
Microstructure and Mechanical Property Evaluation of Dune Sand Reactive Powder Concrete Subjected to Hot Air Curing



Abstract
:1. Introduction
2. Experimental Program
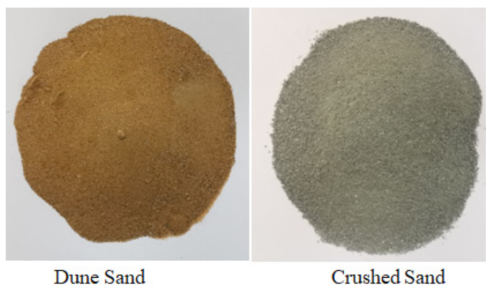
2.1. Characterization of Constituent Materials
2.2. Mix Proportions
2.3. Mixing and Sample Preparation
- Dry mixing of all binder materials at low speed (140 rpm) for 2 min;
- Addition of 80% of total water with 100% SP dosage and mixing at low-medium speed (140/185 rpm) for 3 min;
- Addition of fine aggregates and mixing at low-medium speed (140/185 rpm) for 4 min;
- Addition of remaining water and mixing at low-medium speed (140/185 rpm) until a fresh paste is formed (note: time for fresh paste varied based on binder materials used);
- Addition of steel fibers and mixing at low speed (140 rpm) for 3 to 6 min.
2.4. Curing Conditions
- Water curing (WC) at 20 °C;
- Hot air curing (HAC) at 100 °C;
- Hot air curing at 100 °C + ambient.
2.5. Tests Conducted
2.5.1. Workability
2.5.2. Mechanical Tests
2.5.3. Scanning Electron Microscopy
3. Results and Discussion
3.1. Workability
3.2. Compressive Strength
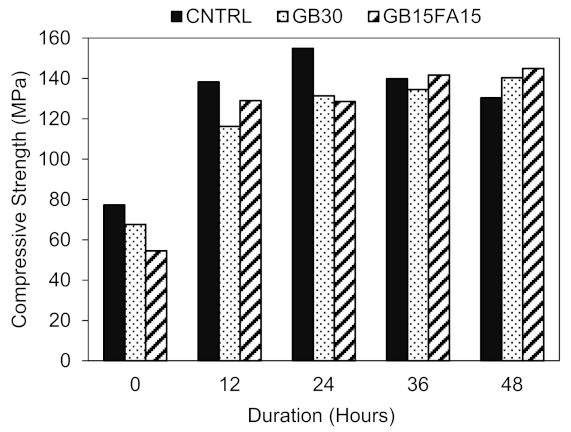
3.2.1. 48 h Hot Air Curing Strength Development
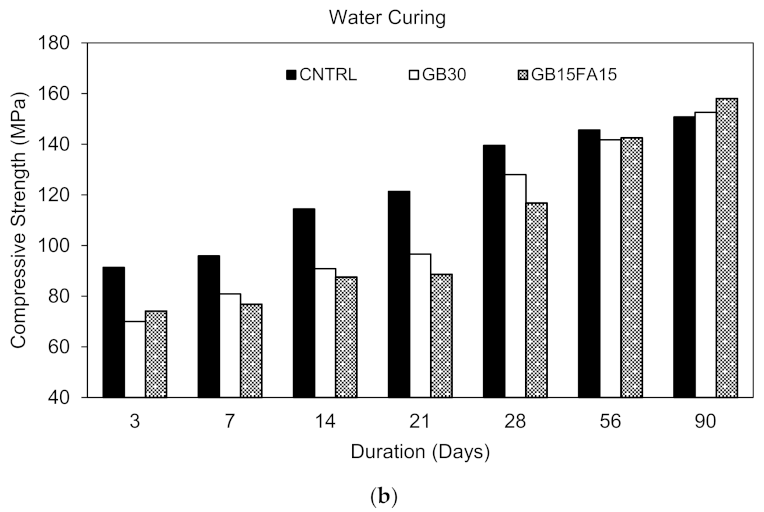
3.2.2. Hot Air Curing vs. Water Curing
3.2.3. Effect of GGBS and Ternary Blends
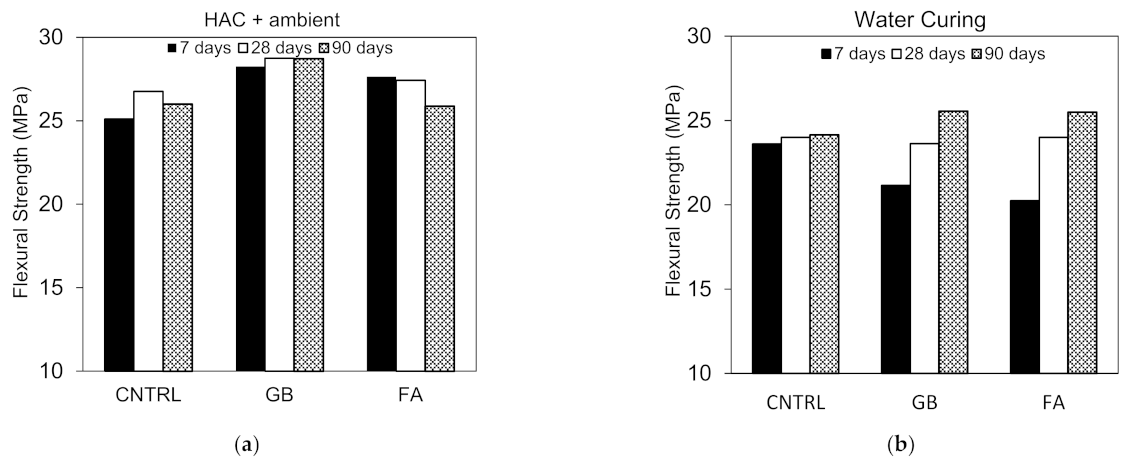
3.3. Flexural Strength
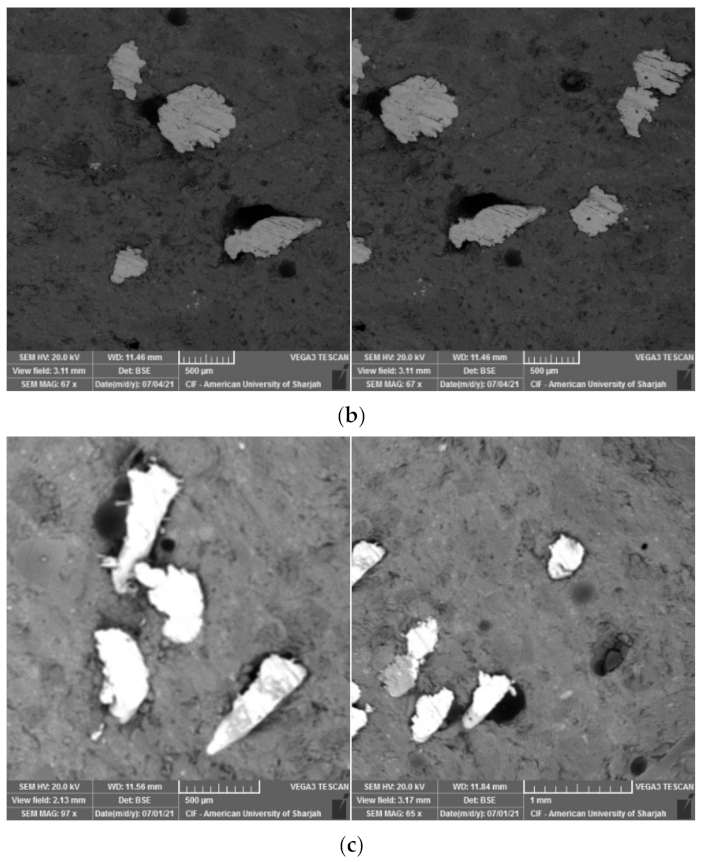
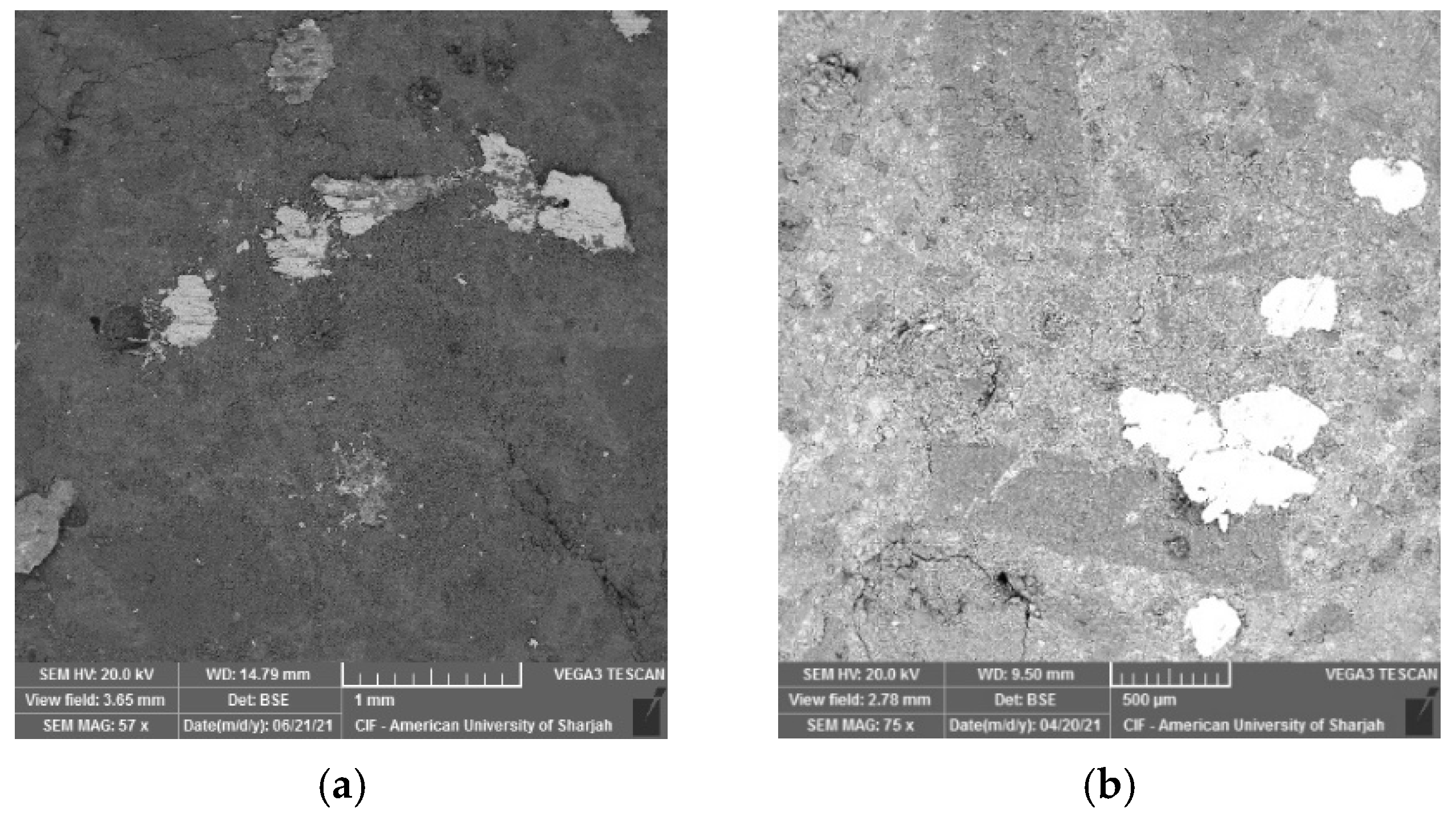
3.4. Microstructure Investigation
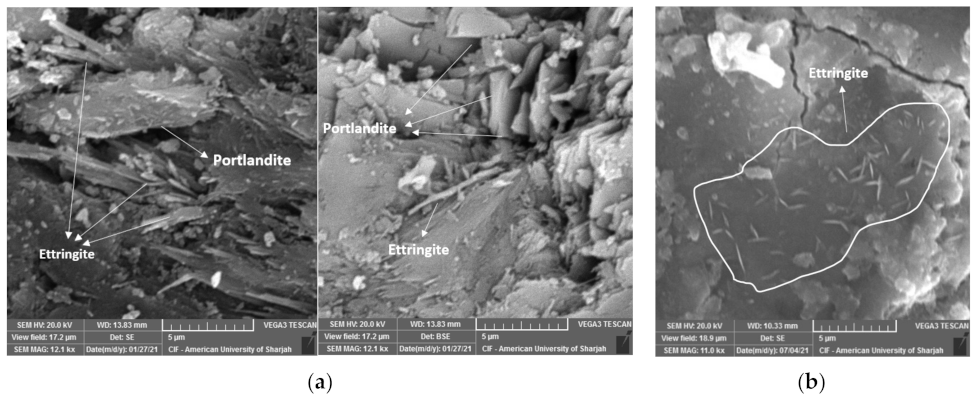
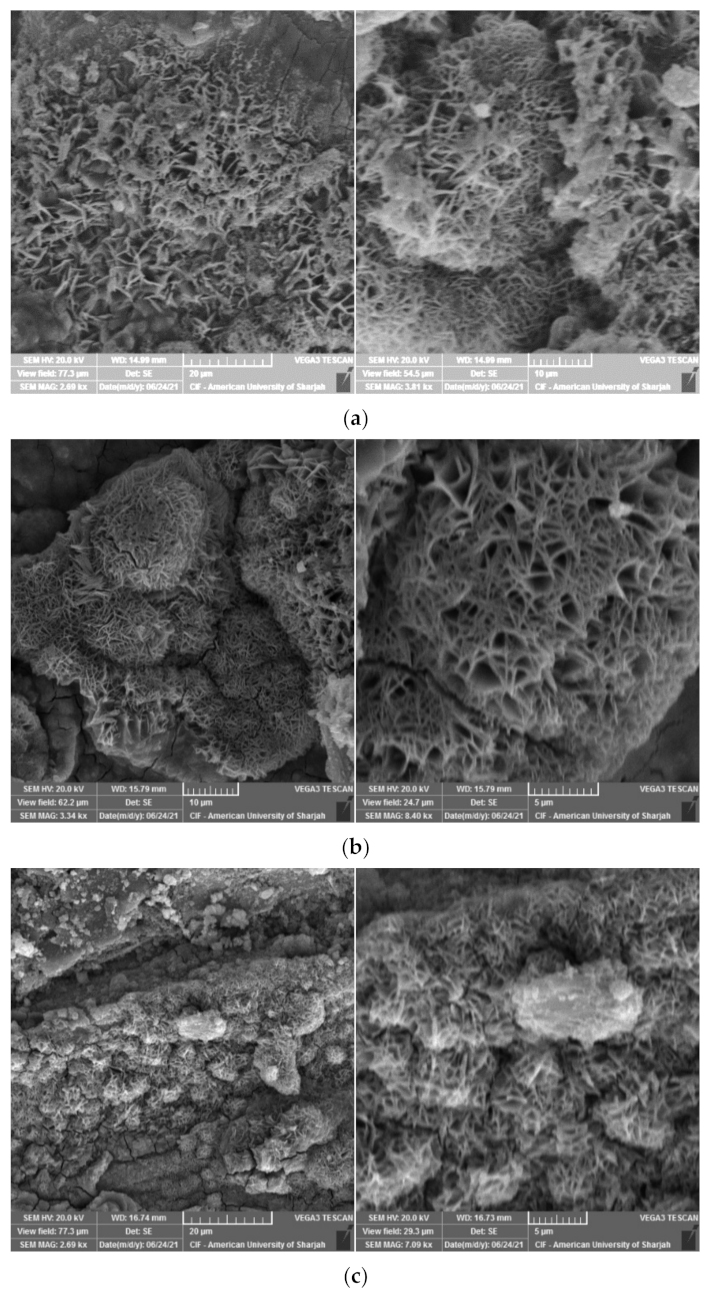
3.4.1. Effect of Different Curing Conditions
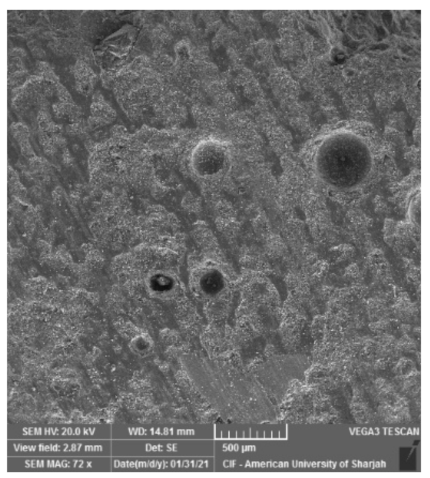
3.4.2. Steel-to-Matrix Bond
4. Conclusions
- HAC significantly increased the compressive strength of all mixes as compared to the flexural strength. Up to a 137% percentage increase was reported for the 12 h HAC, while for the flexural strength the percentage increase only reached up to 37% and mostly ranged from 6% to 14% for the 24 h HAC.
- The use of GGBS and FA is more desirable under heat curing conditions as the compressive strength of GB30 and GB15FA15 continued to increase under HAC as opposed to the control mix.
- The 90-day WC strength of the CNTRL mix can be achieved within 24 h only of HAC, while for the GB30 and GB15FA15, higher HAC durations are required to achieve the 90-day WC strength. However, it should be noted that when the specimens of the GGBS and FA mixes were heat cured for 24 h only and left in ambient condition until 90 days, the strengths were comparable to that of the 90-day WC specimens.
- The time at which the specimens are exposed to heat curing has a major impact on the properties of RPC. When the specimens were demolded at 24 h and hot air cured, the compressive strength did not exceed 115 MPa. However, when the samples were left an additional day in ambient condition and then subjected to HAC, the strength exceeded 120 MPa after 12 h only. Therefore, it is critical to monitor the time at which the concrete specimens are subjected to HAC to avoid any adverse effect on the RPC performance.
- Microstructure investigations revealed the formation of iron oxide (corrosion) products for all HAC mixes at late ages. The incorporation of FA increased the rate at which these products formed as they were detected at early ages of HAC and late ages of WC for the GB15FA15 mix. This suggests that the use of GGBS is more durable as compared to FA. However, the effect of the formation of these products at late ages should still be studied from a durability point of view. In addition, additional research is required to study the duration at which these compounds form in concrete.
- Finally, it can be concluded from the experimental work results that the optimum mix of this study is the GB30 mix, and the production of ultra-high strength RPC is possible with the use of crushed and dune sand with aggregate sizes of 150 µm–1.18 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Ahmed, S.; Al-Dawood, Z.; Abed, F.; Mannan, M.A.; Al-Samarai, M. Impact of using different materials, curing regimes, and mixing procedures on compressive strength of reactive powder concrete-A review. J. Build. Eng. 2021, 44, 103238. [Google Scholar] [CrossRef]
- Xiao, R.; Jiang, X.; Zhang, M.; Polaczyk, P.; Huang, B. Analytical investigation of phase assemblages of alkali-activated materials in CaO-SiO2-Al2O3 systems: The management of reaction products and designing of precursors. Mater. Des. 2020, 194, 108975. [Google Scholar] [CrossRef]
- Higuchi, A.M.D.; Marques, M.G.D.S.; Ribas, L.F.; de Vasconcelos, R.P. Use of glass powder residue as an eco-efficient supplementary cementitious material. Constr. Build. Mater. 2021, 304, 124640. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yiğiter, H.; Karabulut, A..; Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Yiğiter, H.; Aydın, S.; Yazıcı, H.; Yardımcı, M.Y. Mechanical performance of low cement reactive powder concrete (LCRPC). Compos. Part B Eng. 2012, 43, 2907–2914. [Google Scholar] [CrossRef]
- Yazici, H.; Yardımcı, M.Y.; Yiğiter, H.; Aydın, S.; Türkel, S. Mechanical properties of reactive powder concrete containing high volumes of ground granulated blast furnace slag. Cem. Concr. Compos. 2010, 32, 639–648. [Google Scholar] [CrossRef]
- Edwin, R.S.; Gruyaert, E.; De Belie, N. Influence of intensive vacuum mixing and heat treatment on compressive strength and microstructure of reactive powder concrete incorporating secondary copper slag as supplementary cementitious material. Constr. Build. Mater. 2017, 155, 400–412. [Google Scholar] [CrossRef]
- Hasan, Z.A.; Nasr, M.S.; Abed, M.K. Properties of reactive powder concrete containing different combinations of fly ash and metakaolin. Mater. Today Proc. 2021, 42, 2436–2440. [Google Scholar] [CrossRef]
- Mo, J.; Ou, Z.; Zhao, X.; Liu, J.; Wang, Y. Influence of superabsorbent polymer on shrinkage properties of reactive powder concrete blended with granulated blast furnace slag. Constr. Build. Mater. 2017, 146, 283–296. [Google Scholar] [CrossRef]
- Zhu, P.; Mao, X.; Qu, W.; Li, Z.; Ma, Z.J. Investigation of using recycled powder from waste of clay bricks and cement solids in reactive powder concrete. Constr. Build. Mater. 2016, 113, 246–254. [Google Scholar] [CrossRef]
- Vigneshwari, M.; Arunachalam, K.; Angayarkanni, A. Replacement of silica fume with thermally treated rice husk ash in Reactive Powder Concrete. J. Clean. Prod. 2018, 188, 264–277. [Google Scholar] [CrossRef]
- Xiaoying, L.; Jun, L.; Zhongyuan, L.; Li, H.; Jiakun, C. Preparation and properties of reactive powder concrete by using titanium slag aggregates. Constr. Build. Mater. 2019, 234, 117342. [Google Scholar] [CrossRef]
- Kushartomo, W.; Bali, I.; Sulaiman, B. Mechanical Behavior of Reactive Powder Concrete with Glass Powder Substitute. In Procedia Engineering; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; Volume 2015, pp. 617–622. [Google Scholar] [CrossRef] [Green Version]
- Rong, Q.; Hou, X.; Ge, C. Quantifying curing and composition effects on compressive and tensile strength of 160–250 MPa RPC. Constr. Build. Mater. 2020, 241, 117987. [Google Scholar] [CrossRef]
- Yunsheng, Z.; Wei, S.; Sifeng, L.; Chujie, J.; Jianzhong, L. Preparation of C200 green reactive powder concrete and its static–dynamic behaviors. Cem. Concr. Compos. 2008, 30, 831–838. [Google Scholar] [CrossRef]
- Mao, X.; Qu, W.; Zhu, P. Mixture Optimization of Green Reactive Powder Concrete with Recycled Powder. J. Mater. Civ. Eng. 2019, 31, 04019033. [Google Scholar] [CrossRef]
- Hooton, R.D.; Zhutovsky, S.; Kamali-Bernard, S. Ternary blends. In Properties of Fresh and Hardened Concrete Containing Supplementary Cementitious Materials; Springer: Cham, Switzerland, 2018; pp. 303–315. [Google Scholar] [CrossRef]
- Peng, Y.; Hu, S.; Ding, Q. Preparation of reactive powder concrete using fly ash and steel slag powder. J. Wuhan Univ. Technol. Sci. Ed. 2010, 25, 349–354. [Google Scholar] [CrossRef]
- Bleszinsky, R.; Hooton, R.D.; Thomas, M.D.; Rogers, C.A. Durability of Ternary Blend Concrete with Silica Fume and Blast-Furnace Slag: Laboratory and Outdoor Exposure Site Studies. ACI Mater. J. 2002, 99, 499–508. [Google Scholar]
- BS EN 197-1. Raising Standards Worldwide TMBSI Standards Publication Cement Part 1: Composition, Specifications and Conformity Criteria for Common Cements; BSI: London, UK, 2011. [Google Scholar]
- EN 15167-1. Ground Granulated Blast Furnace Slag for Use in Concrete, Mortar and Grout-Part 1: Definitions, Specifications and Conformity Criteria; BSI: London, UK, 2006. [Google Scholar]
- Hiremath, P.N.; Yaragal, S.C. Influence of mixing method, speed and duration on the fresh and hardened properties of Reactive Powder Concrete. Constr. Build. Mater. 2017, 141, 271–288. [Google Scholar] [CrossRef]
- ASTM C1437. C01 Committee Specification for Flow Table for Use in Tests of Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- ASTM C 109. C01 Committee Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C 293. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Center-Point Loading); ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM C1723. C09 Committee Guide for Examination of Hardened Concrete Using Scanning Electron Microscopy; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Hiremath, P.N.; Yaragal, S.C. Effect of different curing regimes and durations on early strength development of reactive powder concrete. Constr. Build. Mater. 2017, 154, 72–87. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H.; Xie, L. Effect of SCM and nano-particles on static and dynamic mechanical properties of UHPC. Constr. Build. Mater. 2018, 182, 118–125. [Google Scholar] [CrossRef]
- Zdeb, T. Effect of vacuum mixing and curing conditions on mechanical properties and porosity of reactive powder concretes. Constr. Build. Mater. 2019, 209, 326–339. [Google Scholar] [CrossRef]
- Xun, X.; Ronghua, Z.; Yinghu, L. Influence of curing regime on properties of reactive powder concrete containing waste steel fibers. Constr. Build. Mater. 2019, 232, 117129. [Google Scholar] [CrossRef]
- Aydin, S.; Yazici, H.; Yardimci, M.Y.; Yigiter, H. Effect of Aggregate Type on Mechanical Properties of Reactive Powder Concrete. ACI Mater. J. 2010, 107, 441–449. [Google Scholar] [CrossRef]
- Yazici, H. The effect of curing conditions on compressive strength of ultra high strength concrete with high volume mineral admixtures. Build. Environ. 2007, 42, 2083–2089. [Google Scholar] [CrossRef]
- Zdeb, T. An analysis of the steam curing and autoclaving process parameters for reactive powder concretes. Constr. Build. Mater. 2017, 131, 758–766. [Google Scholar] [CrossRef]
- Aïtcin, P.-C. Portland cement. In Science and Technology of Concrete Admixtures; Elsevier Inc.: Amsterdam, The Netherlands, 2016; pp. 27–51. [Google Scholar] [CrossRef]
- Kurdowski, W. Cement and Concrete Chemistry; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar] [CrossRef]
- Ghoreishiamiri, S.; Raja, P.B.; Ismail, M.; Karouei, S.F.H.; Forouzani, P. Areca Catechu: An Eco-Friendly Corrosion Inhibitor for Reinforced Concrete Structures in Corrosive Mediums. J. Bio-Tribo-Corros. 2021, 7, 22. [Google Scholar] [CrossRef]
- Leban, M.B.; Kosec, T. Characterization of corrosion products formed on mild steel in deoxygenated water by Raman spectroscopy and energy dispersive X-ray spectrometry. Eng. Fail. Anal. 2017, 79, 940–950. [Google Scholar] [CrossRef]
- Sánchez-Deza, A.; Bastidas, D.M.; La Iglesia, A.; Bastidas, J.-M. A simple thermodynamic model on the cracking of concrete due to rust formed after casting. Anti-Corros. Methods Mater. 2017, 64, 335–339. [Google Scholar] [CrossRef]
- Scheinherrová, L.; Vejmelková, E.; Keppert, M.; Bezdička, P.; Doleželová, M.; Krejsová, J.; Grzeszczyk, S.; Matuszek-Chmurowska, A.; Černý, R. Effect of Cu-Zn coated steel fibers on high temperature resistance of reactive powder concrete. Cem. Concr. Res. 2018, 117, 45–57. [Google Scholar] [CrossRef]
- Hiremath, P.; Yaragal, S.C. Investigation on Mechanical Properties of Reactive Powder Concrete under Different Curing Regimes. Mater. Today Proc. 2017, 4, 9758–9762. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement | SF | GGBS | FA | |
|---|---|---|---|---|
| SiO2 (%) | 20.5 | 92.98 | - | 64.50 |
| Fe2O3 (%) | 3.6 | 1.49 | - | - |
| Al2O3 (%) | 4.8 | 0.49 | - | - |
| CaO (%) | 63 | - | - | - |
| MgO (%) | 2.3 | 0.57 | 6.0 | 0.39 |
| K2O (%) | - | 0.51 | - | - |
| Na2O (%) | 0.54 | 0.47 | - | 0.21 |
| SO3 (%) | 2.6 | 0.57 | 0.10 | 0.047 |
| LOI | - | 1.80 | - | 0.92 |
| Blaine fineness (m2/kg) | 318 | 16,000 | 417 | 474.2 |
| Initial setting time (min) | 180 | - | - | - |
| Final setting time (min) | 230 | - | - | - |
| 7-day compressive strength | 40.2 | - | 40.6 | - |
| 28-day compressive strength | 52.6 | - | 54.8 | - |
| CNTRL | GB30 | GB15FA15 | |
|---|---|---|---|
| Cement (kg/m3) | 818 | 571 | 571 |
| SF (kg/m3) | 272 | 272 | 272 |
| GGBS (kg/m3) | - | 222 | 122 |
| FA (kg/m3) | - | - | 122 |
| Crushed sand (kg/m3) | 633 | 633 | 633 |
| Dune sand (kg/m3) | 458 | 458 | 458 |
| Water (kg/m3) | 185 | 185 | 185 |
| Steel fibers (kg/m3) | 141 | 141 | 141 |
| Water-to-binder ratio | 0.17 | 0.17 | 0.17 |
| Aggregate-to-binder ratio | 1.0 | 1.0 | 1.0 |
| Mechanical Tests | Standard | Specimen Size | No. of Test Specimens | Curing Condition | ||
|---|---|---|---|---|---|---|
| WC | HAC | HAC + Ambient | ||||
| Compressive strength | ASTM C 109 | 50 × 50 × 50 mm | 4 | 3, 7, 14, 21, 28, and 90 days | 12, 24, 36, and 48 h | 3, 7, 14, 21, 28, and 90 days |
| Flexural strength | ASTM C 293 | 40 × 40 × 160 mm | 3 | 7, 28, and 90 days | 7, 28, and 90 days | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, S.; Mahaini, Z.; Abed, F.; Mannan, M.A.; Al-Samarai, M. Microstructure and Mechanical Property Evaluation of Dune Sand Reactive Powder Concrete Subjected to Hot Air Curing. Materials 2022, 15, 41. https://doi.org/10.3390/ma15010041
Ahmed S, Mahaini Z, Abed F, Mannan MA, Al-Samarai M. Microstructure and Mechanical Property Evaluation of Dune Sand Reactive Powder Concrete Subjected to Hot Air Curing. Materials. 2022; 15(1):41. https://doi.org/10.3390/ma15010041
Chicago/Turabian StyleAhmed, Sara, Zin Mahaini, Farid Abed, Mohammad Abdul Mannan, and Mufid Al-Samarai. 2022. "Microstructure and Mechanical Property Evaluation of Dune Sand Reactive Powder Concrete Subjected to Hot Air Curing" Materials 15, no. 1: 41. https://doi.org/10.3390/ma15010041
APA StyleAhmed, S., Mahaini, Z., Abed, F., Mannan, M. A., & Al-Samarai, M. (2022). Microstructure and Mechanical Property Evaluation of Dune Sand Reactive Powder Concrete Subjected to Hot Air Curing. Materials, 15(1), 41. https://doi.org/10.3390/ma15010041