
Adhesive Joints with Laser Shaped Surface Microstructures

 , , ,
, , , 
 ,
,
Abstract
:1. Introduction
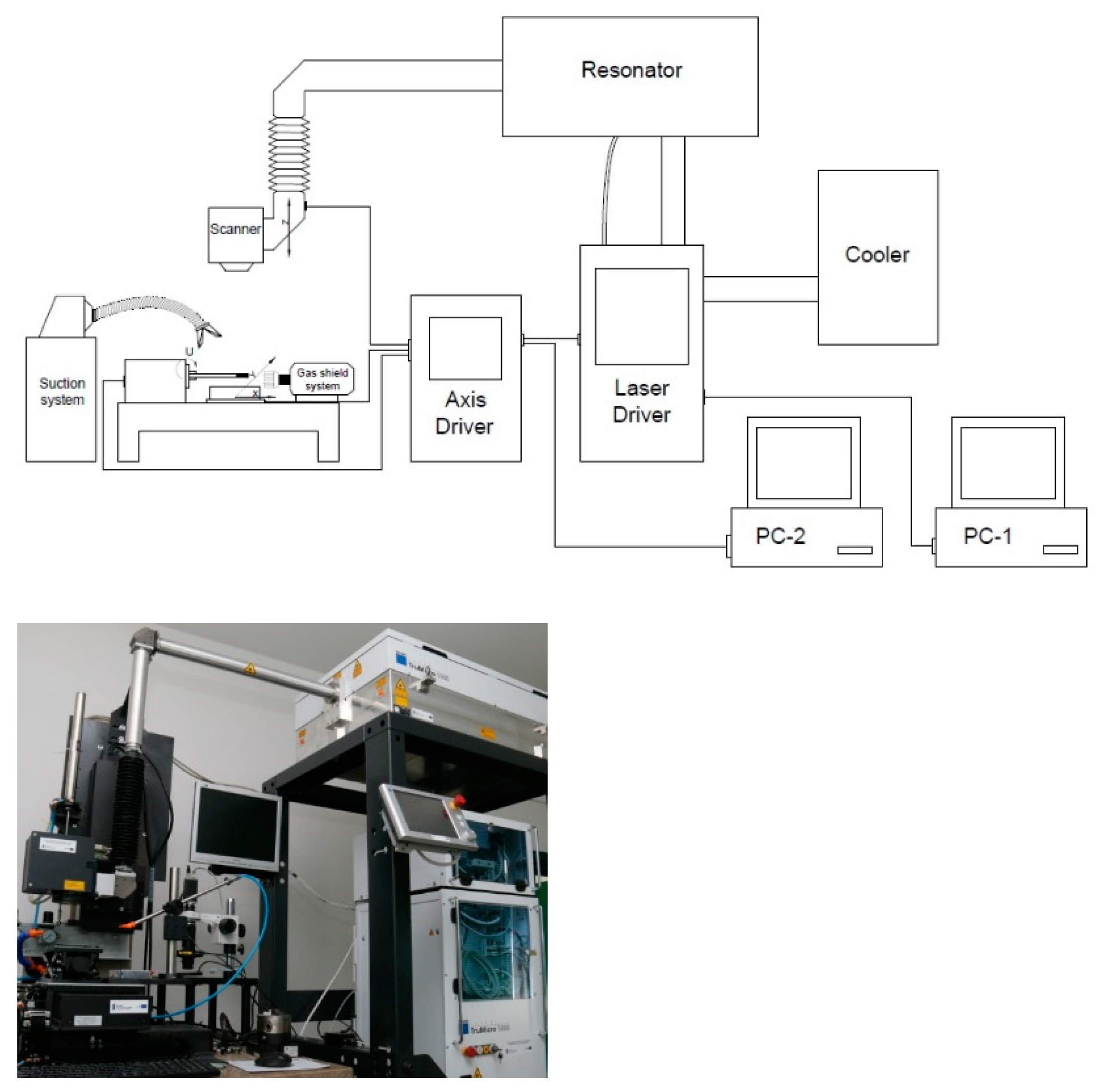
2. Materials and Methods
3. Results
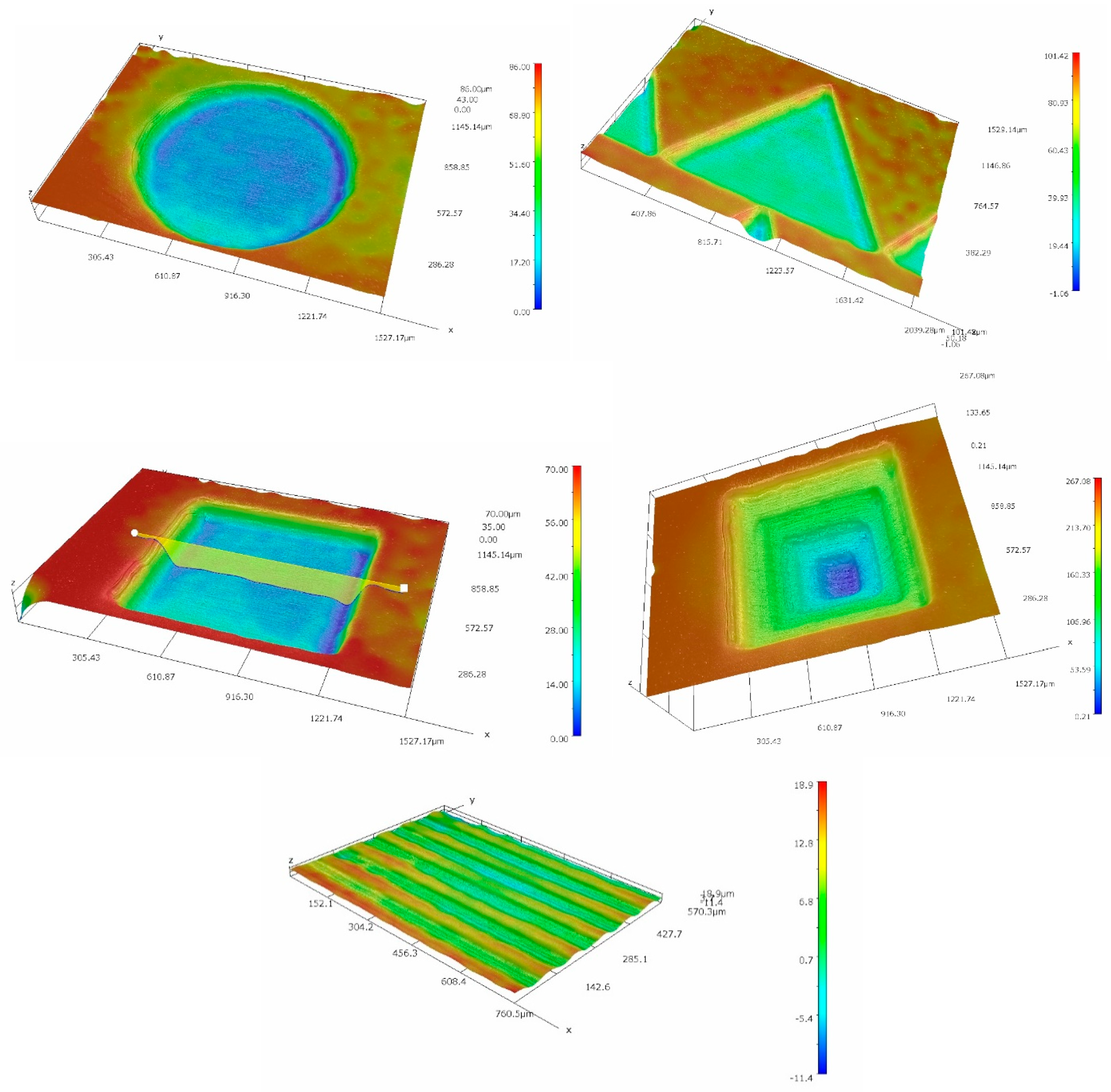
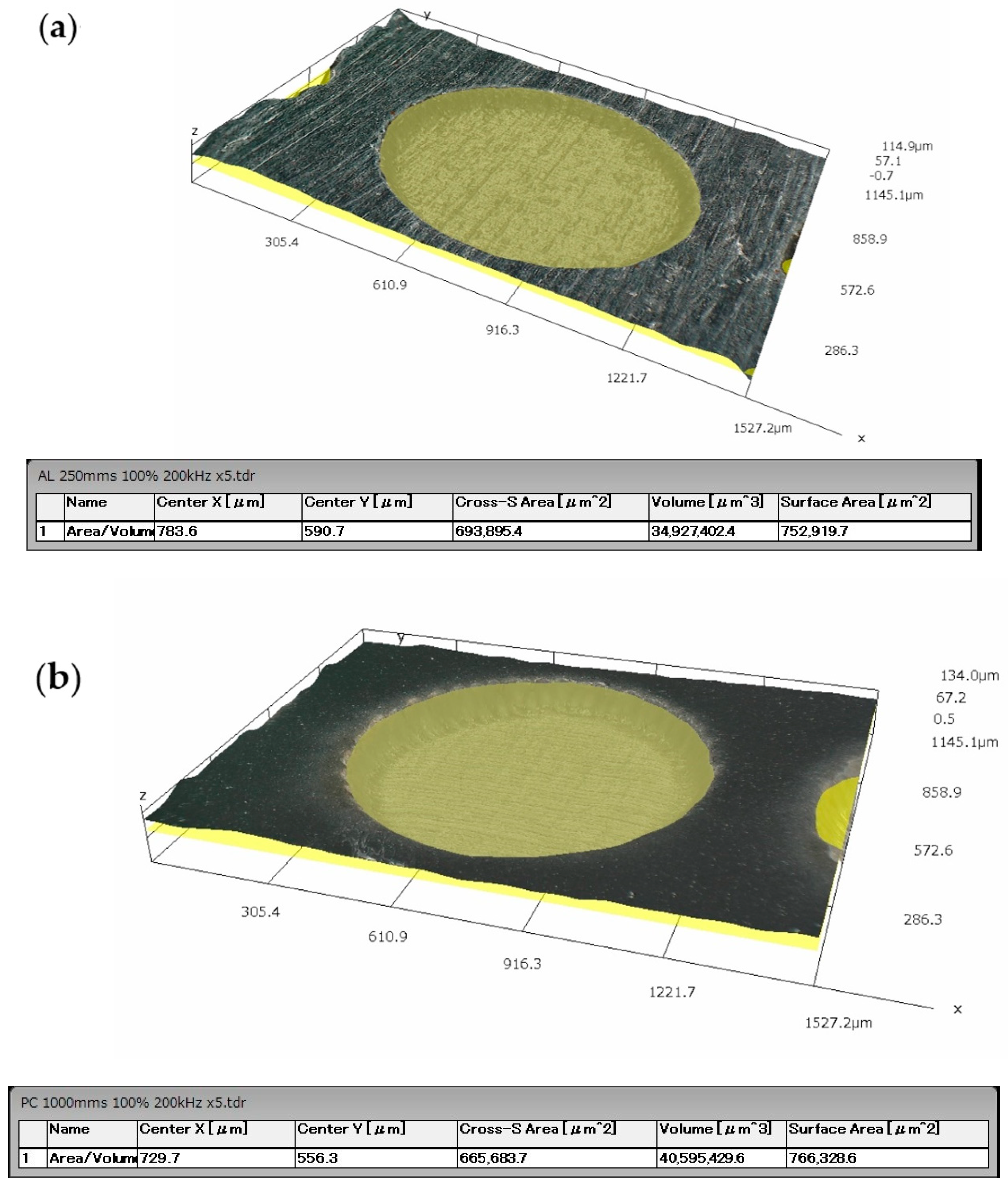
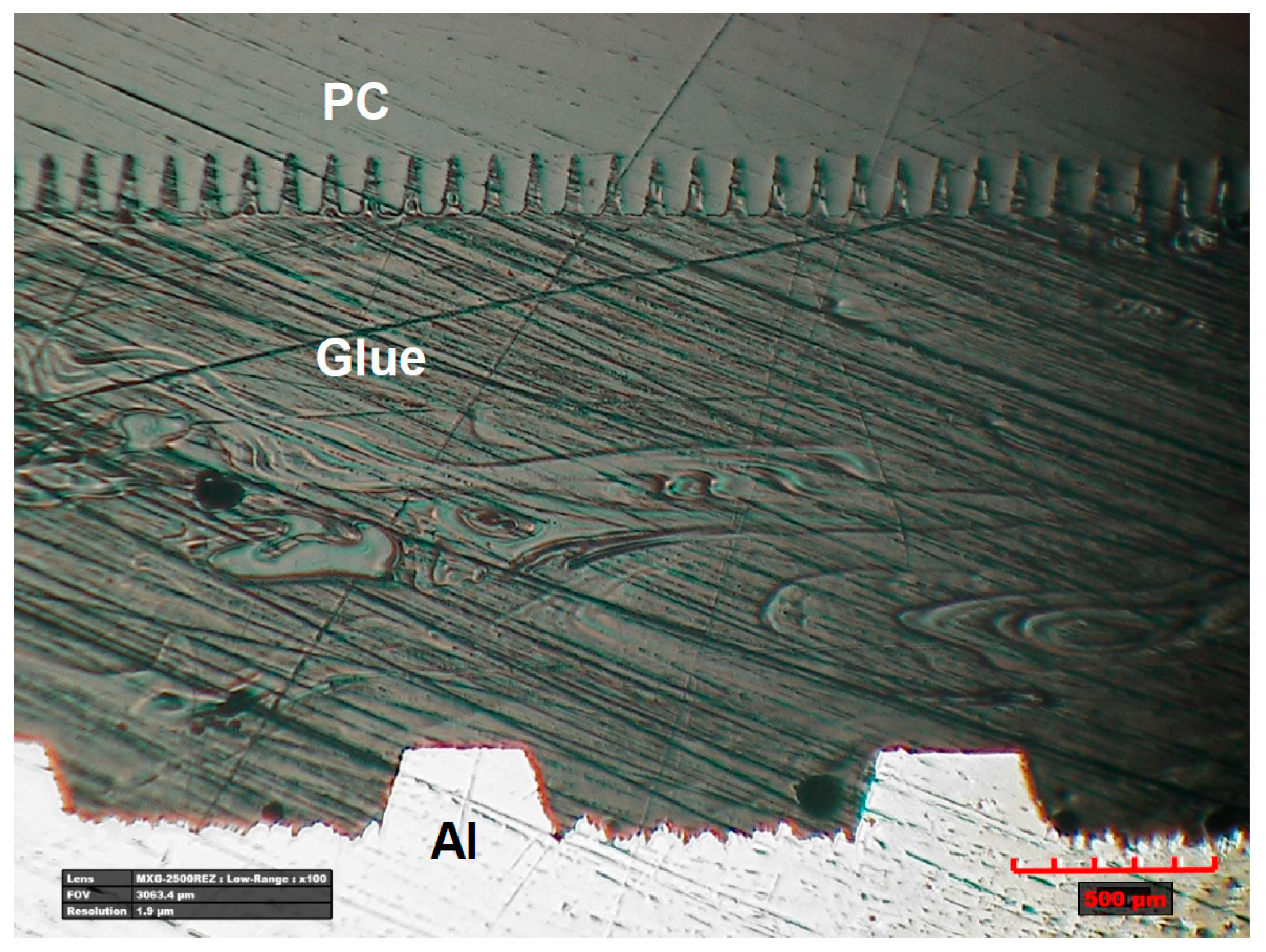
3.1. Micromachining Results
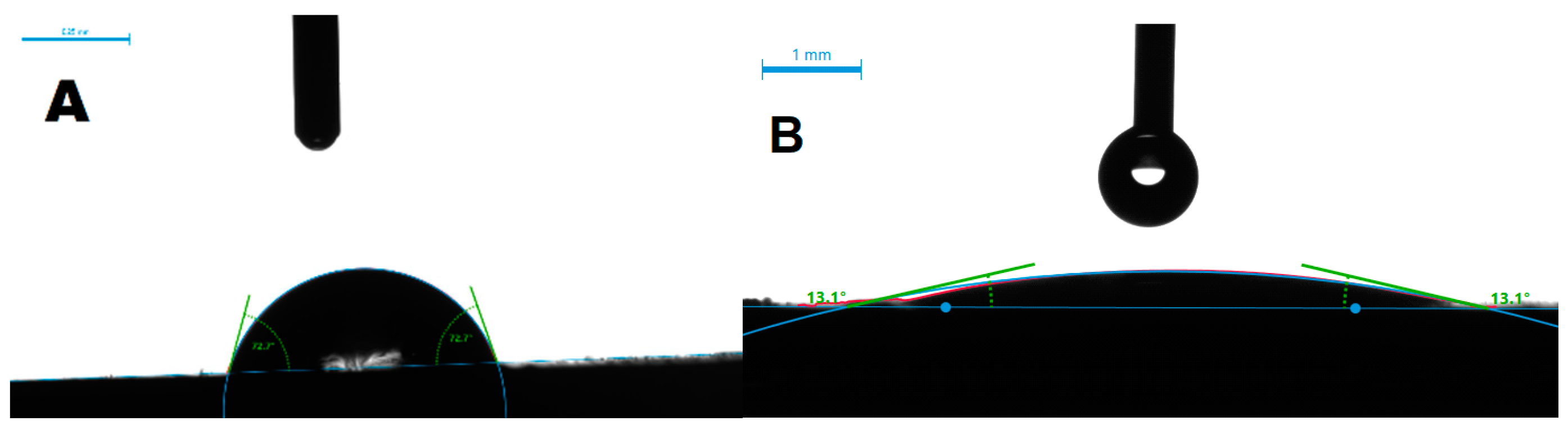
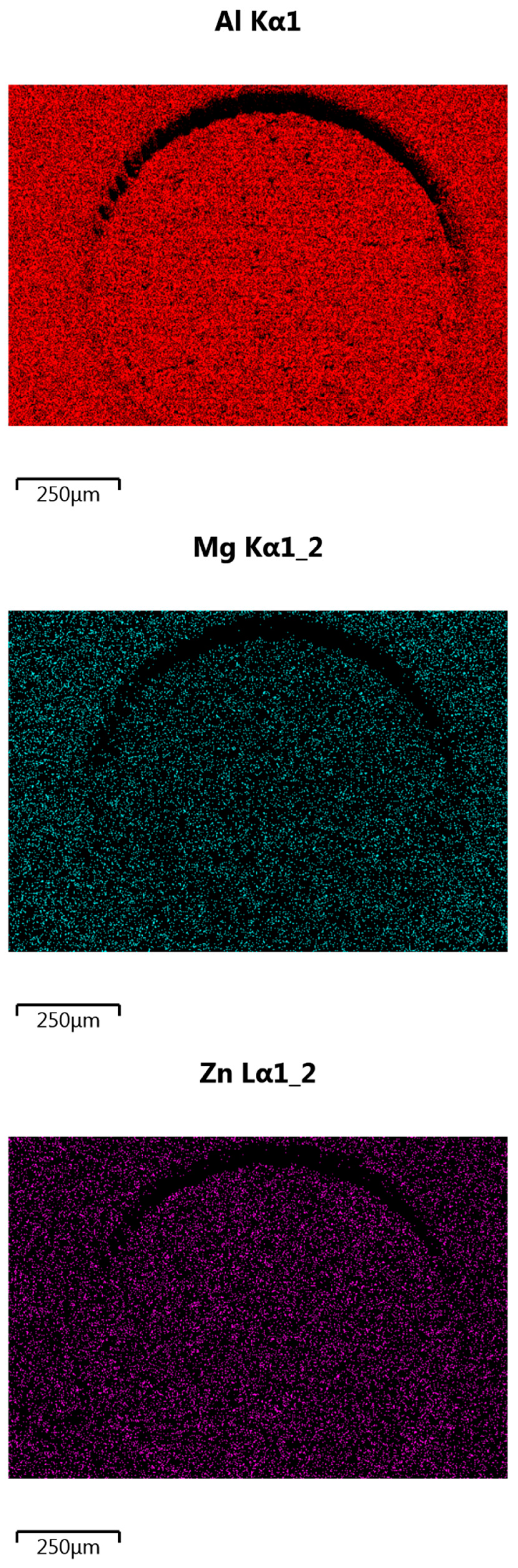
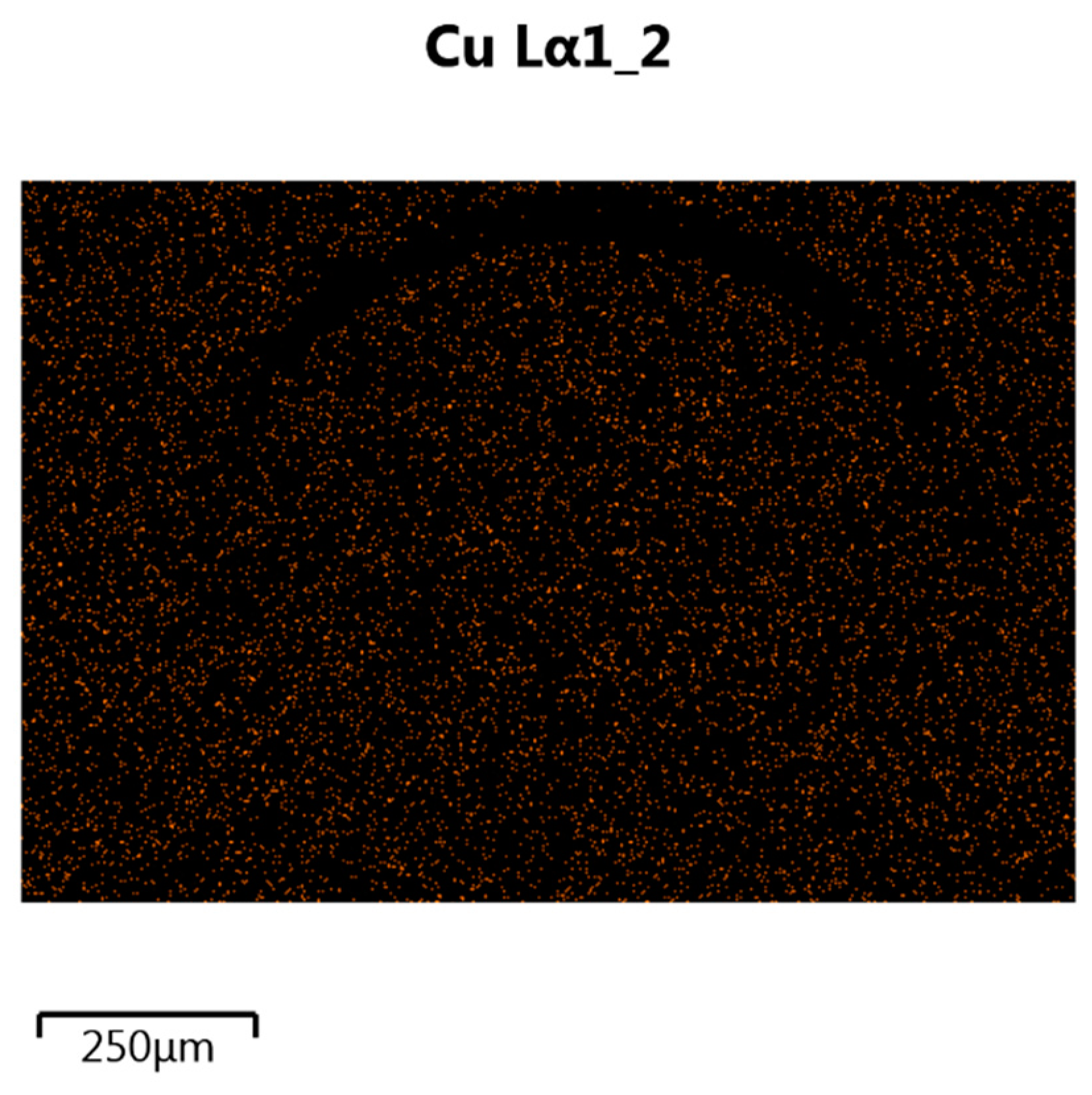
3.2. Material Surface Preparation
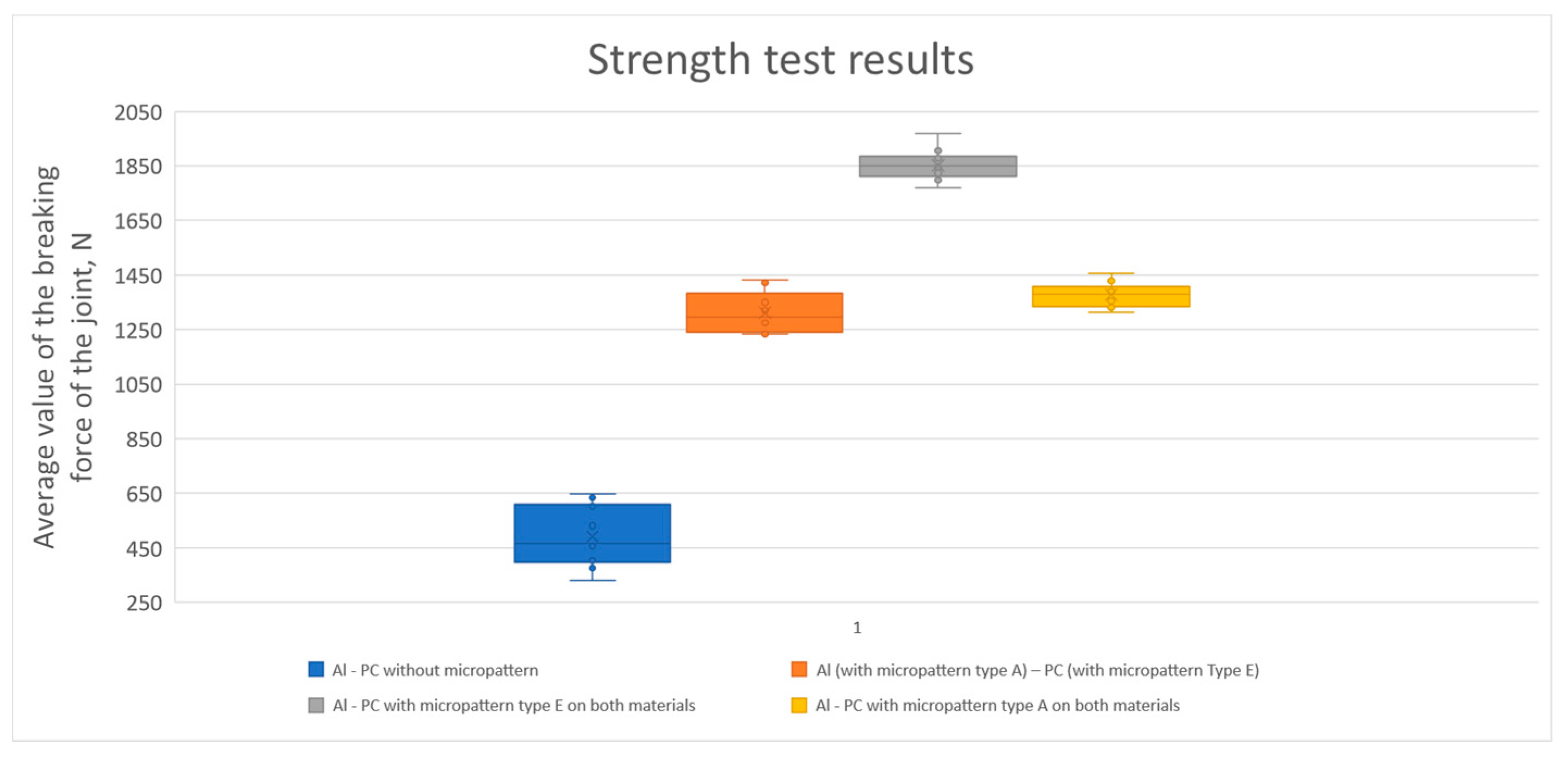
3.3. Strength Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Courtney, P. Joining metal with adhesives—Advantages, applications, and precautions. Fabricator 2007, 1, 53–58. [Google Scholar]
- Loushin, S. Structural adhesives: A viable alternative to mechanical fasteners—Open up the design possibilities with a consideration of adhesives. Fabricator 2019, 5, 68–74. [Google Scholar]
- Allen, K.W. “At forty cometh understanding”: A review of some basics of adhesion over the past four decades. Int. J. Adhes. Adhes. 2003, 23, 87–93. [Google Scholar] [CrossRef]
- Larsson, J. Laser welding, structural adhesive bonding, for body-in-white assembly. Competing or complementary joining methods? Fabricator 2007, 5, 52–57. [Google Scholar]
- Rudawska, A. Wybrane Zagadnienia Konstytuowania Połączeń Adhezyjnych Jednorodnych I Hybrydowych; Monografie—Politechnika Lubelska: Lublin, Poland, 2013. [Google Scholar]
- Zitoune, R.; Collombet, F. Numerical prediction of the thrust force responsible of delamination during the drilling of the long-fibre composite structures. Compos. Part A Appl. Sci. Manuf. 2007, 68, 858–866. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P.; Conceição António, C. Experimental study of drilling glass fiber reinforced plastics (GFRP) manufactured by hand lay-up. Compos. Sci. Technol. 2004, 64, 289–297. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Shibata, M.; Todoroki, A. Improving performance of GFRP/aluminum single lap joints using bolted/co-cured hybrid method. Compos. Part A Appl. Sci. Manuf. 2008, 39, 154–163. [Google Scholar] [CrossRef]
- Kłysz, S. Charakterystyki Wybranych Materiałów—Materiały Lotnicze, 2015, Publishing House—Air Force Institute of Technology; XCL American Academy: Singapore, 2015; ISBN 978-83-61021-45-02. [Google Scholar]
- Szlezyngier, W.; Brzozowski, Z.K. Tworzywa Sztuczne TOM 2; Publishing House—Fosze: Rzeszów, Poland, 2012; ISBN 978-83-75860-70-2. [Google Scholar]
- Lippert, T. Laser application of polymers. Adv. Polym. Sci. 2004, 168, 51–246. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; von Alvenslebe, F.; Tünnermann, A. Femtosecond picosecond and nanosecond laser ablation of solids. Appl. Phys. A 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Ravi-Kumar, S.; Lies, B.; Zhang, X.; Lyu, H.; Qin, H. Laser ablation of polymers—A review. Polym. Int. 2019, 68, 1391–1401. [Google Scholar] [CrossRef]
- Lippert, T. UV laser ablation of polymers: From structuring to thin film deposition. In Laser-Surface Interactions for New Materials Production; Springer Series in Materials Science; Miotello, A., Ossi, P.M., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 141–175. [Google Scholar]
- Tofil, S.; Antoszewski, B.; Mulczyk, K. The efficiency of UV picosecond laser processing in the shaping of surface structures on elastomers. Polymers 2020, 13, 2041. [Google Scholar] [CrossRef]
- Makropoulou, M.; Serafetinides, A.A.; Skordoulis, C.D. Ultra-violet and infra-red laser ablation studies of biocompatible polymers. Lasers Med. Sci. 1995, 10, 201–206. [Google Scholar] [CrossRef]
- Ham, S.S.; Lee, H. Development of method enhanced laser ablation efficiency according to fine curvature of the polymer through the preliminary preparation process using UV picosecond laser. Polymers 2020, 12, 959. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lasagni, A.F.; Roch, T.; Berger, J.; Kunze, T.; Lang, V.; Beyer, E. To use or not to use (direct laser interference patterning), that is the question. Proc. SPIE 2015, 9351, 935115. [Google Scholar]
- Brown, M.S.; Arnold, C.B. Laser Precision Microfabrication; Springer: Berlin/Heidelberg, Germany, 2010; Volume 135, pp. 91–120. [Google Scholar]
- Momma, C.; Nolte, S.; Chichkov, B.N.; Alvensleben, F.V.; Tünnermann, A. Precise laser ablation with ultrashort pulses. Appl. Surf. Sci. 1997, 109, 15–19. [Google Scholar] [CrossRef]
- Antoszewski, B. Textured Surface Layers-Shaping with Selected Beam Technologies and Tribological Properties; Kielce University of Technology: Kielce, Poland, 2010. [Google Scholar]
- Radek, N.; Bartkowiak, K. Laser treatment of electro-spark coatings deposited in the carbon steel substrate with using nanostructured WC-Cu electrodes. Phys. Procedia 2012, 39, 295–301. [Google Scholar] [CrossRef] [Green Version]
- Madej, M. The effect of TiN and CrN interlayers on the tribological behavior of DLC coatings. Wear 2014, 317, 179–187. [Google Scholar] [CrossRef]
- Gądek-Moszczak, A.; Radek, N.; Wroński, S.; Tarasiuk, J. Application the 3D image analysis techniques for assessment the quality of material surface layer before and after laser treatment. Adv. Mater. Res. 2014, 874, 133–138. [Google Scholar] [CrossRef]
- Witkowski, G.; Tofil, S.Z.; Mulczyk, K. Effect of laser beam trajectory on pocket geometry in laser micromachining. Open Eng. 2020, 10, 830–838. [Google Scholar] [CrossRef]
- Alamri, S.; El-Khoury, M.; Aguilar-Morales, A.I.; Storm, S.; Kunze, T.; Lasagni, A.F. Fabrication of inclined non-symmetrical periodic micro-structures using direct laser interference patterning. Sci. Rep. 2019, 9, 5455. [Google Scholar] [CrossRef]
- Fraggelakis, F.; Mincuzzi, G.; Lopez, J.; Manek-Hönninger, I.; Kling, R. Controlling 2D laser nano structuring over large area with double femtosecond pulses. Appl. Surf. Sci. 2018, 470, 677–686. [Google Scholar] [CrossRef]
- Mezera, M.; van Drongelen, M.; Römer, G.R.B.E. Laser-induced periodic surface structures (LIPSS) on polymers processed with picosecond laser pulses. J. Laser Micro/Nanoeng. 2018, 13, 105–116. [Google Scholar] [CrossRef]
- Romano, J.M.; Garcia-Giron, A.; Penchev, P.; Dimov, S. Triangular laser-induced submicron textures for functionalising stainless steel surfaces. Appl. Surf. Sci. 2018, 440, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Zhai, T.; Zhang, X.; Pang, Z.; Dou, F. Direct writing of polymer lasers using interference ablation. Adv. Mater. 2011, 23, 1860–1864. [Google Scholar] [CrossRef] [PubMed]
- Bityurin, N.; Luk’yanchuk, B.S.; Hong, M.H.; Chong, T.C. Models for laser ablation of polymers. Chem. Rev. 2003, 103, 519–552. [Google Scholar] [CrossRef] [PubMed]
- Bityurin, N. Studies on laser ablation of polymers. Annu. Rep. Prog. Chem. 2005, 101, 216–247. [Google Scholar] [CrossRef]
- Garcia-Giron, A.; Romano, J.M.; Batal, A.; Dashtbozorg, B.; Dong, H.; Solanas, E.M.; Dimov, S.S. Durability and wear resistance of laser-textured hardened stainless steel surfaces with hydrophobic properties. Langmuir 2019, 35, 5353–5363. [Google Scholar] [CrossRef] [Green Version]
- Lippert, T. Interaction of photons with polymers: From surface modification to ablation. Plasma Process. Polym. 2005, 2, 525–546. [Google Scholar] [CrossRef]
- Antoszewski, B.; Tofil, S.; Scendo, M.; Tarelnik, W. Utilization of the UV laser with picosecond pulses for the formation of surface microstructures on elastomeric plastics. Iop Conf. Ser. Mater. Sci. Eng. 2017, 233, 012036. [Google Scholar] [CrossRef]
- Serafetinides, A.A.; Makropoulou, M.I.; Skordoulis, C.D.; Kar, A.K. Ultra-short pulsed laser ablation of polymers. Appl. Surf. Sci. 2001, 180, 42–56. [Google Scholar] [CrossRef]
- Zhai, T.; Wang, Y.; Liu, H.; Zhang, X. Large-scale fabrication of flexible metallic nanostructure pairs using interference ablation. Opt. Express 2015, 23, 1863–1870. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.B.; Gong, H.Q. Templateless prototyping of polydimethylsiloxane microfluidic structures using a pulsed CO2 laser. J. Micromech. Microeng. 2009, 19, 0370020. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Feng, Y.; Yi, X.S. Coupling effects of the number of pulses, pulse repetition rate and fluence during laser PMMA ablation. Appl. Surf. Sci. 2000, 165, 303–308. [Google Scholar] [CrossRef]
- Mao, B.; Siddaiah, A.; Liao, Y.; Menezes, P.L. Laser surface texturing and related techniques for enhancing tribological performance of engineering materials: A review. J. Manuf. Process. 2020, 53, 153–173. [Google Scholar] [CrossRef]
- Romano, J.M.; Gulcur, M.; Garcia-Giron, A.; Martinez-Solanas, E.; Whiteside, B.R.; Dimov, S.S. Mechanical durability of hydrophobic surfaces fabricated by injection moulding of laser-induced textures. Appl. Surf. Sci. 2019, 476, 850–860. [Google Scholar] [CrossRef] [Green Version]
- Zheng, H.Y.; Guan, Y.C.; Liu, K.; Wang, Z.K.; Yuan, S.M. Other methods of polymer surface modifications printing on polymers. Fundam. Appl. 2016, 60, 161–178. [Google Scholar]
- Lugscheider, E.; Bobzin, K. The influence on surface free energy of PVD-coatings. Surf. Coat. Technol. 2001, 142, 755–760. [Google Scholar] [CrossRef]
- Vedantam, S.; Panchagnula, M.V. Constitutive modeling of contact angle hysteresis. J. Colloid Interface Sci. 2008, 321, 393–400. [Google Scholar] [CrossRef]
- Zielecka, M. Methods of contact angle measurement as a tool for characterization of wettability of polymers. Polimery 2004, 49, 327–332. [Google Scholar] [CrossRef] [Green Version]
- Rudawska, A.; Jacniacka, E. Analysis of determining surface free energy uncertainty with the owens-wendt method. Int. J. Adhes. Adhes. 2009, 29, 451–457. [Google Scholar] [CrossRef]
- Liu, X.B. Industrial applications of ultrahigh precision short-pulse laser processing. In Proceedings of the Microelectronics and Photonics IV, San Jose, CA, USA, 22 January 2005. [Google Scholar] [CrossRef]
- Wu, B.; Zhou, M.; Li, J.; Ye, X.; Li, G.; Cai, L. Superhydrophobic surfaces fabricated by microstructuring of stainless steel using a femtosecond laser. Appl. Surf. Sci. 2009, 256, 61–66. [Google Scholar] [CrossRef]
- Cardoso, M.R.; Martins, R.J.; Dev, A.; Voss, T.; Mendonca, C.R. Highly hydrophobic hierarchical nanomicro roughness polymer surface created by stamping and laser micromachining. J. Appl. Polym. Sci. 2015, 132, 4. [Google Scholar] [CrossRef]
- Sawa, T.; Liu, J.; Nakano, K.; Tanaka, J. A two-dimensional stress analysis of single-lap adhesive joints of dissimilar adherends subjected to tensile loads. J. Adhes. Sci. Technol. 2000, 14, 43–66. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tested Material | Pulse Energy (µJ) | Pulse Repetition Rate (kHz) | Scanning Speed (mm/s) | Shielding Gas |
|---|---|---|---|---|
| Aluminum AW7075-T6 (Al) | 12.6 | 200 | 250 | Argon |
| Polycarbonate (PC) | 12.6 | 200 | 1000 | Air |
| Texture Type | Texture Characteristics | ||||
|---|---|---|---|---|---|
| Shape of a Single Texture Element | Average Dimensions of a Single Texture Element (µm/µm2/µm3) | Texture Density (%) | Degree of Surface Development (%) | ||
| Type A | Truncated cone | Depth | 58 | 50 | 15.05 |
| Base diameter | 1000 | ||||
| Volume | 31,953,429 | ||||
| Type B | Cuboid with a square base | Depth | 53.2 | 50 | 19.15 |
| Side length | 900 | ||||
| Volume | 34,156,903 | ||||
| Type C | Cuboid with the base of an equilateral triangle | Depth | 54.8 | 50 | 12.09 |
| Side length | 1360 | ||||
| Volume | 25,117,254 | ||||
| Type D | Inverted pyramid (square-based pyramid) | Depth | 225.5 | 50 | 9.6 |
| Base width | 900 | ||||
| Volume | 68,860,529 | ||||
| Type E | Crevice with an isosceles triangle cross-section | Depth | 25.9 | 50 | 21.7 |
| Base width | 53.3 | ||||
| Cross-sectional area | 728 | ||||
| Tested Material | Geometric Shape of the Laser-Made Microtexture | ||||||
|---|---|---|---|---|---|---|---|
| Reference Sample | Type A | Type B | Type C | Type D | Type E | ||
| Aluminum AW7075-T6 | Average contact angle (°) | 73 | 32 | 55 | 50 | 63 | 20 |
| Average SEP (mJ/m2) | 56.32 | 66.54 | 59.46 | 60.73 | 56.84 | 77.26 | |
| PC | Average contact angle (°) | 87 | 87 | 89 | 92 | 83 | 77 |
| Average SEP (mJ/m2) | 30.71 | 31.06 | 29.36 | 27.84 | 24.53 | 33.53 | |
| Strength Tests Results | Variant 1 Al—PC without Micropattern | Variant 2 Al (with Micropattern Type A)—PC (with Micropattern Type E) | Variant 3 Al—PC with Micropattern Type E on both Materials | Variant 4 Al—PC with Micropattern Type A on both Materials |
|---|---|---|---|---|
| Average breaking force (N) | 491.6 | 1312.1 | 1851.7 | 1378 |
| Dev. Std. (N) | 109.18 | 77.97 | 56.55 | 45.42 |
| Min (N) | 332 | 1232 | 1769 | 1313 |
| Max (N) | 648 | 1432 | 1967 | 1456 |
| The average increase in strength (%) | - | 266.90 | 376.67 | 280.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tofil, S.; Barbucha, R.; Kocik, M.; Kozera, R.; Tański, M.; Arivazhagan, N.; Yao, J.; Zrak, A. Adhesive Joints with Laser Shaped Surface Microstructures. Materials 2021, 14, 7548. https://doi.org/10.3390/ma14247548
Tofil S, Barbucha R, Kocik M, Kozera R, Tański M, Arivazhagan N, Yao J, Zrak A. Adhesive Joints with Laser Shaped Surface Microstructures. Materials. 2021; 14(24):7548. https://doi.org/10.3390/ma14247548
Chicago/Turabian StyleTofil, Szymon, Robert Barbucha, Marek Kocik, Rafał Kozera, Mateusz Tański, Natarajan Arivazhagan, Jianhua Yao, and Andrej Zrak. 2021. "Adhesive Joints with Laser Shaped Surface Microstructures" Materials 14, no. 24: 7548. https://doi.org/10.3390/ma14247548
APA StyleTofil, S., Barbucha, R., Kocik, M., Kozera, R., Tański, M., Arivazhagan, N., Yao, J., & Zrak, A. (2021). Adhesive Joints with Laser Shaped Surface Microstructures. Materials, 14(24), 7548. https://doi.org/10.3390/ma14247548