
Enhanced Long-Term Reliability of Seal DeltaSpot Welded Dissimilar Joint between 6061 Aluminum Alloy and Galvannealed Steel via Excimer Laser Irradiation


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Excimer Laser Irradiation and Adhesive Application
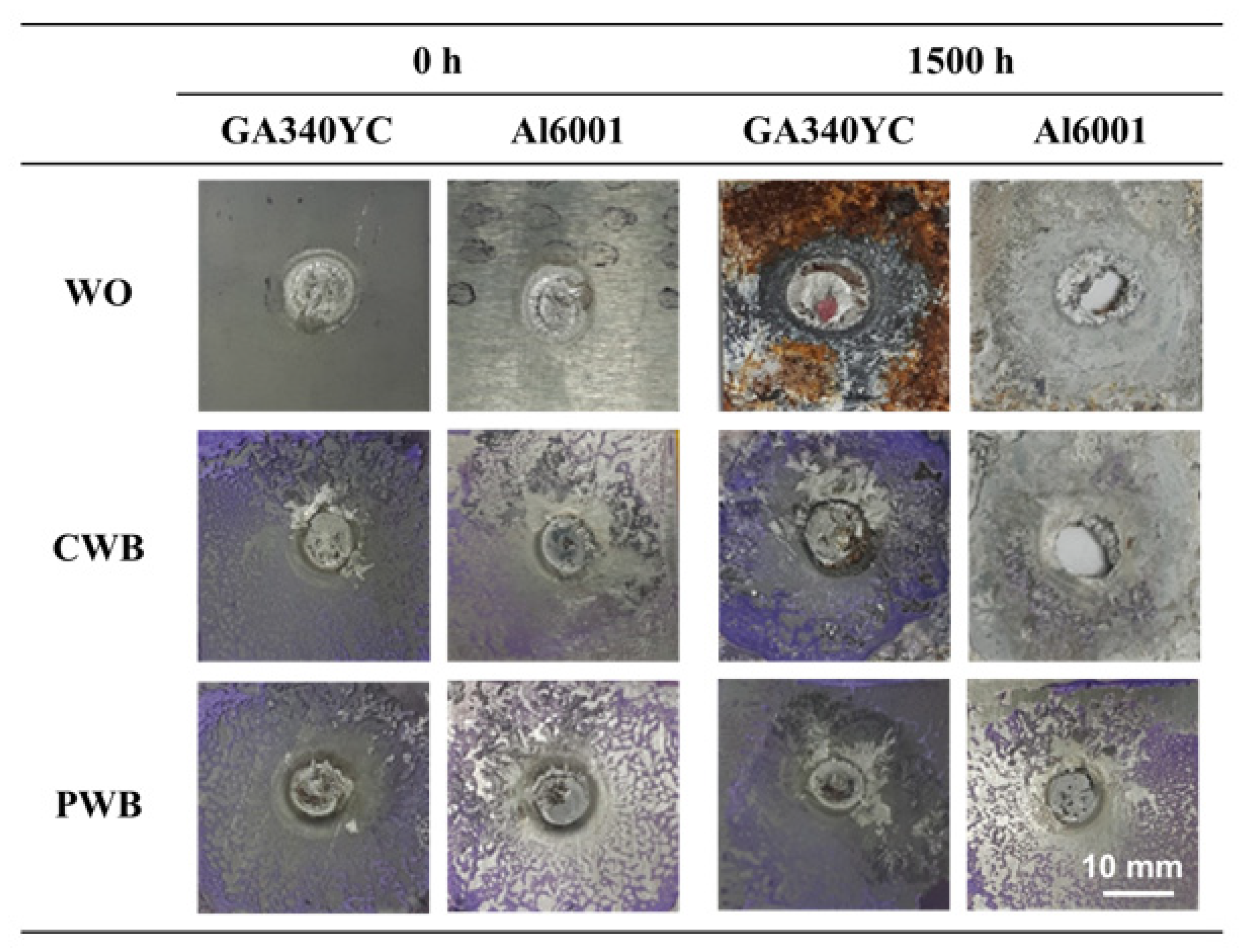
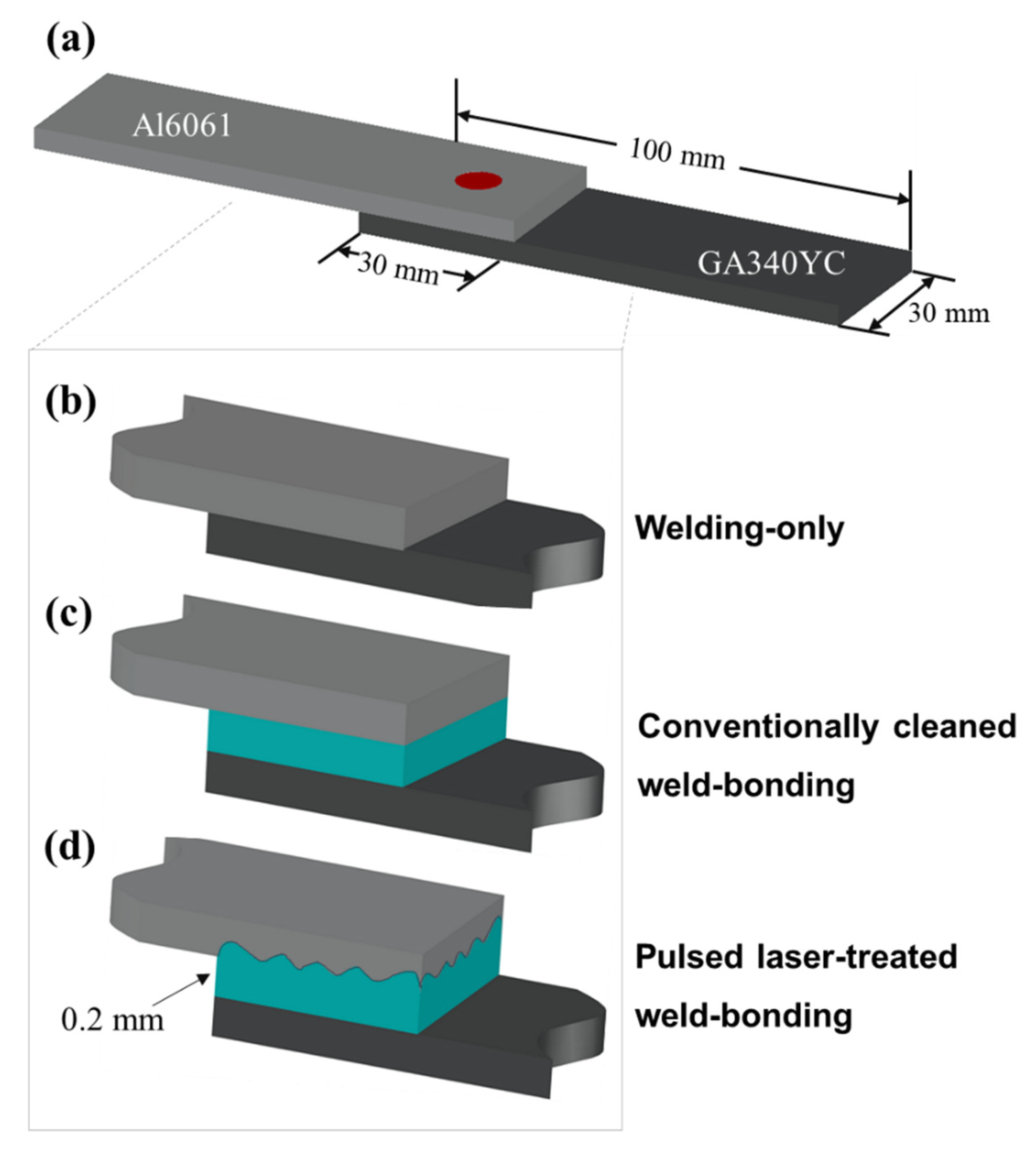
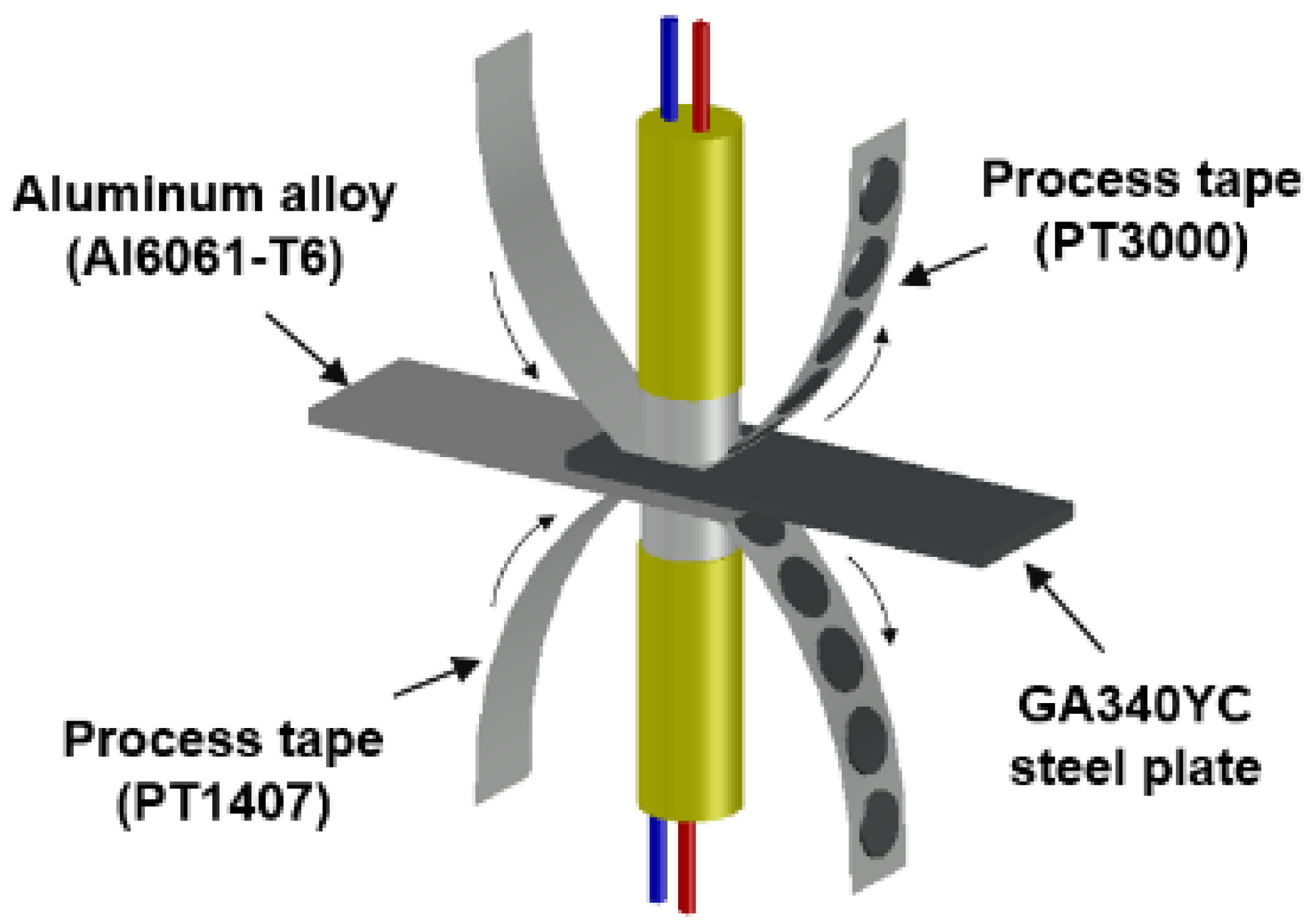
2.3. DSW and Accelerated Corrosion Test
2.4. Characterization
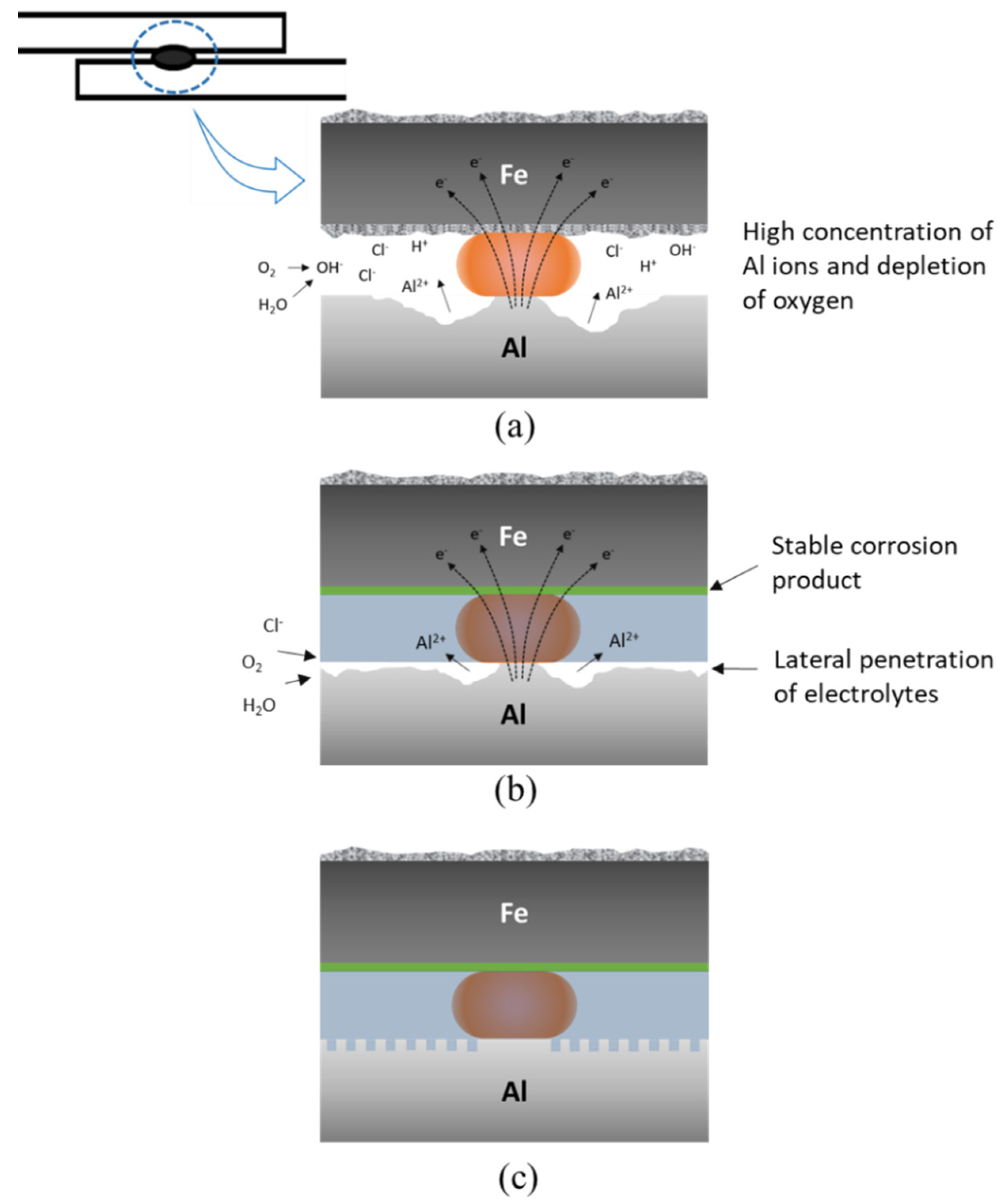
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Giampieri, A.; Ling-Chin, J.; Ma, Z.; Smallbone, A.; Roskilly, A.P. A review of the current automotive manufacturing practice from an energy perspective. Appl. Energy 2020, 261, 114074. [Google Scholar] [CrossRef]
- Kimmig, J.; Zechel, S.; Schubert, U.S. Digital Transformation in Materials Science: A Paradigm Change in Material’s Development. Adv. Mater. 2021, 33, 2004940. [Google Scholar] [CrossRef] [PubMed]
- Naskar, A.K.; Keum, J.K.; Boeman, R.G. Polymer matrix nanocomposites for automotive structural components. Nat. Nanotechnol. 2016, 11, 1026–1030. [Google Scholar] [CrossRef]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.; Shi, C.; Fang, Z.; Lin, S.; Sun, Z. Comparative study on welding energy and Interface characteristics of titanium-aluminum explosive composites with and without interlayer. Mater. Des. 2021, 197, 109279. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Chen, J.; Amirkhiz, B.S.; Wen, J.Z.; Fu, L.; Gerlich, A.P. Interfacial bonding mechanism in Al/coated steel dissimilar refill friction stir spot welds. J. Mater. Sci. Technol. 2019, 35, 1027–1038. [Google Scholar] [CrossRef]
- Niu, S.; Lou, M.; Ma, Y.; Yang, B.; Shan, H.; Li, Y. Resistance rivet welding of magnesium/steel dissimilar materials. Mater. Lett. 2021, 282, 128876. [Google Scholar] [CrossRef]
- Yu, G.; Zou, T.; Chen, S.; Huang, J.; Yang, J.; Zhao, Z. Effect mechanism of Ni coating layer on the characteristics of Al/steel dissimilar metal brazing. Mater. Charact. 2020, 167, 110518. [Google Scholar] [CrossRef]
- Shirmohammadi, D.; Movahedi, M.; Pouranvari, M. Resistance spot welding of martensitic stainless steel: Effect of initial base metal microstructure on weld microstructure and mechanical performance. Mater. Sci. Eng. A 2017, 703, 154–161. [Google Scholar] [CrossRef]
- Böhne, C.; Meschut, G.; Biegler, M.; Frei, J.; Rethmeier, M. Prevention of liquid metal embrittlement cracks in resistance spot welds by adaption of electrode geometry. Sci. Technol. Weld. Join. 2020, 25, 303–310. [Google Scholar] [CrossRef]
- Zhou, L.; Yu, M.; Liu, B.; Zhang, Z.; Liu, S.; Song, X.; Zhao, H. Microstructure and mechanical properties of Al/steel dissimilar welds fabricated by friction surfacing assisted friction stir lap welding. J. Mater. Res. Technol. 2020, 9, 212–221. [Google Scholar] [CrossRef]
- Pouranvari, M.; Abbasi, M. Dissimilar gas tungsten arc weld-brazing of Al/steel using Al-Si filler metal: Microstructure and strengthening mechanisms. J. Alloys Compd. 2018, 749, 121–127. [Google Scholar] [CrossRef]
- Ogawa, D.; Kakiuchi, T.; Hashiba, K.; Uematsu, Y. Residual stress measurement of Al/steel dissimilar friction stir weld. Sci. Technol. Weld. Join. 2019, 24, 685–694. [Google Scholar] [CrossRef]
- Das, T.; Das, R.; Paul, J. Resistance spot welding of dissimilar AISI-1008 steel/Al-1100 alloy lap joints with a graphene interlayer. J. Manuf. Process. 2020, 53, 260–274. [Google Scholar] [CrossRef]
- Coelho, R.S.; Kostka, A.; dos Santos, J.F.; Kaysser-Pyzalla, A. Friction-stir dissimilar welding of aluminium alloy to high strength steels: Mechanical properties and their relation to microstructure. Mater. Sci. Eng. A 2012, 556, 175–183. [Google Scholar] [CrossRef]
- Won, S.; Seo, B.; Park, J.M.; Kim, H.K.; Song, K.H.; Min, S.; Ha, T.K.; Park, K. Corrosion behaviors of friction welded dissimilar aluminum alloys. Mater. Charact. 2018, 144, 652–660. [Google Scholar] [CrossRef]
- Ahmad, H.W.; Chaudry, U.M.; Tariq, M.R.; Shoukat, A.A.; Bae, D.H. Assessment of fatigue and electrochemical corrosion characteristics of dissimilar materials weld between alloy 617 and 12 Cr steel. J. Manuf. Process. 2020, 53, 275–282. [Google Scholar] [CrossRef]
- Machado, J.J.M.; Marques, E.A.S.; Silva, M.R.G.; da Silva, L.F.M. Numerical study of impact behaviour of mixed adhesive single lap joints for the automotive industry. Int. J. Adhes. Adhes. 2018, 84, 92–100. [Google Scholar] [CrossRef]
- Banea, M.D.; Rosioara, M.; Carbas, R.J.C.; da Silva, L.F.M. Multi-material adhesive joints for automotive industry. Compos. B Eng. 2018, 151, 71–77. [Google Scholar] [CrossRef]
- Zhou, Y.; Josey, B.; Anim-Danso, E.; Maranville, B.; Karapetrova, J.; Jiang, Z.; Zhou, Q.; Dhinojwala, A.; Foster, M.D. In Situ Nanoscale Characterization of Water Penetration through Plasma Polymerized Coatings. Langmuir 2018, 34, 9634–9644. [Google Scholar] [CrossRef]
- Han, X.; Pickering, E.; Bo, A.; Gu, Y. Characterisation on the hygrothermal degradation in the mechanical property of structural adhesive: A novel meso-scale approach. Compos. B Eng. 2020, 182, 107609. [Google Scholar] [CrossRef]
- Zhang, J.; Zhao, X.; Zuo, Y.; Xiong, J. The bonding strength and corrosion resistance of aluminum alloy by anodizing treatment in a phosphoric acid modified boric acid/sulfuric acid bath. Surf. Coat. Technol. 2008, 202, 3149–3156. [Google Scholar] [CrossRef]
- Abrahami, S.T.; Hauffman, T.; de Kok, J.M.M.; Mol, J.M.C.; Terryn, H. Effect of Anodic Aluminum Oxide Chemistry on Adhesive Bonding of Epoxy. J. Phys. Chem. C 2016, 120, 19670–19677. [Google Scholar] [CrossRef]
- Yasakaua, K.A.; Kallip, S.; Lisenkov, A.; Ferreira, M.G.S.; Zheludkevich, M.L. Initial stages of localized corrosion at cut-edges of adhesively bonded Zn and Zn-Al-Mg galvanized steel. Electrochim. Acta 2016, 211, 126–141. [Google Scholar] [CrossRef]
- Gan, J.; Liu, S.; Zhou, L.; Wang, Y.; Guo, J.; Huang, C. Effect of Nd:YAG Laser Irradiation Pretreatment on the Long-Term Bond Strength of Etch-and-Rinse Adhesive to Dentin. Oper. Dent. 2017, 42, 62–72. [Google Scholar] [CrossRef]
- Saleema, N.; Gallant, D. Atmospheric pressure plasma oxidation of AA6061-T6 aluminum alloy surface for strong and durable adhesive bonding applications. Appl. Surf. Sci. 2013, 282, 98–104. [Google Scholar] [CrossRef]
- Saleema, N.; Sarkar, D.K.; Paynter, R.W.; Gallant, D.; Eskandarian, M. A simple surface treatment and characterization of AA 6061 aluminum alloy surface for adhesive bonding applications. Appl. Surf. Sci. 2012, 261, 742–748. [Google Scholar] [CrossRef] [Green Version]
- Mao, Y.; Wang, F.; Li, Y.; Guidoin, R.; Wang, L.; Wang, F. Facile fabrication of potent superhydrophobic surface on physical barriers with enhanced anti-adhesion efficiency. Appl. Surf. Sci. 2020, 517, 146104. [Google Scholar] [CrossRef]
- Shin, S.; Park, D.; Yu, J.; Rhee, S. Resistance Spot Welding of Aluminum Alloy and Carbon Steel with Spooling Process Tapes. Metals 2019, 9, 410. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Li, Y.; Luo, Z.; Yuan, T.; Bi, J.; Wan, Z.M.; Wang, Z.P.; Chao, Y.J. Feasibility study of dissimilar joining of aluminum alloy 5052 to pure copper via thermo-compensated resistance spot welding. Mater. Des. 2016, 106, 235–246. [Google Scholar] [CrossRef]
- Kao, F.H.; Li, W.C.; Chen, C.Y.; Huang, C.Y.; Yang, J.R.; Wang, S.H. Cross-sectional observation of the intermetallic phase in a galvannealed steel. Mater. Sci. Eng. A 2009, 499, 45–48. [Google Scholar] [CrossRef]
- Okamoto, N.L.; Kashioka, D.; Inomoto, M.; Inui, H.; Takebayashi, H.; Yamaguchi, S. Compression deformability of Γ and ζ Fe–Zn intermetallics to mitigate detachment of brittle intermetallic coating of galvannealed steels. Scr. Mater. 2013, 69, 307–310. [Google Scholar] [CrossRef] [Green Version]
- Zähr, J.; Oswald, S.; Türpe, M.; Ullrich, H.J.; Füssel, U. Characterisation of oxide and hydroxide layers on technical aluminum materials using XPS. Vacuum 2012, 86, 1216–1219. [Google Scholar] [CrossRef]
- Strohmeier, B.R. An ESCA method for determining the oxide thickness on aluminum alloys. Surf. Interface Anal. 1990, 15, 51–56. [Google Scholar] [CrossRef]
- Carlson, T.A. Basic assumptions and recent developments in quantitative XPS. Surf. Interface Anal. 1982, 4, 125–134. [Google Scholar] [CrossRef]
- Tanuma, S.; Powell, C.J.; Penn, D.R. Calculations of electron inelastic mean free paths for 31 materials. Surf. Interface Anal. 1988, 11, 577–589. [Google Scholar] [CrossRef]
- Weast, R.C. Handbook of Chemistry and Physics, 54th ed.; CRC Press: Cleveland, OH, USA, 1973; pp. B63–B64. [Google Scholar]
- Tanaka, S.; Taniguchi, M.; Tanigawa, H. XPS and UPS studies on electronic structure of Li2O. J. Nucl. Mater. 2000, 283–287, 1405–1408. [Google Scholar] [CrossRef]
- Alexander, M.R.; Thompson, G.E.; Beamson, G. Characterization of the oxide/hydroxide surface of aluminium using x-ray photoelectron spectroscopy: A procedure for curve fitting the O 1s core level. Surf. Interface Anal. 2000, 29, 468–477. [Google Scholar] [CrossRef]
- Seo, Y.I.; Lee, Y.J.; Kim, D.G.; Lee, K.H.; Kim, Y.D. Mechanism of aluminum hydroxide layer formation by surface modification of aluminum. Appl. Surf. Sci. 2010, 256, 4434–4437. [Google Scholar] [CrossRef]
- Wefers, K.; Misra, C. Oxides and Hydroxide of Aluminum; ALCOA Laboratories: Pittsburgh, PA, USA, 1987. [Google Scholar]
- Wittenberg, T.N.; Douglas, W.J.; Wang, P.S. Aluminium hydroxide growth on aluminium surfaces exposed to an air/1% NO2 mixture. J. Mater. Sci. 1988, 23, 1745–1747. [Google Scholar] [CrossRef]
- Yue, T.M.; Yan, L.J.; Chan, C.P.; Dong, C.F.; Man, H.C.; Pang, G.K.H. Excimer laser surface treatment of aluminum alloy AA7075 to improve corrosion resistance. Surf. Coat. Technol. 2004, 179, 158–164. [Google Scholar] [CrossRef]
- Miyamoto, K.; Nakagawa, S.; Sugi, C.; Ogura, T.; Hirose, A. Seal spot welding of steel and aluminium alloy by resistance spot welding: Dissimilar metal joining of steel and aluminium alloy by Zn insertion. Weld. Int. 2016, 30, 675–687. [Google Scholar] [CrossRef]
- Ueda, K.; Ogura, T.; Nishiuchi, S.; Miyamoto, K.; Nanbu, T.; Hirose, A. Effects of Zn-Based Alloys Coating on Mechanical Properties and Interfacial Microstructures of Steel/Aluminum Alloy Dissimilar Metals Joints Using Resistance Spot Welding. Mater. Trans. 2011, 52, 967–973. [Google Scholar] [CrossRef] [Green Version]
- Cui, L.; Qiu, R.; Hou, L.; Shen, Z.; Li, Q. Resistance Spot Welding between Steel and Aluminum Alloy. In Proceedings of the 5th International Conference on Advanced Design and Manufacturing Engineering, Shenzhen, China, 19–20 September 2015; pp. 777–781. [Google Scholar]
- Jakse, N.; Pasturel, A. Hydrogen diffusion in liquid aluminum from ab initio molecular dynamics. Phys. Rev. B 2014, 89, 174302. [Google Scholar] [CrossRef]
- Miao, W.F.; Laughlin, D.E. Precipitation hardening in aluminum alloy 6022. Scr. Mater. 1999, 40, 873–878. [Google Scholar] [CrossRef]
- Nikseresht, Z.; Karimzadeh, F.; Golozar, M.A.; Heidarbeigy, M. Effect of heat treatment on microstructure and corrosion behavior of Al6061 alloy weldment. Mater. Des. 2010, 31, 2643–2648. [Google Scholar] [CrossRef]
- Azuma, S.; Kudo, T.; Miyuki, H.; Yamashita, M.; Uchida, H. Effect of nickel alloying on crevice corrosion resistance of stainless steels. Corros. Sci. 2004, 46, 2265–2280. [Google Scholar] [CrossRef]
- Ha, H.Y.; Park, S.J.; Kang, J.Y.; Kim, H.D.; Moon, M.B. Interpretation of the corrosion process of a galvannealed coating layer on dual-phase steel. Corros. Sci. 2011, 53, 2430–2436. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | P | S | Cu | Cr | Mg | Zn | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al6061-T6 | - | - | 0.65 | - | - | 0.2 | 0.15 | 0.8 | - | Bal. | 0.2 |
| 340YC | 0.09 | 1.0 | 0.25 | 0.025 | 0.01 | - | - | - | - | - | Bal. |
| GA coating | - | - | - | - | - | - | - | - | Bal. | 0.43 | 12.9 |
| Materials | TS (MPa) | YS (MPa) | El. (%) |
|---|---|---|---|
| Al6061-T6 | 335 | 270 | 12 |
| GA340YC | 425 | 364 | 25 |
| Name | Process | Welding Condition (Pressure-Current-Time) | Notes |
|---|---|---|---|
| WO | Welding-only | 2 kN-9 kA-250 ms | |
| CWB | Conventionally-cleaned Weld-Bonding | 5 kN-14 kA-250 ms | Annealed at 180 °C for 30 min |
| PWB | PLATed Weld-Bonding | 5 kN-14 kA-250 ms |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joo, S.-M.; Kim, Y.-G.; Kwak, Y.-J.; Yoo, D.J.; Jeong, C.-U.; Park, J.; Oh, M.-S. Enhanced Long-Term Reliability of Seal DeltaSpot Welded Dissimilar Joint between 6061 Aluminum Alloy and Galvannealed Steel via Excimer Laser Irradiation. Materials 2021, 14, 6756. https://doi.org/10.3390/ma14226756
Joo S-M, Kim Y-G, Kwak Y-J, Yoo DJ, Jeong C-U, Park J, Oh M-S. Enhanced Long-Term Reliability of Seal DeltaSpot Welded Dissimilar Joint between 6061 Aluminum Alloy and Galvannealed Steel via Excimer Laser Irradiation. Materials. 2021; 14(22):6756. https://doi.org/10.3390/ma14226756
Chicago/Turabian StyleJoo, Sung-Min, Young-Gon Kim, Young-Jin Kwak, Dong Jin Yoo, Chang-U Jeong, Jeshin Park, and Min-Suk Oh. 2021. "Enhanced Long-Term Reliability of Seal DeltaSpot Welded Dissimilar Joint between 6061 Aluminum Alloy and Galvannealed Steel via Excimer Laser Irradiation" Materials 14, no. 22: 6756. https://doi.org/10.3390/ma14226756
APA StyleJoo, S.-M., Kim, Y.-G., Kwak, Y.-J., Yoo, D. J., Jeong, C.-U., Park, J., & Oh, M.-S. (2021). Enhanced Long-Term Reliability of Seal DeltaSpot Welded Dissimilar Joint between 6061 Aluminum Alloy and Galvannealed Steel via Excimer Laser Irradiation. Materials, 14(22), 6756. https://doi.org/10.3390/ma14226756