
Synthesis and Characterization of Wood Rigid Polyurethane Composites



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Wood Preparation
2.3. Preparation of Reinforced RPUFs
2.4. Process Optimization
2.4.1. Mechanical Mixing Process
2.4.2. Fibers Treatment
2.5. Polyisocyanurate Foams
2.6. Nomenclature
3. RPUF’s Characterization
3.1. Apparent Density Measurement
3.2. Compressive Strength Evaluation
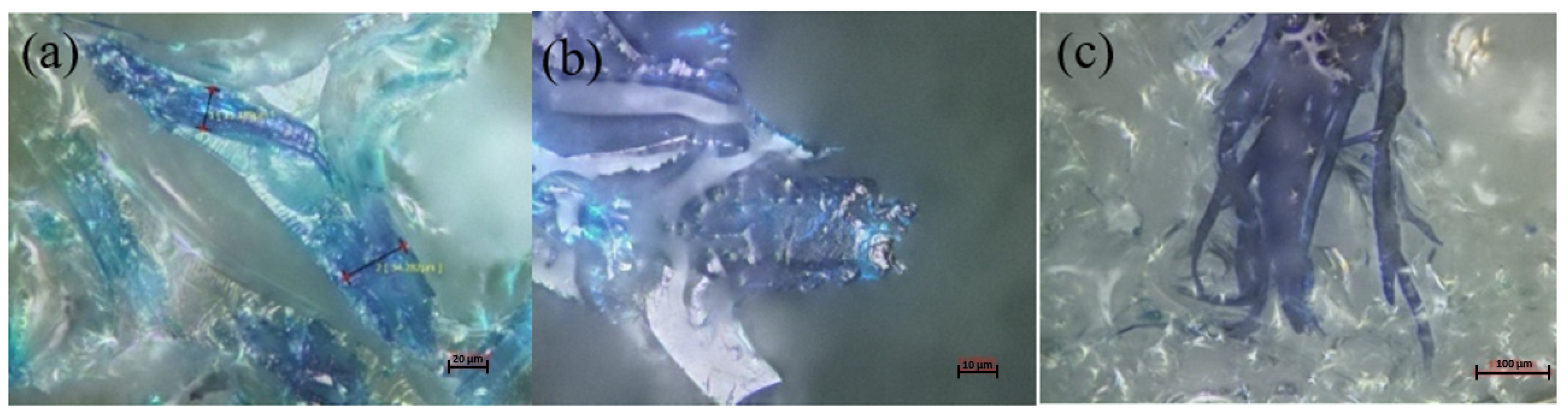
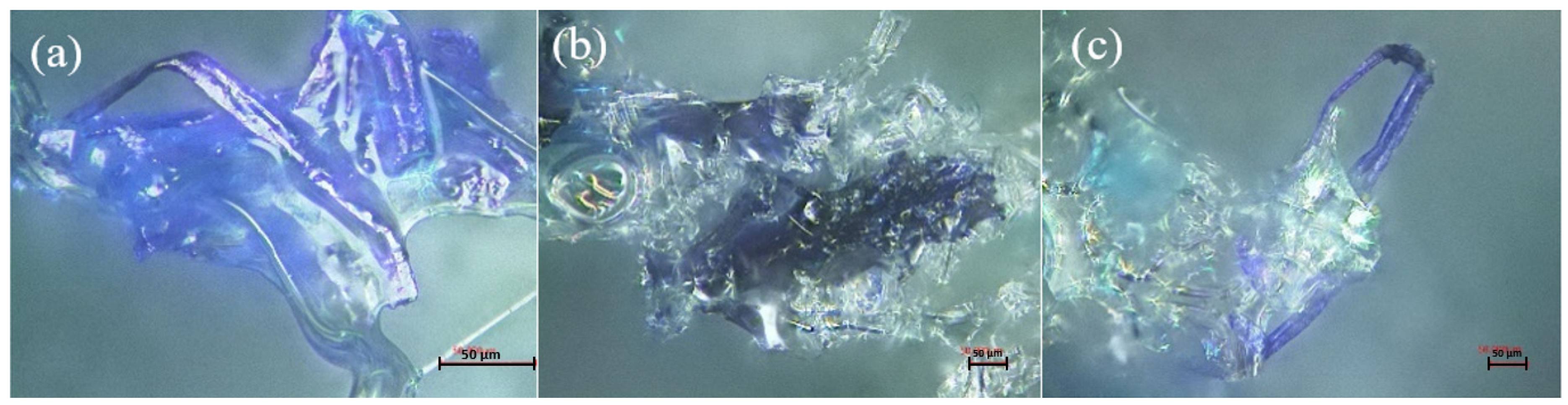
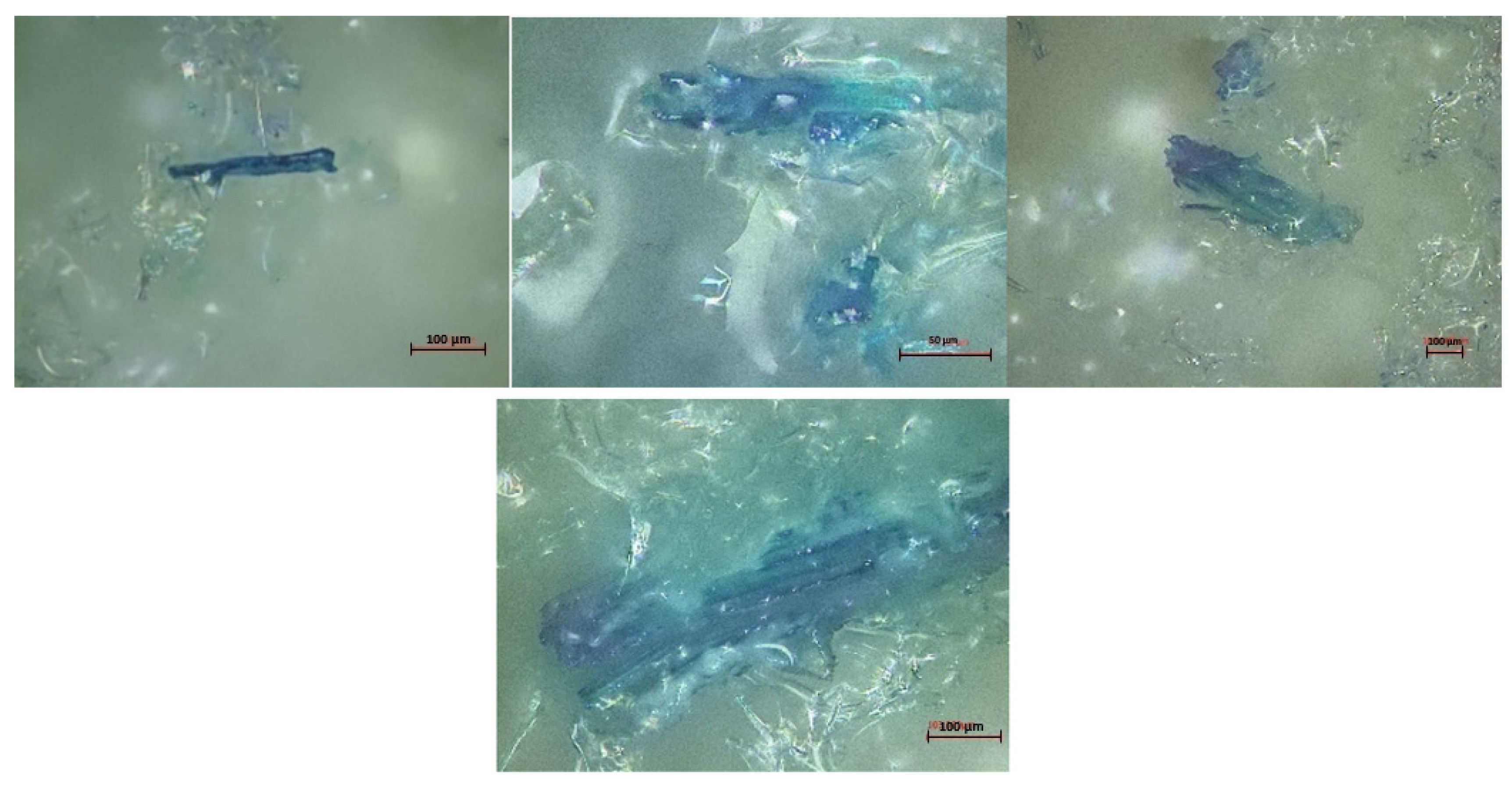
3.3. Confocal Microscopy
3.4. Thermogravimetric Analysis
3.5. Cone Calorimeter Test
3.6. Thermal Conductivity Test
4. Results and Discussion
4.1. Effect of Wood Flour on RPUFs Properties
4.1.1. Density
4.1.2. Mechanical Properties
4.1.3. Thermal Stability
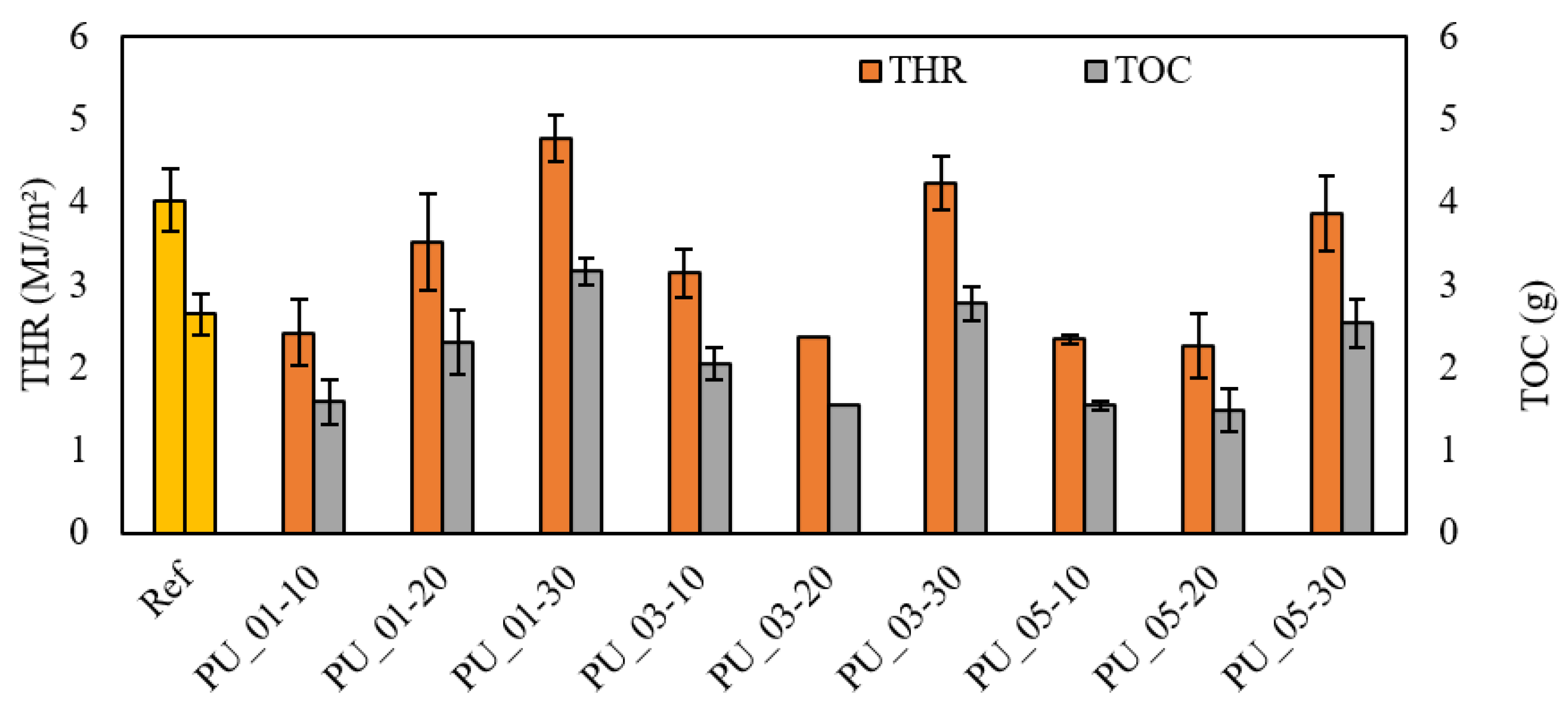
4.1.4. Fire Retardancy
4.2. Effect of Mechanical Stirring on RPUFs Properties
4.2.1. Density
4.2.2. Mechanical Properties
4.2.3. Thermal Conductivity
4.3. Effect of the Fiber Treatment on RPUFs Properties
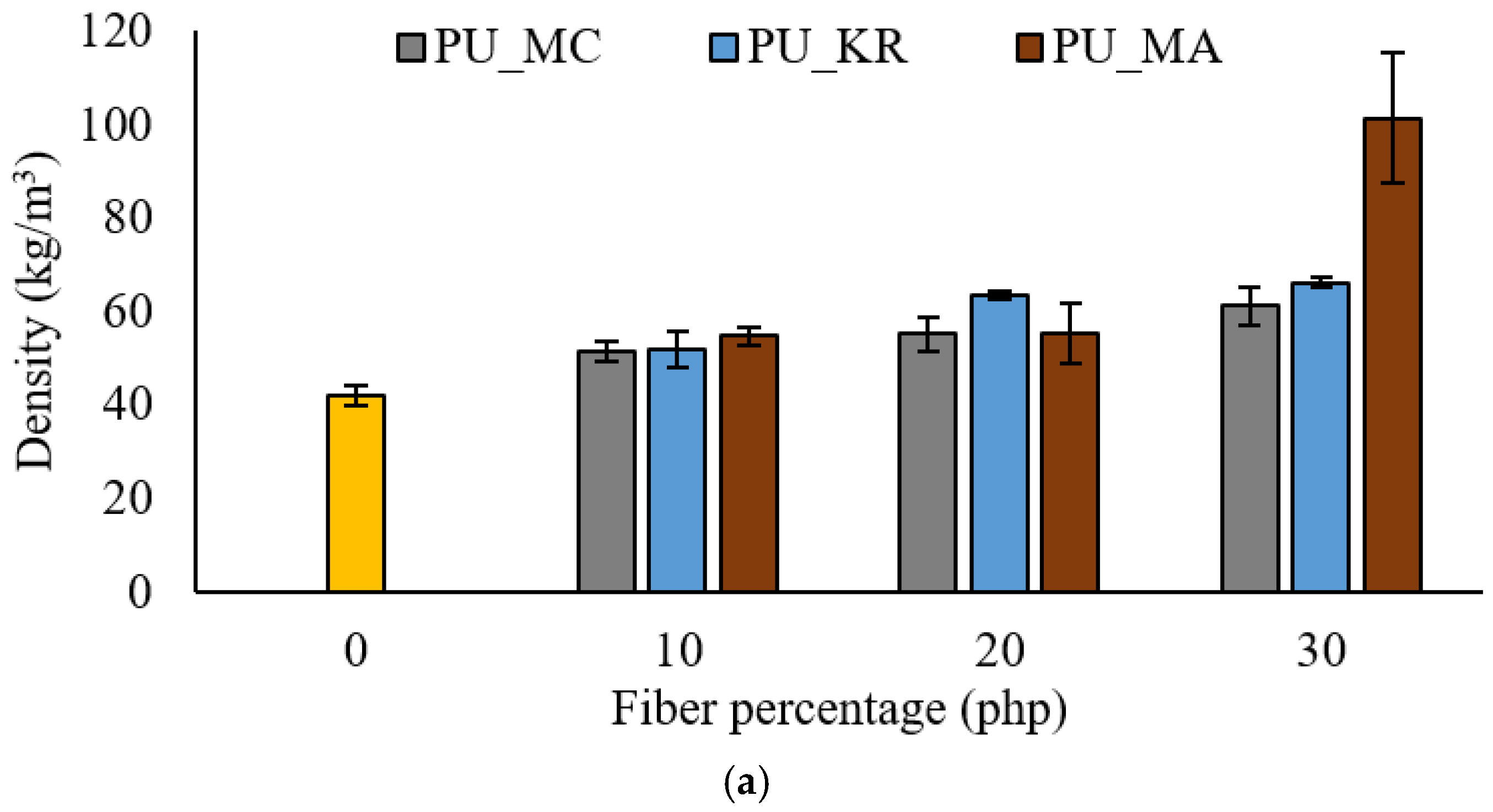
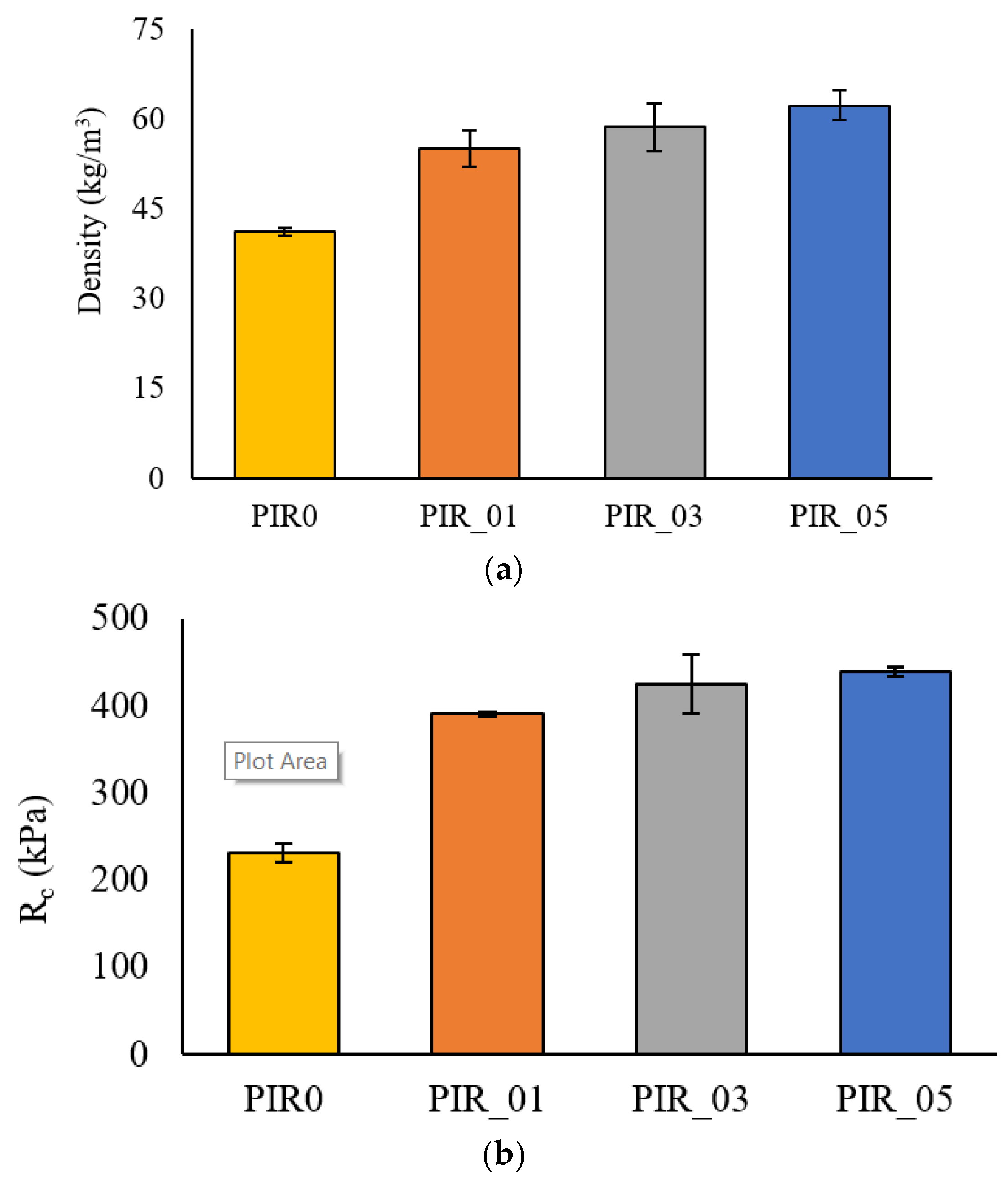
4.3.1. Density
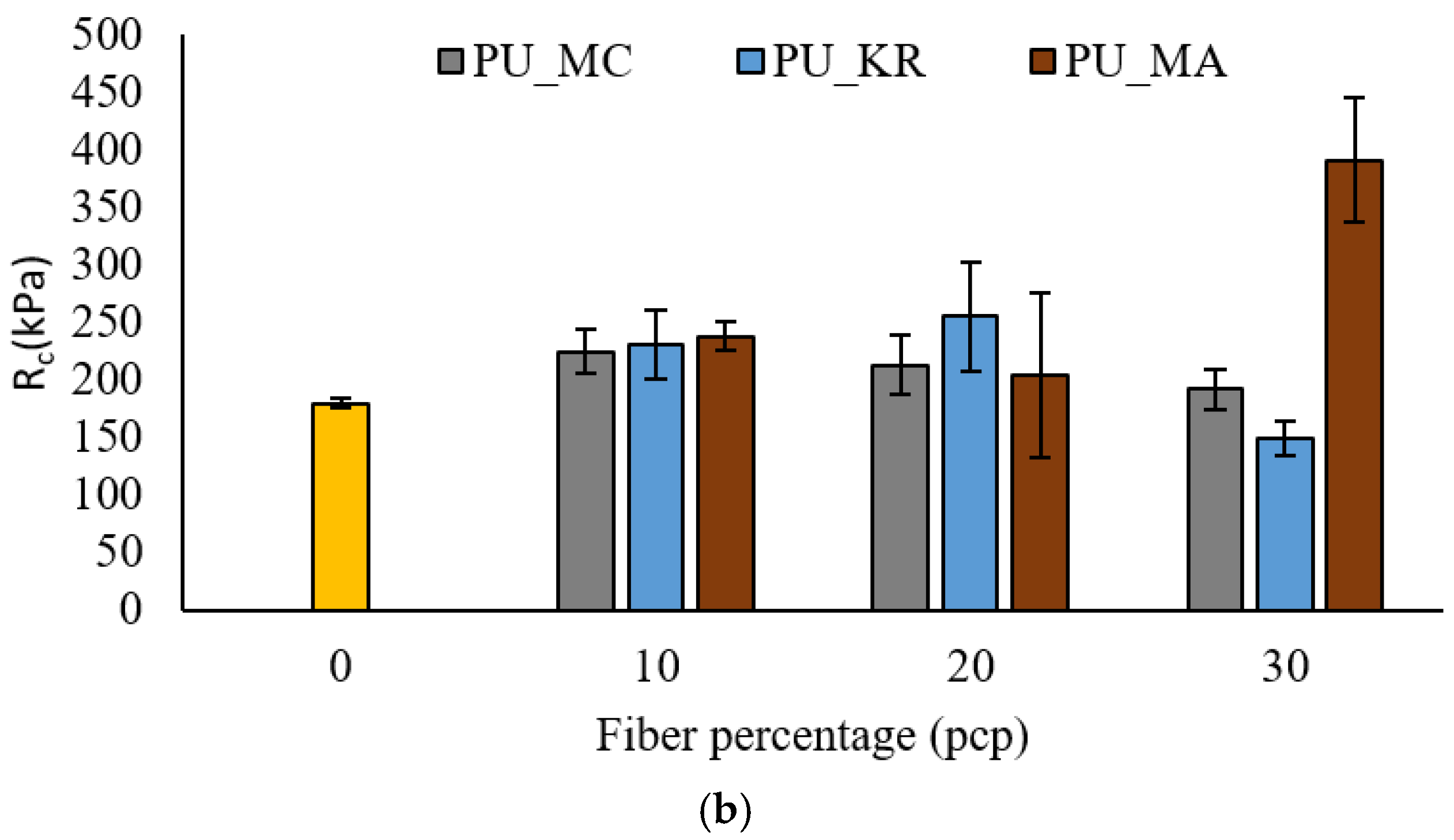
4.3.2. Mechanical Properties
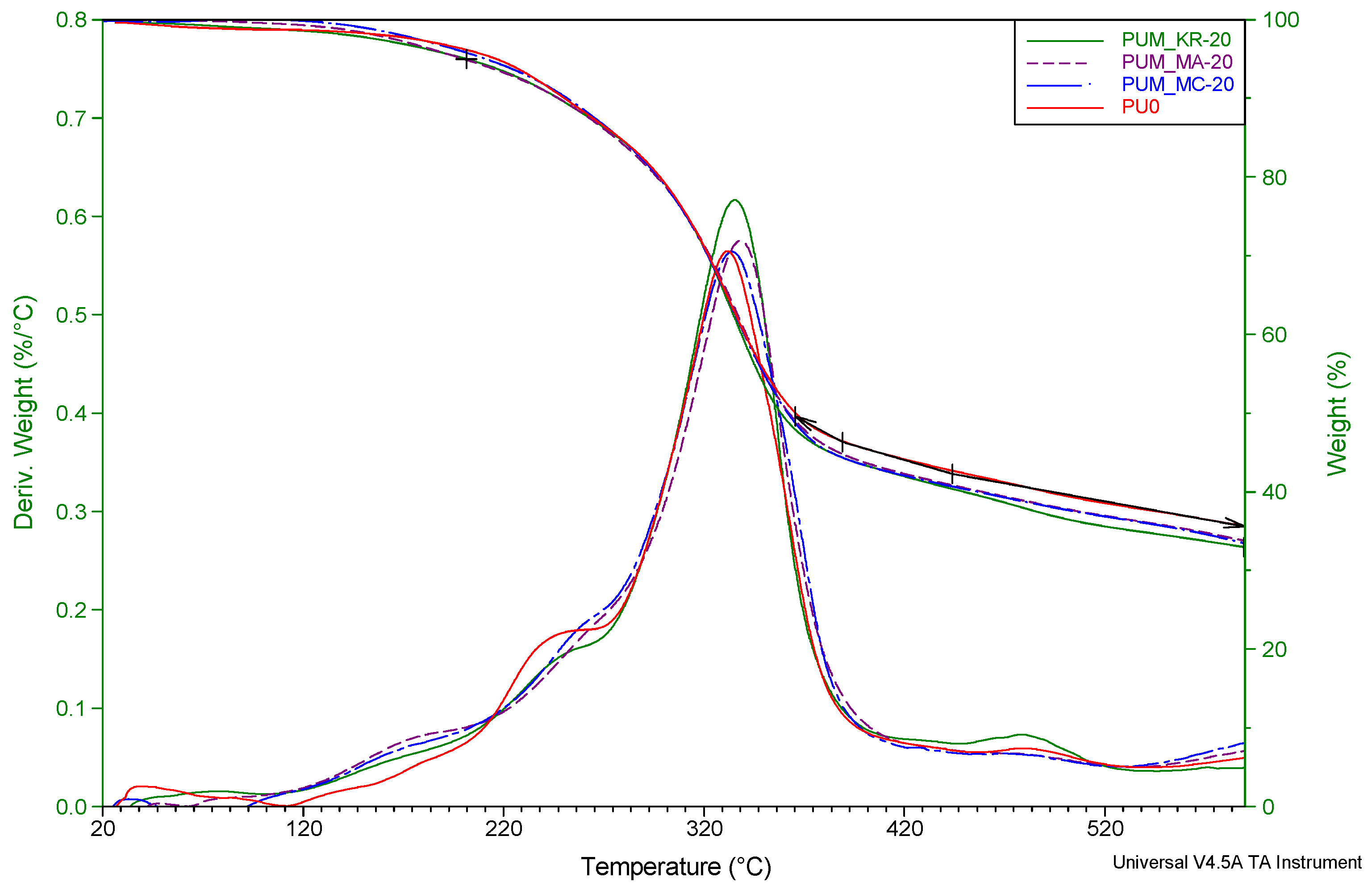
4.3.3. Thermal Stability
4.4. Effect of Wood Flour Reinforcement on Polyisocyanurate Foams
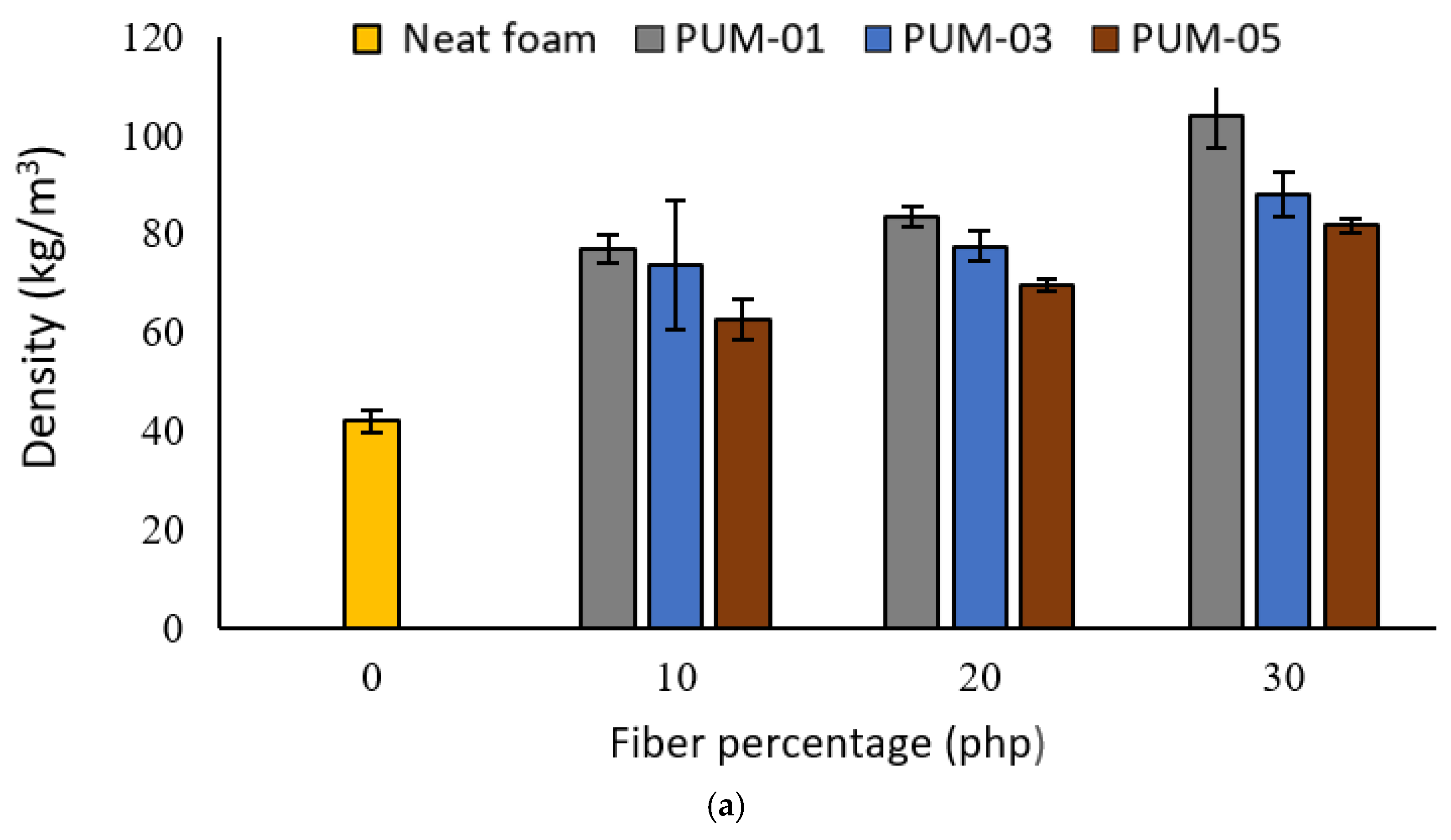
4.4.1. Density
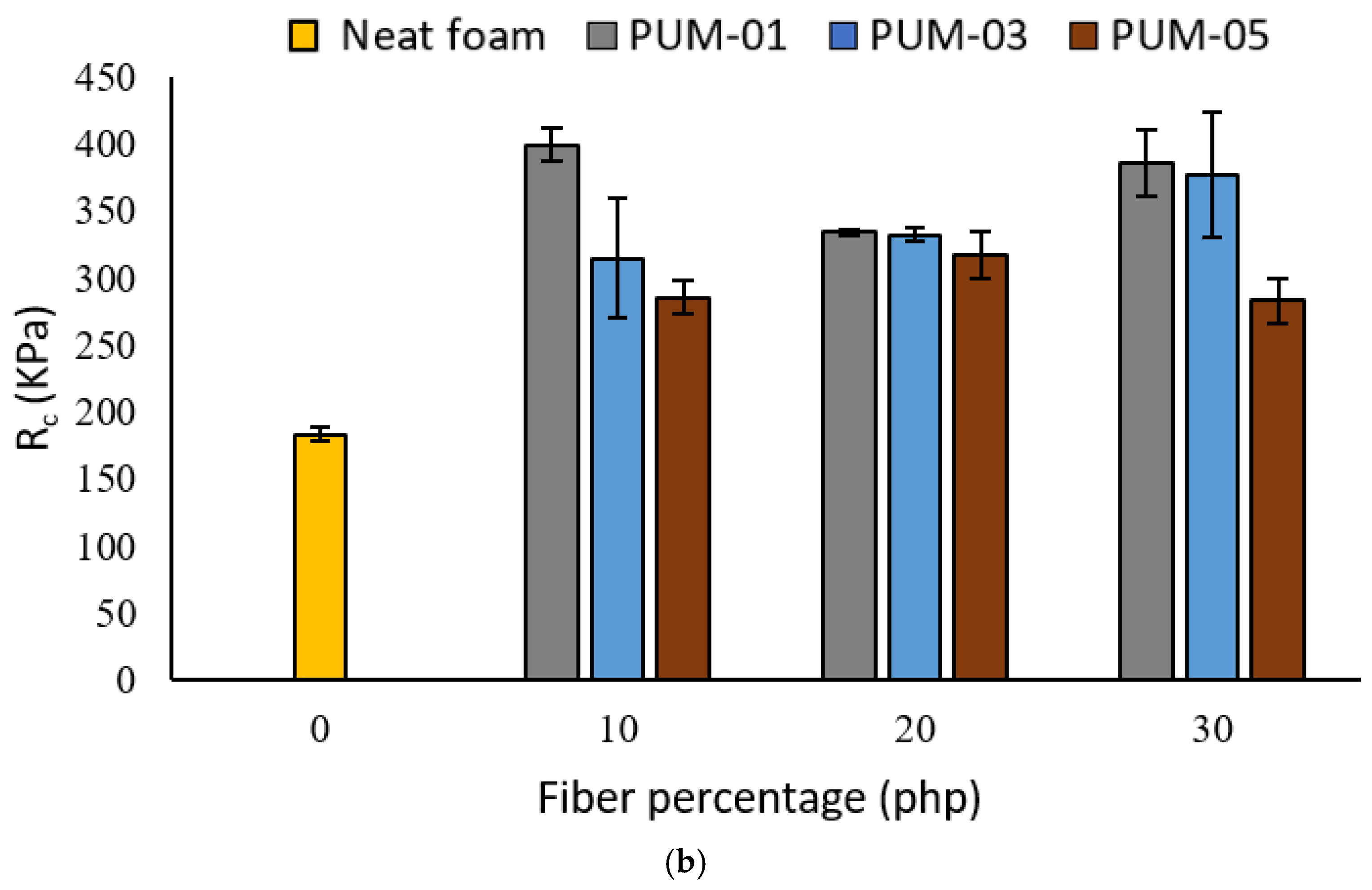
4.4.2. Mechanical Properties
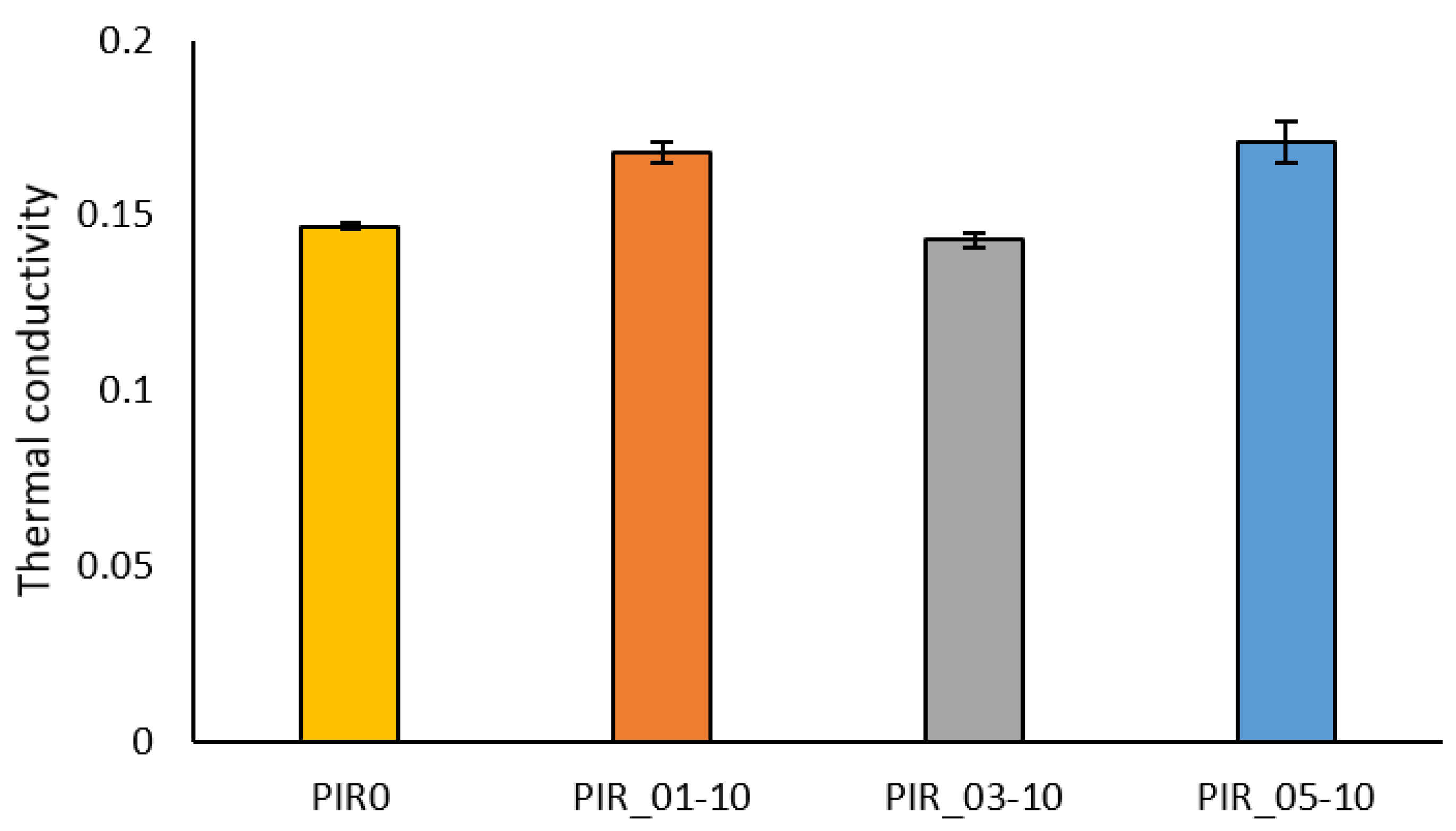
4.4.3. Thermal Conductivity
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ministère des Forêts, de la Faune et des Parcs (MFFP) du Québec. Ressources Et Industries Forestières Du Québec, Portrait Statistique; Ministère des Forêts, de la Faune et des Parcs (MFFP) du Québec: Québec, QC, Canada, 2017; p. 114. [Google Scholar]
- Losier, S.; Samson, R. Production et Utilisation des Sous-Produits Générés par les Entreprises de Deuxième Transformation du Bois du Québec en 2011; Ministère des Ressources Naturelles: Québec, QC, Canada, 2012; 37p. [Google Scholar]
- Zieleniewska, M.; Leszczyński, M.K.; Kurańska, M.; Prociak, A.; Szczepkowski, L.; Krzyżowska, M.; Ryszkowska, J. Preparation and characterization of rigid polyurethane foams using a rapeseed oil-based polyol. Ind. Crops Prod. 2015, 74, 887–897. [Google Scholar] [CrossRef]
- Nikje, M.M.A.; Noruzian, M.; Moghaddam, S.T. Investigation of Fe 304/AEAP supermagnetic nanoparticles on the morphological, thermal and magnetite behavior of polyurethane rigid foam nanocomposites. Polimery 2015, 60, 26–32. [Google Scholar] [CrossRef]
- Yan, D.; Xu, L.; Chen, C.; Tang, J.; Ji, X.; Li, Z. Enhanced mechanical and thermal properties of rigid polyurethane foam composites containing graphene nanosheets and carbon nanotubes. Polym. Int. 2012, 61, 1107–1114. [Google Scholar] [CrossRef]
- Vasiliki, K.; Ioannis, B. Bondability of Black locust (Robinia pseudoacacia) and Beech wood (Fagus sylvatica) with polyvinyl acetate and polyurethane adhesives. Maderas Cienc. Tecnol. 2017, 19, 87–94. [Google Scholar] [CrossRef]
- Zhou, X.; Sain, M.M.; Oksman, K. Semi-rigid biopolyurethane foams based on palm-oil polyol and reinforced with cellulose nanocrystals. Compos. Part A Appl. Sci. Manuf. 2016, 83, 56–62. [Google Scholar] [CrossRef]
- Augaitis, N.; Vaitkus, S.; Członka, S.; Kairytė, A. Research of Wood Waste as a Potential Filler for Loose-Fill Building Insulation: Appropriate Selection and Incorporation into Polyurethane Biocomposite Foams. Materials 2020, 13, 5336. [Google Scholar] [CrossRef]
- Kılınç, K.; Kanbur, Y.; Tayfun, Ü. Mechanical, thermo-mechanical and water uptake performance of wood flour filled polyurethane elastomer eco-composites: Influence of surface treatment of wood flour. Holzforschung 2019, 73, 401–407. [Google Scholar] [CrossRef]
- Paberza, A.; Cabulis, U.; Arshanitsa, A. Wheat straw lignin as filler for rigid polyurethane foams on the basis of tall oil amide. Polimery 2014, 59, 477–481. [Google Scholar] [CrossRef]
- Luo, S.; Gao, L.; Guo, W. Effect of incorporation of lignin as bio-polyol on the performance of rigid lightweight wood–polyurethane composite foams. J. Wood Sci. 2020, 66, 23. [Google Scholar] [CrossRef]
- Saffar, T.; Bouafif, H.; Braghiroli, F.L.; Magdouli, S.; Langlois, A.; Koubaa, A. Production of bio-based polyol from oxypropylated pyrolytic lignin for rigid polyurethane foam application. Waste Biomass Valorization 2020, 11, 6411–6427. [Google Scholar] [CrossRef]
- Chang, L.-C. Improving the Mechanical Performance of Wood Fiber Reinforced Bio-Based Polyurethane Foam. Master’s Thesis, University of Toronto, Toronto, ON, Canada, 2014. [Google Scholar]
- Fornasieri, M.; Alves, J.W.; Muniz, E.C.; Ruvolo-Filho, A.; Otaguro, H.; Rubira, A.F.; de Carvalho, G.M. Synthesis and characterization of polyurethane composites of wood waste and polyols from chemically recycled pet. Compos. Part A Appl. Sci. Manuf. 2011, 42, 189–195. [Google Scholar] [CrossRef][Green Version]
- Tinsson, W. Plans d’Expérience: Constructions et Analyses Statistiques, 1st ed; Mathématiques et Applications; Springer: Berlin/Heidelberg, Germany, 2010; Volume 67. [Google Scholar] [CrossRef]
- Khazabi, M.; Gu, R.; Sain, M. Fiber reinforced soy-based polyurethane spray foam insulation. Part 1: Cell morphologies. BioResources 2011, 6, 3757–3774. [Google Scholar] [CrossRef]
- Yuan, J.; Shi, S.Q. Effect of the addition of wood flours on the properties of rigid polyurethane foam. J. Appl. Polym. Sci. 2009, 113, 2902–2909. [Google Scholar] [CrossRef]
- Kurańska, M.; Aleksander, P.; Mikelis, K.; Ugis, C. Porous polyurethane composites based on bio-components. Compos. Sci. Technol. 2013, 75, 70–76. [Google Scholar] [CrossRef]
- Lee, S.H.; Teramoto, Y.; Shiraishi, N. Biodegradable polyurethane foam from liquefied waste paper and its thermal stability, biodegradability, and genotoxicity. J. Appl. Polym. Sci. 2002, 83, 1482–1489. [Google Scholar] [CrossRef]
- Madden, J.P.; Baker, G.K.; Smith, C.H. A Study of Polyether-Polyol- and Polyester-Polyol-Based Rigid Urethane Foam Systems; Allied-Signal Aerospace Co., Kansas City Div: Kansas City, MO, USA, 1971. [Google Scholar]
- Jiao, L.; Xiao, H.; Wang, Q.; Sun, J. Thermal degradation characteristics of rigid polyurethane foam and the volatile products analysis with TG-FTIR-MS. Polym. Degrad. Stab. 2013, 98, 2687–2696. [Google Scholar] [CrossRef]
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.S.; Naik, Y.P. Effect of foam density on the properties of water-blown rigid polyurethane foam. J. Appl. Polym. Sci. 2008, 108, 1810–1817. [Google Scholar] [CrossRef]
- Orfão, J.J.; Antunes, F.J.; Figueiredo, J.L. Pyrolysis kinetics of lignocellulosic materials—Three independent reactions model. Fuel 1999, 78, 349–358. [Google Scholar] [CrossRef]
- Usta, N. Investigation of fire behavior of rigid polyurethane foams containing fly ash and intumescent flame retardant by using a cone calorimeter. J. Appl. Polym. Sci. 2012, 124, 3372–3382. [Google Scholar] [CrossRef]
- Kurańska, M.; Prociak, A.; Cabulis, U.; Kirpluks, M. Water-blown polyurethane-polyisocyanurate foams based on bio-polyols with wood fibers. Polimery 2015, 60, 705–712. [Google Scholar] [CrossRef]
- Carosio, F.; Cuttica, F.; Medina, L.; Berglund, L.A. Clay nanopaper as multifunctional brick and mortar fire protection coating—Wood case study. Mater. Des. 2016, 93, 357–363. [Google Scholar] [CrossRef]
- Gu, R.; Sain, M.M. Effects of wood fiber and microclay on the performance of soy-based polyurethane foams. J. Polym. Environ. 2013, 21, 30–38. [Google Scholar] [CrossRef]
- Mirski, R.; Dukarska, D.; Walkiewicz, J.; Derkowski, A. Waste Wood Particles from Primary Wood Processing as a Filler of Insulation PUR Foams. Materials 2021, 14, 4781. [Google Scholar] [CrossRef] [PubMed]
- Faruk, O.; Sain, M.; Farnood, R.; Pan, Y.; Xiao, H. Development of Lignin and Nanocellulose Enhanced Bio PU Foams for Automotive Parts. J. Polym. Environ. 2014, 22, 279–288. [Google Scholar] [CrossRef]
- Banik, I.; Sain, M.M. Structure of Glycerol and Cellulose Fiber Modified Water-Blown Soy Polyol-Based Polyurethane Foams. J. Reinf. Plast. Compos. 2008, 27, 1745–1758. [Google Scholar] [CrossRef]
- Ruijun, G.U.; Khazabi, M.; Sain, M. Fiber reinforced soy-based polyurethane spray foam insulation. Part 2: Thermal and mechanical properties. BioResources 2011, 6, 3775–3790. [Google Scholar]
- Kuranchie, C.; Yaya, A.; Bensah, Y.D. The effect of natural fiber reinforcement on polyurethane composite foams—A review. Sci. Afr. 2021, 11, e00722. [Google Scholar]
- Zhu, M.; Bandyopadhyay-Ghosh, S.; Khazabi, M.; Cai, H.; Correa, C.; Sain, M. Reinforcement of soy polyol-based rigid polyurethane foams by cellulose microfibers and nanoclays. J. Appl. Polym. Sci. 2012, 124, 4702–4710. [Google Scholar] [CrossRef]
- Hussain, S. Understanding and Improving the Elastic Compressive Modulus of Fibre Reinforced Soy-Based Polyurethane Foams. Ph.D. Thesis, University of Toronto, Toronto, ON, Canada, 2014. [Google Scholar]
- Xu, P.; Luo, Y.; Zhang, P. Interfacial architecting of organic-inorganic hybrid toward mechanically reinforced, fire-resistant and smoke-suppressed polyurethane composites. J. Colloid Interface Sci. 2022, 621, 385–397. [Google Scholar] [CrossRef]
- Kuranska, M.; Prociak, A. Porous polyurethane composites with natural fibers. Compos. Sci. Technol. 2012, 72, 299–304. [Google Scholar] [CrossRef]
- Cao, X.; Lee, L.J.; Widya, T.; Macosko, C. Polyurethane/clay nanocomposites foams: Processing, structure and properties. Polymer 2005, 46, 775–783. [Google Scholar] [CrossRef]
- Khazabi, M.; Sain, M. Morphological and Physico-Thermal Properties of Soy-Based Open-Cell Spray Polyurethane Foam Insulation Modified with Wood Pulp Fiber. Adv. Pet. Explor. Dev. 2014, 7, 1–6. [Google Scholar]
- Khazabi, M.; Sain, M. Morphological and Thermo-Mechanical Characterization of Open-Cell Spray Polyurethane Foamed Wall Insulation Modified with Cellulose Fiber. Adv. Pet. Explor. Dev. 2015, 9, 13–21. [Google Scholar]
- Hamilton, A.R.; Thomsen, O.T.; Madaleno, L.A.; Jensen, L.R.; Rauhe JC, M.; Pyrz, R. Evaluation of the anisotropic mechanical properties of reinforced polyurethane foams. Compos. Sci. Technol. 2013, 87, 210–217. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Percentage (%) | |
|---|---|---|
| Component A (Polyol+additifs) | Polyol | 50–70 |
| Diméthylclohexylamine | 0.5–2 | |
| Hydrofluorocarbures | 15–30 | |
| Fire retardant | 15–20 | |
| Component B (Isocyanate) | Mixture of MDI | 100 |
| Raw Material | Composition | Parts per Hundred Polyols (php) |
|---|---|---|
| polyol | - | 100 |
| Isocyanate | MDI | Poly/iso ratio 60/100 |
| Fibers | Black Spruce (3 particle sizes) | 10 |
| Effect of Particle Size | Effect of Type Treatment | ||
|---|---|---|---|
| PUR/PIR_X | Size | PU/PIR_Y | Fiber Type |
| 01 | <0.106 mm | MA | Acetylated fibers |
| 03 | 0.1–0.3 mm | KR | Kraft fibers |
| 05 | 0.3–0.5 mm | MC | Microcrystalline cellulose |
| Properties | ||||
|---|---|---|---|---|
| Foam | TSR(m2/m2) | MCOY (kg/kg) | MCO2Y (kg/kg) | MAHRE (kW/m2) |
| Reference | 120.84 ± 35.42 | 0.085 ± 0.000 | 1.05 ± 0.07 | 96.63 ± 2.86 |
| PUR_01-10 | 62.87 ± 19.08 | 0.078 ± 0.016 | 1.24 ± 0.10 | 70.73 ± 7.70 |
| PUR_01-20 | 95.72 ± 25.27 | 0.078 ± 0.01 | 1.20 ± 0.096 | 90.57 ± 12.82 |
| PUR_01-30 | 127.3 ± 28.6 | 0.088 ± 0.007 | 1.15 ± 0.003 | 109.88 ± 10.18 |
| PUR_03-10 | 91.59 ± 7.85 | 0.079 ± 0.001 | 1.10 ± 0.07 | 86.12 ± 3.74 |
| PUR_03-20 | 65.95 | 0.064 | 1.14 | 84.41 |
| PUR_03-30 | 100.18 ± 10.04 | 0.072 ± 0.006 | 1.14 ± 0.05 | 87.50 ± 3.86 |
| PUR_05-10 | 67.53 ± 3.45 | 0.065 ± 0.006 | 1.06 ± 0.08 | 81.52 ± 2.92 |
| PUR_05-20 | 66.82 ± 9.96 | 0.067 ± 0.007 | 1.12 ± 0.13 | 74.92 ± 2.41 |
| PUR_05-30 | 105.72 ± 18.88 | 0.075 ± 0.004 | 1.15 ± 0.08 | 93.29 ± 7.80 |
| Formulation | Thermal Conductivity, (W/m·K) |
|---|---|
| PU0 | 0.155 ± 0.02 |
| PUM_01-10 | 0.164 ± 0.001 |
| PUM_01-20 | 0.159 ± 0.012 |
| PUM_01-30 | 0.167 ± 0.005 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bradai, H.; Koubaa, A.; Bouafif, H.; Langlois, A.; Samet, B. Synthesis and Characterization of Wood Rigid Polyurethane Composites. Materials 2022, 15, 4316. https://doi.org/10.3390/ma15124316
Bradai H, Koubaa A, Bouafif H, Langlois A, Samet B. Synthesis and Characterization of Wood Rigid Polyurethane Composites. Materials. 2022; 15(12):4316. https://doi.org/10.3390/ma15124316
Chicago/Turabian StyleBradai, Hamza, Ahmed Koubaa, Hassine Bouafif, Armand Langlois, and Basma Samet. 2022. "Synthesis and Characterization of Wood Rigid Polyurethane Composites" Materials 15, no. 12: 4316. https://doi.org/10.3390/ma15124316
APA StyleBradai, H., Koubaa, A., Bouafif, H., Langlois, A., & Samet, B. (2022). Synthesis and Characterization of Wood Rigid Polyurethane Composites. Materials, 15(12), 4316. https://doi.org/10.3390/ma15124316