
Effect of Heat Treatment on Microstructure and Properties of 24CrNiMo Alloy Steel Formed by Selective Laser Melting (SLM)

Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Material
2.2. Test Method
2.2.1. Preparation of Deposited Sample and Heat Treatment Method
2.2.2. Test Method for Microstructure
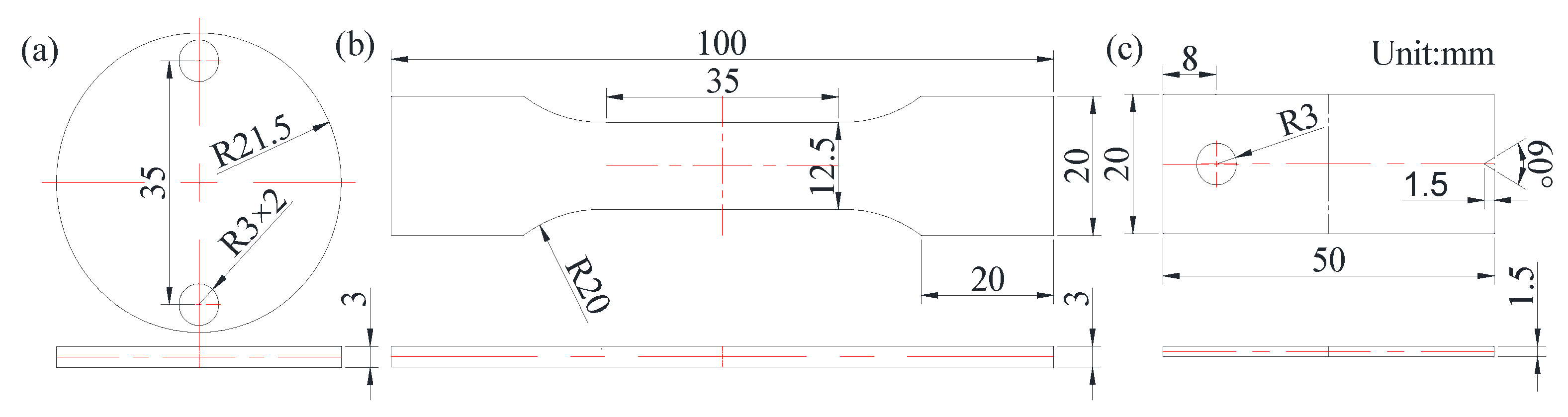
2.2.3. Test Method for Mechanical Properties
3. Test Results and Analysis
3.1. Results and Analysis of Microstructure
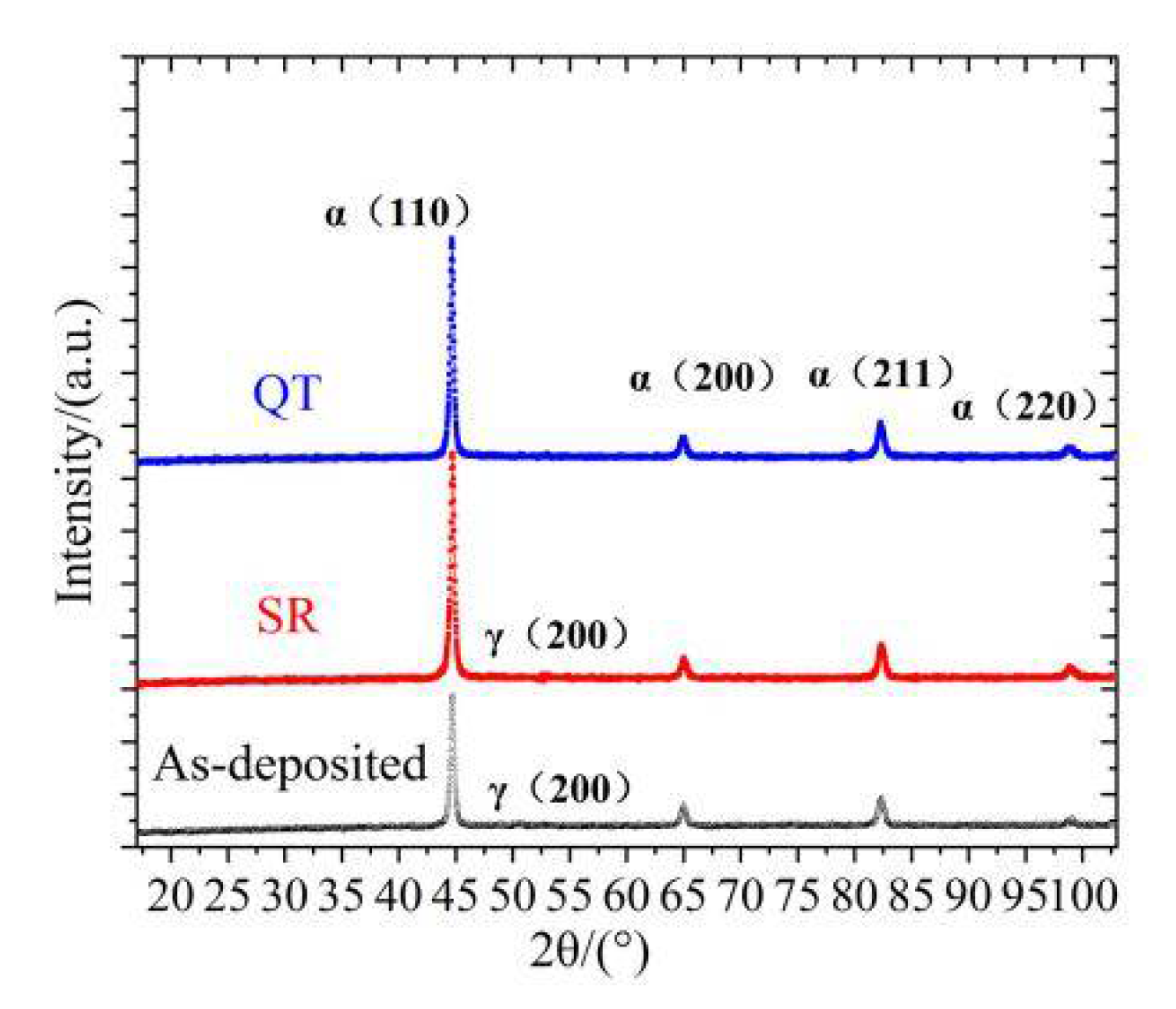
3.1.1. Phase Analysis
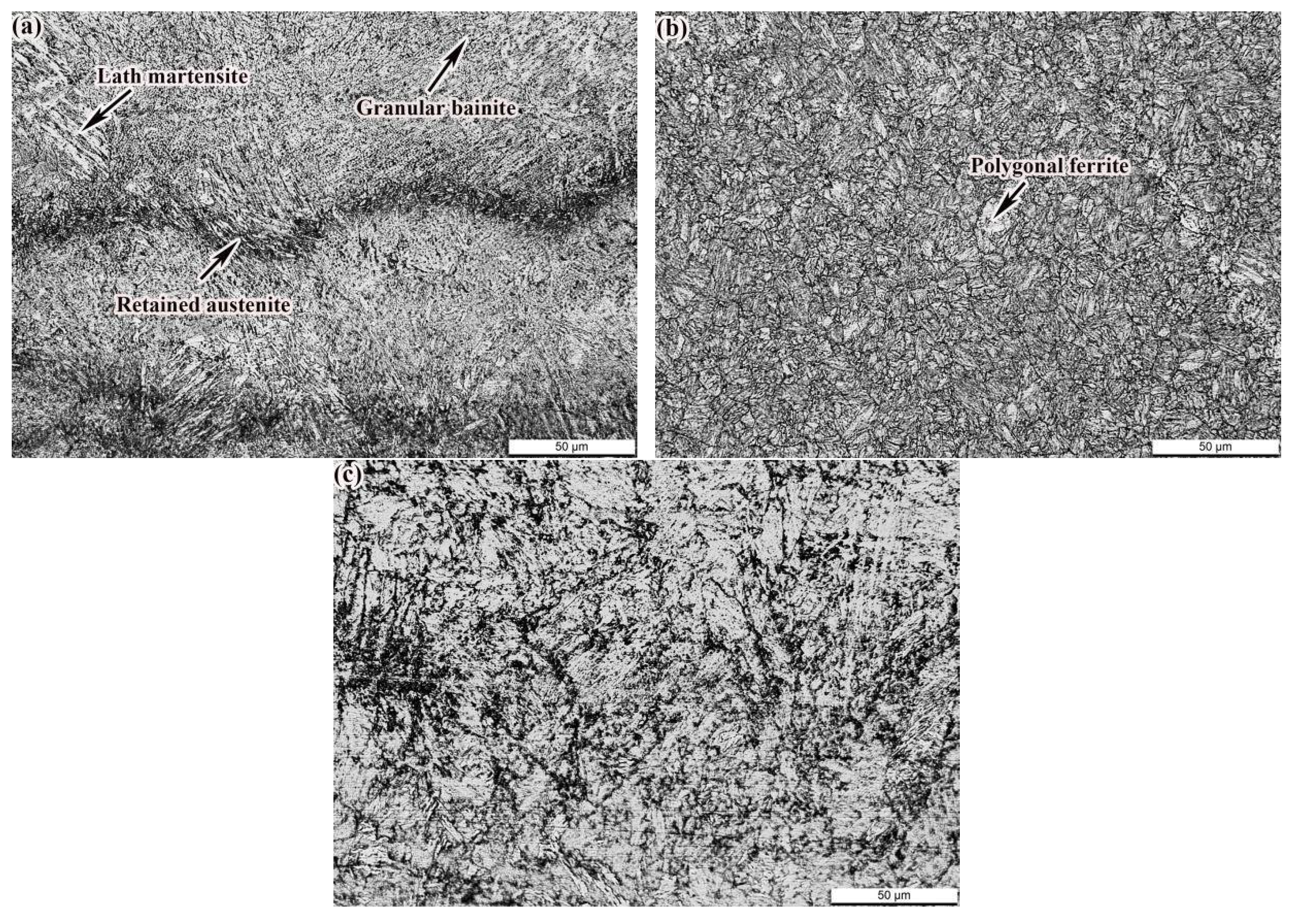
3.1.2. Microstructure Analysis
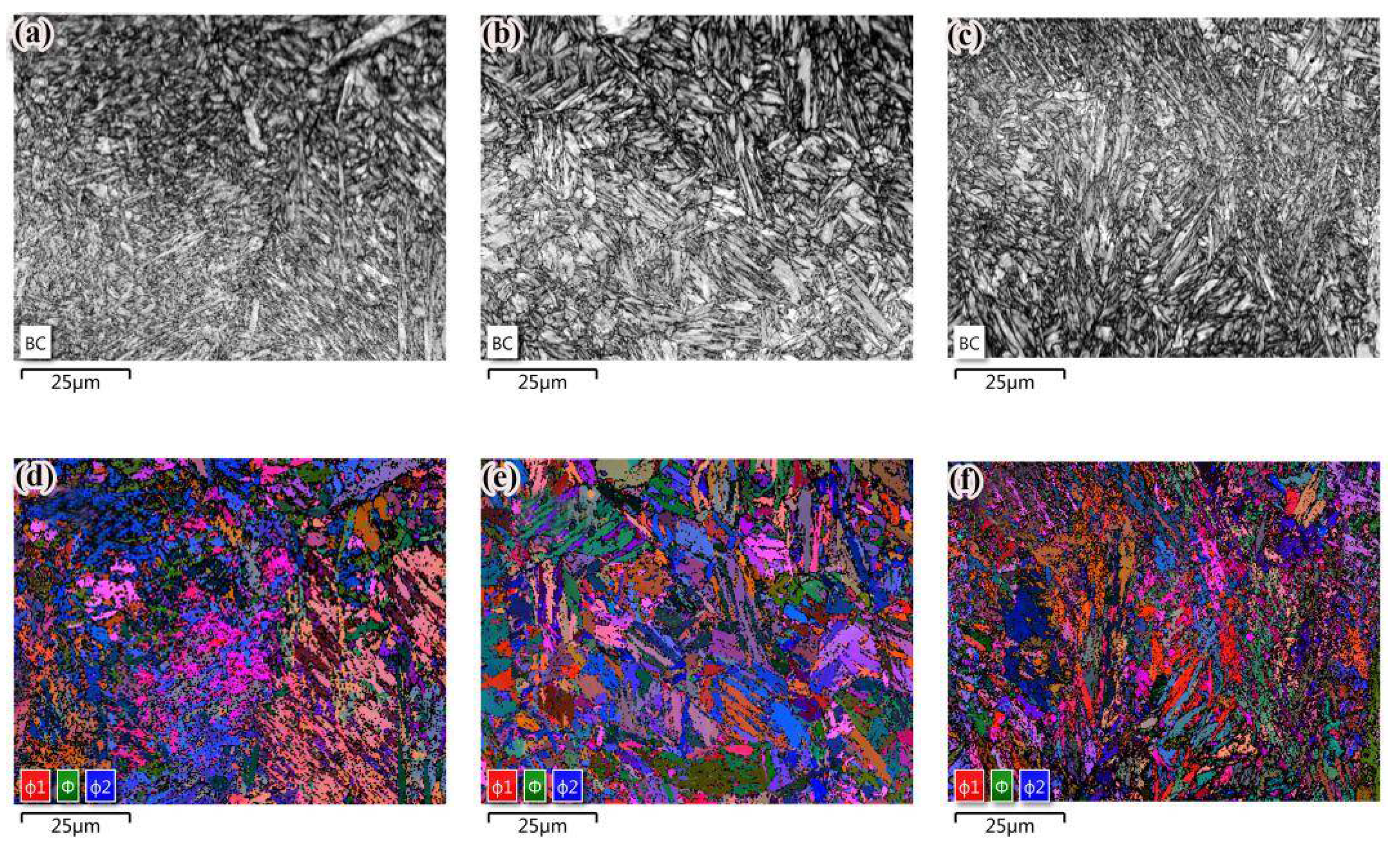
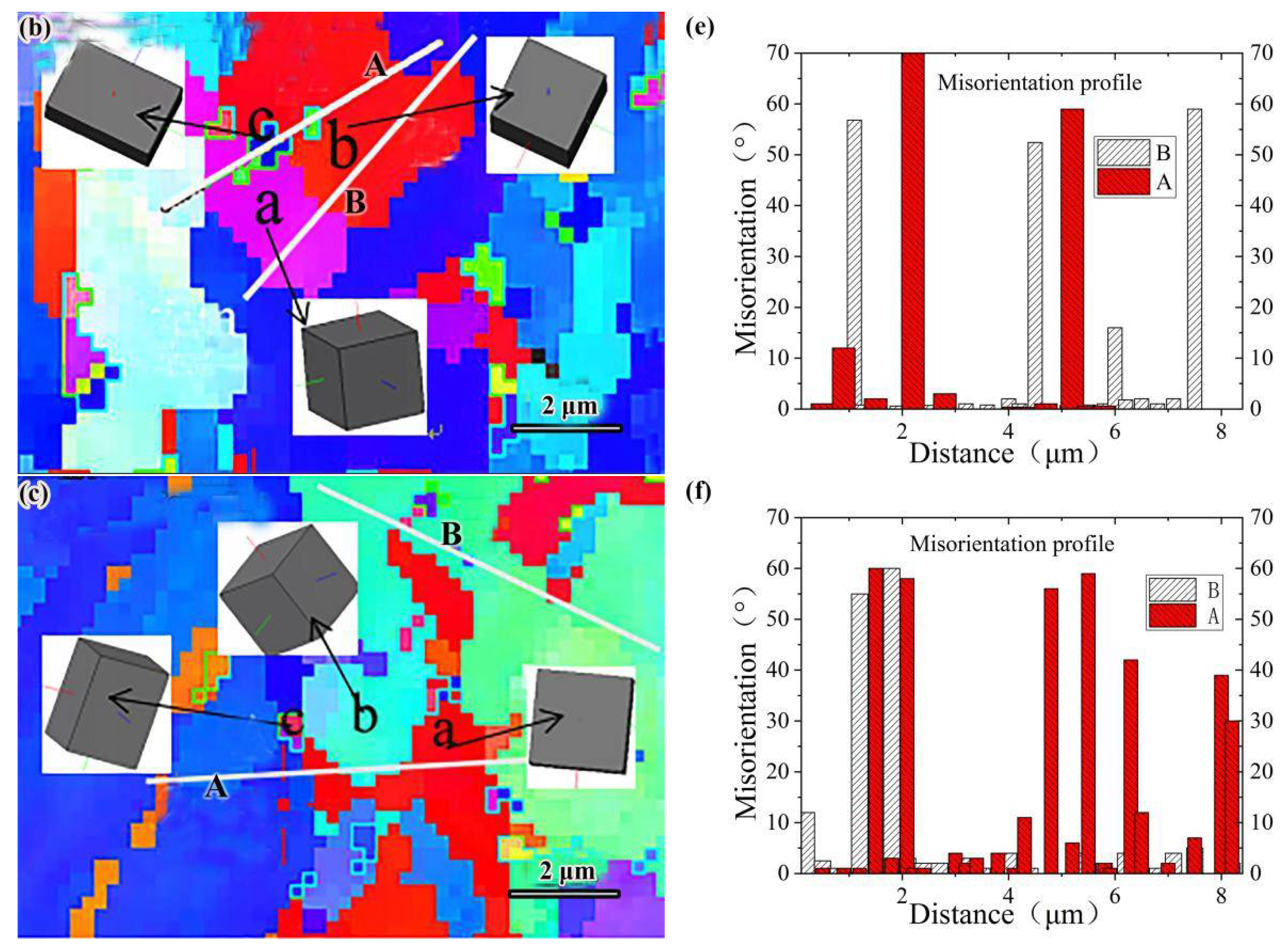
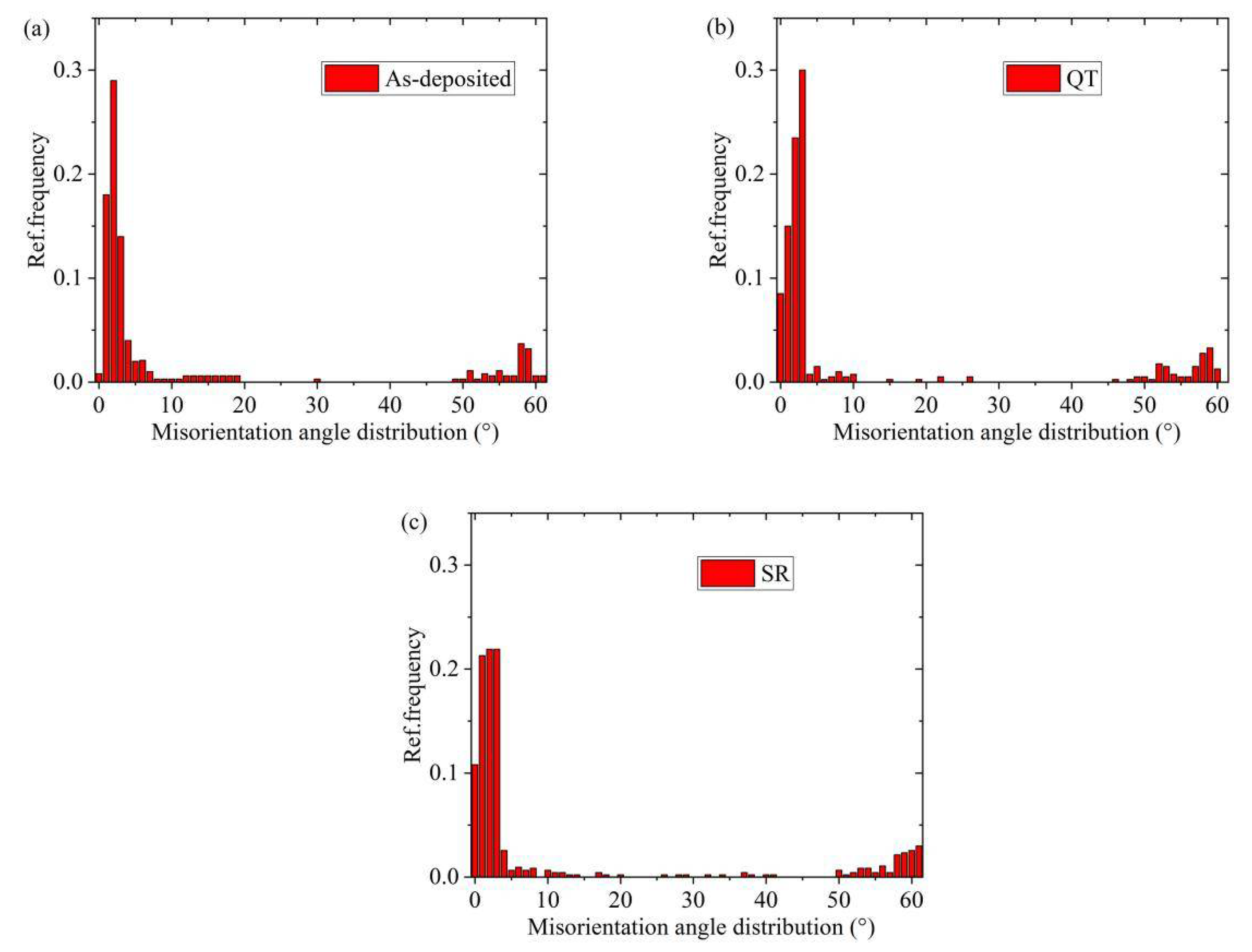
3.2. EBSD Results and Analysis
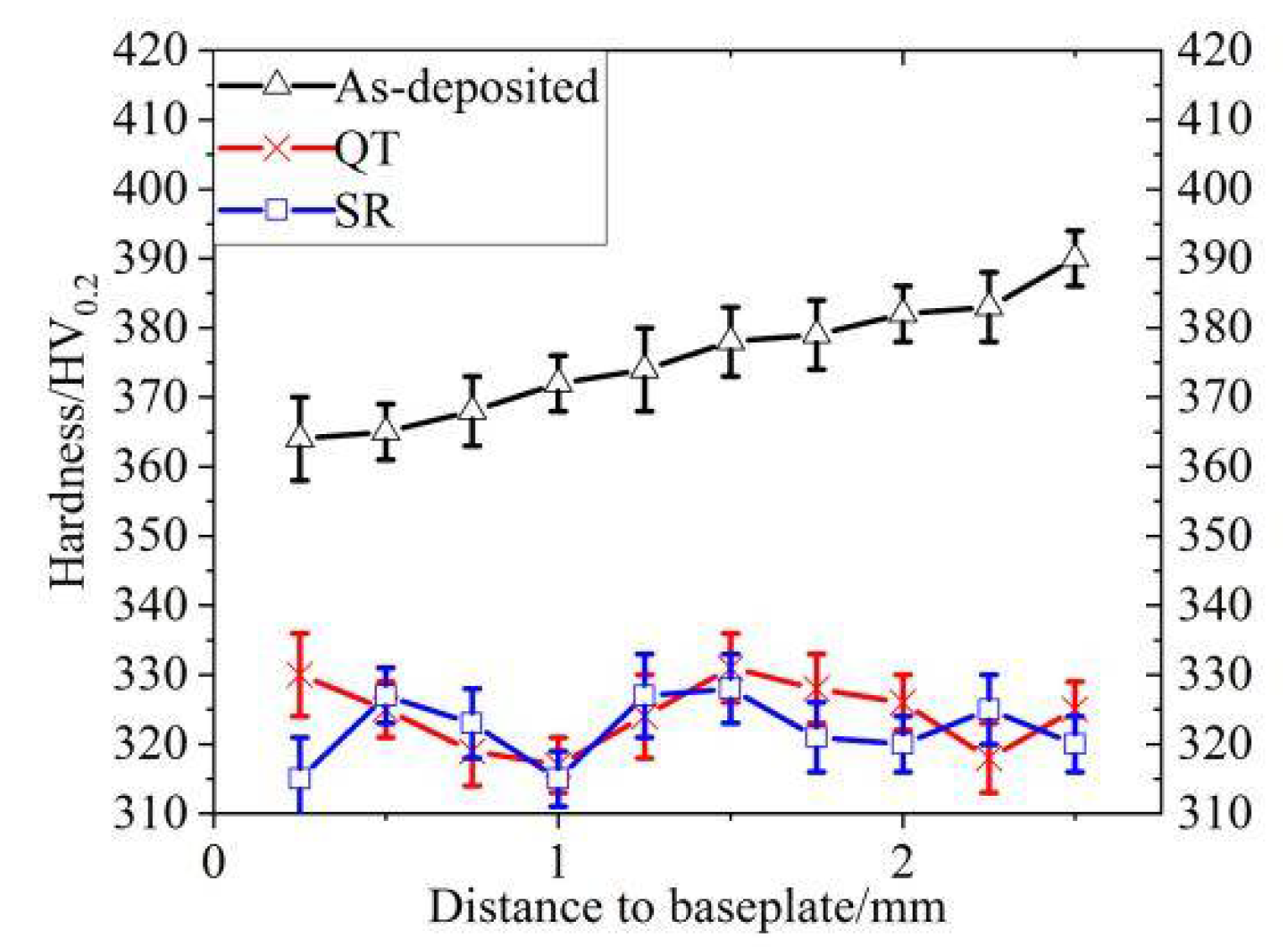
3.3. Microhardness Test Results and Analysis
3.4. Tensile Property Test Results and Analysis
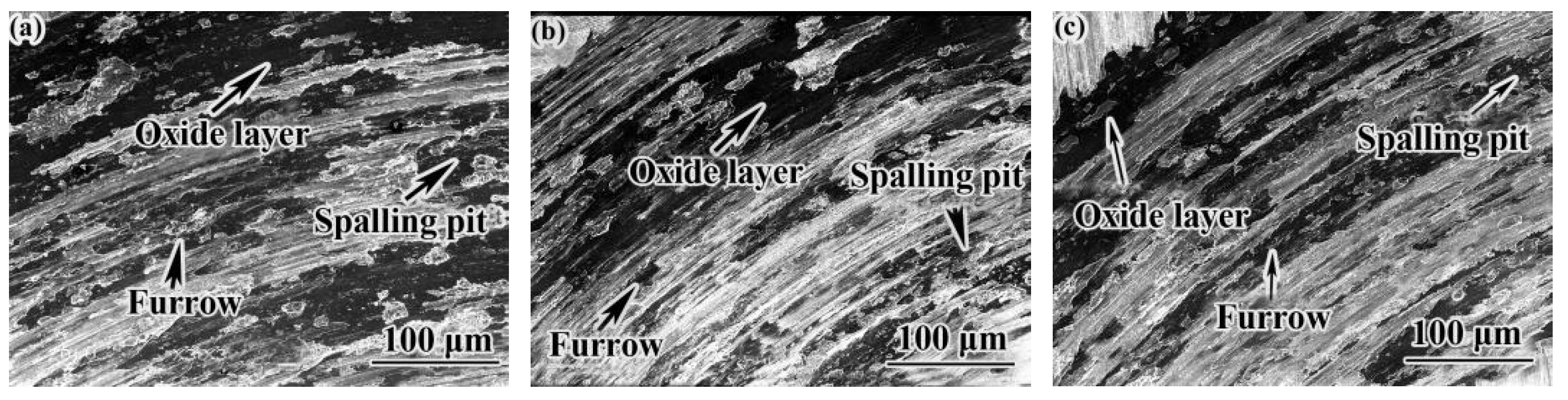
3.5. High-Temperature Friction and Wear Test Results and Analysis
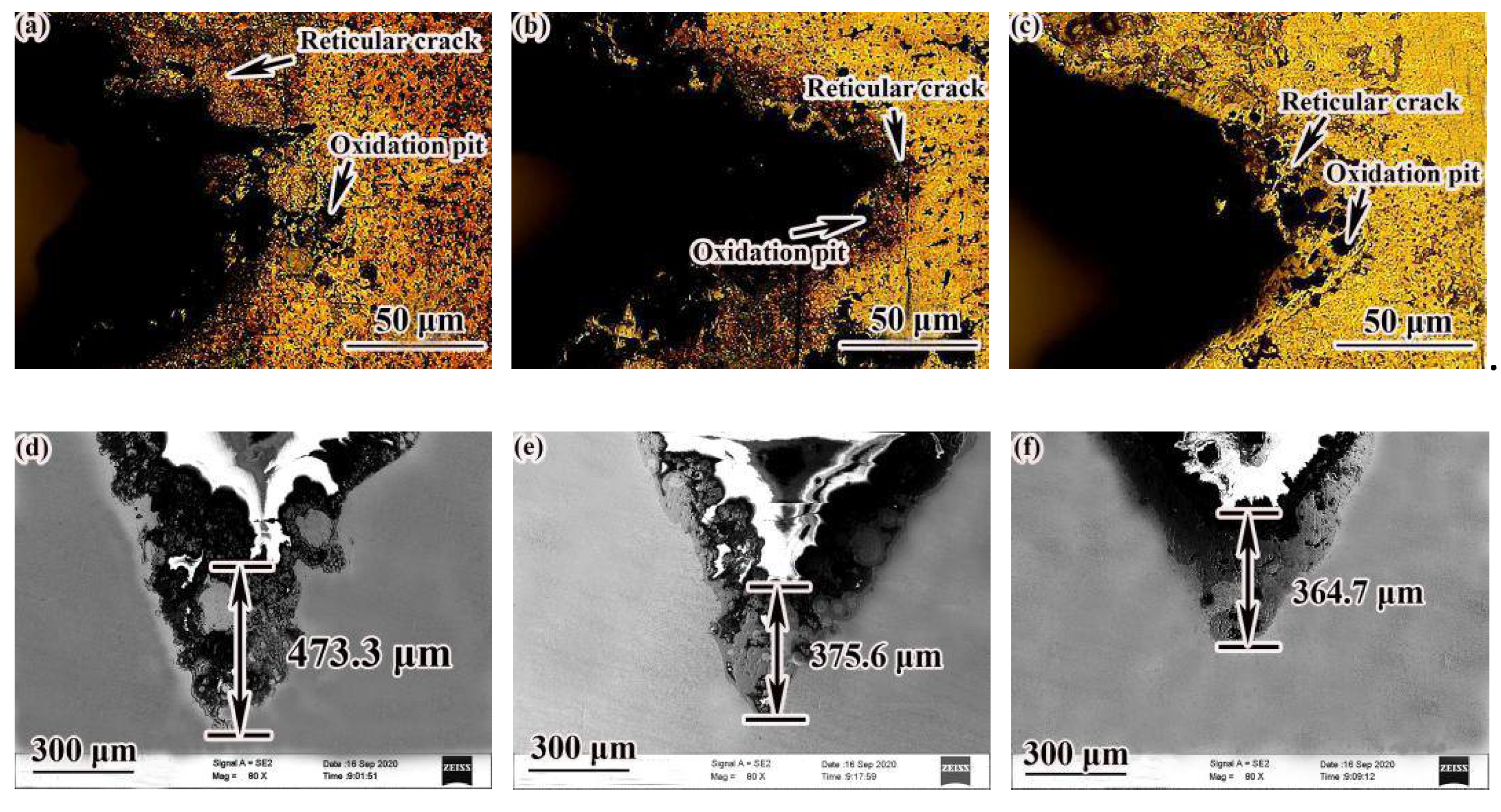
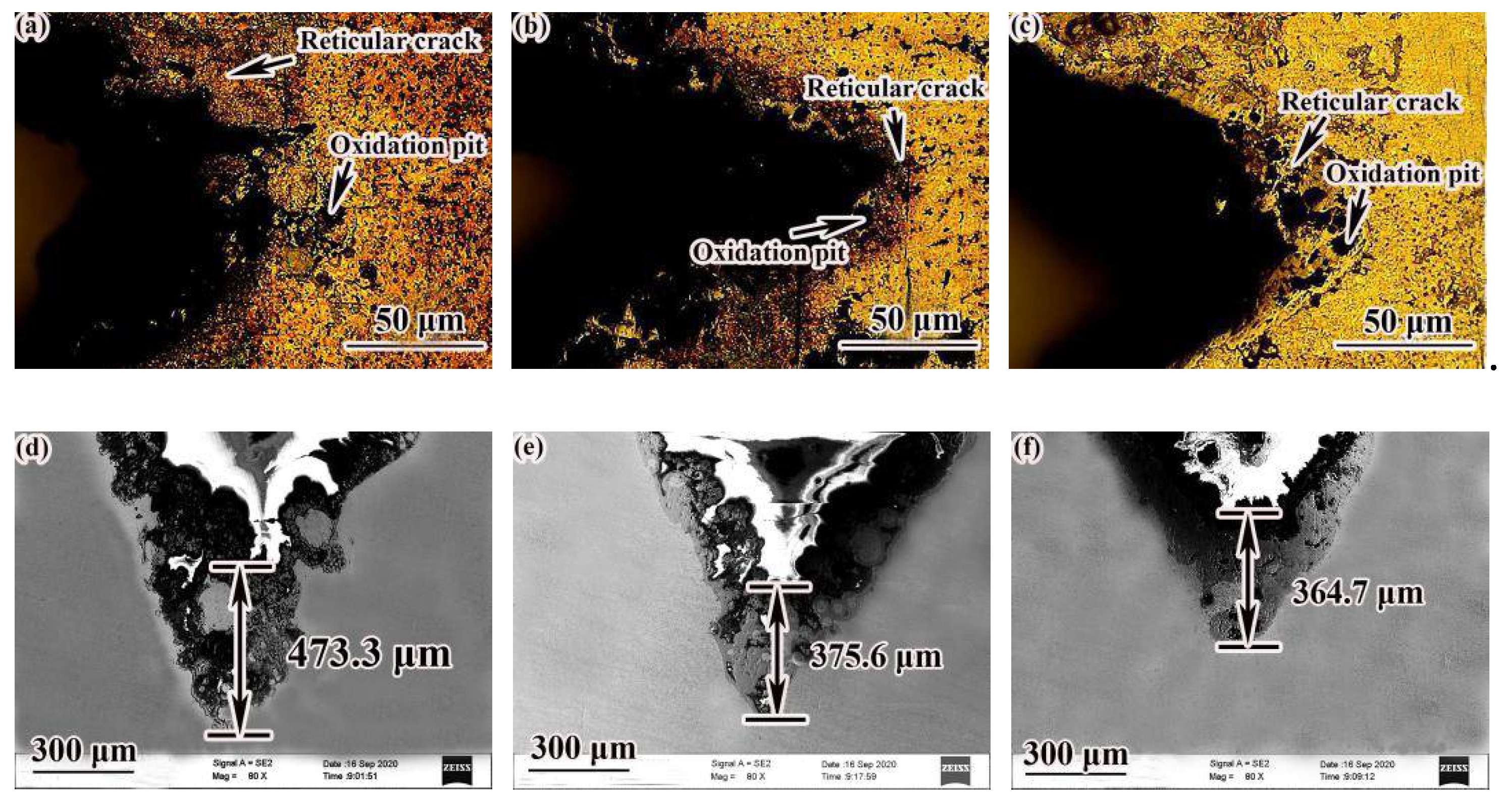
3.6. Thermal Fatigue Test Results and Analysis
4. Conclusions
- (1)
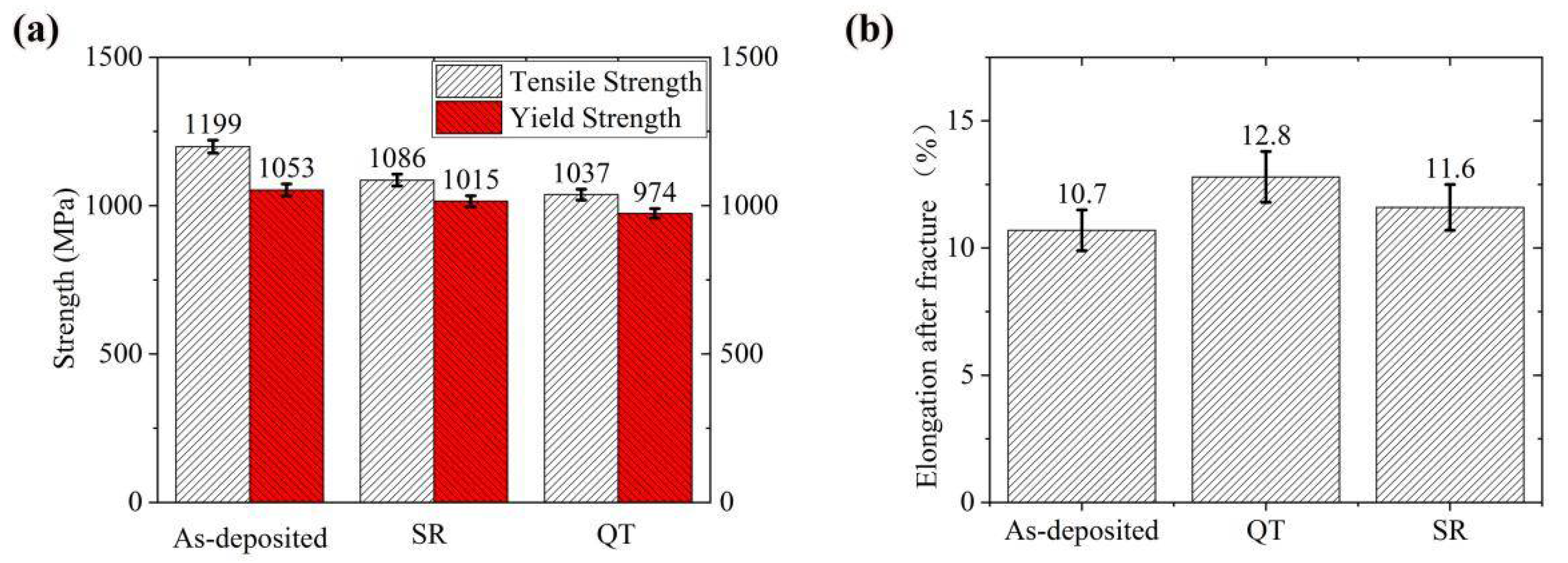
- The specimens of 24CrNiMo alloy steel were prepared by SLM with optimized process parameters. The density of the specimens approached 99.78%, and the tensile strength and yield strength of the as-deposited samples were 1199 MPa and 1053 MPa, respectively. The microstructure observation showed that the as-deposited samples were made up of ferrite, granular bainite, a small amount of cementite and residual austenite.
- (2)
- After QT and SR treatment, the elongation rate after fracture was higher than that of the deposited state, and was improved. After QT treatment, a tempered sorbite structure was obtained, and the microstructure of the SR specimens had no obvious change compared with the as-deposited state. As the internal residual stress of the specimens after QT and SR was released during the heating and holding processes, the elastic strain field weakened or disappeared, which led to the decrease of hardness.
- (3)
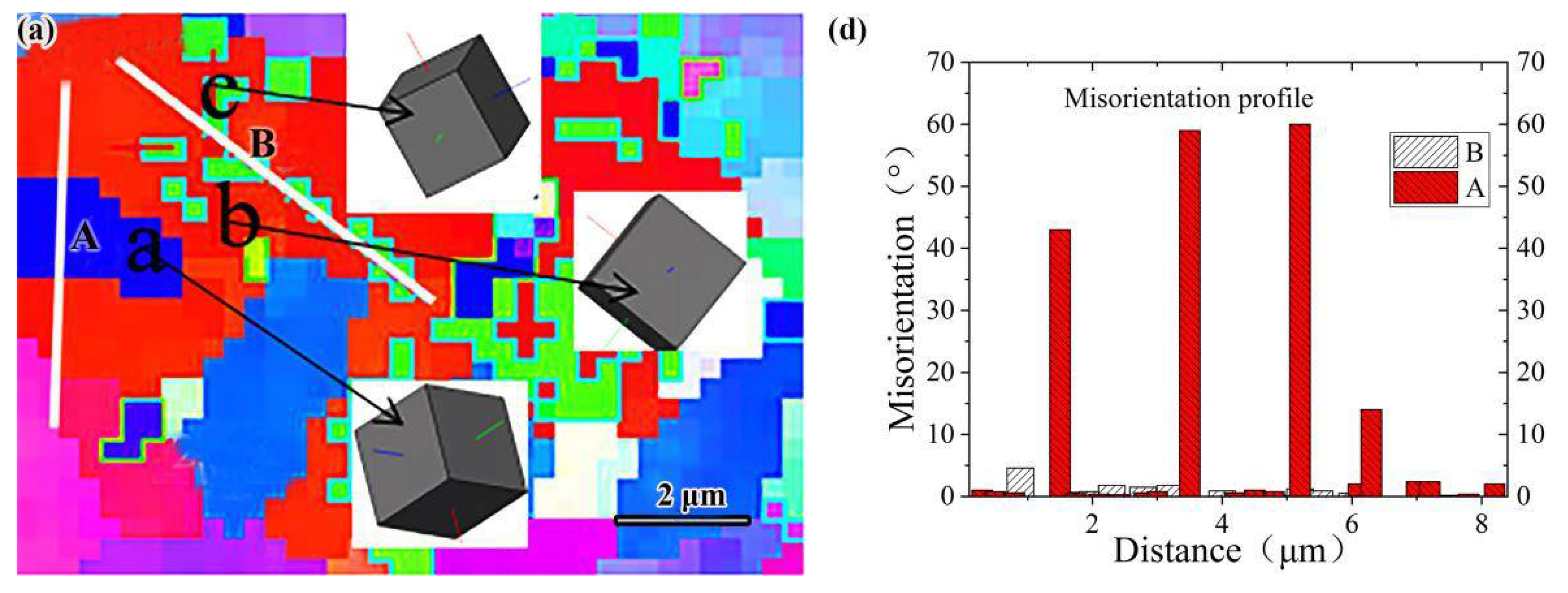
- The EBSD analysis results showed that the grain misorientation between cementite and ferrite was relatively small, while the grain misorientation between ferrite and ferrite was relatively large. The SAGB content of the as-deposited samples was 58%, and LAGB content was 15%. After QT and SR, more of the finer grains, SAGBs and LAGBs were obtained than those in the as-deposited specimens. The LAGB content of SR specimens was 18%, and the SAGB content exhibited no significant change compared with the as-deposited state. The SAGB content of the QT specimens was 17% higher than that of the deposited state, and the content of LAGB was increased by 2% compared with the deposited state, showing stronger resistance to intergranular corrosion performance and ability to hinder the crack propagation.
- (4)
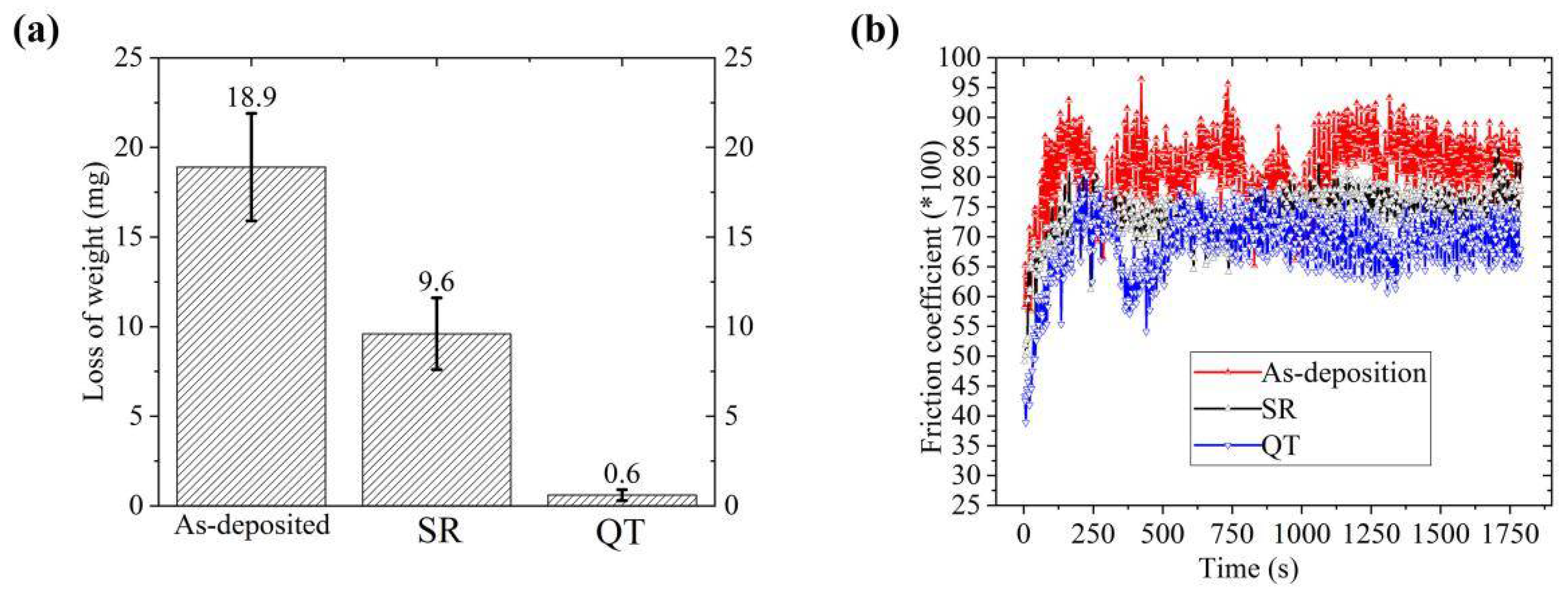
- Compared with the as-deposited state, heat treatment effectively improved the high-temperature friction and wear performance and thermal fatigue performance of 24CrNiMo alloy steel. Especially after QT, with the formation of polygonal ferrite, the content of SAGB and LAGB increased, while the high-temperature friction and wear performance test and thermal fatigue performance also increased.
Author Contributions
Funding
Conflicts of Interest
References
- Cui, X.; Zhang, S.; Wang, C.; Zhang, C.; Chen, J.; Zhang, J. Effects of stress-relief heat treatment on the microstructure and fatigue property of a laser additive manufactured 12CrNi2 low alloy steel. Mater. Sci. Eng. A 2020, 791, 139738. [Google Scholar] [CrossRef]
- Guan, T.; Chen, S.; Chen, X.; Liang, J.; Liu, C.; Wang, M. Effect of laser incident energy on microstructures and mechanical properties of 12CrNi2Y alloy steel by direct laser deposition. J. Mater. Sci. Technol. 2019, 35, 395–402. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.; Cui, X.; Zhang, S.; Chen, J.; Zhang, J. Microstructure and mechanical behavior of additive manufactured Cr–Ni–V low alloy steel in different heat treatment. Vacuum 2020, 175, 109216. [Google Scholar] [CrossRef]
- Chenggang, D.; Xu, C.; Jianqiang, J.; Zhu, P. Effects of Substrate Preheating Temperatures on the Microstructure, Properties, and Residual Stress of 12CrNi2 Prepared by Laser Cladding Deposition Technique. Materials 2018, 11, 2401. [Google Scholar]
- Huang, C.; Lin, X.; Liu, F.; Yang, H.; Huang, W. High strength and ductility of 34CrNiMo6 steel produced by laser solid forming. J. Mater. Sci. Technol. 2019, 35, 377–387. [Google Scholar] [CrossRef]
- Zhou, L.; Chen, S.; Wei, M.; Liang, J.; Liu, C.; Wang, M. Microstructure and properties of 24CrNiMoY alloy steel prepared by direct laser deposited under different preheating temperatures. Mater. Charact. 2019, 158, 109931. [Google Scholar] [CrossRef]
- Li, Z.; Han, J.; Yang, Z.; Li, W. Analyzing the mechanisms of thermal fatigue and phase change of steel used in brake discs. Eng. Fail. Anal. 2015, 57, 202–218. [Google Scholar] [CrossRef]
- Lu, L.; Fuh, J.; Chen, Z.; Leong, C.; Wong, Y. In situ formation of TiC composite using selective laser melting. Mater. Res. Bull. 2000, 35, 1555–1561. [Google Scholar] [CrossRef]
- Abe, F.; Santos, E.C.; Kitamura, Y.; Osakada, K.; Shiomi, M. Influence of forming conditions on the titanium model in rapid prototyping with the selective laser melting process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 119–126. [Google Scholar] [CrossRef]
- Al-Saedi, D.S.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical properties and energy absorption capability of functionally graded F2BCC lattice fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.; Shidid, D.; Farahbod-Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Simoneau, C.; Terriault, P.; Jetté, B.; Dumas, M.; Brailovski, V. Development of a porous metallic femoral stem: Design, manufacturing, simulation and mechanical testing. Mater. Des. 2017, 114, 546–556. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Deng, S.; Liao, H.; Coddet, C. Microstructure and tensile properties of iron parts fabricated by selective laser melting. Opt. Laser Technol. 2014, 56, 451–460. [Google Scholar] [CrossRef]
- Shi, C.; Chen, S.; Xia, Q.; Li, Z. Preparation and printability of 24CrNiMo alloy steel powder for selective laser melting fabricating brake disc. Powder Met. 2017, 61, 73–80. [Google Scholar] [CrossRef]
- Wei, M.; Chen, S.; Xi, L.; Liang, J.; Liu, C. Selective laser melting of 24CrNiMo steel for brake disc: Fabrication efficiency, microstructure evolution, and properties. Opt. Laser Technol. 2018, 107, 99–109. [Google Scholar] [CrossRef]
- Li, Z.Q.; Han, J.M.; Li, W.J.; Pan, L. Low cycle fatigue behavior of Cr–Mo–V low alloy steel used for railway brake discs. Mater. Des. 2014, 56, 146–157. [Google Scholar] [CrossRef]
- Zeng, D.; Lu, L.; Gong, Y.; Zhang, N.; Gong, Y. Optimization of strength and toughness of railway wheel steel by alloy design. Mater. Des. 2016, 92, 998–1006. [Google Scholar] [CrossRef]
- Yan, X.; Yin, S.; Chen, C.; Huang, C.; Bolot, R.; Lupoi, R.; Kuang, M.; Ma, W.; Coddet, C.; Liao, H.; et al. Effect of heat treatment on the phase transformation and mechanical properties of Ti6Al4V fabricated by selective laser melting. J. Alloy. Compd. 2018, 764, 1056–1071. [Google Scholar] [CrossRef]
- Dong, X.; Zhou, Y.; Sun, Q.; Qu, Y.; Shi, H.; Liu, W.; Peng, H.; Zhang, B.; Xu, S.; Yan, J.; et al. Fatigue behavior of biomedical Co–Cr–Mo–W alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 795, 140000. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Z.; Tong, X.; Dong, S.; Cui, Z.; Wang, X.; Ren, L. Effects of process parameters on the microstructure and mechanical properties of 24CrNiMo steel fabricated by selective laser melting. Opt. Laser Technol. 2020, 128, 106262. [Google Scholar] [CrossRef]
- Xu, T.; Song, Z.; Chunhua, Z.; Chen, J.; Zhang, J.; Liu, Y. Optimization of laser energy density and scanning strategy on the forming quality of 24CrNiMo low alloy steel manufactured by SLM. Mater. Charact. 2020, 170, 110718. [Google Scholar]
- Ma, M.; Wang, Z.; Gao, M.; Zeng, X. Layer thickness dependence of performance in high-power selective laser melting of 1Cr18Ni9Ti stainless steel. J. Mater. Process. Technol. 2015, 215, 142–150. [Google Scholar] [CrossRef]
- Luo, X.; Chen, X.; Wang, T.; Pan, S.; Zi-Dong, W. Effect of morphologies of martensite–austenite constituents on impact toughness in intercritically reheated coarse-grained heat-affected zone of HSLA steel. Mater. Sci. Eng. A 2018, 710, 192–199. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, S.; Zhang, C.; Wang, J.; Shahzad, M.B.; Chen, H.; Chen, J. A high strength low alloy steel fabricated by direct laser deposition. Vacuum 2019, 161, 225–231. [Google Scholar] [CrossRef]
- Zhang, J.; Xu, L.; Han, Y.; Zhao, L.; Xiao, B. New perspectives on the grain boundary misorientation angle dependent intergranular corrosion of polycrystalline nickel-based 625 alloy. Corros. Sci. 2020, 172, 108718. [Google Scholar] [CrossRef]
- Guo, A.; Misra, R.D.K.; Liu, J.; Chen, L.; He, X.; Jansto, S.J. An analysis of the microstructure of the heat-affected zone of an ultra low carbon and niobium-bearing acicular ferrite steel using EBSD and its relationship to mechanical properties. Mater. Sci. Eng. A 2010, 527, 6440–6448. [Google Scholar] [CrossRef]
- Dáz-Fuentes, M.; Iza-Mendia, A.; Gutiérrez, I. Analysis of different acicular ferrite microstructures in low-carbon steels by electron backscattered diffraction. Study of their toughness behavior. Metall. Mater. Trans. A 2003, 34, 2505–2516. [Google Scholar] [CrossRef]
- Guo, Z.; Lee, C.; Morris, J. On coherent transformations in steel. Acta Mater. 2004, 52, 5511–5518. [Google Scholar] [CrossRef]
- Kaneshita, T.; Miyamoto, G.; Furuhara, T. Variant selection in grain boundary nucleation of bainite in Fe-2Mn-C alloys. Acta Mater. 2017, 127, 368–378. [Google Scholar] [CrossRef]
- Liu, S.; Li, X.; Guo, H.; Yang, S.; Wang, X.; Shang, C.; Misra, R.D.K. Selective role of bainitic lath boundary in influencing slip systems and consequent deformation mechanisms and delamination in high-strength low-alloy steel. Philos. Mag. 2018, 98, 934–958. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Sundaresan, S.; Kamaraj, M. Effect of TIG arc surface melting process on weld metal toughness of modified 9Cr-1Mo (P91) steel. Mater. Lett. 2008, 62, 2817–2820. [Google Scholar] [CrossRef]
- Hongyou, B.; Tengda, D.; Shijie, W.; Zhang, Q.; Wei, W.; Guang, Y. Effect of heat treatment on microstructure and friction and wear properties of laser deposited DZ125 alloy. Rare Met. Mater. Eng. 2020, 49, 2839–2844. [Google Scholar]
- Liu, L.; Jin, T.; Zhao, N.; Sun, X.; Guan, H.; Hu, Z. Formation of carbides and their effects on stress rupture of a Ni-base single crystal superalloy. Mater. Sci. Eng. A 2003, 361, 191–197. [Google Scholar] [CrossRef]
- Wang, L.N.; Zheng, Q.; Sun, X.F.; Guan, H.R. Oxygen and Nitrogen Effects on MC Carbide in K465 Nickel-Base Superalloy. Rare Met. Mater. Eng. 2009, 38, 13–16. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | FE | C | MN | NI | MO | SI | CR | S |
|---|---|---|---|---|---|---|---|---|
| 24CRNIMO | Bal | 0.23 | 0.72 | 1.81 | 0.47 | 0.21 | 1.12 | 0.0031 |
| 30CRNIMO | Bal | 0.31 | 0.68 | 0.02 | 0.16 | 0.26 | 0.98 | 0.004 |
| Sample State | Heat Treatment Parameters |
|---|---|
| As-deposited | - |
| QT | 860 °C × 30 min/OC + 600 °C × 40 min/AC |
| SR | 600 °C × 120 min/FC |
| Test Methods | Test Parameters | |||
|---|---|---|---|---|
| High-temperature friction and wear | Time/min | Temperature/°C | Rotational speed/r·min−1 | Load/N |
| 30 | 500 | 300 | 100 | |
| Thermal fatigue | Number of cycles | Maximum temperature/°C | Lowest temperature/°C | Coolant |
| 2000 | 550 | 25 | Water | |
| Sample State | Average Grain Size/μm | |
|---|---|---|
| Iron bcc | Fe3C | |
| As-deposited | 1.8642 | 0.4342 |
| QT | 1.5918 | 0.3417 |
| SR | 1.2609 | 0.3402 |
| Sample State | Lose Weight (mg) | Friction Coefficient |
|---|---|---|
| As-deposited | 18.9 | 0.80–0.87 |
| SR | 9.6 | 0.7–0.75 |
| QT | 0.6 | 0.64–0.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Ding, C. Effect of Heat Treatment on Microstructure and Properties of 24CrNiMo Alloy Steel Formed by Selective Laser Melting (SLM). Materials 2021, 14, 631. https://doi.org/10.3390/ma14030631
Zhao Y, Ding C. Effect of Heat Treatment on Microstructure and Properties of 24CrNiMo Alloy Steel Formed by Selective Laser Melting (SLM). Materials. 2021; 14(3):631. https://doi.org/10.3390/ma14030631
Chicago/Turabian StyleZhao, Yongsheng, and Chenggang Ding. 2021. "Effect of Heat Treatment on Microstructure and Properties of 24CrNiMo Alloy Steel Formed by Selective Laser Melting (SLM)" Materials 14, no. 3: 631. https://doi.org/10.3390/ma14030631
APA StyleZhao, Y., & Ding, C. (2021). Effect of Heat Treatment on Microstructure and Properties of 24CrNiMo Alloy Steel Formed by Selective Laser Melting (SLM). Materials, 14(3), 631. https://doi.org/10.3390/ma14030631