
Investigation of the Effects of Roller Spreading Parameters on Powder Bed Quality in Selective Laser Sintering

 ,
, 
Abstract
:1. Introduction
2. Methods
2.1. Discrete Element Method
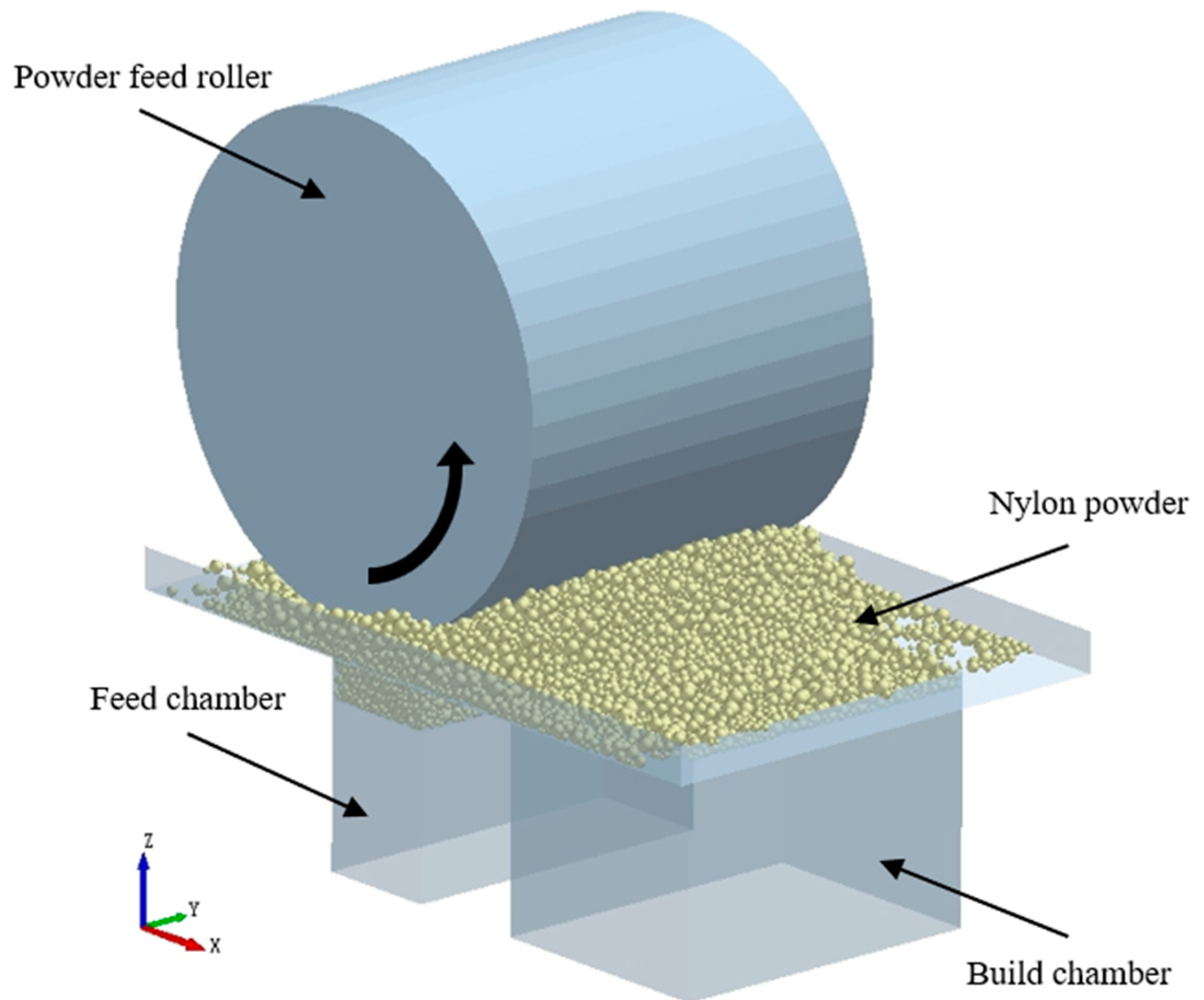
2.2. Establishment of Powder Laying Process Model
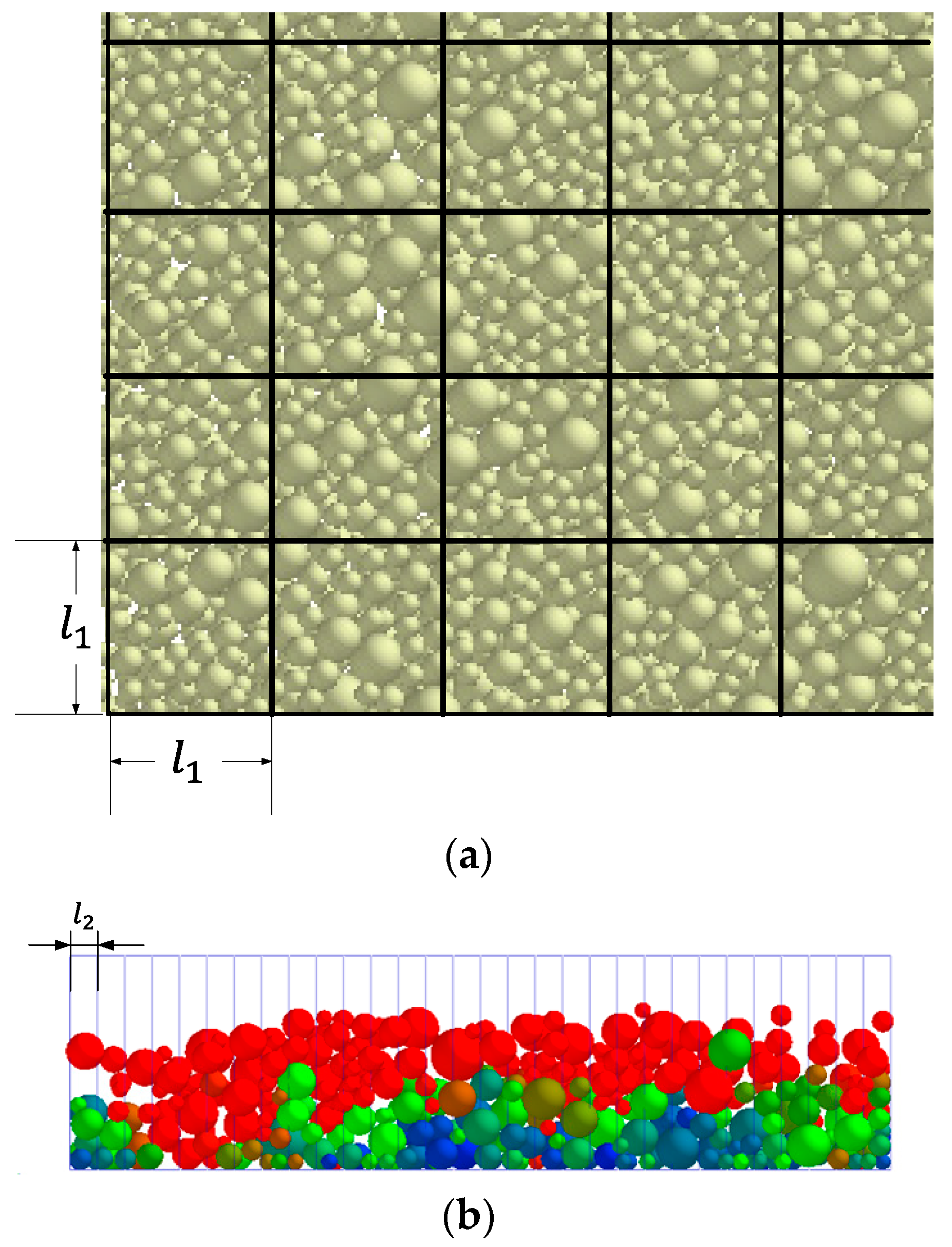
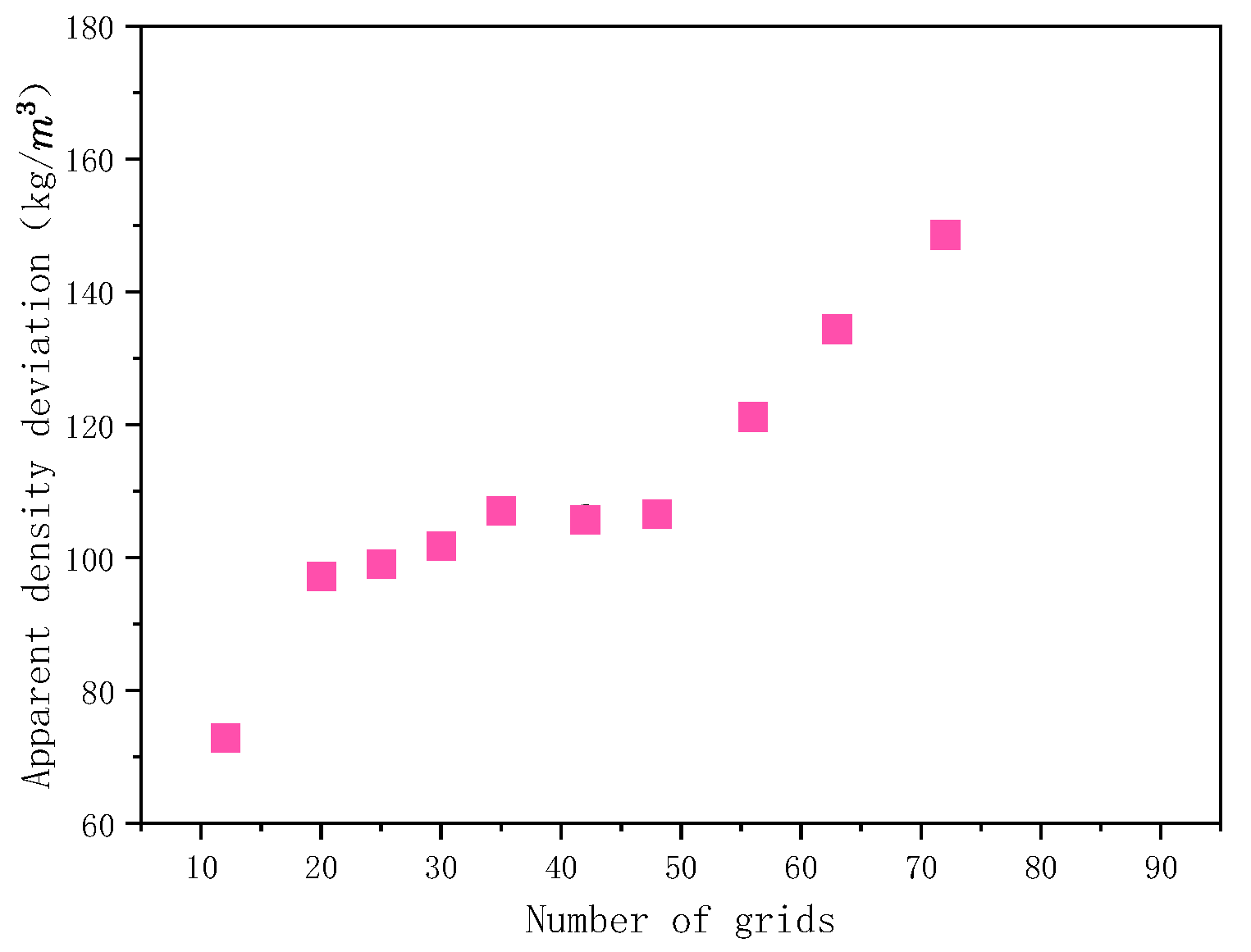
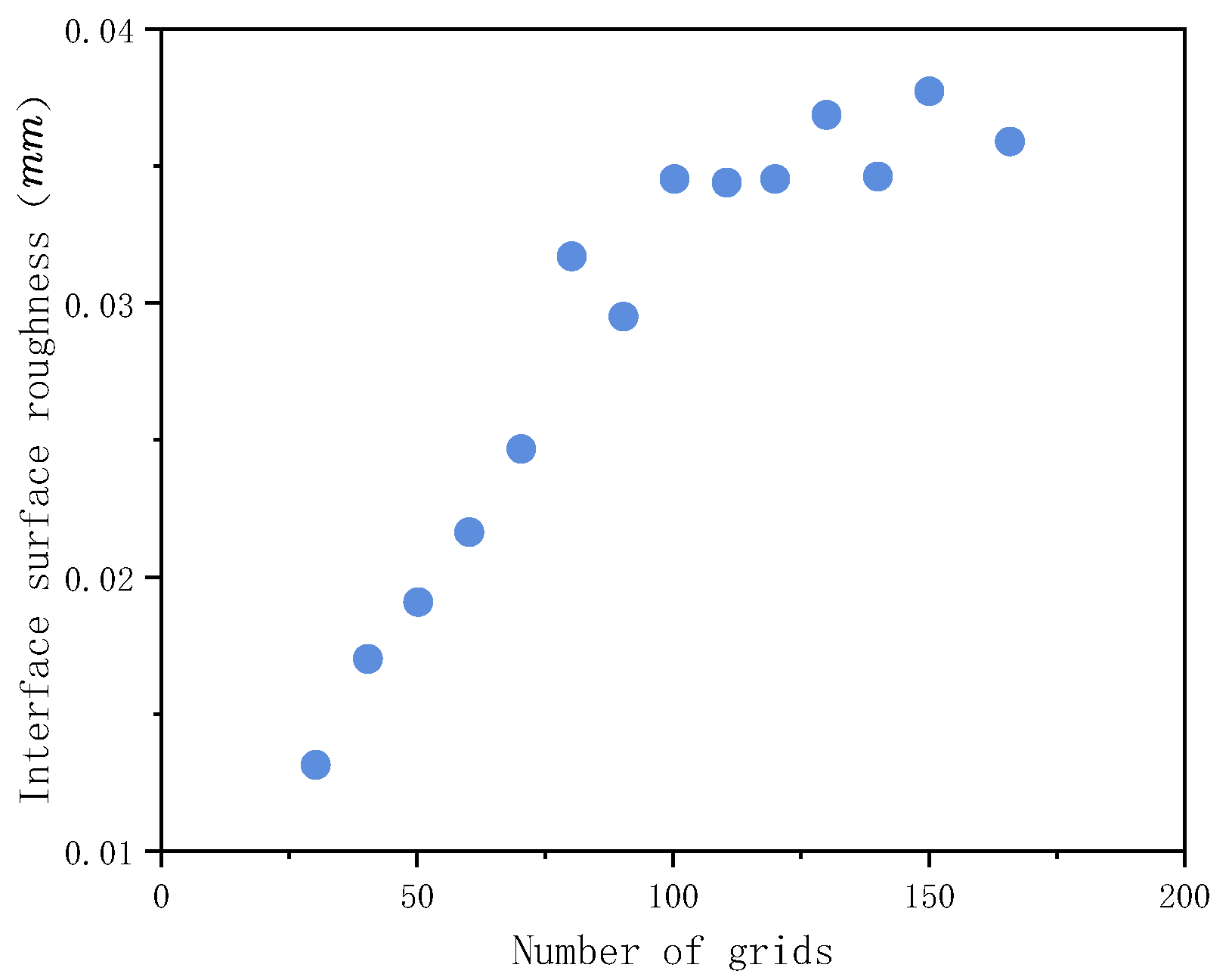
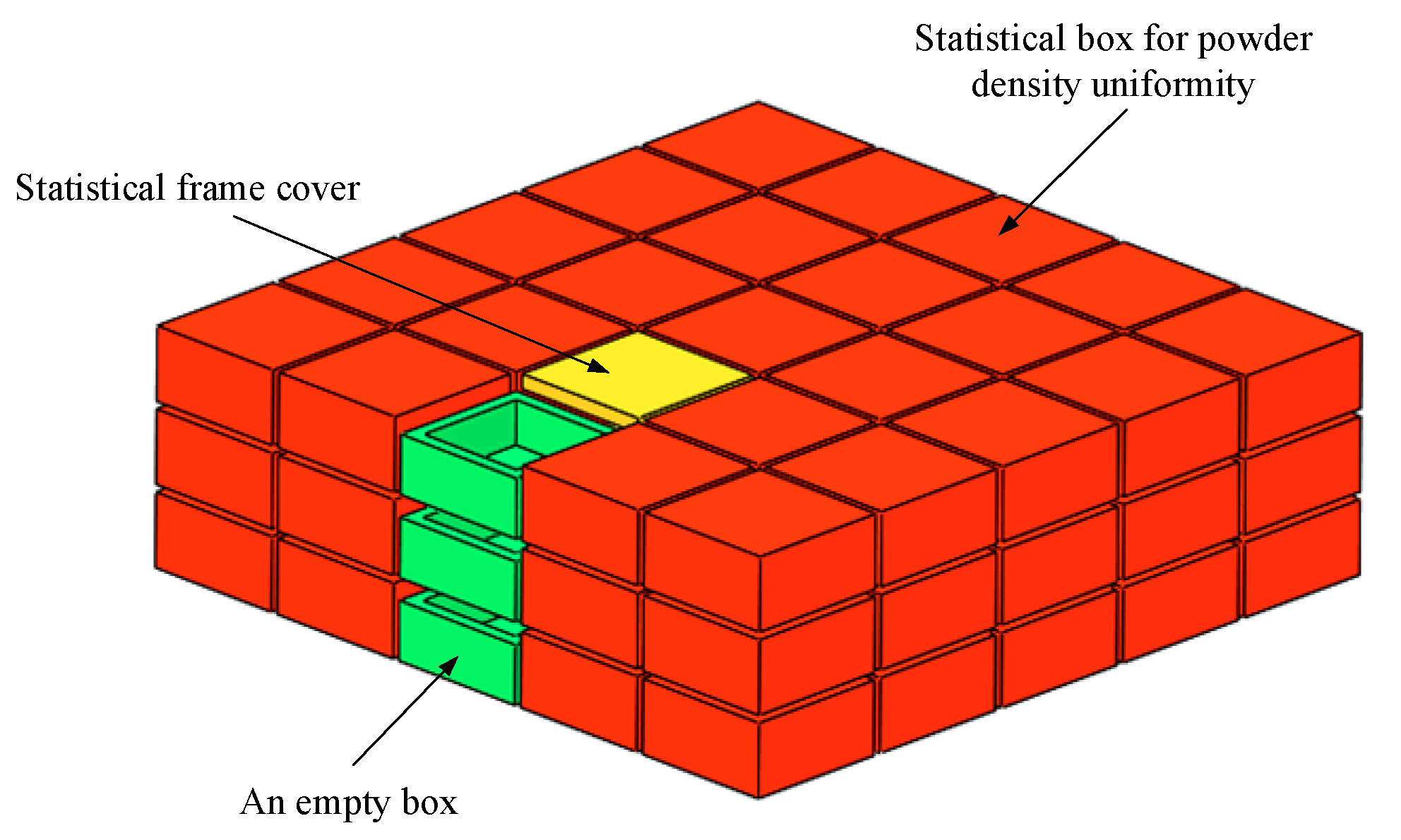
2.3. Quality Index of Powder Laying
2.4. Response Surface Methodology
2.5. Multi-Objective Optimization Method Based on Genetic Algorithm
3. Results and Discussion
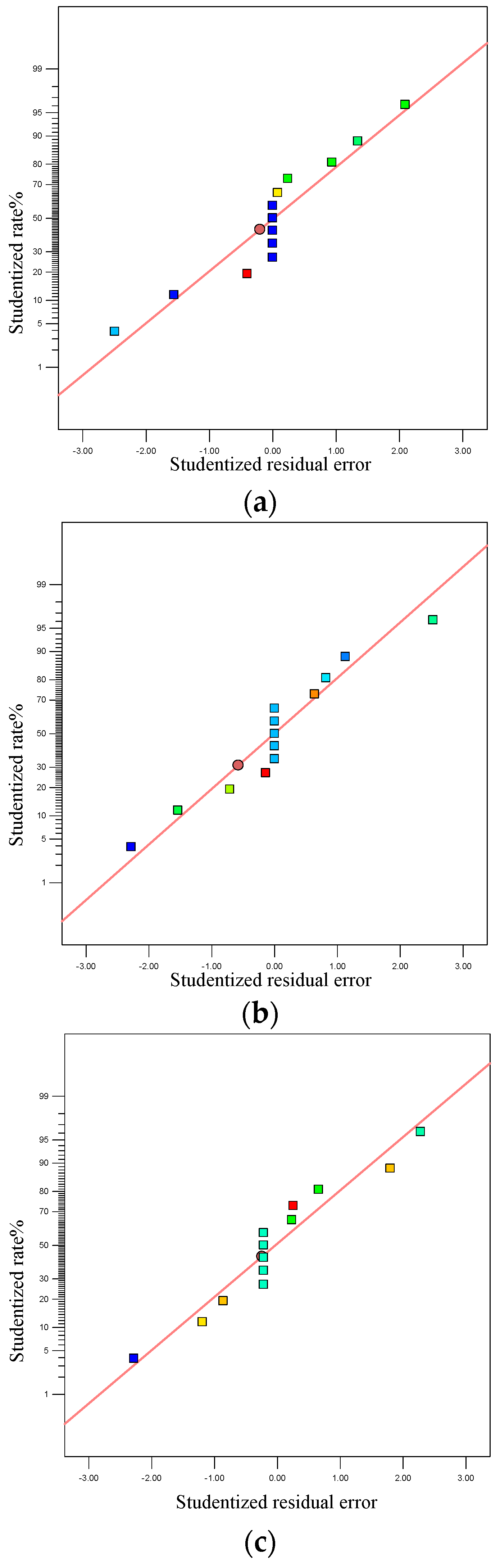
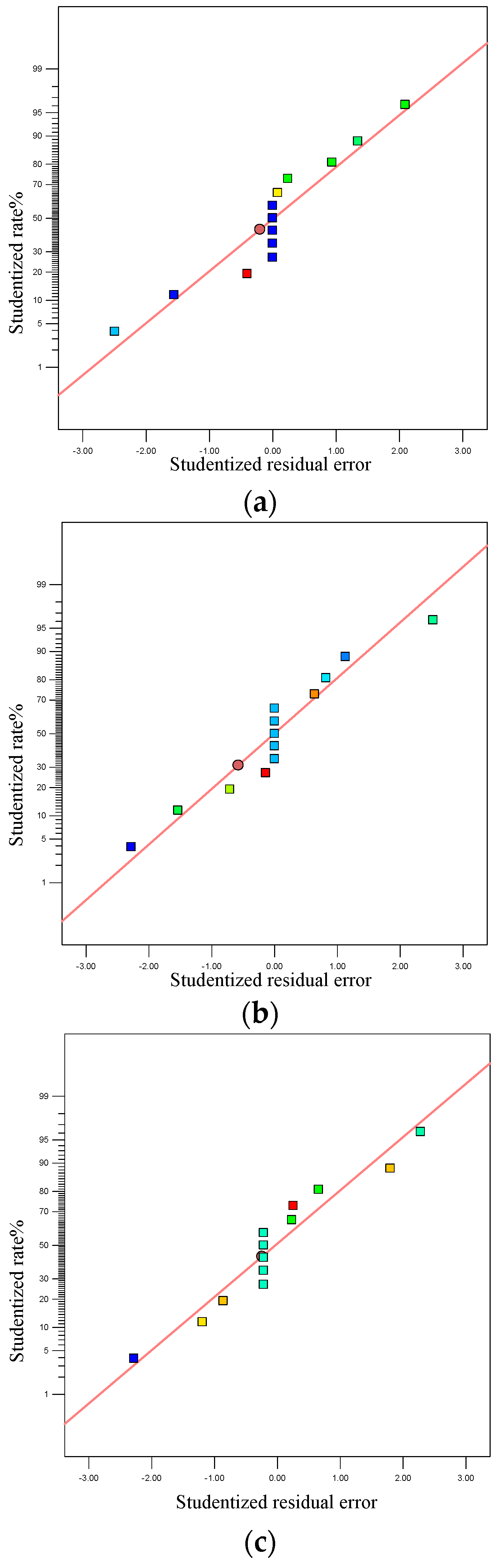
3.1. Variance Analysis and Regression Model Establishment
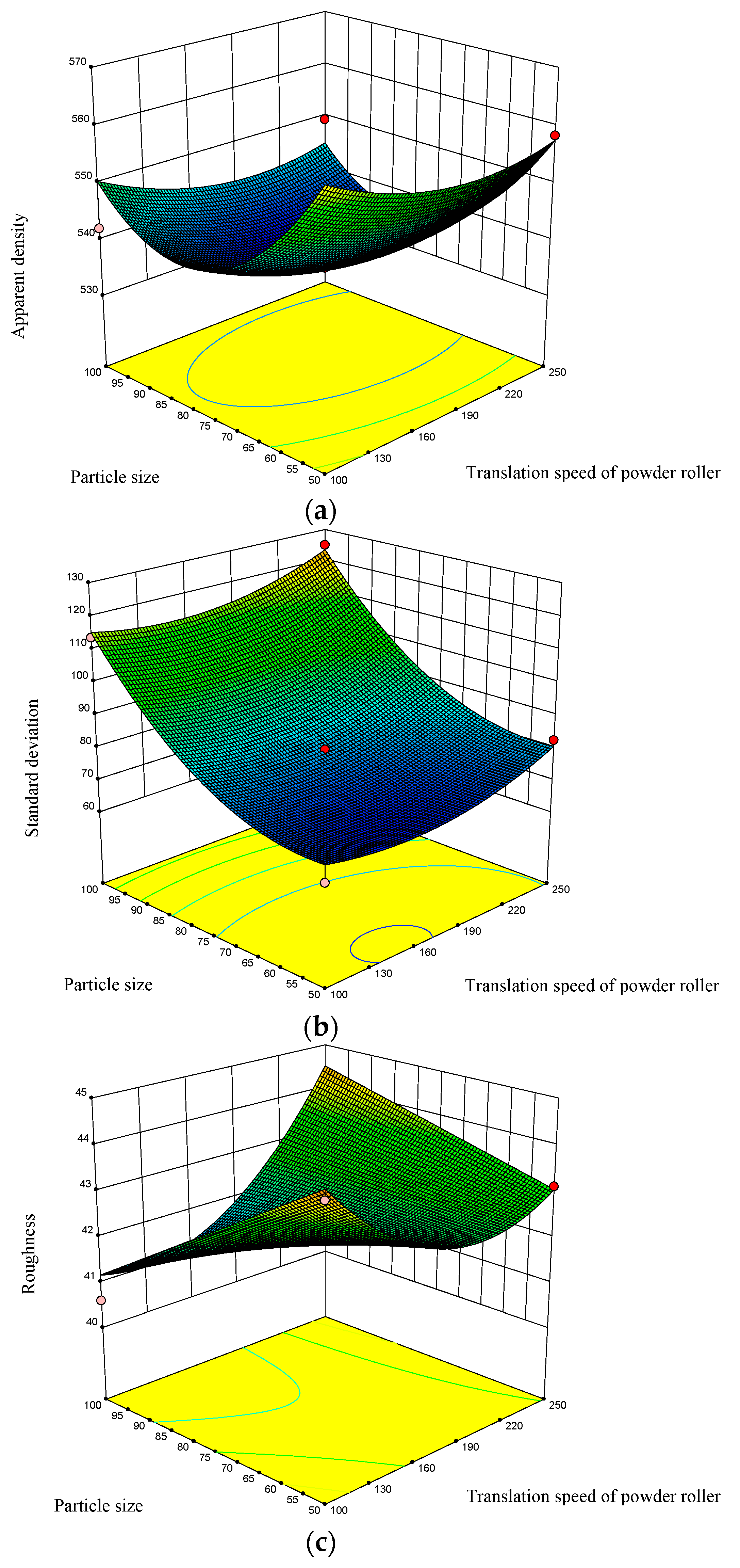
3.2. Effects of Powder Laying Process Parameters on Powder Laying Quality Index
3.3. Multi-Objective Optimization Results for the Powder Laying Quality
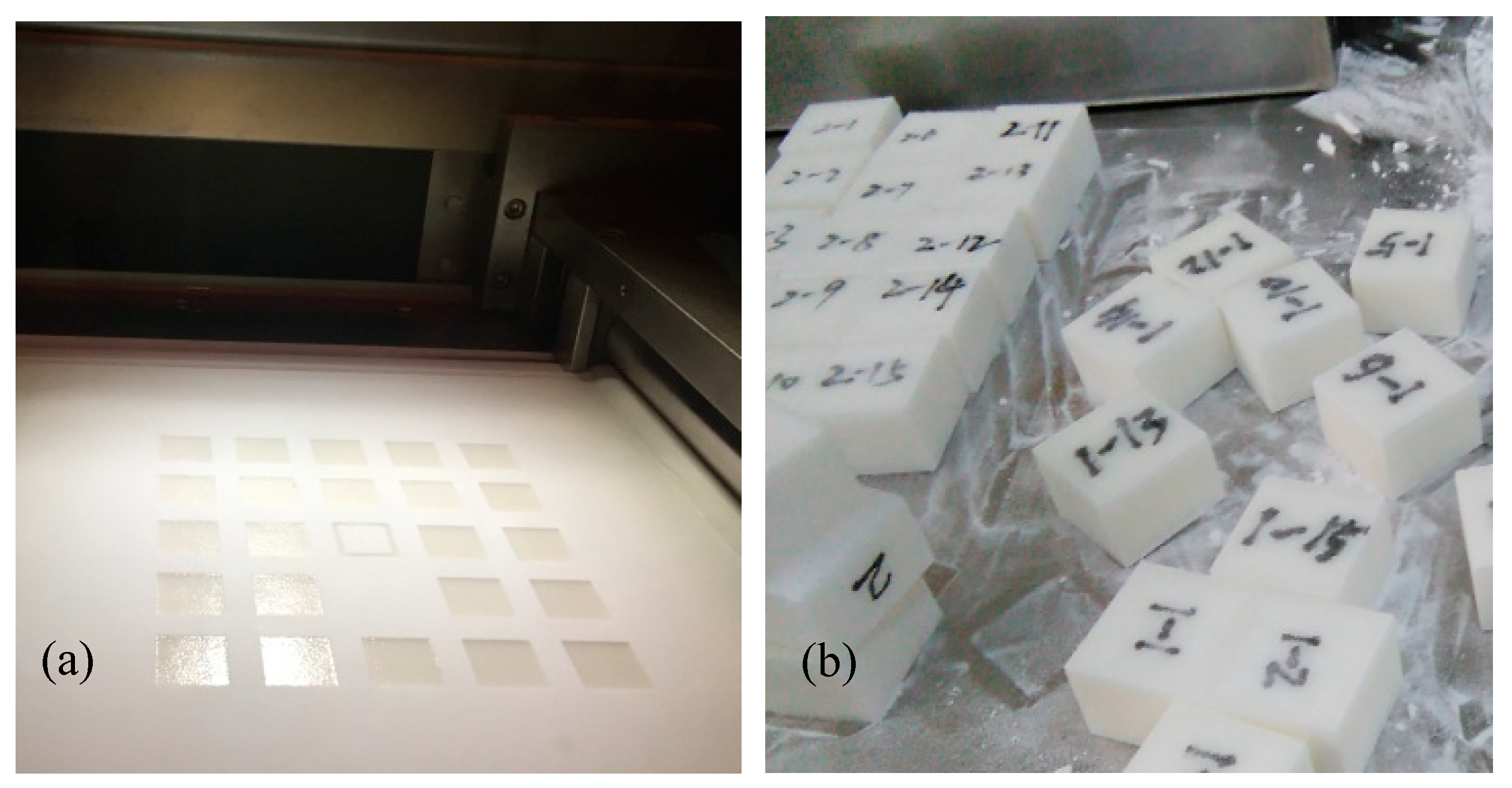
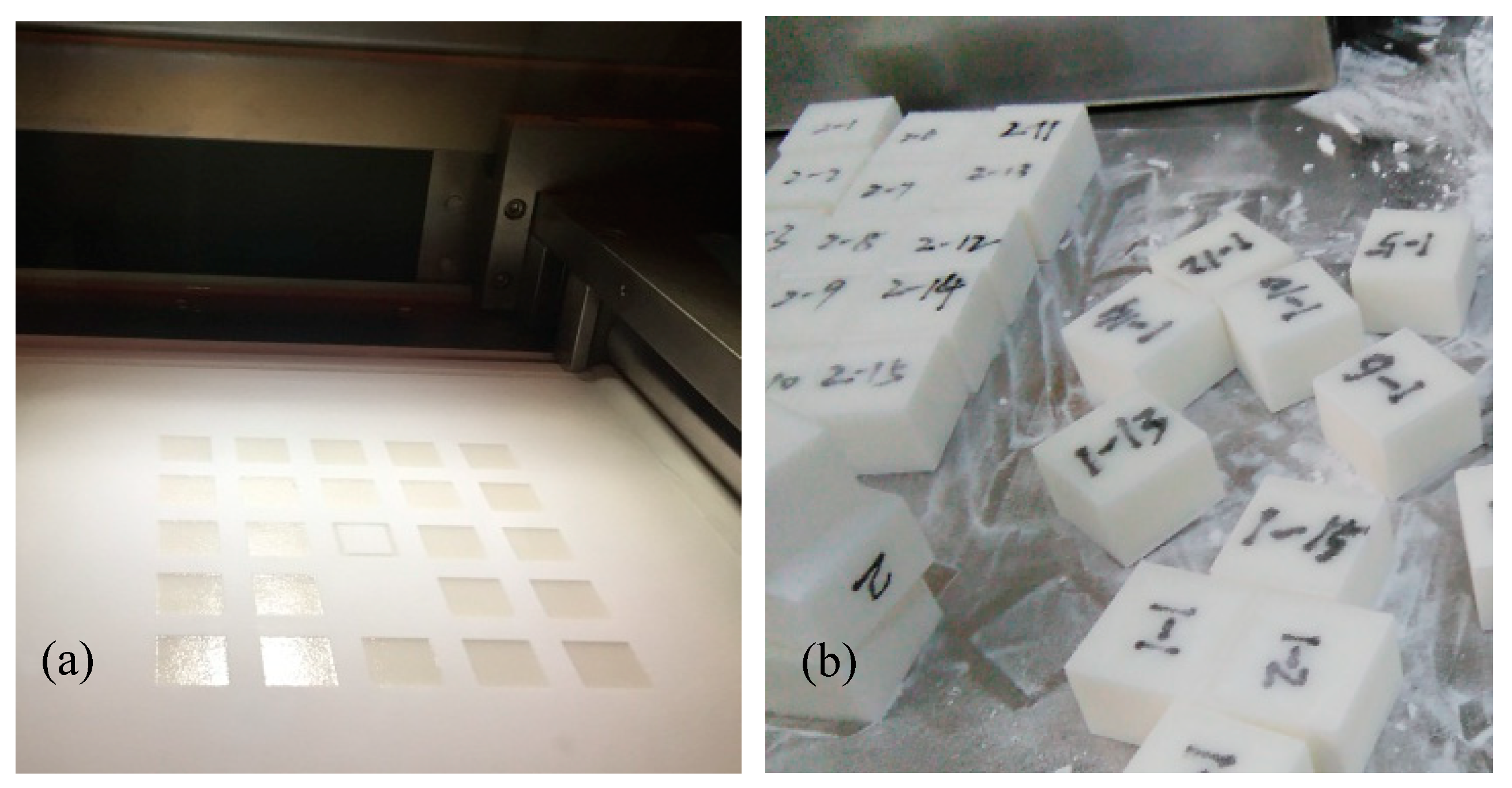
4. Experimental Verification
5. Conclusions
- (1)
- Statistical analysis and curve fitting of the DEM simulation data from the powder laying process were conducted based on the central composite experimental design method. ANOVA was used to modify the fitting model. A regression model of the powdering quality was established based on the RSM. The relationship between the proposed powdering quality index and the research variables was expressed well;
- (2)
- An improved multi-objective optimization algorithm based on NSGA-II was used to optimize the powder laying quality of nylon powder in the SLS. The solutions in the optimized Pareto solution set were evenly distributed in the target space. An optimal compromise solution can be selected from Pareto optimal solution set according to the product requirements;
- (3)
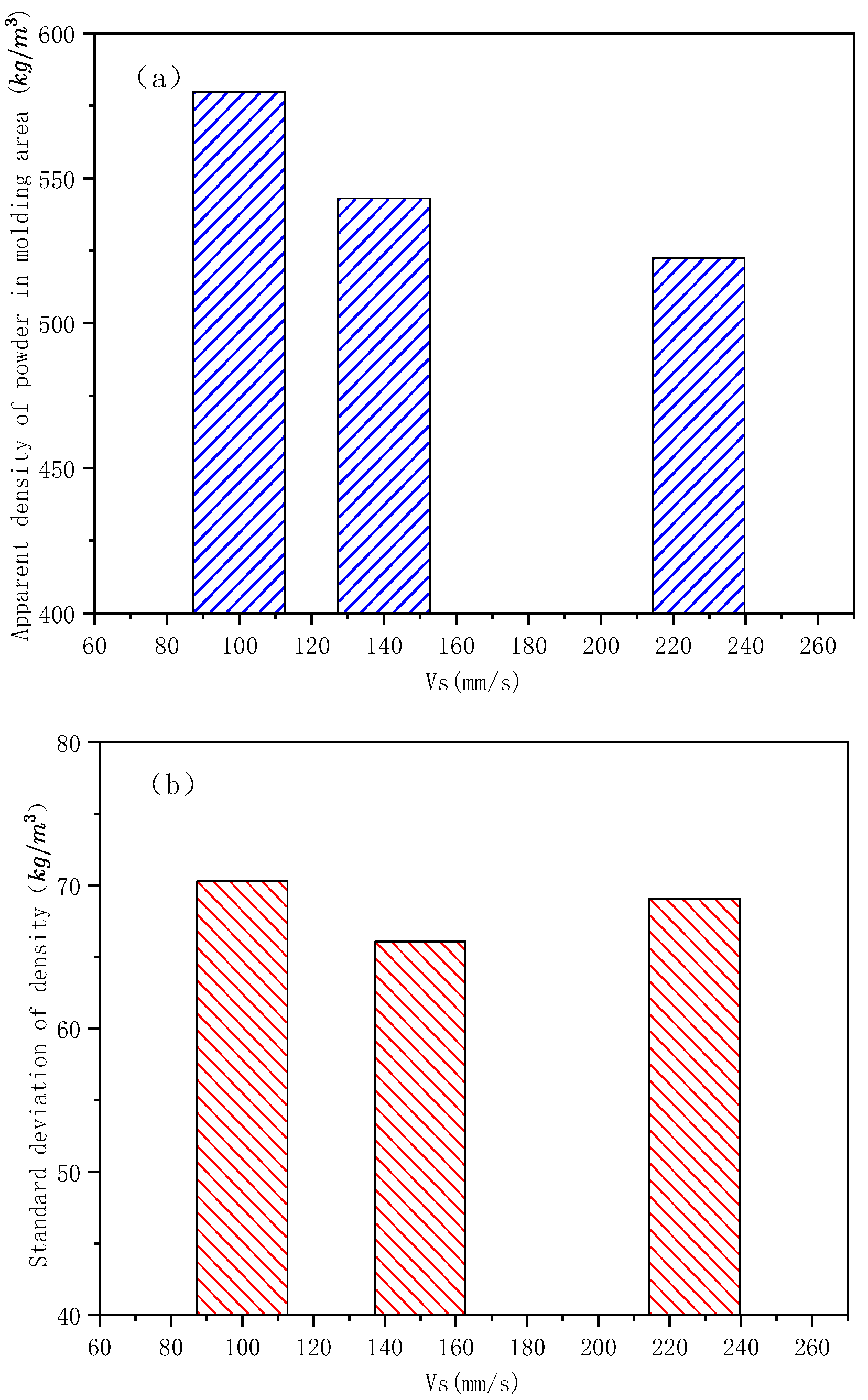
- The apparent density and standard deviation of the powder under different conditions were determined experimentally. The translation speed of the roller has a great influence on the powder laying quality, and the apparent powder density in the formation area decreases with the increase in roller speed. The experimental results agreed well with the selected optimization results and the maximum error was less than 4.6%. The reliability of the numerical simulation study on the SLS powder laying process of nylon powder was verified.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yan, C.; Shi, Y.; Li, Z.; Wen, S.; Wei, Q. Chapter 6—Numerical analysis of selective laser sintering key technology. In Selective Laser Sintering Additive Manufacturing Technology; Academic Press: New York, NY, USA, 2021; pp. 713–872. [Google Scholar]
- Chen, H.; Zhu, W.; Tang, H.; Yan, W. Oriented structure of short fiber reinforced polymer composites processed by selective laser sintering: The role of powder-spreading process. Int. J. Mach. Tools Manuf. 2021, 163, 103703. [Google Scholar] [CrossRef]
- Oropeza, D.; Penny, R.W.; Gilbert, D.; Hart, A.J. Mechanized spreading of ceramic powder layers for additive manufacturing characterized by transmission x-ray imaging: Influence of powder feedstock and spreading parameters on powder layer density. Powder Technol. 2022, 398, 117053. [Google Scholar] [CrossRef]
- Nan, W.; Gu, Y. Experimental investigation on the spreadability of cohesive and frictional powder. Adv. Powder Technol. 2022, 33, 103466. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, Y.; Xiao, X.; Jiang, S. Comparison of roller-spreading and blade-spreading processes in powder-bed additive manufacturing by DEM simulations. Particuology 2021, 66, 48–58. [Google Scholar] [CrossRef]
- Wang, L.; Li, E.; Shen, H.; Zou, R.; Yu, A.; Zhou, Z. Adhesion effects on spreading of metal powders in selective laser melting. Powder Technol. 2019, 363, 602–610. [Google Scholar] [CrossRef]
- Mussatto, A.; Groarke, R.; O’Neill, A.; Obeidi, M.A.; Delaure, Y.; Brabazon, D. Influences of powder morphology and spreading parameters on the powder bed topography uniformity in powder bed fusion metal additive manufacturing. Addit. Manuf. 2020, 38, 101807. [Google Scholar] [CrossRef]
- Peleg, M. Flowability of food powders and methods for its evaluation—A review. J. Food Process Eng. 1977, 1, 303–328. [Google Scholar] [CrossRef]
- Juliano, P.; Muhunthan, B.; Barbosa-Cánovas, G.V. Flow and shear descriptors of preconsolidated food powders. J. Food Eng. 2006, 72, 157–166. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, J.; Yang, S.; Zhang, H.; Yang, H.; Yue, G. Experimental study on the angle of repose of pulverized coal. Particuology 2010, 8, 482–485. [Google Scholar] [CrossRef]
- Vlachos, N.; Chang, I.T. Investigation of flow properties of metal powders from narrow particle size distribution to polydisperse mixtures through an improved Hall-flowmeter. Powder Technol. 2011, 205, 71–80. [Google Scholar] [CrossRef]
- Berretta, S.; Ghita, O.; Evans, K.; Anderson, A.; Newman, C. Size, shape and flow of powders for use in Selective Laser Sintering (SLS). In High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping; CRC Press: Boca Raton, FL, USA, 2013; pp. 49–54. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.-Y.; Cocks, A.C. Numerical and experimental investigations of the flow of powder into a confined space. Mech. Mater. 2006, 38, 304–324. [Google Scholar] [CrossRef]
- Dai, L.; Sorkin, V.; Vastola, G.; Zhang, Y. Dynamics calibration of particle sandpile packing characteristics via discrete element method. Powder Technol. 2019, 347, 220–226. [Google Scholar] [CrossRef]
- Amado, A.; Schmid, M.; Wegener, K. Flowability of SLS powders at elevated temperature. ETH Zurich. 2014. [Google Scholar] [CrossRef]
- Wei, G.; Zhang, H.; An, X.; Xiong, B.; Jiang, S. CFD-DEM study on heat transfer characteristics and microstructure of the blast furnace raceway with ellipsoidal particles. Powder Technol. 2019, 346, 350–362. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, Y.; Bao, T.; Xu, Y.; Xiao, X.; Jiang, S. Discrete Element Simulation of the Effect of Roller-Spreading Parameters on Powder-Bed Density in Additive Manufacturing. Materials 2020, 13, 2285. [Google Scholar] [CrossRef]
- Kovalev, O.; Gusarov, A.; Belyaev, V. Morphology of random packing of micro-particles and its effect on the absorption of laser radiation during selective melting of powders. Int. J. Eng. Sci. 2020, 157, 103378. [Google Scholar] [CrossRef]
- Hugonnet, B.; Missiaen, J.M.; Martin, C.L.; Rado, C. Effect of contact alignment on shrinkage anisotropy during sintering: Stereological model, discrete element model and experiments on NdFeB compacts. Mater. Des. 2020, 191, 108575. [Google Scholar] [CrossRef]
- Gao, W.; Liu, L.; Liao, Z.; Chen, S.; Zang, M.; Tan, Y. Discrete element analysis of the particle mixing performance in a ribbon mixer with a double U-shaped vessel. Granul. Matter 2019, 21, 12. [Google Scholar] [CrossRef]
- Steuben, J.C.; Iliopoulos, A.P.; Michopoulos, J.G. Discrete element modeling of particle-based additive manufacturing processes. Comput. Methods Appl. Mech. Eng. 2016, 305, 537–561. [Google Scholar] [CrossRef] [Green Version]
- Xin, H.; Sun, W.; Fish, J. Discrete element simulations of powder-bed sintering-based additive manufacturing. Int. J. Mech. Sci. 2018, 149, 373–392. [Google Scholar] [CrossRef]
- Meier, C.; Weissbach, R.; Weinberg, J.; Wall, W.A.; Hart, A.J. Critical influences of particle size and adhesion on the powder layer uniformity in metal additive manufacturing. J. Mater. Process. Technol. 2018, 266, 484–501. [Google Scholar] [CrossRef] [Green Version]
- Tan, Y.-Q.; Zheng, J.-H.; Gao, W.; Jiang, S.-Q.; Feng, Y. The Effect of Powder Flowability in the Selective Laser Sintering Process. In Proceedings of the 7th International Conference on Discrete Element Methods, Dalian, China, 1–4 August 2016; Springer: Singapore, 2016; Volume 188, pp. 629–636. [Google Scholar] [CrossRef]
- Chen, H.; Wei, Q.; Wen, S.; Li, Z.; Shi, Y. Flow behavior of powder particles in layering process of selective laser melting: Numerical modeling and experimental verification based on discrete element method. Int. J. Mach. Tools Manuf. 2017, 123, 146–159. [Google Scholar] [CrossRef]
- Yao, D.; An, X.; Fu, H.; Zhang, H.; Yang, X.; Zou, Q.; Dong, K. Dynamic investigation on the powder spreading during selective laser melting additive manufacturing. Addit. Manuf. 2020, 37, 101707. [Google Scholar] [CrossRef]
- Parteli, E.J.R.; Pöschel, T. Particle-based simulation of powder application in additive manufacturing. Powder Technol. 2016, 288, 96–102. [Google Scholar] [CrossRef]
- Dehghani, M.H.; Karri, R.R.; Yeganeh, Z.T.; Mahvi, A.H.; Nourmoradi, H.; Salari, M.; Zarei, A.; Sillanpää, M. Statistical modelling of endocrine disrupting compounds adsorption onto activated carbon prepared from wood using CCD-RSM and DE hybrid evolutionary optimization framework: Comparison of linear vs non-linear isotherm and kinetic parameters. J. Mol. Liq. 2020, 302, 112526. [Google Scholar] [CrossRef]
- Islam, M.; Buijk, A.; Rais-Rohani, M.; Motoyama, K. Process parameter optimization of lap joint fillet weld based on FEM–RSM–GA integration technique. Adv. Eng. Softw. 2015, 79, 127–136. [Google Scholar] [CrossRef] [Green Version]
- Elkelawy, M.; El Shenawy, E.; Bastawissi, H.A.-E.; Shams, M.M.; Panchal, H. A comprehensive review on the effects of diesel/biofuel blends with nanofluid additives on compression ignition engine by response surface methodology. Energy Convers. Manag. X 2022, 14, 100177. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, Y.; Ji, C.; Xiao, X.; Jiang, S. Research on the effects of roller-spreading parameters for nylon powder spreadability in additive manufacturing. Chin. J. Theor. Appl. Mech. 2021, 53, 11. [Google Scholar]
- Gady, B.; Schleef, D.; Reifenberger, R.; Rimai, D.; DeMejo, L.P. Identification of electrostatic and van der Waals interaction forces between a micrometer-size sphere and a flat substrate. Phys. Rev. B 1996, 53, 8065–8070. [Google Scholar] [CrossRef] [Green Version]
- Hamaker, H.C. The London—Van der Waals attraction between spherical particles. Physica 1937, 4, 1058–1072. [Google Scholar] [CrossRef]
- Tan, Y.; Zhang, J.; Jiang, S. Determination of Discrete Element Model Contact Parameters of Nylon Powder at SLS Preheating Temperature and its Flow Charateristics. Chin. J. Theor. Appl. Mech. 2019, 51, 56. [Google Scholar]
- Xiao, X.; Tan, Y.; Zhang, H.; Deng, R.; Jiang, S. Experimental and DEM studies on the particle mixing performance in rotating drums: Effect of area ratio. Powder Technol. 2017, 314, 182–194. [Google Scholar] [CrossRef]
- Haeri, S.; Wang, Y.; Ghita, O.; Sun, J. Discrete element simulation and experimental study of powder spreading process in additive manufacturing. Powder Technol. 2017, 306, 45–54. [Google Scholar] [CrossRef] [Green Version]
- Box, G.E.P.; Wilson, K.B. On the Experimental Attainment of Optimum Conditions. J. R. Stat. Soc. Ser. B Methodol. 1951, 13, 1–45. [Google Scholar] [CrossRef]
- Pezzin, A.P.T.; Capellari, J.B.; Neves, E.; Garcia, M.C.F.; Apati, G.P.; Schneider, A.L.D.S. Application of response surface methodology and central composite rotatable design (CCDR) for modelling the influence of agro-industrial waste in lactic acid biosynthesis. Acta Biol. Catarin. 2019, 6, 51–60. [Google Scholar] [CrossRef]
- Boubakri, A.; Hafiane, A.; Bouguecha, S.A.T. Application of response surface methodology for modeling and optimization of membrane distillation desalination process. J. Ind. Eng. Chem. 2014, 20, 3163–3169. [Google Scholar] [CrossRef]
- Yu, K.; Zhao, Y.; He, Y.; He, D. Response surface methodology for optimizing LIBS testing parameters: A case to conduct the elemental contents analysis in soil. Chemom. Intell. Lab. Syst. 2019, 195, 103891. [Google Scholar] [CrossRef]
- Dixit, P.; Tiwari, R.; Mukherjee, A.K.; Banerjee, P.K. Application of response surface methodology for modeling and optimization of spiral separator for processing of iron ore slime. Powder Technol. 2015, 275, 105–112. [Google Scholar] [CrossRef]
- Pierre, B. Pareto (Vilfredo)—Cours d’économie politique. Rev. Écon. 1965, 16, 811–812. [Google Scholar]
- Goetz-Girey, R.; Marchal, J. Cours d’économie politique. Rev. Écon. 1956, 7, 490. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T.A.M.T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2022, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Density (kg/m3) | 1000 |
| Shear modulus of powder (MPa) | 61 |
| Poisson ratio of power | 0.35 |
| Wall density (kg/m3) | 7800 |
| Wall shear modulus (Gpa) | 80 |
| Poisson ratio of wall | 0.30 |
| Coefficient of sliding friction between powder and wall | 0.51 |
| Coefficient of rolling friction between powder and wall | 0.15 |
| Hamaker constant between powder and wall | 9.72 × 10−20 |
| Resilience factor between powder and wall | 0.52 |
| Coefficient of sliding friction between powders | 0.48 |
| Rolling friction coefficient between powder and wall surface | 0.24 |
| Springback coefficient between powders | 0.11 |
| Hamaker constant between powders (J) | 7.21 × 10−20 |
| Powder charge generation factor | 0.03 |
| Power D50 (μm) | 50 |
| Number of powder particles | 215,000 |
| Parameter | Value |
|---|---|
| Drum translational velocity Vs (mm/s) | 60, 100, 140, 180, 220, 260, 280, 320 |
| Ratio of drum linear velocity to translational velocity Vr/Vs | 0.16, 0.33, 0.50, 0.66, 1.0, 1.31, 2.0, 2.63 |
| Diameter of roller Rg (mm) | 4, 12, 20, 24, 28, 32, 36, 40 |
| Powder particle D50 diameter (μm) | 30, 40, 50, 60, 70, 80, 90, 100 |
| Test Factor | −1.414 | −1 | 0 | 1 | 1.414 |
|---|---|---|---|---|---|
| Drum translational velocity Vs (mm/s) | 68.93 | 100.00 | 175.00 | 250.00 | 281.07 |
| particle diameter d (μm) | 39.46 | 50.00 | 75.00 | 100.00 | 110.36 |
| Test No. | Translational Velocity Vs (mm/s) | Particle Size D (μm) | Apparent Density (kg/m3) | Standard Deviation of the Density (kg/m3) | Roughness (μm) |
|---|---|---|---|---|---|
| 1 | 175.00 | 75.00 | 535.00 | 79.60 | 42.04 |
| 2 | 100.00 | 100.00 | 542.10 | 113.70 | 40.60 |
| 3 | 175.00 | 75.00 | 535.00 | 79.60 | 42.04 |
| 4 | 175.00 | 39.64 | 572.20 | 75.60 | 43.02 |
| 5 | 250.00 | 100.00 | 549.40 | 124.90 | 44.21 |
| 6 | 250.00 | 50.00 | 558.40 | 82.50 | 43.12 |
| 7 | 175.00 | 75.00 | 535.00 | 79.60 | 42.04 |
| 8 | 175.00 | 110.36 | 557.70 | 133.90 | 42.14 |
| 9 | 281.07 | 75.00 | 535.80 | 95.10 | 45.25 |
| 10 | 68.93 | 75.00 | 553.30 | 90.80 | 44.36 |
| 11 | 100.00 | 50.00 | 563.50 | 67.30 | 44.37 |
| 12 | 175.00 | 75.00 | 535.00 | 79.60 | 42.04 |
| 13 | 175.00 | 75.00 | 535.00 | 79.60 | 42.04 |
| Test No. | x(1) | x(2) | f(1) | f(2) | f(3) |
|---|---|---|---|---|---|
| 1 | 100.000 | 50.000 | −566.332 | 71.509 | 44.637 |
| 2 | 145.201 | 52.547 | −555.438 | 69.179 | 43.021 |
| 3 | 124.124 | 100.000 | −545.108 | 113.938 | 41.099 |
| 4 | 153.701 | 55.058 | −551.242 | 69.371 | 42.750 |
| 5 | 122.961 | 50.120 | −562.044 | 69.813 | 43.759 |
| 6 | 105.078 | 50.003 | −565.348 | 71.035 | 44.424 |
| 7 | 126.765 | 97.187 | −542.746 | 108.696 | 41.219 |
| 8 | 151.930 | 68.351 | −539.267 | 74.025 | 42.255 |
| 9 | 109.506 | 50.645 | −563.553 | 70.626 | 44.202 |
| 10 | 129.048 | 88.767 | −538.274 | 95.260 | 41.578 |
| 11 | 120.959 | 99.525 | −544.970 | 113.299 | 41.123 |
| 12 | 118.713 | 98.379 | −544.272 | 111.400 | 41.182 |
| 13 | 146.365 | 91.364 | −538.048 | 98.421 | 41.471 |
| 14 | 139.111 | 50.677 | −558.840 | 69.282 | 43.257 |
| 15 | 114.194 | 87.017 | −539.307 | 93.891 | 41.798 |
| 16 | 124.878 | 95.907 | −542.035 | 106.622 | 41.277 |
| 17 | 104.755 | 100.000 | −546.880 | 115.748 | 41.181 |
| 18 | 133.703 | 50.750 | −559.483 | 69.377 | 43.396 |
| 19 | 139.166 | 90.231 | −538.007 | 96.921 | 41.494 |
| 20 | 152.929 | 66.994 | −540.043 | 73.241 | 42.296 |
| Parameter | Value |
|---|---|
| Laser power (W) | 21 |
| Scanning interval (mm) | 0.15 |
| Drum diameter (mm) | 40 |
| Ratio of drum linear velocity to translational velocity | 0.5 |
| Preheating temperature of formation cylinder (°C) | 171 |
| Preheating temperature of powder feeding cylinder (°C) | 132 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, X.; Jin, Y.; Tan, Y.; Gao, W.; Jiang, S.; Liu, S.; Chen, M. Investigation of the Effects of Roller Spreading Parameters on Powder Bed Quality in Selective Laser Sintering. Materials 2022, 15, 3849. https://doi.org/10.3390/ma15113849
Xiao X, Jin Y, Tan Y, Gao W, Jiang S, Liu S, Chen M. Investigation of the Effects of Roller Spreading Parameters on Powder Bed Quality in Selective Laser Sintering. Materials. 2022; 15(11):3849. https://doi.org/10.3390/ma15113849
Chicago/Turabian StyleXiao, Xiangwu, Yufeng Jin, Yuanqiang Tan, Wei Gao, Shengqiang Jiang, Sisi Liu, and Meiliang Chen. 2022. "Investigation of the Effects of Roller Spreading Parameters on Powder Bed Quality in Selective Laser Sintering" Materials 15, no. 11: 3849. https://doi.org/10.3390/ma15113849
APA StyleXiao, X., Jin, Y., Tan, Y., Gao, W., Jiang, S., Liu, S., & Chen, M. (2022). Investigation of the Effects of Roller Spreading Parameters on Powder Bed Quality in Selective Laser Sintering. Materials, 15(11), 3849. https://doi.org/10.3390/ma15113849