
Short Heat Treatments for the F357 Aluminum Alloy Processed by Laser Powder Bed Fusion

 , ,
, ,  ,
,  ,
, 
 and
and 
Abstract
:1. Introduction
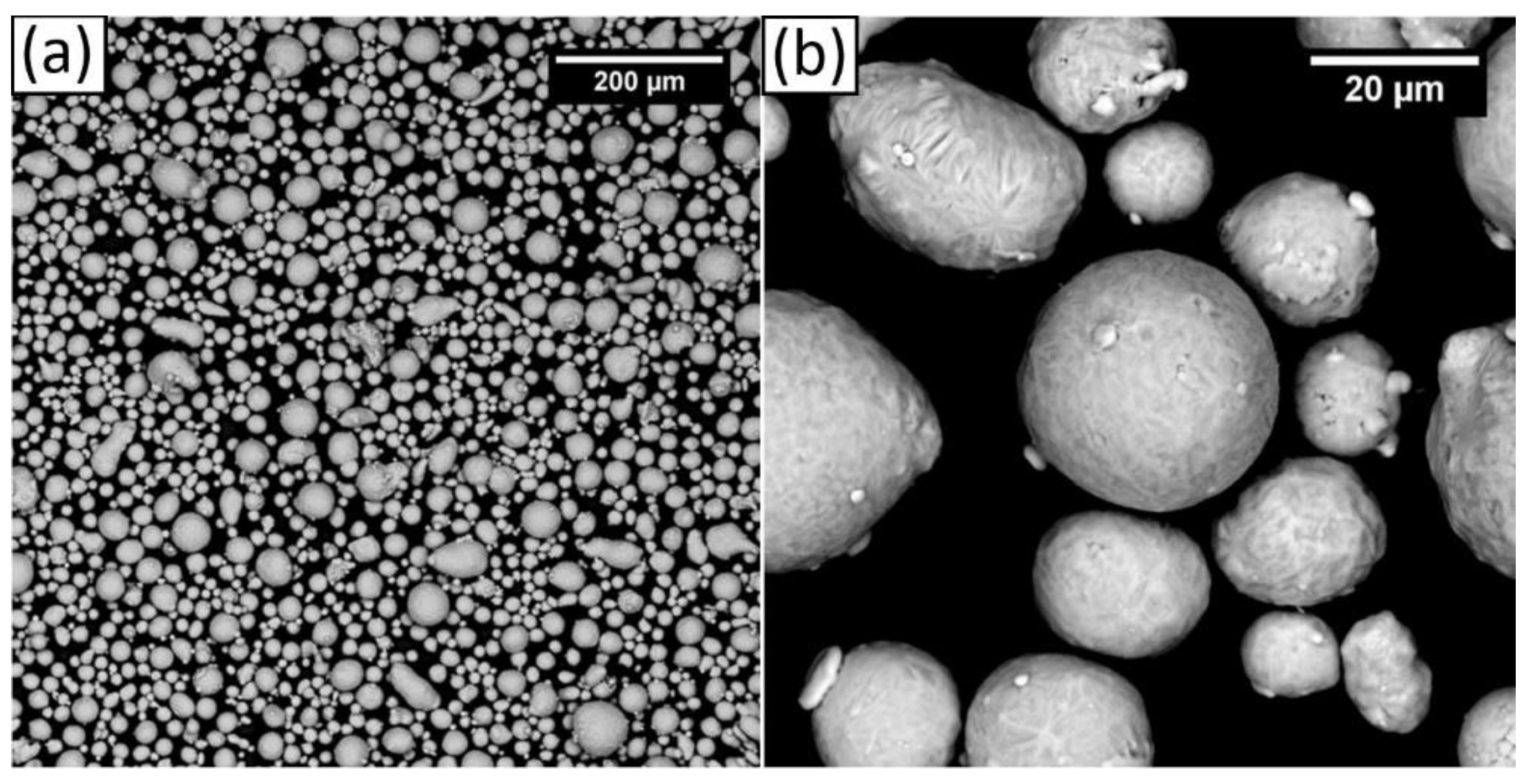
2. Materials and Methods
3. Results and Discussion
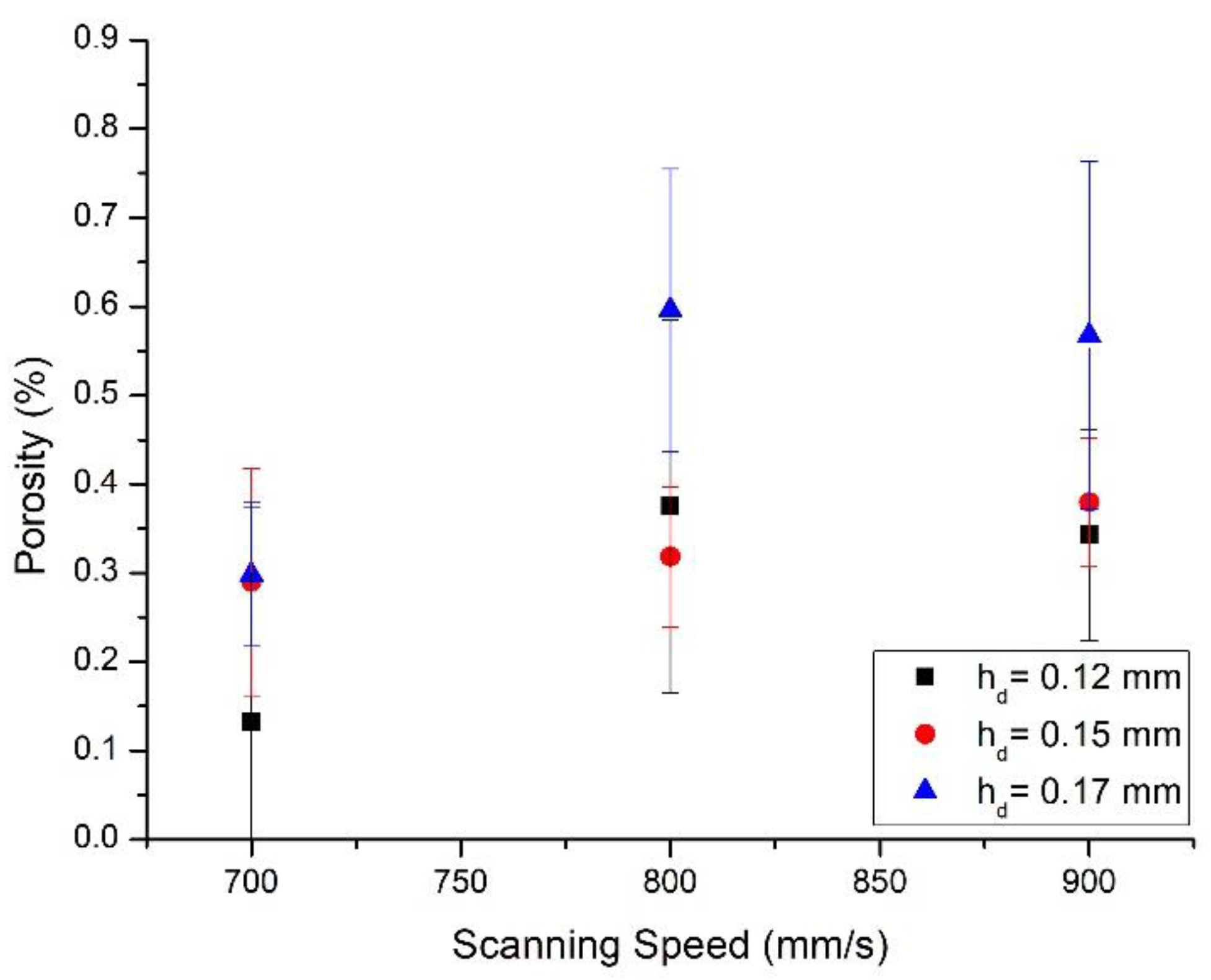
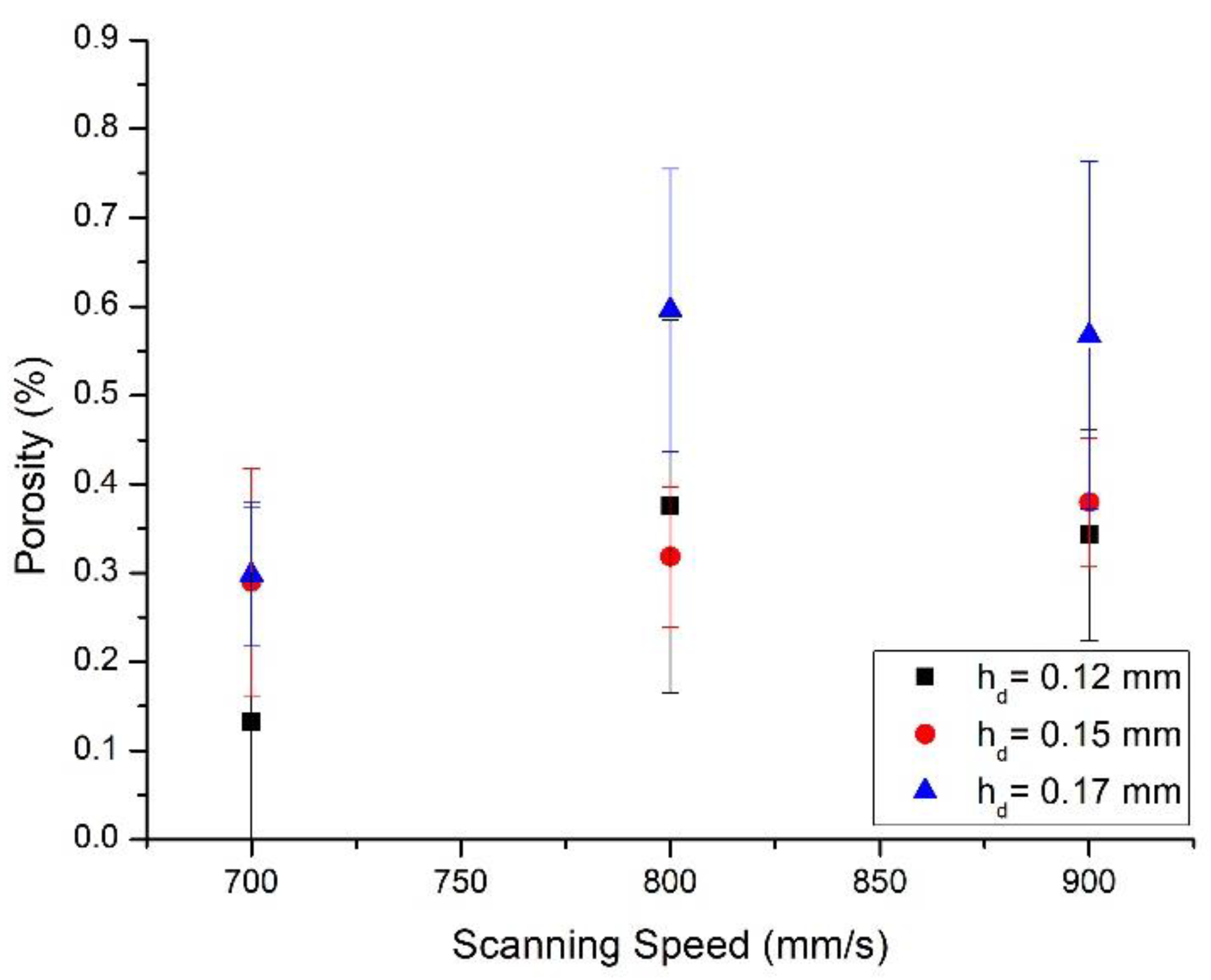
3.1. Optimization of Process Parameters
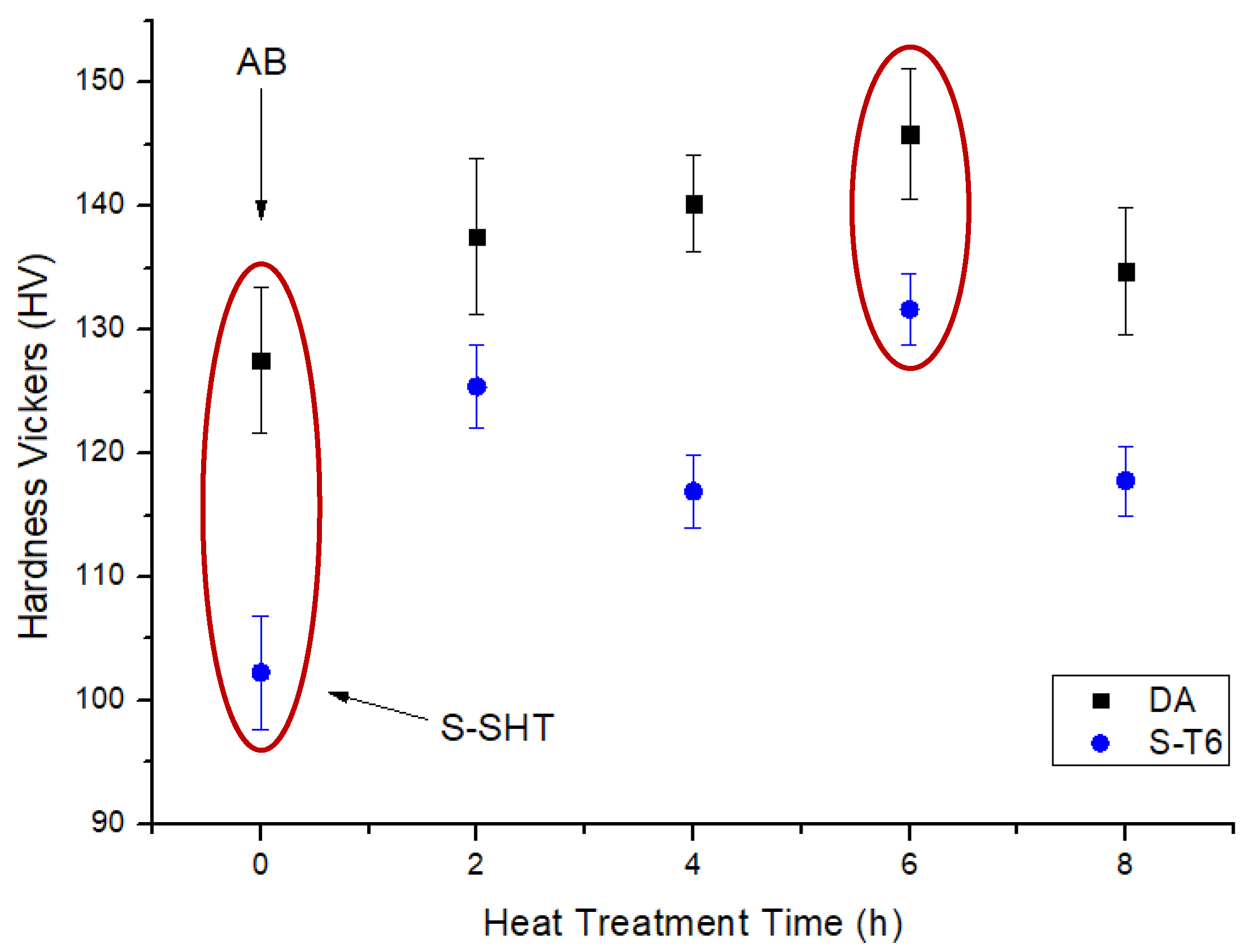
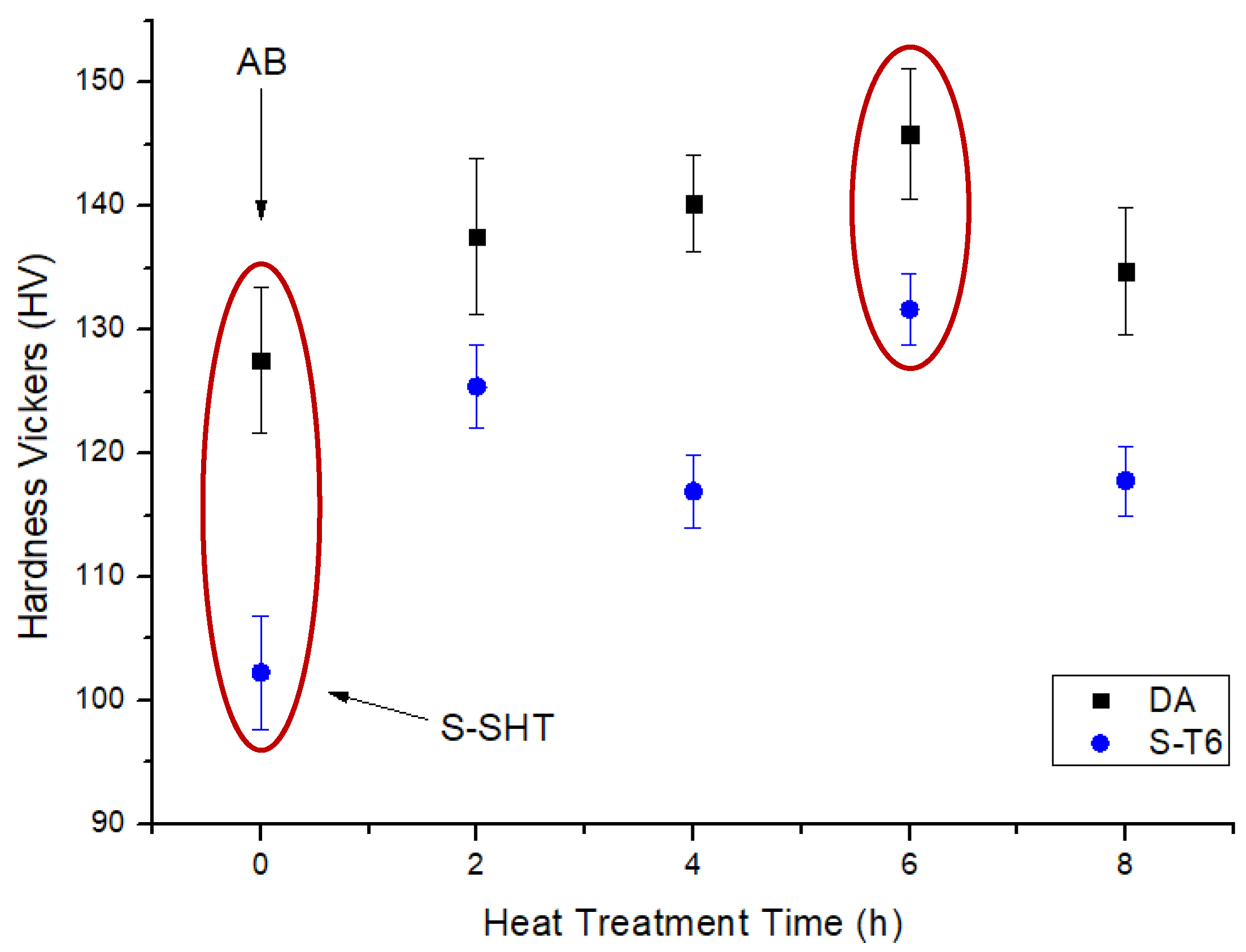
3.2. Hardness
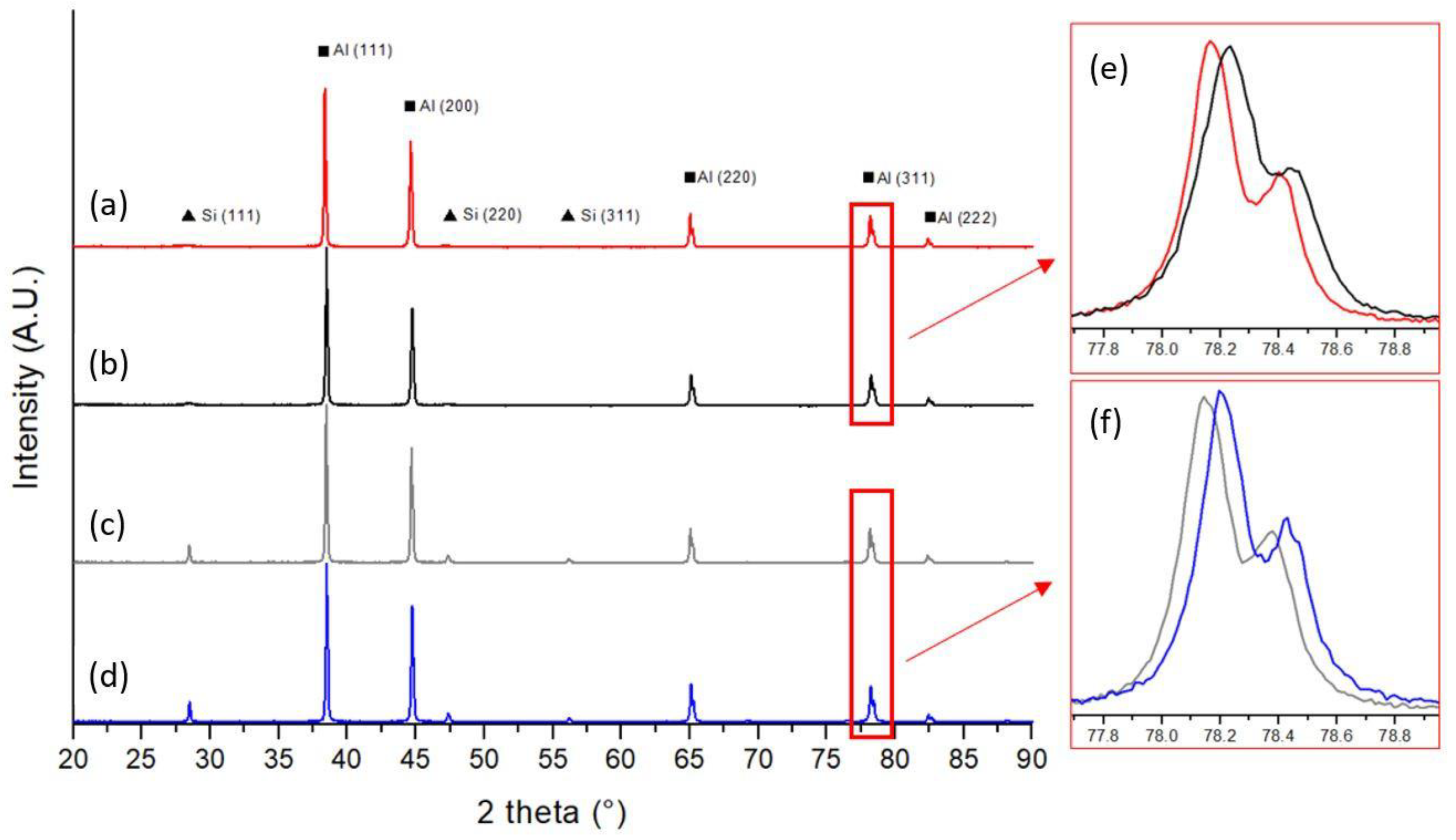
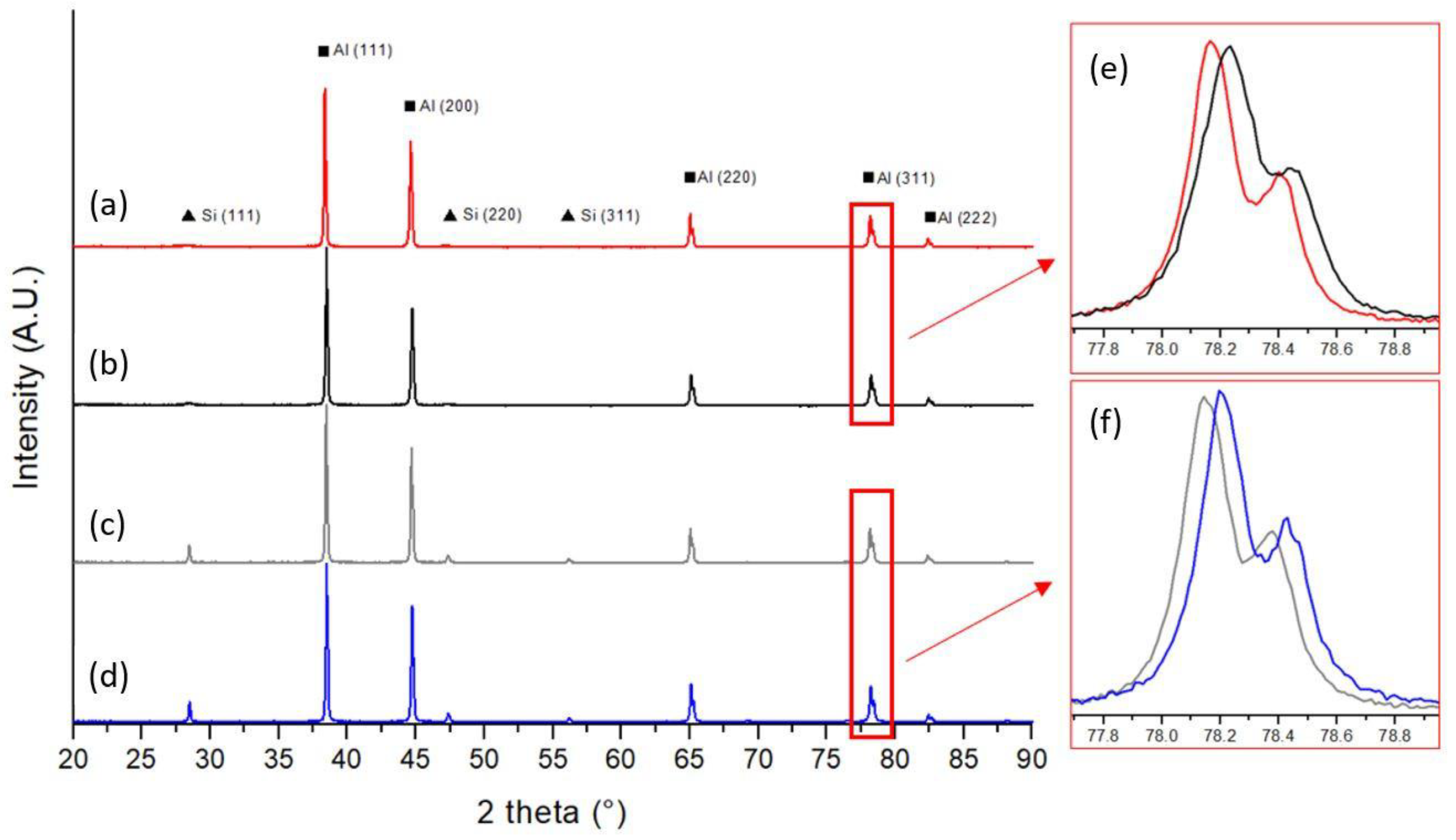
3.3. XRD Analysis
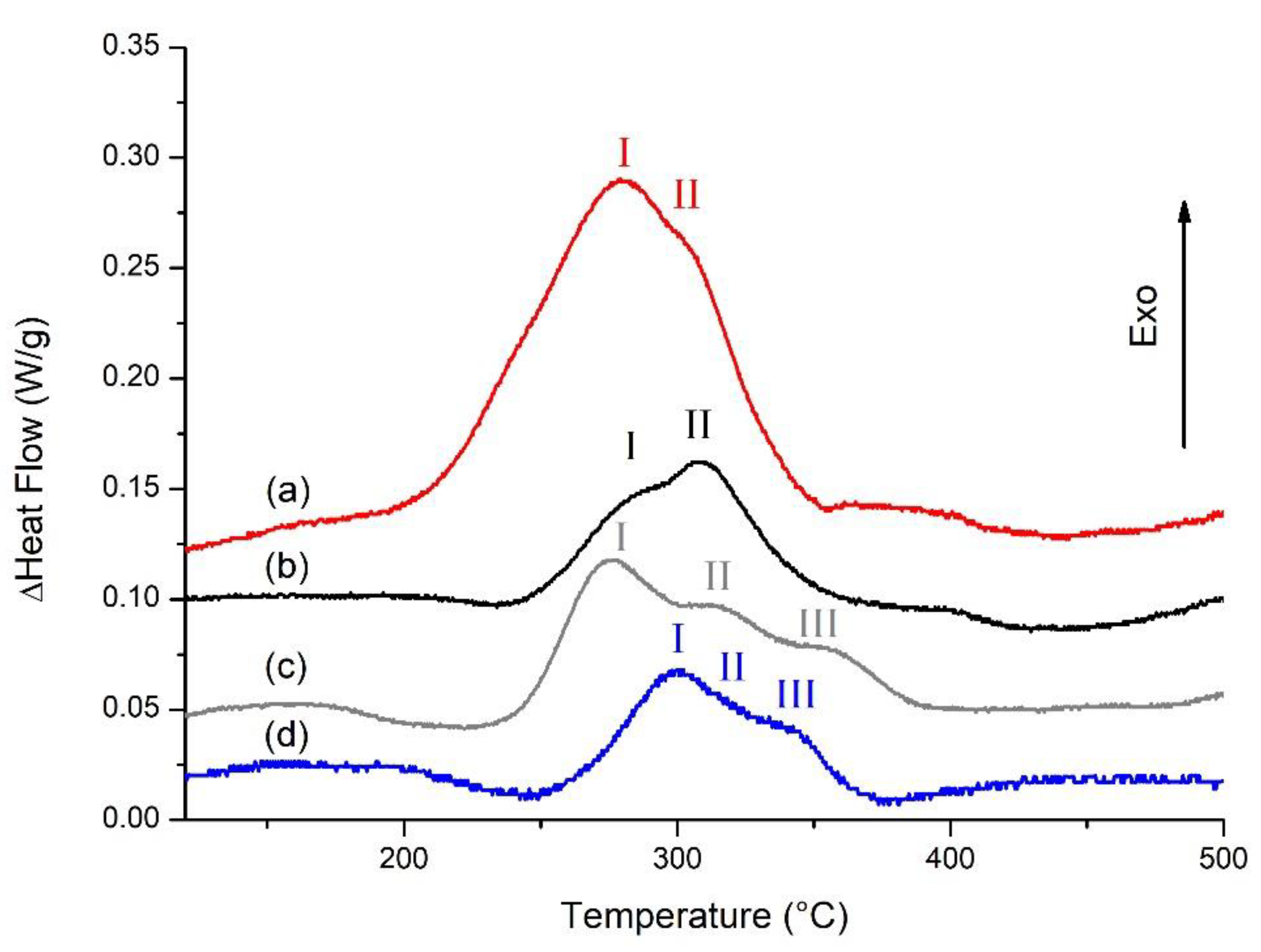
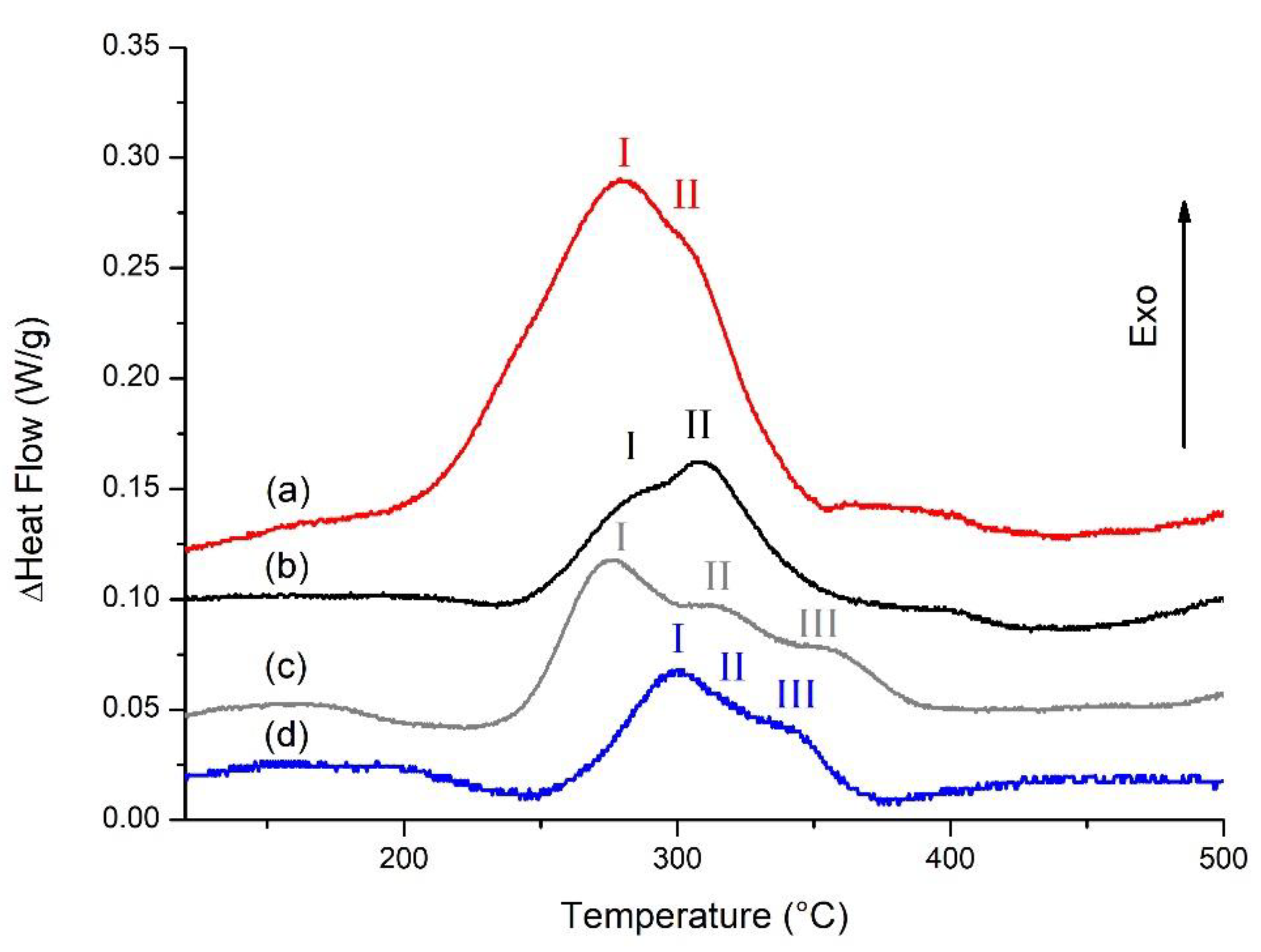
3.4. DSC Analysis
3.5. Microstructure
3.6. Mechanical Properties
4. Conclusions
- The F357 powder can be easily processed by L-PBF. The optimized parameters to produce F357 fully dense samples were P = 195 W; v = 700 mm/s; hd = 0.12 mm.
- The F357 sample hardness increased after direct aging compared to the as-built condition. A 6 h DA heat treatment at 170 °C led to the highest hardness value of 146 ± 5 HV. The S-SHT sample was characterized by the lowest hardness value because of the dissolution of the alloying elements and the subsequent aging heat treatment at 170 °C caused the hardness to increase up to 132 ± 3 HV.
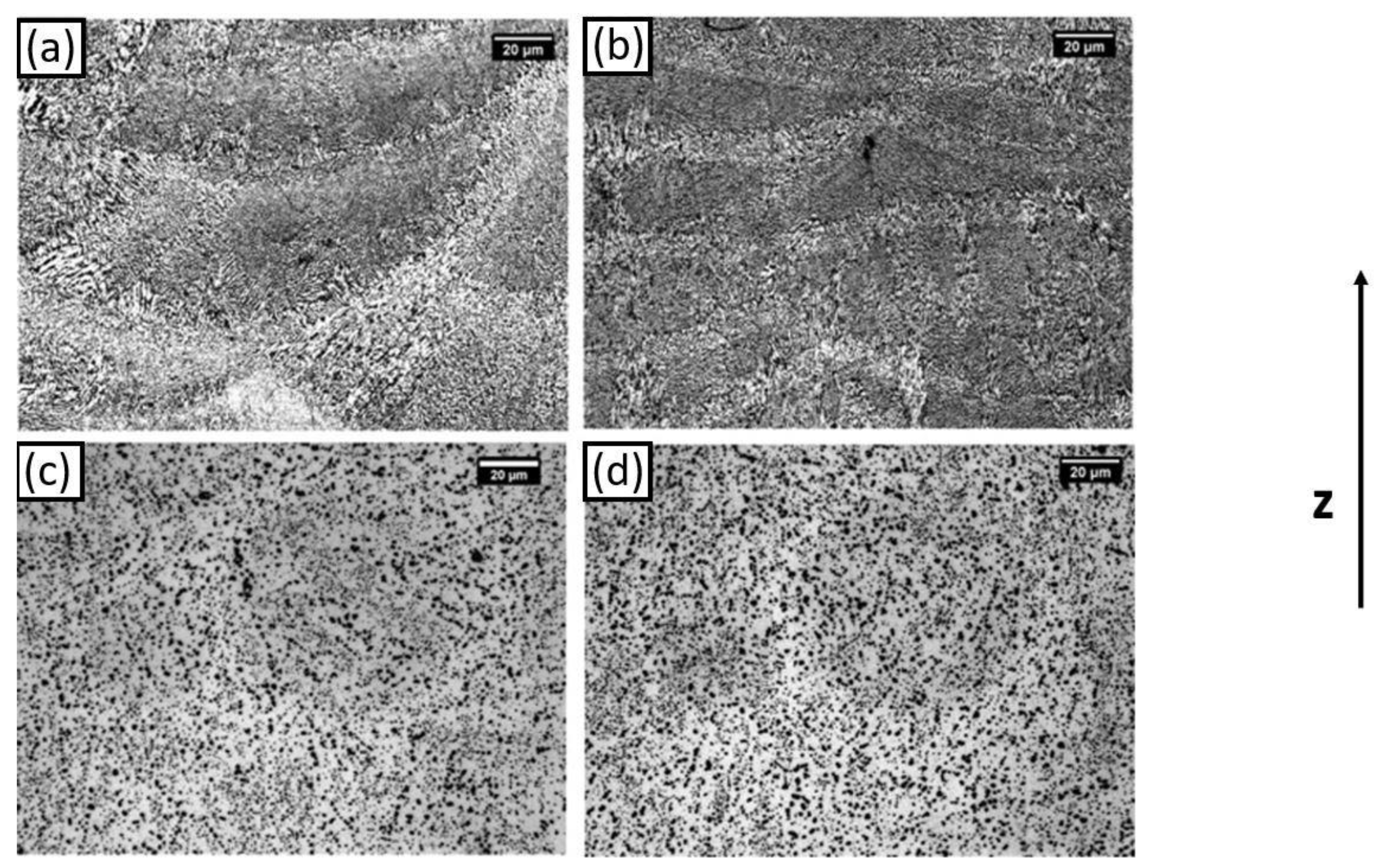
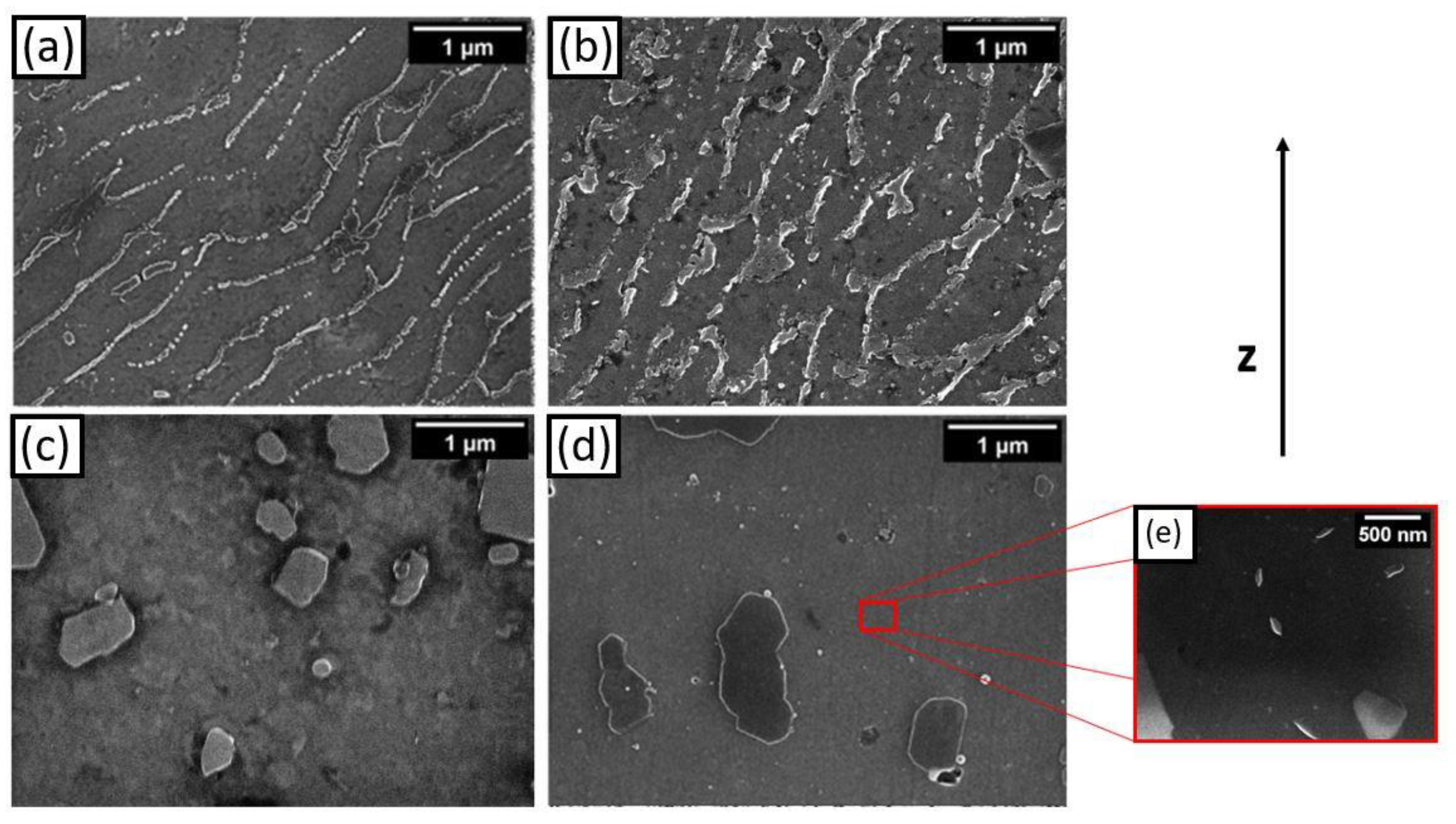
- The microstructures of AB and DA-6 samples were composed of melt pools and cellular α-Al surrounded by a eutectic Si network which was partially broken after 6 h DA treatment. Furthermore, the α-Al cells of the DA-6 samples contained some fine Si precipitates.
- The microstructures of S-SHT and S-T6-6 were homogenous, did not present melt pools, and were characterized by the presence of Si particles of about 1–2 µm mean size with irregular shape.
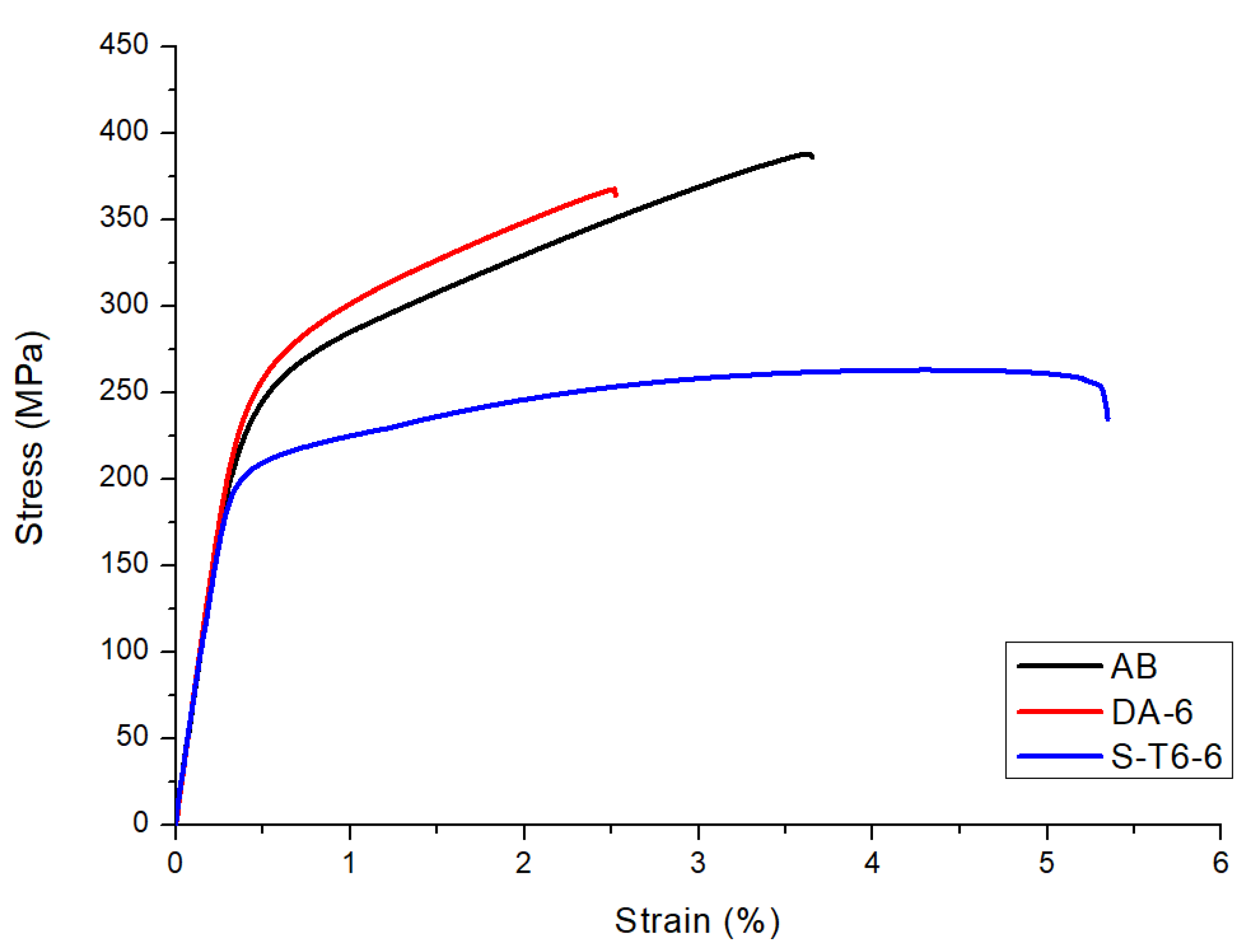
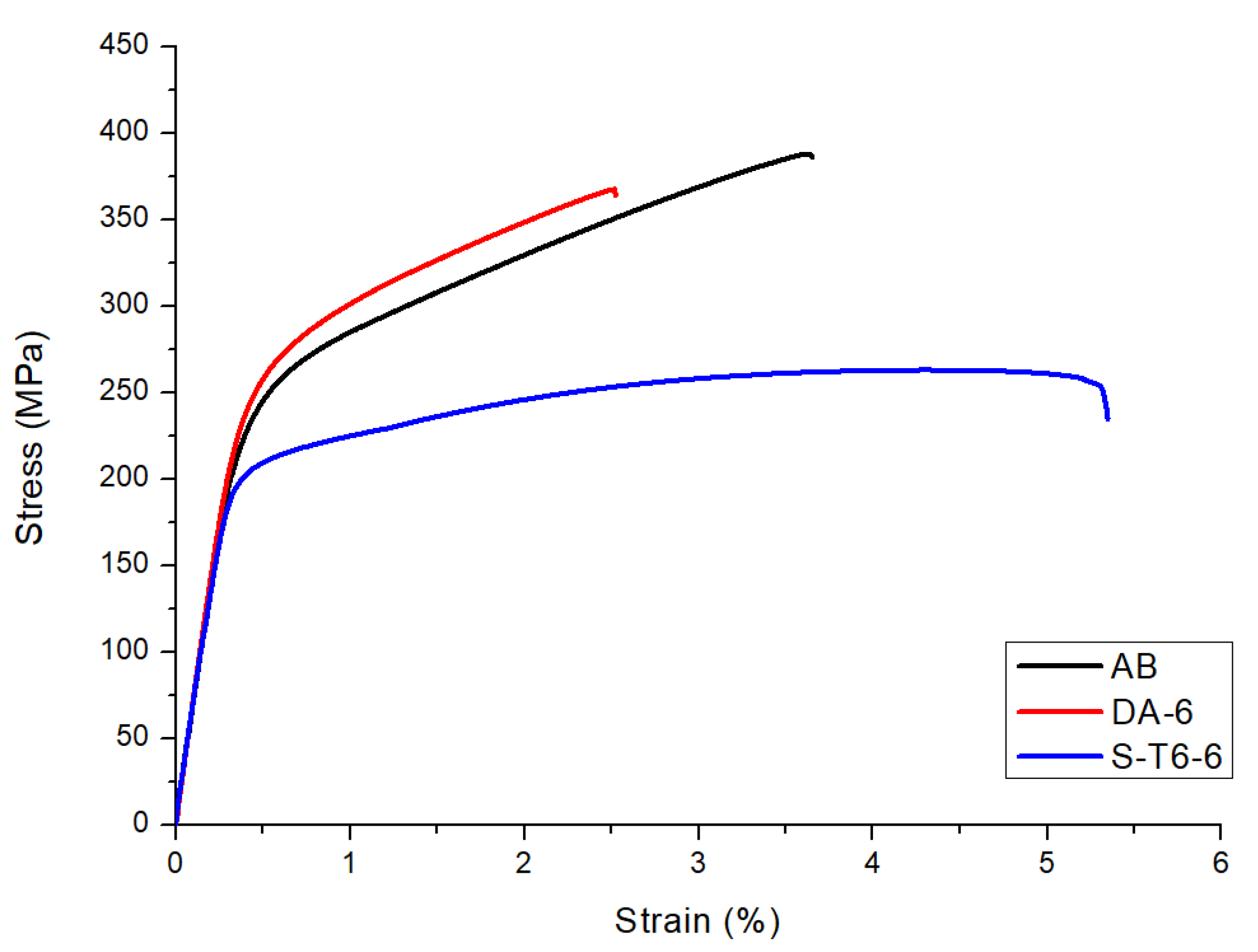
- The tensile tests revealed that the DA-6 sample presented the highest YS with a value of 268 MPa but with a reduction in elongation at break with respect to the AB sample. The S-T6-6 treatment showed considerably higher elongation at break than the other two conditions, with a slightly lower YS and UTS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Pierre, V.C.; Anthony, B.; Lore, T.; Brecht, V.H.; Kim, V. Heat Treatment Optimization via Thermo-Physical Characterization of AlSi7Mg and AlSi10Mg Manufactured by Laser Powder Bed Fusion (L-PBF). Euro PM2018 2018, 13, 1–7. [Google Scholar]
- Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.P.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of process and post-process conditions on the mechanical properties of an A357 alloy produced via laser powder bed fusion. Metals 2017, 7, 68. [Google Scholar] [CrossRef]
- Padovano, E.; Badini, C.; Pantarelli, A.; Gili, F.; D’Aiuto, F. A comparative study of the effects of thermal treatments on AlSi10Mg produced by laser powder bed fusion. J. Alloys Compd. 2020, 831, 154822. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C.A. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloys Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Aversa, A.; Marchese, G.; Manfredi, D.; Lorusso, M.; Calignano, F.; Biamino, S.; Lombardi, M.; Fino, P.; Pavese, M. Laser powder bed fusion of a high strength Al-Si-Zn-Mg-Cu alloy. Metals 2018, 8, 300. [Google Scholar] [CrossRef] [Green Version]
- Czerwinski, F. Critical Assessment 32: Controling the melting behaviour of cast structures through solid-state deformation. Mater. Sci. Technol. 2019, 35, 999–1006. [Google Scholar] [CrossRef]
- Yang, K.V.; Rometsch, P.; Davies, C.H.J.; Huang, A.; Wu, X. Effect of heat treatment on the microstructure and anisotropy in mechanical properties of A357 alloy produced by selective laser melting. Mater. Des. 2018, 154, 275–290. [Google Scholar] [CrossRef]
- Asghar, G.; Peng, L.; Fu, P.; Yuan, L.; Liu, Y. Role of Mg2Si precipitates size in determining the ductility of A357 cast alloy. Mater. Des. 2020, 186, 4–12. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Ambrosio, E.P.; Mariangela, L.; Pavese, M.; Manfredi, D.; Fino, P. Effects of heat treatments on A357 alloy produced by selective laser melting. World PM 2016 Congr. Exhib. 2016, 13, 1–6. [Google Scholar]
- Casati, R.; Vedani, M. Aging Response of an A357 Al Alloy Processed by Selective Laser Melting. Adv. Eng. Mater. 2019, 21, 1–7. [Google Scholar] [CrossRef]
- Rao, J.H.; Zhang, Y.; Fang, X.; Chen, Y.; Wu, X.; Davies, C.H.J. The origins for tensile properties of selective laser melted aluminium alloy A357. Addit. Manuf. 2017, 17, 113–122. [Google Scholar] [CrossRef]
- Saboori, A.; Pavese, M.; Badini, C.; Eivani, A.R. Studying the age hardening kinetics of A357 aluminum alloys through the Johnson–Mehl–Avrami theory. Met. Powder Rep. 2017, 72, 420–424. [Google Scholar] [CrossRef]
- Möller, H.; Govender, G.; Stumpf, W.E.; Pistorius, P.C. Comparison of heat treatment response of semisolid metal processed alloys A356 and F357. Int. J. Cast Met. Res. 2010, 23, 37–43. [Google Scholar] [CrossRef] [Green Version]
- Theron, M.; Knutsen, R.D.; Ivanchev, L.H.; Burger, H.P. Effect of heat treatment on the properties of laser-beam welded rheo-cast F357 aluminum. J. Mater. Process. Technol. 2012, 212, 465–470. [Google Scholar] [CrossRef]
- Tzeng, Y.C.; Nieh, J.K.; Bor, H.Y.; Lee, S.L. Effect of trace Be and Sc additions on the mechanical properties of A357 alloys. Metals 2018, 8, 194. [Google Scholar] [CrossRef] [Green Version]
- Tan, Y.H.; Lee, S.L.; Wu, H.Y. Effects of beryllium on fatigue crack propagation of A357 alloys containing iron. Int. J. Fatigue 1996, 18, 137–147. [Google Scholar] [CrossRef]
- Wang, M.; Song, B.; Wei, Q.; Zhang, Y.; Shi, Y. Effects of annealing on the microstructure and mechanical properties of selective laser melted AlSi7Mg alloy. Mater. Sci. Eng. A 2019, 739, 463–472. [Google Scholar] [CrossRef]
- Lorusso, M.; Trevisan, F.; Calignano, F.; Lombardi, M.; Manfredi, D. A357 alloy by L-PBF for industry applications. Materials 2020, 13, 1488. [Google Scholar] [CrossRef] [Green Version]
- Casati, R.; Nasab, M.H.; Tirelli, V.; Vedani, M. Effect of different heat treatment routes on microstructure and mechanical properties of AlSi7Mg, AlSi10Mg and Al-Mg-Zr-Sc alloys produced by selective laser melting. Euro PM 2018 Congr. Exhib. 2020, 11, 123. [Google Scholar]
- Rao, J.H.; Zhang, Y.; Zhang, K.; Wu, X.; Huang, A. Selective laser melted Al-7Si-0.6Mg alloy with in-situ precipitation via platform heating for residual strain removal. Mater. Des. 2019, 182, 108005. [Google Scholar] [CrossRef]
- Abdulwahab, M.; Madugu, I.A.; Yaro, S.A.; Hassan, S.B.; Popoola, A.P.I. Effects of multiple-step thermal ageing treatment on the hardness characteristics of A356.0-type Al-Si-Mg alloy. Mater. Des. 2011, 32, 1159–1166. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. Optimisation of solution treatment of cast Al-Si-Cu alloys. Mater. Des. 2010, 31, S44–S49. [Google Scholar] [CrossRef]
- Casati, R.; Hamidi Nasab, M.; Coduri, M.; Tirelli, V.; Vedani, M. Effects of Platform Pre-Heating and Thermal-Treatment Strategies on Properties of AlSi10Mg Alloy Processed by Selective Laser Melting. Metals 2018, 8, 954. [Google Scholar] [CrossRef] [Green Version]
- Manfredi, D.; Calignano, F.; Krishnan, M.; Canali, R.; Ambrosio, E.P.; Atzeni, E. From powders to dense metal parts: Characterization of a commercial AlSiMg alloy processed through direct metal laser sintering. Materials 2013, 6, 856–869. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lumley, R.N.; Odonnell, R.G.; Gunasegaram, D.R.; Givord, M. Heat treatment of high-pressure die castings. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2007, 38, 2564–2574. [Google Scholar] [CrossRef]
- Marola, S.; Manfredi, D.; Fiore, G.; Poletti, M.G.; Lombardi, M.; Fino, P.; Battezzati, L. A comparison of Selective Laser Melting with bulk rapid solidification of AlSi10Mg alloy. J. Alloys Compd. 2018, 742, 271–279. [Google Scholar] [CrossRef]
- Zhang, X.X.; Lutz, A.; Andrä, H.; Lahres, M.; Sittig, D.; Maawad, E.; Gan, W.M.; Knoop, D. An additively manufactured and direct-aged AlSi3.5Mg2.5 alloy with superior strength and ductility: Micromechanical mechanisms. Int. J. Plast. 2021, 146. [Google Scholar] [CrossRef]
- Liu, M.; Wu, Z.; Yang, R.; Wei, J.; Yu, Y.; Skaret, P.C.; Roven, H.J. DSC analyses of static and dynamic precipitation of an Al-Mg-Si-Cu aluminum alloy. Prog. Nat. Sci. Mater. Int. 2015, 25, 153–158. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.Y.; Lee, S.L.; Lee, C.K.; Lin, J.C. Effects of Be and Fe on the mechanical and corrosion behaviors of A357 alloys. Mater. Chem. Phys. 2005, 93, 412–419. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Ti | Fe | Cu | Zn | Mn | Be | |
|---|---|---|---|---|---|---|---|---|
| wt% | 6.5–7.5 | 0.45–0.60 | 0.20 | 0.15 | 0.05 | 0.05 | 0.03 | <0.002 |
| Heat Treatment | Heat Treatment Procedure | Sample Code |
|---|---|---|
| Direct Aging | 170 °C/2 h/AC 1 | DA-2 |
| 170 °C/4 h/AC | DA-4 | |
| 170 °C/6 h/AC | DA-6 | |
| 170 °C/8 h/AC | DA-8 | |
| Short Solution Heat Treatment | 540 °C/15 min/Water Quench | S-SHT |
| Short T6 | S-SHT/170 °C/2 h/AC | S-T6-2 |
| S-SHT/170 °C/4 h/AC | S-T6-4 | |
| S-SHT/170 °C/6 h/AC | S-T6-6 | |
| S-SHT/170 °C/8 h/AC | S-T6-8 |
| Alloy | Heat Treatment | YS (MPa) | UTS (MPa) | ε (%) | Ref. |
|---|---|---|---|---|---|
| F357 | AB | 254 (0.05) | 382 (6) | 3.5 (0.2) | This work |
| F357 | DA-6 | 268 (0.6) | 362 (0.6) | 2.4 (0.2) | This work |
| F357 | S-T6-6 | 218 (21) | 270 (18) | 4.5 (0.8) | This work |
| A357 L-PBF | AB | 245 (5) | 389 (5) | 5.2 (0.4) | [11] |
| A357 L-PBF | T6 | 250 (10) | 308 (12) | 5.2 (0.2) | [11] |
| A357 L-PBF | DA | 308 (3) | 400 (9) | 3.9 (0.7) | [12] |
| A357 L-PBF | T6 | 256 (4) | 306 (5) | 4.7 (0.1) | [12] |
| A357 L-PBF | SR T6 | 249 (9) | 307 (10) | 5.1 (0.3) | [20] |
| A357 cast | T6 | 281 (2) | 305 (3) | 4.1 (0.1) | [31] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vanzetti, M.; Virgillito, E.; Aversa, A.; Manfredi, D.; Bondioli, F.; Lombardi, M.; Fino, P. Short Heat Treatments for the F357 Aluminum Alloy Processed by Laser Powder Bed Fusion. Materials 2021, 14, 6157. https://doi.org/10.3390/ma14206157
Vanzetti M, Virgillito E, Aversa A, Manfredi D, Bondioli F, Lombardi M, Fino P. Short Heat Treatments for the F357 Aluminum Alloy Processed by Laser Powder Bed Fusion. Materials. 2021; 14(20):6157. https://doi.org/10.3390/ma14206157
Chicago/Turabian StyleVanzetti, Matteo, Enrico Virgillito, Alberta Aversa, Diego Manfredi, Federica Bondioli, Mariangela Lombardi, and Paolo Fino. 2021. "Short Heat Treatments for the F357 Aluminum Alloy Processed by Laser Powder Bed Fusion" Materials 14, no. 20: 6157. https://doi.org/10.3390/ma14206157
APA StyleVanzetti, M., Virgillito, E., Aversa, A., Manfredi, D., Bondioli, F., Lombardi, M., & Fino, P. (2021). Short Heat Treatments for the F357 Aluminum Alloy Processed by Laser Powder Bed Fusion. Materials, 14(20), 6157. https://doi.org/10.3390/ma14206157