
Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges

 , ,
, , 
Abstract
1. Introduction
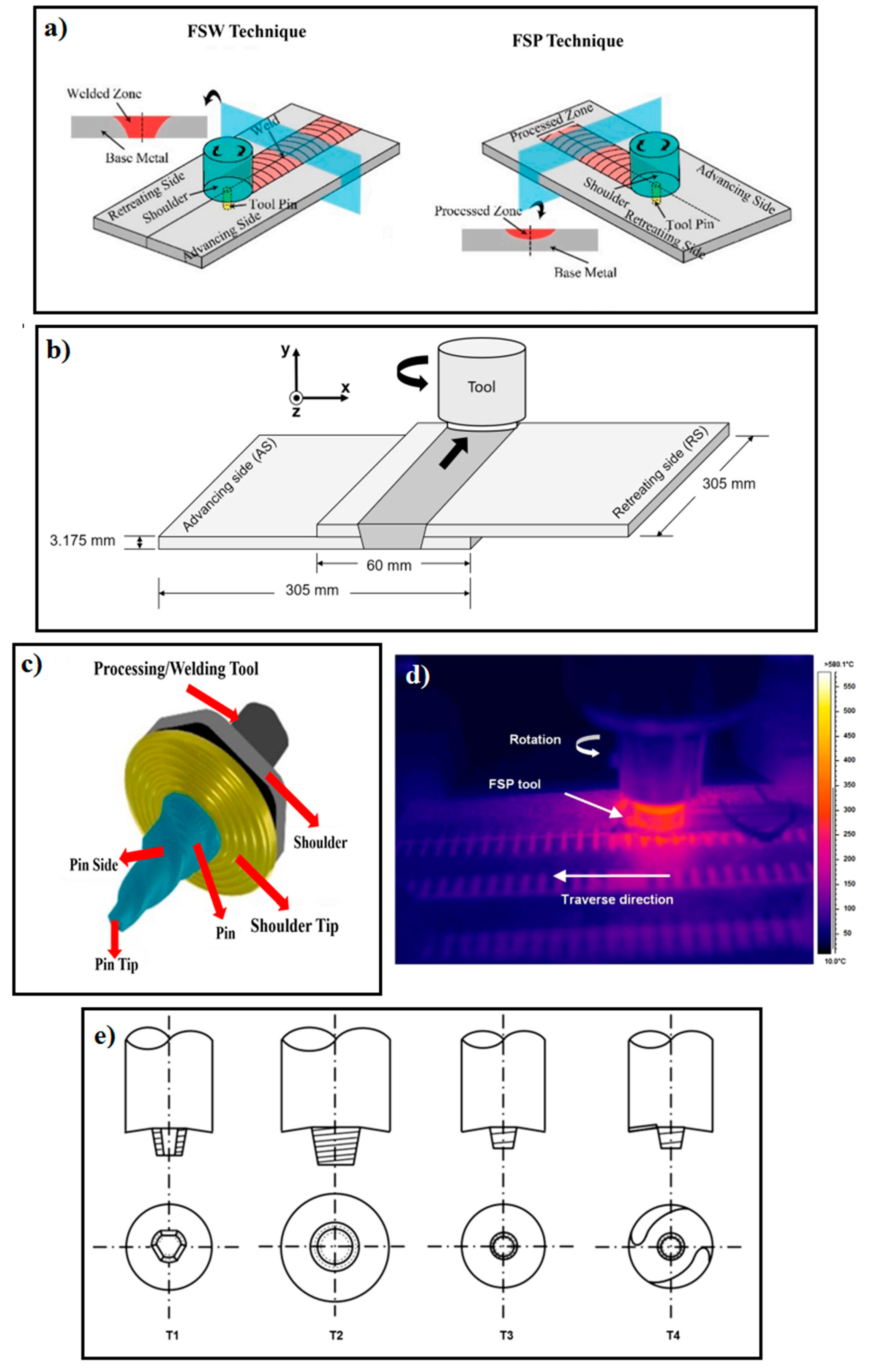
2. Research Advancement concerning FSW/FSP of Mg-Based Alloys
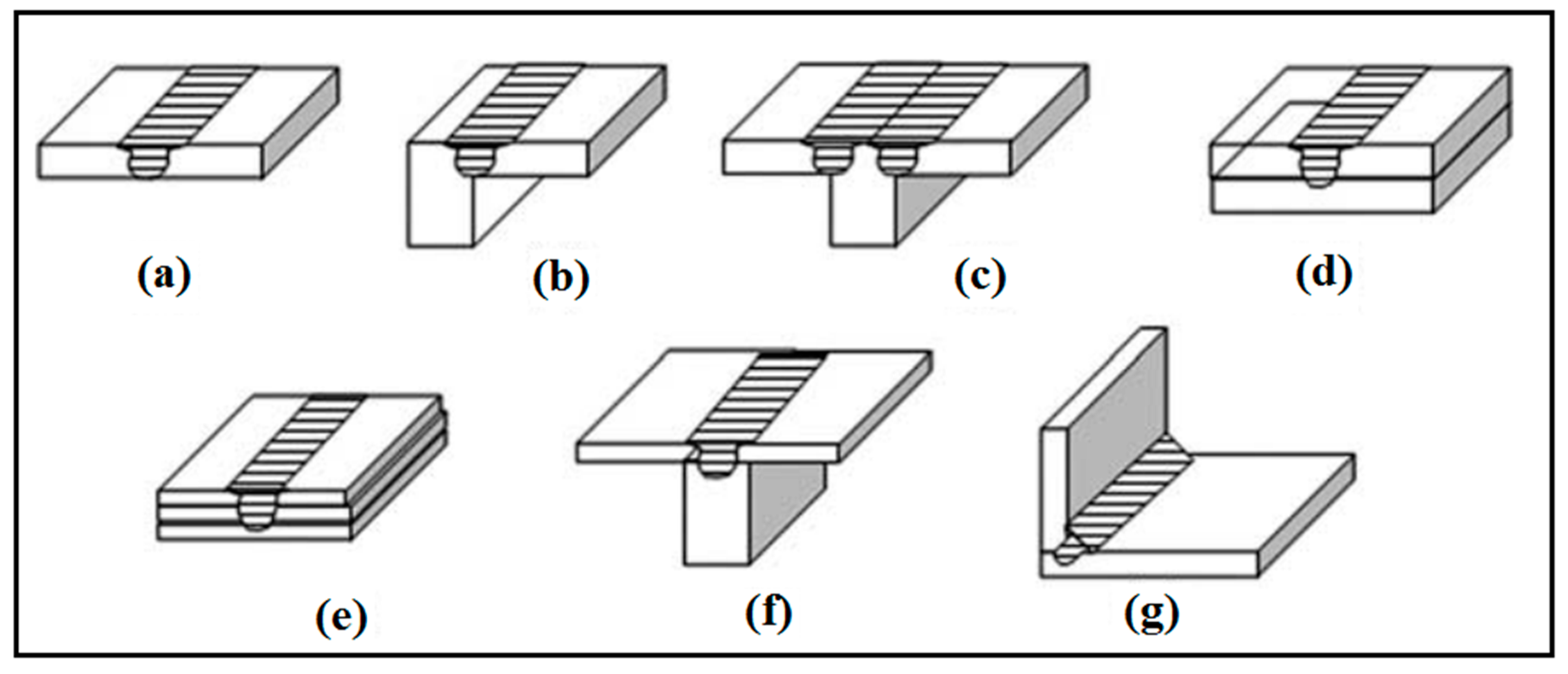
3. Joining Mechanism of FSW/FSP of Mg-Based Alloys
4. Parametric Influence concerning FSW/FSP of Mg-Based Alloys
5. Applications
- (a)
- Construction industries such as pipelines, bridges, reactors for power plants, and frames.
- (b)
- Railway industries such as container bodies, trams, wagons, and underground carriages.
- (c)
- Land transportations such as track bodies, engine chassis, tail lifts for tracks, wheel rims, body frames, fuel tankers, and mobile cranes.
- (d)
- Shipbuilding and marine industries such as marine and transport structures, panels for decks and floors, masts and booms for sailing boats, helicopter platforms, hulls and superstructures, and offshore accommodation.
- (e)
- Aerospace industries such as cryogenic tanks for space vehicles, wings, aviation fuel tanks, fuselages, and fuel tanks.
- (f)
- Other Industries such as motor housing.
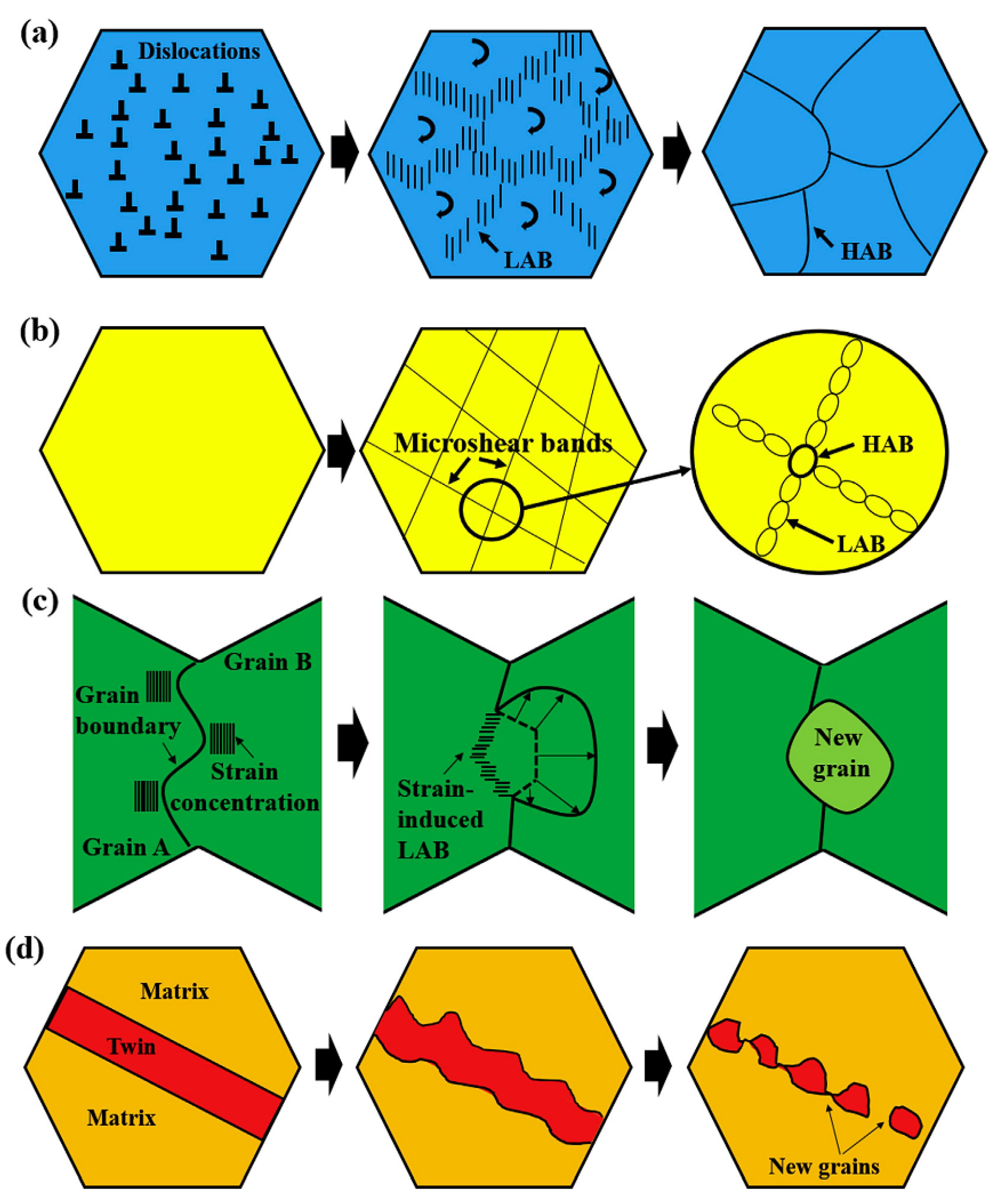
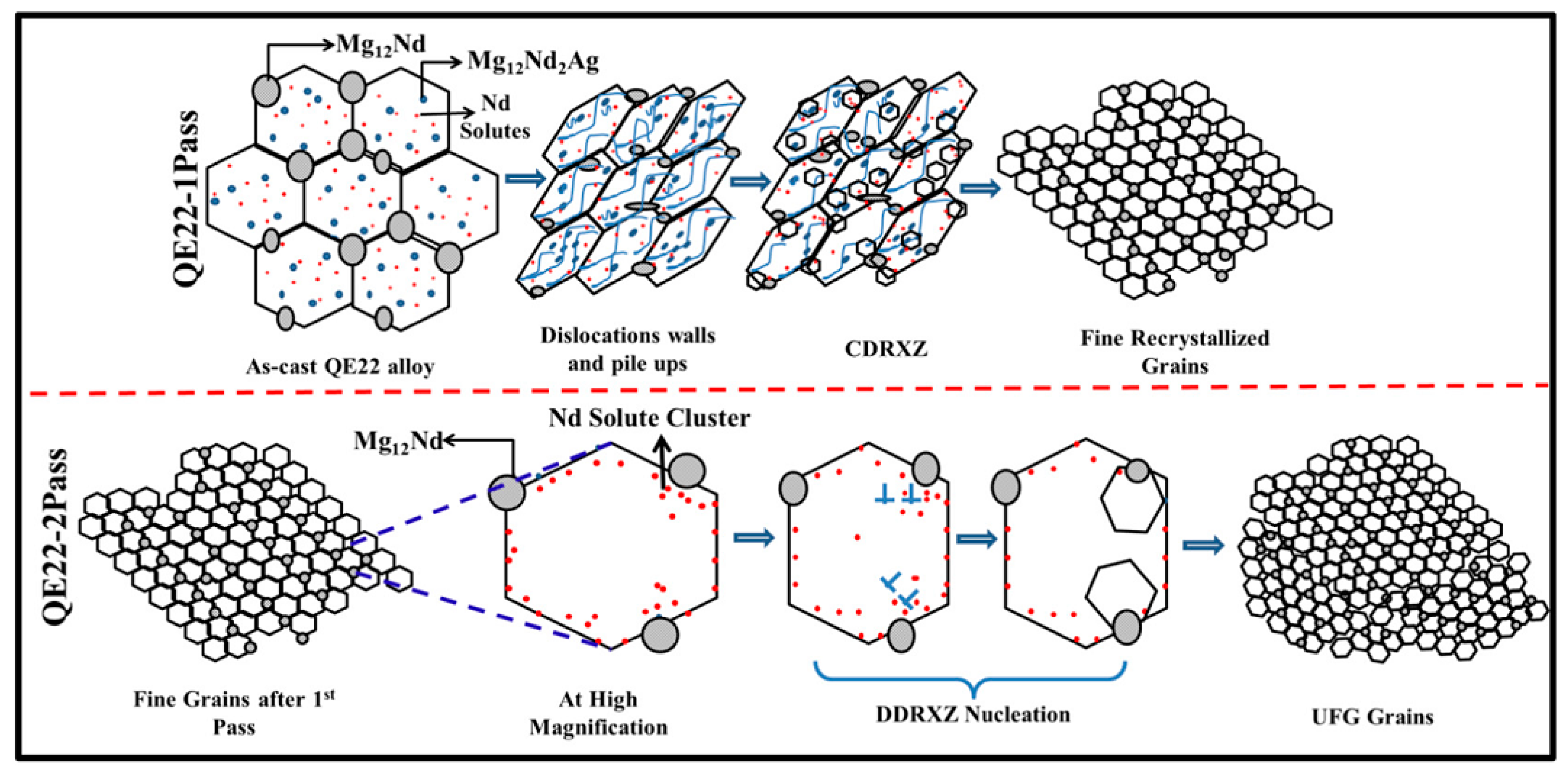
6. Microstructural Assessment
7. Mechanical Performance
8. Conclusions and Future Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gotawala, N.; Kumar, A.; Mishra, S.; Shrivastava, A. Microstructure and texture evolution of complete Mg-3Al-0.2Ce alloy blanks upon multi-pass friction stir processing with spiral strategy. Mater. Today Commun. 2021, 26, 101850. [Google Scholar] [CrossRef]
- Singh, K.; Singh, G.; Singh, H. Review on friction stir welding of magnesium alloys. J. Magnes. Alloys 2018, 6, 399–416. [Google Scholar] [CrossRef]
- Liu, F.; Ji, Y.; Sun, Z.; Liu, J.; Bai, Y.; Shen, Z. Enhancing corrosion resistance and mechanical properties of AZ31 magnesium alloy by friction stir processing with the same speed ratio. J. Alloys Compd. 2020, 829, 154452. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, G.; Zeng, S.; Zhang, S.; Long, F.; Shi, Q. The corrosion behavior of Mg-9Al-xRE magnesium alloys modified by friction stir processing. J. Alloys Compd. 2021, 851, 156835. [Google Scholar] [CrossRef]
- Chen, T.; Chen, Z.; Shao, J.; Wang, R.; Mao, L.; Liu, C. The role of long-period stacking ordered phases in the deformation behavior of a strong textured Mg-Zn-Gd-Y-Zr alloy sheet processed by hot extrusion. Mater. Sci. Eng. A 2019, 750, 31–39. [Google Scholar] [CrossRef]
- Peng, J.; Zhang, Z.; Huang, J.; Guo, P.; Li, Y.; Zhou, W.; Wu, Y. The effect of the inhomogeneous microstructure and texture on the mechanical properties of AZ31 Mg alloys processed by friction stir processing. J. Alloys Compd. 2019, 792, 16–24. [Google Scholar] [CrossRef]
- García-Bernal, M.-A.; Mishra, R.-S.; Verma, R.; Hernández-Silva, D. Influence of friction stir processing tool design on microstructure and superplastic behavior of Al-Mg alloys. Mater. Sci. Eng. A 2016, 670, 9–16. [Google Scholar] [CrossRef]
- Tan, S.; Zheng, F.; Chen, J.; Han, J.; Wu, Y.; Peng, L. Effects of process parameters on microstructure and mechanical properties of friction stir lap linear welded 6061 aluminum alloy to NZ30K magnesium alloy. J. Magnes. Alloys 2017, 5, 56–63. [Google Scholar] [CrossRef]
- Zhang, W.; Tan, L.; Ni, D.; Chen, J.; Zhao, Y.-C.; Liu, L.; Shuai, C.; Yang, K.; Atrens, A.; Zhao, M.-C. Effect of grain refinement and crystallographic texture produced by friction stir processing on the biodegradation behavior of a Mg-Nd-Zn alloy. J. Mater. Sci. Technol. 2019, 35, 777–783. [Google Scholar] [CrossRef]
- Robitaille, B.; Provencher, P.-R.; St-Georges, L.; Brochu, M. Mechanical properties of 2024-T3 AlClad aluminum FSW lap joints and impact of surface preparation. Int. J. Fatigue 2021, 143, 105979. [Google Scholar] [CrossRef]
- Zeng, R.-C.; Wang, L.; Zhang, D.-F.; Cui, H.-Z.; Han, E.-H. In vitro corrosion of Mg-6Zn-1Mn-4Sn-1.5Nd/0.5Y alloys. Front. Mater. Sci. 2014, 8, 230–243. [Google Scholar] [CrossRef]
- Zeng, R.; Qi, W.; Zhang, F.; Cui, H.; Zheng, Y. In vitro corrosion of Mg–1.21Li–1.12Ca–1Y alloy. Prog. Nat. Sci. Mater. Int. 2014, 24, 492–499. [Google Scholar] [CrossRef]
- Li, N.; Zheng, Y. Novel Magnesium Alloys Developed for Biomedical Application: A Review. J. Mater. Sci. Technol. 2013, 29, 489–502. [Google Scholar] [CrossRef]
- Chen, W.; Wang, W.; Liu, Z.; Zhai, X.; Bian, G.; Zhang, T.; Dong, P. Improvement in tensile strength of Mg/Al alloy dissimilar friction stir welding joints by reducing intermetallic compounds. J. Alloys Compd. 2021, 861, 157942. [Google Scholar] [CrossRef]
- Sharahi, H.-J.; Pouranvari, M.; Movahedi, M. Strengthening and ductilization mechanisms of friction stir processed cast Mg–Al–Zn alloy. Mater. Sci. Eng. A 2020, 781, 139249. [Google Scholar] [CrossRef]
- Zheng, F.-Y.; Wu, Y.-J.; Peng, L.-M.; Li, X.-W.; Fu, P.-H.; Ding, W.-J. Microstructures and mechanical properties of friction stir processed Mg–2.0Nd–0.3Zn–1.0Zr magnesium alloy. J. Magnes. Alloys 2013, 1, 122–127. [Google Scholar] [CrossRef]
- Chang, C.-I.; Lee, C.-J.; Huang, J.-C. Relationship between grain size and Zener–Holloman parameter during friction stir processing in AZ31 Mg alloys. Scr. Mater. 2004, 51, 509–514. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Wang, F.; Meng, X.; Wan, L.; Dong, Z. Enhanced strength and ductility of friction-stir-processed Mg–6Zn alloys via Y and Zr co-alloying. Mater. Sci. Eng. A 2020, 773, 138877. [Google Scholar] [CrossRef]
- Han, J.; Chen, J.; Peng, L.; Zheng, F.; Rong, W.; Wu, Y.; Ding, W. Influence of processing parameters on thermal field in Mg–Nd–Zn–Zr alloy during friction stir processing. Mater. Des. 2016, 94, 186–194. [Google Scholar] [CrossRef]
- Jamili, A.-M.; Zarei-Hanzaki, A.; Abedi, H.-R.; Minárik, P.; Soltani, R. The microstructure, texture, and room temperature mechanical properties of friction stir processed Mg-Y-Nd alloy. Mater. Sci. Eng. A 2017, 690, 244–253. [Google Scholar] [CrossRef]
- Jiang, L.; Jiang, W.; Guo, F.; Huang, W.; Dong, H.; Hu, H.; Dai, Q. Micro-nano structure characteristics and texture evolution of the friction stir processed dual-phase Mg Li alloy. Mater. Charact. 2021, 173, 110979. [Google Scholar] [CrossRef]
- Li, X.-W.; Zheng, F.-Y.; Wu, Y.-J.; Peng, L.-M.; Zhang, Y.; Lin, D.-L.; Ding, W.-J. Modification of long period stacking ordered phase and improvement of mechanical properties of Mg–Gd–Zn–Zr alloy by friction stir processing. Mater. Lett. 2013, 113, 206–209. [Google Scholar] [CrossRef]
- Chang, C.-I.; Du, X.-H.; Huang, J.-C. Achieving ultrafine grain size in Mg–Al–Zn alloy by friction stir processing. Scr. Mater. 2007, 57, 209–212. [Google Scholar] [CrossRef]
- Liu, G.; Ma, Z.; Wei, G.; Xu, T.; Zhang, X.; Yang, Y.; Xie, W.; Peng, X. Microstructure, tensile properties and corrosion behavior of friction stir processed Mg-9Li-1Zn alloy. J. Mater. Process. Technol. 2019, 267, 393–402. [Google Scholar] [CrossRef]
- Zhou, M.; Morisada, Y.; Fujii, H.; Wang, J.-Y. Pronounced low-temperature superplasticity of friction stir processed Mg–9Li–1Zn alloy. Mater. Sci. Eng. A 2020, 780, 139071. [Google Scholar] [CrossRef]
- Feng, A.-H.; Ma, Z.-Y. Enhanced mechanical properties of Mg–Al–Zn cast alloy via friction stir processing. Scr. Mater. 2007, 56, 397–400. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.-P.; Robson, J.-D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Kumar Srivastava, A.; Kumar, N.; Rai Dixit, A. Friction stir additive manufacturing–An innovative tool to enhance mechanical and microstructural properties. Mater. Sci. Eng. B 2021, 263, 114832. [Google Scholar] [CrossRef]
- Xiong, X.; Yang, Y.; Li, J.; Li, M.; Peng, J.; Wen, C.; Peng, X. Research on the microstructure and properties of a multi-pass friction stir processed 6061Al coating for AZ31 Mg alloy. J. Magnes. Alloys 2019, 7, 696–706. [Google Scholar] [CrossRef]
- Yu, Z.; Choo, H.; Feng, Z.; Vogel, S.-C. Influence of thermo-mechanical parameters on texture and tensile behavior of friction stir processed Mg alloy. Scr. Mater. 2010, 63, 1112–1115. [Google Scholar] [CrossRef]
- Singh, V.-P.; Patel, S.-K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Subramani, V.; Jayavel, B.; Sengottuvelu, R.; Lazar, P. Assessment of Microstructure and Mechanical Properties of Stir Zone Seam of Friction Stir Welded Magnesium AZ31B through Nano-SiC. Materials 2019, 12, 1044. [Google Scholar] [CrossRef] [PubMed]
- Verma, J.; Taiwade, R.-V.; Reddy, C.; Khatirkar, R.-K. Effect of friction stir welding process parameters on Mg-AZ31B/Al-AA6061 joints. Mater. Manuf. Process. 2018, 33, 308–314. [Google Scholar] [CrossRef]
- Albakri, A.-N.; Mansoor, B.; Nassar, H.; Khraisheh, M.-K. Thermo-mechanical and metallurgical aspects in friction stir processing of AZ31 Mg alloy—A numerical and experimental investigation. J. Mater. Process. Technol. 2013, 213, 279–290. [Google Scholar] [CrossRef]
- Kondaiah, V.-V.; Pavanteja, P.; Mani Manvit, M.; Ramesh Kumar, R.; Ganesh Kumar, R.; Ratna Sunil, B. Surface engineering of ZE 41 Mg alloy by friction stir processing: Effect of process parameters on microstructure and hardness evolution. Mater. Today Proc. 2019, 18, 125–131. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, Y.; Peng, J.; Guo, P.; Huang, J.; Yang, P.; Wang, S.; Chen, C.; Zhou, W.; Wu, Y. Combining surface mechanical attrition treatment with friction stir processing to optimize the mechanical properties of a magnesium alloy. Mater. Sci. Eng. A 2019, 756, 184–189. [Google Scholar] [CrossRef]
- Li, B.; Hou, X.; Teng, B. Effects of friction stir process and subsequent aging treatment on the microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. Mater. Charact. 2019, 155, 109832. [Google Scholar] [CrossRef]
- Sharma, A.; Sharma, V.-M.; Gugaliya, A.; Rai, P.; Pal, S.-K.; Paul, J. Friction stir lap welding of AA6061 aluminium alloy with a graphene interlayer. Mater. Manuf. Process. 2020, 35, 258–269. [Google Scholar] [CrossRef]
- Singh, U.-K.; Dubey, A.-K. Welding of dissimilar Mg alloys using indigenously developed friction stir welding set-up. Mater. Today Proc. 2021, 44, 975–978. [Google Scholar] [CrossRef]
- Sevvel, P.; Jaiganesh, V. Improving the mechanical properties of friction stir welded AZ31B magnesium alloy flat plates through axial force investigation. Appl. Mech. Mater. 2014, 591, 11–14. [Google Scholar] [CrossRef]
- Nene, S.-S.; Zellner, S.; Mondal, B.; Komarasamy, M.; Mishra, R.-S.; Brennan, R.-E.; Cho, K.-C. Friction stir processing of newly-designed Mg-5Al-3.5Ca-1Mn (AXM541) alloy: Microstructure evolution and mechanical properties. Mater. Sci. Eng. A 2018, 729, 294–299. [Google Scholar] [CrossRef]
- Luo, X.-C.; Zhang, D.-T.; Cao, G.-H.; Qiu, C.; Chen, D.-L. Multi-pass submerged friction stir processing of AZ61 magnesium alloy: Strengthening mechanisms and fracture behavior. J. Mater. Sci. 2019, 54, 8640–8654. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, Y.; Meng, X.; Wan, L.; Cao, J.; Zhou, L.; Feng, J. Dynamic recrystallization and mechanical properties of friction stir processed Mg-Zn-Y-Zr alloys. J. Mater. Process. Technol. 2017, 249, 331–338. [Google Scholar] [CrossRef]
- Yang, Q.; Xiao, B.-L.; Wang, D.; Zheng, M.-Y.; Ma, Z.-Y. Study on distribution of long-period stacking ordered phase in Mg–Gd–Y–Zn–Zr alloy using friction stir processing. Mater. Sci. Eng. A 2015, 626, 275–285. [Google Scholar] [CrossRef]
- Xin, R.; Liu, D.; Li, B.; Sun, L.; Zhou, Z.; Liu, Q. Mechanisms of fracture and inhomogeneous deformation on transverse tensile test of friction-stir-processed AZ31 Mg alloy. Mater. Sci. Eng. A 2013, 565, 333–341. [Google Scholar] [CrossRef]
- Darras, B.-M.; Khraisheh, M.-K.; Abu-Farha, F.-K.; Omar, M.-A. Friction stir processing of commercial AZ31 magnesium alloy. J. Mater. Process. Technol. 2007, 191, 77–81. [Google Scholar] [CrossRef]
- Hung, F.-Y.; Shih, C.-C.; Chen, L.-H.; Lui, T.-S. Microstructures and high temperature mechanical properties of friction stirred AZ31–Mg alloy. J. Alloys Compd. 2007, 428, 106–114. [Google Scholar] [CrossRef]
- Lee, C.-J.; Huang, J.-C.; Du, X.-H. Improvement of yield stress of friction-stirred Mg–Al–Zn alloys by subsequent compression. Scr. Mater. 2007, 56, 875–878. [Google Scholar] [CrossRef]
- Xin, R.; Liu, D.; Xu, Z.; Li, B.; Liu, Q. Changes in texture and microstructure of friction stir welded Mg alloy during post-rolling and their effects on mechanical properties. Mater. Sci. Eng. A 2013, 582, 178–187. [Google Scholar] [CrossRef]
- Xin, R.; Sun, L.; Liu, D.; Zhou, Z.; Liu, Q. Effect of subsequent tension and annealing on microstructure evolution and strength enhancement of friction stir welded Mg alloys. Mater. Sci. Eng. A 2014, 602, 1–10. [Google Scholar] [CrossRef]
- Liu, D.; Xin, R.; Li, Z.; Liu, Z.; Zheng, X.; Liu, Q. The activation of twinning and texture evolution during bending of friction stir welded magnesium alloys. Mater. Sci. Eng. A 2015, 646, 145–153. [Google Scholar] [CrossRef]
- Jamili, A.-M.; Zarei-Hanzaki, A.; Abedi, H.-R.; Minarik, P. Development of grain size/ texture graded microstructures through friction stir processing and subsequent cold compression of a rare earth bearing magnesium alloy. Mater. Sci. Eng. A 2021, 814, 141190. [Google Scholar] [CrossRef]
- Chang, C.; Du, X.; Huang, J. Producing nanograined microstructure in Mg–Al–Zn alloy by two-step friction stir processing. Scr. Mater. 2008, 59, 356–359. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Liu, X.; Wen, Q.; Su, Y.; Shen, J.; Fu, B. Tailoring grain refinement through thickness in magnesium alloy via stationary shoulder friction stir processing and copper backing plate. Mater. Sci. Eng. A 2020, 784, 139322. [Google Scholar] [CrossRef]
- Yuan, W.; Mishra, R.-S.; Carlson, B.; Mishra, R.-K.; Verma, R.; Kubic, R. Effect of texture on the mechanical behavior of ultrafine grained magnesium alloy. Scr. Mater. 2011, 64, 580–583. [Google Scholar] [CrossRef]
- Xu, N.; Song, Q.; Bao, Y.; Fujii, H. Investigation on microstructure and mechanical properties of cold source assistant friction stir processed AZ31B magnesium alloy. Mater. Sci. Eng. A 2019, 761, 138027. [Google Scholar] [CrossRef]
- Fatemi, S.-M.; Zarei-Hanzaki, A. Microband/twin recrystallization during back extrusion of AZ31 magnesium. Mater. Sci. Eng. A 2017, 708, 230–236. [Google Scholar] [CrossRef]
- Valiev, R.-Z.; Langdon, T.-G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Chai, F.; Zhang, D.; Li, Y.; Zhang, W. High strain rate superplasticity of a fine-grained AZ91 magnesium alloy prepared by submerged friction stir processing. Mater. Sci. Eng. A 2013, 568, 40–48. [Google Scholar] [CrossRef]
- Pradeep, S.; Pancholi, V. Superplastic Forming of Multipass Friction Stir Processed Aluminum-Magnesium Alloy. Metall. Mater. Trans. A 2014, 45, 6207–6216. [Google Scholar] [CrossRef]
- Cao, G.; Zhang, D.; Chai, F.; Zhang, W.; Qiu, C. Superplastic behavior and microstructure evolution of a fine-grained Mg–Y–Nd alloy processed by submerged friction stir processing. Mater. Sci. Eng. A 2015, 642, 157–166. [Google Scholar] [CrossRef]
- Yang, Q.; Xiao, B.-L.; Ma, Z.-Y.; Chen, R.-S. Achieving high strain rate superplasticity in Mg–Zn–Y–Zr alloy produced by friction stir processing. Scr. Mater. 2011, 65, 335–338. [Google Scholar] [CrossRef]
- LIU, F.; Yan, J.I.; Bai, Y. Influence of multipass high rotating speed friction stir processing on microstructure evolution, corrosion behavior and mechanical properties of stirred zone on AZ31 alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 3263–3273. [Google Scholar] [CrossRef]
- Jain, V.; Mishra, R.-S.; Verma, R.; Essadiqi, E. Superplasticity and microstructural stability in a Mg alloy processed by hot rolling and friction stir processing. Scr. Mater. 2013, 68, 447–450. [Google Scholar] [CrossRef]
- Mohan, A.; Yuan, W.; Mishra, R.-S. High strain rate superplasticity in friction stir processed ultrafine grained Mg–Al–Zn alloys. Mater. Sci. Eng. A 2013, 562, 69–76. [Google Scholar] [CrossRef]
- Raja, A.; Biswas, P.; Pancholi, V. Effect of layered microstructure on the superplasticity of friction stir processed AZ91 magnesium alloy. Mater. Sci. Eng. A 2018, 725, 492–502. [Google Scholar] [CrossRef]
- Tucci, F.; Carlone, P.; Silvestri, A.-T.; Parmar, H.; Astarita, A. Dissimilar friction stir lap welding of AA2198-AA6082: Process analysis and joint characterization. CIRP J. Manuf. Sci. Technol. 2021, 35, 753–764. [Google Scholar] [CrossRef]
- Astarita, A.; Tucci, F.; Silvestri, A.-T.; Perrella, M.; Boccarusso, L.; Carlone, P. Dissimilar friction stir lap welding of AA2198 and AA7075 sheets: Forces, microstructure and mechanical properties. Int. J. Adv. Manuf. Technol. 2021, 117, 1045–1059. [Google Scholar] [CrossRef]
- Carlone, P.; Astarita, A.; Rubino, F.; Pasquino, N. Microstructural Aspects in FSW and TIG Welding of Cast ZE41A Magnesium Alloy. Metall. Mater. Trans. B 2016, 47, 1340–1346. [Google Scholar] [CrossRef]
- Paulo, R.M.F.; Rubino, F.; Valente, R.A.F.; Teixeira-Dias, F.; Carlone, P. Modelling of friction stir welding and its influence on the structural behaviour of aluminium stiffened panels. Thin-Walled Struct. 2020, 157, 107128. [Google Scholar] [CrossRef]
- Derazkola, H.-A.; Elyasi, M. The influence of process parameters in friction stir welding of Al-Mg alloy and polycarbonate. J. Manuf. Process. 2018, 35, 88–98. [Google Scholar] [CrossRef]
- Venkateswarlu, G.; Davidson, M.-J.; Tagore, G.R.N. Modelling studies of sheet metal formability of friction stir processed Mg AZ31B alloy under stretch forming. Mater. Des. 2012, 40, 1–6. [Google Scholar] [CrossRef]
- Venkateswarlu, G.; Singh, A.-K.; Davidson, J.; Tagore, G.-R. Effect of microstructure and texture on forming limits in friction stir processed AZ31B Mg alloy. J. Mater. Res. Technol. 2013, 2, 135–140. [Google Scholar] [CrossRef][Green Version]
- Liu, C.; Chen, D.-L.; Bhole, S.; Cao, X.; Jahazi, M. Polishing-assisted galvanic corrosion in the dissimilar friction stir welded joint of AZ31 magnesium alloy to 2024 aluminum alloy. Mater. Charact. 2009, 60, 370–376. [Google Scholar] [CrossRef]
- Razal Rose, A.; Manisekar, K.; Balasubramanian, V. Effect of axial force on microstructure and tensile properties of friction stir welded AZ61A magnesium alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 974–984. [Google Scholar] [CrossRef]
- Yang, Q.; Xiao, B.-L.; Wang, D.; Zheng, M.-Y.; Wu, K.; Ma, Z.-Y. Formation of long-period stacking ordered phase only within grains in Mg–Gd–Y–Zn–Zr casting by friction stir processing. J. Alloys Compd. 2013, 581, 585–589. [Google Scholar] [CrossRef]
- Wang, C.; Sun, M.; Zheng, F.; Peng, L.; Ding, W. Improvement in grain refinement efficiency of Mg–Zr master alloy for magnesium alloy by friction stir processing. J. Magnes. Alloys 2014, 2, 239–244. [Google Scholar] [CrossRef]
- Ratna Sunil, B.; Pradeep Kumar Reddy, G.; Mounika, A.S.N.; Navya Sree, P.; Rama Pinneswari, P.; Ambica, I.; Ajay Babu, R.; Amarnadh, P. Joining of AZ31 and AZ91 Mg alloys by friction stir welding. J. Magnes. Alloys 2015, 3, 330–334. [Google Scholar] [CrossRef]
- Cao, G.; Zhang, D.; Zhang, W.; Qiu, C. Microstructure evolution and mechanical properties of Mg–Nd–Y alloy in different friction stir processing conditions. J. Alloys Compd. 2015, 636, 12–19. [Google Scholar] [CrossRef]
- Shi, H.; Chen, K.; Liang, Z.; Dong, F.; Yu, T.; Dong, X.; Zhang, L.; Shan, A. Intermetallic Compounds in the Banded Structure and Their Effect on Mechanical Properties of Al/Mg Dissimilar Friction Stir Welding Joints. J. Mater. Sci. Technol. 2017, 33, 359–366. [Google Scholar] [CrossRef]
- Wang, W.; Deng, D.; Mao, Z.; Tong, Y.; Ran, Y. Influence of tool rotation rates on temperature profiles and mechanical properties of friction stir welded AZ31 magnesium alloy. Int. J. Adv. Manuf. Technol. 2017, 88, 2191–2200. [Google Scholar] [CrossRef]
- Li, P.; You, G.; Wen, H.; Guo, W.; Tong, X.; Li, S. Friction stir welding between the high-pressure die casting of AZ91 magnesium alloy and A383 aluminum alloy. J. Mater. Process. Technol. 2019, 264, 55–63. [Google Scholar] [CrossRef]
- Shang, Q.; Ni, D.-R.; Xue, P.; Xiao, B.-L.; Wang, K.-S.; Ma, Z.-Y. An approach to enhancement of Mg alloy joint performance by additional pass of friction stir processing. J. Mater. Process. Technol. 2019, 264, 336–345. [Google Scholar] [CrossRef]
- Xu, N.; Zhang, W.; Cai, S.; Zhuo, Y.; Song, Q.; Bao, Y. Microstructure and tensile properties of rapid-cooling friction-stir-welded AZ31B Mg alloy along thickness direction. Trans. Nonferrous Met. Soc. China 2020, 30, 3254–3262. [Google Scholar] [CrossRef]
- Chen, X.; Dai, Q.; Li, X.; Lu, Y.; Zhang, Y. Microstructure and tensile properties of friction stir processed Mg–Sn–Zn alloy. Materials 2018, 11, 645. [Google Scholar] [CrossRef] [PubMed]
- Luo, X.; Cao, G.; Zhang, W.; Qiu, C.; Zhang, D. Ductility improvement of an AZ61 magnesium alloy through two-pass submerged friction stir processing. Materials 2017, 10, 253. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Meng, X.; Li, Y.; Wan, L.; Huang, Y. Friction stir extrusion for fabricating Mg-RE alloys with high strength and ductility. Mater. Lett. 2021, 289, 129414. [Google Scholar] [CrossRef]
- Zhao, Y.; Luo, Y.; Zhang, Z.; Zhang, H.; Guo, X.; Wang, S.; Cui, H.; Zhang, Y. Fractal dimension characterization of joint surface morphology on dissimilar friction stir lap welding of Al/Mg. Materials 2019, 12, 3941. [Google Scholar] [CrossRef]
- Zhang, Y.-N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Mishra, R.-S.; Ma, Z.-Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Woo, W.; Feng, Z.; Clausen, B.; David, S.-A. In situ neutron diffraction analyses of temperature and stresses during friction stir processing of Mg-3Al-1Zn magnesium alloy. Mater. Lett. 2017, 196, 284–287. [Google Scholar] [CrossRef]
- Gan, Y.-X.; Solomon, D.; Reinbolt, M. Friction Stir Processing of Particle Reinforced Composite Materials. Materials 2010, 3, 329–350. [Google Scholar] [CrossRef]
- Arora, H.-S.; Singh, H.; Dhindaw, B.-K. Wear behaviour of a Mg alloy subjected to friction stir processing. Wear 2013, 303, 65–77. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Kumar, B.V.M. Surface composites by friction stir processing: A review. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- Raja, S.; Muhamad, M.-R.; Jamaludin, M.-F.; Yusof, F. A review on nanomaterials reinforcement in friction stir welding. J. Mater. Res. Technol. 2020, 9, 16459–16487. [Google Scholar] [CrossRef]
- Yang, X.; Zhai, X.; Dong, P.; Yan, Z.; Cheng, B.; Zhang, H.; Wang, W. Interface characteristics of high-entropy alloy/Al-Mg composites by underwater friction stir processing. Mater. Lett. 2020, 275, 128200. [Google Scholar] [CrossRef]
- Vahedi, F.; Zarei-Hanzaki, A.; Salandari-Rabori, A.; Abedi, H.-R.; Razaghian, A.; Minarik, P. Microstructural evolution and mechanical properties of thermomechanically processed AZ31 magnesium alloy reinforced by micro-graphite and nano-graphene particles. J. Alloys Compd. 2020, 815, 152231. [Google Scholar] [CrossRef]
- MD, F.-K.; Karthik, G.-M.; Panigrahi, S.-K.; Janaki Ram, G.-D. Friction stir processing of QE22 magnesium alloy to achieve ultrafine-grained microstructure with enhanced room temperature ductility and texture weakening. Mater. Charact. 2019, 147, 365–378. [Google Scholar] [CrossRef]
- Eivani, A.-R.; Tabatabaei, F.; Khavandi, A.-R.; Tajabadi, M.; Mehdizade, M.; Jafarian, H.-R.; Zhou, J. The effect of addition of hardystonite on the strength, ductility and corrosion resistance of WE43 magnesium alloy. J. Mater. Res. Technol. 2021, 13, 1855–1865. [Google Scholar] [CrossRef]
- Qin, D.; Shen, H.; Shen, Z.; Chen, H.; Fu, L. Manufacture of biodegradable magnesium alloy by high speed friction stir processing. J. Manuf. Process. 2018, 36, 22–32. [Google Scholar] [CrossRef]
- Eivani, A.-R.; Mehdizade, M.; Chabok, S.; Zhou, J. Applying multi-pass friction stir processing to refine the microstructure and enhance the strength, ductility and corrosion resistance of WE43 magnesium alloy. J. Mater. Res. Technol. 2021, 12, 1946–1957. [Google Scholar] [CrossRef]
- Dinaharan, I.; Zhang, S.; Chen, G.; Shi, Q. Assessment of Ti-6Al-4V particles as a reinforcement for AZ31 magnesium alloy-based composites to boost ductility incorporated through friction stir processing. J. Magnes. Alloys 2021. [Google Scholar] [CrossRef]
- Wu, D.; Shen, J.; Lv, L.; Wen, L.; Xie, X. Effects of nano-SiC particles on the FSSW welded AZ31 magnesium alloy joints. Mater. Sci. Technol. 2017, 33, 998–1003. [Google Scholar] [CrossRef]
- Gao, J.; Li, C.; Shilpakar, U.; Shen, Y. Improvements of mechanical properties in dissimilar joints of HDPE and ABS via carbon nanotubes during friction stir welding process. Mater. Des. 2015, 86, 289–296. [Google Scholar] [CrossRef]
- Karakizis, P.-N.; Pantelis, D.-I.; Fourlaris, G.; Tsakiridis, P. The role of SiC and TiC nanoparticle reinforcement on AA5083-H111 friction stir welds studied by electron microscopy and mechanical testing. Int. J. Adv. Manuf. Technol. 2018, 94, 4159–4176. [Google Scholar] [CrossRef]
- Mirjavadi, S.-S.; Alipour, M.; Emamian, S.; Kord, S.; Hamouda, A.M.S.; Koppad, P.-G.; Keshavamurthy, R. Influence of TiO2 nanoparticles incorporation to friction stir welded 5083 aluminum alloy on the microstructure, mechanical properties and wear resistance. J. Alloys Compd. 2017, 712, 795–803. [Google Scholar] [CrossRef]
- Abdollahzadeh, A.; Shokuhfar, A.; Cabrera, J.-M.; Zhilyaev, A.-P.; Omidvar, H. In-situ nanocomposite in friction stir welding of 6061-T6 aluminum alloy to AZ31 magnesium alloy. J. Mater. Process. Technol. 2019, 263, 296–307. [Google Scholar] [CrossRef]
- Bagheri, B.; Abbasi, M.; Abdollahzadeh, A.; Mirsalehi, S.E. Effect of second-phase particle size and presence of vibration on AZ91/SiC surface composite layer produced by FSP. Trans. Nonferrous Met. Soc. China 2020, 30, 905–916. [Google Scholar] [CrossRef]
- Faraji, G.; Asadi, P. Characterization of AZ91/alumina nanocomposite produced by FSP. Mater. Sci. Eng. A 2011, 528, 2431–2440. [Google Scholar] [CrossRef]
- Dadashpour, M.; Mostafapour, A.; Yeşildal, R.; Rouhi, S. Effect of process parameter on mechanical properties and fracture behavior of AZ91C/SiO2 composite fabricated by FSP. Mater. Sci. Eng. A 2016, 655, 379–387. [Google Scholar] [CrossRef]
- Kiran, G.-S.; Krishna, K.-H.; Sameer, S.; Bhargavi, M.; Kumar, B.-S.; Rao, G.-M.; Naidubabu, Y.; Dumpala, R.; Sunil, B.-R. Machining characteristics of fine grained AZ91 Mg alloy processed by friction stir processing. Trans. Nonferrous Met. Soc. China 2017, 27, 804–811. [Google Scholar] [CrossRef]
- Xu, N.; Bao, Y.; Shen, J. Enhanced strength and ductility of high pressure die casting AZ91D Mg alloy by using cold source assistant friction stir processing. Mater. Lett. 2017, 190, 24–27. [Google Scholar] [CrossRef]
- Wang, Y.-N.; Chang, C.-I.; Lee, C.-J.; Lin, H.-K.; Huang, J.-C. Texture and weak grain size dependence in friction stir processed Mg–Al–Zn alloy. Scr. Mater. 2006, 55, 637–640. [Google Scholar] [CrossRef]
- Singh, U.-K.; Dubey, A.-K. Study of Weld Characteristics in Friction Stir Welding of Dissimilar Mg-Al-Zn Magnesium Alloys under Varying Welding Conditions. J. Mater. Eng. Perform. 2021, 30, 7690–7703. [Google Scholar] [CrossRef]
- Ugender, S.; Kumar, A.; Reddy, A.-S. Microstructure and Mechanical Properties of AZ31B Magnesium Alloy by Friction Stir Welding. Procedia Mater. Sci. 2014, 6, 1600–1609. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of welding speed on the quality of friction stir welded butt joints of a magnesium alloy. Mater. Des. 2009, 30, 2033–2042. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, Y.; Cong, M. Effect of friction stir processing on microstructure and tensile properties of as-cast Mg–8Li–3Al–2Sn (wt.%) alloy. Vacuum 2020, 175, 109292. [Google Scholar] [CrossRef]
- Venkateswarlu, G.; Devaraju, D.; Davidson, M.-J.; Kotiveerachari, B.; Tagore, G.R.N. Effect of overlapping ratio on mechanical properties and formability of friction stir processed Mg AZ31B alloy. Mater. Des. 2013, 45, 480–486. [Google Scholar] [CrossRef]
- Badkoobeh, F.; Nouri, A.; Hassannejad, H.; Mostaan, H. Microstructure and mechanical properties of resistance spot welded dual-phase steels with various silicon contents. Mater. Sci. Eng. A 2020, 790, 139703. [Google Scholar] [CrossRef]
- Zheng, Y.; Pan, X.; Ma, Y.; Liu, S.; Zang, L.; Chen, Y. Microstructure and corrosion behavior of friction stir-welded 6061 Al/AZ31 Mg joints with a Zr interlayer. Materials 2019, 12, 1115. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.-F.; Li, W.-Y.; Shen, J.; Hu, S.-Y.; dos Santos, J.F. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al–Li alloy. Mater. Des. 2015, 86, 933–940. [Google Scholar] [CrossRef]
- Darras, B.; Kishta, E. Submerged friction stir processing of AZ31 Magnesium alloy. Mater. Des. 2013, 47, 133–137. [Google Scholar] [CrossRef]
- Luo, X.-C.; Zhang, D.-T.; Cao, G.-H.; Qiu, C.; Chen, D.-L. High-temperature tensile behavior of AZ61 magnesium plate prepared by multi-pass friction stir processing. Mater. Sci. Eng. A 2019, 759, 234–240. [Google Scholar] [CrossRef]
- Liu, Q.; Ma, Q.; Chen, G.; Cao, X.; Zhang, S.; Pan, J.; Zhang, G.; Shi, Q. Enhanced corrosion resistance of AZ91 magnesium alloy through refinement and homogenization of surface microstructure by friction stir processing. Corros. Sci. 2018, 138, 284–296. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Ghasemi Yazdabadi, H.; Kokabi, A.-H.; Simchi, A. Friction stir welding of a P/M Al–Al2O3 nanocomposite: Microstructure and mechanical properties. Mater. Sci. Eng. A 2013, 585, 222–232. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.-H.; Gerlich, A.-P.; Nosko, M.; Švec, P. Influence of hard inclusions on microstructural characteristics and textural components during dissimilar friction-stir welding of an PM Al–Al2O3–SiC hybrid nanocomposite with AA1050 alloy. Sci. Technol. Weld. Join. 2017, 22, 412–427. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.-H.; Gerlich, A.-P.; Nosko, M. Effects of stored strain energy on restoration mechanisms and texture components in an aluminum–magnesium alloy prepared by friction stir processing. Mater. Sci. Eng. A 2015, 642, 204–214. [Google Scholar] [CrossRef]
- Nadammal, N.; Kailas, S.V.; Szpunar, J.; Suwas, S. Development of microstructure and texture during single and multiple pass friction stir processing of a strain hardenable aluminium alloy. Mater. Charact. 2018, 140, 134–146. [Google Scholar] [CrossRef]
- Yousefpour, F.; Jamaati, R.; Aval, H.-J. Effect of traverse and rotational speeds on microstructure, texture, and mechanical properties of friction stir processed AZ91 alloy. Mater. Charact. 2021, 178, 111235. [Google Scholar] [CrossRef]
- Zhang, D.; Wang, S.; Qiu, C.; Zhang, W. Superplastic tensile behavior of a fine-grained AZ91 magnesium alloy prepared by friction stir processing. Mater. Sci. Eng. A 2012, 556, 100–106. [Google Scholar] [CrossRef]
- Luo, X.-C.; Zhang, D.-T.; Zhang, W.-W.; Qiu, C.; Chen, D.-L. Tensile properties of AZ61 magnesium alloy produced by multi-pass friction stir processing: Effect of sample orientation. Mater. Sci. Eng. A 2018, 725, 398–405. [Google Scholar] [CrossRef]
- Vargas, M.; Lathabai, S.; Uggowitzer, P.-J.; Qi, Y.; Orlov, D.; Estrin, Y. Microstructure, crystallographic texture and mechanical behaviour of friction stir processed Mg-Zn-Ca-Zr alloy ZKX50. Mater. Sci. Eng. A 2017, 685, 253–264. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Brown, D.-W.; Liaw, P.-K.; Feng, Z. Texture variation and its influence on the tensile behavior of a friction-stir processed magnesium alloy. Scr. Mater. 2006, 54, 1859–1864. [Google Scholar] [CrossRef]
- Rokkala, U.; Bontha, S.; Ramesh, M.-R.; Balla, V.-K.; Srinivasan, A.; Kailas, S.V. Tailoring surface characteristics of bioabsorbable Mg-Zn-Dy alloy using friction stir processing for improved wettability and degradation behavior. J. Mater. Res. Technol. 2021, 12, 1530–1542. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, Y.; Meng, X.; Wan, L.; Feng, J. Microstructural evolution and mechanical properties of Mg Zn Y Zr alloy during friction stir processing. J. Alloys Compd. 2017, 696, 875–883. [Google Scholar] [CrossRef]
- Jin, Y.; Wang, K.; Wang, W.; Peng, P.; Zhou, S.; Huang, L.; Yang, T.; Qiao, K.; Zhang, B.; Cai, J.; et al. Microstructure and mechanical properties of AE42 rare earth-containing magnesium alloy prepared by friction stir processing. Mater. Charact. 2019, 150, 52–61. [Google Scholar] [CrossRef]
- Arora, H.-S.; Singh, H.; Dhindaw, B.-K. Parametric Study of Friction Stir Processing of Magnesium-Based AE42 Alloy. J. Mater. Eng. Perform. 2012, 21, 2328–2339. [Google Scholar] [CrossRef]
- Dobriyal, R.-P.; Dhindaw, B.-K.; Muthukumaran, S.; Mukherjee, S.-K. Microstructure and properties of friction stir butt-welded AE42 magnesium alloy. Mater. Sci. Eng. A 2008, 477, 243–249. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Peng, P.; Guo, H.; Huang, L.; Qiao, K.; Hai, M.; Yang, Q.; Wang, H.; Wang, K.; et al. Superplastic deformation behavior of fine-grained AZ80 magnesium alloy prepared by friction stir processing. J. Mater. Res. Technol. 2020, 9, 5252–5263. [Google Scholar] [CrossRef]
- Commin, L.; Dumont, M.; Rotinat, R.; Pierron, F.; Masse, J.-E.; Barrallier, L. Influence of the microstructural changes and induced residual stresses on tensile properties of wrought magnesium alloy friction stir welds. Mater. Sci. Eng. A 2012, 551, 288–292. [Google Scholar] [CrossRef]
- Han, J.; Chen, J.; Peng, L.; Tan, S.; Wu, Y.; Zheng, F.; Yi, H. Microstructure, texture and mechanical properties of friction stir processed Mg-14Gd alloys. Mater. Des. 2017, 130, 90–102. [Google Scholar] [CrossRef]
- Xin, R.; Zheng, X.; Liu, Z.; Liu, D.; Qiu, R.; Li, Z.; Liu, Q. Microstructure and texture evolution of an Mg–Gd–Y–Nd–Zr alloy during friction stir processing. J. Alloys Compd. 2016, 659, 51–59. [Google Scholar] [CrossRef]
- Luo, X.; Liu, H.; Kang, L.; Lin, J.; Liu, Y.; Zhang, D.; Li, D.; Chen, D. Stretch formability of an AZ61 alloy plate prepared by multi-pass friction stir processing. Materials 2021, 14, 3168. [Google Scholar] [CrossRef]
- Badkoobeh, F.; Nouri, A.; Hassannejad, H. The bake hardening mechanism of dual-phase silicon steels under high pre-strain. Mater. Sci. Eng. A 2020, 770, 138544. [Google Scholar] [CrossRef]
- Singarapu, U.; Adepu, K.; Arumalle, S.-R. Influence of tool material and rotational speed on mechanical properties of friction stir welded AZ31B magnesium alloy. J. Magnes. Alloys 2015, 3, 335–344. [Google Scholar] [CrossRef]
- Kouadri-Henni, A.; Barrallier, L. Mechanical Properties, Microstructure and Crystallographic Texture of Magnesium AZ91-D Alloy Welded by Friction Stir Welding (FSW). Metall. Mater. Trans. A 2014, 45, 4983–4996. [Google Scholar] [CrossRef]
- Du, X.; Wu, B. Using friction stir processing to produce ultrafine-grained microstructure in AZ61 magnesium alloy. Trans. Nonferrous Met. Soc. China 2008, 18, 562–565. [Google Scholar] [CrossRef]
- Nasiri, Z.; Sarkari Khorrami, M.; Mirzadeh, H.; Emamy, M. Enhanced mechanical properties of as-cast Mg-Al-Ca magnesium alloys by friction stir processing. Mater. Lett. 2021, 296, 129880. [Google Scholar] [CrossRef]
- Kondaiah, V.-V.; Pavanteja, P.; Afzal Khan, P.; Anannd Kumar, S.; Dumpala, R.; Ratna Sunil, B. Microstructure, hardness and wear behavior of AZ31 Mg alloy—Fly ash composites produced by friction stir processing. Mater. Today Proc. 2017, 4, 6671–6677. [Google Scholar] [CrossRef]
- Xu, Y.; Ke, L.; Mao, Y.; Liu, Q.; Xie, J.; Zeng, H. Formation investigation of intermetallic compounds of thick plate Al/Mg alloys joint by friction stir welding. Materials 2019, 12, 2661. [Google Scholar] [CrossRef]
- Kaliappan, J.; Srinivasan, K.; Hu, Y.-C.; Padmanaban, S. Realizing a novel friction stir processing-enabled FWTPET process for strength enhancement using firefly and PSO methods. Materials 2020, 13, 728. [Google Scholar] [CrossRef]
- Chitturi, V.; Pedapati, S.-R.; Awang, M. Effect of tilt angle and pin depth on dissimilar friction stir lap welded joints of aluminum and steel alloys. Materials 2019, 12, 3901. [Google Scholar] [CrossRef]
- Khan, N.-Z.; Bajaj, D.; Siddiquee, A.-N.; Khan, Z.-A.; Abidi, M.-H.; Umer, U.; Alkhalefah, H. Investigation on effect of strain rate and heat generation on traverse force in FSW of dissimilar aerospace grade aluminium alloys. Materials 2019, 12, 1641. [Google Scholar] [CrossRef] [PubMed]
- Naalchian, M.; Kasiri-Asgarani, M.; Shamanian, M.; Bakhtiari, R.; Bakhsheshi-Rad, H.R.; Berto, F.; Das, O. Phase Formation during heating of amorphous nickel-based BNi-3 for joining of dissimilar cobalt-based superalloys. Materials 2021, 14, 4600. [Google Scholar] [CrossRef] [PubMed]
- Merah, N.; Abdul Azeem, M.; Abubaker, H.-M.; Al-Badour, F.; Albinmousa, J.; Sorour, A.-A. Friction Stir processing influence on microstructure, mechanical, and corrosion behavior of steels: A review. Materials 2021, 14, 5023. [Google Scholar] [CrossRef]
- Andrade, D.-G.; Sabari, S.; Leitão, C.; Rodrigues, D.-M. Shoulder related temperature thresholds in FSSW of aluminium alloys. Materials 2021, 14, 4375. [Google Scholar] [CrossRef] [PubMed]
- Malopheyev, S.; Vysotskiy, I.; Zhemchuzhnikova, D.; Mironov, S.; Kaibyshev, R. On the fatigue performance of friction-stir welded aluminum alloys. Materials 2020, 13, 4246. [Google Scholar] [CrossRef] [PubMed]
- Ma, Q.; Shao, F.; Bai, L.; Xu, Q.; Xie, X.; Shen, M. Corrosion fatigue fracture characteristics of FSW 7075 aluminum alloy joints. Materials 2020, 13, 4196. [Google Scholar] [CrossRef]
- Lacki, P.; Więckowski, W.; Luty, G.; Wieczorek, P.; Motyka, M. Evaluation of usefulness of AlCrN coatings for increased life of tools used in friction stir welding (FSW) of sheet aluminum alloy. Materials 2020, 13, 4124. [Google Scholar] [CrossRef]
- Manuel, N.; Galvão, I.; Leal, R.-M.; Costa, J.-D.; Loureiro, A. Nugget formation and mechanical behaviour of friction stir welds of three dissimilar aluminum alloys. Materials 2020, 13, 2664. [Google Scholar] [CrossRef] [PubMed]
- Kolnes, M.; Kübarsepp, J.; Sergejev, F.; Kolnes, M.; Tarraste, M.; Viljus, M. Performance of ceramic-metal composites as potential tool materials for friction stir welding of aluminium, copper and stainless steel. Materials 2020, 13, 1994. [Google Scholar] [CrossRef]
- Abazari, S.; Shamsipur, A.; Bakhsheshi-Rad, H.R.; Ismail, A.F.; Sharif, S.; Razzaghi, M.; Ramakrishna, S.; Berto, F. Carbon nanotubes (CNTs)-reinforced magnesium-based matrix composites: A comprehensive review. Materials 2020, 13, 4421. [Google Scholar] [CrossRef]
- Abazari, S.; Shamsipur, A.; Bakhsheshi-Rad, H.R.; Ramakrishna, S.; Berto, F. Graphene family nanomaterial reinforced magnesium-based matrix composites for biomedical application: A comprehensive review. Metals 2020, 10, 1002. [Google Scholar] [CrossRef]
- Gogheri, M.S.; Kasiri-Asgarani, M.; Bakhsheshi-Rad, H.R.; Ghayour, H.; Rafiei, M. In vitro corrosion behavior and cytotoxicity of polycaprolactone–akermanite-coated friction-welded commercially pure Ti/AZ31 for orthopedic applications. J. Mater. Eng. Perform. 2020, 29, 6053–6065. [Google Scholar] [CrossRef]
- Gogheri, M.S.; Kasiri-Asgarani, M.; Bakhsheshi-Rad, H.R.; Ghayour, H.; Rafiei, M. Mechanical properties, corrosion behavior and biocompatibility of orthopedic pure titanium− magnesium alloy screw prepared by friction welding. Trans. Nonferrous Met. Soc. China 2020, 30, 2952–2966. [Google Scholar] [CrossRef]
- Chai, F.; Zhang, D.; Li, Y. Effect of thermal history on microstructures and mechanical properties of AZ31 magnesium alloy prepared by friction stir processing. Materials 2014, 7, 1573–1589. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Processing | Conclusions/Remarks | Reference |
|---|---|---|---|
| AA6061 and NZ30K | FSW | The interface of the intermetallic compound layer of Mg and Al alloys as a failure location | [8] |
| Mg-6Zn-1Y-0.5Zr (wt%) | FSP | Enhancement of strength and ductility due to significant grain refinement, distribution of small second phase particles, and texture softening | [18] |
| GZ142K | FSP | Increment of yield strength by 30% owing to the refinement of grain and LPSO phase as well as formation of fine precipitations around the LPSO phase. Moreover, reduction of elongation by 39% due to development of the heterogeneous microstructure | [22] |
| AZ31B and AA6061 | FSW | Mechanical strength, including tensile strength and hardness, escalated due to the grains refinement effect. In addition, excellent corrosion resistance at high rotation speed and lower welding speed | [34] |
| AZ31 | FSP | Conversion of coarse bimodal microstructure into a fine grain and defect-free microstructure at the rotation speed of 1000 rpm occurred. Furthermore, development of a defect-free, but comparatively coarse bimodal microstructure at rotation speeds higher than 1000 rpm. Moreover, formation of finer grain sizes without the generation of voids or defects caused by increasing translational speed | [35] |
| Mg–7.12Zn–1.2Y–0.84Zr (wt%) | FSP | Obtaining a maximum superplasticity of 1110% at 450 °C and high strain rate of due to the superior thermal stability of grain refinement structure and the great fraction of high angle grain boundaries | [63] |
| AZ31B-H24 and 2024-T3 | FSW | The low microhardness value in the corroded area was due to the creation of the porous magnesium hydroxide film with microcracks. Furthermore, the occurrence of galvanic corrosion was caused by galvanic couples of Al-Mg | [75] |
| AZ61A | FSW | Maximum tensile strength of (83% of the base alloy) of the made welds at the axial force of 5 kN, rotation speed of 1200 rpm, and welding speed of 90 mm/min in comparison with other weld specimens | [76] |
| Mg–9.4Gd–4.1Y–1.2Zn–0.4Zr (wt%) | FSP | Considerable grain refinement and dissolution of large grain boundaries RE and LPSO phases. Furthermore, substantial improvement of mechanical strength is obtained | [77] |
| Mg-30Zr (wt%) | FSP | Fragmentation of a high fraction of coarse Zr particles into smaller particles occurred. Moreover, a noticeable increment of refining efficiency due to a more desirable distribution of Zr particles is obtained. | [78] |
| AZ31 and AZ91 | FSW | Elimination of the hot cracking via the selection of optimum welding parameters is observed | [79] |
| Mg–4Nd–2.5Y (wt%) | FSP | Refinement of -Mg dendrites and fragmentation of coarse Nd phases into small particles occurred. In addition, excellent tensile properties caused by refinement and homogenous microstructure are obtained | [80] |
| Lab-prepared Mg and AA6061-T6 | FSW | Enhancement of the joint strength via tailoring of banded structure | [81] |
| AZ31 | FSW | High mechanical performance of the welds at the average rotation speed of 1200 rpm | [82] |
| AZ91 and A383 | FSW | Defect-free FSW at the rotation speed of 900 rpm and welding speed of 40 mm/min | [83] |
| AZ31 | FSW and FSP | Enhancement of mechanical properties of the weld caused by strengthening influence corresponding to twin lamellae and strain. Moreover, localization weakening during deformation occurred | [84] |
| AZ31B | FSW | Obtainment of ultrafine grains with high dislocation density in the top area of the weld owing to cooling of liquid CO2. Furthermore, the existence of a large number of twins and second-phase particles in these ultrafine grains is observed | [85] |
| Mg–Sn–Zn | FSP | The matrix grains substantially decreased in the SZ of FSPed Mg–6Sn–2Zn alloy by DRX, and the secondary phase was fragmented. The escalation of travel speed has a less significant influence on the texture of various SZ areas. | [86] |
| AZ61 | FSP | Two-pass FSP leads to a considerable enhancement in elongation, while a slighter lessening in strength than that of one-pass FSPed AZ61 alloy which is attributed to the structure refinement, the texture evolution in the stir zone. | [87] |
| Mg-RE alloys | FSP | Occurrence of grain refinement, homogeneous dispersion of second-phases particles, and enhancement of mechanical properties | [88] |
| Alloy | The Mean Grain Size of SZ (Before the Addition of Reinforcement) | Nanomaterial of Reinforcement | The Mean Grain Size of SZ (After the Addition of Reinforcement) | Reference |
|---|---|---|---|---|
| AZ31 | SiC | [104] | ||
| AA6061andAZ31 | SiC | [96,105] | ||
| AA6061 | Graphene | [39] | ||
| AA5083-H111 | TiC | [106] | ||
| AA5083 | [107] |
| Alloy | Nanomaterial of Reinforcement | Conclusions/Remarks | Reference |
|---|---|---|---|
| AZ31B | SiC | Increment of tensile strength and negative effect of excessive agglomeration of nanoparticles on tensile strength | [33] |
| AZ31 and AA6061-T6 | SiC | An increase in tensile strength and elongation so the joint without nanoparticles is obtained. SiC nanoparticles had a great effect on the grain refining of the SZ | [108] |
| AZ91 | SiC | The microstructure was refined and mechanical characteristics, including hardness, ductility, and strength were improved | [109] |
| AZ91 | Al2O3 | The incorporation of Al2O3 particles can considerably improve the wear performance of this based-alloy. In addition, uniform particles distribution leads to refinement of structure and escalation of hardness | [110] |
| AZ91C | SiO2 | Escalating the number of passes could enhance the distribution state of SiO2 reinforcing particles in the SZ, which improved the composite's mechanical strength. | [111] |
| Metallurgical characteristics | Mechanical Properties | Energy | Safety | Environmental | Reference |
|---|---|---|---|---|---|
| Fine and ultra-fine microstructure, Texture modification | High tensile strength and good ductility | Lower required energy for welding and favorite joint efficiency | No fumes and welding arc | Annihilation of grinding wastes and solvents for degreasing | [2,26,27,28,80,113,114] |
| Absence of welding and casting defects | High fracture toughness and energy absorption | Use of smaller thicknesses due to increased strength of welded material | No spatter | Not required to the shielding gas | [2,26,27,28,80,113,114] |
| Excellent distribution of alloying elements and precipitations and their dissolution in the matrix phase | High fatigue strength | Reduction of structure weight due to using smaller thicknesses | No spark | Not required to the surface cleaning | [2,26,27,28,80,113,114] |
| Good microstructural homogenization | High wear resistance | Lower consumption of fuel caused by weight reduction of structure in industries of automobile, aircraft, etc. | No radiation of ultraviolet | More decrease in production of CO2 gas due to lower fuel consumption | [2,26,27,28,80,113,114] |
| Alloy | Method | Tool Material | Tool Shape | Tool Size | Parameters | Conclusions/Remarks | Reference |
|---|---|---|---|---|---|---|---|
| AA6061 and NZ30K | FSW | H13 Tool steel | Cylindrical threaded pin | Shoulder diameter: 15 mm Pin diameter: 4 mm Pin length: 3.8 mm | Rotation speed: 600 to 1500 rpm Welding speed: 60 to 120 mm/min | The highest tensile shear failure load at the rotation speed of 900 rpm and welding speed of 120 mm/min and formation of the intermetallic compound of in stir zone as well as occurrence of failure at the interface of the intermetallic compound layer of Mg and Al alloys | [8] |
| AZ31 and AZ91 | FSW | H13 Tool steel | Flat shoulder with hybrid tool pin (cylindrical; having upper portion with plain profile and lower portion with threaded profile) | Pin diameter: 6 mm Tilt angle: 2.5° | Rotation speed: 700 to 1000 rpm Welding speed: 30 to 50 mm/min Shoulder diameter: 15 to 21 mm | Increment of grain size with an increase in rotation speed and shoulder diameter. Moreover, rotational speed and shoulder diameter have the most significant effect on the surface roughness and tensile strength, and flexural strength | [115] |
| AZ31B | FSW | High-speed steel (HSS) and Stainless steel (SS) | Taper with threaded pin | Shoulder diameter: 18 mm Pin diameter: 6 mm Pin length: 4.8 mm Axial force: 5 kN Tilt angle: 2.5° | Rotation speed: 900 to 1800 rpm Welding Speed: 40 mm/min | Excellent mechanical properties with SS tool at the rotation speed of 1120 rpm | [116] |
| AZ31B | FSW | HSS | Taper Cylindrical pin | Shoulder diameter: 12 mm Pin diameter: 4 mm Pin length: 4.85 mm | Rotation speed: 1800 rpm Welding speed: 50 mm/min Axial Force: 3 to 5 kN | Higher tensile strength at axial force of 5 kN | [41] |
| AZ31B-H24 | FSW | H13 Steel | Scrolled with right hand threaded pin | Shoulder diameter: 9.5 mm Pin diameter: 3.175 mm Pin length: 1.7 mm Tilting angle: 0.5° | Rotation speed: 2000 rpm Welding speed: 5 to 30 mm/s | Increment of yield strength with an increase in welding speed. Increment of tensile strength with an increase in welding speed from 5 to 15 mm/s and remaining constant of tensile strength from 15 to 30 mm/s | [117] |
| Mg-9Li-1Zn | FSP | WC Cemented carbide | - | Shoulder diameter: 15 mm Pin diameter: 6 mm Pin length: 2.8 mm | Rotation speed: 30 rpm Processing speed: 10 mm/min | Getting to superplasticity of 369% and 1104% at the strain rate of and , respectively at 473 K | [25] |
| Mg-9Al-xRE (x: Ce + La with various weight percentages) | FSP | Mo-based alloy | Threaded conical needle pin | Shoulder diameter: 16 mm The bottom diameter of pin: 6 mm Top diameter of pin: 4 mm Pin length: 4.7 mm | Rotation speed: 650 rpm Transverse speed: 25 mm/min | Increment of corrosion resistance in NaCl solution caused by fine and redistributed precipitations in -Mg matrix | [4] |
| ZE41 | FSP | H13 Tool steel | Tapered pin | Shoulder diameter: 15 mm Pin possessing 5 mm to an end diameter of 2 mm Pin length: 3 mm | Rotation speed: 1100 to 1800 rpm Travel speed: 16 to 50 mm/min | Higher level of grain refinement (up to 3 m) and hardness (84.2 HV) at the rotation speed of 1400 rpm and travel speed of 25 mm/min with no imperfections | [36] |
| Mg-8Li-3Al-2Sn | FSP | - | Conical threaded pin | Shoulder diameter: 15 mm Pin diameter: 6.5 and 4.3 mm at the base and the tip, respectively Pin length: 8 mm | Rotation speed: 1000 rpm Travel speed: 60 mm/min | Improvement of yield strength (by 42%), ultimate tensile strength (by 20%), and elongation (by 12%) of processed alloy as compare to unprocessed alloy due to hardening effect of grain refinement of -Mg phase and broken MgSn phase | [118] |
| Mg-2Nd-0.2 Zn | FSP | - | Concave- shaped | Shoulder diameter: 20 mm Pin diameter: 6 mm Pin length: 2.3 mm Plunge depth: 1.5 mm Tool tile: 1.5° | Rotation speed: 400 and 600 rpm Transverse speed: 100 mm/min | Lower corrosion rate at the rotation speed of 400 rpm compared to the rotation speed of 600 rpm in Hank’s solution due to grain refinement, the lower volume fraction of second phases, and the stronger basal texture | [9] |
| Alloy | Mean Grain Size of Base Metal (BM) | Mean Grain Size of Stir Zone (SZ) | References |
|---|---|---|---|
| AZ31 | 100 nm | [17,123] | |
| AZ61 | 100 nm | [43,124] | |
| AZ91 | [67,125] | ||
| AA1050 | [126,127] | ||
| AA5052 | [128] | ||
| AA5086 | [61,129] |
| Alloy | Yield Strength (MPa) | Tensile Strength (MPa) | Hardness (HV) | Elongation (%) | Method | Yield Strength (MPa) | Tensile Strength (MPa) | Hardness (HV) | Elongation (%) | Reference |
|---|---|---|---|---|---|---|---|---|---|---|
| Mg-6Zn | 73 ± 3 | 130 ± 4 | 55 ± 6 | 8.9 ± 1.8 | FSP | 133 ± 2 | 280 ± 2 | 68 ± 4 | 18.6 ± 0.8 | [18] |
| Mg-6Zn-1Y-0.5Zr | 97 ± 2 | 200 ± 6 | 65 ± 3 | 12.5 ± 1.4 | FSP | 170 ± 3 | 310 ± 5 | 80 ± 2 | 27.7 ± 1.2 | [18] |
| AXM541 | 125 ± 9 | 150 ± 13 | 53 | 12 ± 4 | FSP | 322 ± 14 | 361 ± 17 | 74 | 16 ± 3 | [42] |
| Mg-Gd-Y-Zn-Zr | 187 ± 5.2 | 249 ± 5.5 | - | 7.9 ± 0.6 | FSP | 345 ± 5.5 | 380 ± 9.9 | - | 21.5 ± 3.3 | [77] |
| ZKX50 | 110.0 | 236.6 | - | 11.4 | FSP | 146.0 | 247.9 | - | 15.7 | [133] |
| LZ91 | 149 | 206 | - | 18 | FSP | 140 | 305 | - | 28 | [24] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Badkoobeh, F.; Mostaan, H.; Rafiei, M.; Bakhsheshi-Rad, H.R.; Berto, F. Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges. Materials 2021, 14, 6726. https://doi.org/10.3390/ma14216726
Badkoobeh F, Mostaan H, Rafiei M, Bakhsheshi-Rad HR, Berto F. Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges. Materials. 2021; 14(21):6726. https://doi.org/10.3390/ma14216726
Chicago/Turabian StyleBadkoobeh, Farzad, Hossein Mostaan, Mahdi Rafiei, Hamid Reza Bakhsheshi-Rad, and Filippo Berto. 2021. "Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges" Materials 14, no. 21: 6726. https://doi.org/10.3390/ma14216726
APA StyleBadkoobeh, F., Mostaan, H., Rafiei, M., Bakhsheshi-Rad, H. R., & Berto, F. (2021). Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges. Materials, 14(21), 6726. https://doi.org/10.3390/ma14216726