
Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process

 , , , and
, , , and
Abstract
1. Introduction
1.1. Fundamentals of Fiber-Reinforced Additive Manufacturing
1.2. Aims and Scope
2. Materials and Methods
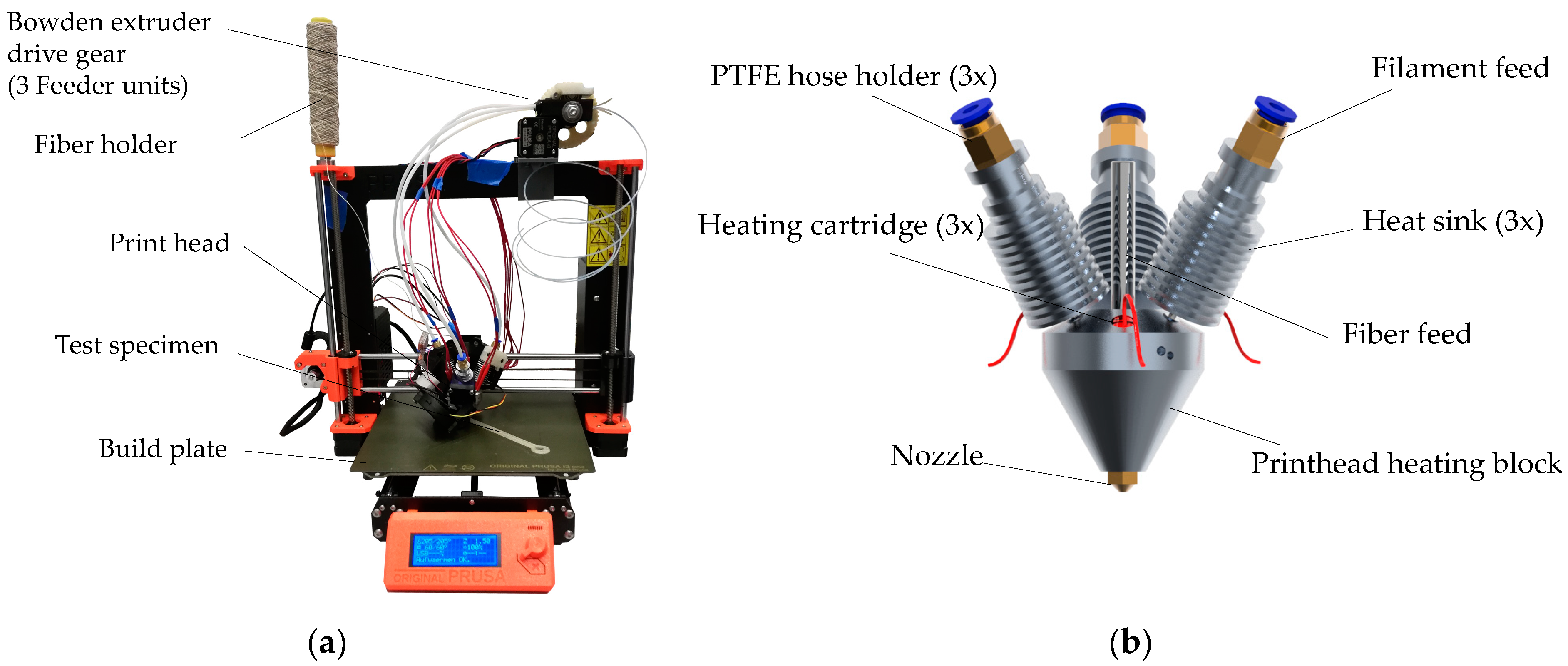
2.1. Machine and Process for Continuous Fiber-Reinforced Additive Manufacturing
2.1.1. Print Head Development for Processing Continuous Fiber-Reinforced Polymers
2.1.2. Development of the Filament Feed and the Cooling System
2.2. Additive Manufacturing of Continuous Fiber-Reinforced Test Specimens
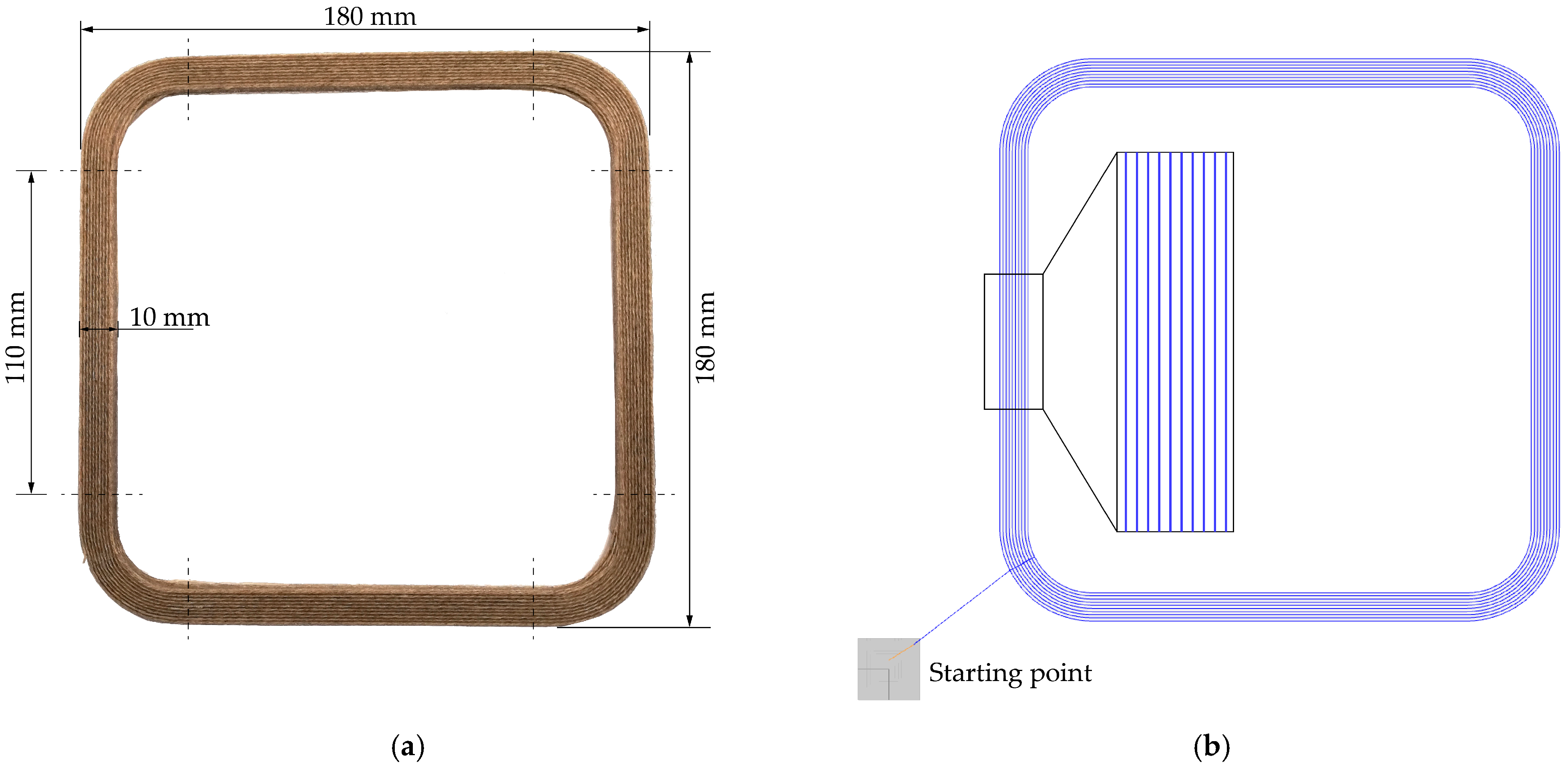
2.2.1. Specimen Design
2.2.2. Additive Manufacturing Process and Path Planning
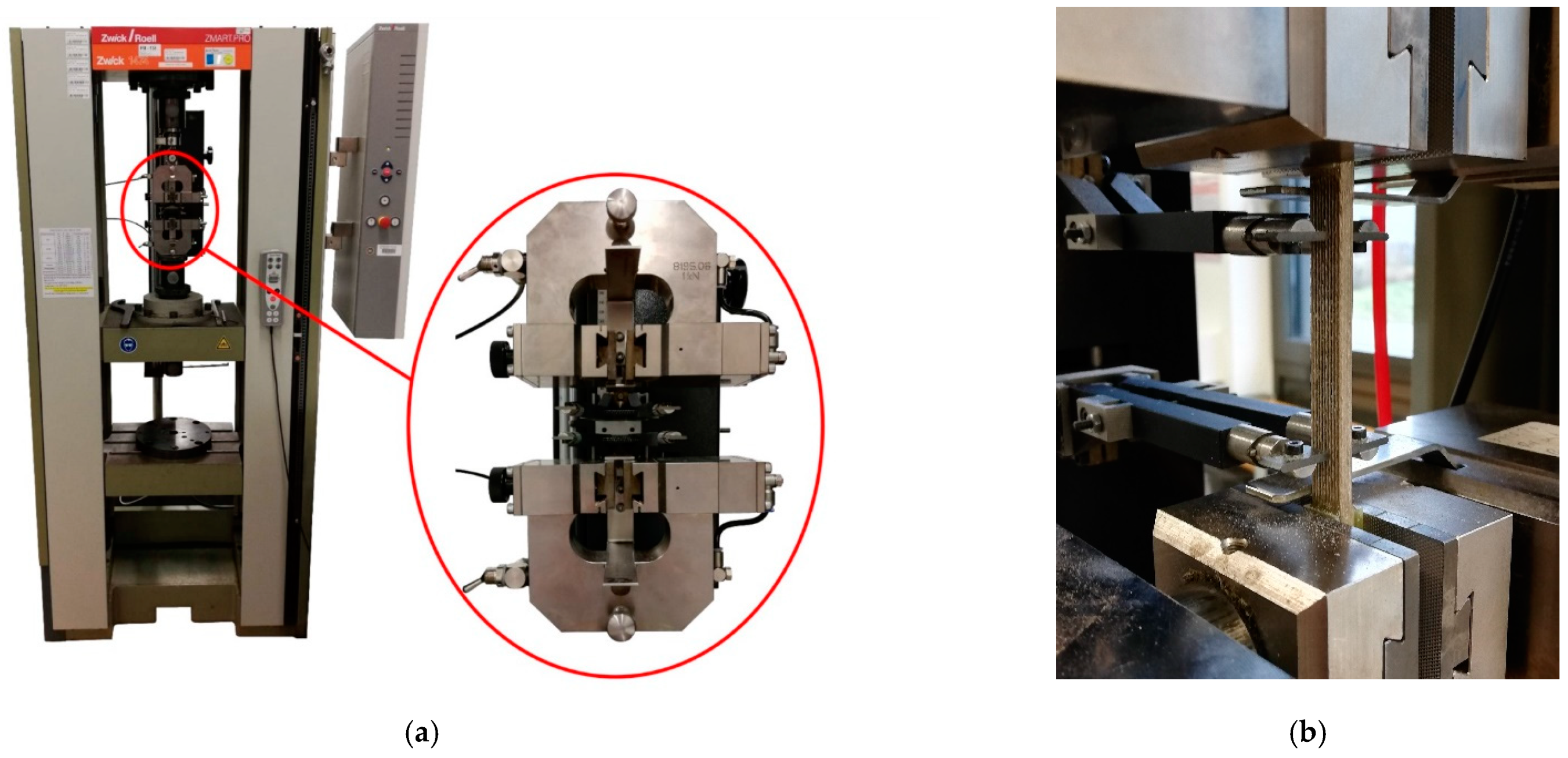
2.3. Mechanical, Optical and Thermal Material Characterization
3. Results and Discussion
3.1. Material Characterization of the Continuous Fiber-Reinforced Composites Processed by Additive Manufacturing
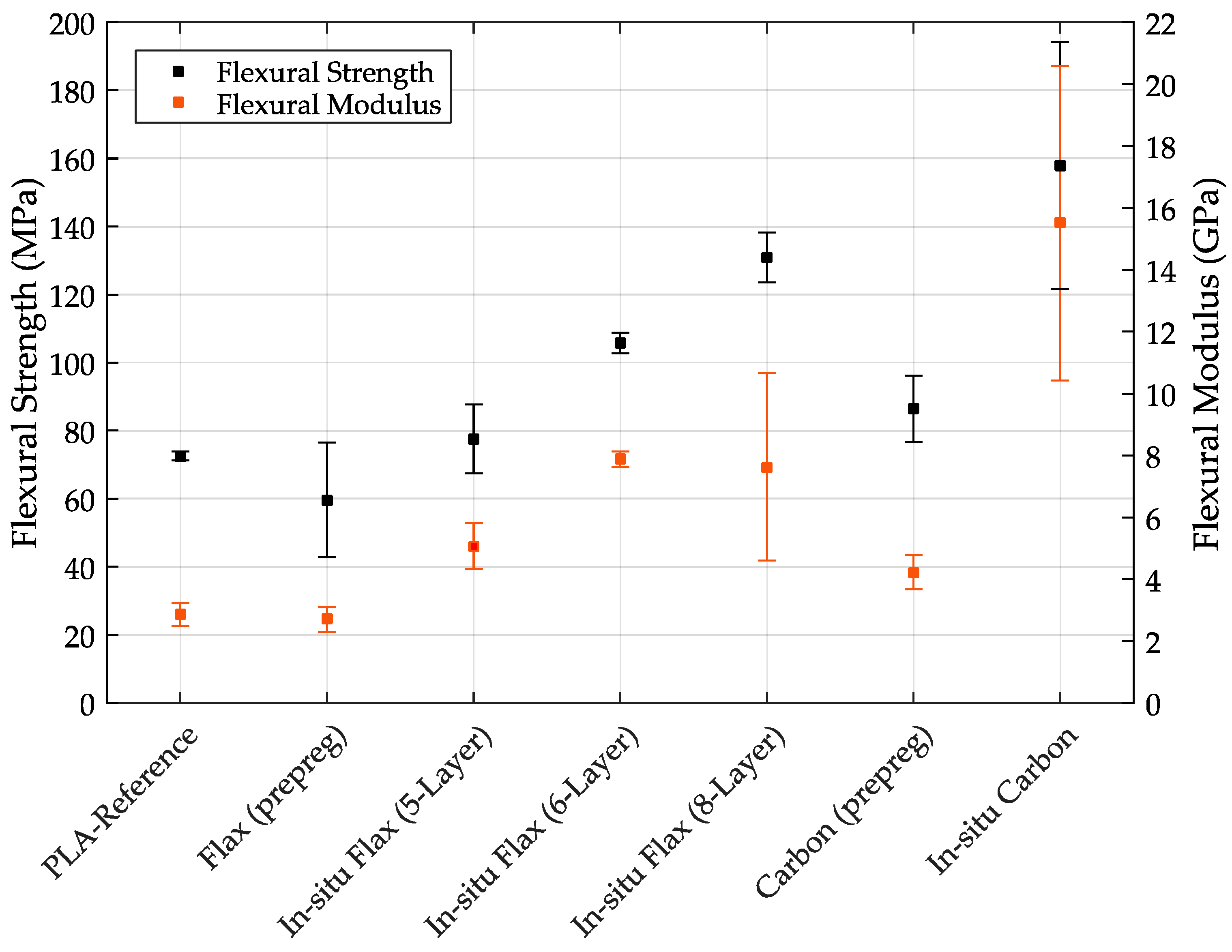
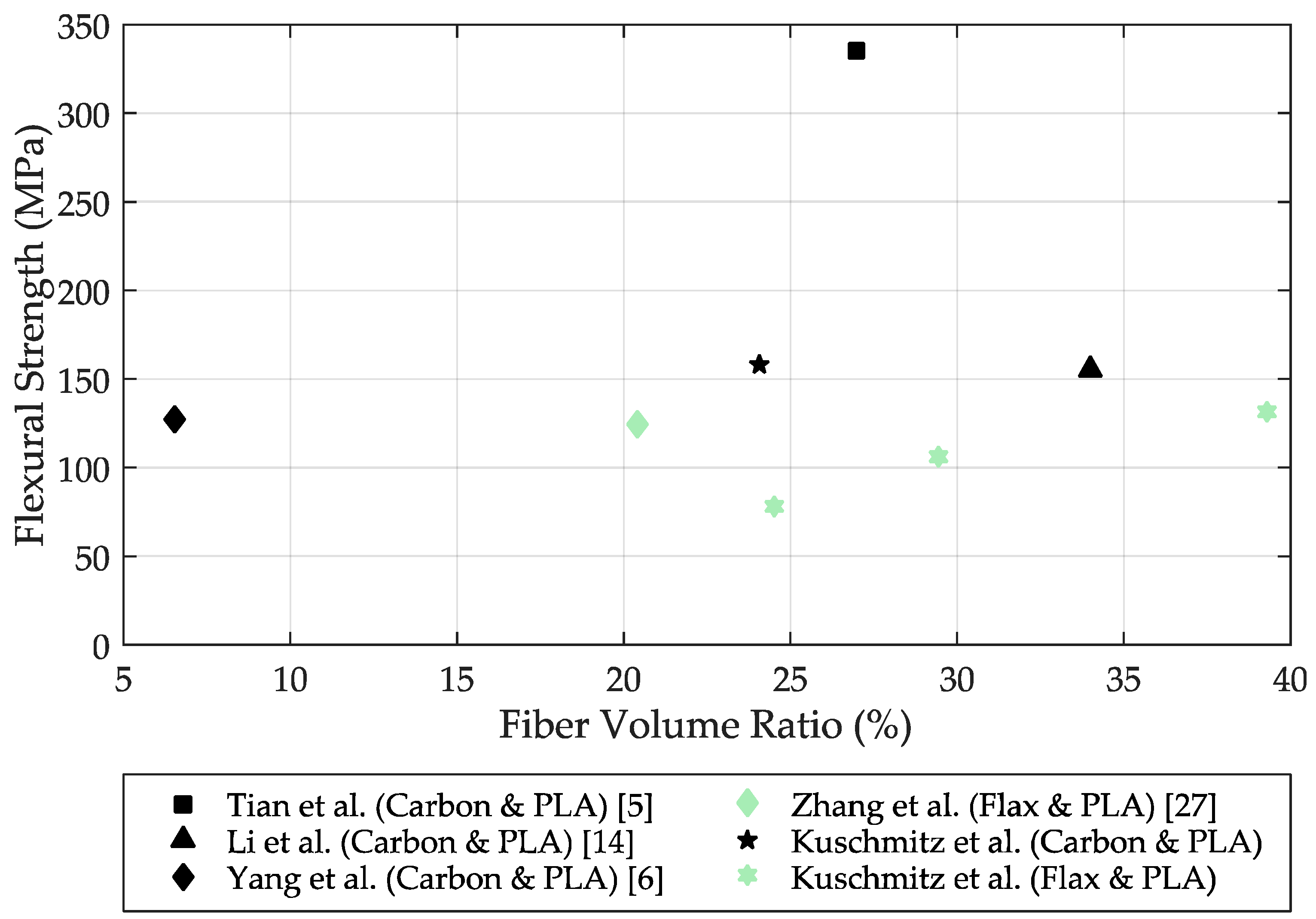
3.1.1. Flexural Tests
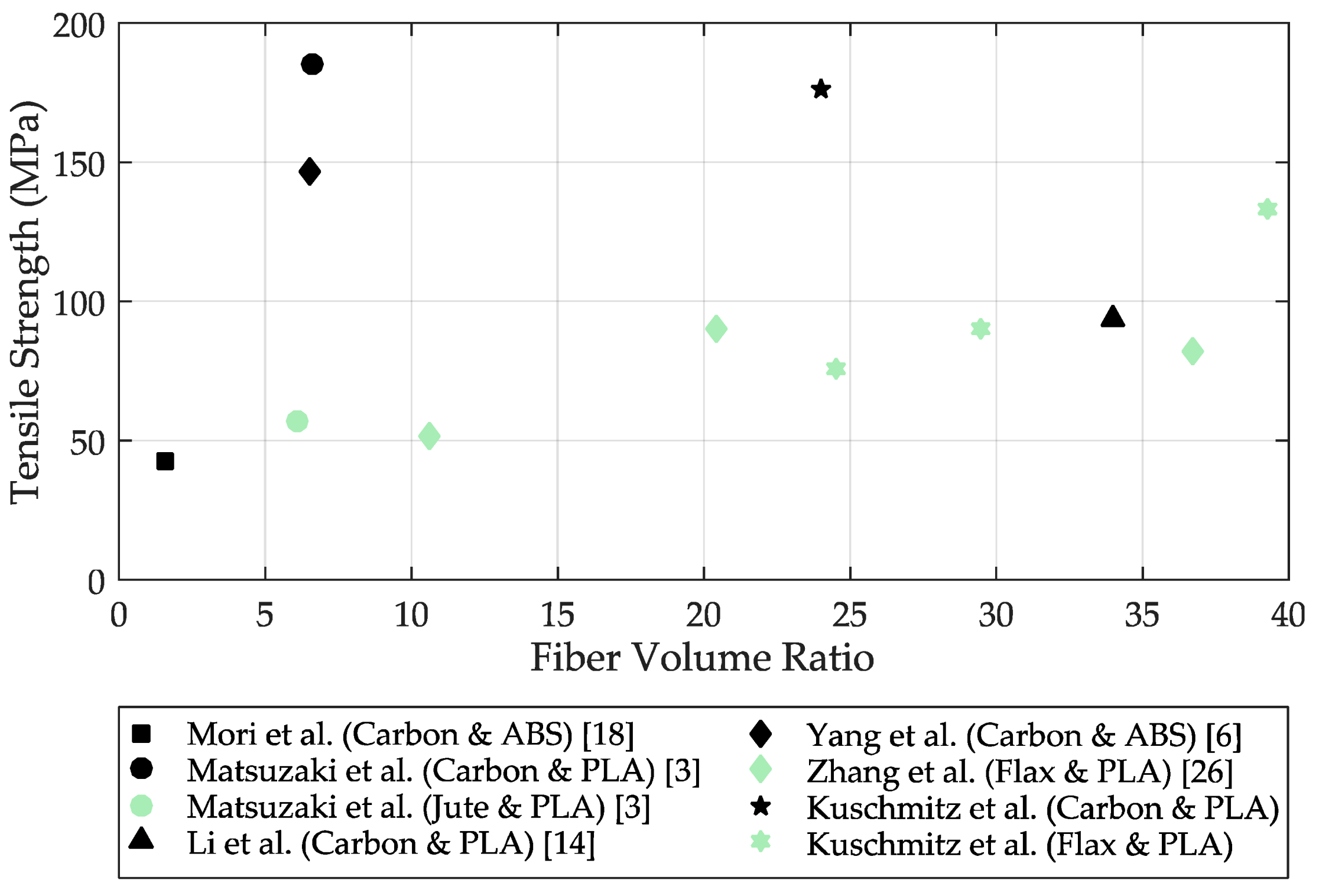
3.1.2. Tensile Tests
3.2. Analysis of the Investigated Specimens
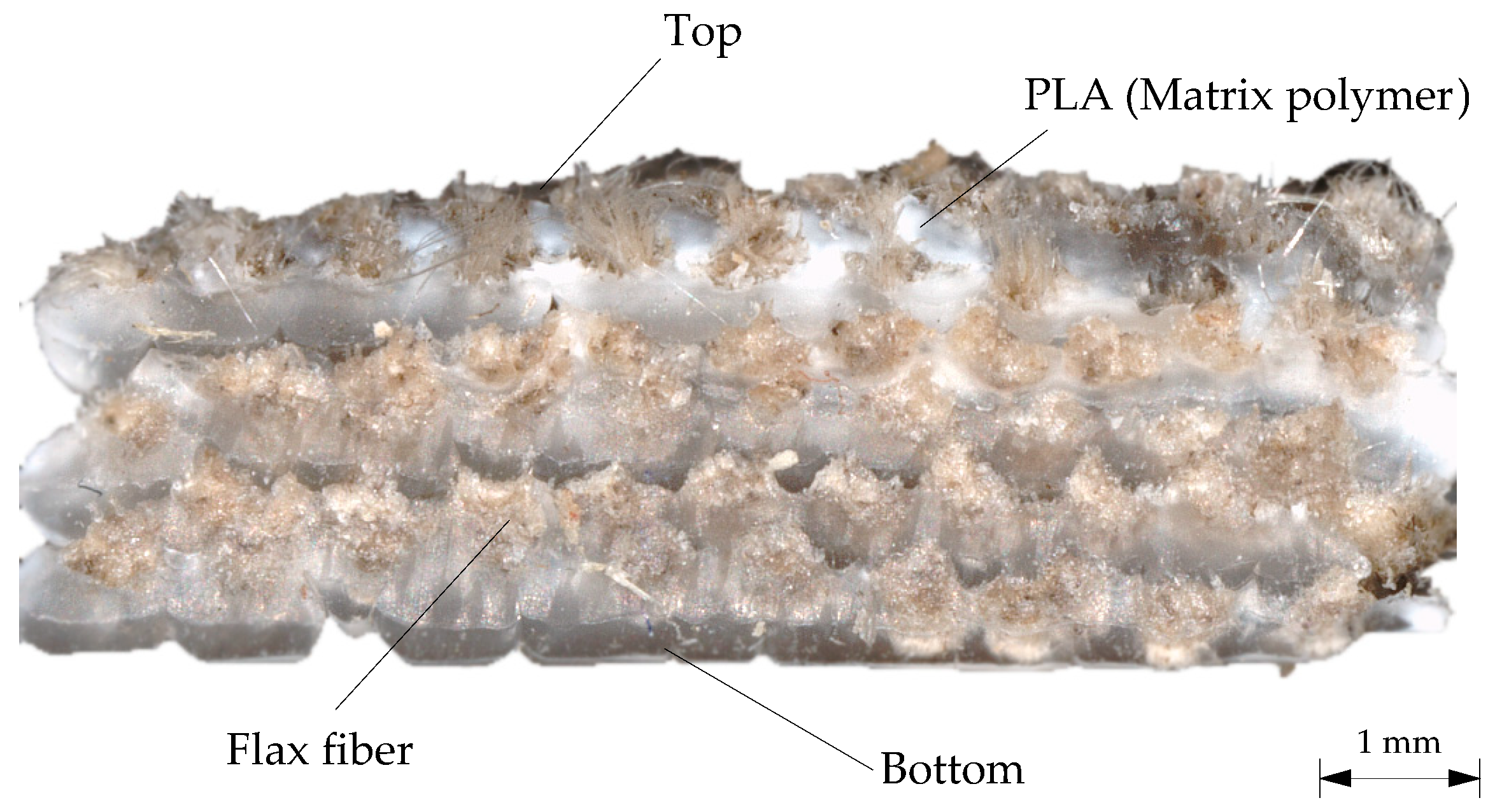
3.2.1. Specimen Inspection after Tensile Testing
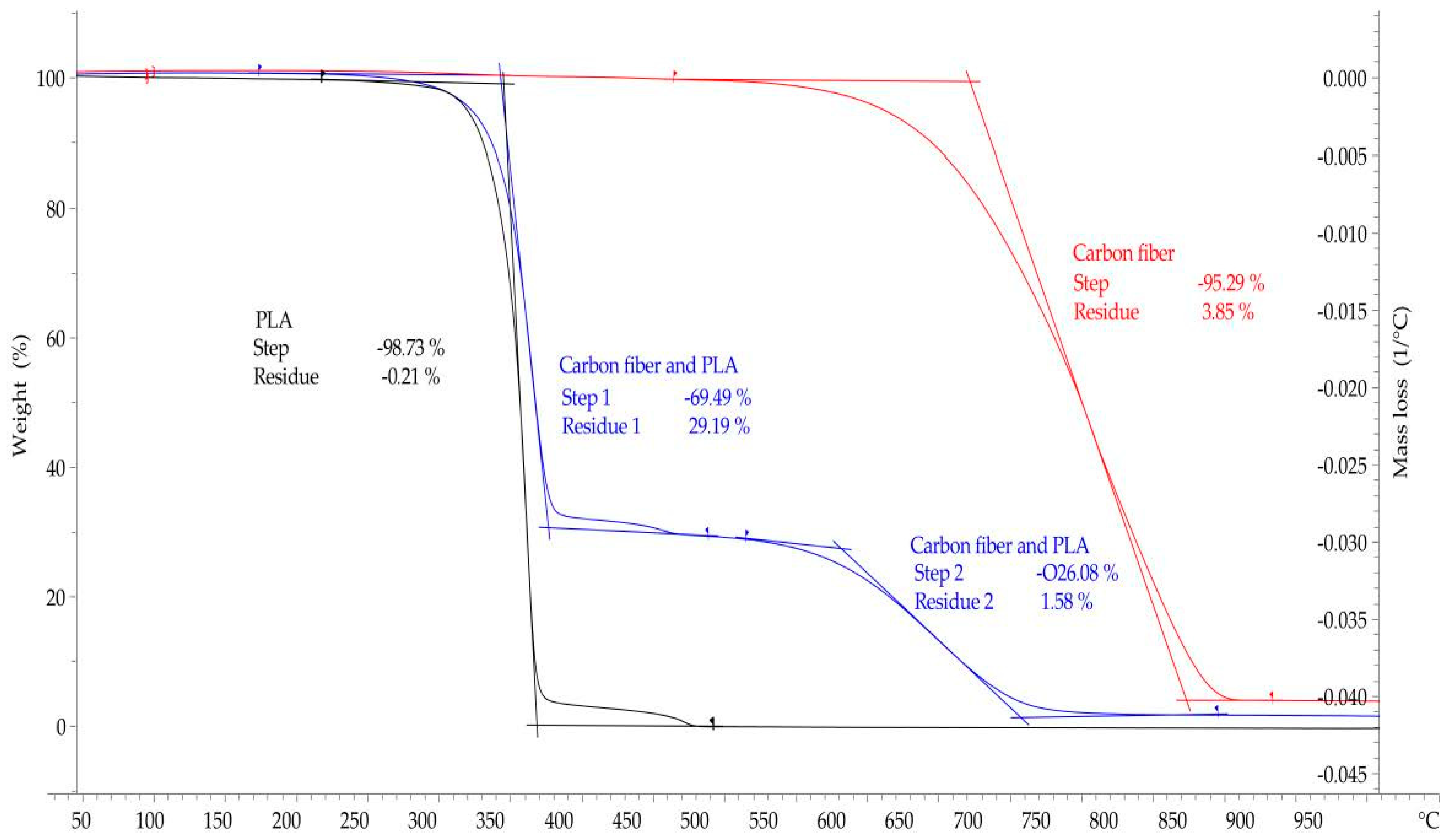
3.2.2. Fiber Volume Fractions of the Specimens
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gebhardt, A. Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping—Tooling—Produktion, 5th ed.; Carl Hanser Verlag: München, Germany, 2016. [Google Scholar]
- Nakagawa, Y.; Mori, K.-I.; Maeno, T. 3D printing of carbon fibre-reinforced plastic parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Tian, X.; Liu, T.; Wang, Q.; Dilmurat, A.; Li, D.; Ziegmann, G. Recycling and remanufacturing of 3D printed continuous carbon fiber reinforced PLA composites. J. Clean. Prod. 2017, 142, 1609–1618. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D printing of continuous flax fibre reinforced biocomposites for structural applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Mark, G.T.; Gozdz, A.S. Three Dimensional Printing. U.S. Patent 9,156,205 B2, 13 October 2015. [Google Scholar]
- Anisoprint. CCF & CBF, Stop Metal Thinking—Start Anisoprinting. 2019. Available online: https://anisoprint.com/product-cf (accessed on 10 February 2021).
- Shaanxi Fibertech Technology Development Co., LTD. COMBOT-I. 2017. Available online: http://www.fibertech3d.com/en/ (accessed on 1 March 2020).
- Löffler, A.-K. Anisoprint und der 3D-Druck von Verbundwerkstoffen mit Endlosfasern. 2019. Available online: https://www.3dnatives.com/de/anisoprint-interview-010820191/ (accessed on 1 March 2020).
- Bettini, P.; Alitta, G.; Sala, G.; Di Landro, L. Fused Deposition Technique for Continuous Fiber Reinforced Thermoplastic. J. Mater. Eng. Perform. 2017, 26, 843–848. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Li, D. 3D printed continuous fibre reinforced composite corrugated structure. Compos. Struct. 2018, 184, 1005–1010. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H.; Bagheri Saed, A. Improving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J. Reinf. Plast. Compos. 2019, 38, 99–116. [Google Scholar] [CrossRef]
- Mori, K.-I.; Maeno, T.; Nakagawa, Y. Dieless Forming of Carbon Fibre Reinforced Plastic Parts Using 3D Printer. Procedia Eng. 2014, 81, 1595–1600. [Google Scholar] [CrossRef]
- Baets, J.; Plastria, D.; Ivens, J.; Verpoest, I. Determination of the optimal flax fibre preparation for use in unidirectional flax–epoxy composites. J. Reinf. Plast. Compos. 2014, 33, 493–502. [Google Scholar] [CrossRef]
- Baley, C.; Lan, M.; Bourmaud, A.; Le Duigou, A. Compressive and tensile behaviour of unidirectional composites reinforced by natural fibres: Influence of fibres (flax and jute), matrix and fibre volume fraction. Mater. Today Commun. 2018, 16, 300–306. [Google Scholar] [CrossRef]
- Coroller, G.; Lefeuvre, A.; Le Duigou, A.; Bourmaud, A.; Ausias, G.; Gaudry, T.; Baley, C. Effect of flax fibres individualisation on tensile failure of flax/epoxy unidirectional composite. Compos. Part A Appl. Sci. Manuf. 2013, 51, 62–70. [Google Scholar] [CrossRef]
- Bourmaud, A.; Le Duigou, A.; Gourier, C.; Baley, C. Influence of processing temperature on mechanical performance of unidirectional polyamide 11–flax fibre composites. Ind. Crop. Prod. 2016, 84, 151–165. [Google Scholar] [CrossRef]
- Cadu, T.; Berges, M.; Sicot, O.; Person, V.; Piezel, B.; van Schoors, L.; Placet, V.; Corn, S.; Léger, R.; Divet, L.; et al. What are the key parameters to produce a high-grade bio-based composite? Application to flax/epoxy UD laminates produced by thermocompression. Compos. Part B Eng. 2018, 150, 36–46. [Google Scholar] [CrossRef]
- van de Weyenberg, I.; Ivens, J.; de Coster, A.; Kino, B.; Baetens, E.; Verpoest, I. Influence of processing and chemical treatment of flax fibres on their composites. Compos. Sci. Technol. 2003, 63, 1241–1246. [Google Scholar] [CrossRef]
- Liang, S.; Gning, P.-B.; Guillaumat, L. Quasi-static behaviour and damage assessment of flax/epoxy composites. Mater. Des. 2015, 67, 344–353. [Google Scholar] [CrossRef]
- Adumitroaie, A.; Antonov, F.; Khaziev, A.; Azarov, A.; Golubev, M.; Vasiliev, V.V. Novel Continuous Fiber Bi-Matrix Composite 3-D Printing Technology. Materials 2019, 12, 3011. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, D.; Huang, T.; Hu, Q.; Lammer, H. Three-Dimensional Printing of Continuous Flax Fiber-Reinforced Thermoplastic Composites by Five-Axis Machine. Materials 2020, 13, 1678. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Zhou, Z.; Zhang, F.; Tan, Y.; Yi, R. Molding process and properties of continuous carbon fiber three-dimensional printing. Adv. Mech. Eng. 2019, 11, 168781401983569. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D printing of continuous carbon fiber prepreg filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Vaneker, T.H.J. Material Extrusion of Continuous Fiber Reinforced Plastics Using Commingled Yarn. Procedia CIRP 2017, 66, 317–322. [Google Scholar] [CrossRef]
- Fischer, A.; Rommel, S.; Bauernhansl, T. New Fiber Matrix Process with 3D Fiber Printer—A Strategic In-process Integration of Endless Fibers Using Fused Deposition Modeling (FDM). In Digital Product and Process Development Systems; Kovács, G.L., Kochan, D., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 167–175. [Google Scholar]
- Peng, Z.; Li, S.; Ashcroft, I.; Jones, A.; Pu, J. 3D Printing of Continuous Fiber Reinforced Thermoplastic Composites. In Proceedings of the 21st International Conference on Composite Materials (ICCM-21), Xi’an, China, 20–25 August 2017. [Google Scholar]
- Yin, L.; Tian, X.; Shang, Z.; Wang, X.; Hou, Z. Characterizations of continuous carbon fiber-reinforced composites for electromagnetic interference shielding fabricated by 3D printing. Appl. Phys. A 2019, 125, 5754. [Google Scholar] [CrossRef]
- Prüß, H.; Vietor, T. Design for Fiber-Reinforced Additive Manufacturing. J. Mech. Des. 2015, 137, 248. [Google Scholar] [CrossRef]
- Kumke, M.; Watschke, H.; Hartogh, P.; Bavendiek, A.-K.; Vietor, T. Methods and tools for identifying and leveraging additive manufacturing design potentials. Int. J. Interact. Des. Manuf. 2018, 12, 481–493. [Google Scholar] [CrossRef]
- Watschke, H.; Kuschmitz, S.; Heubach, J.; Lehne, G.; Vietor, T. A Methodical Approach to Support Conceptual Design for Multi-Material Additive Manufacturing. Proc. Int. Conf. Eng. Des. 2019, 1, 659–668. [Google Scholar] [CrossRef]
- Blösch-Paidosh, A.; Shea, K. Design Heuristics for Additive Manufacturing Validated Through a User Study1. J. Mech. Des. 2019, 141, 399. [Google Scholar] [CrossRef]
- Pradel, P.; Zhu, Z.; Bibb, R.; Moultrie, J. Investigation of design for additive manufacturing in professional design practice. J. Eng. Des. 2018, 29, 165–200. [Google Scholar] [CrossRef]
- International Standards Organization. DIN EN ISO 3167:2014-11: Plastics—Multipurpose Test Specimens; International Standards Organization: Geneva, Switzerland, 2014. [Google Scholar]
- International Standards Organization. DIN EN ISO 527-4:2020-08: Plastics—Determination of Tensile Properties—Part 4: Test Conditions for Isotropic and Orthotropic Fibre-Reinforced Plastic Composites; International Standards Organization: Geneva, Switzerland, 2020. [Google Scholar]
- International Standards Organization. DIN EN ISO 14125:2011-05: Fibre-Reinforced Plastic Composites—Determination of Flexural Properties; International Standards Organization: Geneva, Switzerland, 2011. [Google Scholar]
- International Standards Organization. DIN EN ISO 178:2019-08: Plastics—Determination of Flexural Properties; International Standards Organization: Geneva, Switzerland, 2019. [Google Scholar]
- International Standards Organization. DIN EN ISO 11358-1:2020: Plastics—Thermogravimetry (TG) of Polymers—Part 1:General Principles; International Standards Organization: Geneva, Switzerland, 2020. [Google Scholar]
- Rakhshbahar, M.; Sinapius, M. A Novel Approach: Combination of Automated Fiber Placement (AFP) and Additive Layer Manufacturing (ALM). J. Compos. Sci. 2018, 2, 42. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Value | |
|---|---|---|
| Nozzle diameter | [mm] | 1 |
| Nozzle temperature | [°C] | 205 |
| Platform adhesion | crepe tape | |
| Platform temperature | [°C] | 60 |
| Extrusion speed | [mm/s] | 1.75 |
| Print head speed | [mm/s] | 1 |
| Layer height | [mm] | 0.51 1; 0.66 2; 0.8 3 |
| Extrusion width | [mm] | 1 |
| Test Specimen | PLA | Flax (Prepreg) | In-Situ Flax (5-Layers) | In-Situ Flax (6 Layers) | In-Situ Flax (8 Layers) | Carbon (Prepreg) | In-Situ Carbon (5-Layers) |
|---|---|---|---|---|---|---|---|
| Flexural Test | 8 | 4 | 8 | 2 | 2 | 5 | 8 |
| Tensile Test | 8 | 4 | 8 | 2 | 2 | 3 | 8 |
| Fiber volume fraction 1 | 0 % | 9.82% | 24.54% | 29.45% | 39.27% | 18.86% | 24.04% |
| Quantity | 16 | 8 | 16 | 4 | 4 | 8 | 16 |
| Test Specimen | Max. Elongation (%) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|
| PLA | 3.92 ± 0.24 | 72.62 ± 1.41 | 2.86 ± 0.38 |
| Flax (prepreg) | 3.83 ± 1.1 | 59.64 ± 16.82 | 2.69 ± 0.4 |
| In-Situ Flax 5-Layer | 3.82 ± 0.46 | 77.72 ± 10.13 | 5.08 ± 0.74 |
| In-Situ Flax 6-layer | 3.9 ± 0.22 | 105.75 ± 3.09 | 7.88 ± 0.26 |
| In-Situ Flax 8-layer | 2.93 ± 0.83 | 130.99 ± 7.33 | 7.63 ± 3.04 |
| Carbon (prepreg) | 2.74 ± 0.17 | 86.40 ± 9.68 | 4.22 ± 0.55 |
| In-Situ Carbon 5-Layer | 1.93 ± 0.34 | 157.9 ± 36.26 | 15.49 ± 5.1 |
| Test Specimen | Fmax (kN) | Tensile Strength (MPa) | Tensile Modulus (GPa) |
|---|---|---|---|
| PLA | 1.67 ± 0.14 | 40.75 ± 3.07 | 2.57 ± 0.11 |
| Flax (prepreg) | 3.54 ± 0.32 | 71.13 ± 6.60 | 3.69 ± 0.12 |
| In-Situ Flax 5-Layer | 3.60 ± 0.18 | 75.47 ± 6.19 | 9.12 ± 1.02 |
| In-Situ Flax 6-layer | 4.01 ± 0.13 | 90.47 ± 0.83 | 9.26 ± 0.58 |
| In-Situ Flax 8-layer | 6.23 ± 0.11 | 132.90 ± 0.80 | 14.75 ± 1.42 |
| Carbon (prepreg) | 2.90 ± 0.50 | 59.35 ± 17.67 | 7.61 ± 0.94 |
| In-Situ Carbon 5-Layer | 9.08 ± 0.75 | 176.20 ± 18.01 | 22.90 ± 2.85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuschmitz, S.; Schirp, A.; Busse, J.; Watschke, H.; Schirp, C.; Vietor, T. Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process. Materials 2021, 14, 2332. https://doi.org/10.3390/ma14092332
Kuschmitz S, Schirp A, Busse J, Watschke H, Schirp C, Vietor T. Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process. Materials. 2021; 14(9):2332. https://doi.org/10.3390/ma14092332
Chicago/Turabian StyleKuschmitz, Sebastian, Arne Schirp, Johannes Busse, Hagen Watschke, Claudia Schirp, and Thomas Vietor. 2021. "Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process" Materials 14, no. 9: 2332. https://doi.org/10.3390/ma14092332
APA StyleKuschmitz, S., Schirp, A., Busse, J., Watschke, H., Schirp, C., & Vietor, T. (2021). Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process. Materials, 14(9), 2332. https://doi.org/10.3390/ma14092332