1. Introduction
Hole-making in alloys and composites is a primary requirement of their structural applications. Drilling, by far, is the most commonly used method for creating holes. Just like other machining processes, drilling also generates process heat, which should be efficiently dissipated to keep the progress of tool wear in check and obtain cutting of high-quality holes [
1]. Unlike other processes, heat dissipation in drilling is highly cumbersome as the cutting area is totally enclosed when the drill is working inside an in-process hole and no direct access is available for a cutting fluid to absorb the heat [
2]. The situation is even more troublesome in drilling of high-strength materials because they are cut with an expense of higher cutting energy and, thus, generate stronger heat flux in the cutting regions. Application of cryogenic cutting fluids have yielded positive outcomes, but the ratios of the fluid volume consumed to the amount of heat dissipated are considered too high to make the process viable. Understandably, the ratios are unacceptably high due to the lack of the fluids’ access to the cutting lips of the tool. The infelicitous situation calls for an innovative way of applying cutting fluids for the sake of more efficient heat dissipation and better drilling viability.
Ti-6Al-4V alloy and carbon fiber reinforced polymers (CFRP) are the most commonly used engineering materials possessing high strength-to-weight ratios. Their high resistance to corrosion makes them even more attractive for the structural applications. Both materials undergo cutting of holes at a huge scale, globally. The materials find extensive applications in automotive, aerospace, aircraft building, and marine engineering sectors. The high strengths and large-scale applicability of the materials make them ideal for carrying out investigations regarding effectiveness of cryogenic cutting fluids and their modes of application. A brief review of the published literature is provided below in respect of the application of cryogenic fluids in drilling of titanium alloys and CFRPs.
Cryogenic cooling involves application of a fluid operating at a temperature lower than −150 °C to the cutting zones in order to efficiently dissipate process heat. The most commonly utilized cryogenic fluid in the machining domain is liquid nitrogen (LN
2) whose working temperature is around −196.5 °C. An experimental investigation was carried out to study the effects of applying LN
2 in drilling of a titanium alloy using an inserted carbide twist drill. It was found that the application of the cryogenic fluid resulted in temperature drop effectively on one hand but degraded the hole quality on the other [
3]. Another study has investigated the effects of using iced water flow as a heat sink near the drilling region to extract process heat [
4]. The technique has caused improvements in working temperature, grain size, thrust force, and torque. The dissipation of process heat caused by the application of LN
2 is reported to have significantly reduced tool wear leading to a positive gain in cutting speed [
5]. The cryogenic fluid has also caused reduction in consumption of cutting energy in comparison with an emulsion-based coolant. Significantly larger reduction in cutting temperature leading to a better control of tool wear in comparison to that caused by no-fluid and flood coolant is also reported in another work [
6]. The authors have also emphasized upon the milder environmental impact caused by the application of a cryogenic fluid. Application of CO
2, as a cryogenic fluid, is also reported to have positive impacts on machining viability [
7]. The tool life prolonged by the application of liquid CO
2 is caused by reduction in chipping and crack propagation. An increase in flow rate of LN
2 is found to have prolonged the tool life [
8]. The authors have also reported improvement in surface integrity of the work material caused by increasing the pressure and flow rate of the fluid. Cryogenic cooling of coated carbide cutters using LN
2 and compressed CO
2 gas in side-and-end milling of Ti-6Al-4V is investigated [
9]. The authors have concluded that cryogenic cooling applied to milling of the titanium alloy is not as effective as is to its turning because of rapid and periodic heating and super-cooling of the end mills’ teeth. Ahmed et al. have compared the performances of cryogenic cooling (LN
2) and emulsion cooling in respect of cutting temperature, thrust force, dimensional accuracy, and surface roughness when applied to the drilling of ASTM B265 Grade 2 titanium alloy [
3]. The authors found superiority of the cryogenic coolant in respect of all the performance measures except dimensional accuracy of the drilled holes. Hybridization of cryogenic cooling and minimum quantity of lubrication (MQL) is investigated for effectiveness in face-turning of a Ti-6Al-4V rod [
10]. LN
2-MQL and CO
2-MQL hybrid lubro-coolants yielded highly favorable results regarding tool wear and surface finish, respectively.
Supply of chilled air in the drilling of CFRP is reported to have caused about 13%, 10%, and 7% reductions in the delamination factor, surface roughness, and acoustic emissions, respectively [
11]. Another study has reported a reduction of about 19% in delamination factor with the application of chilled air in drilling of CFRP [
12]. Dry drilling and drilling under LN
2 cooling have been put up for comparison in hole-making of CFRP plates [
13]. The cryogenic coolant is reported to have caused significant improvements in surface roughness and delamination whereas the holes’ dimensional accuracy had marginally improved. A cryogenically treated CFRP specimen is tested for drilling performance [
14]. It is found that although the technique has yielded better surface finish but has also caused an escalation in thrust force and intensification in delamination. Another study has reported that an extremely low temperature caused by LN
2 causes shortening of tool life and increase in thrust force [
15]. Raj et al. have tested strengthening of a twist drill material by treating it at a low temperature using a cryogenic fluid [
16]. The authors have reported reductions in intensity of tool damage, surface roughness, and exit hole delamination. The effects of cryogenic cooling are compared with those of dry cutting in drilling of thermosets and thermoplastics based CFRP composites [
17]. The cryogenic coolant caused reductions in fiber pull-out and delamination at the exit side of holes in respect of thermosets based CFRP and cut down the variations in hole dimensions regarding the thermoplastics-based composite. An experimental investigation carried out on rotary ultrasonic machining of CFRPs being performed in a cryogenic environment concludes that an increase in cutting speed results in a reduction in thrust force because of an abatement in the axial stress [
18]. A study carried out on quantifying the effects of drilling parameters and cryogenic cooling on the performance measures of hole-making in glass fiber reinforce epoxy composites suggests that the cryogenic cooling significantly increases microstructural hardness and reduces delamination factor [
19]. It is further reported that the cutting speed also needs to be fine-tuned along with the supply of a cryogenic fluid for achieving substantial reductions in surface roughness of the drilled holes. In drilling of GLARE (glass laminate aluminum reinforced epoxy) laminates, the application of LN
2 is reported to have reduced the formation of exit burr by about 47% in comparison with dry drilling [
20].
The review provided above suggests that cryogenic fluids are either supplied in a continuous manner or just once before the start of the drilling process. Direct inaccessibility of the fluid to the cutting lips while the drill is operating inside a hole gives rise to yet another possibility of fluid’s supply. The current work investigates the efficacy of supplying a cryogenic fluid only to the drill, without getting in contact with the work material, before cutting each hole of a run. The motivation behind the idea is to avoid hardening of the work material while cooling and strengthening the drill’s body using the coolant. The novel approach of cryogenic cooling is also compared with continuous cryogenic cooling and no-cooling in drilling of CFRP and Ti-6l-4V plates. The performance measures quantified in this regard are tool wear, thrust force, surface roughness, specific cutting energy, productivity, and consumption of the cryogenic fluid.
2. Materials and Methods
This section provides details on the work materials, parameters (controlled, measured, and fixed), design of experiments, experimental setup, tooling, and measurements.
2.1. Work Materials and Tooling
The performance of the novel cryogenic cooling approach is tested upon drilling of a high-strength alloy and a composite material. Their pertinent details are provided below. The composite material is T700G, a bi-directional 0°/90° weaved carbon-fiber composite plate. Thirty three plies are stacked up to yield 22.5 mm thickness of the CFRP plate. T700S high-strength non-twisted carbon yarns of 7 µm diameter are packed into Rhino 1411 epoxy resin. The density, tensile strength, and tensile modulus of the carbon fibers are 1.8 g/cm3, 4.9 GPa, and 240 GPa, respectively. The densities of the epoxy resin and the resulting composite are 1.104 and 1.38 g/cm3, respectively. The resin is so normalized to yield 60% of fiber volume.
A commonly used α + β alloy of titanium, Ti-6Al-4V is the alloy tested in this work. The dimensions of the work material plate are 100 mm × 200 mm × 19 mm. The annealed form of the work material is obtained by holding the soaking temperature of the plate between 777 and 783 °C for about 70 min followed by air cooling.
Table 1 presents the mechanical properties of the work materials.
The drilling tools used in the 12 runs are FIREX (multiple layers of TiAlN and TiCN) coated tungsten carbide stub drills. The ceramic coating imparts the features of extra heat resistance and shock resistance to the drills. The drills possess the number of flutes, point angle, cutting diameter, total length, and fluted length of 2, 140°, 8 mm, 79 mm, and 41 mm, respectively. Each drill is held in a collet 45 mm away from the chisel edge before being clamped in the tool holder.
2.2. The Parameters
The following two parameters are controlled for each of the two work materials:
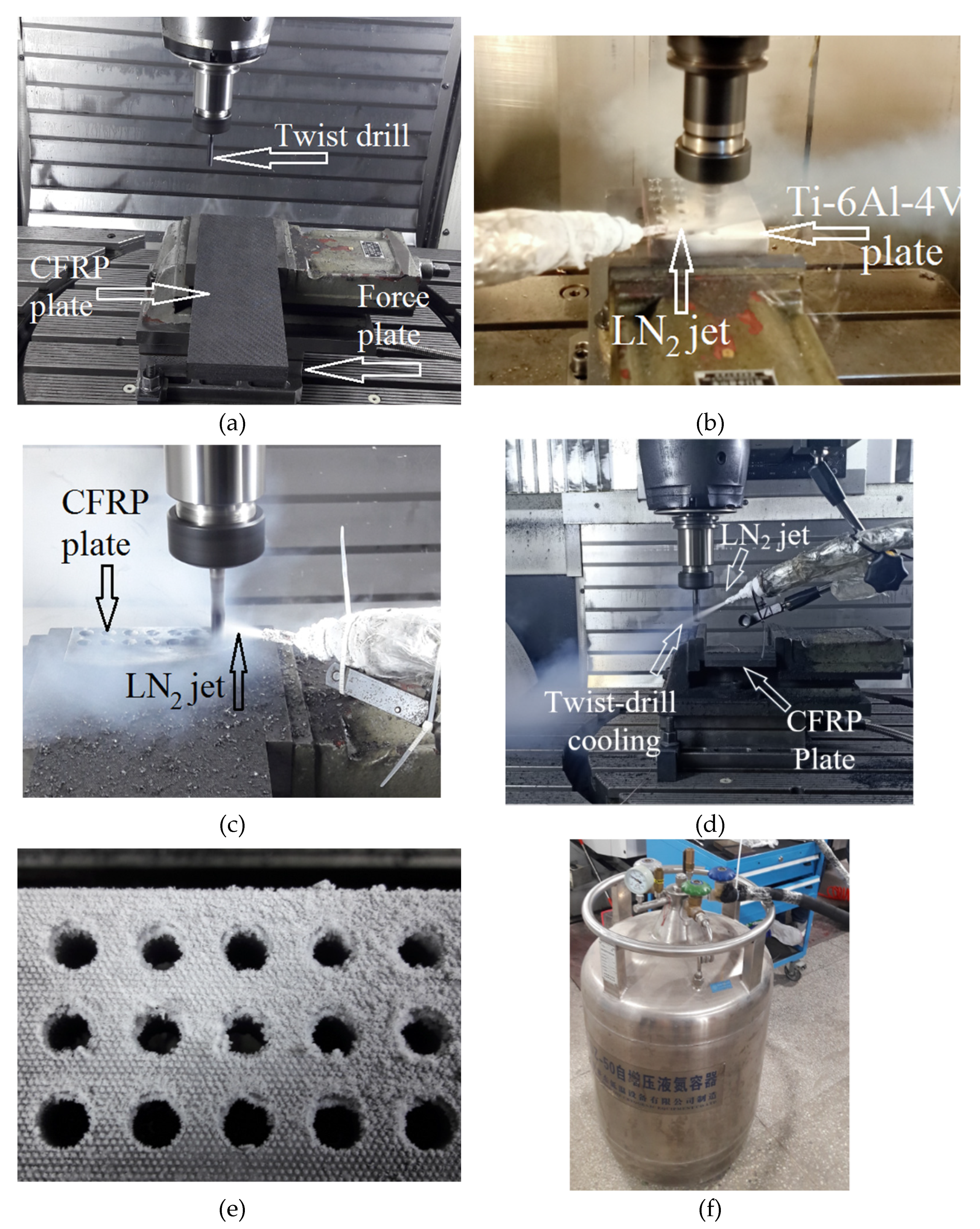
Cooling option. The following three techniques are tested for each of the two work materials: (a) Dry drilling (no cutting fluid is used); (b) Continuous cooling using a jet of LN2; and (c) Between-the-holes cooling using LN2.
Cutting speed (Vc). The low and high levels of this parameter are 100 and 150 m/min and 13 and 20 m/min, respectively, for CFRP and Ti-6Al-4V.
The aforementioned control parameters and their levels result in six (=3 × 2) experimental runs for each of the two work materials. The experiments are run in a single replicate. The two levels of cutting speed for each of the two work materials are finalized after performing preliminary runs. A cutting speed in excess of 20 m/min resulted in complete rupture of drills in hole-making of the titanium alloy. For CFRP, a cutting speed beyond 150 m/min caused a jump in tool’s abrasion and surface deterioration around the drilled holes. Therefore, the high levels of the predictor are fixed to these values of cutting speed so as to ensure viable production rates. Each of the 12 experimental runs involves drilling of five 8 mm diameter thru-holes using the same twist drill. A new twist drill is used for each run. The following parameters (response variables) are determined for each experimental run.
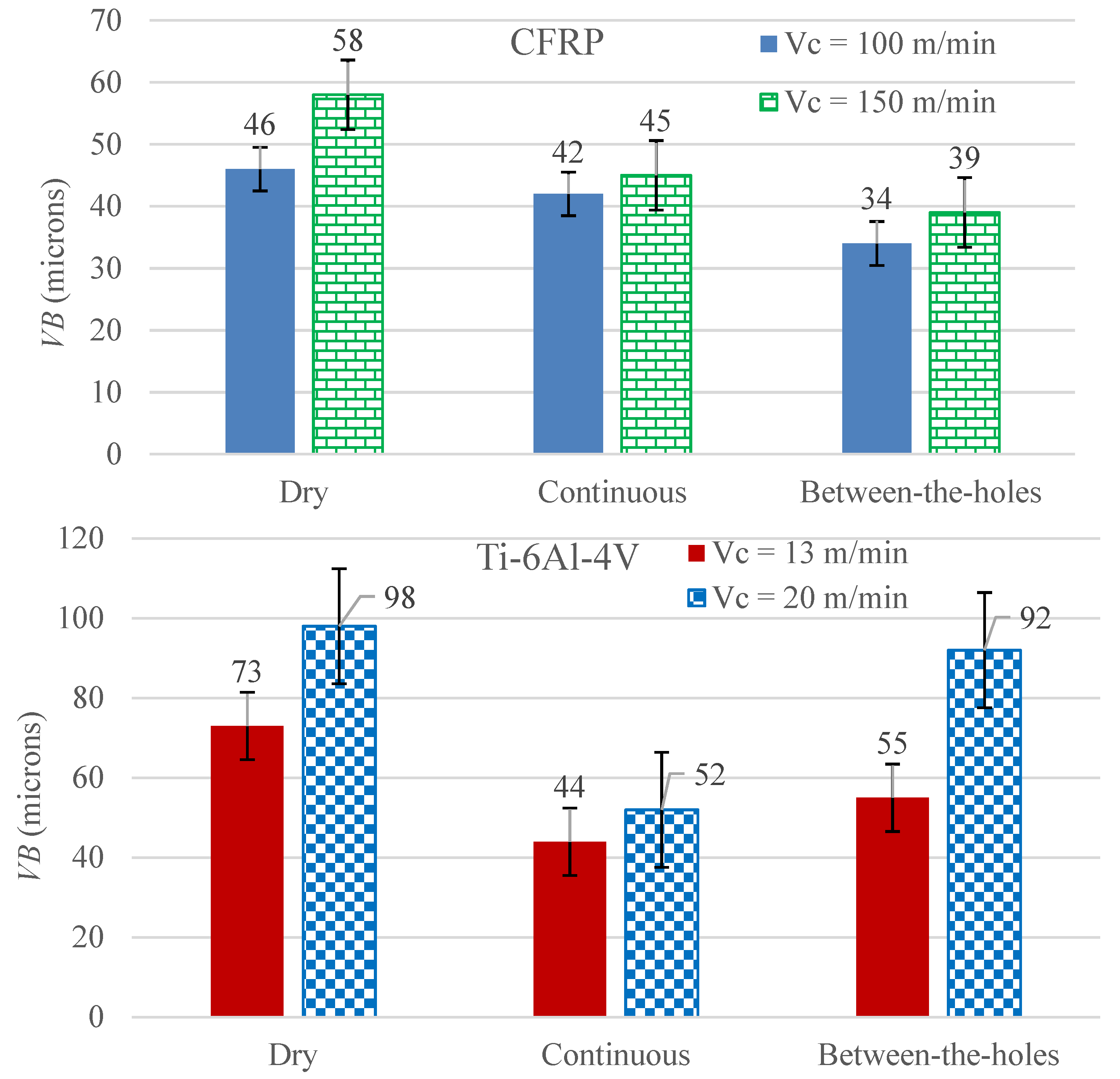
Tool damage, measured as the average width of flank wear land developed on the lips of the twist drill, VB (µm), to be evaluated after drilling five holes in the work material;
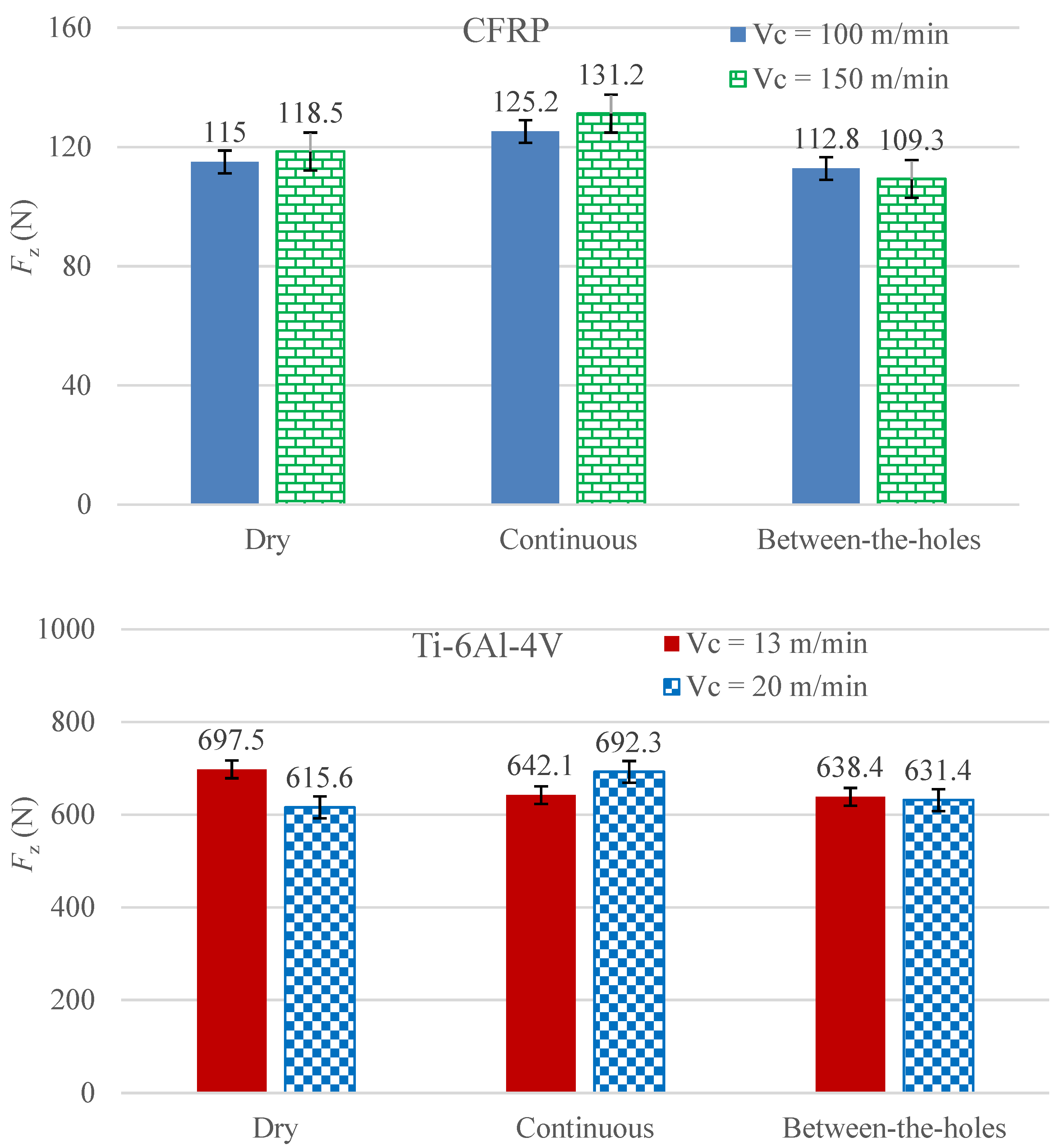
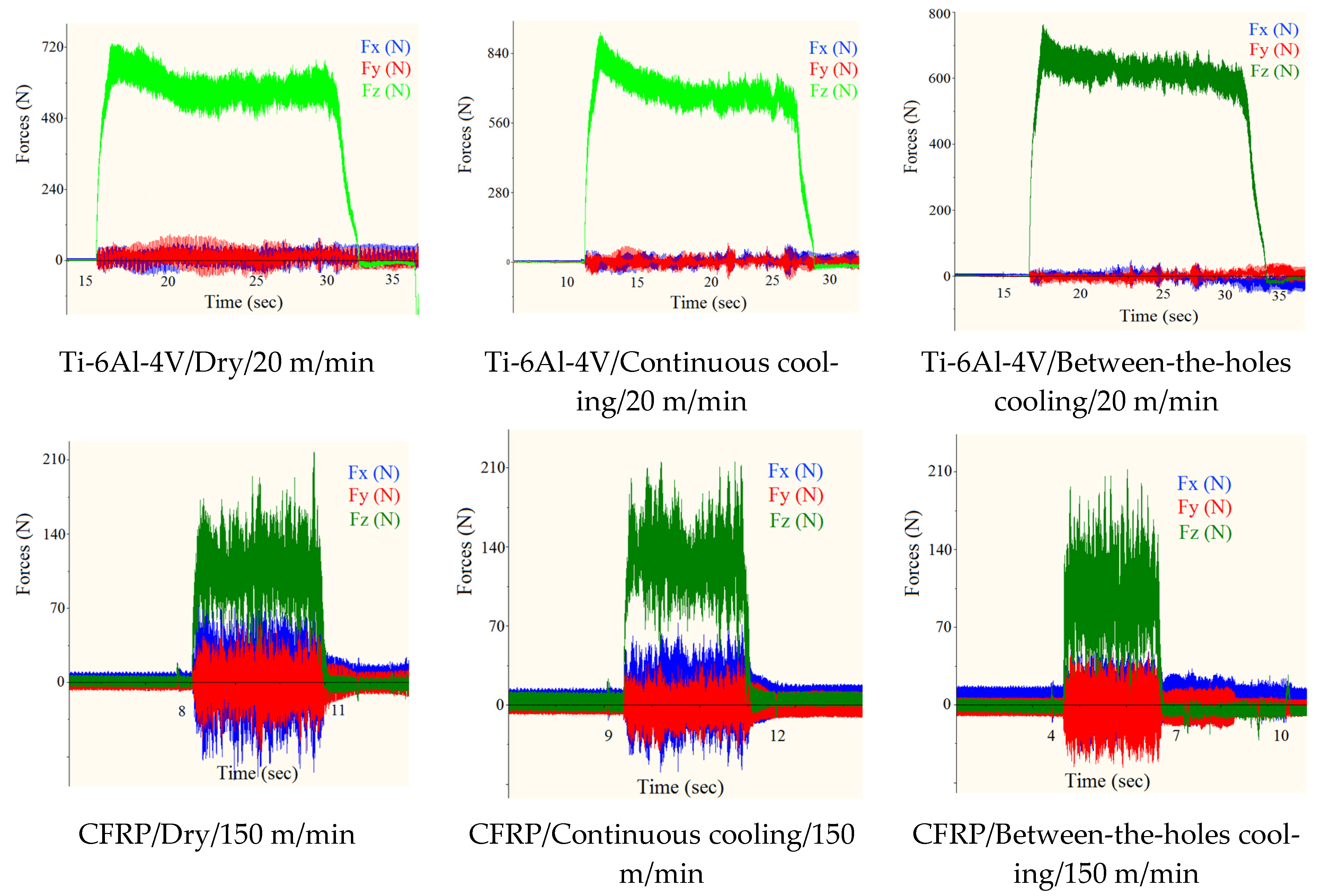
Thrust force, Fz (N), averaged for the five holes;
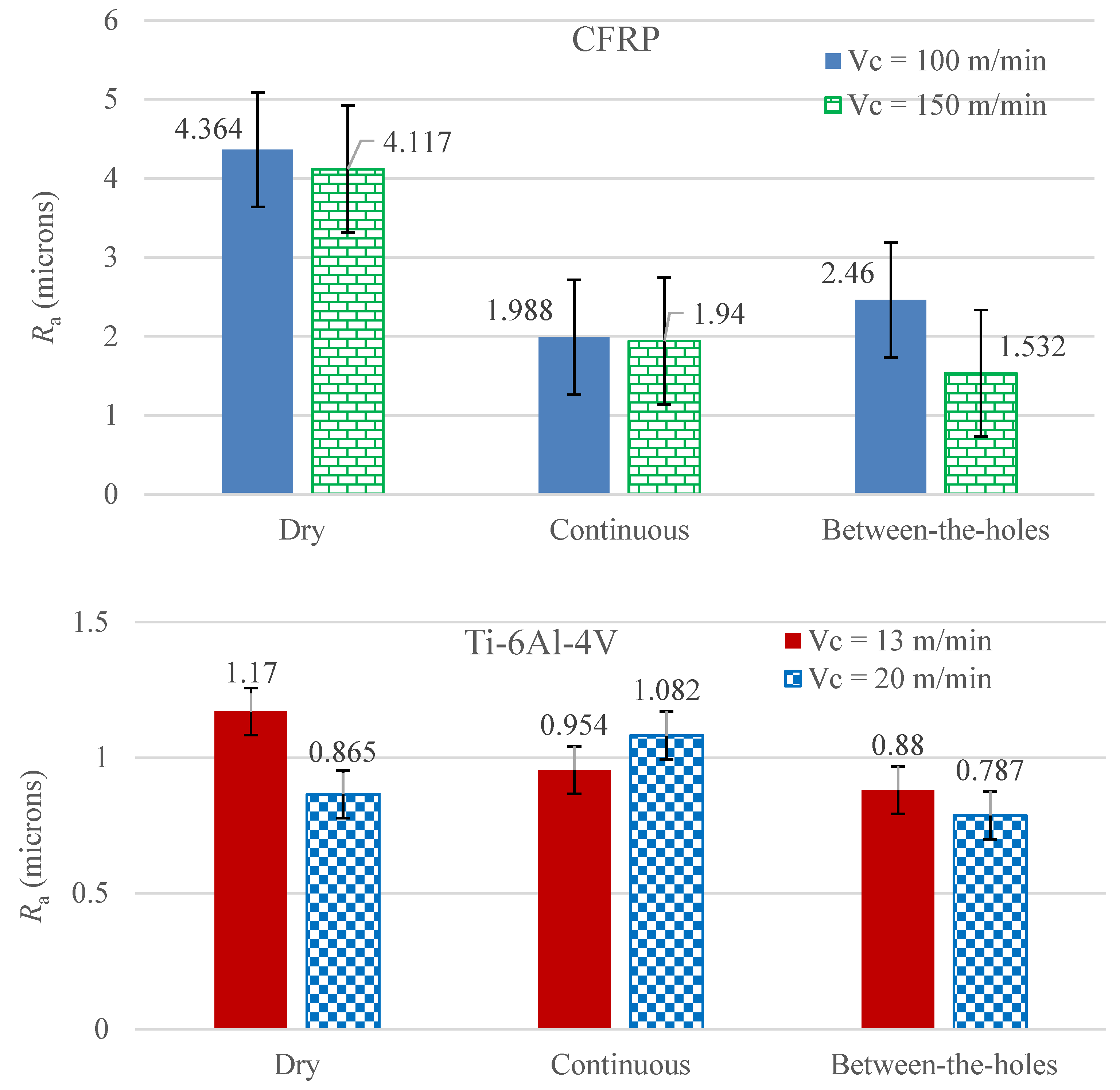
Average surface roughness of the holes, Ra (µm);
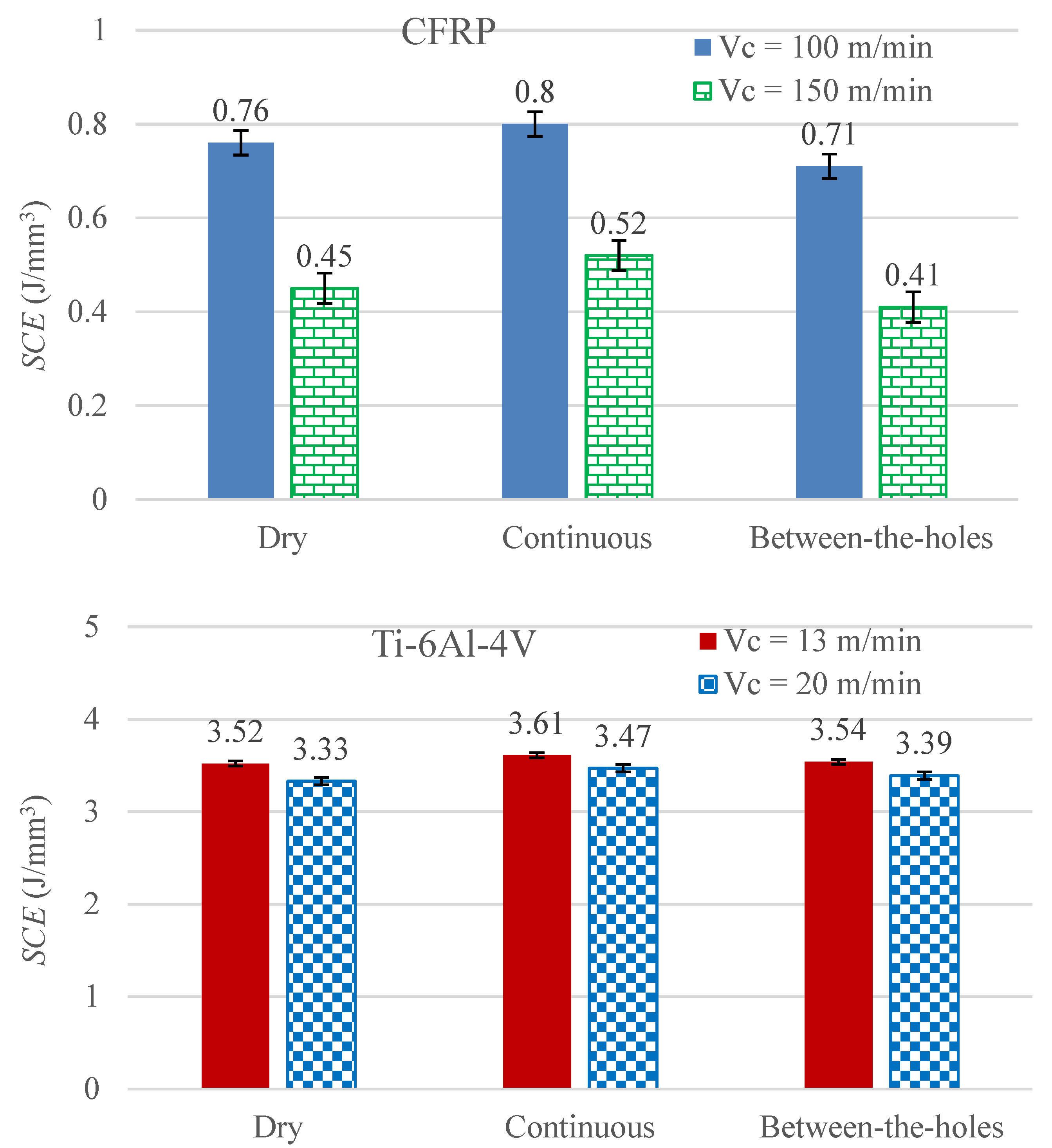
Specific cutting energy, SCE (J/mm3), averaged for the drilling of five holes;
Production time for cutting five holes, tp (sec);
Volume of the cryogenic fluid consumed in cutting five holes, FC (L).
The feed rate for all the runs is fixed to 0.1 mm/rev leading to various feed speeds for the different levels of cutting speed. The CNC machining center’s rapid traverse (15,000 mm/min) is utilized to retract the drill when it completes the cutting stroke, lift it to the tool-only cooling position (for the runs involving between-the-holes cooling), and move to the next hole’s location. Equations (1) and (2) present the formulae for calculating the production times:
where
h,
Vf, 5,
tRP, and
ts are depth of hole, drill’s feed speed, number of holes drilled per run, time for retracting and positioning the tool, and time consumed in jetting the cryogenic fluid on the tool before initiating cutting of each of the five holes, respectively.
tRP is fixed to 0.6 s, whereas the values of
ts are equal to 4 and 8 s for the hole-making of CFRP and Ti-6Al-4V, respectively.
2.3. Experimental Setup and Measurements
All the experiments are performed on a 5-axis CNC machining center, DMG Mori DMU 60 having maximum motor power and spindle speed of 25 kW and 20,000 rpm, respectively. All the runs involving CFRP are performed before those of Ti-6Al-4V. Although the thicknesses of the CFRP and Ti-6Al-4V plates are 22.5 mm and 19 mm, respectively, the tool is fed to the depths of 24.5 mm and 21 mm, respectively, to ensure complete exit of the cutting lips at the exit sides of the plates. For the runs involving continuous and between-the-holes cryogenic cooling, the LN
2 is supplied from a storage dewar at a flow rate of 0.5 L/min through a thermally insulated pipe fitted with a nozzle of 6 mm diameter on its delivery end. For continuous cooling, the nozzle is so directed to have the maximum impingement of the fluid’s jet on that part of the drill’s body which is rotating just outside the surface of the in-process hole. The between-the-holes cooling technique is realized by rapidly lifting the rotating drill up to a height of 15 cm from the work surface and impinging it with the jet of LN
2 for exactly 4 and 8 s related to the drilling of CFRP and Ti-6Al-4V, respectively. The lifting of the drill prior to the jet impingement is carried out to ensure complete avoidance of work cooling through the cryogenic coolant. The cooling process is followed immediately by a rapid displacement of the drill to a location close to the point of drilling next hole on the work surface. The regular feed speed of the drill commences thereon for cutting the hole.
Figure 1 shows the experimental setup.
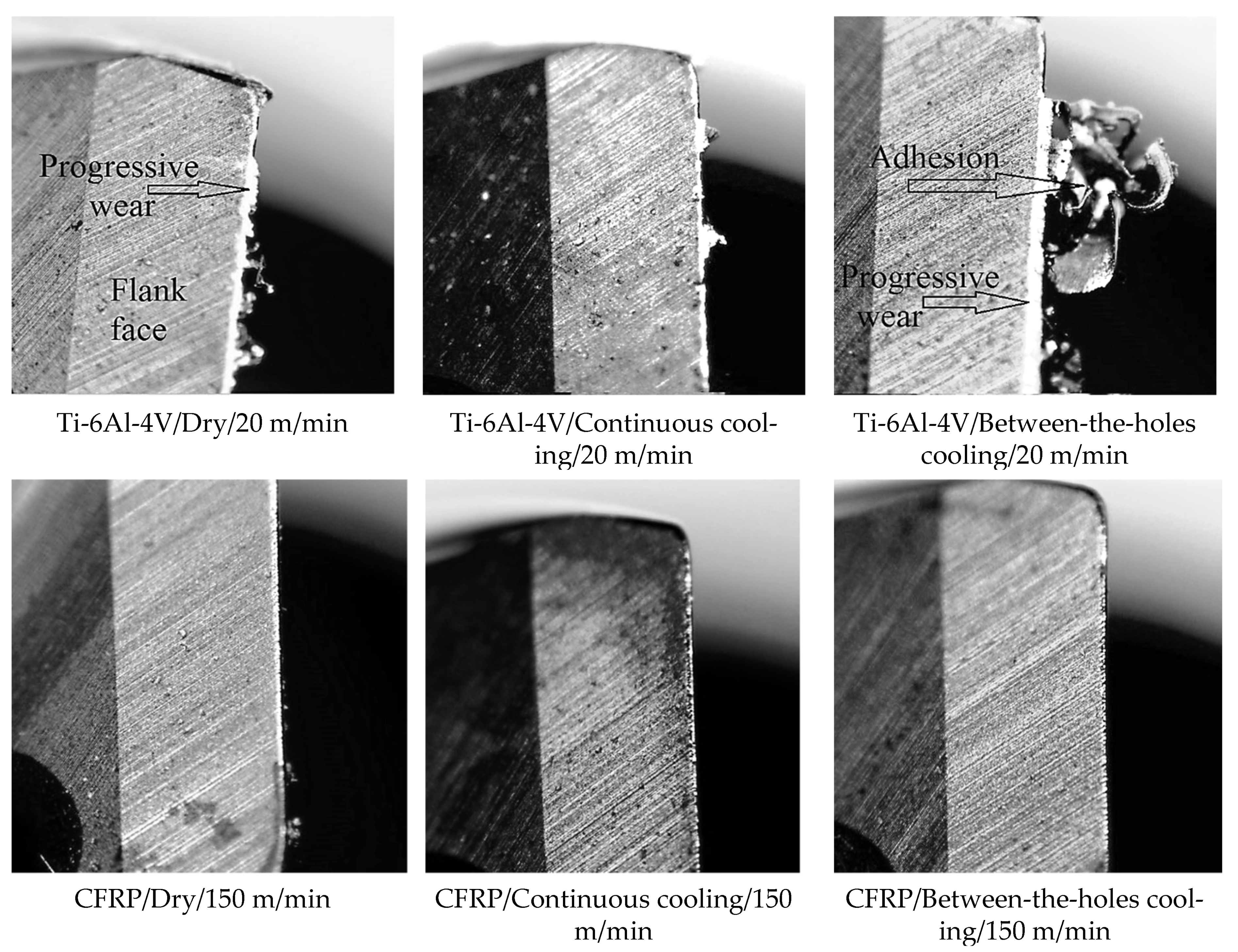
The tool damage is measured using a camera-fitted optical microscope, ARTCAM 130-MT-WOM. The used drills are cut at a distance of about 15 mm from the chisel edges using wire electric discharge machining and are cleaned in an ultrasonic cleaner prior to the measurements. The VB is determined by averaging the width of the flank wear land measured at four different locations of each of the two lips. A portable roughness tester, Mahr Perthometer M1, is used to measure the average arithmetic roughness (Ra) of the holes. The stylus of the instrument scans the surface for a distance of 5.5 mm and the procedure is applied at three different locations of each of the five holes drilled in an experimental run. The Ra is then determined by averaging the 15 readings. The thrust force is measured using Kistler piezoelectric dynamometer 9265B utilizing a force plate 9443B. The range of force measurement for the instrument along the direction of drill’s feed (z-axis) is 0–30 kN. The force–time data obtained from the force measurement system is processed in Origin (OriginPro 2015 SR2), a computer program for interactive scientific graphing and data analysis. The processing returns a numbered value of the force data as Fz, which is most central to the force-time graph obtained for the length of actual cutting.
Specific cutting energy is determined through the measurements of electrical current drawn in by the CNC machine tool. Three current clamp meters, Hantek CC 65, are applied to the three phases of the CNC machine’s power bus. The total power drawn in by the machine tool is determined by using the formula:
where
V and
PF represent potential difference (in volts) and power factor, respectively.
I1,
I2, and
I3, quantified in Amperes, are the current readings of the three clamp meters. Non-cutting powers for the four levels of cutting speed (13, 20, 100, and 150 m/min) are measured by rotating and vertically moving down the twist drill in the air at the given combinations of cutting speed and feed speed. The drill is moved at the feed speeds of 51.7, 79.6, 398, and 597 mm/min against the cutting speeds of 13, 20, 100, and 150 m/min, respectively, ensuring the fixed feed rate of 0.1 mm/rev. The four feed speeds yield the material removal rates (
MRR) of 43.3, 66.8, 333.4, and 500 mm
3/sec, respectively. The average cutting power for each run is found by subtracting the respective non-cutting power from the corresponding total electric power consumed by the equipment. The average cutting power for each run is then divided by the corresponding
MRR to get the
SCE.
4. Discussion
In order to establish the viability of the novel between-the-holes cryogenic cooling approach, the experimental results provided in
Section 3.1,
Section 3.2,
Section 3.3,
Section 3.4,
Section 3.5 need to be discussed in a holistic manner. The idea exploited in realizing the cooling technique is to cryogenically cool the drill before the cutting of a hole to maintain its wear resistance while completely avoiding the impact of the coolant on the work so as to prevent its strengthening and contraction. The novel cooling technique is pitched against the conventional continuous mode of cryogenic cooling and no-cooling approach in drilling of a titanium alloy and CFRP composite. The performance of the cooling technique is comparatively analyzed with respect to its effects on tool damage, thrust force and cutting energy, hole quality, and productivity and volume of the cryogenic fluid consumed.
Dry drilling yielded comparatively favorable results regarding none of the performance measures analyzed in this work. The only supportive aspect of the no-fluid cutting is that it does not incur any cost related to consumption of a cryogenic coolant. It can, thus, be positively asserted that application of a cryogenic fluid, such as liquid nitrogen, possesses highly favorable outcomes with respect to drilling of the titanium alloy and CFRP. It then comes to finding the most effective mode of applying the cryogenic fluid that would return the best results in terms of the performance measures. Liquid nitrogen is conventionally applied in a machining process as an unceasing jet continuously targeting the cutting edges of the tool. Drilling is quite different from the other machining processes as the cutting edges of the tool remain accessible to the coolant for a very small portion of the cutting process. In such a situation, the continuous supply of a coolant is actually impinging the work material more than the cutting tool’s edges. It asserts that the conventional mode of cryogenic cooling affects the work material more than the drill. As most of the work materials respond to the impact of a cryogenic fluid by increasing their strengths, the outcome does not sit well with the objectives of cryogenic cooling. An increased work strength makes cutting difficult and leads to more intense tool wear, higher cutting forces, and consumption of more cutting energy. In this context, the technique of cryogenically cooling only the drill for some time and curtailing the supply of the coolant during cutting is put forward.
The experimental results on tool damage bring about different conclusions regarding the two work materials, Ti-6Al-4V and CFRP. The between-the-hole mode of the coolant supply causes better suppression of tool wear than the continuous mode in the drilling of CFRP. The opposite is true for the drilling of Ti-6Al-4V. As the titanium alloy is a better conductor of heat than CFRP, the cooling effect induced by the cryogenic coolant is dispersed throughout the body, thus, mitigating the work hardening effect. On the other hand, the continuous supply of the coolant during cutting of the alloy dispenses positive effects to the drill, whereas no coolant is provided during the cutting process in the between-the-holes mode of cooling depriving the tool of the associated benefits. The matter is different with the drilling of CFRP. The pre-process cooling of the drill is enough for a considerably weaker (in shear) work material to be drilled in exceedingly shorter processing time. Moreover, the impact of the cryogenic coolant on the work, in the continuous cooling mode, hardens it significantly due to its poor thermal conductivity. Therefore, the between-the-holes mode of cryogenic cooling is better than the continuous mode for the drilling of CFRP but not for Ti-6Al-4V.
The data on thrust force and specific cutting energy show similar patterns as both are dependent on work material’s shear strength. The latter is dependent also on cutting speed. Regarding the two performance measures, the between-the-holes cooling technique yields better results than continuous cooling for both the work materials. The underlying reason is that the cryogenic cooling of the work material during the cutting process enhances the strength of the work material causing it to draw more energy (and force) to get plastically deformed. The between-the-holes mode of cooling avoids such an anomaly because the work material is never impacted by the cryogenic fluid.
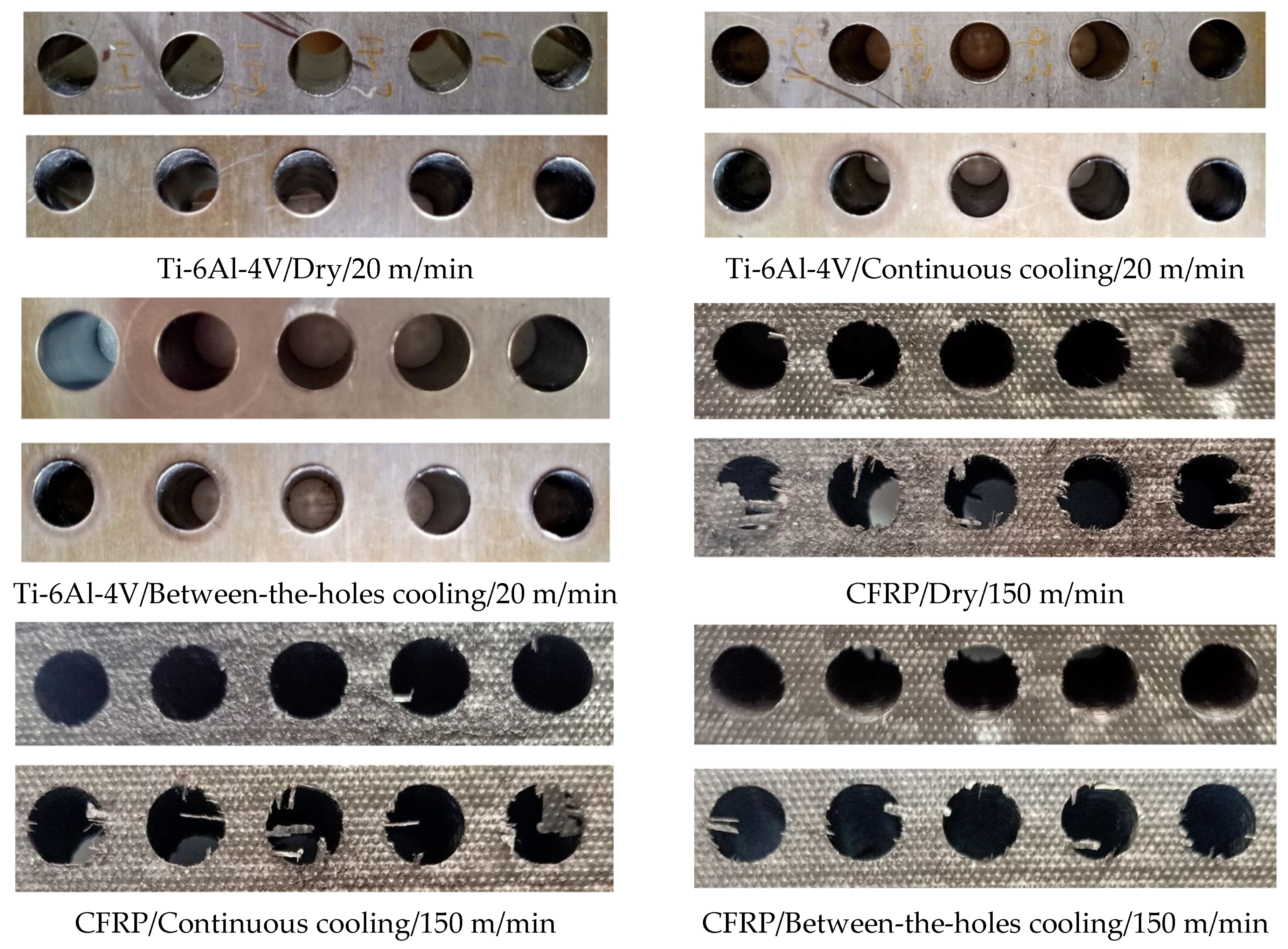
The between-the-holes cooling technique outperforms continuous cooling in respect of surface finish of the holes drilled in Ti-6Al-4V and the holes drilled in CFRP at the high level of cutting speed. The complex work expansion-contraction pattern induced by the application of a cryogenic fluid on the work material, as is the case in continuous cryogenic cooling, compromises the surface finish of the holes. Between-the-holes cooling is also found to yield better results regarding hole roundness, burr generation, and fiber pullout in CFRP drilling.
Finally, the continuous mode of cooling is better than between-the holes cooling regarding production time. The difference becomes more prominent at high levels of cutting speed, as is the case with hole-making of CFRP. On the other hand, between-the holes cooling is better than continuous cooling regarding consumption of the cryogenic fluid except when the cutting speed is very high. Reductions in production times and consumption volumes of a cryogenic fluid add to the economic sustainability of the machining process.
In context of the discussion provided above, it can be safely concluded that the between-the-holes mode of cooling is a far more effective way of applying a cryogenic coolant than the traditional mode of continuously supplying the fluid in drilling of CFRP. It outperforms the conventional approach with respect to almost all the performance measures of a machining process such as tool damage, cutting forces, cutting energy consumption, work surface quality, and consumption of the cryogenic fluid. The only area of concern for the novel cooling technique is increased production time. It is expected that the weakness in this regard can be minimized by increasing the flow rate of the coolant while reducing the time of drill’s exposure to the cryogenic fluid’s jet before cutting each hole. Regarding drilling of the titanium alloy, the choice of the cryogenic coolant’s delivery is not as straightforward. Although the between-the-holes cooling technique yields better results than the traditional approach in respect of cutting forces, specific cutting energy, holes’ surface roughness, and cryogenic fluid’s consumption cost, it is humbled against the continuous mode of cooling in respect of controlling tool damage. Longer production time is, obviously, another matter of concern but its percentage difference is much lower than in CFRP drilling. In this situation, the selection of the coolant’s supply mode hinges on the proportion of tooling cost in the total processing cost. A small proportion would tilt the decision in the favor of the between-the-holes mode of coolant’s delivery.


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}