
Interfacial Reaction Mechanism between Ceramic Mould and Single Crystal Superalloy for Manufacturing Turbine Blade

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Experimental Results
3.2. Analysis and Discussion
3.2.1. Mechanism Analysis of Interfacial Reactions
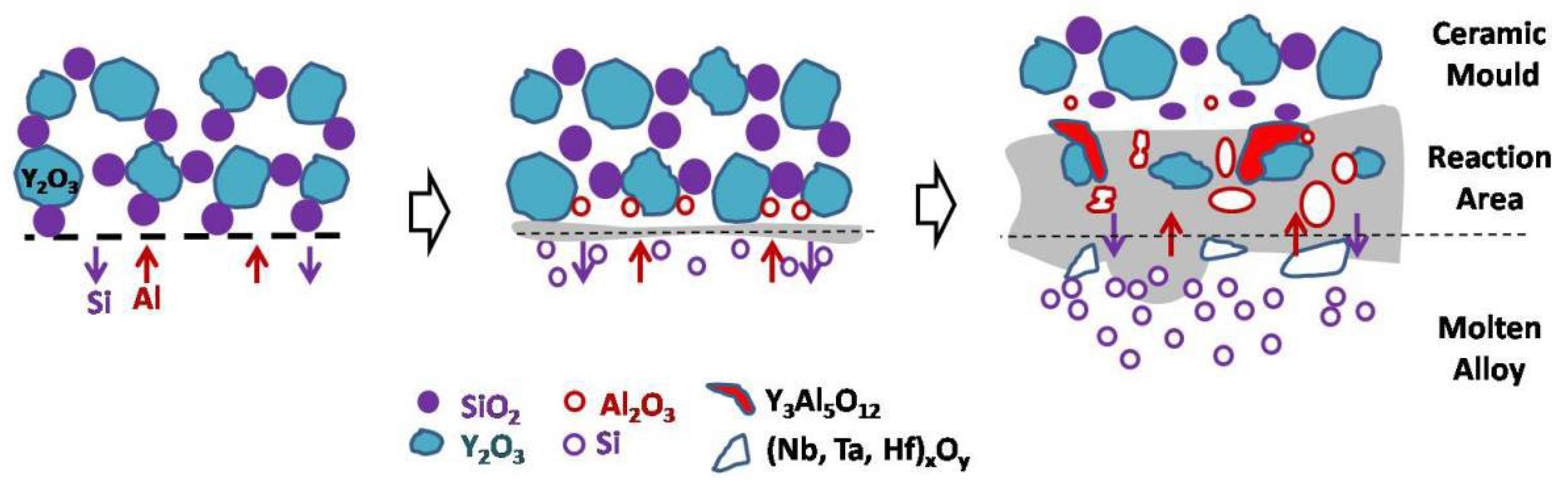
3.2.2. Interfacial Reaction Model
4. Conclusions
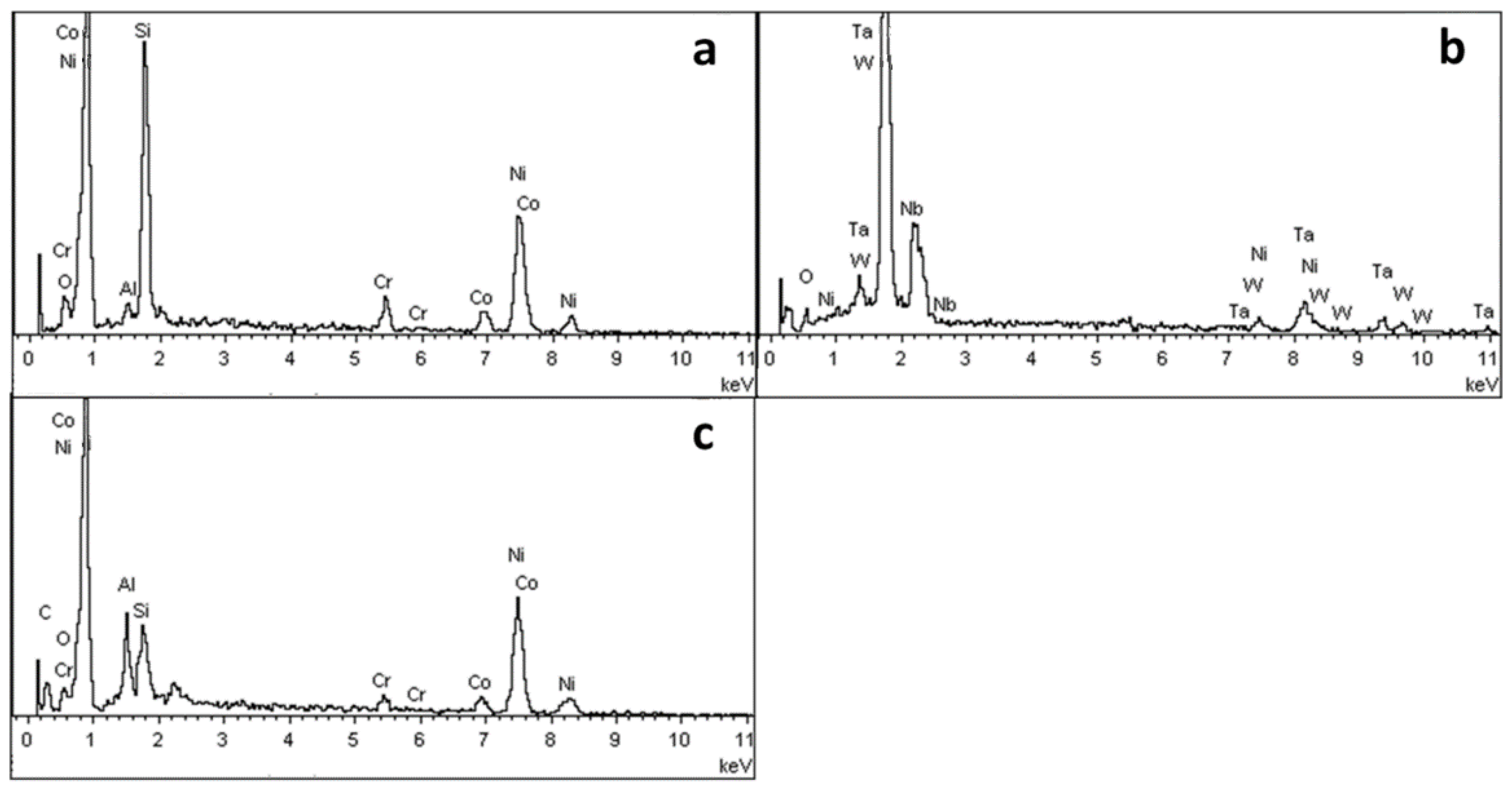
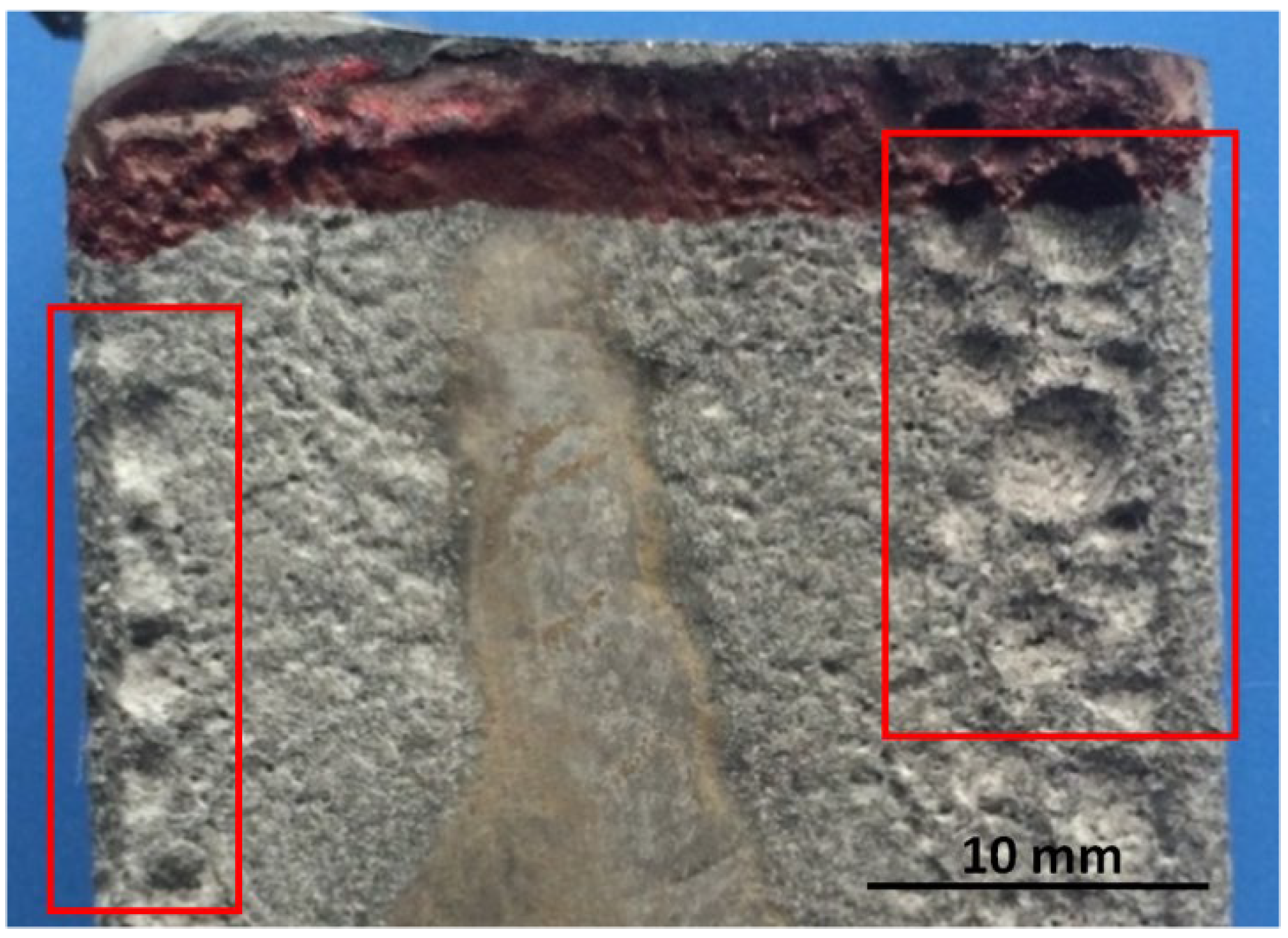
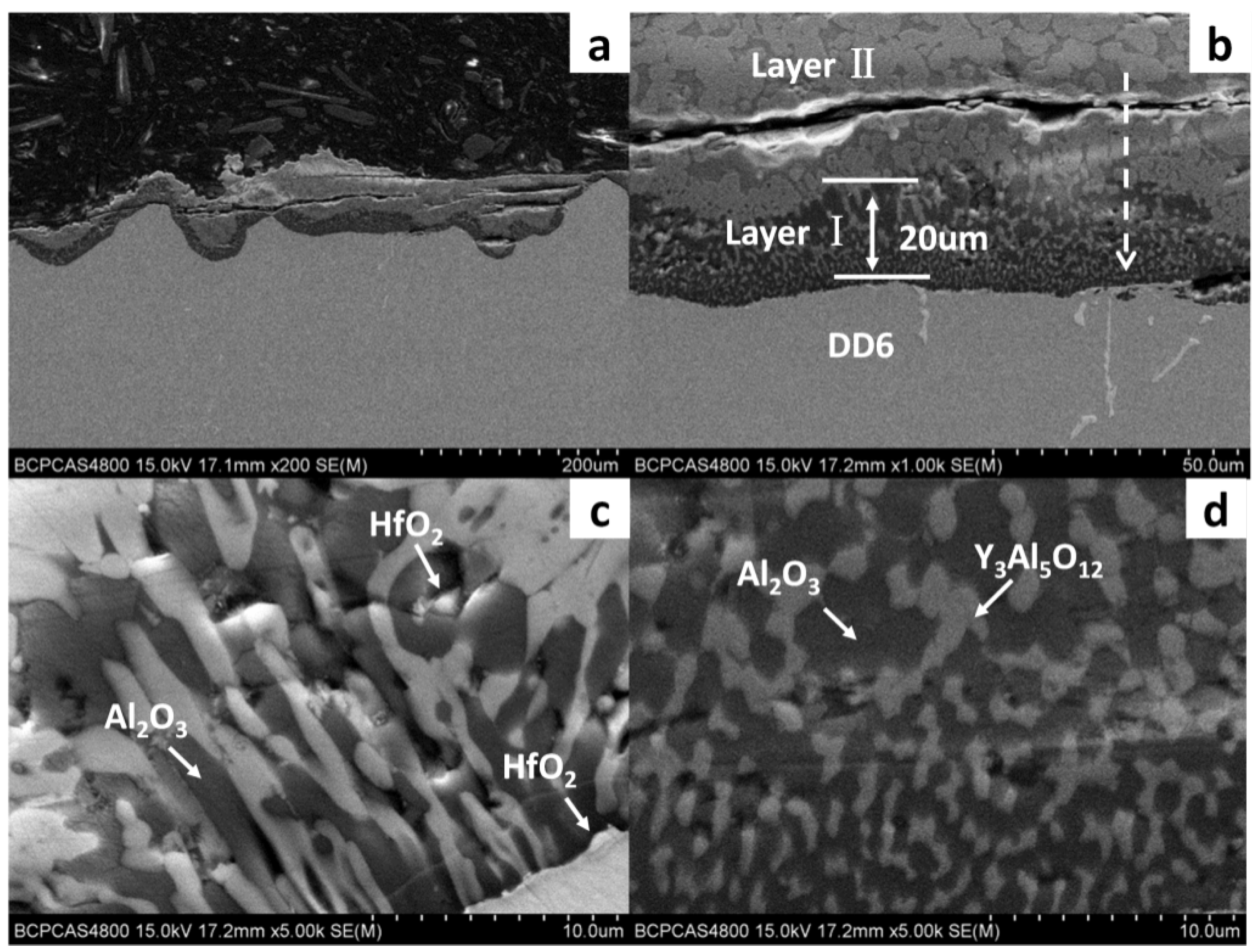
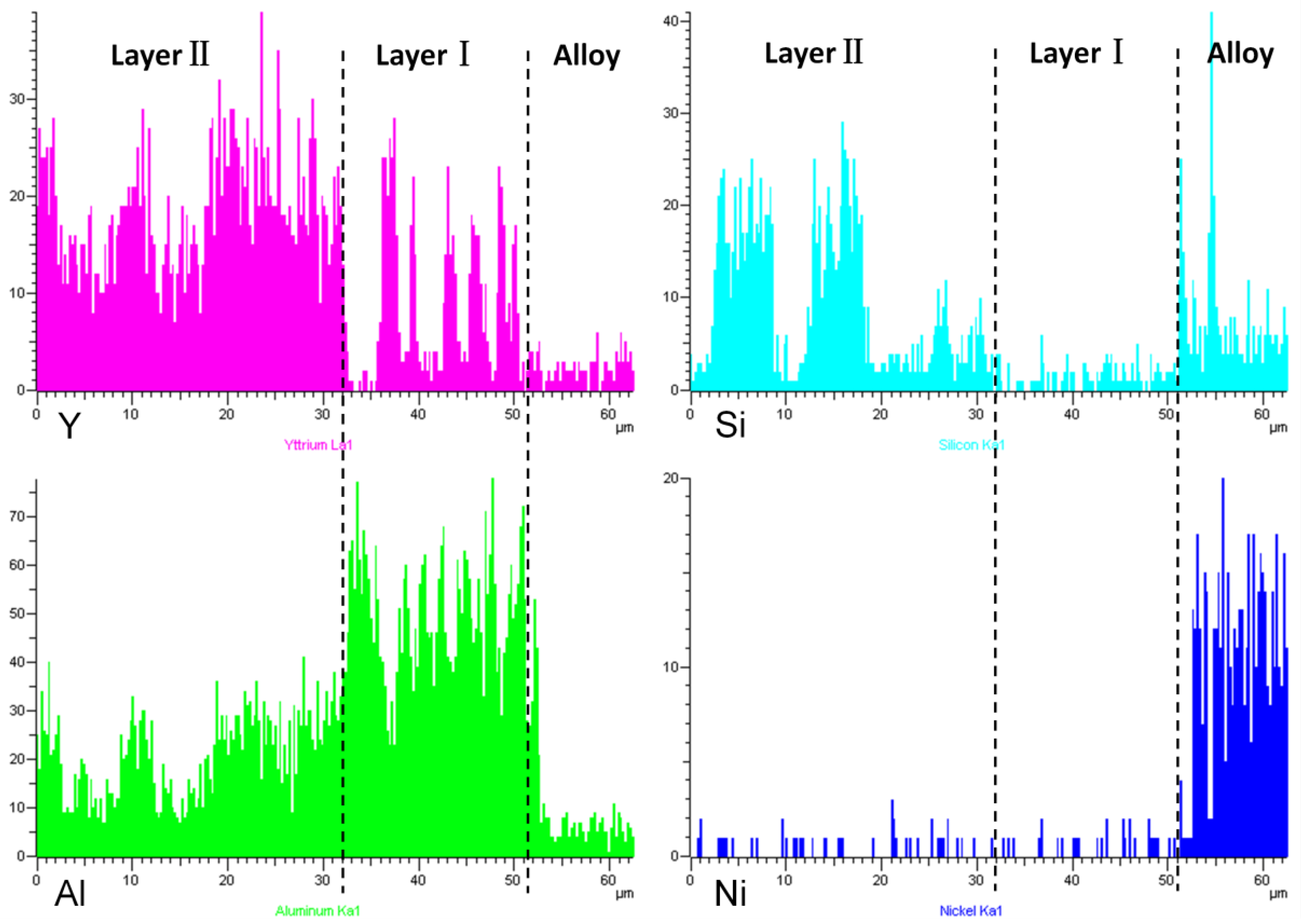
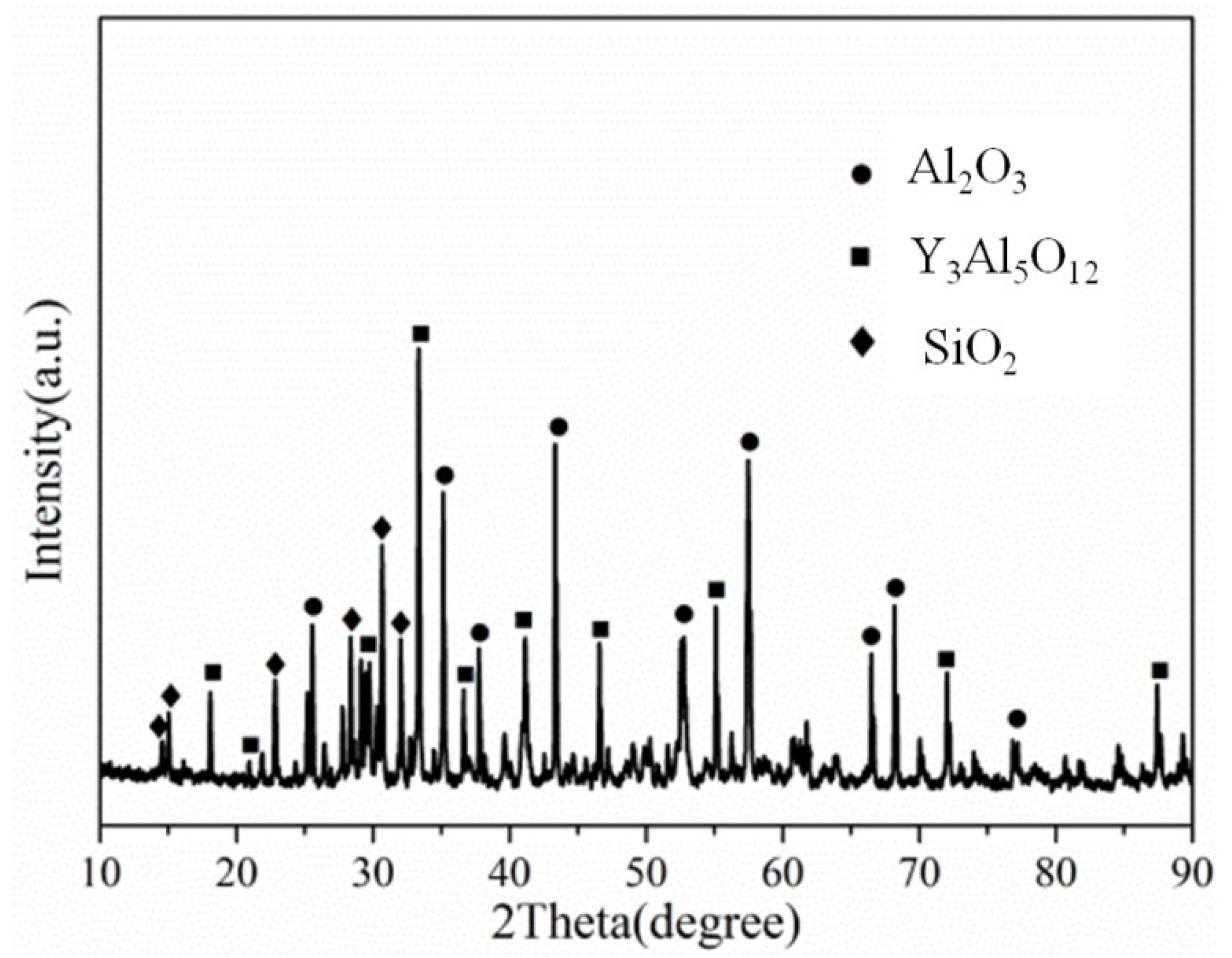
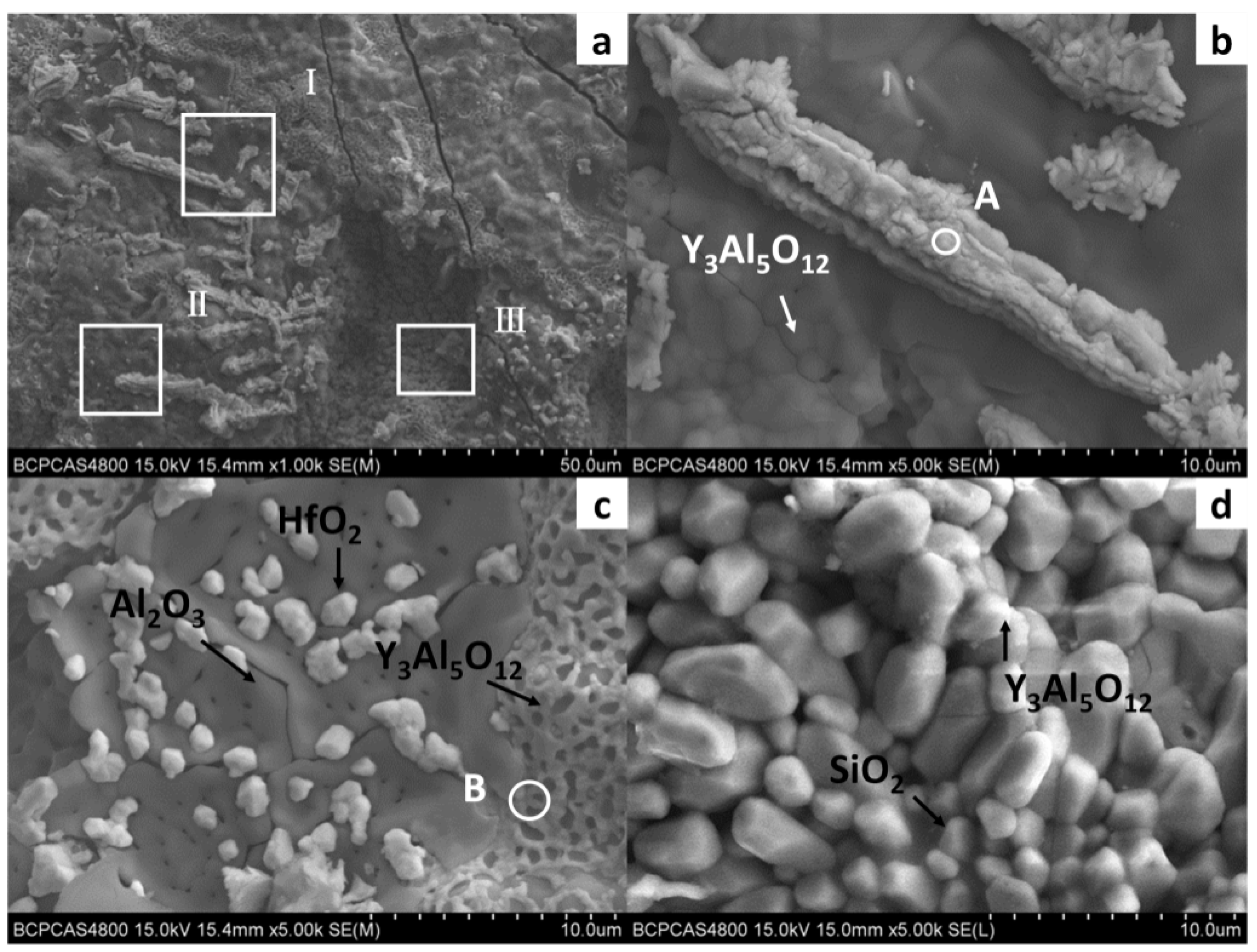
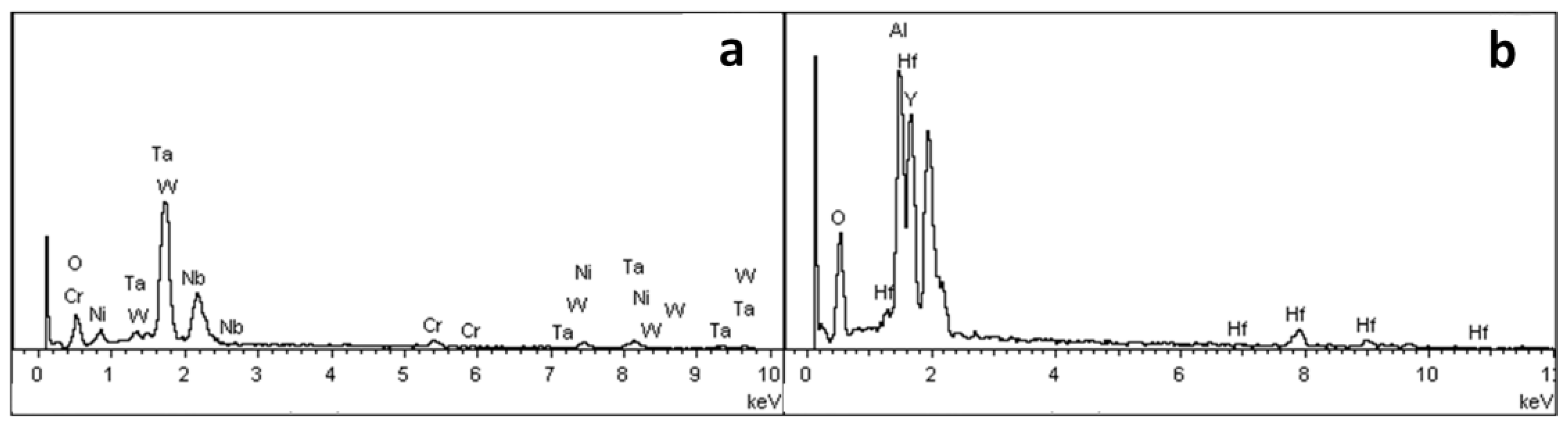
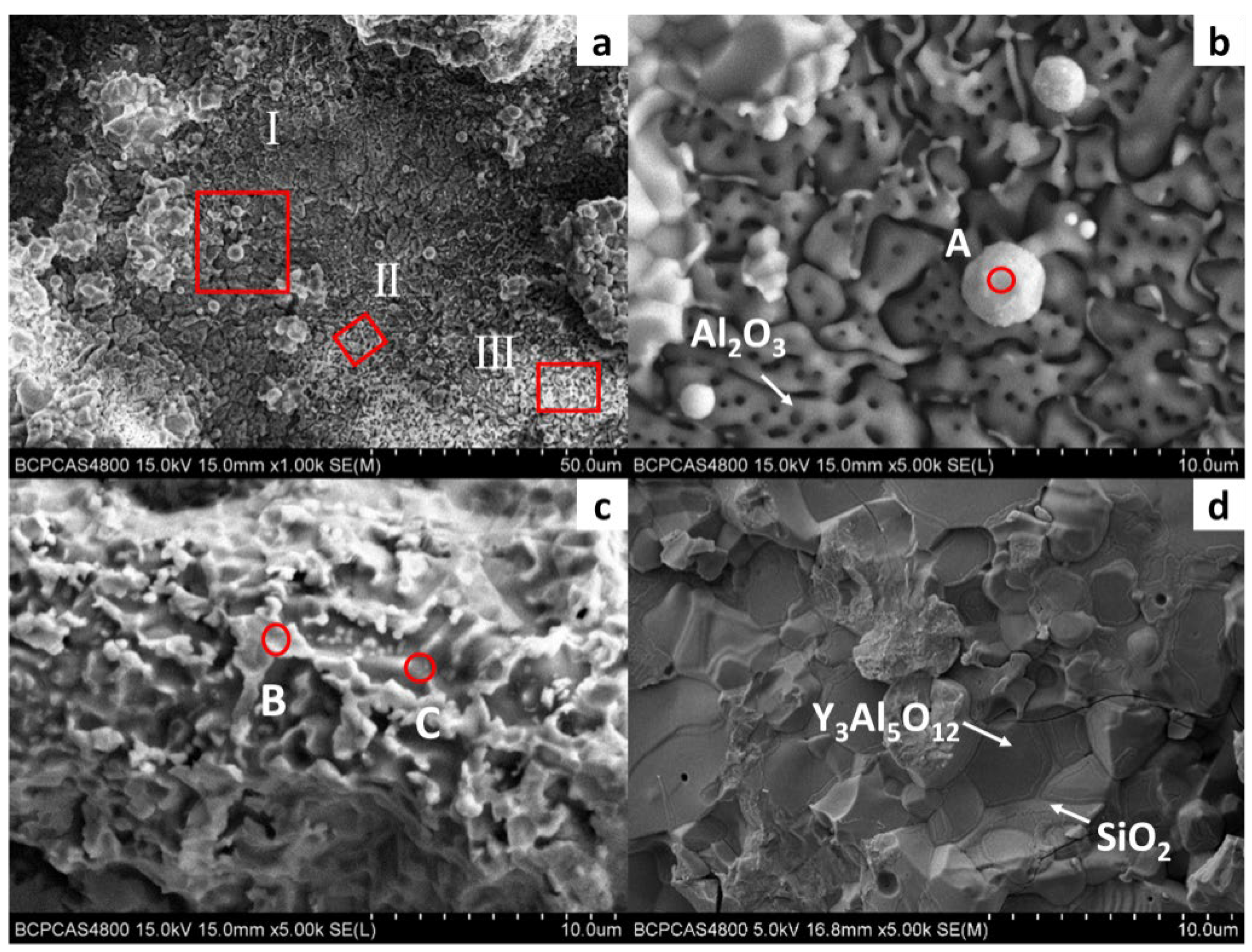
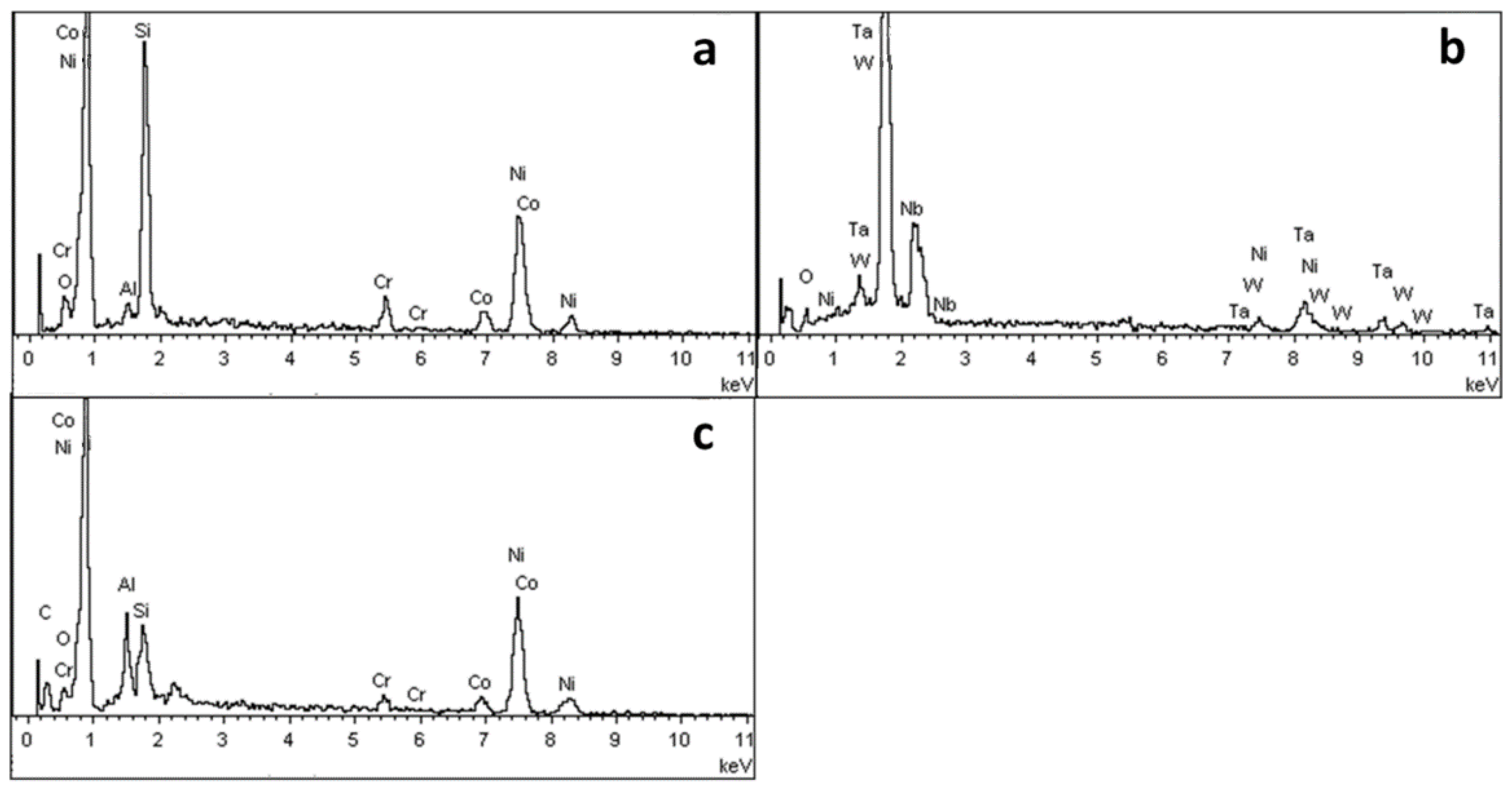
- The ceramic mould with the yttrium oxide powder as the prime coating materials had an interfacial reaction with the DD6 alloy, and the main reaction products were HfO2, Al2O3 and Y3Al5O12, while alloy surface suffered undesirable sand fusion;
- The thickness of the reaction layer was over 20 μm. The reaction layer can be divided into two layers, and the layer close to the alloy was mainly composed of Al2O3 and Y3Al5O12, and the layer was close to the mould composed of SiO2, Al2O3 and Y3Al5O12;
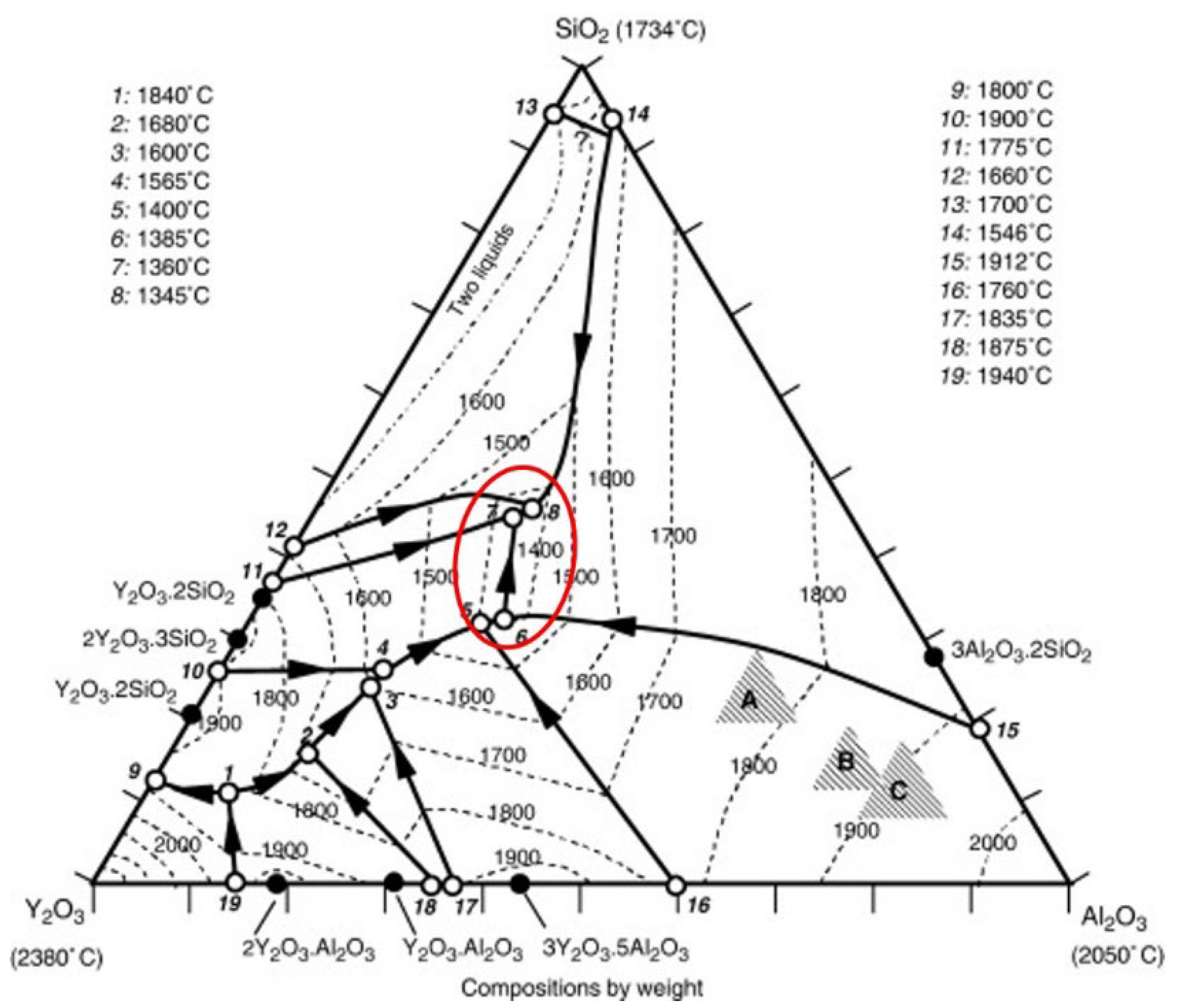
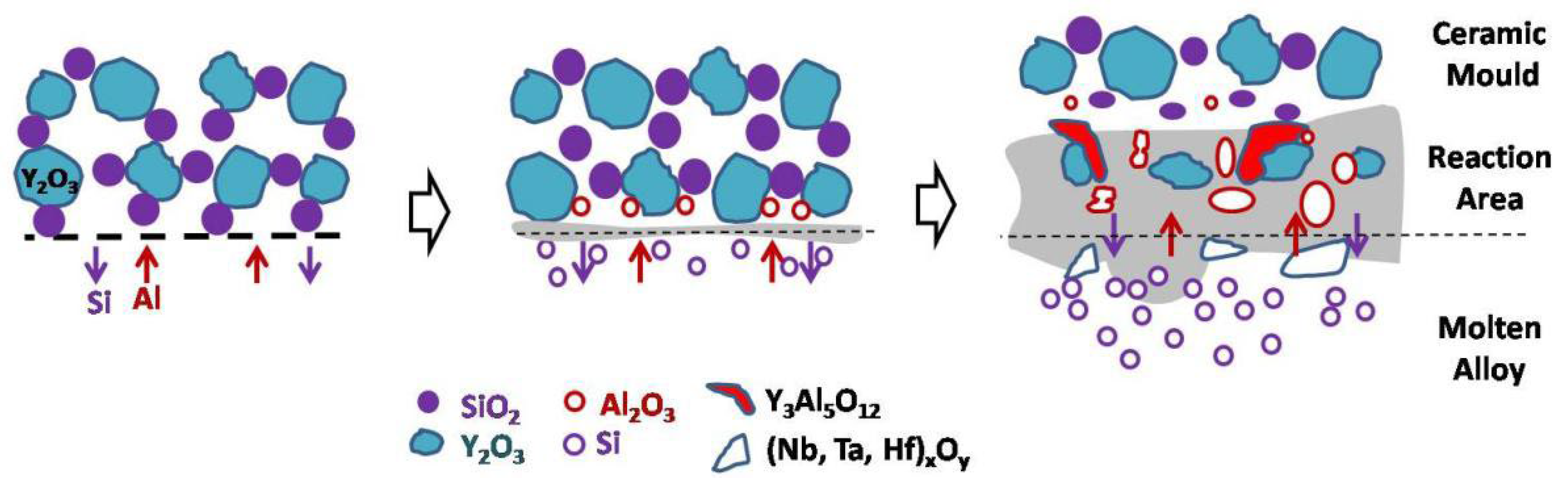
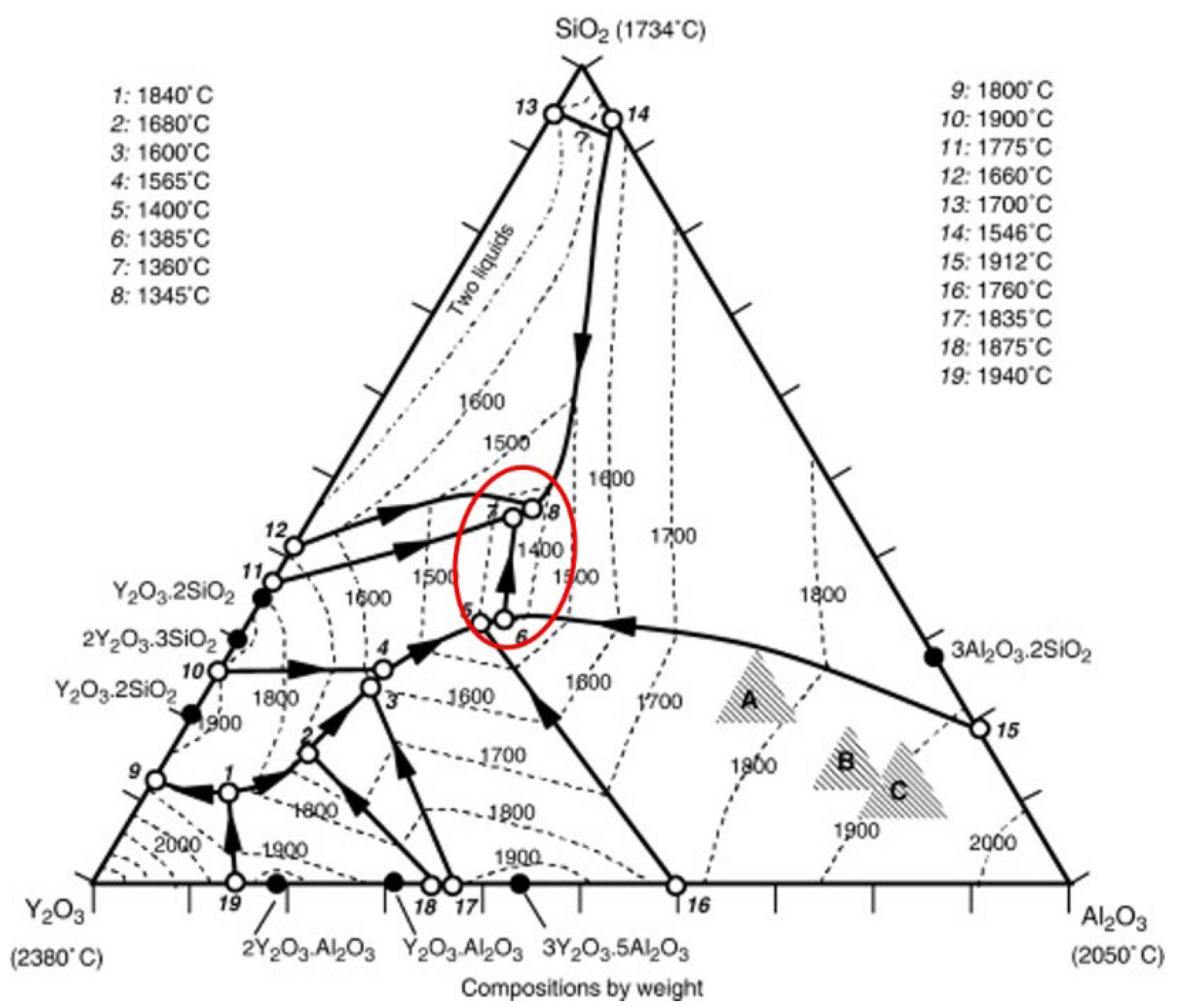
- The interfacial reaction mechanism between Y2O3 mould and DD6 single crystal superalloy is the formation of Y2O3–Al2O3–SiO2 ternary low-melts, after complex physicochemical processes, such as element diffusion, displacement reaction, liquid phase flow and so on. Avoiding the formation of Y2O3–Al2O3–SiO2 ternary low-melts can solve the interfacial reaction between DD6 alloy and yttrium oxide mould.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sieniawski, J. Criteria and Methods of Evaluation of Materials for Elements of Aircraft Turbine Engines; Rzeszow University of Technology: Rzeszow, Poland, 1995. [Google Scholar]
- Xiang, S.; Mao, S.; Wei, H.; Liu, Y.; Zhang, J.; Shen, Z.; Long, H.; Zhang, H.; Wang, X.; Zhang, Z.; et al. Selective evolution of secondary γ′ precipitation in a Ni-based single crystal superalloy both in the gamma matrix and at the dislocation nodes. Acta Mater. 2016, 116, 343–353. [Google Scholar] [CrossRef]
- Ou, M.; Ma, Y.; Ge, H.; Xing, W.; Zhou, Y.; Zheng, S.; Liu, K. Microstructure evolution and mechanical properties of a new cast Ni-base superalloy with various Ti contents. J. Alloys Compd. 2018, 735, 193–201. [Google Scholar] [CrossRef]
- Szeliga, D.; Kubiak, K.; Ziaja, W.; Cygan, R.; Suchy, J.S.; Burbelko, A.; Nowak, W.; Sieniawski, J. Investigation of casting-ceramic shell mold interface thermal resistance during solidification process of nickel based superalloy. Exp. Therm. Fluid Sci. 2017, 87, 149–160. [Google Scholar] [CrossRef]
- Virieux, X.Y.; Desmaison, J.; Labbe, J.C.; Gabriel, A. Interaction between two Ni-base alloys and oxide ceramics: SiO2, ZrO2, HfO2, Al2O3. Mater. Sci. 1997, 251, 925–932. [Google Scholar]
- Zi, Y.; Meng, J.; Zhang, C.; Yang, Y.; Zhou, Y.; Ding, Y. Effect of Y content on interface reaction and wettability between a nickel-base single crystal superalloy melt and ceramic mould. J. Alloys Compd. 2019, 789, 472–484. [Google Scholar] [CrossRef]
- Yao, J.S.; Tang, D.Z.; Liu, X.G.; Xiao, C.B.; Li, X.; Cao, C.X. Interaction between two Ni-base alloys and ceramic moulds. Mater. Sci. Forum 2013, 747, 765–771. [Google Scholar]
- Valenza, F.; Muolo, M.L.; Passerone, A. Wetting and interaction of Ni- and Co-based superalloys with different ceramic materials. J. Mater. Sci. 2010, 45, 2071–2079. [Google Scholar] [CrossRef]
- Wang, L.L.; Yao, J.S.; Gu, G.H.; Li, X.; Niu, S.X.; Wang, Z.L. Interface Reaction between Directional Solidified Superalloy DZ40M and Ceramic Mould. Mater. Sci. Forum 2021, 1035, 235–242. [Google Scholar]
- Taarea, D.R.; Gale, W.F.; Fergus, J.W. Reactions between Constituents of Two Molten Nickel-Base Superalloys and Ceramic Materials. Proc. Join. Adv. Spec. Mater. 2003, 10, 13–15. [Google Scholar]
- Wang, E. Metal-Mold Reactions in CMSX-4 Single Crystal Superalloy Castings; University of Nevada: Reno, NV, USA, 2009. [Google Scholar]
- Chen, X.; Zhou, Y.; Zhang, C.; Jin, T.; Sun, X. Effect of Hf on The Interfacial Reaction between a Nickel Base Superalloy and a Ceramic Material. Acta Metall. Sin. 2014, 50, 1019–1024. [Google Scholar]
- Yan, B.J. Face Layer of Mold Shell Making with Fused Corundum Instead of Zircon Sand. Spec. Cast. Nonferr. Alloy. 2013, 33, 157–158. [Google Scholar]
- Li, M.; Du, H.Q.; Zhang, L.; Bai, X.F.; Li, X. Study on High-Temperature Properties of a Ceramic Shell. Foundry 2012, 6, 610–612. [Google Scholar]
- Venkat, Y.; Choudary, K.R.; Das, D.K.; Pandey, A.K.; Singh, S. Alumina-zircon filler based ceramic shell moulds for directionally solidified cast shrouded low pressure turbine blades. Ceram. Int. 2021, 47, 27395–27405. [Google Scholar] [CrossRef]
- Venkat, Y.; Choudary, K.R.; Das, D.K.; Pandey, A.K.; Singh, S. Ceramic shell moulds for investment casting of low-pressure turbine rotor blisk. Ceram. Int. 2020, 47, 5663–5670. [Google Scholar] [CrossRef]
- Chen, Y.F.; Xiao, S.L.; Jing, T.I.A.N.; Xu, L.J.; Chen, Y.Y. Effect of particle size distribution on properties of zirconia ceramic mould for TiAl investment casting. Trans. Nonferr. Met. Soc. China 2011, 21 (Suppl. 2), 342–347. [Google Scholar] [CrossRef]
- Feagin, R.C. Ceramic Shell Molds and Cores for Casting of Reactive Metals. U.S. Patent 5944088, 31 August 1999. [Google Scholar]
- Yao, J.S.; Tang, D.Z.; Liu, X.G.; Xin, L.I.; Wang, L.L.; Cao, C.X.; Ding, F.Z.; Hao, C.H.E.N. Interface Reaction between DD6 single crystal superalloy and ceramic mold. J. Aeronaut. Mater. 2015, 35, 1–7. [Google Scholar]
- Zheng, L.; Xiao, C.; Zhang, G.; Gu, G.; Li, X.; Liu, X.; Xue, M.; Tang, D. Investigation of interfacial reaction between high Cr content cast nickel based superalloy K4648 and ceramic cores. J. Aeronaut. Mater. 2012, 32, 10–22. [Google Scholar]
- Chen, X.; Zhou, Y.; Jin, T.; Sun, X. Effect of carbon on wettability and interface reaction between melt superalloy and ceramic material. MATEC Web Conf. 2014, 14, 13008. [Google Scholar] [CrossRef]
- Li, Q.; Song, J.X.; Wang, D.G.; Yu, Q.; Xiao, C.B. Effect of Cr, Hf and temperature oninterface reaction between nickel melt and silicon oxide core. Rare Met. 2013, 30, 405–409. [Google Scholar] [CrossRef]
- Xue, M. Study on Ceramic-Superalloy Interface Reactions during the Directional Solidification Processing; Tsinghua University: Beijing, China, 2007. [Google Scholar]
- Xiong, J.C.; Li, J.R.; Liu, S.Z.; Zhao, J.Q.; Han, M. Effects of carburization on recrystallization behavior of a single crystal superalloy. Mater. Charact. 2010, 61, 749–755. [Google Scholar] [CrossRef]
- Fang, Y.W.; Li, Y.H. Dynamic Responses of Nickel-Based Single Crystal Superalloy DD6 Blade. J. Mater. Eng. Perform. 2013, 22, 1565–1573. [Google Scholar] [CrossRef]
- Shi, Z.; Li, J.; Liu, S.; Luo, Y.; Zhao, J. Effect of Hf Content on the Microstructures and Stress Rupture Properties of DD6 Single Crystal Superalloy. Rare Met. Mater. Eng. 2010, 39, 1334–1338. [Google Scholar]
- Li, J.R.; Jin, H.P.; Liu, S.Z. Stress Ruptere Properties and Microstructures of the Second Generation Single Crystal Superalloy DD6 after Long Term Aging at 980 °C. Rare Met. Mater. Eng. 2007, 36, 1784–1787. [Google Scholar]
- Li, J.R.; Zhong, Z.G.; Tang, D.Z.; Liu, S.Z.; Wei, P.; Wei, P.Y.; Wu, Z.T.; Huang, D.; Han, M. A low cost second generation single crystal superalloy DD6. Superalloys 2000, 777–783. [Google Scholar]
- The Editor Committee of China. The Editor Committee of China Aeronautical Materials Handbook—China Aeronautical Materials Handbook, 2nd ed.; Standards Press of China: Beijing, China, 2002; pp. 812–813. [Google Scholar]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 1–25. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Co | W | Mo | Al | Ti |
|---|---|---|---|---|---|---|
| 0.001–0.04 | 3.8–4.8 | 8.5–9.5 | 7.0–9.0 | 1.5–2.5 | 5.2–6.2 | ≤0.10 |
| Fe | Nb | Ta | Re | Hf | B | Ni |
| ≤0.30 | 0–1.2 | 6.0–8.5 | 1.6–2.4 | 0.05–0.15 | ≤0.02 | Bal. |
| Y2O3 | Al2O3 | Fe2O3 | SiO2 | MgO |
|---|---|---|---|---|
| ≥99 | ≤0.03 | ≤0.03 | ≤0.01 | ≤0.01 |
| Al2O3 | SiO2 | Fe2O3 | Na2O |
|---|---|---|---|
| ≥99.0 | ~0.2 | ~0.1 | ≤0.3 |
| SiO2% | Na2O% | pH | Density/(g/cm3) | Kinematic Viscosity/(m2/s) |
|---|---|---|---|---|
| 30.12 | 0.32 | 10.30 | 1.20 | 4.85 × 10−6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, J.; Dong, L.; Wu, Z.; Wang, L.; Shen, B.; Yang, X. Interfacial Reaction Mechanism between Ceramic Mould and Single Crystal Superalloy for Manufacturing Turbine Blade. Materials 2022, 15, 5514. https://doi.org/10.3390/ma15165514
Yao J, Dong L, Wu Z, Wang L, Shen B, Yang X. Interfacial Reaction Mechanism between Ceramic Mould and Single Crystal Superalloy for Manufacturing Turbine Blade. Materials. 2022; 15(16):5514. https://doi.org/10.3390/ma15165514
Chicago/Turabian StyleYao, Jiansheng, Longpei Dong, Zhenqiang Wu, Lili Wang, Bin Shen, and Xiaowei Yang. 2022. "Interfacial Reaction Mechanism between Ceramic Mould and Single Crystal Superalloy for Manufacturing Turbine Blade" Materials 15, no. 16: 5514. https://doi.org/10.3390/ma15165514
APA StyleYao, J., Dong, L., Wu, Z., Wang, L., Shen, B., & Yang, X. (2022). Interfacial Reaction Mechanism between Ceramic Mould and Single Crystal Superalloy for Manufacturing Turbine Blade. Materials, 15(16), 5514. https://doi.org/10.3390/ma15165514