
Compressive and Energy Absorption Properties of Pyramidal Lattice Structures by Various Preparation Methods



Abstract
:1. Introduction
2. Materials and Methods
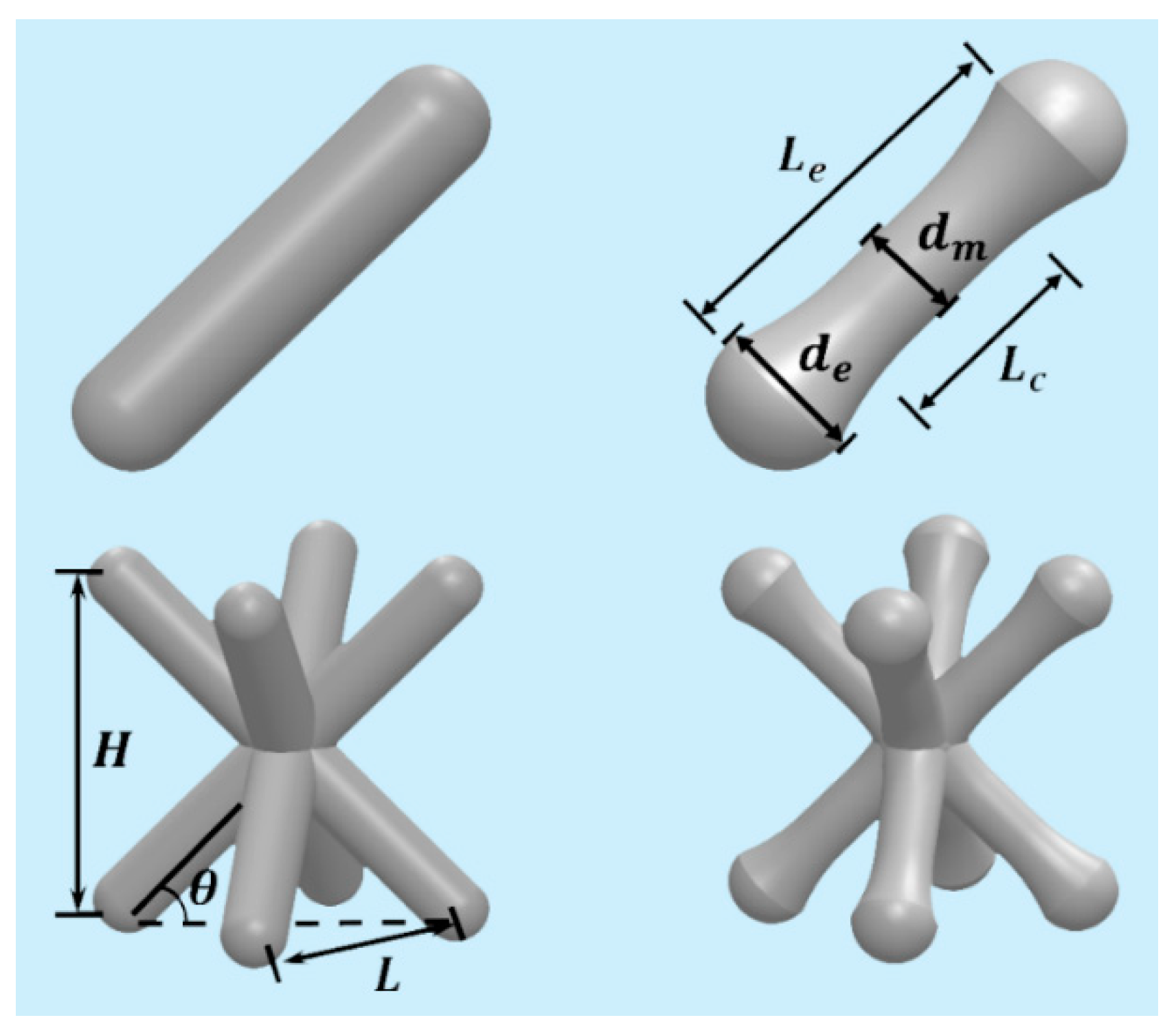
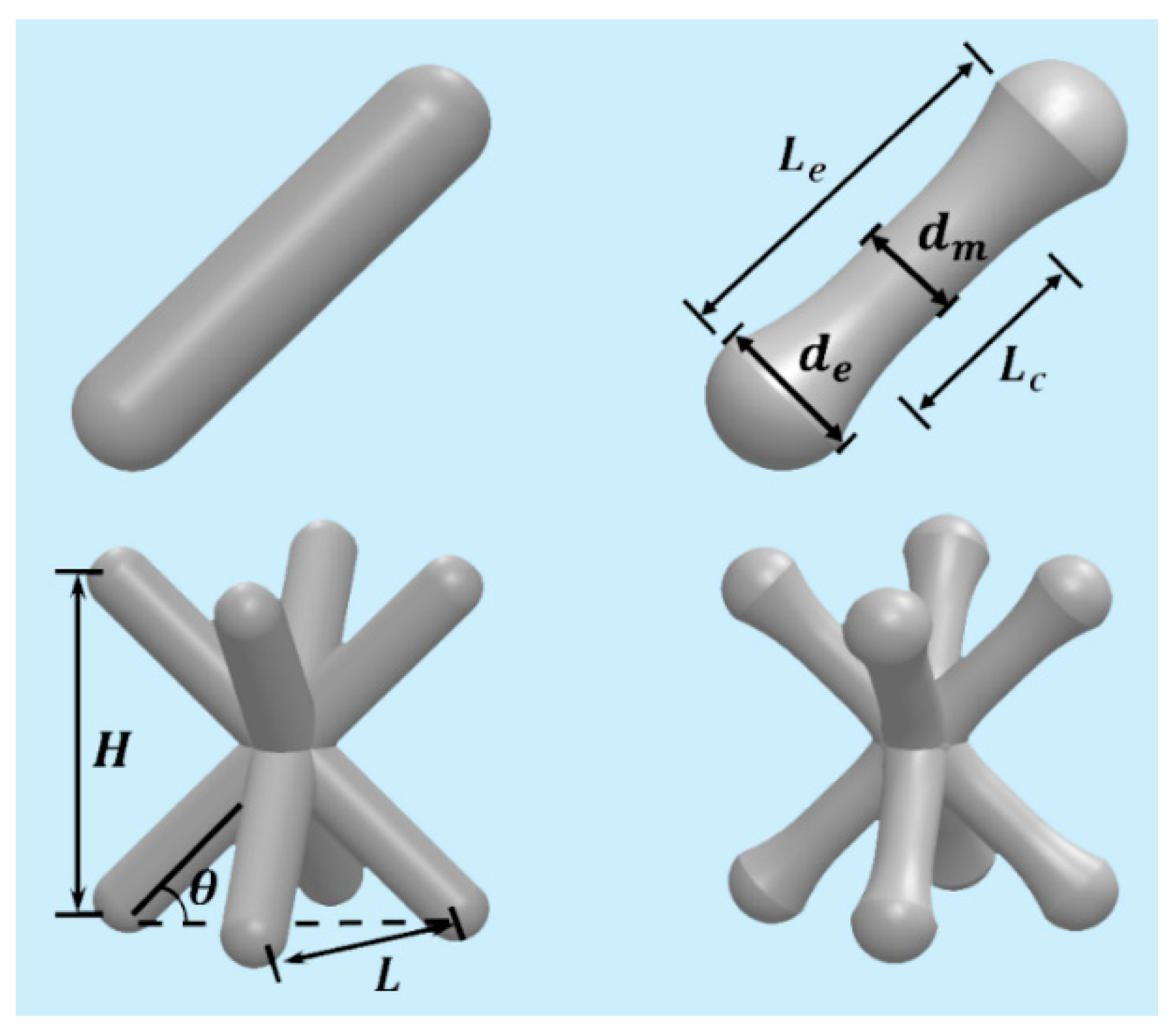
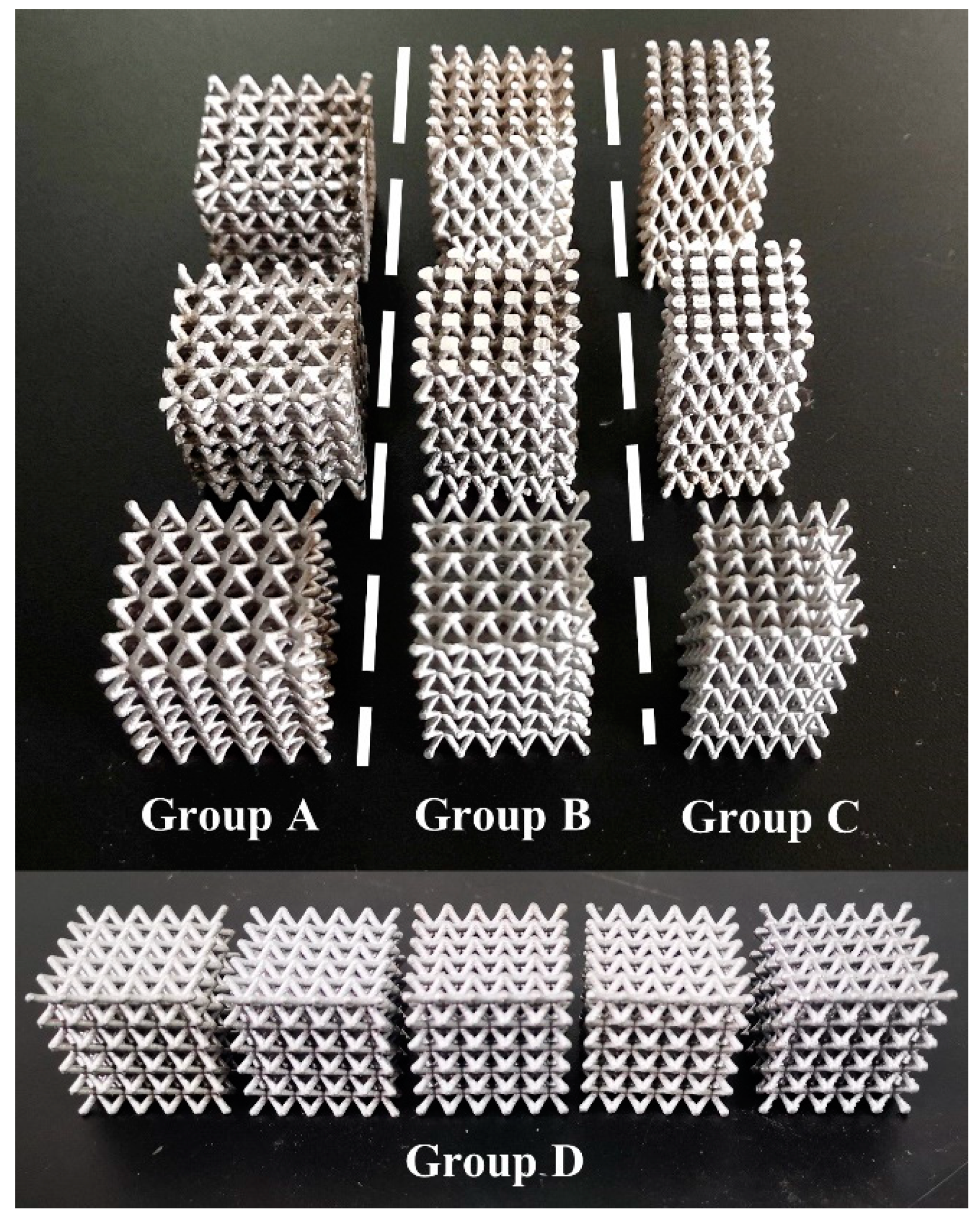
2.1. Preparation of Lattice Structure Samples
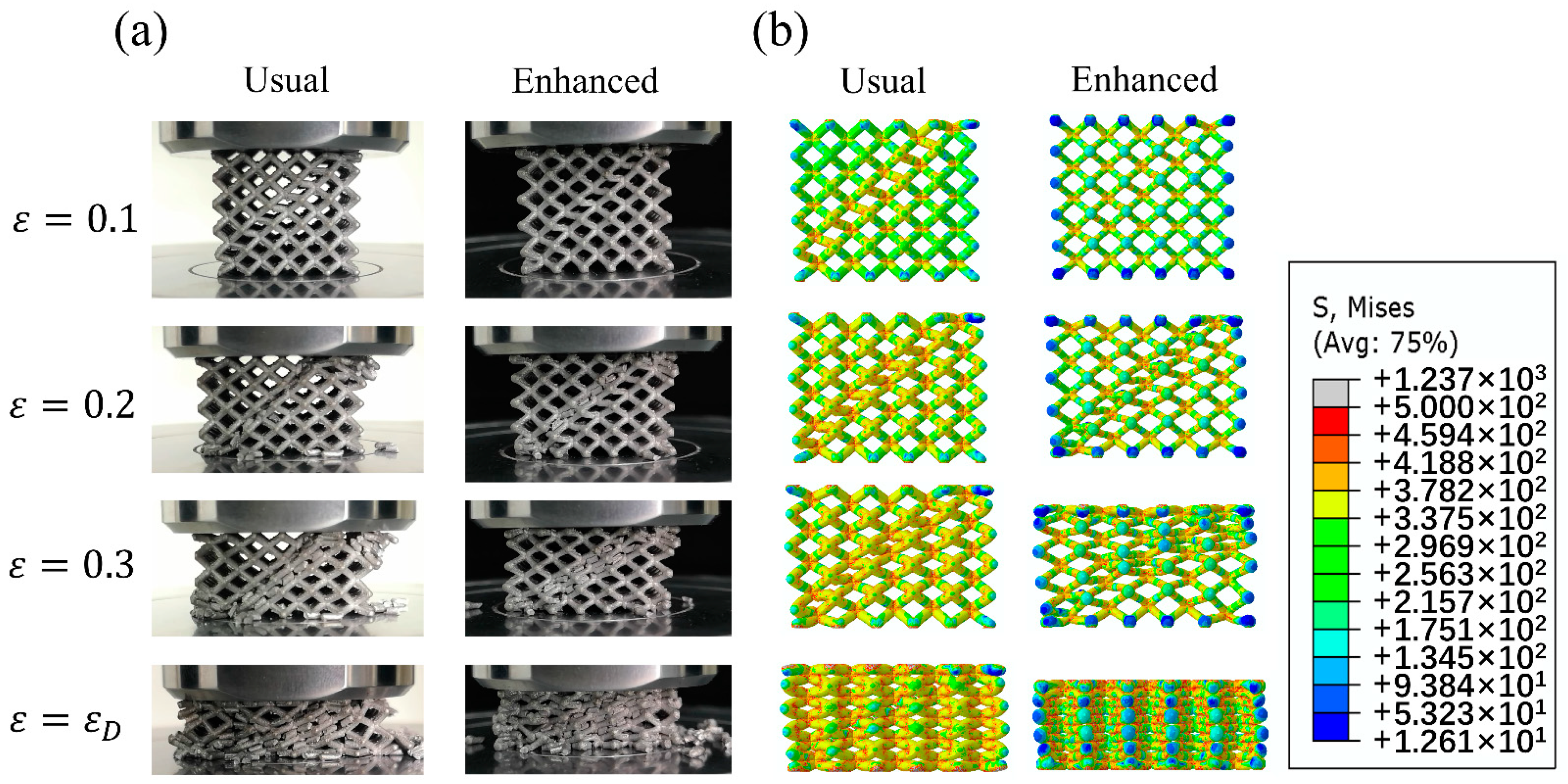
2.2. Enhanced Pyramidal Lattice Structure
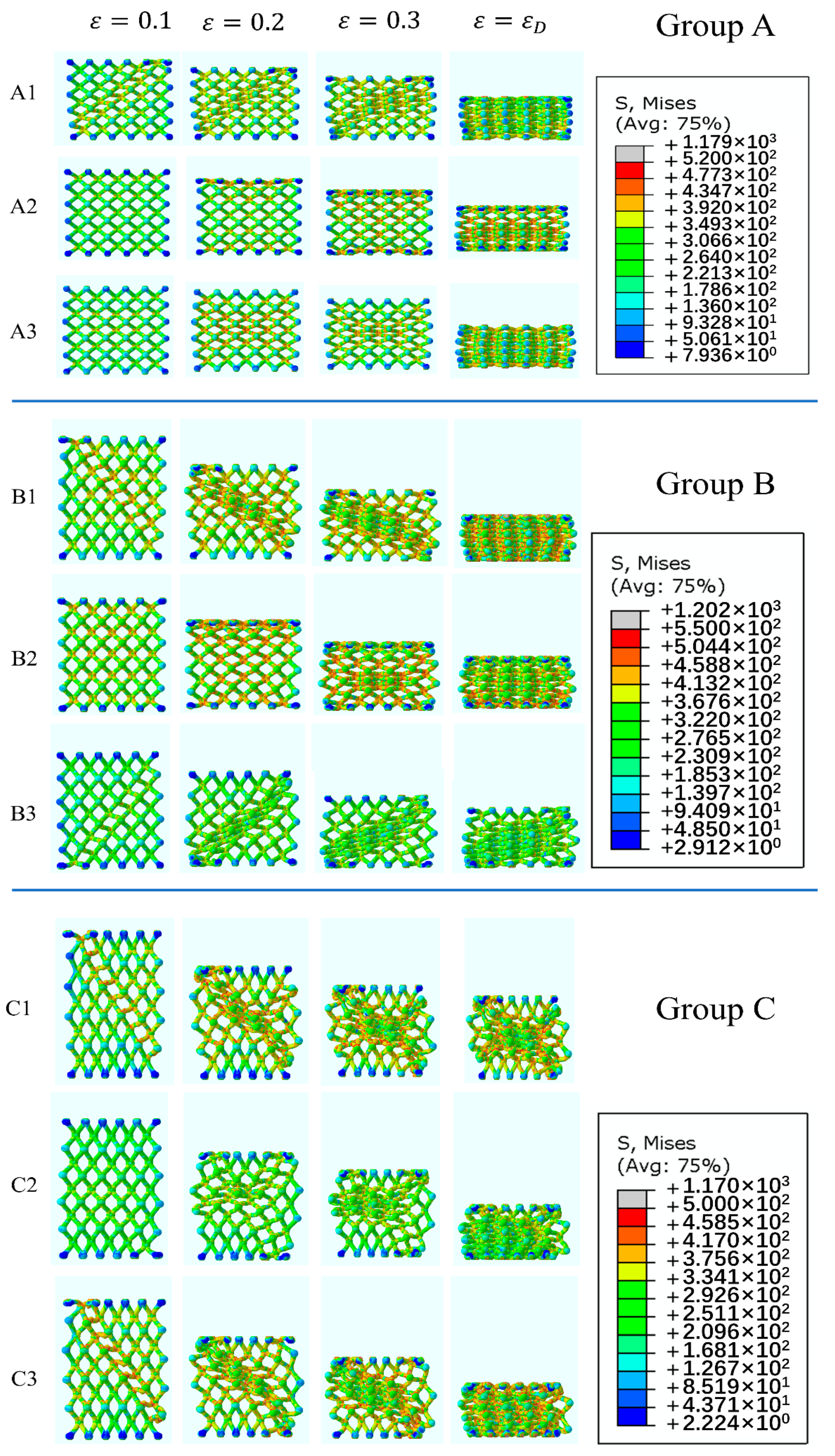
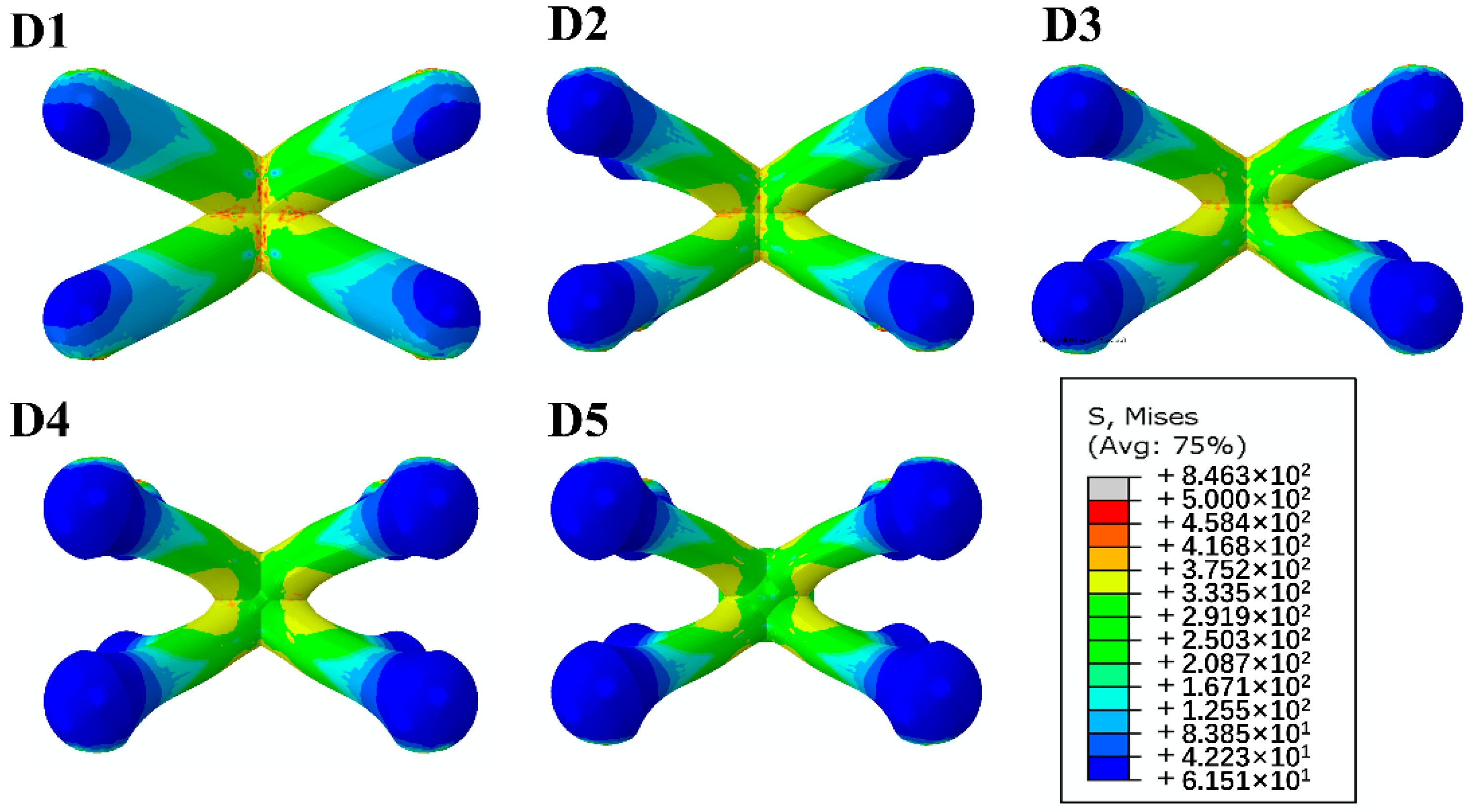
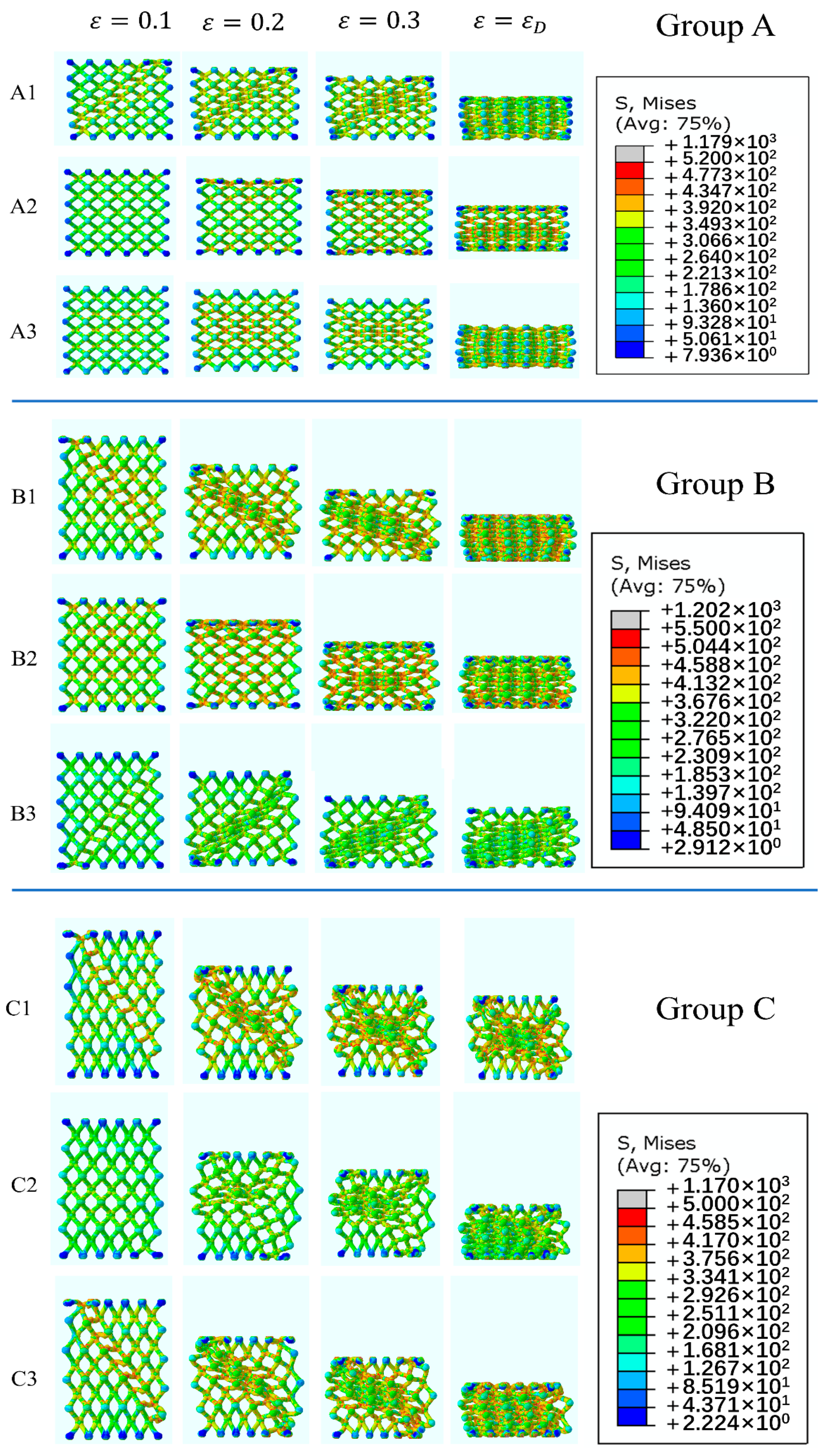
2.3. Finite Element Analysis
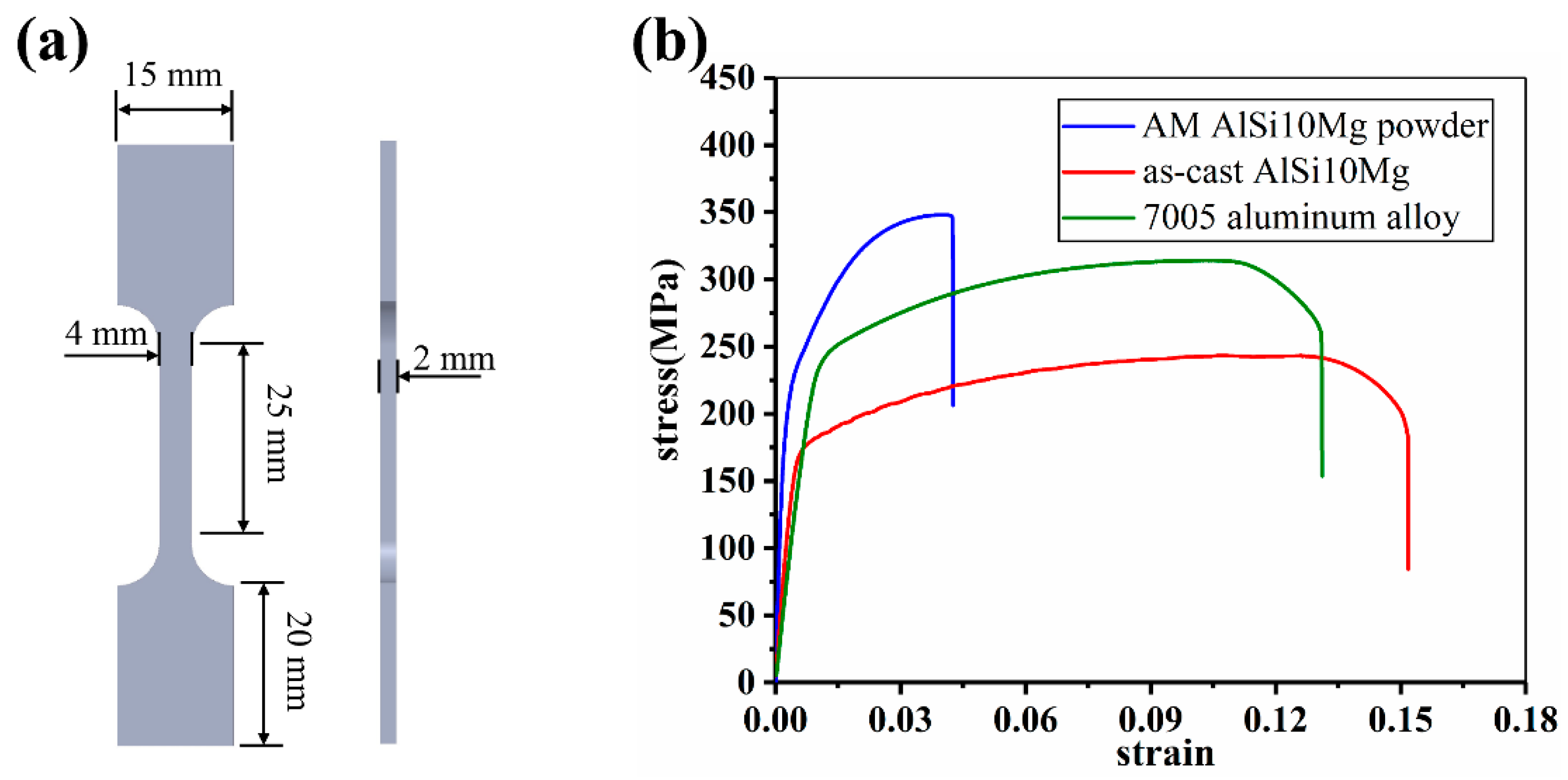
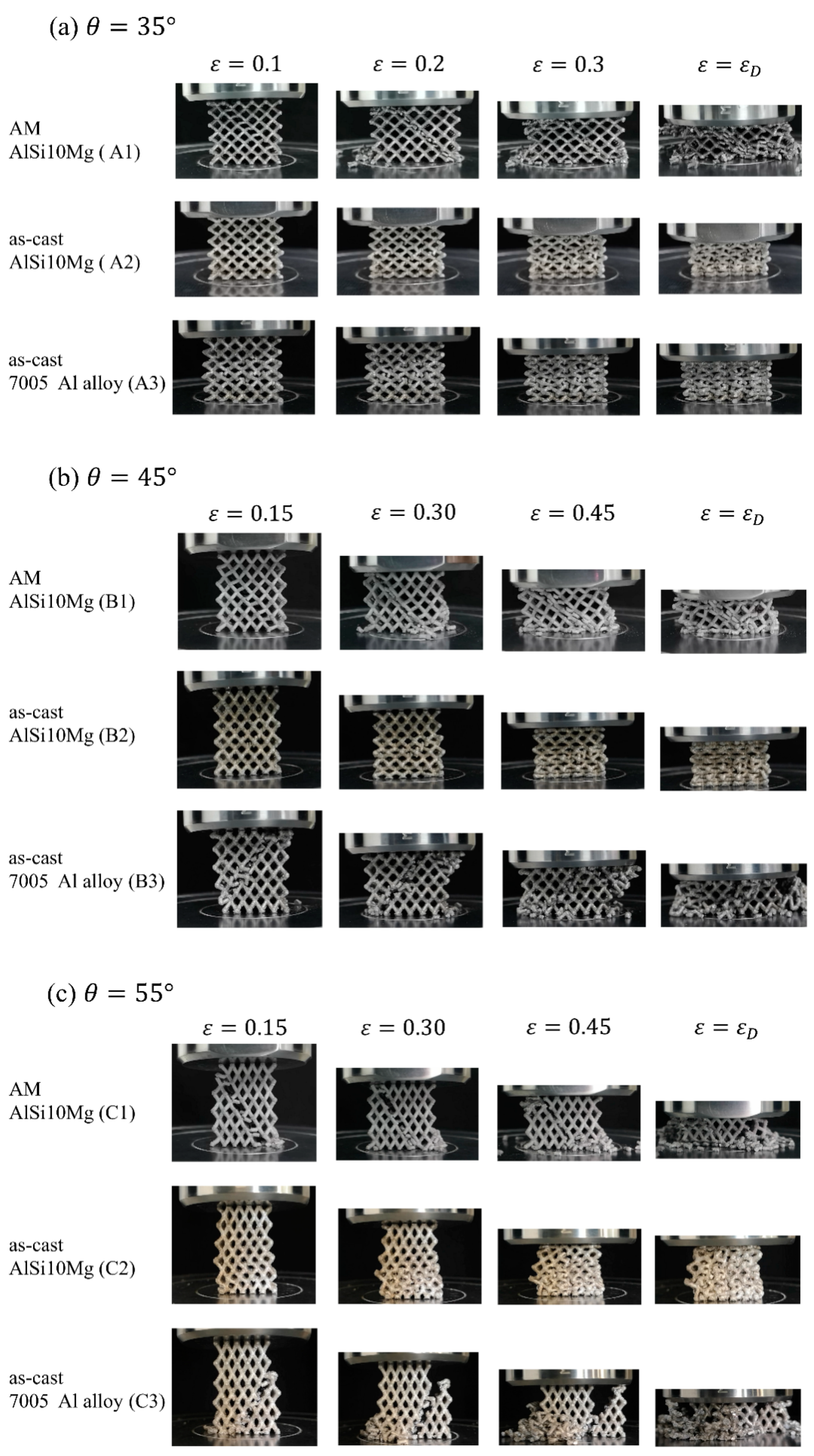
2.4. Compression Tests
3. Results and Discussion
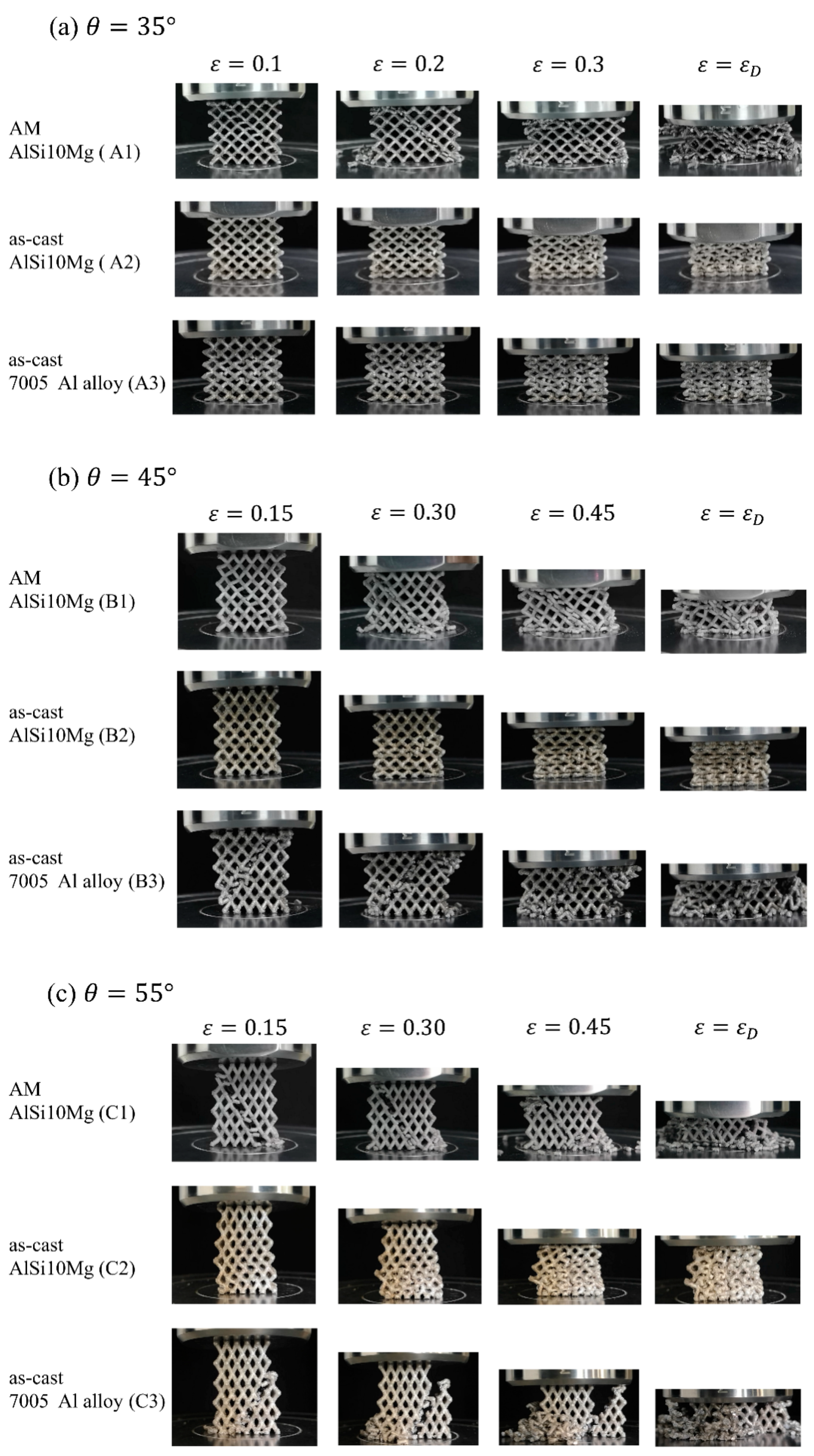
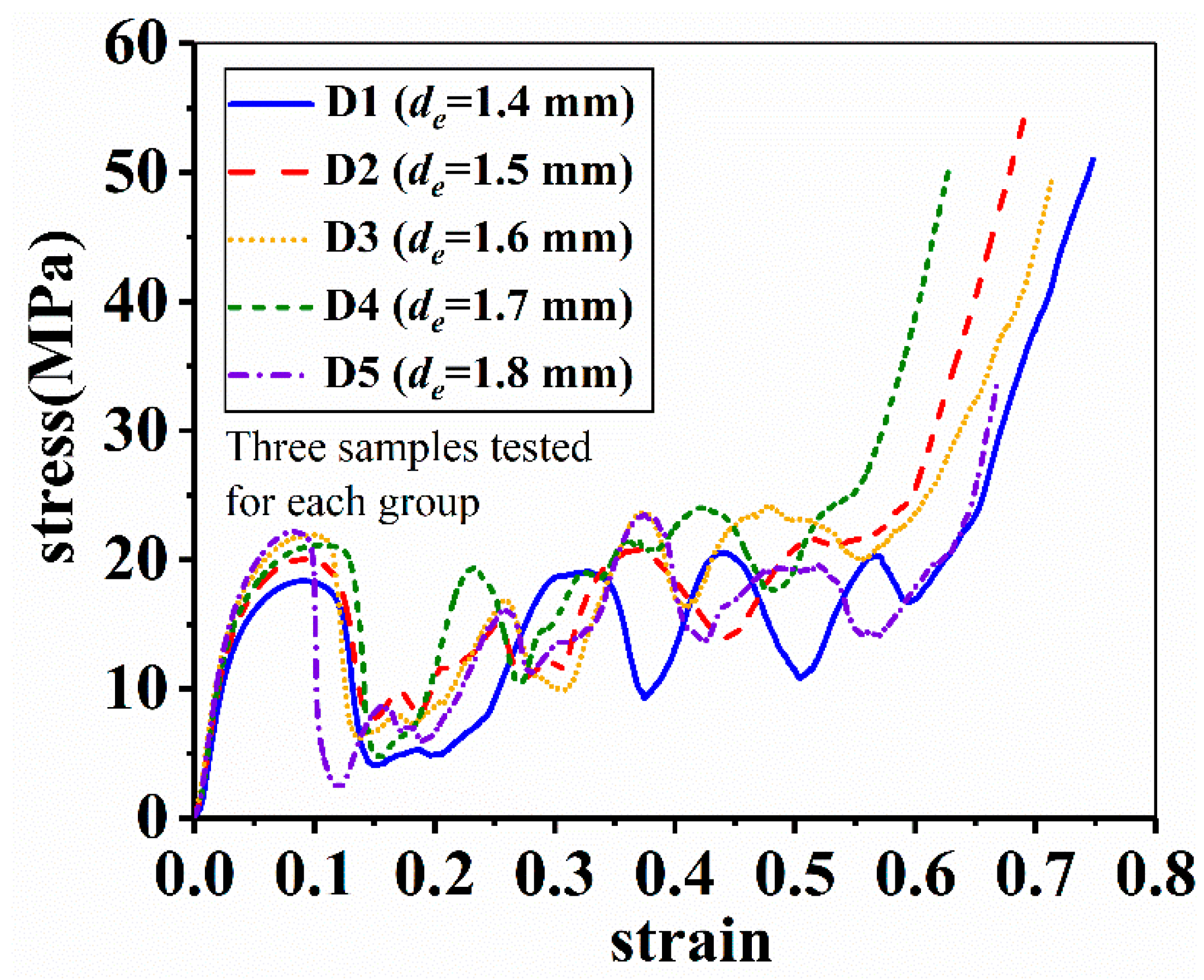
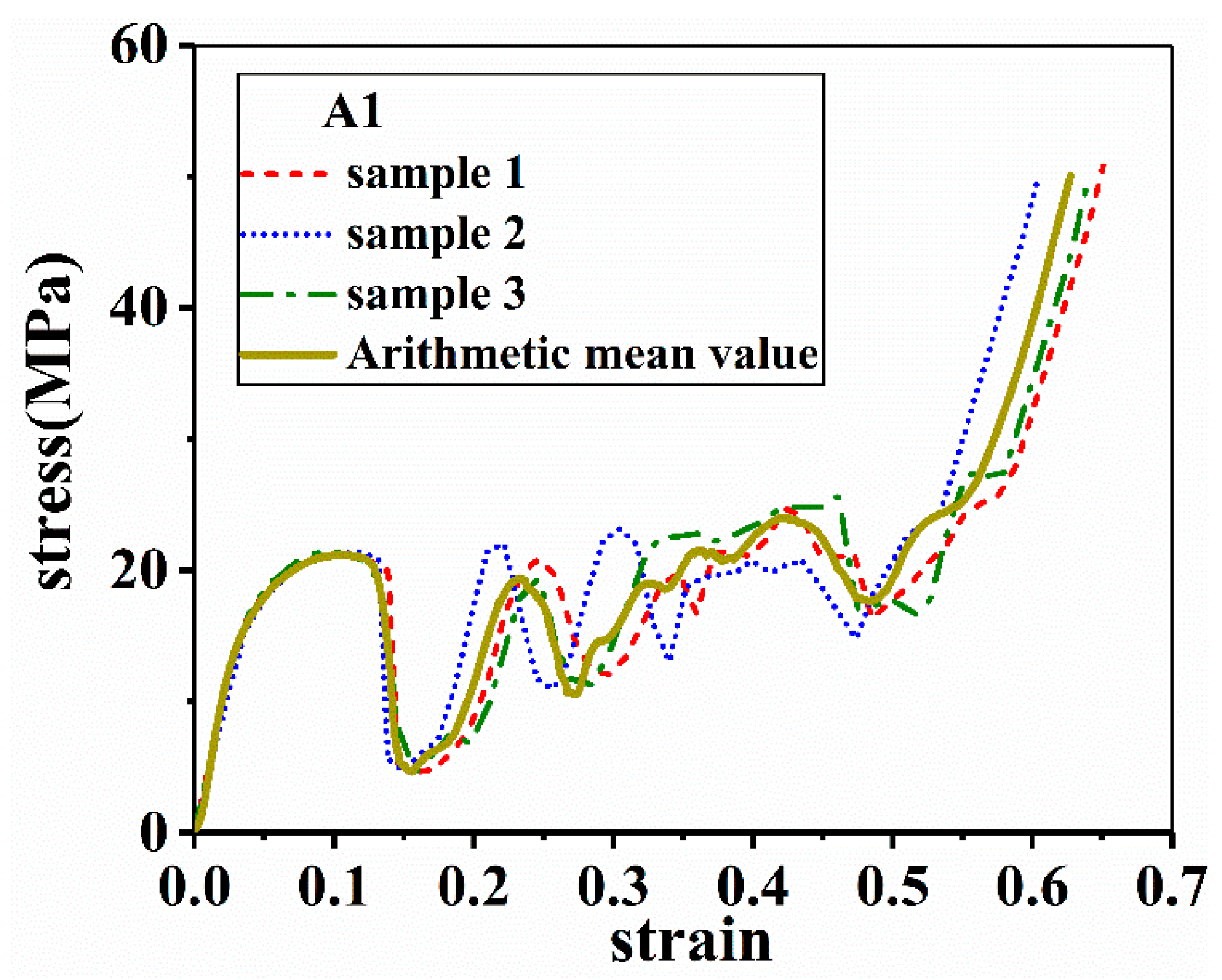
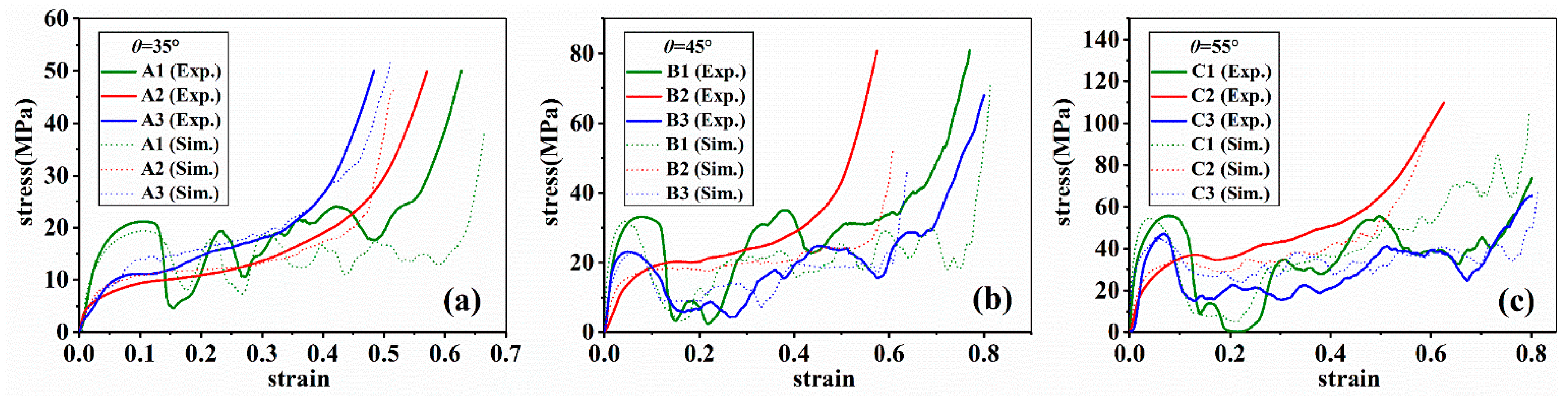
3.1. Compression Behaviors of Samples
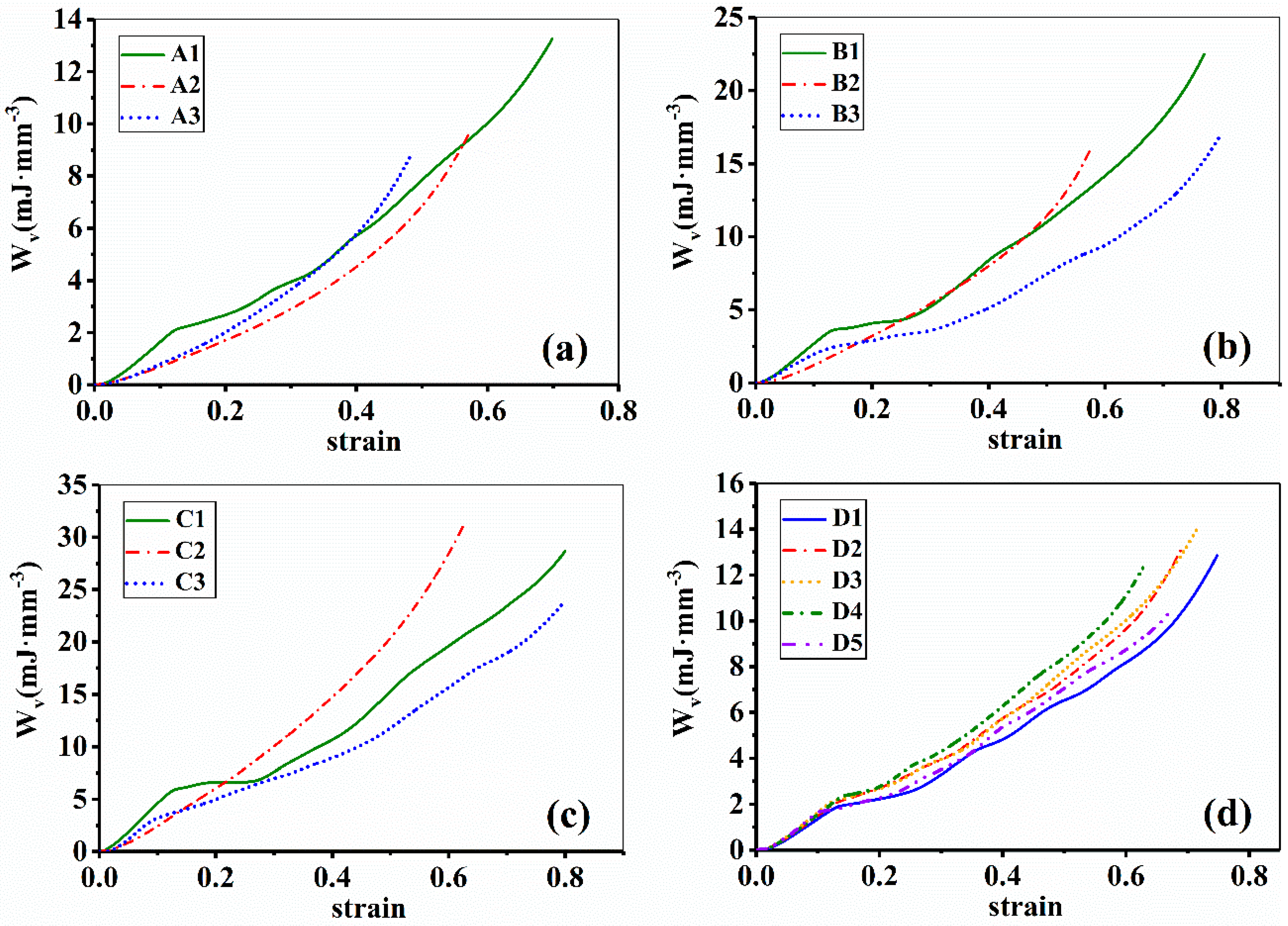
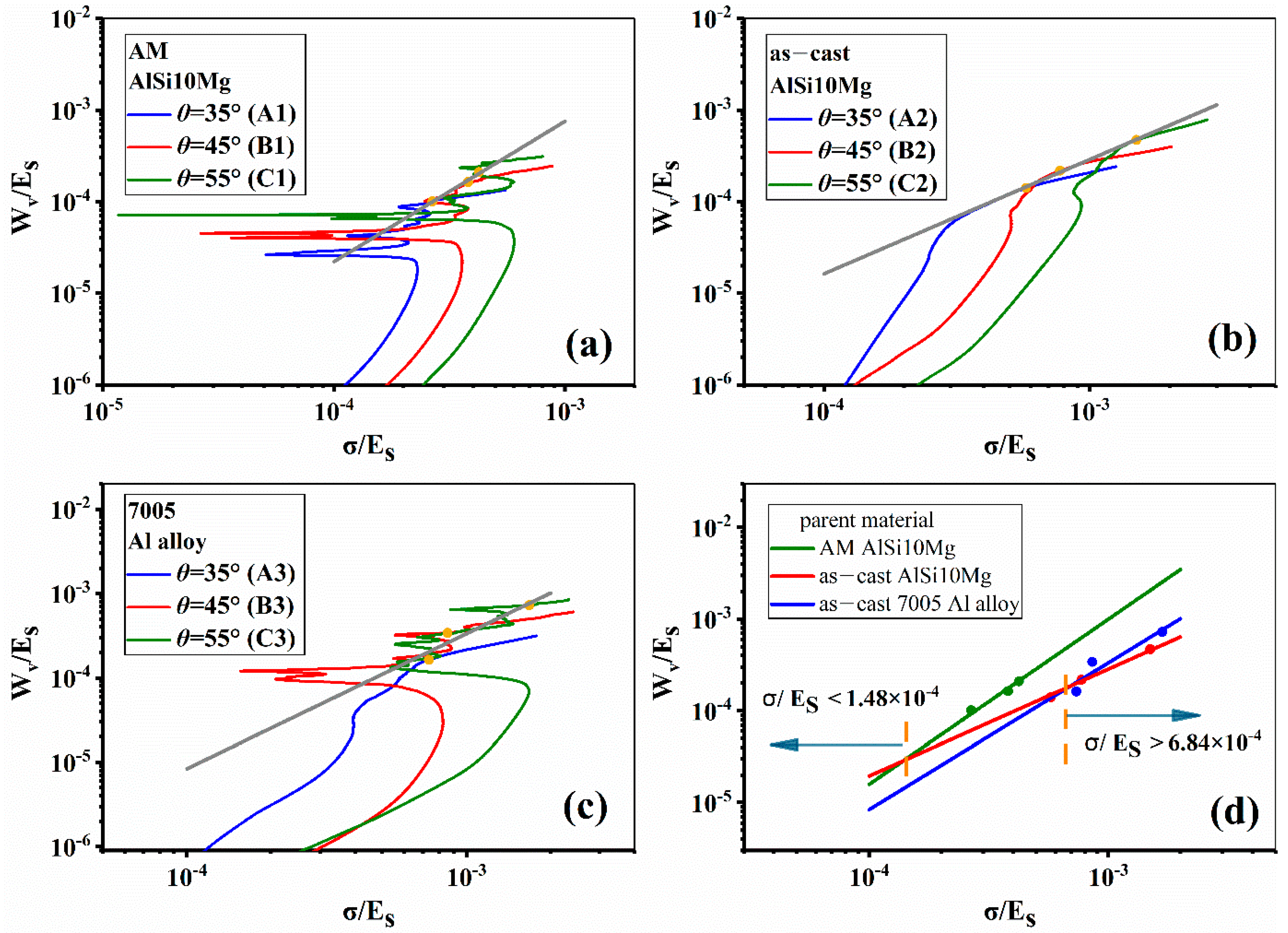
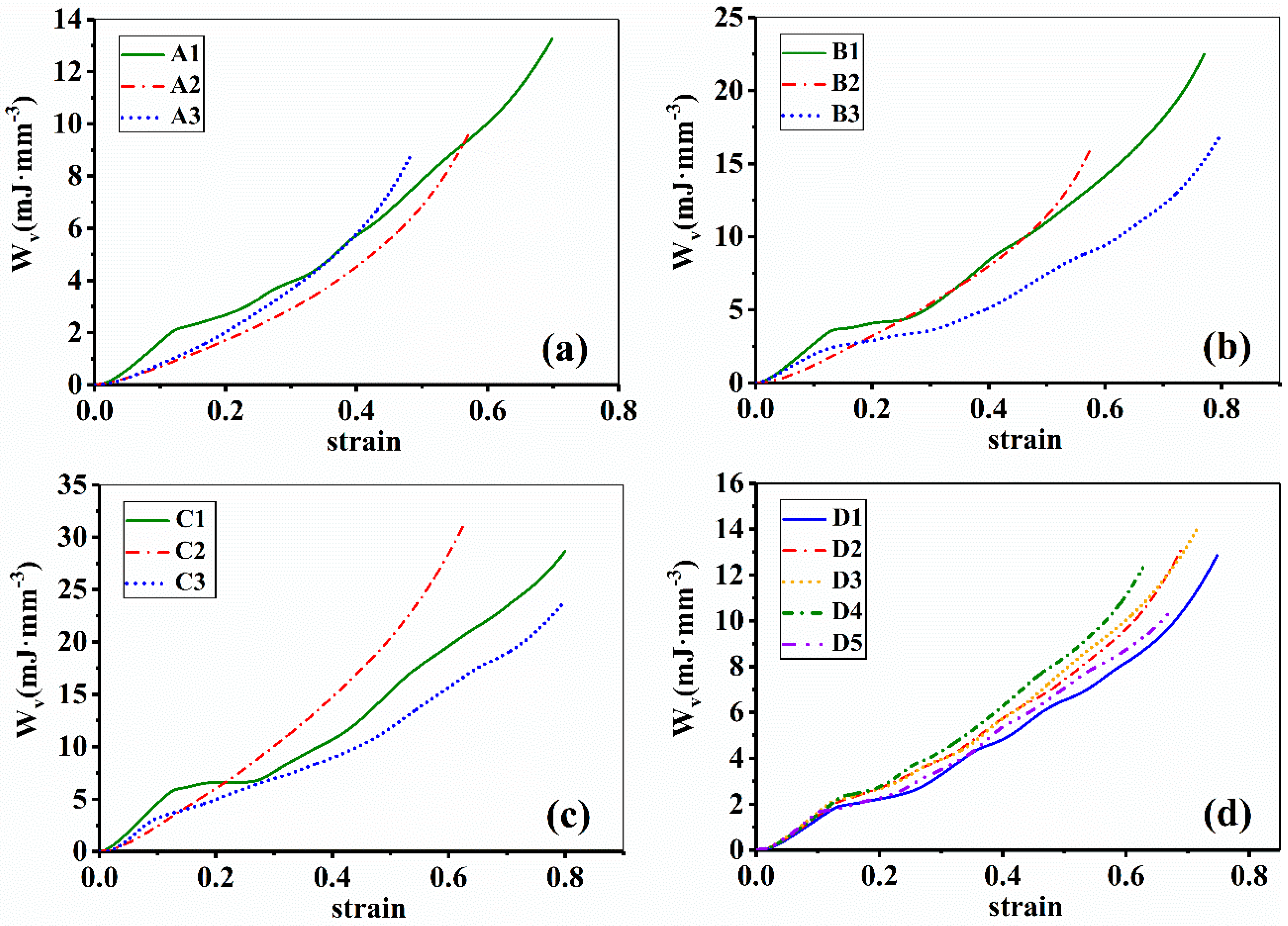
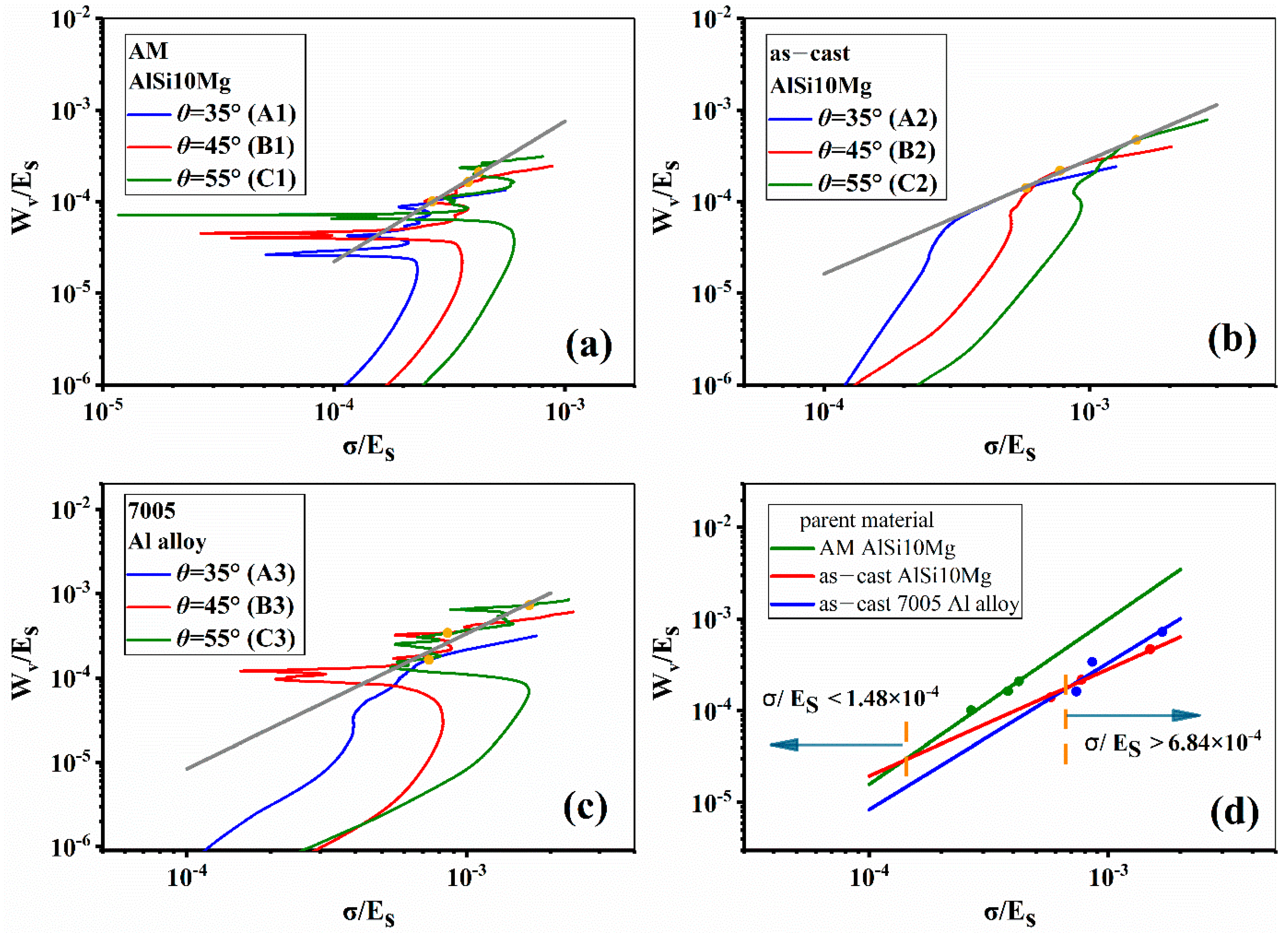
3.2. Energy Absorption
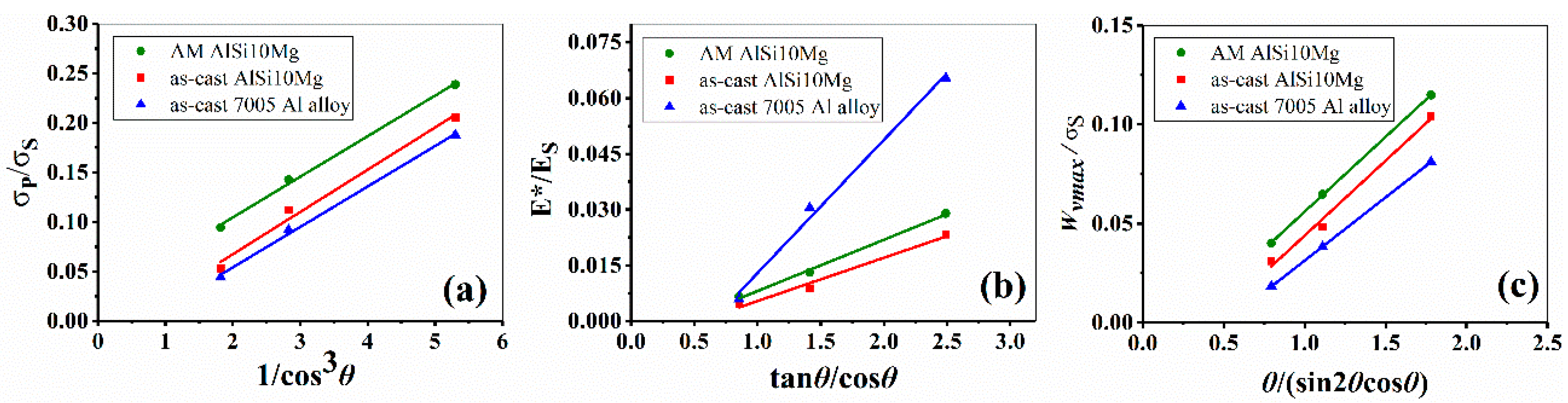
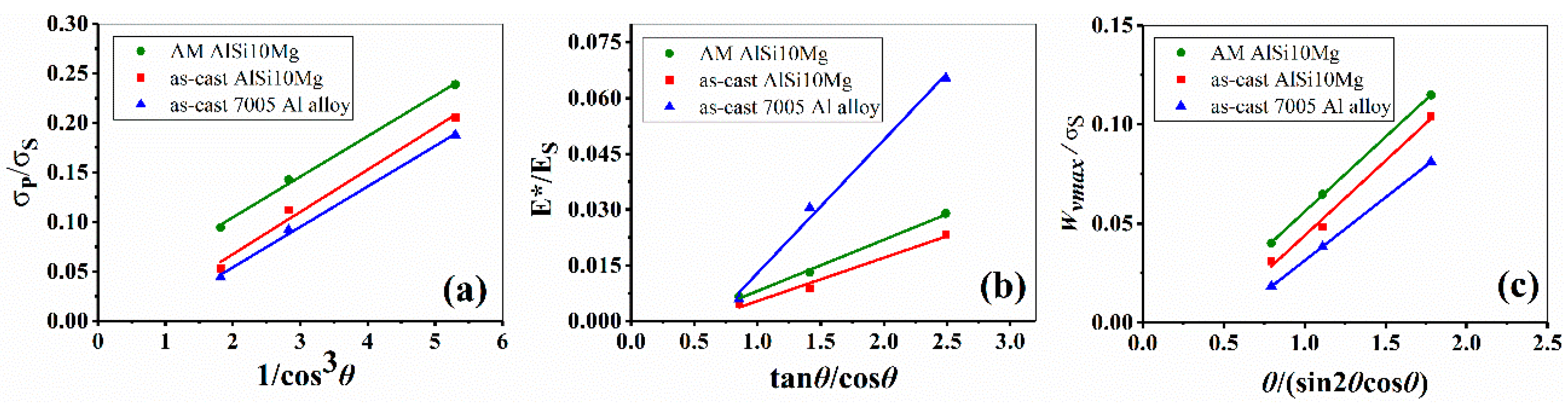
3.3. Prediction of Mechanical Parameters
3.3.1. Calculation of and
3.3.2. Calculation of
3.3.3. Validation of Theoretical Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Lu, G.; Yu, T. Energy Absorption of Structures and Materials; Woodhead Publishing Ltd.: Cambridge, UK, 2003. [Google Scholar]
- Papka, S.D.; Kyriakides, S. In-plane compressive response and crushing of honeycomb. J. Mech. Phys. Solids 1994, 42, 1499–1532. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, H. Optimal design of functionally graded foam material under impact loading. Int. J. Mech. Sci. 2013, 68, 199–211. [Google Scholar] [CrossRef]
- Ivanez, I.; Fernandez-Canadas, L.M.; Sanchez-Saez, S. Compressive deformation and energy-absorption capability of aluminium honeycomb core. Compos. Struct. 2017, 174, 123–133. [Google Scholar] [CrossRef]
- Evans, A.G.; Hutchinson, J.W.; Fleck, N.A.; Ashby, M.F.; Wadley, H.N.G. The topological design of multifunctional cellular metals. Prog. Mater. Sci. 2001, 46, 309–327. [Google Scholar] [CrossRef]
- Fleck, N.A.; Deshpande, V.S.; Ashby, M.F. Micro-architectured materials: Past, present and future. Proc. R. Soc. A-Math. Phys. Eng. Sci. 2010, 466, 2495–2516. [Google Scholar] [CrossRef]
- Deshpande, V.S.; Fleck, N.A.; Ashby, M.F. Effective properties of the octet-truss lattice material. J. Mech. Phys. Solids 2001, 49, 1747–1769. [Google Scholar] [CrossRef] [Green Version]
- Yin, S.; Wu, L.Z.; Ma, L.; Nutt, S. Pyramidal lattice sandwich structures with hollow composite trusses. Compos. Struct. 2011, 93, 3104–3111. [Google Scholar] [CrossRef]
- Gümrük, R.; Mines, R.A.W.; Karadeniz, S. Static mechanical behaviours of stainless steel micro-lattice structures under different loading conditions. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2013, 586, 392–406. [Google Scholar] [CrossRef]
- Tancogne-Dejean, T.; Spierings, A.B.; Mohr, D. Additively-manufactured metallic micro-lattice materials for high specific energy absorption under static and dynamic loading. Acta Mater. 2016, 116, 14–28. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Hernandez-Nava, E.; Tyas, A.; Warren, J.A.; Fay, S.D.; Goodall, R.; Todd, I.; Askes, H. Energy absorption in lattice structures in dynamics: Experiments. Int. J. Impact Eng. 2016, 89, 49–61. [Google Scholar] [CrossRef] [Green Version]
- Gautam, R.; Idapalapati, S.; Feih, S. Printing and characterisation of Kagome lattice structures by fused deposition modelling. Mater. Des. 2018, 137, 266–275. [Google Scholar] [CrossRef]
- Hammetter, C.I.; Rinaldi, R.G.; Zok, F.W. Pyramidal Lattice Structures for High Strength and Energy Absorption. J. Appl. Mech. -Trans. Asme 2013, 80, 041015. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Effect of density and unit cell size grading on the stiffness and energy absorption of short fibre-reinforced functionally graded lattice structures. Addit. Manuf. 2020, 33, 101171. [Google Scholar] [CrossRef]
- Tarlochan, F. Sandwich Structures for Energy Absorption Applications: A Review. Materials 2021, 14, 4731. [Google Scholar] [CrossRef] [PubMed]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2016, 670, 264–274. [Google Scholar] [CrossRef] [Green Version]
- Al-Saedi, D.S.J.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical properties and energy absorption capability of functionally graded F2BCC lattice fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Liu, H.C.; Chen, L.M.; Du, B.; Peng, S.W.; Guo, Y.G.; Zhao, Y.; Chen, L.L.; Zhou, H.; Li, W.G.; Liu, P. Flatwise compression property of hierarchical thermoplastic composite square lattice. Compos. Struct. 2019, 210, 118–133. [Google Scholar] [CrossRef]
- Tancogne-Dejean, T.; Mohr, D. Stiffness and specific energy absorption of additively-manufactured metallic BCC metamaterials composed of tapered beams. Int. J. Mech. Sci. 2018, 141, 101–116. [Google Scholar] [CrossRef]
- Li, Z.H.; Nie, Y.F.; Liu, B.; Kuai, Z.Z.; Zhao, M.; Liu, F. Mechanical properties of AlSi10Mg lattice structures fabricated by selective laser melting. Mater. Des. 2020, 192, 108709. [Google Scholar] [CrossRef]
- Bai, L.; Yi, C.Y.; Chen, X.H.; Sun, Y.X.; Zhang, J.F. Effective Design of the Graded Strut of BCC Lattice Structure for Improving Mechanical Properties. Materials 2019, 12, 2192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kooistra, G.W.; Deshpande, V.S.; Wadley, H.N.G. Compressive behavior of age hardenable tetrahedral lattice truss structures made from aluminium. Acta Mater. 2004, 52, 4229–4237. [Google Scholar] [CrossRef]
- Queheillalt, D.T.; Murty, Y.; Wadley, H.N.G. Mechanical properties of an extruded pyramidal lattice truss sandwich structure. Scr. Mater. 2008, 58, 76–79. [Google Scholar] [CrossRef]
- Kooistra, G.W.; Wadley, H.N.G. Lattice truss structures from expanded metal sheet. Mater. Des. 2007, 28, 507–514. [Google Scholar] [CrossRef]
- Deshpande, V.S.; Ashby, M.F.; Fleck, N.A. Foam topology bending versus stretching dominated architectures. Acta Mater. 2001, 49, 1035–1040. [Google Scholar] [CrossRef]
- Takano, N.; Takizawa, H.; Wen, P.; Odaka, K.; Matsunaga, S.; Abe, S. Stochastic prediction of apparent compressive stiffness of selective laser sintered lattice structure with geometrical imperfection and uncertainty in material property. Int. J. Mech. Sci. 2017, 134, 347–356. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.Z.; Qian, M.; Faruque, O.; Brandt, M. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Huang, Y.; Zha, W.; Xue, Y.; Shi, Z. Compressive Behaviour of Aluminium Pyramidal Lattice Material-Filled Tubes. Materials 2021, 14, 3817. [Google Scholar] [CrossRef]
- Xue, Y.Y.; Wang, X.F.; Wang, W.; Zhong, X.K.; Han, F.H. Compressive property of Al-based auxetic lattice structures fabricated by 3-D printing combined with investment casting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 722, 255–262. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the micro structural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Miltz, J.; Gruenbaume, G. Evaluation of cushioning properties of plastic foams from compressive measurements. Polym. Eng. Sci. 1981, 21, 1010–1013. [Google Scholar] [CrossRef]
- Wang, H.; Fu, Y.; Su, M.; Hao, H. Effect of structure design on compressive properties and energy absorption behavior of ordered porous aluminum prepared by rapid casting. Mater. Des. 2019, 167, 107631. [Google Scholar] [CrossRef]
- Maiti, S.K.; Gibson, L.J.; Ashby, M.F. Deformation and energy-absorption diagrams for cellular solids. Acta Metall. 1984, 32, 1963–1975. [Google Scholar] [CrossRef]
- Yan, C.Z.; Hao, L.; Hussein, A.; Young, P.; Huang, J.T.; Zhu, W. Microstructure and mechanical properties of aluminium alloy cellular lattice structures manufactured by direct metal laser sintering. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2015, 628, 238–246. [Google Scholar] [CrossRef]
- Crupi, V.; Kara, E.; Epasto, G.; Guglielmino, E.; Aykul, H. Static behavior of lattice structures produced via direct metal laser sintering technology. Mater. Des. 2017, 135, 246–256. [Google Scholar] [CrossRef]
- Zhao, M.; Zhang, D.Z.; Liu, F.; Li, Z.H.; Ma, Z.B.; Ren, Z.H. Mechanical and energy absorption characteristics of additively manufactured functionally graded sheet lattice structures with minimal surfaces. Int. J. Mech. Sci. 2020, 167, 105262. [Google Scholar] [CrossRef]
- Zhang, H.R.; Zhou, H.; Zhou, Z.X.; Zeng, H.Z.; Zhang, X.Y.; Yang, J.Z.; Lei, H.S.; Han, F.S. Energy absorption diagram characteristic of metallic self-supporting 3D lattices fabricated by additive manufacturing and design method of energy absorption structure. Int. J. Solids Struct. 2021, 226–227, 111082. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | de (mm) | dm (mm) | Strut Material | θ (°) | H (mm) | |
|---|---|---|---|---|---|---|
| A1 | 1.70 | 1.25 | AlSi10Mg powder | 35 | 5.00 | 0.3278 |
| A2 | 1.70 | 1.25 | as-cast AlSi10Mg | 35 | 5.00 | 0.3278 |
| A3 | 1.70 | 1.25 | as-cast 7005 | 35 | 5.00 | 0.3278 |
| B1 | 1.70 | 1.25 | AlSi10Mg powder | 45 | 6.16 | 0.3486 |
| B2 | 1.70 | 1.25 | as-cast AlSi10Mg | 45 | 6.16 | 0.3486 |
| B3 | 1.70 | 1.25 | as-cast 7005 | 45 | 6.16 | 0.3486 |
| C1 | 1.70 | 1.25 | AlSi10Mg powder | 55 | 7.14 | 0.3938 |
| C2 | 1.70 | 1.25 | as-cast AlSi10Mg | 55 | 7.14 | 0.3938 |
| C3 | 1.70 | 1.25 | as-cast 7005 | 55 | 7.14 | 0.3938 |
| D1 | 1.40 | 1.40 | AlSi10Mg powder | 35 | 5.00 | 0.3307 |
| D2 | 1.50 | 1.34 | AlSi10Mg powder | 35 | 5.00 | 0.3415 |
| D3 | 1.60 | 1.31 | AlSi10Mg powder | 35 | 5.00 | 0.3484 |
| D4 | 1.70 | 1.25 | AlSi10Mg powder | 35 | 5.00 | 0.3278 |
| D5 | 1.80 | 1.18 | AlSi10Mg powder | 35 | 5.00 | 0.3410 |
| AlSi10Mg Powder | As-Cast AlSi10Mg | 7005 Aluminum Alloy | |||
|---|---|---|---|---|---|
| Plastic Strain | Stress (MPa) | Plastic Strain | Stress (MPa) | Plastic Strain | Stress (MPa) |
| 0 | 116.94 | 0 | 113.91 | 0 | 119.03 |
| 0.0037 | 218.19 | 0.0126 | 149.27 | 0.0106 | 236.02 |
| 0.0077 | 255.68 | 0.0262 | 177.05 | 0.0210 | 262.08 |
| 0.0116 | 283.78 | 0.0396 | 187.70 | 0.0316 | 277.13 |
| 0.0156 | 307.31 | 0.0529 | 201.83 | 0.0421 | 289.14 |
| 0.0195 | 325.19 | 0.0661 | 211.70 | 0.0527 | 298.12 |
| 0.0234 | 338.82 | 0.0769 | 220.06 | 0.0632 | 304.61 |
| 0.0268 | 347.14 | 0.0919 | 227.16 | 0.0738 | 309.03 |
| 0.0334 | 357.75 | 0.1194 | 234.41 | 0.0843 | 311.99 |
| 0.0398 | 362.30 | 0.1345 | 243.31 | 0.0998 | 313.59 |
| Sample | Exp./Sim. | Exp./Sim. | Exp./Sim. | Exp./Sim. |
|---|---|---|---|---|
| A1 | 21.93/19.43 | 601.46/591.11 | 10.13/8.54 | 42.45/43.95 |
| A2 | 9.55/10.89 | 185.49/197.56 | 5.60/5.07 | 24.46/28.21 |
| A3 | 11.02/13.67 | 169.27/192.00 | 4.58/5.27 | 22.26/23.79 |
| B1 | 33.05/31.94 | 1205.86/1432.18 | 15.04/14.42 | 42.98/45.16 |
| B2 | 20.18/18.03 | 346.52/426.81 | 8.69/10.99 | 28.18/37.41 |
| B3 | 23.07/22.99 | 931.93/940.00 | 9.59/8.79 | 40.23/38.23 |
| C1 | 55.38/54.11 | 2662.91/2842.14 | 26.64/30.38 | 47.03/37.44 |
| C2 | 37.00/34.53 | 925.26/1066.32 | 18.77/16.70 | 31.49/34.12 |
| C3 | 47.12/44.33 | 1836.72/1670.97 | 20.38/23.35 | 43.24/51.75 |
| D1 | 18.37/15.77 | 406.09/451.22 | 8.72/7.12 | 41.78/45.15 |
| D2 | 20.06/16.27 | 535.66/604.17 | 8.81/6.98 | 40.23/42.90 |
| D3 | 22.16/19.05 | 550.17/567.75 | 9.43/8.77 | 37.95/46.04 |
| D4 | 21.93/22.43 | 601.46/591.11 | 10.13/8.54 | 42.45/43.95 |
| D5 | 22.20/24.09 | 591.26/701.64 | 9.35/8.74 | 40.97/36.28 |
| Strut Material | |||
|---|---|---|---|
| AM AlSi10Mg | |||
| as-cast AlSi10Mg | |||
| as-cast 7005 Al alloy |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Wang, X.; Shi, Z.; Xue, J.; Han, F. Compressive and Energy Absorption Properties of Pyramidal Lattice Structures by Various Preparation Methods. Materials 2021, 14, 6484. https://doi.org/10.3390/ma14216484
Zhang H, Wang X, Shi Z, Xue J, Han F. Compressive and Energy Absorption Properties of Pyramidal Lattice Structures by Various Preparation Methods. Materials. 2021; 14(21):6484. https://doi.org/10.3390/ma14216484
Chicago/Turabian StyleZhang, Hairi, Xingfu Wang, Zimu Shi, Jintao Xue, and Fusheng Han. 2021. "Compressive and Energy Absorption Properties of Pyramidal Lattice Structures by Various Preparation Methods" Materials 14, no. 21: 6484. https://doi.org/10.3390/ma14216484
APA StyleZhang, H., Wang, X., Shi, Z., Xue, J., & Han, F. (2021). Compressive and Energy Absorption Properties of Pyramidal Lattice Structures by Various Preparation Methods. Materials, 14(21), 6484. https://doi.org/10.3390/ma14216484