
Needle Penetration Simulation: Influence of Penetration Angle and Sample Stress on the Mechanical Behaviors of Polymers Applying a Cast Silicone and a 3D-Printed Resin

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Conceptualization of the Test Setups
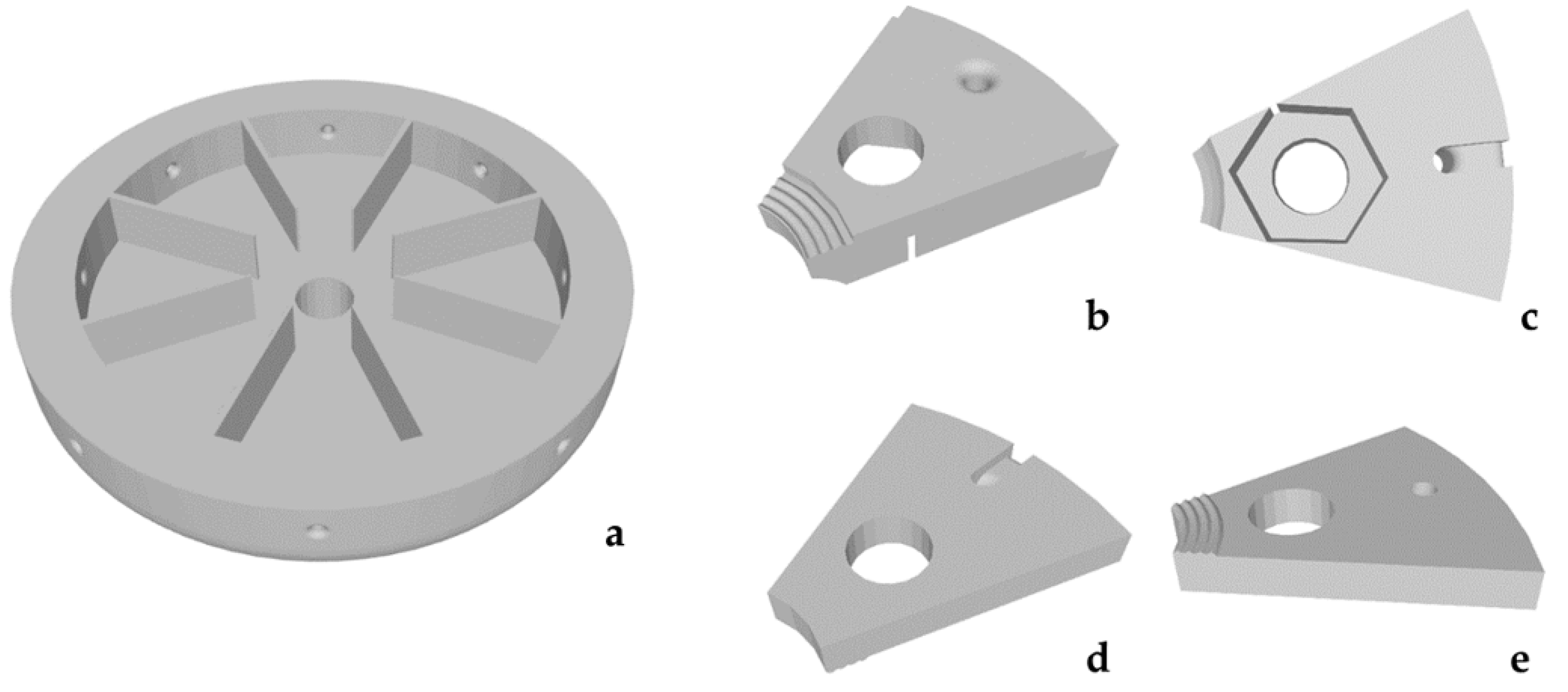
2.1.1. Parts from the Preliminary Work
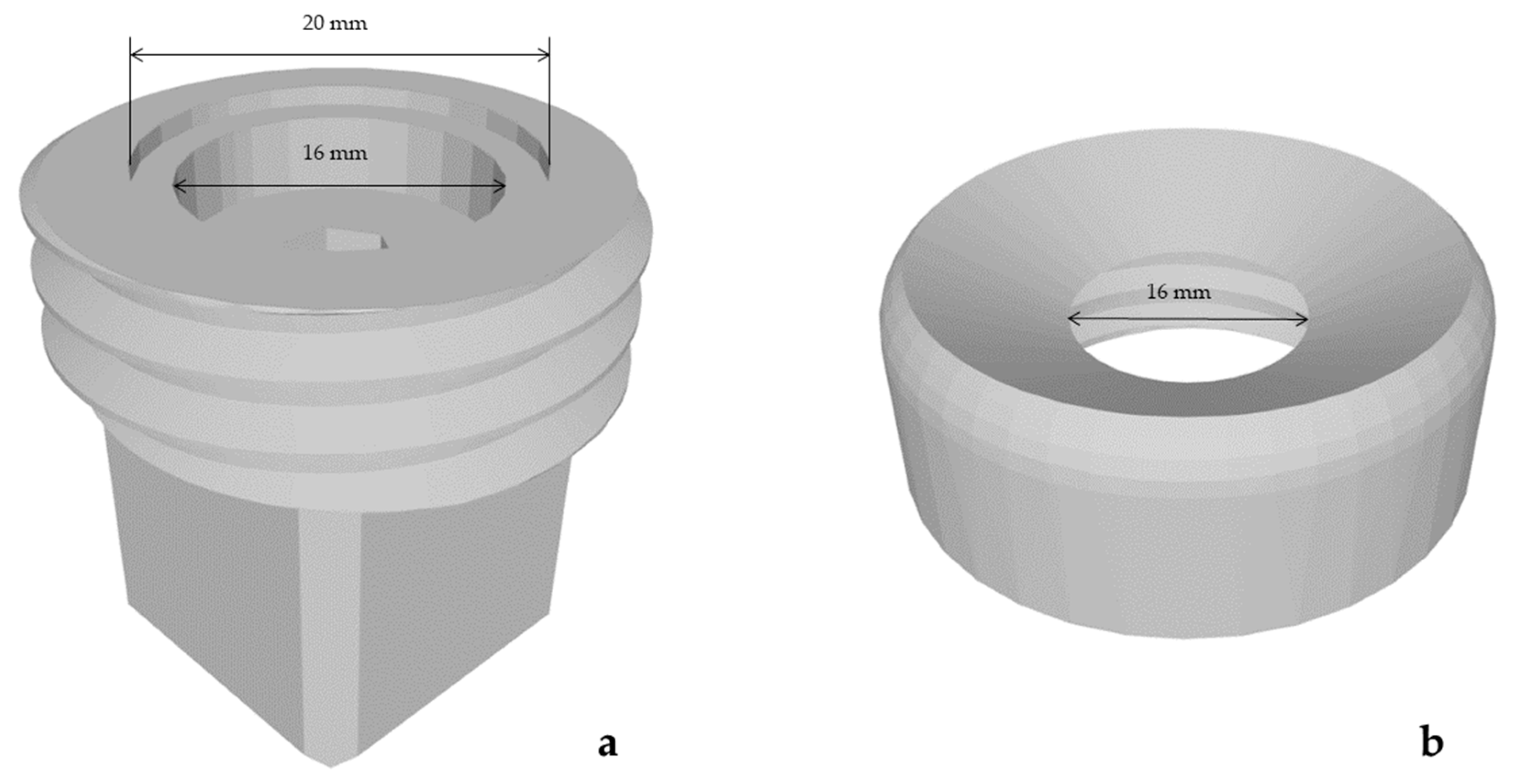
2.1.2. Cubic Adapter
2.1.3. Setup Attachment for 90° and Prestress
2.1.4. Setup Attachment for 45° without Prestress
2.1.5. Setup Attachment for 90° and No Prestress
2.2. Manufacturing of the Samples
2.3. Conduction of the Tests
2.4. Data Evaluation
3. Results
3.1. Condition of the Samples
3.2. Graph Analysis and Measurement Results
3.3. Results from Calculations
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| test procedure | constant cycles |
| tension/compression test after the cycles | on |
| Fmax (force maximum) | without tolerance specifications |
| preforce | off |
| number of cycles | 0 |
| test speed | position-controlled; 1 mm/min |
| force shutdown threshold | off |
| max. time-dependent drop in force | off |
| upper force limit | 100 N |
| max. change in length | variable |
| maximum test duration | off |
| sample shape for cross-section calculations | no sample shape |
| parallel sample length | 100 mm |
| prompt before exam | none |
| clamping length | 0.00018 mm |
| adopt LE | off |
| LE-speed | 200 mm/min |
| clamping length after pretravel | off |
| unload sample | off |
| LE adjust after examination | on |
| correct measurement length | off |
| TRS–displacement interval | 0.01 mm |
| TRS–force interval | 1 N |
| TRS–time interval | 0.1 min |
| delay for change of speed direction | 1000 |
| reversal point control | regulated positioning |
| controlled positioning | off |
Appendix B
| Manufacturer | Product |
|---|---|
| Formlabs | Elastic 50A resin |
| Silconic | Replisil 9N A/B |
| Prusa | Prusament PLA (various colors) |
| Braun | Original Perfusor Syringe 50 ml |
| Mersilene | EH7350 75 cm suture material |
| VYGON | special cannula REF 219.14 1.4 × 70 mm |
| Gedore | 570020 Punch 20 mm |
| Lvcky | 60 mL transparent polypropylene plastic cups with stirrers |
| - | locknuts DIN 985 A2 M 5/10 |
| - | cylinder screws DIN 912-8.8 VZ |
| - | washers DIN 125 A2 M 5/20 |
| SAV LP GmbH | isopropanol Pharma SAV |
| Gatt-Koller GmbH | isopropanol p.A. |
Appendix C

References
- Okuda, Y.; Bryson, E.O.; DeMaria, S., Jr.; Jacobson, L.; Quinones, J.; Shen, B.; Levine, A.I. The utility of simulation in medical education: What is the evidence? Mt. Sinai J. Med. 2009, 76, 330–343. [Google Scholar] [CrossRef]
- McGuire, L.S.; Fuentes, A.; Alaraj, A. Three-Dimensional Modeling in Training, Simulation, and Surgical Planning in Open Vascular and Endovascular Neurosurgery: A Systematic Review of the Literature. World Neurosurg. 2021, 154, 53–63. [Google Scholar] [CrossRef]
- Samim, M. 3D MRI Models of the Musculoskelet. Semin. Musculoskelet. Radiol. 2021, 25, 388–396. [Google Scholar] [PubMed]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef] [PubMed]
- Hussein, N.; Honjo, O.; Barron, D.J.; Yoo, S. Supravalvular aortic stenosis repair: Surgical training of 2 repair techniques using 3D-printed models. Interact. Cardiovasc. Thorac. Surg. 2021, 33, 966–968. [Google Scholar] [CrossRef] [PubMed]
- Liravi, F.; Toyserkani, E. Additive manufacturing of silicone structures: A review and prospective. Addit. Manuf. 2018, 24, 232–242. [Google Scholar] [CrossRef]
- Von Steuben, T.; Salewski, C.; Xepapadeas, A.B.; Mutschler, M.; Spintzyk, S. Needle penetration test—Qualifying examination of 3D printable silicones for vascular models in surgical practice. 3D Print. Med. 2021, 7, 21. [Google Scholar] [CrossRef] [PubMed]
- Ozbek, S.; Apiliogullari, S.; Erol, C.; Kivrak, A.S.; Kara, I.; Uysal, E.; Koplay, M.; Duman, A. Optimal angle of needle entry for internal jugular vein catheterization with a neutral head position: A CT study. Ren. Fail. 2013, 35, 492–496. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Salewski, C.; Spintzyk, S.; von Steuben, T.; Boburg, R.S.; Nemeth, A.; Schille, C.; Acharya, M.; Geis-Gerstorfer, J.; Wendel, H.; Popov, A.; et al. ECMO implantation training: Needle penetration in 3D printable materials and porcine aorta. Perfusion 2021, 36, 699–718. [Google Scholar] [CrossRef] [PubMed]
- Grellmann, W.; Seidler, S. Kunststoffprüfung, 3rd ed.; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2015; p. 86. [Google Scholar]
- Estermann, S.; Pahr, D.H.; Reisinger, A. Material design of soft biological tissue replicas using viscoelastic micromechanical modelling. J. Mech. Behav. Biomed. Mater. 2022, 125, 104875. [Google Scholar] [CrossRef] [PubMed]
- Lipton, J.I.; Tow, A.P.; Burbank, I.; Vazquez, A.; Lipson, H. Solid Freeform Fabrication of Soft Tissue Simulators for Needle Injection. In Proceedings of the 2014 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2014; University of Texas at Austin: Austin, TX, USA, 2014. [Google Scholar]
- Estermann, S.; Pahr, D.H.; Reisinger, A. Quantifying tactile properties of liver tissue, silicone elastomers, and a 3D printed polymer for manufacturing realistic organ models. J. Mech. Behav. Biomed. Mater. 2020, 104, 103630. [Google Scholar] [CrossRef] [PubMed]
- Riedle, H.; Ghazy, A.; Seufert, A.; Seitz, V.; Dorweiler, B.; Franke, J. Generic design of an anatomical heart model optimized for additive manufacturing with silicone. Rapid Prototyp. J. 2021, 27, 217–222. [Google Scholar] [CrossRef]
- Jaksa, L.; Pahr, D.; Kronreif, G.; Lorenz, A. Development of a Multi-Material 3D Printer for Functional Anatomic Models. Int. J. Bioprint. 2021, 7, 420. [Google Scholar] [CrossRef] [PubMed]









| m1 | m2 | m3 | m4 | m5 | m6 | m7 | m8 | |
|---|---|---|---|---|---|---|---|---|
| masses (g) | 111.86 | 164.62 | 211.00 | 153.22 | 100.15 | 150.95 | 210.97 | 164.85 |
| Test Series | E (N/mm) | F1 (N) | F2 (N) | p Value | |
|---|---|---|---|---|---|
| 90° with prestress | Replisil 9N (n = 25) | 0.15 ± 0.01 | 0.37 ± 0.036 | 0.34 ± 0.035 | <0.001 |
| Formlabs Elastic 50A (n = 25) | 0.29 ± 0.042 | 0.76 ± 0.067 | 1.02 ± 0.092 | ||
| 45° without prestress | Replisil 9N (n = 25) | 0.16 ± 0.018 | 0.89 ± 0.124 | 0.82 ± 0.085 | <0.001 |
| Formlabs Elastic 50A (n = 25) | 0.31 ± 0.03 | 1.02 ± 0.075 | 1.26 ± 0.096 | ||
| 90° without prestress (control group) | Replisil 9N (n = 25) | 0.08 ± 0.012 | 0.57 ± 0.035 | 0.49 ± 0.041 | <0.001 |
| Formlabs Elastic 50A (n = 25) | 0.25 ± 0.032 | 0.94 ± 0.072 | 0.92 ± 0.058 | ||
| Test Series | ∆E (N/mm) | ∆F1 (N) | ∆F2 (N) | |
|---|---|---|---|---|
| 90° with prestress | Formlabs Elastic 50A-Replisil 9N | 0.15 ± 0.044 | 0.4 ± 0.076 | 0.68 ± 0.098 |
| 45° without prestress | Formlabs Elastic 50A-Replisil 9N | 0.14 ± 0.038 | 0.13 ± 0.145 | 0.44 ± 0.128 |
| 90° without prestress (control group) | Formlabs Elastic 50A-Replisil 9N | 0.17 ± 0.034 | 0.37 ± 0.08 | 0.44 ± 0.071 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
von Steuben, T.; Enzmann, F.K.; Spintzyk, S.; Rupp, F.; Roehler, A. Needle Penetration Simulation: Influence of Penetration Angle and Sample Stress on the Mechanical Behaviors of Polymers Applying a Cast Silicone and a 3D-Printed Resin. Materials 2022, 15, 5575. https://doi.org/10.3390/ma15165575
von Steuben T, Enzmann FK, Spintzyk S, Rupp F, Roehler A. Needle Penetration Simulation: Influence of Penetration Angle and Sample Stress on the Mechanical Behaviors of Polymers Applying a Cast Silicone and a 3D-Printed Resin. Materials. 2022; 15(16):5575. https://doi.org/10.3390/ma15165575
Chicago/Turabian Stylevon Steuben, Thore, Florian K. Enzmann, Sebastian Spintzyk, Frank Rupp, and Ariadne Roehler. 2022. "Needle Penetration Simulation: Influence of Penetration Angle and Sample Stress on the Mechanical Behaviors of Polymers Applying a Cast Silicone and a 3D-Printed Resin" Materials 15, no. 16: 5575. https://doi.org/10.3390/ma15165575
APA Stylevon Steuben, T., Enzmann, F. K., Spintzyk, S., Rupp, F., & Roehler, A. (2022). Needle Penetration Simulation: Influence of Penetration Angle and Sample Stress on the Mechanical Behaviors of Polymers Applying a Cast Silicone and a 3D-Printed Resin. Materials, 15(16), 5575. https://doi.org/10.3390/ma15165575