The Effect of Laser Beam Processing on the Properties of WC-Co Coatings Deposited on Steel


 ,
,  , and
, and 
Abstract
1. Introduction
- Of coarse grains (whose diameter is 3–30 μm),
- Of standard grains (whose diameter is 1.5–3 μm),
- Of fine grains (whose diameter is 0.5–1.5 μm),
- Of ultrafine grains (whose diameter is below 0.5 μm).
- Single-phase alumina (Al2O3),
- Silicon nitride (Si3N4),
- Multiphase (Al2O3 and Si3N4) with minor additions of carbides, other nitrides and oxides.
2. Materials and Methods
2.1. Coatings Production
- Pulse duration time: 0.5 ms;
- Frequency: 45 Hz;
- Stroke of laser beam: 0.35 mm;
- Speed of movement: 230 mm/min.
2.2. Characterization of Coatings
- Max. load-200 N;
- Table movement velocity-1 mm/min;
- Scratch length-5 mm;
- Rockwell diamond cone with a tip radius of 200 μm.
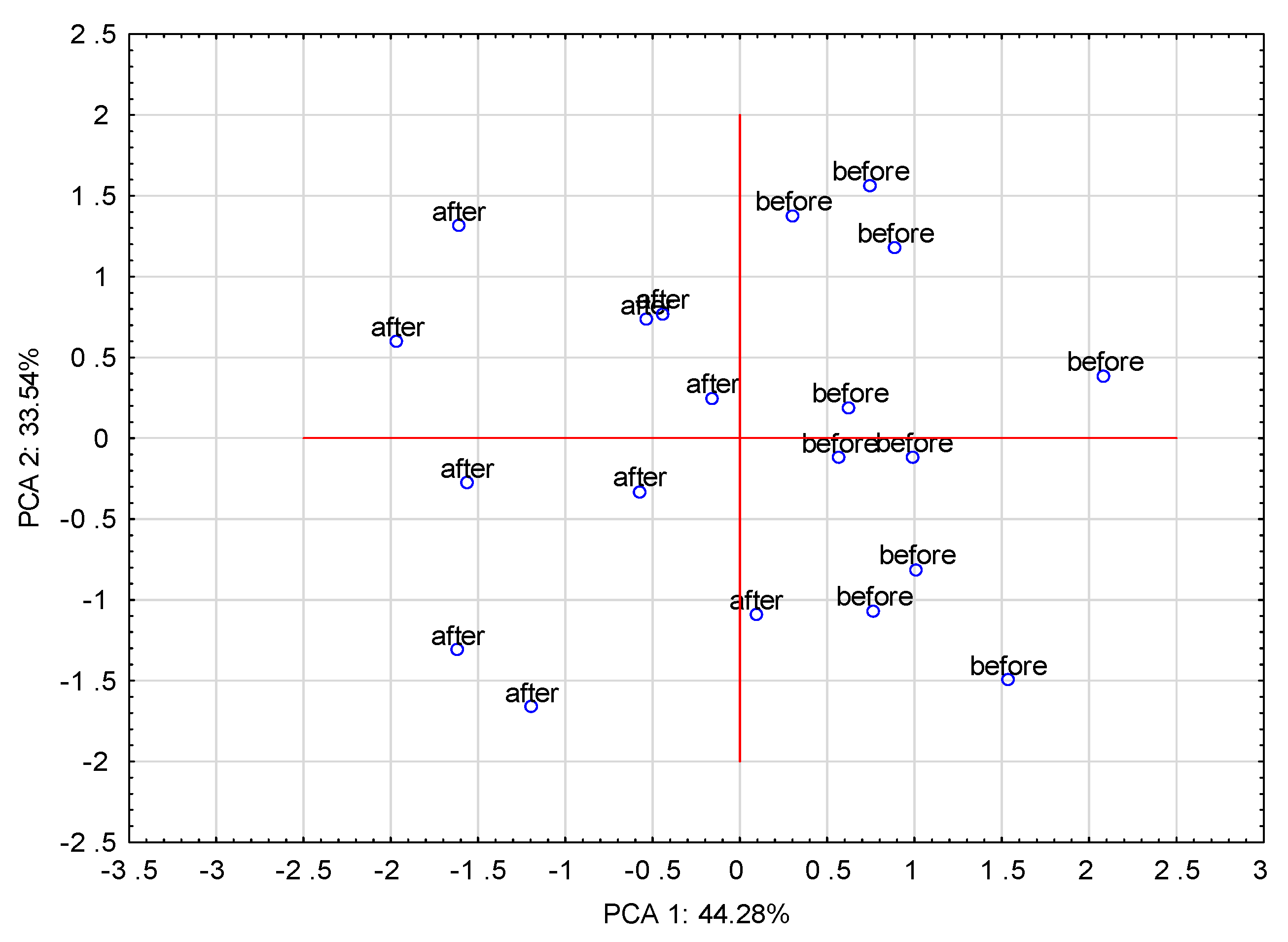
2.3. Experimental Design and Statistical Methods
3. Results and Discussions
3.1. Morphology
3.2. X-ray Analysis
3.3. Measurements of the Surface Geometric Structure
3.4. Roughness Measurements
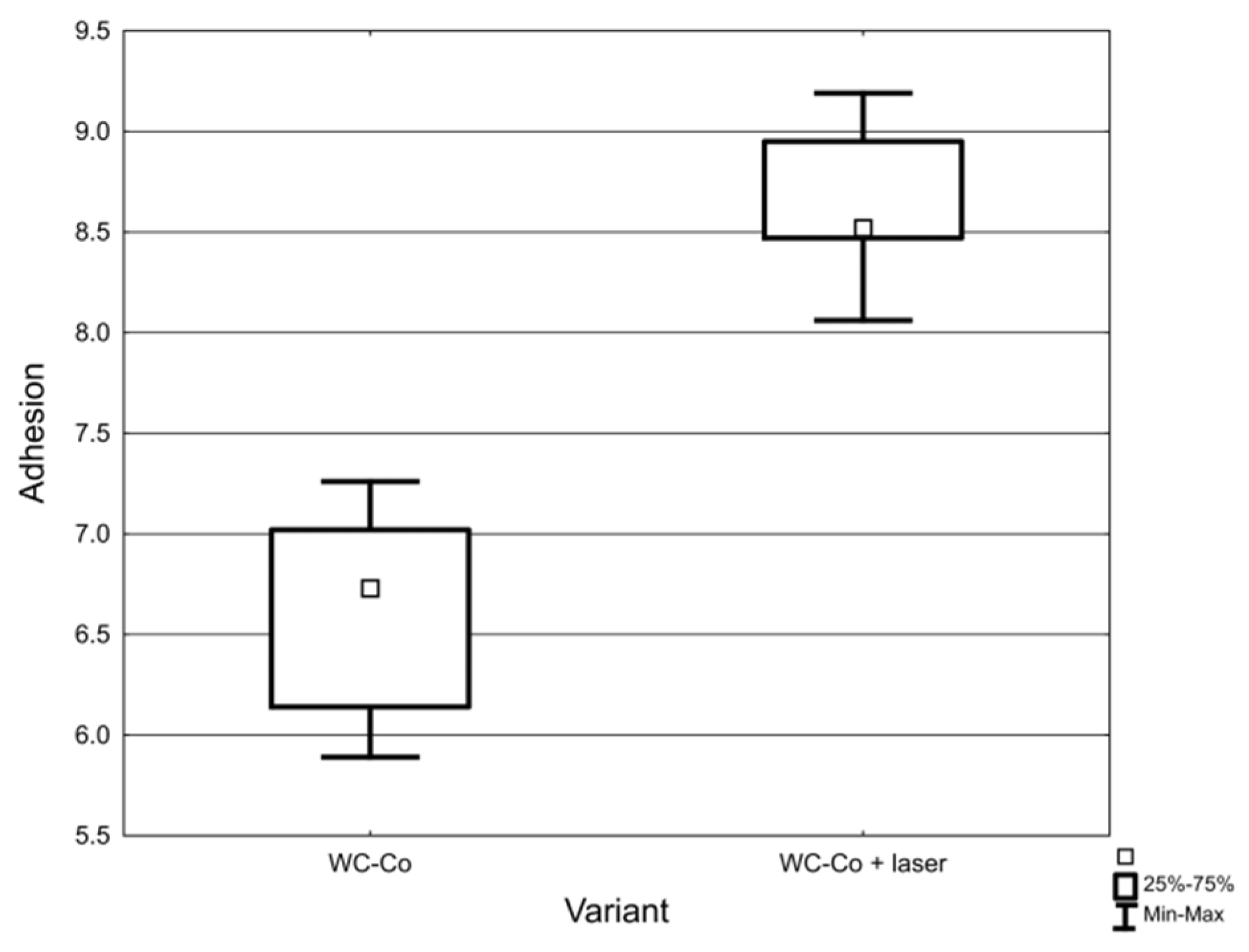
3.5. Adhesion Tests
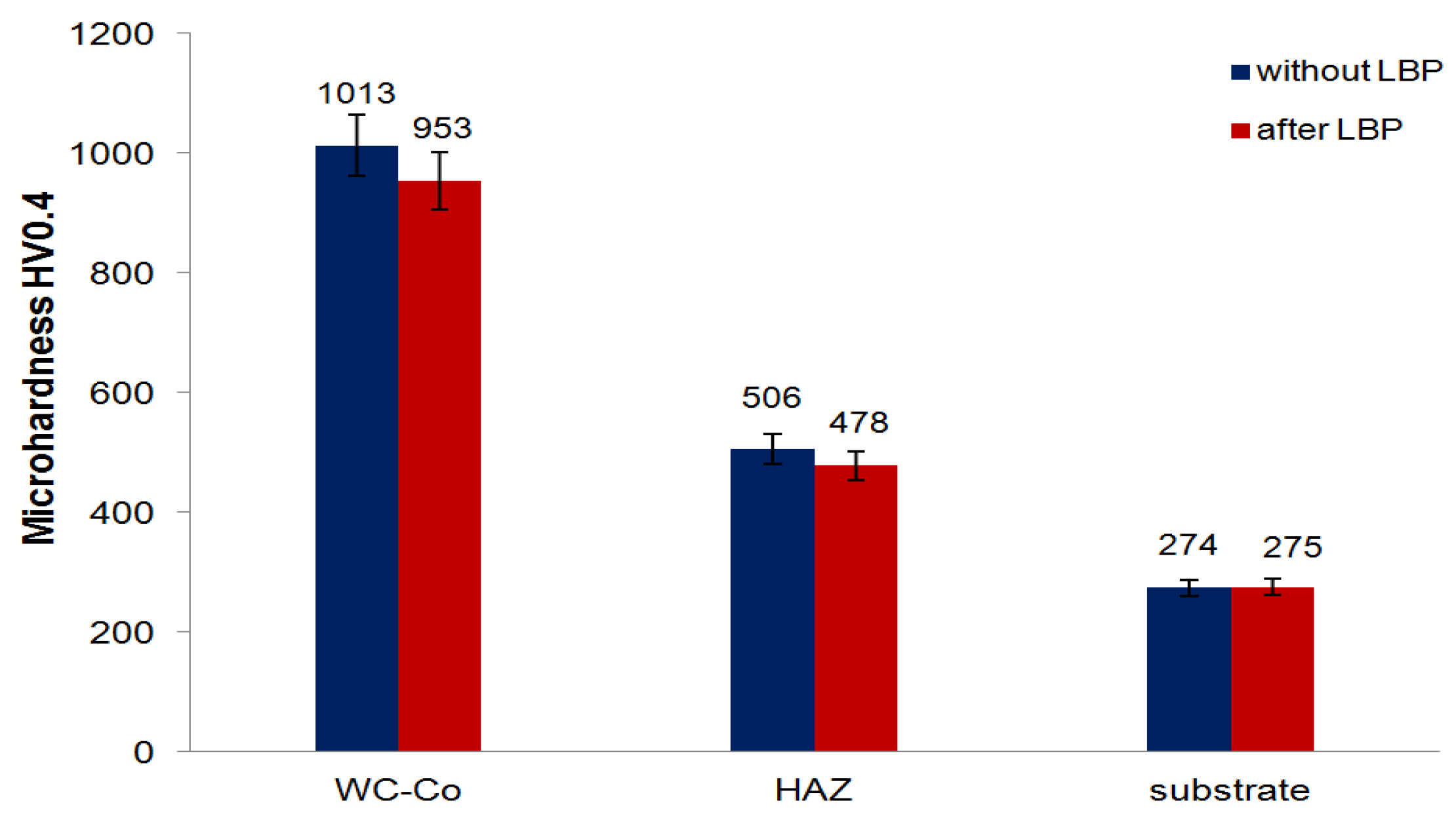
3.6. Microhardness Measurements
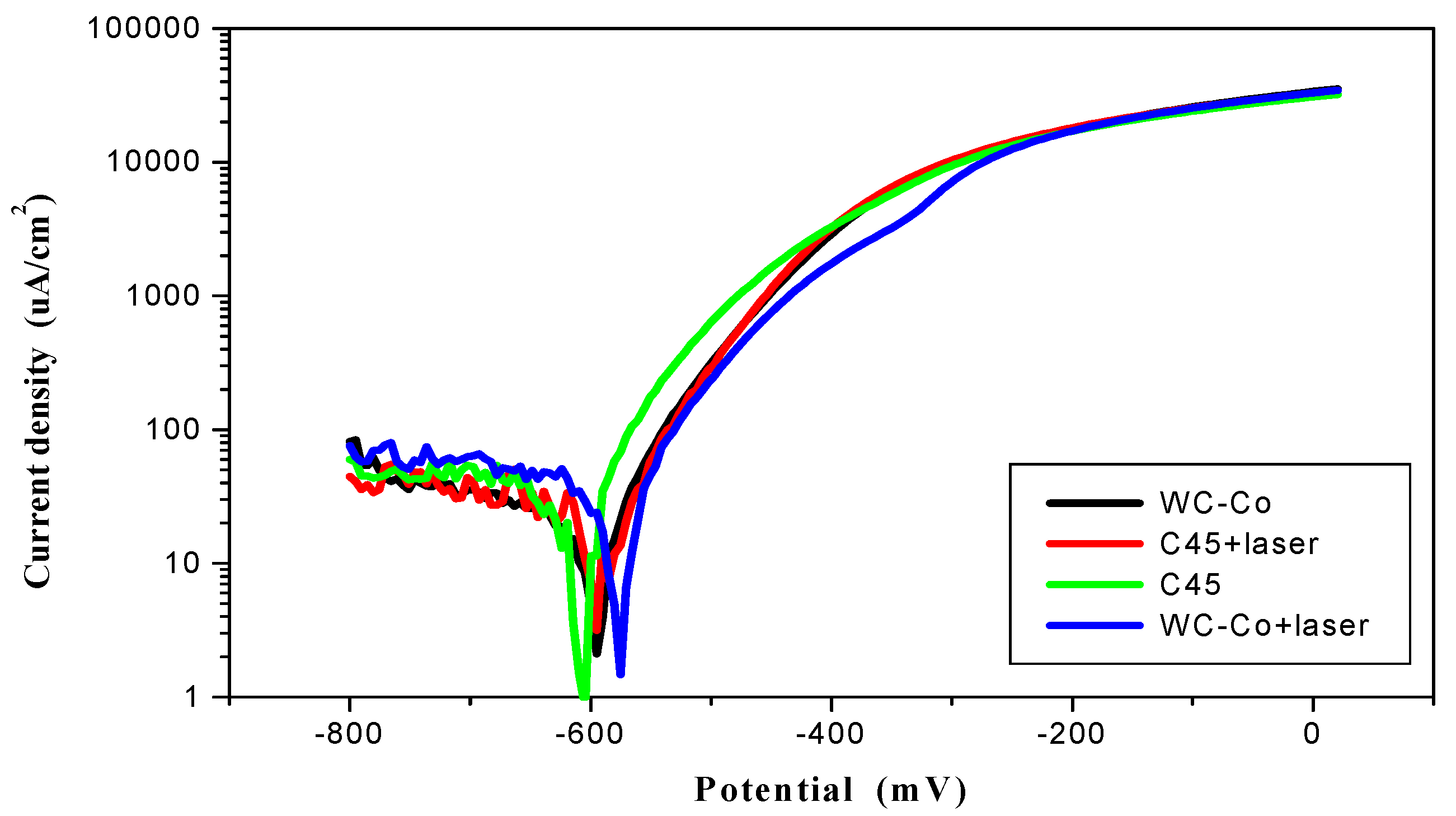
3.7. Corrosion Resistance Tests
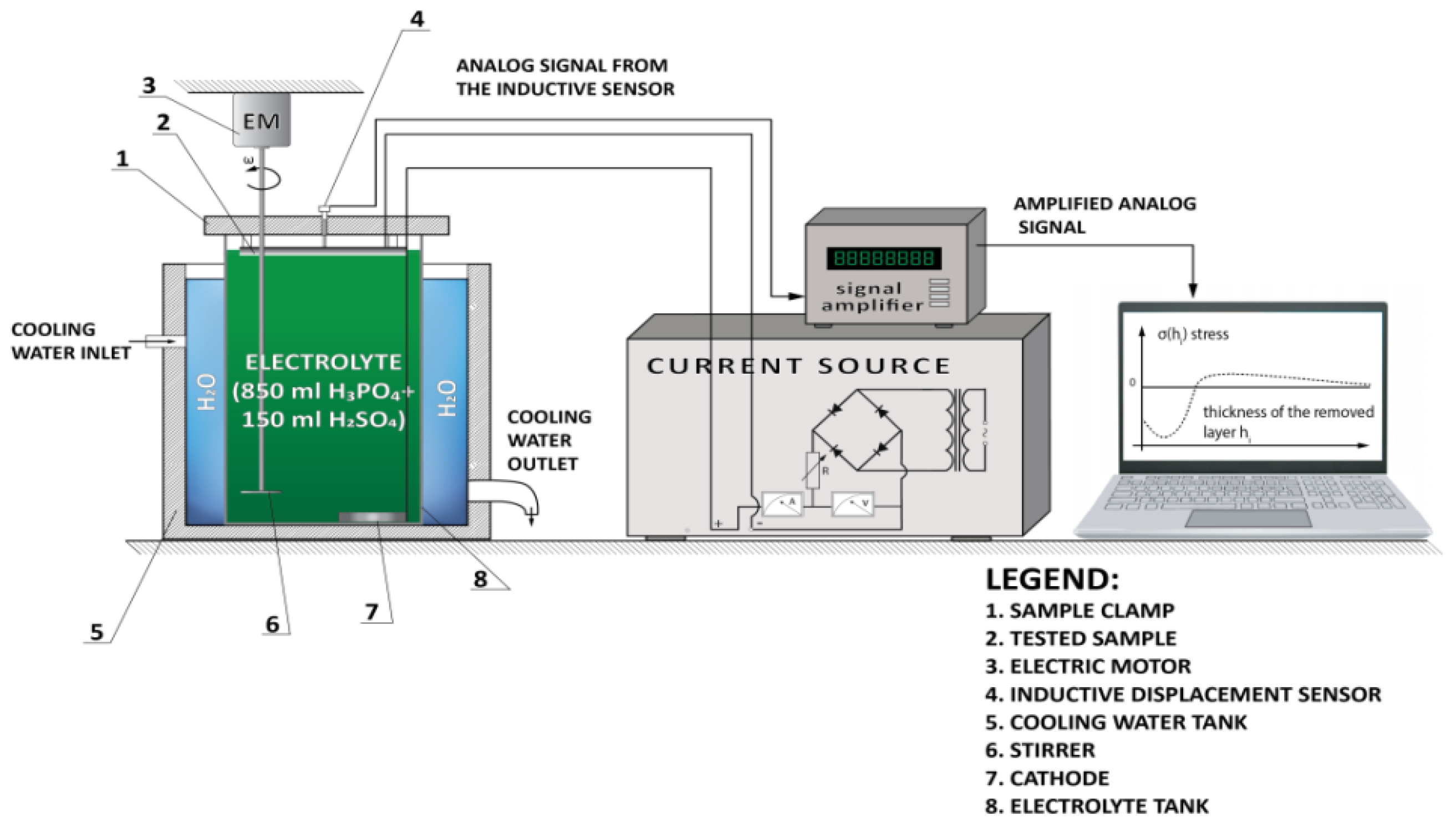
3.8. Residual Stress Analysis
3.9. Field Performance of WC-Co Coatings
3.9.1. Case Study 1
3.9.2. Case Study 2
3.9.3. Case Study 3
4. Conclusions
- A concentrated laser beam could effectively modify the surface layer of ESD coatings.
- The laser processed ESD WC-Co coatings show improved adhesion (by 24%) and resistance to corrosion (by 21%) and slightly decreased microhardness (of 6%).
- Very low p-values corroborated statistical significance of the adhesion measurements and microhardness data obtained for the coating and HAZ.
- The surface geometric structure parameters and roughness of the ESD WC-Co coatings more than tripled by the laser treatment.
- The LBP eliminated deposition imperfections (pores, cracks, etc.) and slightly changed chemical and phase composition of the coating. The laser beam caused the WC-Co coating to melt and dissolve iron from the substrate, thus promoting formation of ferrite and complex M6C carbides within the coating.
- The LBP markedly decreased the surface tensile stresses generated in the WC-Co coatings during ESD deposition and converted them into compressive ones in the zone lying deeper than 10 μm from the surface.
- Electro-spark WC-Co coatings could be successfully used in the regeneration of tool components, such as gas cylinder permanent marks, and upgrading cutting/turning tools to a higher performance.
- Further experimental studies ought to focus on testing the resistance to abrasive and erosive wear of ESD coatings before and after LBP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- FANAR S.A. Production of Cutting Tools. (In Polish). Available online: http://www.fanar.pl (accessed on 8 December 2020).
- Wysiecki, M. Modern Materials Tool; WNT: Warsaw, Poland, 1997. [Google Scholar]
- Wang, D.; Zhang, B.; Jia, C.-c.; Gao, F.; Yu, Y.; Zhao, X.; Bai, Z. Microstructure and tribological properties of plasma-sprayed WC-17Co coatings with different carbide grain size distribution. J. Jpn. Soc. Powder Powder Metall. 2016, 63, 688–696. [Google Scholar] [CrossRef]
- Hazra, S.; Sabiruddin, K.; Bandyopadhyay, P.P. Plasma and HVOF sprayed WC-Co coatings as hard chrome replacement solution. Surf. Eng. 2012, 28, 37–43. [Google Scholar] [CrossRef]
- Wang, H.; Qiu, Q.; Gee, M.; Hou, C.; Liu, X.; Song, X. Wear resistance enhancement of HVOF-sprayed WC-Co coating by complete densification of starting powder. Mater. Des. 2020, 191, 108586. [Google Scholar] [CrossRef]
- Özbek, Y.Y.; Canikoglu, N.; Ipek, M. The mechanical properties and wear resistance of HVOF sprayed WC–Co coatings. Acta Phys. Pol. A 2016, 129, 600–603. [Google Scholar] [CrossRef]
- Burkov, A.A.; Pyachin, S.A. Investigation of WC-Co electrospark coatings with various carbon contents. J. Mater. Eng. Perform. 2014, 23, 2034–2042. [Google Scholar] [CrossRef]
- Salmaliyan, M.; Ghaeni, F.M.; Ebrahimnia, M. Effect of electro spark deposition process parameters on WC-Co coating on H13 steel. Surf. Coat. Technol. 2017, 321, 81–89. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. Kinetics and oxidation behavior of laser clad WC-Co and Ni/WC-Co coatings. Ceram. Int. 2018, 44, 12805–12814. [Google Scholar] [CrossRef]
- Zhang, P.; Pang, Y.; Yu, M. Effects of WC particle types on the microstructuresand properties of WC-reinforced Ni60 composite coatings produced by laser cladding. Metals 2019, 9, 583. [Google Scholar] [CrossRef]
- Nath, S.; Pityana, S.; Majumdar, J.D. Laser surface alloying of aluminium with WC + Co + NiCr for improved wear resistance. Surf. Coat. Technol. 2012, 206, 3333–3341. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Che-Hua, Y.; Duraiselvam, M.; Prabu, G. Microstructure and tribological evolution during laser alloying WC—12% Co and Cr3C2—25% NiCr powders on nodular iron surface. Results Phys. 2019, 12, 1610–1620. [Google Scholar] [CrossRef]
- Lind, L.; Adoberg, E.; Aarik, L.; Kulu, P.; Veinthal, R.; Aal, A.A. Tribological properties of PVD coatings with lubricating films. Est. J. Eng. 2012, 18, 193–201. [Google Scholar] [CrossRef]
- Noordin, M.Y.; Noor-Adila, A.S.; Izman, S.; Kurniawan, D. Acid pretreatment of WC-Co prior to CVD diamond coating. Adv. Mater. Res. 2012, 576, 626–629. [Google Scholar] [CrossRef]
- Burov, V.G.; Bataev, I.A.; Tyurin, A.G.; Veselov, S.V. Structure and properties of WC-Co coatings obtained on steel substrates by liquid state sintering in vacuum. Surf. Eng. 2015, 31, 540–544. [Google Scholar] [CrossRef]
- Schaaf, P. Laser Processing of Materials: Fundamentals, Applications and Developments; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Lawrence, J. Advances in Laser Materials Processing: Technology, Research and Applications; Elsevier Science & Technology: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Ion, J. Laser Processing of Engineering Materials: Principles, Procedure and Industrial Application; Elsevier Science & Technology: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Petrow, J. Electro-Spark Alloying of Metal Surfaces; Sztijnca: Chisinau, Moldova, 1985. [Google Scholar]
- Tarelnik, W. Combined Electro-Spark Alloying Technologies; Technika: Kiev, Ukraine, 1997. [Google Scholar]
- Kumar, S.; Singh, R.; Singh, T.P.; Sethi, B.L. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol. 2009, 209, 3675–3687. [Google Scholar] [CrossRef]
- Gould, J. Application of electro-spark deposition as a joining technology. Weld. J. 2011, 90, 191–197. [Google Scholar]
- Leo, P.; Renna, G.; Casalino, G. Study of the direct metal deposition of AA2024 by electro spark for coating and reparation scopes. Appl. Sci. 2017, 7, 945. [Google Scholar] [CrossRef]
- Reynolds, J.L.; Brown, L.E.; Holdren, R.L. Electro-spark deposition. Adv. Mater. Process. 2003, 161, 35–37. [Google Scholar]
- Chang-Bin, T.; Dao-Xin, L.; Zhan, W.; Yang, G. Electro-spark alloying using graphite electrode on titanium alloy surface for biomedical applications. Appl. Surf. Sci. 2011, 257, 6364–6371. [Google Scholar] [CrossRef]
- Juozas, P.; Kreivaitis, R.; Rukuiža, R.; Mihailov, V.; Agafii, V.; Kriūkienė, R.; Baltušnikas, A. Tribological properties of coatings obtained by electro-spark alloying C45 steel surfaces. Surf. Coat. Technol. 2017, 311, 90–97. [Google Scholar]
- Wei, X.; Chen, Z.; Zhong, J.; Wang, L.; Hou, Z.; Zhang, Y.; Tan, F. Facile preparation of nanocrystalline Fe2B coating by direct electro-spark deposition of coarse-grained Fe2B electrode material. J. Alloys Compd. 2017, 717, 31–40. [Google Scholar] [CrossRef]
- Levashov, E.A.; Pogozhev, Y.S.; Kudryashov, A.E.; Rupasov, S.I.; Levina, V.V. TiC–Ni-based composite materials dispersion-strengthened by nanoparticles for electrospark deposition. Russ. J. Non-Ferr. Met. 2008, 49, 397–403. [Google Scholar] [CrossRef]
- Korkmaz, K. Investigation and characterization of electrospark deposited chromium carbide-based coating on the steel. Surf. Coat. Technol. 2015, 272, 1–7. [Google Scholar] [CrossRef]
- Aghajani, H.; Hadavand, E.; Peighambardoust, N.S.; Khameneh-Asl, S.; Aghajani, H. Electro spark deposition of WC-TiC-Co-Ni cermet coatings on St52 steel. Surf. Interfaces 2020, 18, 100392. [Google Scholar] [CrossRef]
- Gądek-Moszczak, A.; Radek, N.; Wroński, S.; Tarasiuk, J. Application the 3D image analysis techniques for assessmentthe quality of material surface layer before and after laser treatment. Adv. Mater. Res. 2014, 874, 133–138. [Google Scholar] [CrossRef]
- Radek, N.; Bartkowiak, K. Laser treatment of electro-spark coatings deposited in the carbon steel substrate with using nanostructured WC-Cu electrodes. Phys. Procedia 2012, 39, 295–301. [Google Scholar] [CrossRef]
- Pietraszek, J.; Radek, N.; Bartkowiak, K. Advanced statistical refinement of surface layer’s discretization in thecase of electro-spark deposited carbide-ceramic coatings modified bya laser beam. Solid State Phenom. 2013, 197, 198–202. [Google Scholar] [CrossRef]
- Radek, N.; Pietraszek, J.; Gądek-Moszczak, A.; Orman, Ł.J.; Szczotok, A. The morphology and mechanical properties of ESD coatings before and after laser beam machining. Materials 2020, 13, 2331. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 10th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2020. [Google Scholar]
- Jolliffe, I.T. Principal Component Analysis; Springer: New York, NY, USA, 2010. [Google Scholar]
- Miller, T.; Adamczak, S.; Świderski, J.; Wieczorowski, M.; Łętocha, A.; Gapiński, B. Influence of temperature gradient on surface texture measurements with the use of profilometry. Bull. Pol. Acad. Sci. 2017, 65, 53–61. [Google Scholar] [CrossRef]
- Adamczak, S.; Miko, E.; Cus, F. A model of surface roughness constitution in the metal cutting process applying tools with defined stereometry. Strojniski Vestnik J. Mech. Eng. 2009, 55, 45–54. [Google Scholar]
- Mustafa, H.; Mezera, M.; Matthews, D.T.A.; Römer, G.R.B.E. Effect of surface roughness on the ultrashort pulsed laser ablation fluence threshold of zinc and steel. Appl. Surf. Sci. 2019, 488, 10–21. [Google Scholar] [CrossRef]
- Temmler, A.; Liu, D.; Preußner, J.; Oeser, S.; Luo, J.; Poprawe, R.; Schleifenbaum, J.H. Influence of laser polishing on surface roughness and microstructural properties of the remelted surface boundary layer of tool steel H11. Mater. Des. 2020, 192, 108689. [Google Scholar] [CrossRef]
- Radziejewska, J. Influence of Laser Alloying on the Geometric Structure and the Condition of the Surface Layer. Ph.D. Dissertation, IPPT PAN, Warszawa, Poland, 1999. [Google Scholar]
- Poorqasemi, E.; Abootalebi, O.; Peikari, M.; Haqdar, F. Investigating accuracy of the Tafel extrapolation method in HCl solutions. Corros. Sci. 2009, 51, 1043–1054. [Google Scholar] [CrossRef]
- Freitas, M.; Pereira, M.S.; Michaud, H.; Pantelis, D. Analysis of residual stresses induced by laser processing. Mater. Sci. Eng. A 1993, 167, 115–122. [Google Scholar] [CrossRef]
- Sano, Y.; Akita, K.; Sano, T. A Mechanism for inducing compressive residual stresses on a surface by laser peening without coating. Metals 2020, 10, 816. [Google Scholar] [CrossRef]
- Keller, S.; Chupakhin, S.; Staron, P.; Maawad, E.; Kashaev, N.; Klusemann, B. Experimental and numerical investigation of residual stresses in laser shock peened AA2198. J. Mater. Process. Tech. 2018, 255, 294–307. [Google Scholar] [CrossRef]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Layer | |
|---|---|---|
| WC-Co | WC-Co + LBP | |
| Sp (μm) | 15.65 | 37.02 |
| Sv (μm) | 25.34 | 68.54 |
| Sz (μm) | 40.94 | 105.61 |
| Sa (μm) | 3.12 | 10.71 |
| Sq (μm) | 4.02 | 13.98 |
| Ssk | −0.50 | −0.80 |
| Sku | 4.85 | 4.37 |
| Layer | Fcr (N) | Mean (N) | Standard Deviation (N) | ||||
|---|---|---|---|---|---|---|---|
| Measurement Number | |||||||
| 1 | 2 | 3 | 4 | 5 | |||
| WC-Co | 6.14 | 5.89 | 7.26 | 6.73 | 7.02 | 6.61 | 0.58 |
| WC-Co + laser | 8.47 | 8.06 | 9.19 | 8.52 | 8.95 | 8.64 | 0.44 |
| Source | SS | df | MS | F | p |
|---|---|---|---|---|---|
| const | 20,410,834 | 1 | 20,410,834 | 44,136 | 0.000000 |
| STAGE | 13,113 | 1 | 13,113 | 28.36 | 0.000002 |
| LOCATION | 5,261,729 | 2 | 2,630,864 | 5689 | 0.000000 |
| interaction | 9053 | 2 | 4527 | 9.79 | 0.000236 |
| Error | 24,972 | 54 | 462 |
| Location | Mean1 | Mean2 | t | df | p |
|---|---|---|---|---|---|
| Coating | 1013.1 | 952.6 | 3.97 | 18 | 0.0009 |
| HAZ | 505.9 | 478.1 | 4.23 | 18 | 0.0005 |
| Substrate | 275.1 | 274.7 | 0.32 | 18 | 0.7513 |
| Material | Corrosion Potential (mV) | Corrosion Current Density (µA/cm2) | −bc (mV/dec) | ba (mV/dec) |
|---|---|---|---|---|
| C45 | −630 | 15.9 | 605 | 90 |
| C45 + laser | −605 | 14.4 | 495 | 90 |
| WC-Co | −595 | 11.6 | 440 | 75 |
| WC-Co + laser | −585 | 9.2 | 410 | 100 |
| Coating | Residual Stresses | |
|---|---|---|
| Max. Tensile Stresses-σt (MPa) | Max. Compressive Stresses-σc (MPa) | |
| WC-Co | 90 | −16 |
| WC-Co + laser | 33 | −27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radek, N.; Konstanty, J.; Pietraszek, J.; Orman, Ł.J.; Szczepaniak, M.; Przestacki, D. The Effect of Laser Beam Processing on the Properties of WC-Co Coatings Deposited on Steel. Materials 2021, 14, 538. https://doi.org/10.3390/ma14030538
Radek N, Konstanty J, Pietraszek J, Orman ŁJ, Szczepaniak M, Przestacki D. The Effect of Laser Beam Processing on the Properties of WC-Co Coatings Deposited on Steel. Materials. 2021; 14(3):538. https://doi.org/10.3390/ma14030538
Chicago/Turabian StyleRadek, Norbert, Janusz Konstanty, Jacek Pietraszek, Łukasz J. Orman, Marcin Szczepaniak, and Damian Przestacki. 2021. "The Effect of Laser Beam Processing on the Properties of WC-Co Coatings Deposited on Steel" Materials 14, no. 3: 538. https://doi.org/10.3390/ma14030538
APA StyleRadek, N., Konstanty, J., Pietraszek, J., Orman, Ł. J., Szczepaniak, M., & Przestacki, D. (2021). The Effect of Laser Beam Processing on the Properties of WC-Co Coatings Deposited on Steel. Materials, 14(3), 538. https://doi.org/10.3390/ma14030538