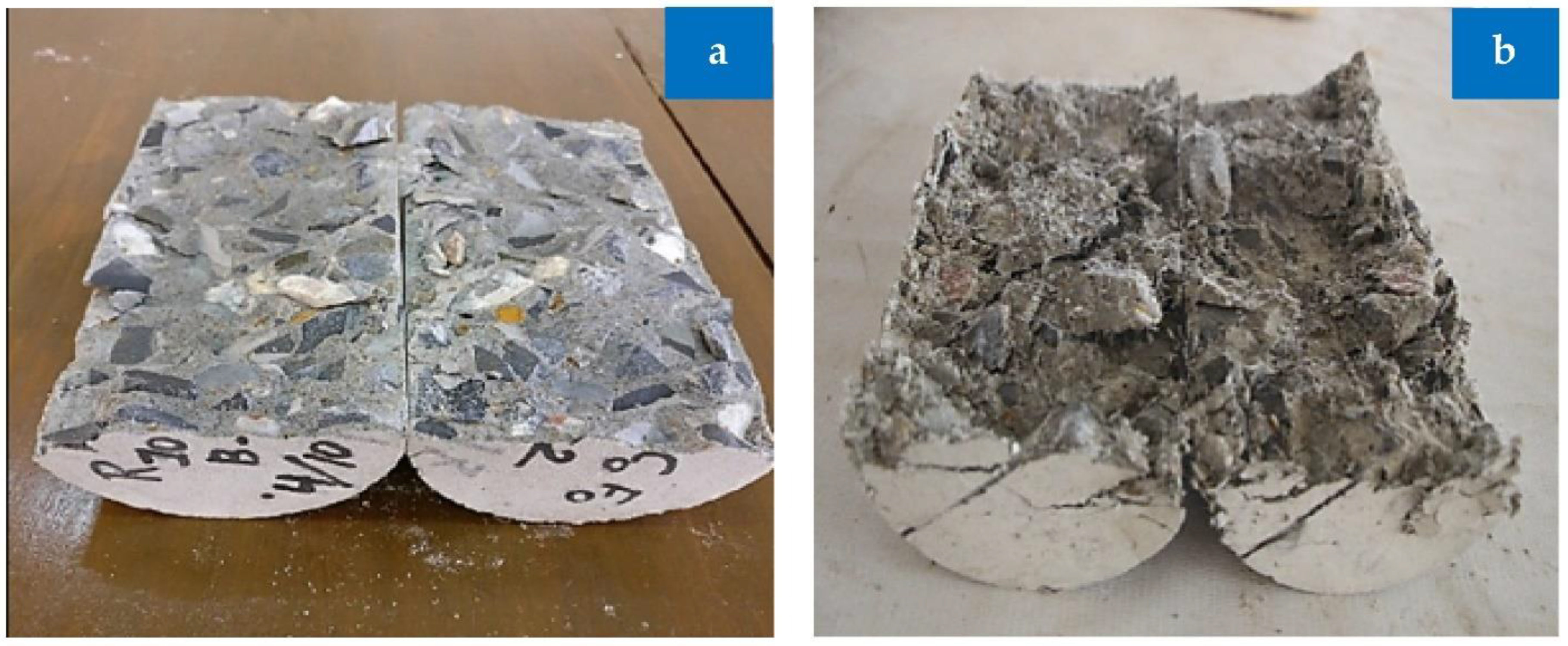
3.4. Failure Modes
4. Enhancing Properties of Rubber
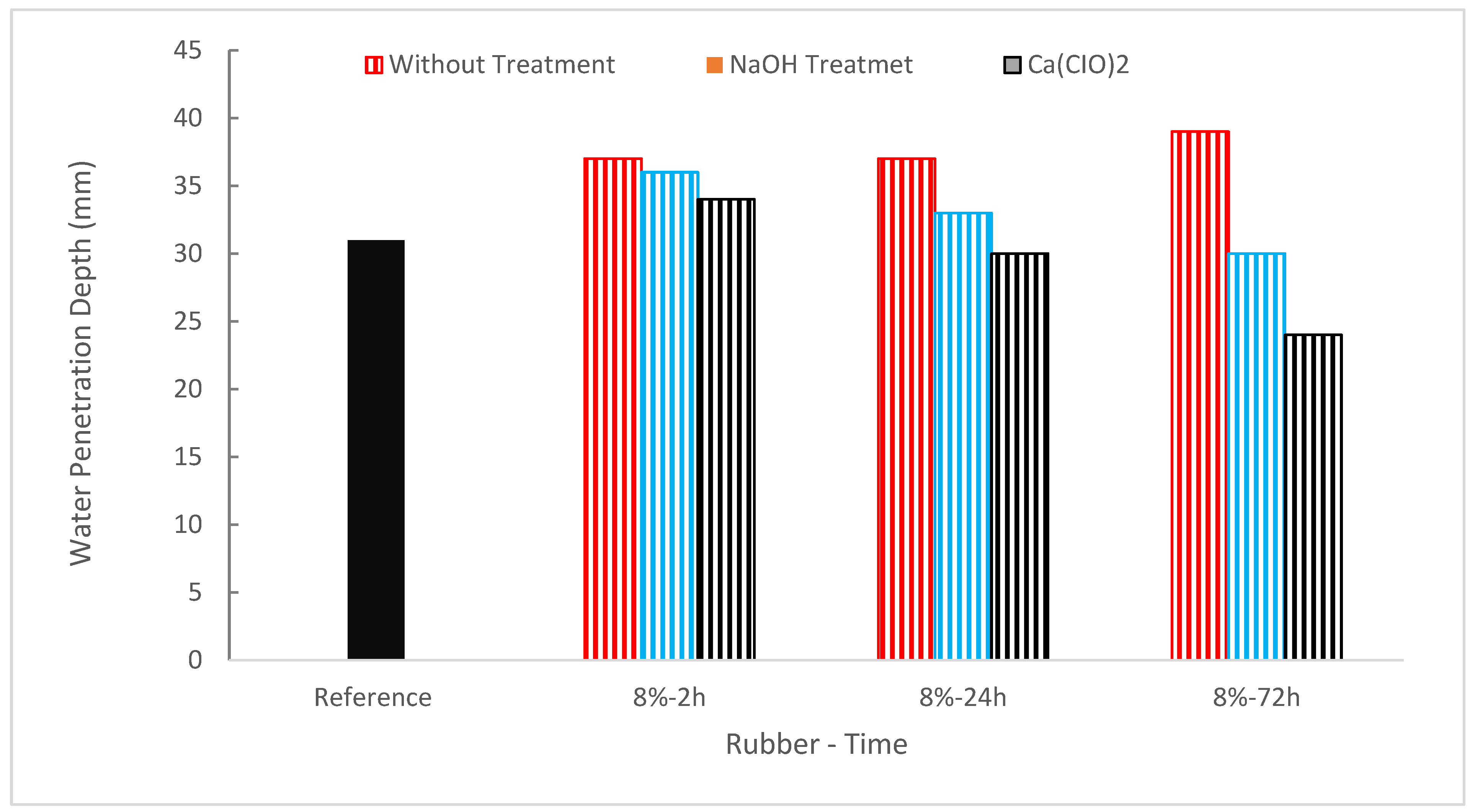
4.1. Water Washing
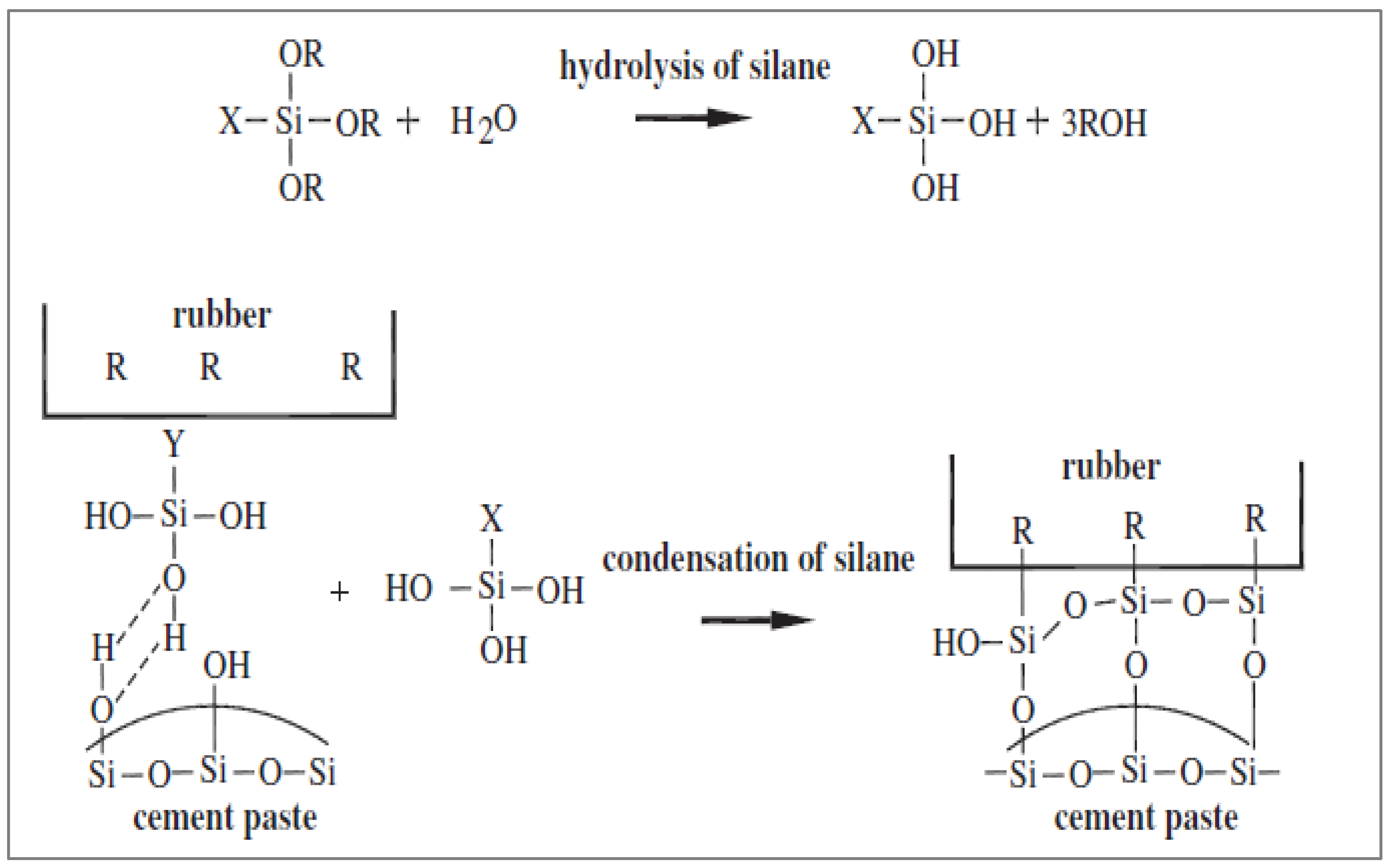
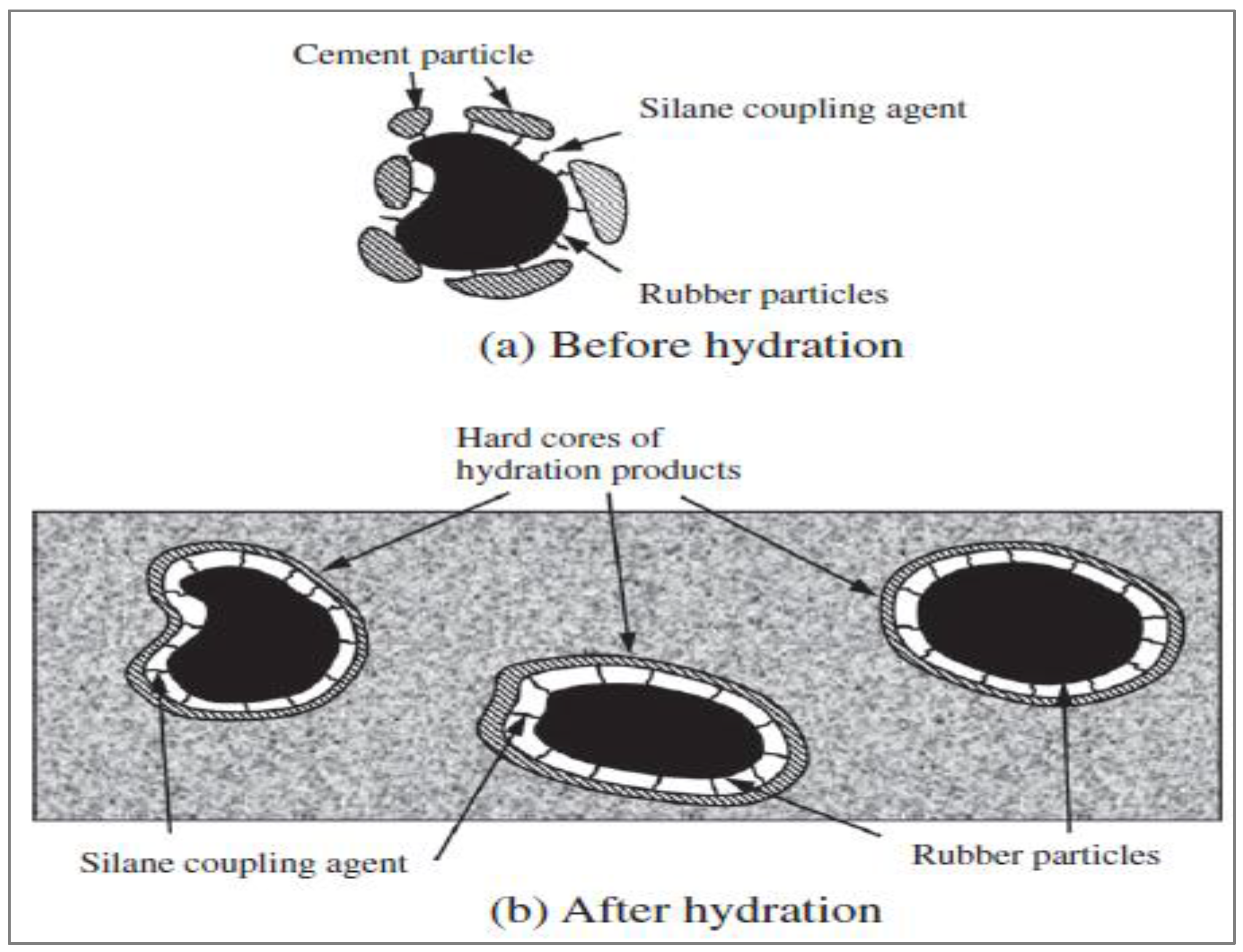
4.2. Silane Coating Agents (SCA)
4.3. Cement Coating
5. Durability
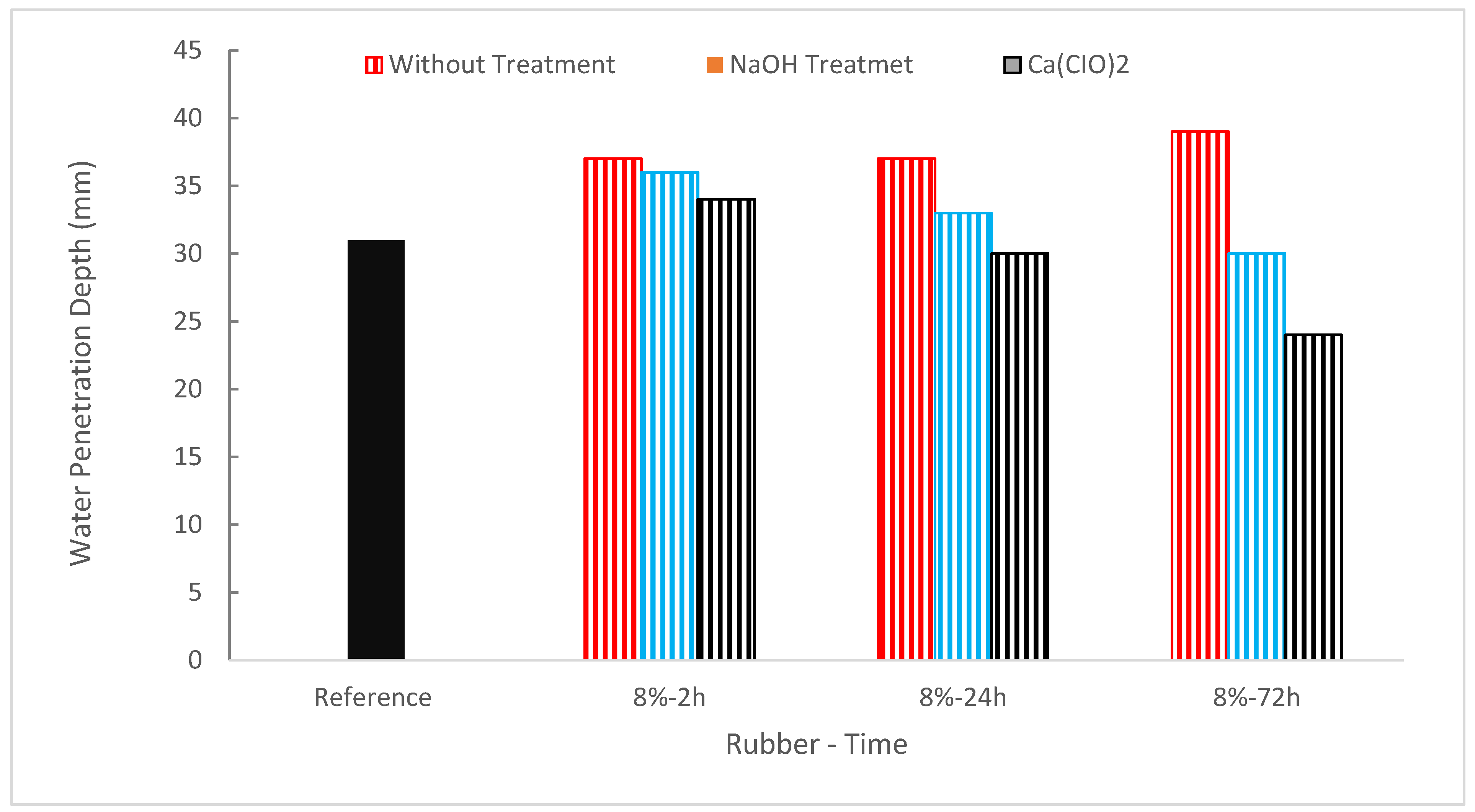
5.1. Permeability and Water Absorption
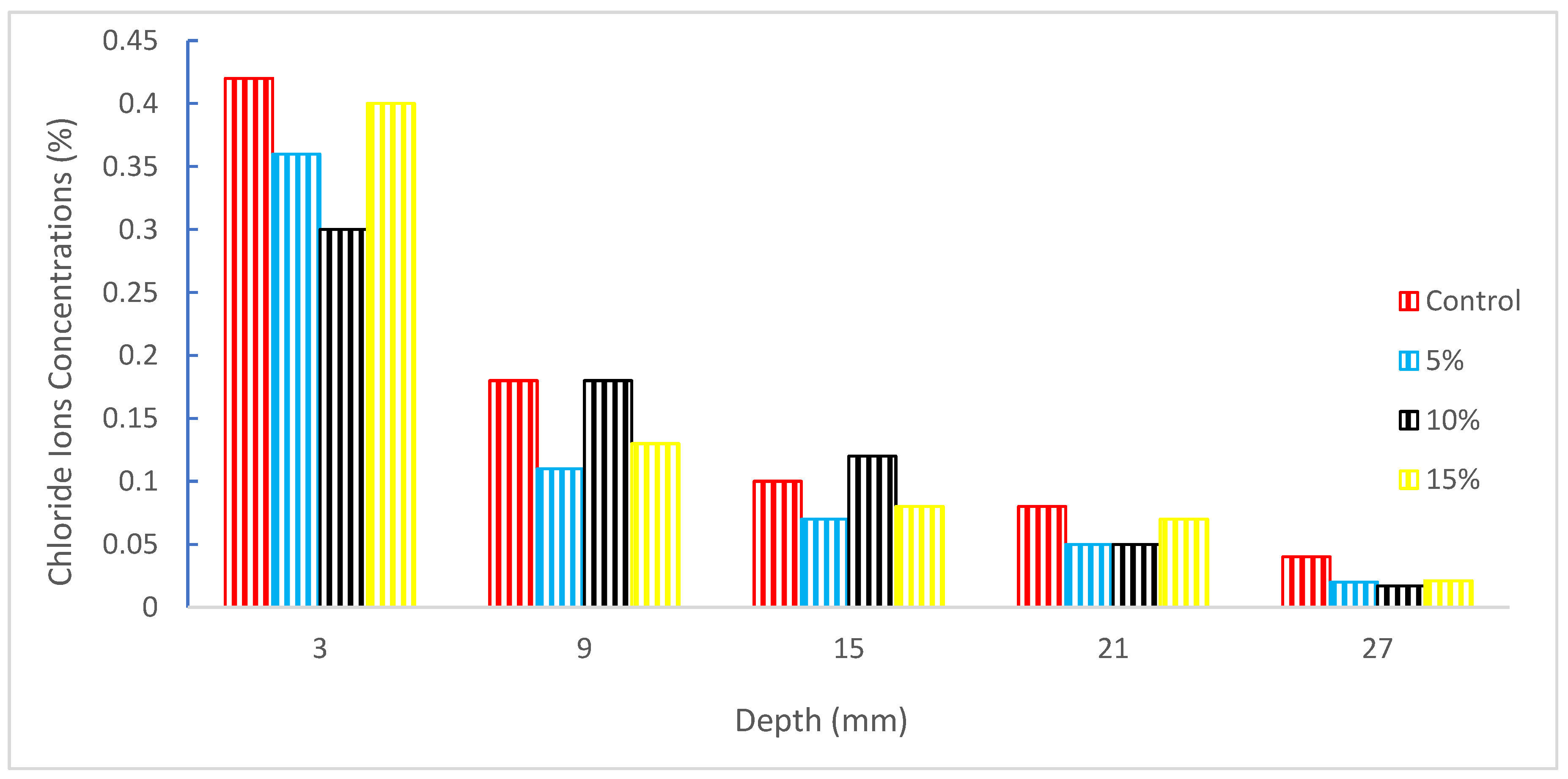
5.2. Chloride Ion Penetration
6. Elevated Temperature
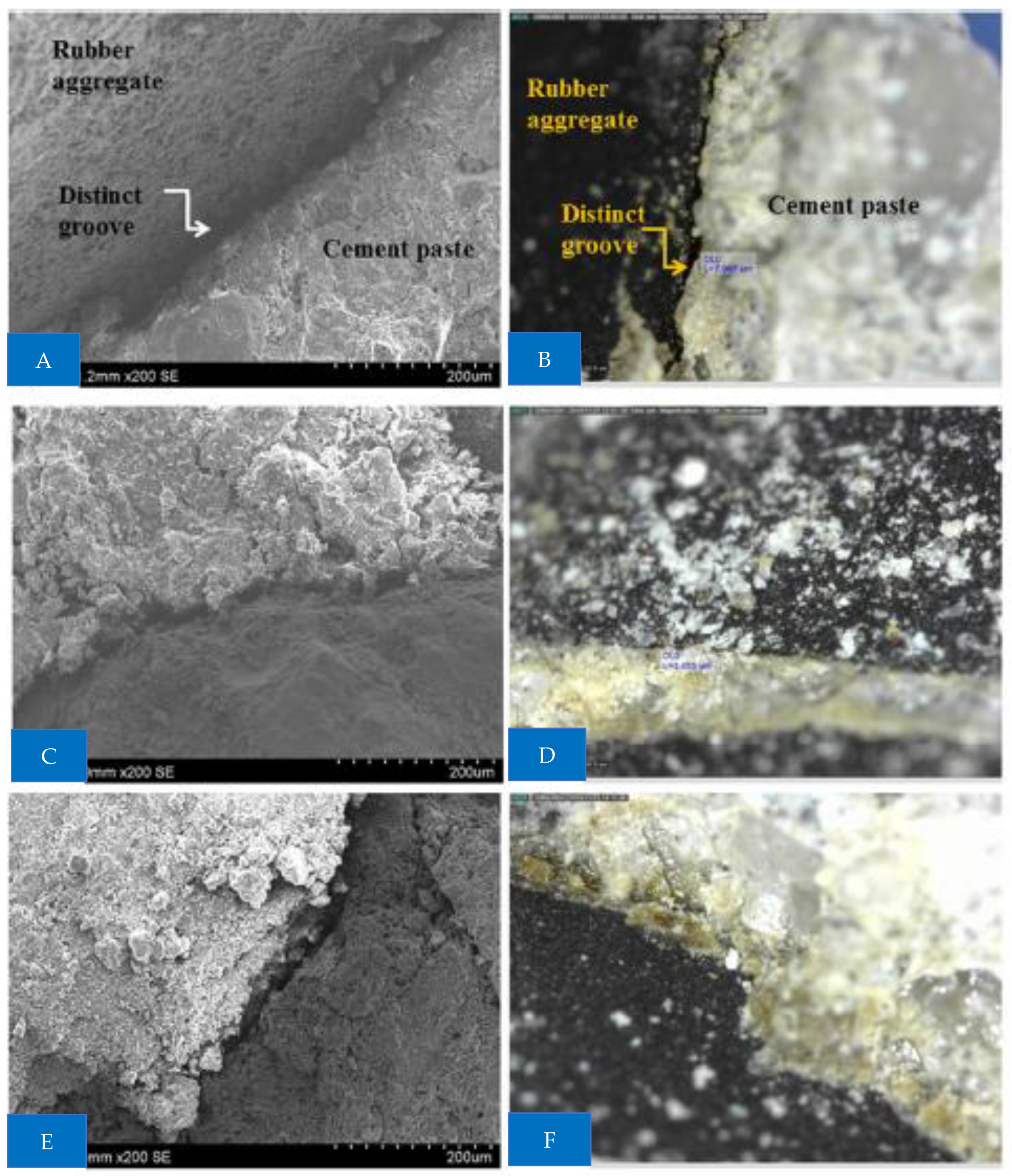
7. Microstructure Analysis
8. Applications of Rubberized Concrete
9. Conclusions
- Increase in rubber concentration. Rubberized concrete loses workability. However, it may be enhanced by adding admixtures such as plasticizers or other filler ingredients;
- The lower specific gravity and tendency to absorb air of rubber, rubberized concrete density reduces significantly when rubber content is increased. Rubberized concrete is hence advantageous for lightweight buildings;
- Concrete’s mechanical strength may generally be decreased by adding rubber, and this tendency becomes worse as rubber content rises. Due to the poor adherence of rubber with cement paste, a broad and porous weak interfacial transition zone (ITZ) was seen in rubberized concrete. The detrimental effects of rubber on the strength qualities of regular concrete may be lessened if the bond is strengthened at ITZ by any practical and affordable techniques. As a result, the construction industry would be able to employ rubberized concrete efficiently in a variety of concrete buildings;
- The decline in flexural capacity was lower than the decline in compressive capacity;
- The majority of studies feel that rubberized concrete with NaOH treatment has improved mechanical qualities. Other studies, however, asserted that the strength characteristics of rubberized concrete that has been treated with NaOH solution remain unchanged or even improve. The inconsistent findings might have been caused by varying rubber particle sizes, rubber suppliers, solution concentrations, and processing times;
- The silane coating agents (SCA) process transforms the rubber’s hydrophobic surface into a hydrophilic one and creates a chemical link between it and the cement matrix, enhancing the rubberized concrete’s mechanical characteristics and durability.
10. Recommendations
- Rubberized concrete performs badly at the moment. Pozzolanic filler additives could make it perform better. However, more detailed research is required before it may be used in a practical setting;
- The microstructure of rubberized concrete should be properly studied;
- Steel reinforcing bars’ corrosion behavior in rubberized concrete is recommended to be explored;
- Rubber surface treatment raises the price of utilizing rubber as a concrete aggregate. The cost of rubber surface modification should be investigated to evaluate its cost-effectiveness and identify the cheapest and most effective approach, which is crucial for more field applications;
- The thermal properties of rubberized concrete should be explored in more detail;
- The dry shrinkage and freeze–thaw action of rubberized concrete should be studied in detail.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgement
Conflicts of Interest
References
- Danon, B.; Görgens, J. Determining Rubber Composition of Waste Tyres Using Devolatilisation Kinetics. Thermochim. Acta 2015, 621, 56–60. [Google Scholar] [CrossRef]
- Di Mundo, R.; Petrella, A.; Notarnicola, M. Surface and Bulk Hydrophobic Cement Composites by Tyre Rubber Addition. Constr. Build. Mater. 2018, 172, 176–184. [Google Scholar] [CrossRef]
- Smirnova, O.M.; de Navascués, I.M.P.; Mikhailevskii, V.R.; Kolosov, O.I.; Skolota, N.S. Sound-Absorbing Composites with Rubber Crumb from Used Tires. Appl. Sci. 2021, 11, 7347. [Google Scholar] [CrossRef]
- Fenner, R.A.; Clarke, K. Environmental and structural implications for the re-use of tyres in fluvial and marine-construction projects. Water Environ. J. 2003, 17, 99–105. [Google Scholar] [CrossRef]
- Shahria Alam, M.; Slater, E.; Muntasir Billah, A.H.M. Green Concrete Made with RCA and FRP Scrap Aggregate: Fresh and Hardened Properties. J. Mater. Civ. Eng. 2013, 25, 1783–1794. [Google Scholar] [CrossRef]
- Kaliyavaradhan, S.K.; Ling, T.-C.; Guo, M.-Z.; Mo, K.H. Waste Resources Recycling in Controlled Low-Strength Material (CLSM): A Critical Review on Plastic Properties. J. Environ. Manage. 2019, 241, 383–396. [Google Scholar] [CrossRef]
- Rubber Manufactures Association. US Scrap Tire Markets 2003 Edition; Rubber Manufactures Association: Washington, DC, USA, 2004. [Google Scholar]
- Alfayez, S.A.; Suleiman, A.R.; Nehdi, M.L. Recycling Tire Rubber in Asphalt Pavements: State of the Art. Sustainability 2020, 12, 9076. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. A Review of the Fresh/Hardened Properties and Applications for Plain-(PRC) and Self-Compacting Rubberised Concrete (SCRC). Constr. Build. Mater. 2010, 24, 2043–2051. [Google Scholar] [CrossRef]
- Arbili, M.M.; Ghaffoori, F.K.; Awlla, H.A.; Alzeebaree, R.; Ibrahim, T.K. Utilization of Styrene-Butadiene Rubber (SBR) Polymer Replacement of Fine Aggregate in Concrete. In Proceedings of the IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2021; Volume 856, p. 12032. [Google Scholar]
- Siddique, R.; Naik, T.R. Properties of Concrete Containing Scrap-Tire Rubber–an Overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef]
- Neocleous, K.; Pilakoutas, H.; Waldron, P. From Used Tires to Concrete Fiber Reinforcement. In Proceedings of the 2nd International FIB Congress, Naples, Italy, 5–8 June 2006. [Google Scholar]
- Girskas, G.; Nagrockienė, D. Crushed Rubber Waste Impact of Concrete Basic Properties. Constr. Build. Mater. 2017, 140, 36–42. [Google Scholar] [CrossRef]
- Snelson, D.G.; Kinuthia, J.M.; Davies, P.A.; Chang, S.-R. Sustainable Construction: Composite Use of Tyres and Ash in Concrete. Waste Manag. 2009, 29, 360–367. [Google Scholar] [CrossRef] [PubMed]
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Recycling of Waste Tire Rubber as Aggregate in Concrete: Durability-Related Performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E. Mechanical Performance of FRP-Confined and Unconfined Crumb Rubber Concrete Containing High Rubber Content. J. Build. Eng. 2017, 11, 115–126. [Google Scholar] [CrossRef]
- Reda Taha, M.M.; El-Dieb, A.S.; Abd El-Wahab, M.A.; Abdel-Hameed, M.E. Mechanical, Fracture, and Microstructural Investigations of Rubber Concrete. J. Mater. Civ. Eng. 2008, 20, 640–649. [Google Scholar] [CrossRef]
- Benazzouk, A.; Mezreb, K.; Doyen, G.; Goullieux, A.; Quéneudec, M. Effect of Rubber Aggregates on the Physico-Mechanical Behaviour of Cement–Rubber Composites-Influence of the Alveolar Texture of Rubber Aggregates. Cem. Concr. Compos. 2003, 25, 711–720. [Google Scholar] [CrossRef]
- Mhaya, A.M.; Baghban, M.H.; Faridmehr, I.; Huseien, G.F.; Abidin, A.R.Z.; Ismail, M. Performance Evaluation of Modified Rubberized Concrete Exposed to Aggressive Environments. Materials 2021, 14, 1900. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Hossain, K.M.A.; Swee, J.T.E.; Wong, G.; Abdullahi, M. Properties of Crumb Rubber Hollow Concrete Block. J. Clean. Prod. 2012, 23, 57–67. [Google Scholar] [CrossRef]
- Fattuhi, N.I.; Clark, L.A. Cement-Based Materials Containing Shredded Scrap Truck Tyre Rubber. Constr. Build. Mater. 1996, 10, 229–236. [Google Scholar] [CrossRef]
- Topcu, I.B. The Properties of Rubberized Concretes. Cem. Concr. Res. 1995, 25, 304–310. [Google Scholar] [CrossRef]
- Khaloo, A.R.; Dehestani, M.; Rahmatabadi, P. Mechanical Properties of Concrete Containing a High Volume of Tire–Rubber Particles. Waste Manag. 2008, 28, 2472–2482. [Google Scholar] [CrossRef]
- Avcular, N. Analysis of Rubberized Concrete as a Composite Material. Cem. Concr. Res. 1997, 27, 1135–1139. [Google Scholar]
- Benazzouk, A.; Douzane, O.; Langlet, T.; Mezreb, K.; Roucoult, J.M.; Quéneudec, M. Physico-Mechanical Properties and Water Absorption of Cement Composite Containing Shredded Rubber Wastes. Cem. Concr. Compos. 2007, 29, 732–740. [Google Scholar] [CrossRef]
- Aiello, M.A.; Leuzzi, F. Waste Tyre Rubberized Concrete: Properties at Fresh and Hardened State. Waste Manag. 2010, 30, 1696–1704. [Google Scholar] [CrossRef] [PubMed]
- Atahan, A.O.; Yücel, A.Ö. Crumb Rubber in Concrete: Static and Dynamic Evaluation. Constr. Build. Mater. 2012, 36, 617–622. [Google Scholar] [CrossRef]
- Batayneh, M.K.; Marie, I.; Asi, I. Promoting the Use of Crumb Rubber Concrete in Developing Countries. Waste Manag. 2008, 28, 2171–2176. [Google Scholar] [CrossRef]
- Al-Shathr, B.S.; Gorgis, I.N.; Motlog, R.F. Effect of Using Plastic and Rubber Wastes as Fine Aggregate on Some Properties of Cement Mortar. Eng. Tech. J. 2016, 3, 1688–1699. [Google Scholar]
- Lv, J.; Zhou, T.; Du, Q.; Wu, H. Effects of Rubber Particles on Mechanical Properties of Lightweight Aggregate Concrete. Constr. Build. Mater. 2015, 91, 145–149. [Google Scholar] [CrossRef]
- Jokar, F.; Khorram, M.; Karimi, G.; Hataf, N. Experimental Investigation of Mechanical Properties of Crumbed Rubber Concrete Containing Natural Zeolite. Constr. Build. Mater. 2019, 208, 651–658. [Google Scholar] [CrossRef]
- Banerjee, S.; Mandal, A.; Rooby, J. Studies on Mechanical Properties of Tyre Rubber Concrete. SSRG Int. J. Civ. Eng 2016, 3, 18–21. [Google Scholar] [CrossRef]
- Hesami, S.; Hikouei, I.S.; Emadi, S.A.A. Mechanical Behavior of Self-Compacting Concrete Pavements Incorporating Recycled Tire Rubber Crumb and Reinforced with Polypropylene Fiber. J. Clean. Prod. 2016, 133, 228–234. [Google Scholar] [CrossRef]
- Abdullah, W.A.; Muhammad, M.A.; Abdulkadir, M.R. Experimental Investigation of Some Mechanical Properties of Rubberized Concrete with Highest Possible Rubber Content. J. Duhok Univ. 2020, 23, 509–522. [Google Scholar] [CrossRef]
- Mishra, M.; Panda, K.C. Influence of Rubber on Mechanical Properties of Conventional and Self Compacting Concrete. In Advances in Structural Engineering; Springer: Berlin/Heidelberg, Germany, 2015; pp. 1785–1794. [Google Scholar]
- Choudhary, S.; Chaudhary, S.; Jain, A.; Gupta, R. Assessment of Effect of Rubber Tyre Fiber on Functionally Graded Concrete. Mater. Today Proc. 2020, 28, 1496–1502. [Google Scholar] [CrossRef]
- AbdulKadir, M.R. Effect of High Temperature on Mechanical Properties of Rubberized Concrete Using Recycled Tire Rubber as Fine Aggregate Replacement. Eng. Technol. J. 2018, 36, 906–913. [Google Scholar]
- Aslani, F.; Ma, G.; Wan, D.L.Y.; Muselin, G. Development of High-Performance Self-Compacting Concrete Using Waste Recycled Concrete Aggregates and Rubber Granules. J. Clean. Prod. 2018, 182, 553–566. [Google Scholar] [CrossRef]
- Khern, Y.C.; Paul, S.C.; Kong, S.Y.; Babafemi, A.J.; Anggraini, V.; Miah, M.J.; Šavija, B. Impact of Chemically Treated Waste Rubber Tire Aggregates on Mechanical, Durability and Thermal Properties of Concrete. Front. Mater. 2020, 7, 90. [Google Scholar] [CrossRef]
- Karunarathna, S.; Linforth, S.; Kashani, A.; Liu, X.; Ngo, T. Effect of Recycled Rubber Aggregate Size on Fracture and Other Mechanical Properties of Structural Concrete. J. Clean. Prod. 2021, 314, 128230. [Google Scholar] [CrossRef]
- Khatib, Z.K.; Bayomy, F.M. Rubberized Portland Cement Concrete. J. Mater. Civ. Eng. 1999, 11, 206–213. [Google Scholar] [CrossRef]
- Nur, O.F.; Albarqi, K.; Melinda, A.P.; Al Jauhari, Z. The Effect of Waste Tyre Rubber on Mechanical Properties of Normal Concrete and Fly Ash Concrete. GEOMATE J. 2021, 20, 55–61. [Google Scholar]
- EN, B.S. 12350-2; Testing Fresh Concrete, Part 2: Slump-Test. European Committee for Standardization: Brussels, Belgium, 2009.
- Hossain, F.M.Z.; Shahjalal, M.; Islam, K.; Tiznobaik, M.; Alam, M.S. Mechanical Properties of Recycled Aggregate Concrete Containing Crumb Rubber and Polypropylene Fiber. Constr. Build. Mater. 2019, 225, 983–996. [Google Scholar] [CrossRef]
- Záleská, M.; Pavlík, Z.; Čítek, D.; Jankovský, O.; Pavlíková, M. Eco-Friendly Concrete with Scrap-Tyre-Rubber-Based Aggregate–Properties and Thermal Stability. Constr. Build. Mater. 2019, 225, 709–722. [Google Scholar] [CrossRef]
- Pham, T.M.; Elchalakani, M.; Hao, H.; Lai, J.; Ameduri, S.; Tran, T.M. Durability Characteristics of Lightweight Rubberized Concrete. Constr. Build. Mater. 2019, 224, 584–599. [Google Scholar] [CrossRef]
- Topçu, İ.B.; Unverdi, A. Scrap Tires/Crumb Rubber. In Waste and Supplementary Cementitious Materials in Concrete; Elsevier: Amsterdam, The Netherlands, 2018; pp. 51–77. [Google Scholar]
- Su, H.; Yang, J.; Ling, T.-C.; Ghataora, G.S.; Dirar, S. Properties of Concrete Prepared with Waste Tyre Rubber Particles of Uniform and Varying Sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef]
- Grinys, A.; Balamurugan, M.; Augonis, A.; Ivanauskas, E. Mechanical Properties and Durability of Rubberized and Glass Powder Modified Rubberized Concrete for Whitetopping Structures. Materials 2021, 14, 2321. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E.; Khoshnaw, G.; İpek, S. Investigating Properties of Pervious Concretes Containing Waste Tire Rubbers. Constr. Build. Mater. 2014, 63, 206–213. [Google Scholar] [CrossRef]
- Gisbert, A.N.; Borrell, J.M.G.; García, F.P.; Sanchis, E.J.; Amorós, J.E.C.; Alcaraz, J.S.; Vicente, F.S. Analysis Behaviour of Static and Dynamic Properties of Ethylene-Propylene-Diene-Methylene Crumb Rubber Mortar. Constr. Build. Mater. 2014, 50, 671–682. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E.; Khoshnaw, G.; İpek, S. Abrasion and Freezing–Thawing Resistance of Pervious Concretes Containing Waste Rubbers. Constr. Build. Mater. 2014, 73, 19–24. [Google Scholar] [CrossRef]
- Pelisser, F.; Zavarise, N.; Longo, T.A.; Bernardin, A.M. Concrete Made with Recycled Tire Rubber: Effect of Alkaline Activation and Silica Fume Addition. J. Clean. Prod. 2011, 19, 757–763. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Ding, Y.; Jalali, S. Properties and Durability of Concrete Containing Polymeric Wastes (Tyre Rubber and Polyethylene Terephthalate Bottles): An Overview. Constr. Build. Mater. 2012, 30, 714–724. [Google Scholar] [CrossRef]
- Topçu, I.B.; Uygunoglu, T. Sustainability of Waste Rubber in Construction. In Sustainability of Construction Materials, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 599–626. [Google Scholar]
- Kardos, A.J.; Durham, S.A. Strength, Durability, and Environmental Properties of Concrete Utilizing Recycled Tire Particles for Pavement Applications. Constr. Build. Mater. 2015, 98, 832–845. [Google Scholar] [CrossRef]
- Richardson, A.; Coventry, K.; Edmondson, V.; Dias, E. Crumb Rubber Used in Concrete to Provide Freeze–Thaw Protection (Optimal Particle Size). J. Clean. Prod. 2016, 112, 599–606. [Google Scholar] [CrossRef]
- Li, G.; Garrick, G.; Eggers, J.; Abadie, C.; Stubblefield, M.A.; Pang, S.-S. Waste Tire Fiber Modified Concrete. Compos. Part B Eng. 2004, 35, 305–312. [Google Scholar] [CrossRef]
- Benazzouk, A.; Douzane, O.; Mezreb, K.; Laidoudi, B.; Quéneudec, M. Thermal Conductivity of Cement Composites Containing Rubber Waste Particles: Experimental Study and Modelling. Constr. Build. Mater. 2008, 22, 573–579. [Google Scholar] [CrossRef]
- Al-Akhras, N.M.; Smadi, M.M. Properties of Tire Rubber Ash Mortar. Cem. Concr. Compos. 2004, 26, 821–826. [Google Scholar] [CrossRef]
- Issa, C.A.; Salem, G. Utilization of Recycled Crumb Rubber as Fine Aggregates in Concrete Mix Design. Constr. Build. Mater. 2013, 42, 48–52. [Google Scholar] [CrossRef]
- Guelmine, L.; Hadjab, H.; Benazzouk, A. Effect of Elevated Temperatures on Physical and Mechanical Properties of Recycled Rubber Mortar. Constr. Build. Mater. 2016, 126, 77–85. [Google Scholar] [CrossRef]
- Toutanji, H.A. The Use of Rubber Tire Particles in Concrete to Replace Mineral Aggregates. Cem. Concr. Compos. 1996, 18, 135–139. [Google Scholar] [CrossRef]
- Khorrami, M.; Vafai, A.; Khalilitabas, A.A.; Desai, C.S.; Ardakani, M.H. Experimental Lnvestigation on Mechanical Characteristics and Environmental Effects on Rubber Concrete. Int. J. Concr. Struct. Mater. 2010, 4, 17–23. [Google Scholar] [CrossRef]
- Topçu, İ.B.; Demir, A. Durability of Rubberized Mortar and Concrete. J. Mater. Civ. Eng. 2007, 19, 173–178. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Panesar, D.K. Hardened Properties of Concrete Mixtures Containing Pre-Coated Crumb Rubber and Silica Fume. J. Clean. Prod. 2014, 82, 125–131. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-Tyre-Rubber Replacement for Aggregate and Filler in Concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of Tire Rubber Particles as Addition to Cement Paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- Liu, F.; Chen, G.; Li, L.; Guo, Y. Study of Impact Performance of Rubber Reinforced Concrete. Constr. Build. Mater. 2012, 36, 604–616. [Google Scholar] [CrossRef]
- Deshpande, N.; Kulkarni, S.S.; Pawar, T.; Gunde, V. Experimental Investigation on Strength Characteristics of Concrete Using Tyre Rubber as Aggregates in Concrete. Int. J. Appl. Eng. Res. Dev 2014, 4, 97–108. [Google Scholar]
- Ling, T.-C.; Nor, H.M.; Hainin, M.R. Properties of Crumb Rubber Concrete Paving Blocks with SBR Latex. Road Mater. Pavement Des. 2009, 10, 213–222. [Google Scholar] [CrossRef]
- Eldin, N.N.; Senouci, A.B. Measurement and Prediction of the Strength of Rubberized Concrete. Cem. Concr. Compos. 1994, 16, 287–298. [Google Scholar] [CrossRef]
- Albano, C.; Camacho, N.; Reyes, J.; Feliu, J.L.; Hernández, M. Influence of Scrap Rubber Addition to Portland I Concrete Composites: Destructive and Non-Destructive Testing. Compos. Struct. 2005, 71, 439–446. [Google Scholar] [CrossRef]
- Gesoglu, M.; Güneyisi, E.; Hansu, O.; İpek, S.; Asaad, D.S. Influence of Waste Rubber Utilization on the Fracture and Steel–Concrete Bond Strength Properties of Concrete. Constr. Build. Mater. 2015, 101, 1113–1121. [Google Scholar] [CrossRef]
- Sofi, A. Effect of Waste Tyre Rubber on Mechanical and Durability Properties of Concrete–A Review. Ain Shams Eng. J. 2018, 9, 2691–2700. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. Mechanical and Dynamic Properties of Self-Compacting Crumb Rubber Modified Concrete. Constr. Build. Mater. 2012, 27, 521–530. [Google Scholar] [CrossRef]
- Valente, M.; Sibai, A. Rubber/Crete: Mechanical Properties of Scrap to Reuse Tire-Derived Rubber in Concrete: A Review. J. Appl. Biomater. Funct. Mater. 2019, 17, 2280800019835486. [Google Scholar] [CrossRef]
- Fakhri, M. The Effect of Waste Rubber Particles and Silica Fume on the Mechanical Properties of Roller Compacted Concrete Pavement. J. Clean. Prod. 2016, 129, 521–530. [Google Scholar] [CrossRef]
- Aly, A.M.; El-Feky, M.S.; Kohail, M.; Nasr, E.-S.A.R. Performance of Geopolymer Concrete Containing Recycled Rubber. Constr. Build. Mater. 2019, 207, 136–144. [Google Scholar] [CrossRef]
- Alam, I.; Mahmood, U.A.; Khattak, N. Use of Rubber as Aggregate in Concrete: A Review. Int. J. Adv. Struct. Geotech. Eng. 2015, 4, 92–96. [Google Scholar]
- Grinys, A.; Sivilevičius, H.; Daukšys, M. Tyre Rubber Additive Effect on Concrete Mixture Strength. J. Civ. Eng. Manag. 2012, 18, 393–401. [Google Scholar] [CrossRef]
- Najimi, M.; Farahani, F.M.; Pourkhorshidi, A.R. Effects of Polypropylene Fibers on Physical and Mechanical Properties of Concretes. In Proceedings of the Third International Conference on Concrete and Development, Tehran, Iran, 27 April 2009; pp. 1073–1081. [Google Scholar]
- Senouci, E.A.B. Rubber-Tire Particles as Concrete Aggregates. ASCE J. Mater. Civ. Eng. 1993, 5, 478–496. [Google Scholar]
- Farhan, A.H.; Dawson, A.R.; Thom, N.H. Characterization of Rubberized Cement Bound Aggregate Mixtures Using Indirect Tensile Testing and Fractal Analysis. Constr. Build. Mater. 2016, 105, 94–102. [Google Scholar] [CrossRef]
- Nawy, E.G. Concrete Construction Engineering Handbook; CRC Press: Boca Raton, FL, USA, 2008; ISBN 0429127243. [Google Scholar]
- Deepak, W.S.; Naidu, G.T. Effect on Compressive Strength of Concrete Using Sea Sand as a Partial Replacement for Fine Aggregate. Int. J. Res. Eng. Technol. 2015, 4, 180–183. [Google Scholar]
- Eldin, N.N.; Senouci, A.B. Observations on Rubberized Concrete Behavior. Cem. Concr. Aggregates 1993, 15, 74–84. [Google Scholar] [CrossRef]
- Khorami, M.; Ganjian, E.; Vafaii, A. Mechanical Properties of Concrete with Waste Tire Rubbers as Coarse Aggregates. In Proceedings of the Special Sections on International conference on Sustainable Construction Materials and Technologies, Coventry, UK, 11–13 June 2007; pp. 85–90. [Google Scholar]
- Thiruppathi, R. Discarded Tyre Rubber as Concrete Aggregate: A Possible Outlet for Used Tyres. In Proceedings of the 2013 International Conference on Current Trends in Engineering and Technology (ICCTET), Coimbatore, India, 3 July 2013; pp. 202–207. [Google Scholar]
- Tarry, S.R. Effect of Partial Replacement of Coarse Aggregates in Concrete by Untreated and Treated Tyre Rubber Aggregates. Int. J. Adv. Sci. Res. 2018, 3, 65–69. [Google Scholar]
- KIST, B.; Kigali, R. A Review on Construction Technologies That Enables Environmental Protection: Rubberized Concrete. Am. J. Eng. Appl. Sci 2008, 1, 40–44. [Google Scholar]
- Kaloush, K.E.; Way, G.B.; Zhu, H. Properties of Crumb Rubber Concrete. Transp. Res. Rec. 2005, 1914, 8–14. [Google Scholar] [CrossRef]
- Hora, M.; Reiterman, P. Assessment of the Air-Entraining Effect of Rubber Powder and Its Influence on the Frost Resistance of Concrete. Rev. Rom. Mater. J. Mater. 2016, 46, 327–333. [Google Scholar]
- Yilmaz, A.; Degirmenci, N. Possibility of Using Waste Tire Rubber and Fly Ash with Portland Cement as Construction Materials. Waste Manag. 2009, 29, 1541–1546. [Google Scholar] [CrossRef] [PubMed]
- Ganesan, N.; Raj, J.B.; Shashikala, A.P. Flexural Fatigue Behavior of Self Compacting Rubberized Concrete. Constr. Build. Mater. 2013, 44, 7–14. [Google Scholar] [CrossRef]
- Meddah, A.; Beddar, M.; Bali, A. Use of Shredded Rubber Tire Aggregates for Roller Compacted Concrete Pavement. J. Clean. Prod. 2014, 72, 187–192. [Google Scholar] [CrossRef]
- da Silva, F.M.; Barbosa, L.A.G.; Lintz, R.C.C.; Jacintho, A.E.P.G.A. Investigation on the Properties of Concrete Tactile Paving Blocks Made with Recycled Tire Rubber. Constr. Build. Mater. 2015, 91, 71–79. [Google Scholar] [CrossRef]
- Raffoul, S.; Garcia, R.; Pilakoutas, K.; Guadagnini, M.; Medina, N.F. Optimisation of Rubberised Concrete with High Rubber Content: An Experimental Investigation. Constr. Build. Mater. 2016, 124, 391–404. [Google Scholar] [CrossRef]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Mills, J.E.; Youssf, O. Practical Rubber Pre-Treatment Approch for Concrete Use—an Experimental Study. J. Compos. Sci. 2021, 5, 143. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhang, X.; Zhang, Y.; Yu, L.; Hu, X.; Zhou, X.; Zhang, Y. Surface Treatment of Rubberized Waste Reinforced Concrete. Front. Built Environ. 2021, 57. [Google Scholar] [CrossRef]
- Youssf, O.; ElGawady, M.A.; Mills, J.E.; Ma, X. An Experimental Investigation of Crumb Rubber Concrete Confined by Fibre Reinforced Polymer Tubes. Constr. Build. Mater. 2014, 53, 522–532. [Google Scholar] [CrossRef]
- Guo, S.; Dai, Q.; Si, R.; Sun, X.; Lu, C. Evaluation of Properties and Performance of Rubber-Modified Concrete for Recycling of Waste Scrap Tire. J. Clean. Prod. 2017, 148, 681–689. [Google Scholar] [CrossRef]
- Colom, X.; Canavate, J.; Carrillo, F.; Velasco, J.I.; Pagès, P.; Mujal, R.; Nogués, F. Structural and Mechanical Studies on Modified Reused Tyres Composites. Eur. Polym. J. 2006, 42, 2369–2378. [Google Scholar] [CrossRef]
- Stewart, A.; Schlosser, B.; Douglas, E.P. Surface Modification of Cured Cement Pastes by Silane Coupling Agents. ACS Appl. Mater. Interfaces 2013, 5, 1218–1225. [Google Scholar] [CrossRef] [PubMed]
- Huang, B.; Shu, X.; Cao, J. A Two-Staged Surface Treatment to Improve Properties of Rubber Modified Cement Composites. Constr. Build. Mater. 2013, 40, 270–274. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Hemachandra, P.; Hajimohammadi, A. Effects of Surface Treatments of Recycled Tyre Crumb on Cement-Rubber Bonding in Concrete Composite Foam. Constr. Build. Mater. 2018, 171, 467–473. [Google Scholar] [CrossRef]
- Ahmad, J.; Zaid, O.; Siddique, M.S.; Aslam, F.; Alabduljabbar, H.; Khedher, K.M. Mechanical and Durability Characteristics of Sustainable Coconut Fibers Reinforced Concrete with Incorporation of Marble Powder. Mater. Res. Express 2021, 8, 075505. [Google Scholar] [CrossRef]
- Jiang, L.; Li, C.; Zhu, C.; Song, Z.; Chu, H. The Effect of Tensile Fatigue on Chloride Ion Diffusion in Concrete. Constr. Build. Mater. 2017, 151, 119–126. [Google Scholar] [CrossRef]
- Su, D.; Pang, J.; Huang, X. Experimental Study on the Influence of Rubber Content on Chloride Salt Corrosion Resistance Performance of Concrete. Materials 2021, 14, 4706. [Google Scholar] [CrossRef]
- Oikonomou, N.; Mavridou, S. Improvement of Chloride Ion Penetration Resistance in Cement Mortars Modified with Rubber from Worn Automobile Tires. Cem. Concr. Compos. 2009, 31, 403–407. [Google Scholar] [CrossRef]
- Bravo, M.; de Brito, J. Concrete Made with Used Tyre Aggregate: Durability-Related Performance. J. Clean. Prod. 2012, 25, 42–50. [Google Scholar] [CrossRef]
- Liang, J.; Zhu, H.; Chen, L.; Han, X.; Guo, Q.; Gao, Y.; Liu, C. Rebar Corrosion Investigation in Rubber Aggregate Concrete via the Chloride Electro-Accelerated Test. Materials 2019, 12, 862. [Google Scholar] [CrossRef] [PubMed]
- Zhu, H.; Liang, J.; Xu, J.; Bo, M.; Li, J.; Tang, B. Research on Anti-Chloride Ion Penetration Property of Crumb Rubber Concrete at Different Ambient Temperatures. Constr. Build. Mater. 2018, 189, 42–53. [Google Scholar] [CrossRef]
- Han, Q.; Wang, N.; Zhang, J.; Yu, J.; Hou, D.; Dong, B. Experimental and Computational Study on Chloride Ion Transport and Corrosion Inhibition Mechanism of Rubber Concrete. Constr. Build. Mater. 2021, 268, 121105. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E. Strength Development and Chloride Penetration in Rubberized Concretes with and without Silica Fume. Mater. Struct. 2007, 40, 953–964. [Google Scholar] [CrossRef]
- Torii, K.; Kawamura, M. Pore Structure and Chloride Ion Permeability of Mortars Containing Silica Fume. Cem. Concr. Compos. 1994, 16, 279–286. [Google Scholar] [CrossRef]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Effect of Elevated Temperature and Cooling Regimes on Mechanical and Durability Properties of Concrete Containing Waste Rubber Fiber. Constr. Build. Mater. 2017, 137, 35–45. [Google Scholar] [CrossRef]
- Ma, Q.; Guo, R.; Zhao, Z.; Lin, Z.; He, K. Mechanical Properties of Concrete at High Temperature—A Review. Constr. Build. Mater. 2015, 93, 371–383. [Google Scholar] [CrossRef]
- Liu, S.; Wang, L.; Gao, Y.; Yu, B.; Bai, Y. Comparing Study on Hydration Properties of Various Cementitious Systems. J. Therm. Anal. Calorim. 2014, 118, 1483–1492. [Google Scholar] [CrossRef]
- Medine, M.; Trouzine, H.; De Aguiar, J.B.; Asroun, A. Durability Properties of Five Years Aged Lightweight Concretes Containing Rubber Aggregates. Period. Polytech. Civ. Eng. 2018, 62, 386–397. [Google Scholar] [CrossRef]
- Ocholi, A.; Ejeh, S.P.; Yinka, S.M. An Investigation into the Thermal Performance of Rubber-Concrete. Acad. J. Interdiscip. Stud. 2014, 3, 29. [Google Scholar]
- Collier, N.C. Transition and Decomposition Temperatures of Cement Phases–a Collection of Thermal Analysis Data. Ceramics-Silikaty 2016, 60, 338–343. [Google Scholar] [CrossRef]
- Si, R.; Guo, S.; Dai, Q. Durability Performance of Rubberized Mortar and Concrete with NaOH-Solution Treated Rubber Particles. Constr. Build. Mater. 2017, 153, 496–505. [Google Scholar] [CrossRef]
- Tomosawa, F.; Noguchi, T.; Tamura, M. The Way Concrete Recycling Should Be. J. Adv. Concr. Technol. 2005, 3, 3–16. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Rubber Tire | Slump (mm) |
|---|---|---|
| [26] | 0%, 25%, 50%, and 75% | 180, 220, 215, and 215 |
| [31] | 0%, 5%, 10%, and 15% | 80, 75, 64, and 55 |
| [32] | 0%, 5%, 10%, 15%, 20%, and 25% | 0, 0, 7, 20, 55, and 87 |
| [30] | 0%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90%, and 100% | 215, 205, 200, 195, 180, 175, 150, 135, 135, 130, and 125 |
| [33] | 0%, 5%, 10%, and 15% | 74.50, 74.00, 72.50, and 70.00 |
| [34] | 0%, 6%, 12%, 18%, 24%, 30%, 36%, 42%, 48%, 54%, and 60% | 140, 138, 139, 130, 110, 70, 75, 22, 20, 10, and 0 |
| Reference | Rubber Tire | Compression Strength (MPa) |
|---|---|---|
| [45] | 0%, 10%, 20%, and 30% | 61.5, 28, 11, and 3.5 |
| [63] | 0%, 25%, 50%, 75%, and 100% | 31.9, 19.6, 13.8, 9.9, and 7.5 |
| [70] | 1%, 2%, and 5% | 20, 15, and 12 |
| [74] | 0%, 5%, 10%, 15%, 20%, 25%, and 30% | 54, 50, 45, 40, 35, 36, and 30 |
| [75] | 0%, 5%, 7.5%, 10%, 12.5%, 15%, 17.5%, and 20% | 71.0, 70.5, 68.8, 66.5, 61.3, 54.8, 47.5, 37.3, and 30.3 |
| [67] | 0%, 5%, 7.5%, and 10% | 32, 35, 30, and 25 |
| [26] | 0%, 25%, 50%, and 75% | 45.80, 23.90, 20.87, and 17.42 |
| [31] | 0%, 5%, 10%, and 15% | 27, 21, 17, and 12 |
| [30] | 0%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90%, and 100% | 41.5, 39.2, 36.4, 29.5, 22.8, 16.6, 13.3, 10.9, 9.20, 8.20, and 7.10 |
| [35] | 0%, 5%, 10%, 15%, and 20% | 65, 60, 50, 40, and 35 |
| [76] | 0%, 5%, 10%, and 15% | 55, 45, 35, and 25 |
| [39] | 0%, 8%, 10%, 20%, and 30% | 38, 32, 27, 15, and 13 |
| [33] | 0%, 5%, 10%, and 15% | 78.05, 68.12, 59.94, and 55.15 |
| [77] | 0%, 5%, 7.5%, and 10% | 71, 68.8, 66.5, and 61.3 |
| [78] | 0%, 5%, 10%, 15%, 20%, 25%, 30%, and 35% | 40, 44, 45, 38, 37, 37, 36, and 34 |
| [79] | 0%, 10%, 20%, and 30% | 37.4, 40, 28.3, and 24.8 |
| [80] | 0%, 20%, 40%, 60%, 80%, and 100% | 25.3, 18.9, 12.2, 8.0, 4.4, and 2.5 |
| [81] | 0%, 5%, 10%, 20%, and 30% | 64, 46, 34, 14, and 10 |
| Reference | Rubber Tire | Tensile Strength (MPa) |
|---|---|---|
| [76] | 0%, 5%, 10%, and 15% | 4.2, 4.0, 3.5, and 3.0 |
| [70] | 1%, 2%, and 5% | 2.7, 2.0, and 0.8 |
| [74] | 0%, 5%, 10%, 15%, 20%, 25%, and 30% | 3.2, 2.7, 2.6, 2.5, 2.3, 2.2, and 2.1 |
| [67] | 0%, 5%, 7.5%, and 10% | 3.0, 2.0, 1.6, and 1.4 |
| [31] | 0%, 5%, 10%, and 15% | 3.02, 2.50, 2.33, and 2.04 |
| [30] | 0%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90%, and 100% | 4.38, 3.85, 3.67, 2.98, 2.51, 1.93, 1.52, 1.12, 0.98, 0.87, and 0.79 |
| [35] | 0%, 5%, 10%, 15%, and 20% | 4.7, 4.5, 4.3, 4.0, and 3.7 |
| [33] | 0%, 5%, 10%, and 15% | 4.90, 4.82, 4.63, and 4.20 |
| [77] | 0%, 5%, 7.5%, and 10% | 3.0, 3.0, 1.5, and 1.4 |
| [79] | 0%, 10%, 20% and 30% | 3.6, 2.3, 2.7, and 2.3 |
| [80] | 0%, 20%, 40%, 60%, 80%, and 100% | 2.8, 1.8, 1.4, 0.9, 0.5, and 0.2 |
| [81] | 0%, 5%, 10%, 20%, and 30% | 3.48, 3.68, 3.08, 1.83, and 1.70 |
| Reference | Rubber Tire | Flexure Strength (MPa) |
|---|---|---|
| [45] | 0%, 10%, 20%, and 30% | 6.8, 5.7, 3.1, and 1.5 |
| [63] | 0%, 25%, 50%, 75%, and 100% | 3.8, 3.5, 3.1, 2.8, and 2.4 |
| [70] | 1%, 2%, and 5% | 3.0, 3.0, and 4.2 |
| [75] | 0%, 5%, 7.5%, 10%, 12.5%, 15%, 17.5%, and 20% | 7.2, 7.3, 6.9, 6.9, 6.6, 6.1, 5.7, 5.7, and 5.5 |
| [67] | 0%, 5%, 7.5%, and 10% | 5.3, 5.2, 3.8, and 3.4 |
| [26] | 0%, 25%, 50%, and 75% | 3.52, 2.93, 2.52, and 2.52 |
| [31] | 0%, 5%, 10%, and 15% | 4.77, 5.97, 4.32, and 3.87 |
| [32] | 0%, 5%, 10%, 15%, 20%, and 25% | 3.9, 3.8, 3.6, 3.3, 3.1, and 2.7 |
| [30] | 0%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90%, and 100% | 4.68, 4.44, 4.05, 3.57, 3.24, 2.79, 2.23, 1.81, 1.53, 1.08, and 0.87 |
| [35] | 0%, 5%, 10%, 15%, and 20% | 7.0, 6.5, 6.0, 6.0, and 5.5 |
| [76] | 0%, 5%, 10%, and 15% | 8.4, 8.0, 6.0, and 5.0 |
| [33] | 0%, 5%, 10%, and 15% | 8.45, 8.03, 7.48, and 6.98 |
| [77] | 0%, 5%, 7.5%, and 10% | 7.2, 6.9, 6.9, and 6.6 |
| [78] | 0%, 5%, 10%, 15%, 20%, 25%, 30%, and 35% | 5.5, 6.0, 5.4, 5.1, 5.0, 4.5, 4.4, and 4.1 |
| [80] | 0%, 20%, 40%, 60%, 80%, and 100% | 3.6, 2.5, 2.0, 1.3, 0.77, and 0.64 |
| [81] | 0%, 5%, 10%, 20%, and 30% | 0.25, 0.32, 0.41, 0.25, and 0.19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, J.; Zhou, Z.; Majdi, A.; Alqurashi, M.; Deifalla, A.F. Overview of Concrete Performance Made with Waste Rubber Tires: A Step toward Sustainable Concrete. Materials 2022, 15, 5518. https://doi.org/10.3390/ma15165518
Ahmad J, Zhou Z, Majdi A, Alqurashi M, Deifalla AF. Overview of Concrete Performance Made with Waste Rubber Tires: A Step toward Sustainable Concrete. Materials. 2022; 15(16):5518. https://doi.org/10.3390/ma15165518
Chicago/Turabian StyleAhmad, Jawad, Zhiguang Zhou, Ali Majdi, Muwaffaq Alqurashi, and Ahmed Farouk Deifalla. 2022. "Overview of Concrete Performance Made with Waste Rubber Tires: A Step toward Sustainable Concrete" Materials 15, no. 16: 5518. https://doi.org/10.3390/ma15165518
APA StyleAhmad, J., Zhou, Z., Majdi, A., Alqurashi, M., & Deifalla, A. F. (2022). Overview of Concrete Performance Made with Waste Rubber Tires: A Step toward Sustainable Concrete. Materials, 15(16), 5518. https://doi.org/10.3390/ma15165518