2.1. Sample Preparation
Initially, the preliminary fine-grained material had to be synthesised and subsequently crushed and sieved in fractions to obtain refractory metal-ceramic aggregates of different sizes. The composite niobium-alumina aggregates were then used to produce coarse-grained refractory composite castables.
The base material for the production of aggregates with an intended niobium amount of 65 vol.% was synthesised from raw materials (particle sizes and chemical information are listed in
Table 1) as follows. Powders of niobium (EWG Wagner, Weissach, Germany), alumina (Martoxid, Martinswerke, Germany), a hydratable alumina binder (Alphabond 300, Almatis, Ludwigshafen, Germany) and dispersing alumina (ADS-1, Almatis, Ludwigshafen, Germany) were first dry mixed for one minute using an Eirich mixer (Gustav-Eirich Maschinenfabrik, Hardheim, Germany) followed by wet mixing for four minutes with step-wise water addition until almost self-flowability was achieved. The composition of the fine-grained composite material is given in
Table 2. This mixture was then filled in steel molds with dimensions of
by vibrational assisted casting. After setting at room temperature for 48 h, the samples were demolded and dried for 24 h at 130 °C in air atmosphere. Afterwards, the prisms were sintered at a temperature of 1600 °C for 4 h in a corundum tube furnace under flowing argon atmosphere, which was purified by a titanium getter. This material is hereinafter referred to as
fine-grained composite.
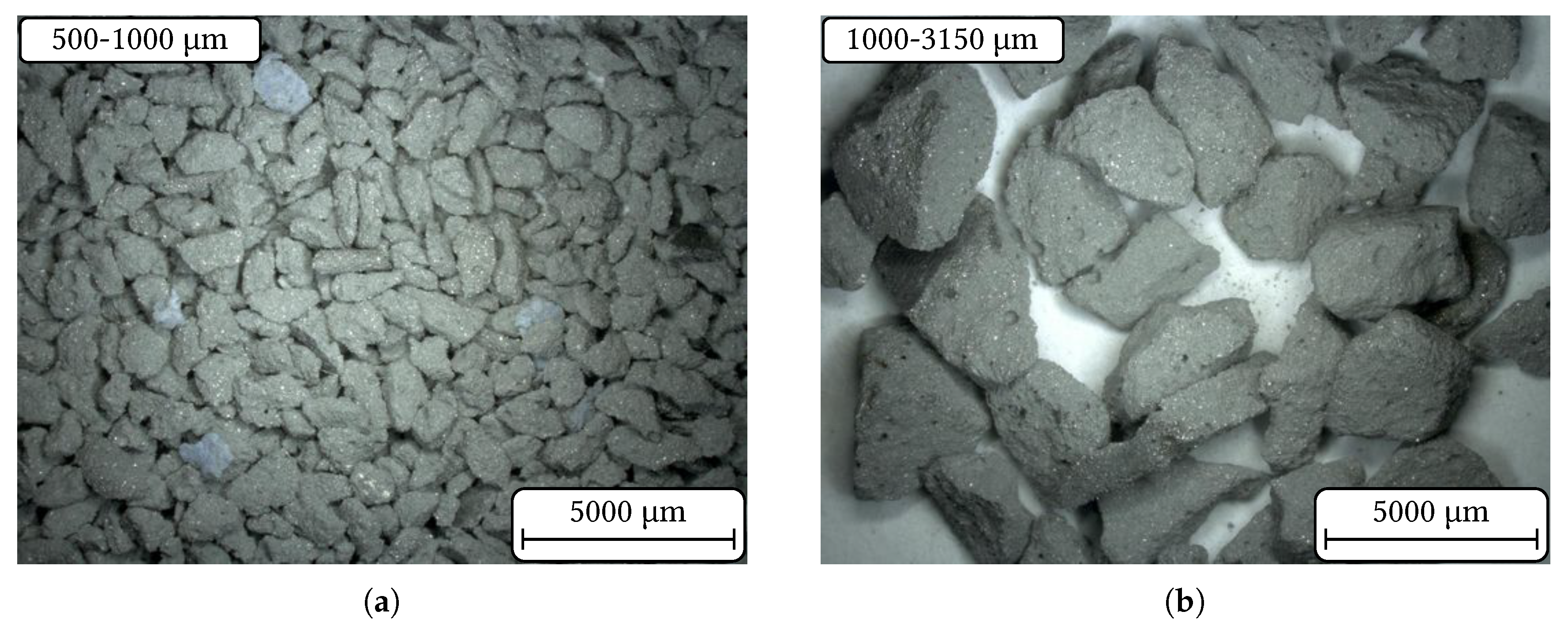
In a further step, the synthesised fine-grained prisms were broken and crushed using a jaw crusher (BB50, Retsch, Haan, Germany) with jaws made from hard metal (92% WC–8% Co). The crushed material was sieved into the four aggregate classes 0–45 µm, 45–500 µm, 500–1000 µm and 1000–3150 µm.
The particle size distribution (Bettersizer S3 plus, 3P Instruments GmbH & Co. KG, Odelzhausen, Germany), density and phase assemblage using X-ray powder diffraction (XRD) (Empyrean, Malvern Panalytical GmbH, Kassel, Germany) in combination with Rietveld refinement using HighScore Plus 4.8 [
24] of the synthesised composite aggregates were determined. XRD measurements were done using Cu-K
radiation between 15–140° 2
with 0.0143° step size and an exposion time of 160
S/
.
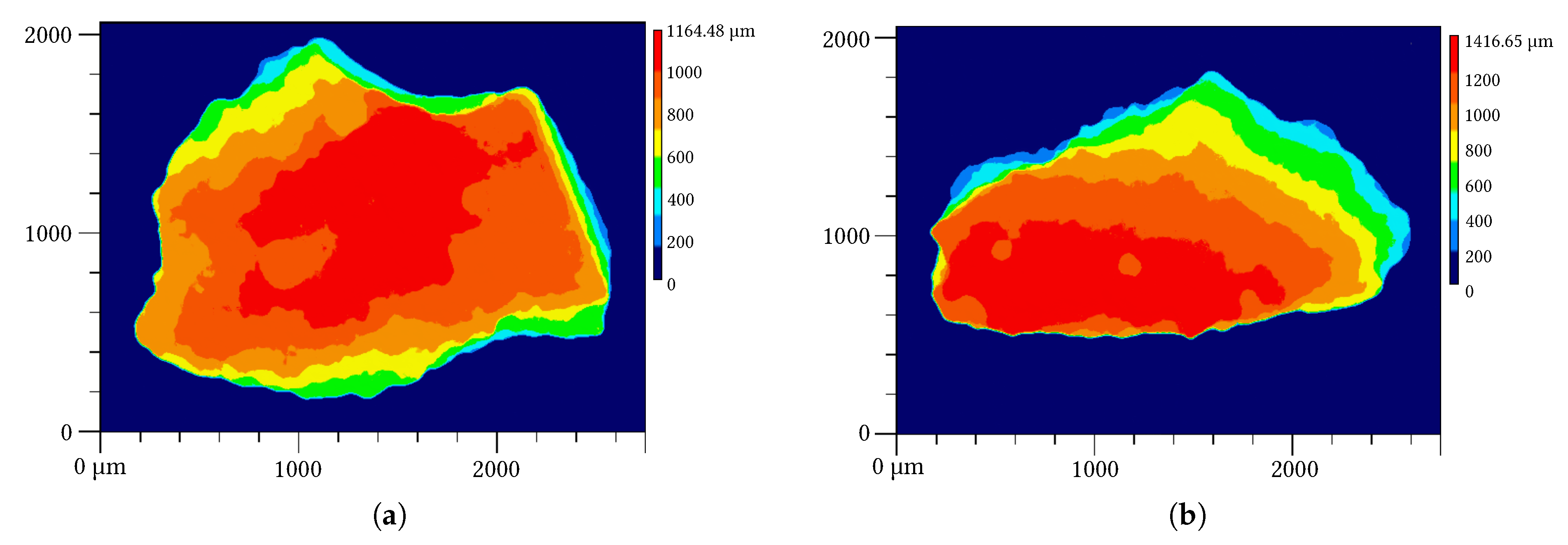
Densities were measured using mercury intrusion porosimetry (AutoPore V 9600, Micromeritics Instrument Corp., Norcross, GA, USA) on particles according to DIN ISO 15901-1:2019-03 and gas pycnometry with helium (AccuPyc 1340TEC, Micromeritics Instrument Corp., Norcross, GA, USA) on fine-powdered material according to DIN 66137-2:2019-03 of each aggregate class. In addition, true densities of each aggregate class were calculated based on the results of the XRD/Rietveld analysis. Particle morphology of the synthesised aggregates was investigated based on laser-scanning microscopy (VK-X1000, Keyence Deutschland GmbH, Neu-Isenburg, Germany).
2.2. Design of Coarse-Grained Castables
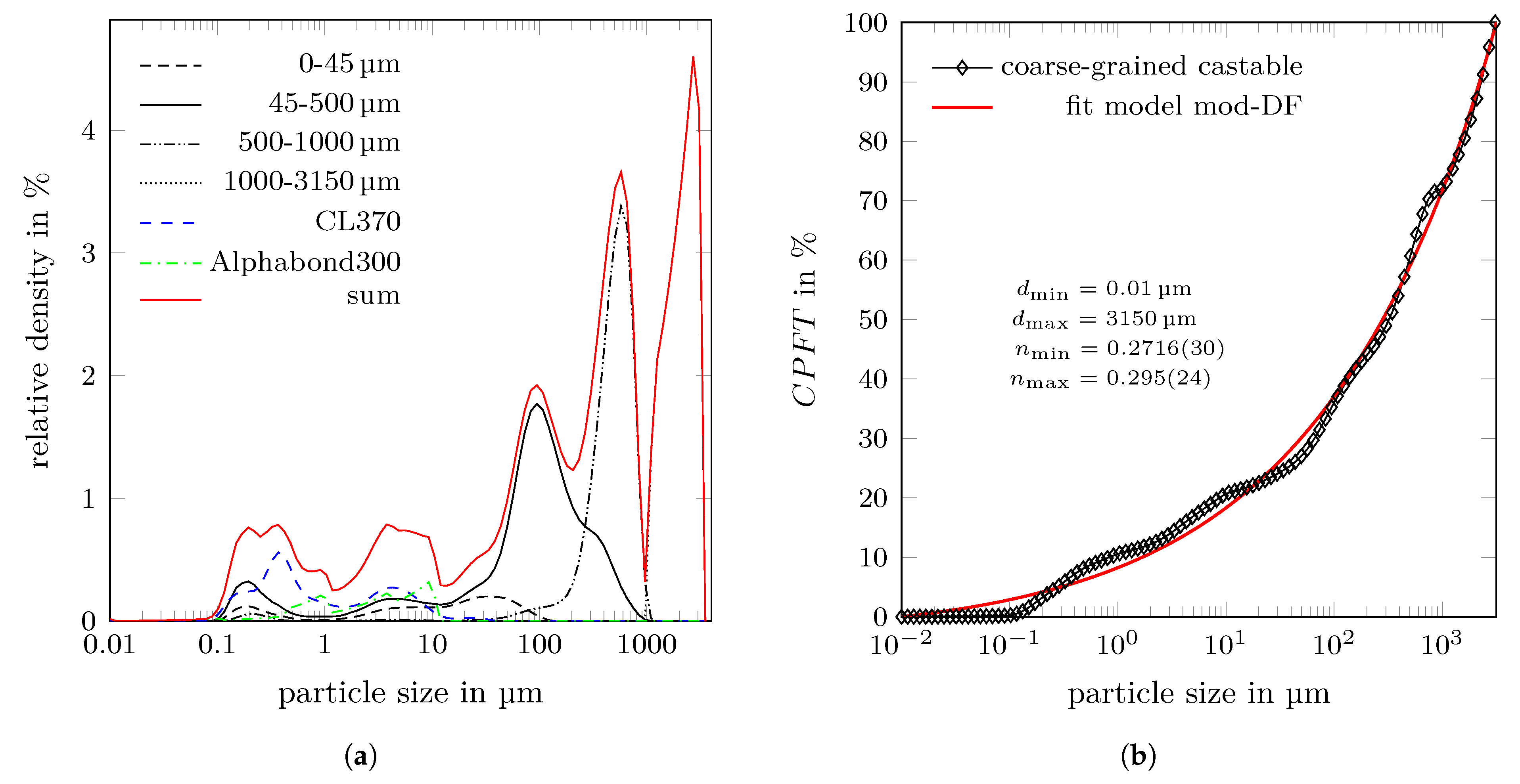
Particle size distributions of castables can be mathematically described using particle packing models expressing the cumulative sum curve or
cumulative percent finer than particle size d CPFT(
d). A commonly used model is the Dinger–Funk model [
25], which allows to take the minimum and maximum particle sizes (
and
) into account. Recently, this model was modified by Fruhstorfer [
26] to
using the particle-size dependent distribution modulus
where
and
are the minimum and the maximum distribution modulus, respectively. The flowability of a castable can be related to its particle distribution and hence,
and
can be used as parameters to describe a chosen material mixture. In case of tabular alumina with a maximum particle size of 3150 µm, best properties in terms of flowability, density and pore sizes of the castable were found for
and
[
27].
The synthesised niobium-alumina aggregates were wet mixed with the hydratable alumina binder Alphabond 300 and the reactive alumina CL370 (Almatis, Ludwigshafen, Germany) according to the recipe as discussed in
Section 3.3 using a concrete laboratory mixer (ToniMAX, Toni Baustoffprüfsysteme GmbH, Berlin, Germany). The coarse-grained mixture was then casted into the prismatic molds, set, dried and sintered following the same procedure as the preliminary, fine-grained material. The sintered castable samples will be referred to as
coarse-grained composite hereinafter.
2.3. General Sample Characterisation
The fine-grained as well as the coarse-grained composites (four prisms each) were characterised in terms of shrinkage, envelope density and open porosity according to DIN EN 993-1:2019-03; elastic constants according to DIN EN 843-2:2006 by the ultrasonic procedure (UKS-D device, GEOTRON-ELEKTRONIK, Pirna, Germany).
The cold modulus of rupture (MOR) of the fine-grained composite (two prisms) and the coarse-grained composites (three prisms) was determined using an universal testing machine TIRAtest 28100 (TIRA GmbH, Schalkau, Germany). In order to achieve a uniform distribution of bending moment, four point bending setup with a support span of 125 mm, a load span of 62.5 mm, a pre-load of 20 N and a loading-rate of 150 N/s was applied.
On cut slices, the interior microstructure and phase assemblage of the prisms were studied by scanning electron microscopy (SEM) using back-scattered electron (BSE) and secondary electron (SE) contrast together with energy dispersive X-ray spectroscopy (EDS) (Philips XL30 ESEM FEG, Amsterdam, the Netherlands). Some cut slices were also crushed and powdered using an agate mortar and analysed by XRD/Rietveld refinement.
2.3.1. CT Measurements
The macrostructure of the composite material was analysed using a microfocus X-ray tomograph CT-ALPHA (ProCon X-ray GmbH, Sarstedt, Germany) equipped with a transmission X-ray tube FXE-160.20/25 (Feinfocus, Garbsen, Germany) and a flat panel X-ray detector Dexela 1512 (Perkin Elmer, Rodgau, Germany).
The µ-CT was operated at 150 kV and 120 µA using a 0.6 mm copper filter. The exposure time was set to 2 s. The volume data were reconstructed by means of the software Volex 6.0 (Fraunhofer EZRT, Fürth, Germany) with a voxel size of 9.8 µm. The reconstructed volume data were visualised using the software VG Studio MAX 2.2 (Volume Graphics, Heidelberg, Germany) and quantified with the software MAVI 1.5.3 (Fraunhofer ITWM, Kaiserslautern, Germany). The image processing comprised a cropping step in order to cut out a defined volume of the reconstructed data (
) followed by a segmentation step in order to transform the grey scale into binary image. The binarisation was performed using Otsu´s method [
28] being based on a global thresholding strategy. Subsequently, the field features (volume density and total porosity) were determined.
2.3.2. High-Temperature Compressive Strength Measurements
Quasi-static compression tests were performed on both, fine-grained and coarse-grained composites (one specimen each). The cylindrical specimens with 12 mm in diameter and 20 mm in height were drilled from sintered prisms. The compression tests were conducted at an initial strain rate of at 1300 °C up to a possible maximum strain of 30% using an electro-mechanical, high-temperature testing machine (Z020, Zwick Roell, Haan, Germany) with a protective argon gas chamber (Maytec, Olching, Germany) integrated into the testing machine. To prevent the oxidation of the specimens, the test chamber was evacuated to 0.8 mbar vacuum and then filled with argon twice. Thus, the tests were performed under argon atmosphere and ambient pressure. The presence of oxygen was controlled by an oxygen sensor (Stange Elektronik, Gummersbach, Germany).
Before the tests, the lower piston was moved upwards with a speed of 0.1
/
to apply a pre-load of 5 N to the specimens. The heating of the specimens was carried out inductively via a medium-frequency induction generator HF 5010 (TRUMPF Hüttinger, Ditzingen, Germany) with a heating rate of 30
K/
s and a water-cooled copper coil. The temperature was detected by a pyrometer Metis MS09 (Sensortherm GmbH, Steinbach/Ts, Germany) with a wavelength of 0.9 µm and an emission coefficient of 0.93. In case of the coarse-grained composite, a metallic susceptor made of Mo-alloy TZM was used, since the material could not be heated by induction. The specimens were kept 20 min under the pre-load after reaching the test temperature to achieve a homogeneous temperature field over the entire height of the specimens. More details of the test procedure were given elsewhere [
19].
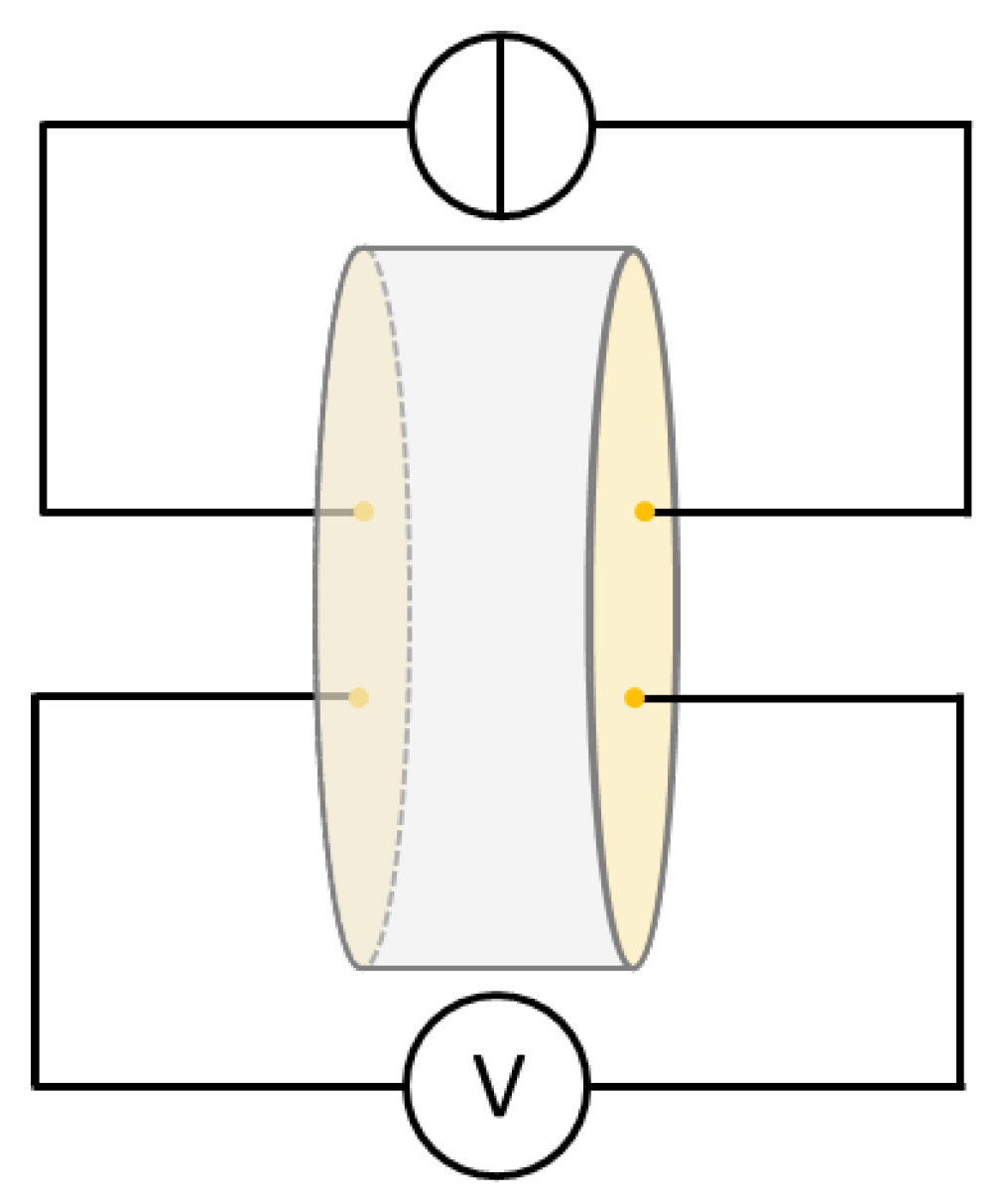
2.3.3. Electrical Conductivity Measurements
Two samples for electrical conductivity measurements were prepared as follows. First a powder mixture of 65 vol.% niobium and 35 vol.% alumina (calcinated alumina CT9FG, Almatis, Ludwigshafen, Germany) was dry mixed and homogenised, pressed to cylinders and finally sintered under argon atmosphere at a temperature of 1600 °C for 4 h.
To remove the formed sinter skins and to create a plane surface, the circular faces of the samples were grinded using SiC paper (P400 and P600). Then the surfaces were sputter-coated with gold, using a Quorum Q150T ES (Quantum Design GmbH, Darmstadt, Germany). Due to surface roughness, the circular faces were coated with a layer of silver paste to ensure that the whole surface area of the sample was connected by one continuous electrode.
The investigations were performed using a four-point-measurement setup, which is schematically shown in
Figure 1. During the tests, currents of 1 mA, 10 mA and 100 mA were applied to the samples working with a Keithley 220 Programmable Current Source (Keithley Instruments, Cleveland, OH, USA) and the resulting voltages were measured using a Keithley 2000 Multimeter (Keithley Instruments, Cleveland, OH, USA). The resistance
R of the samples was calculated with
where
I is the applied current and
U is the resulting voltage [
29]. The specific resistance
was calculated according to
where
A is the surface area of the prepared electrode and
l the distance between the prepared sample surfaces.


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}