
Experimental Investigation of Surface Roughness in Milling of DuralcanTM Composite




Abstract
:1. Introduction
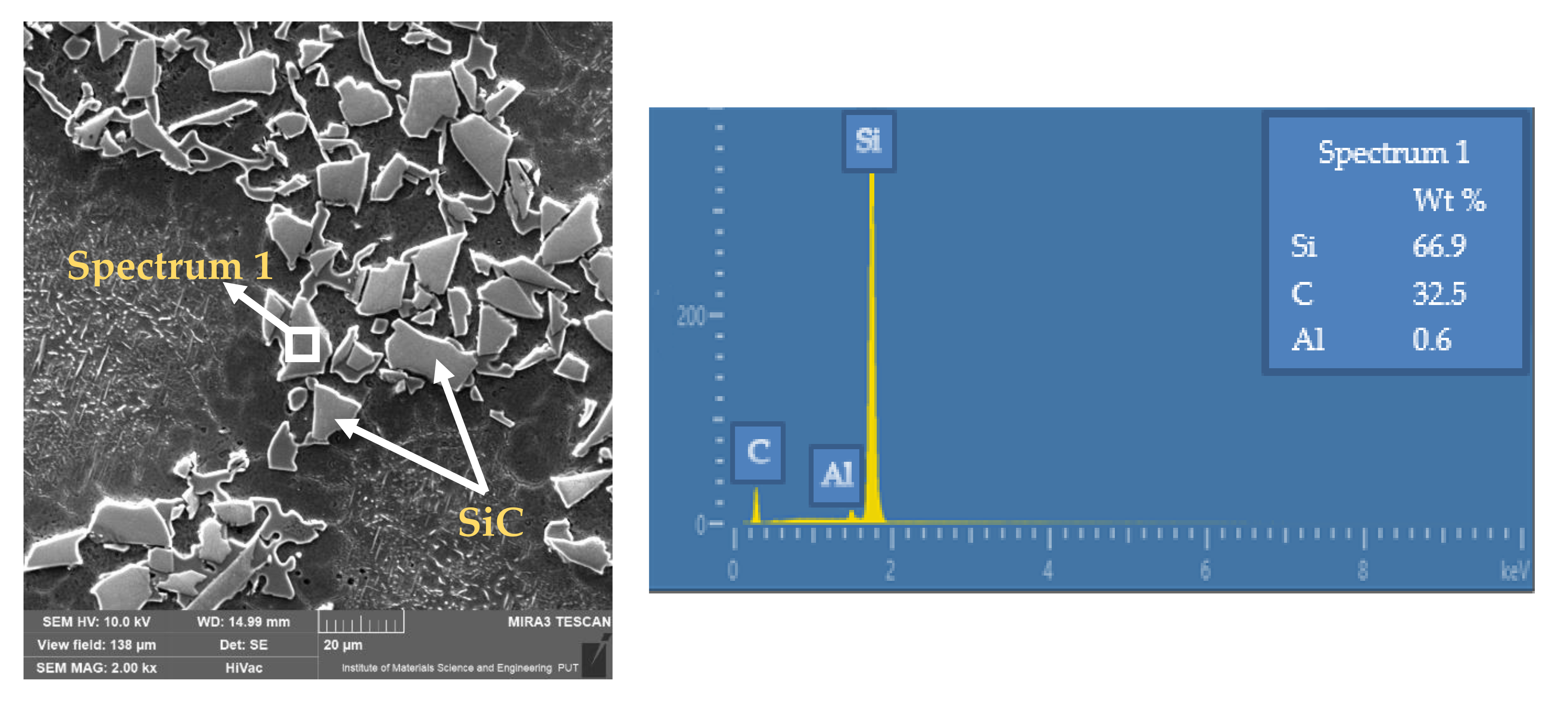
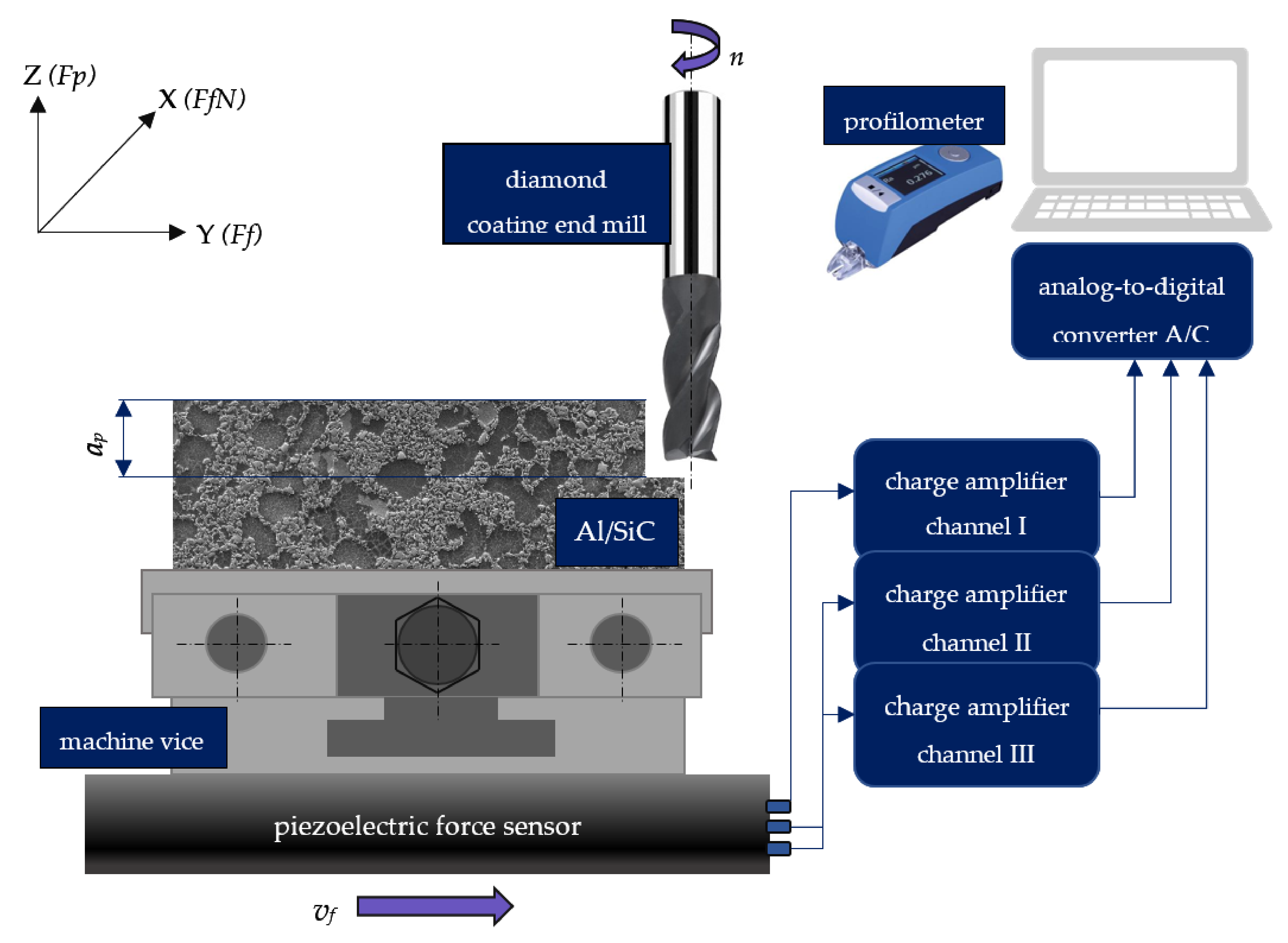
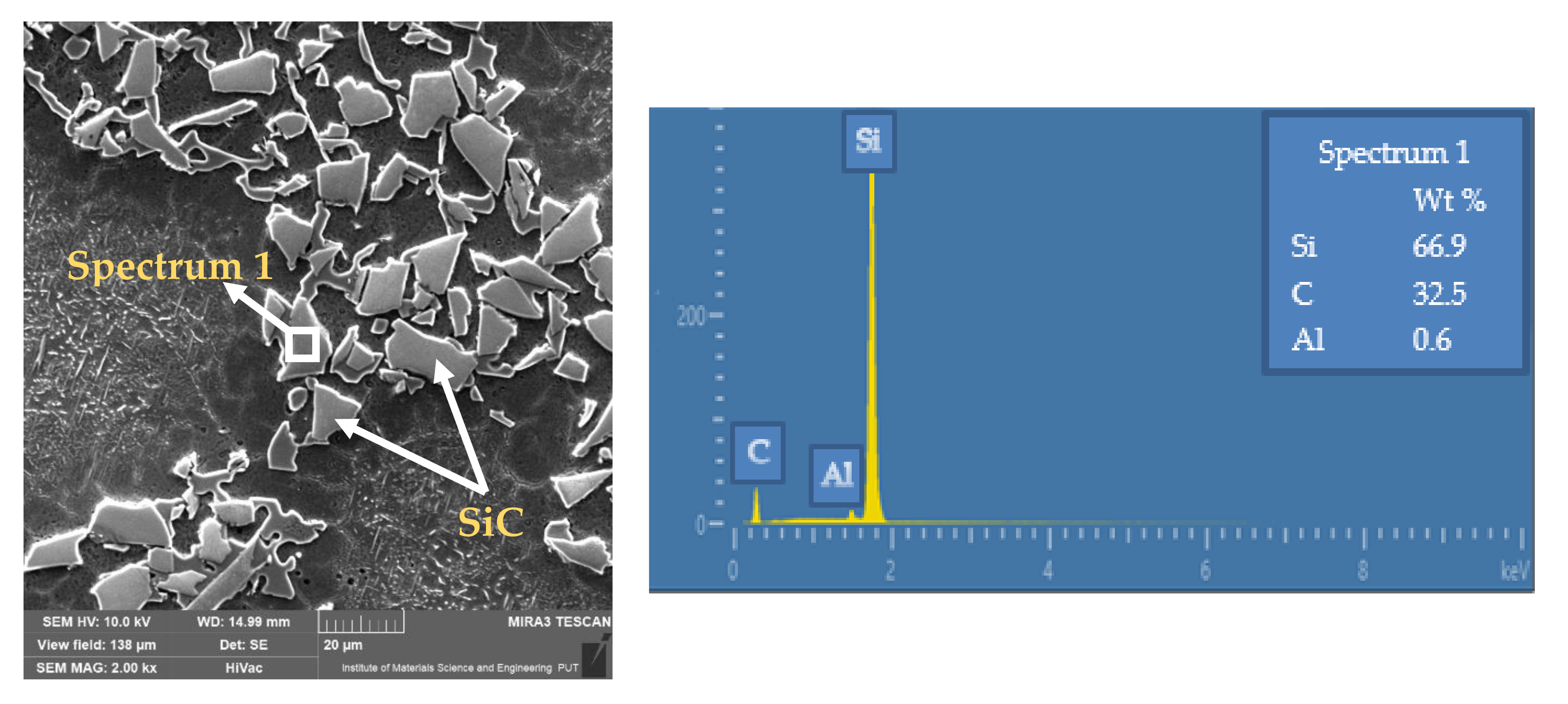
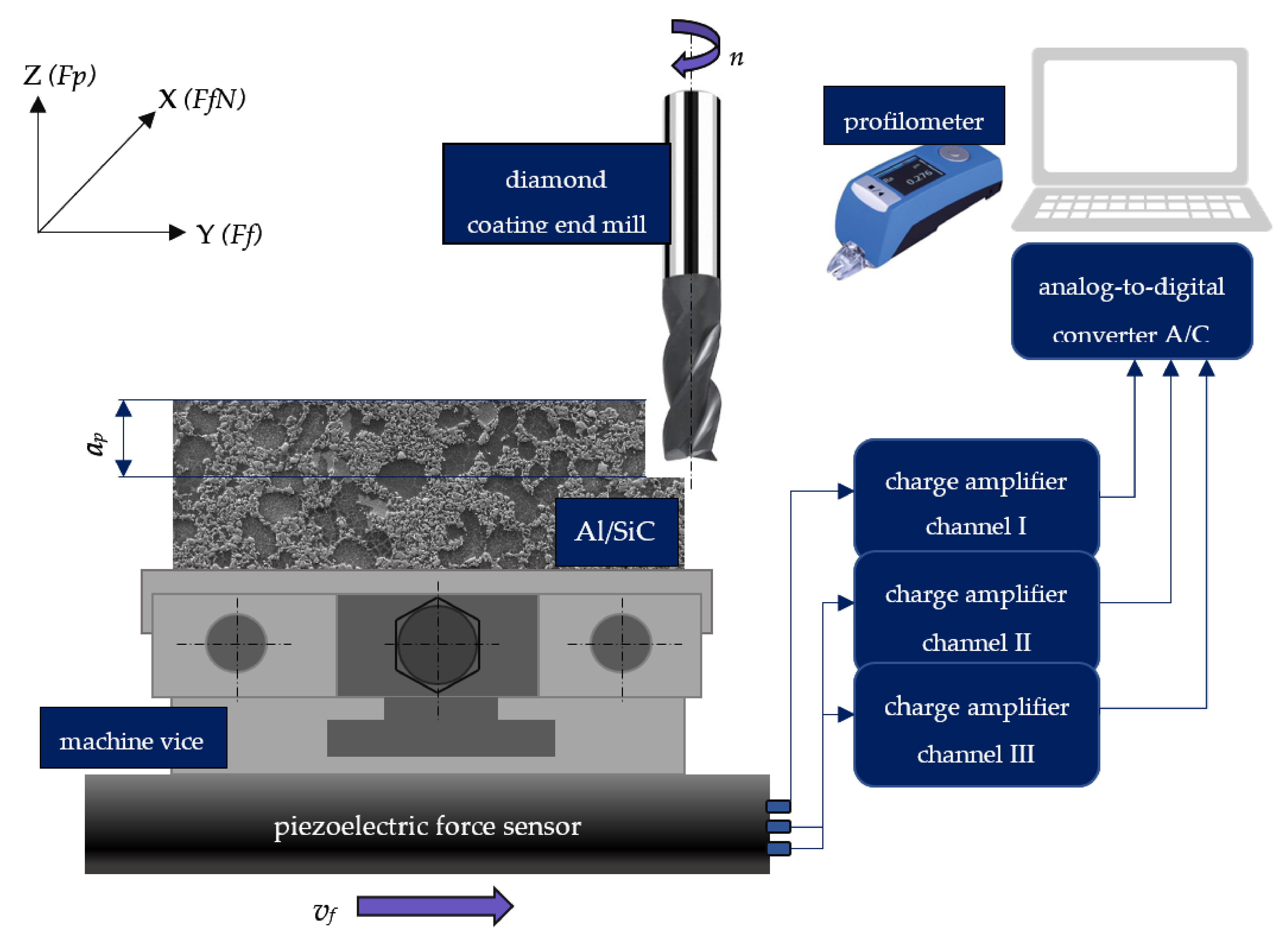
2. Materials and Methods
3. Results
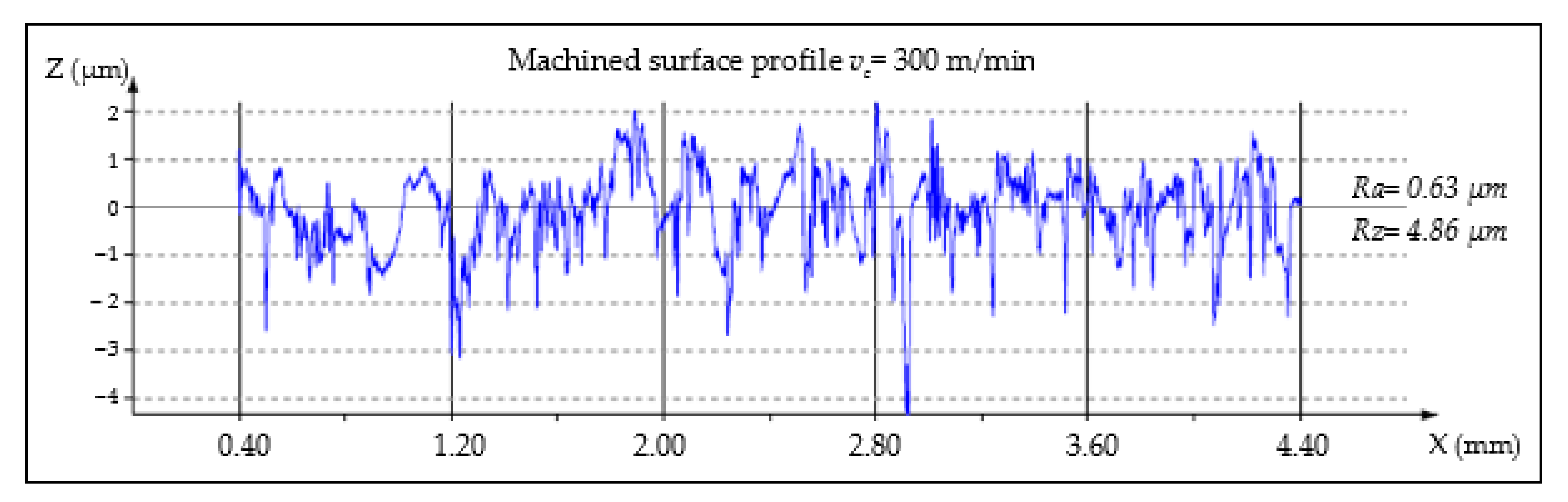
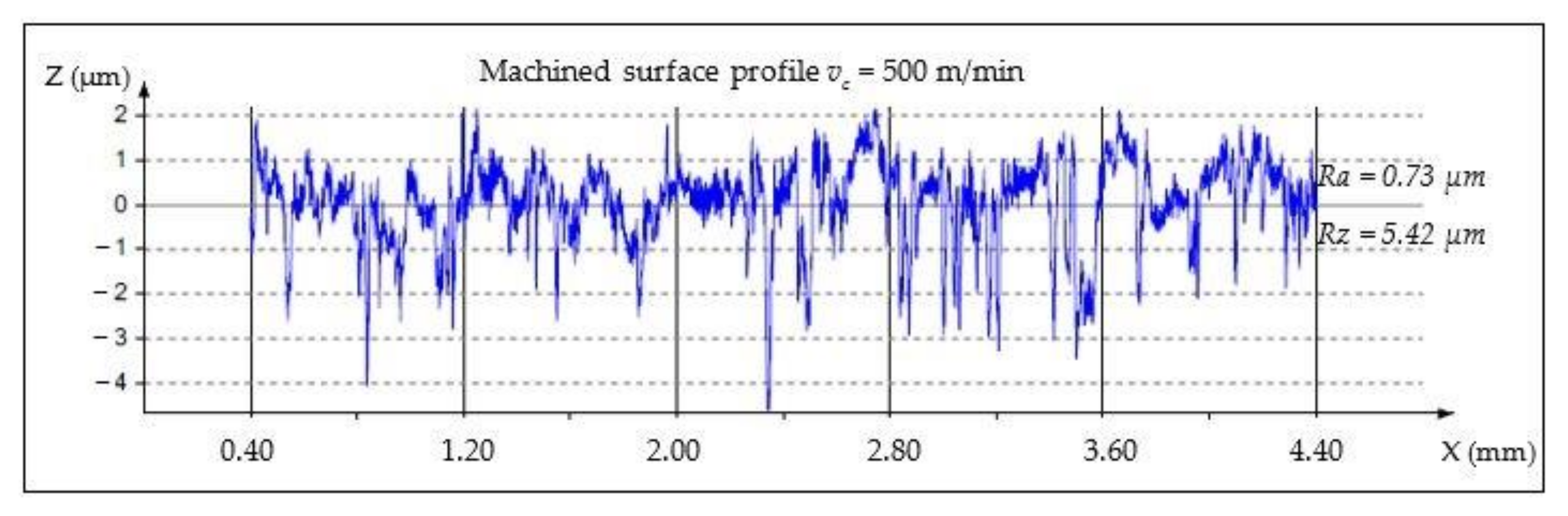
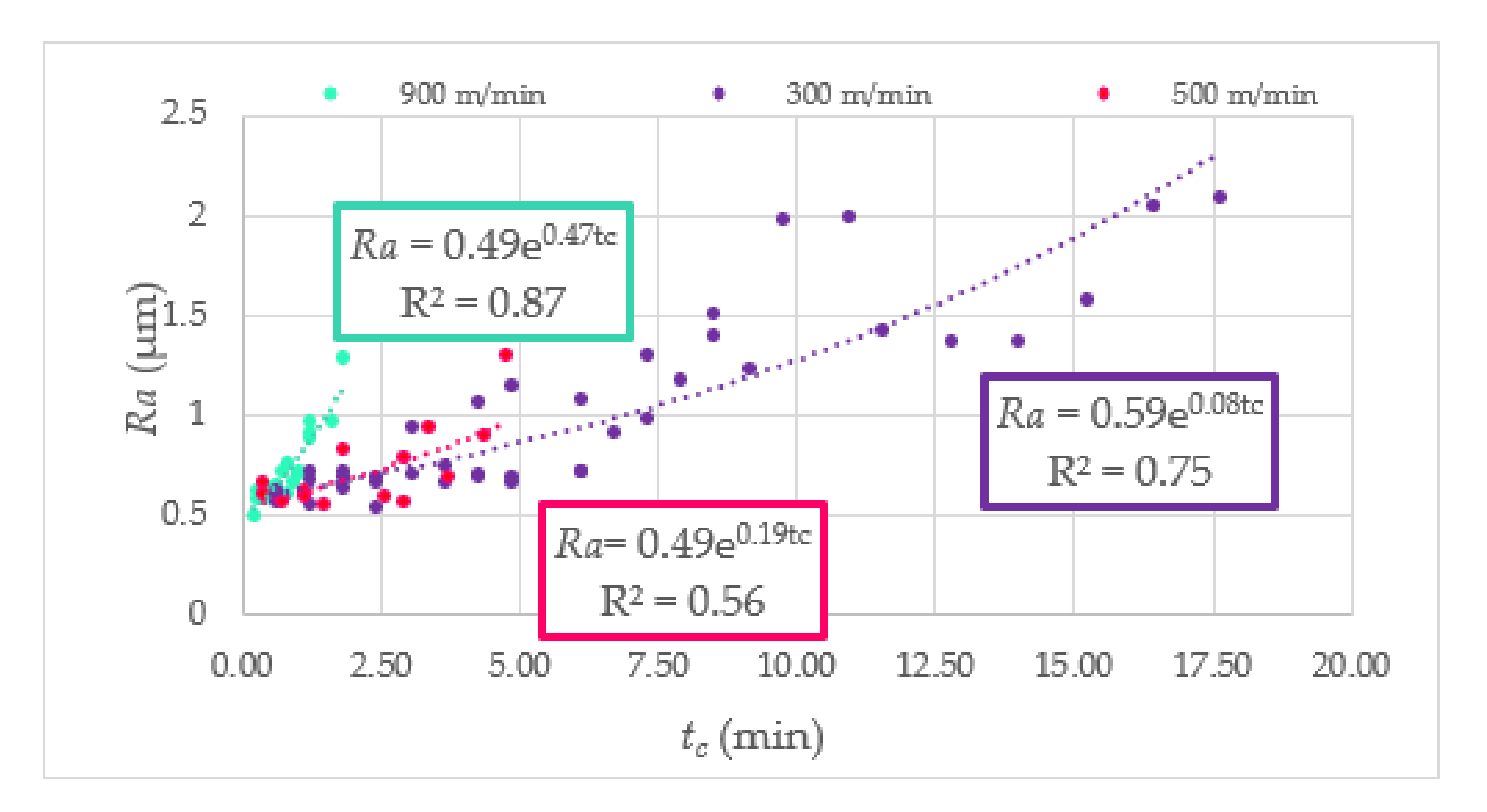
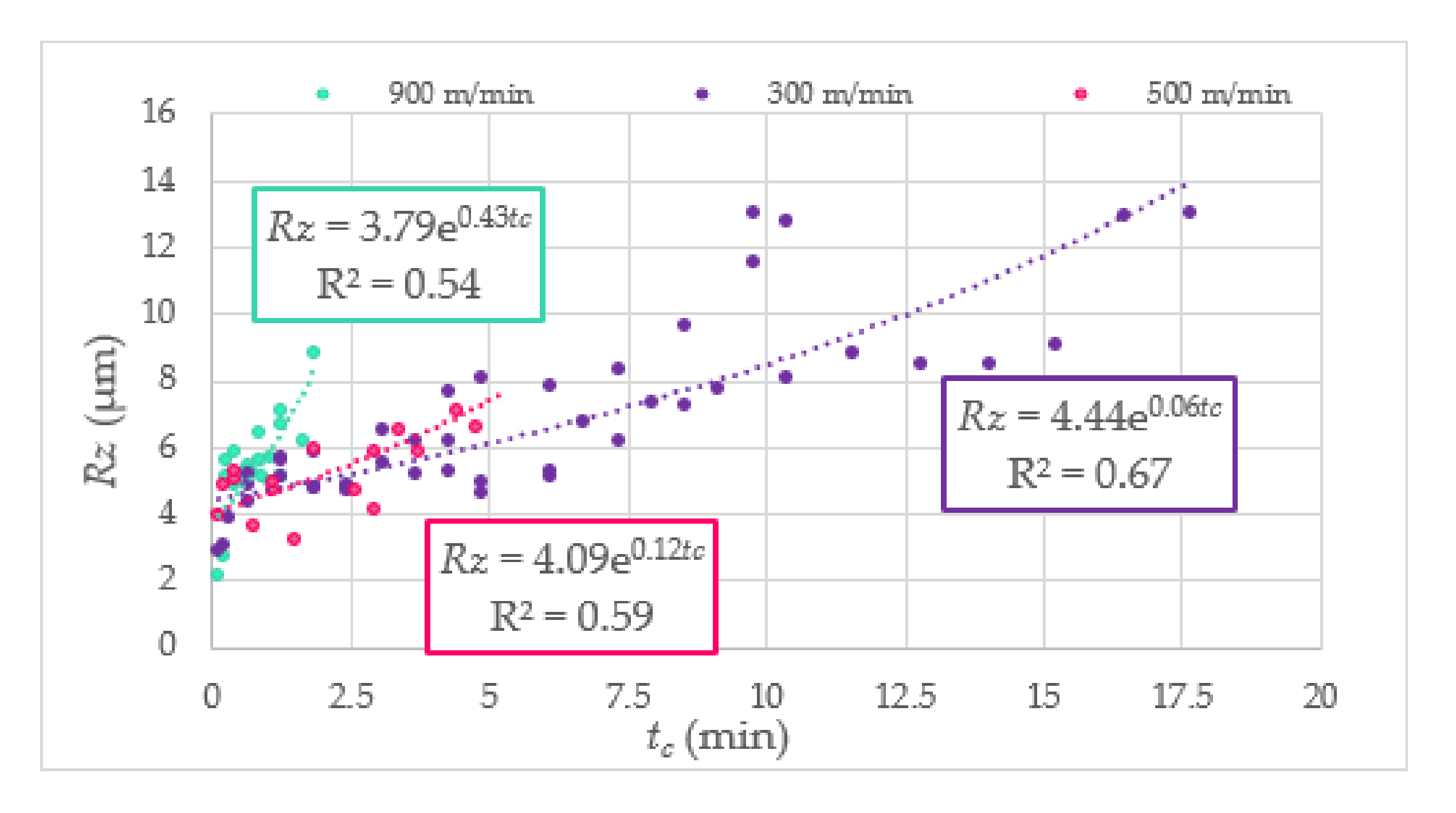
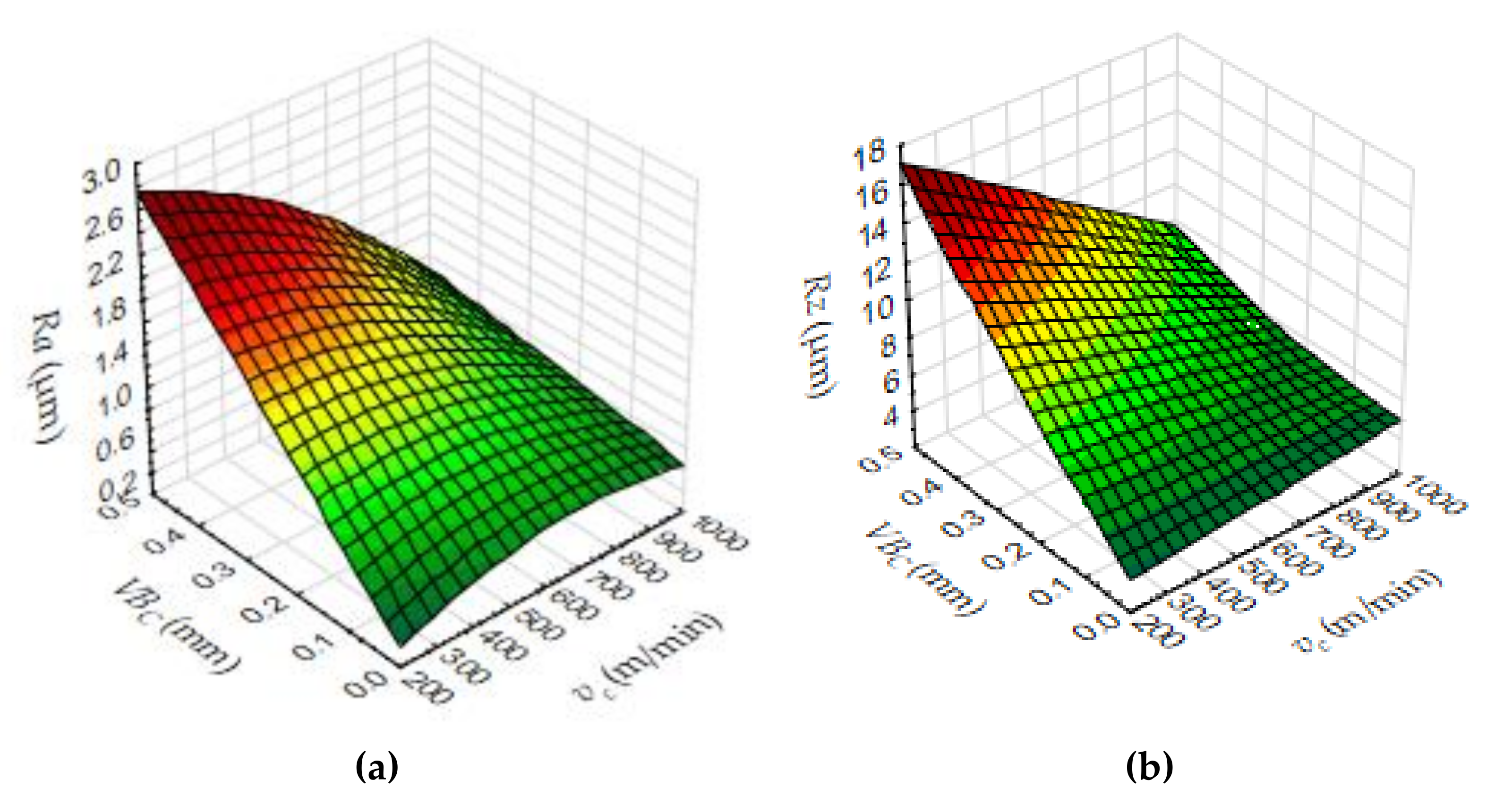
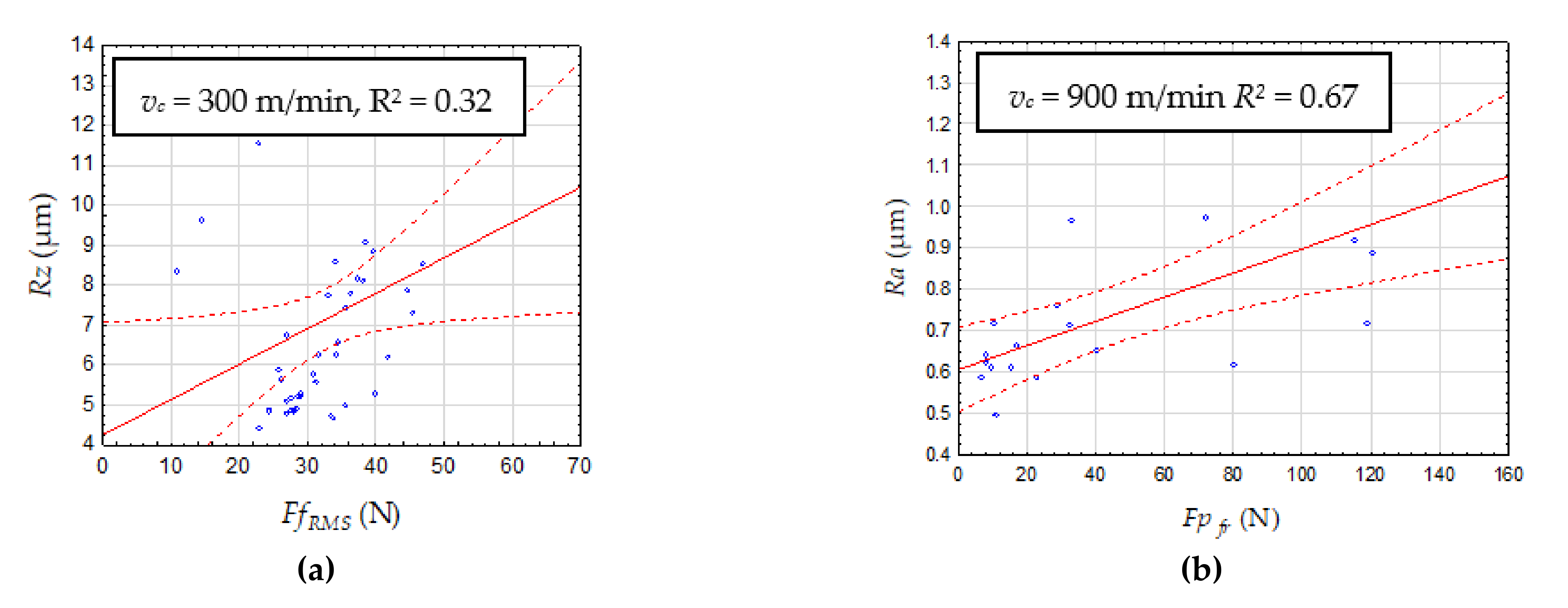
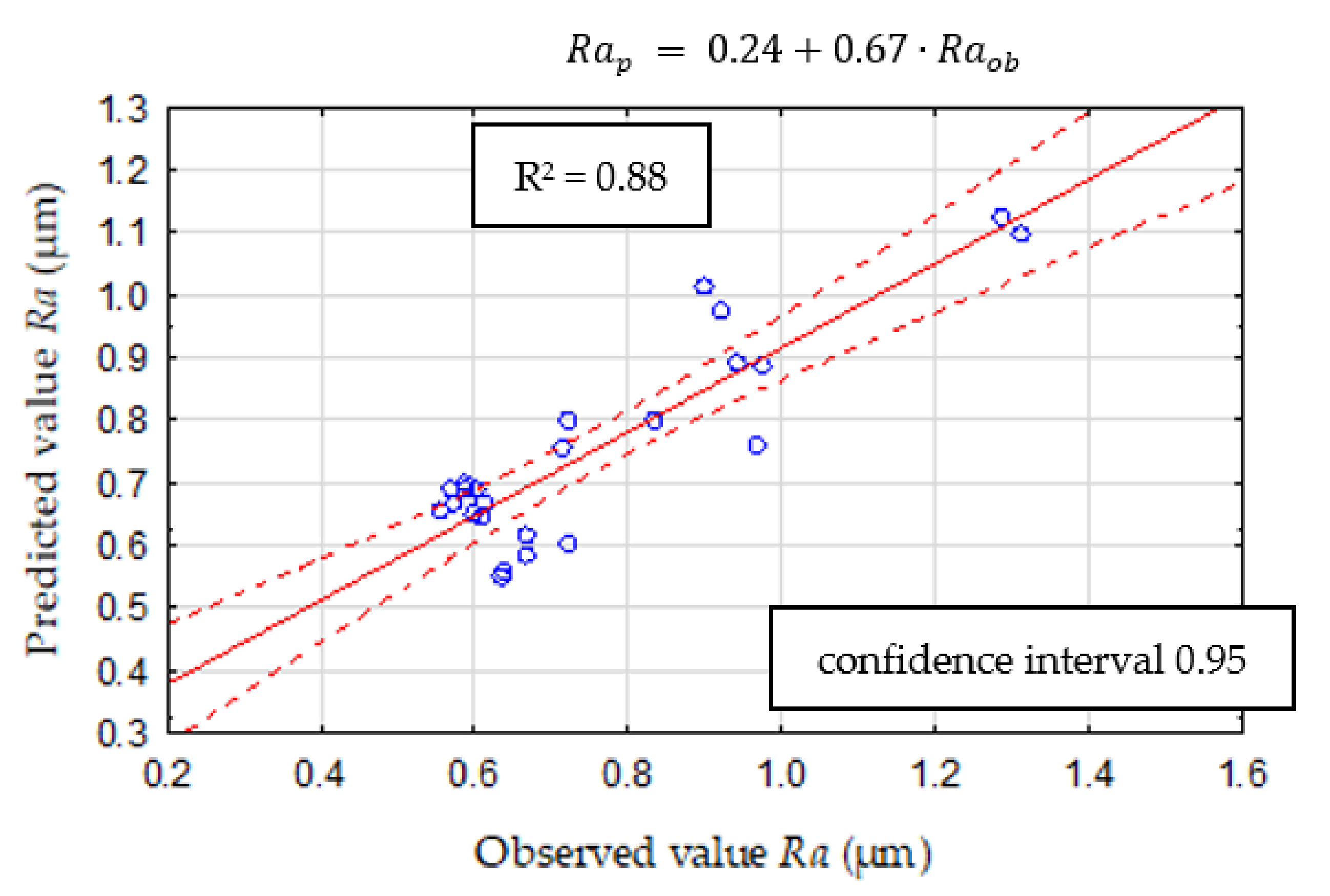
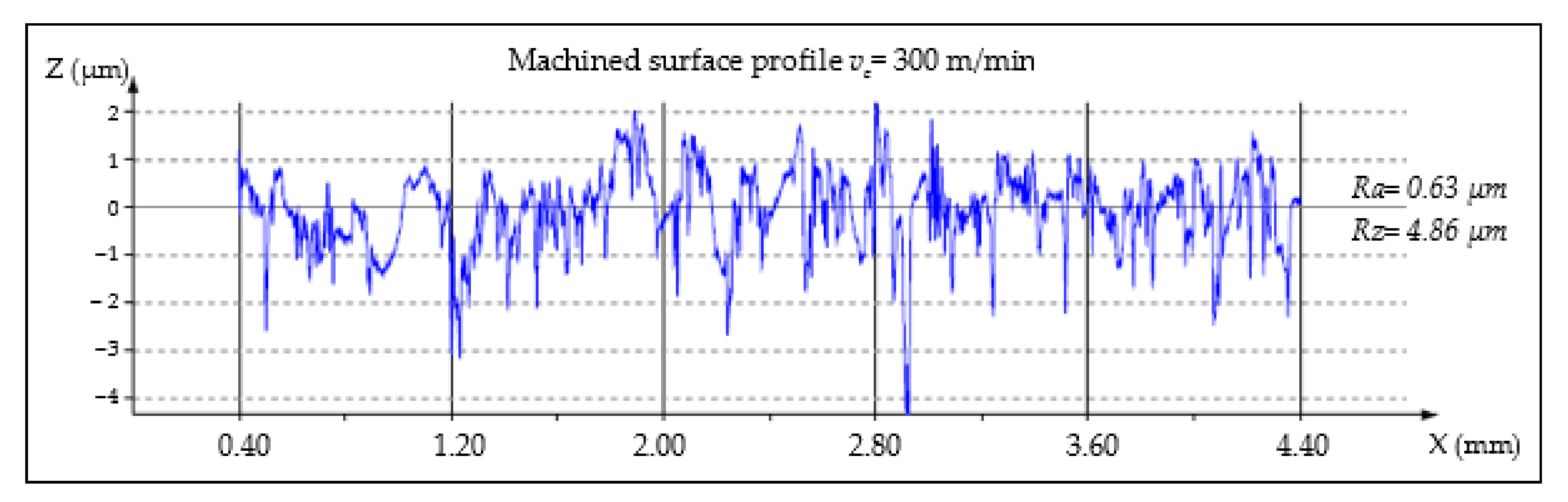
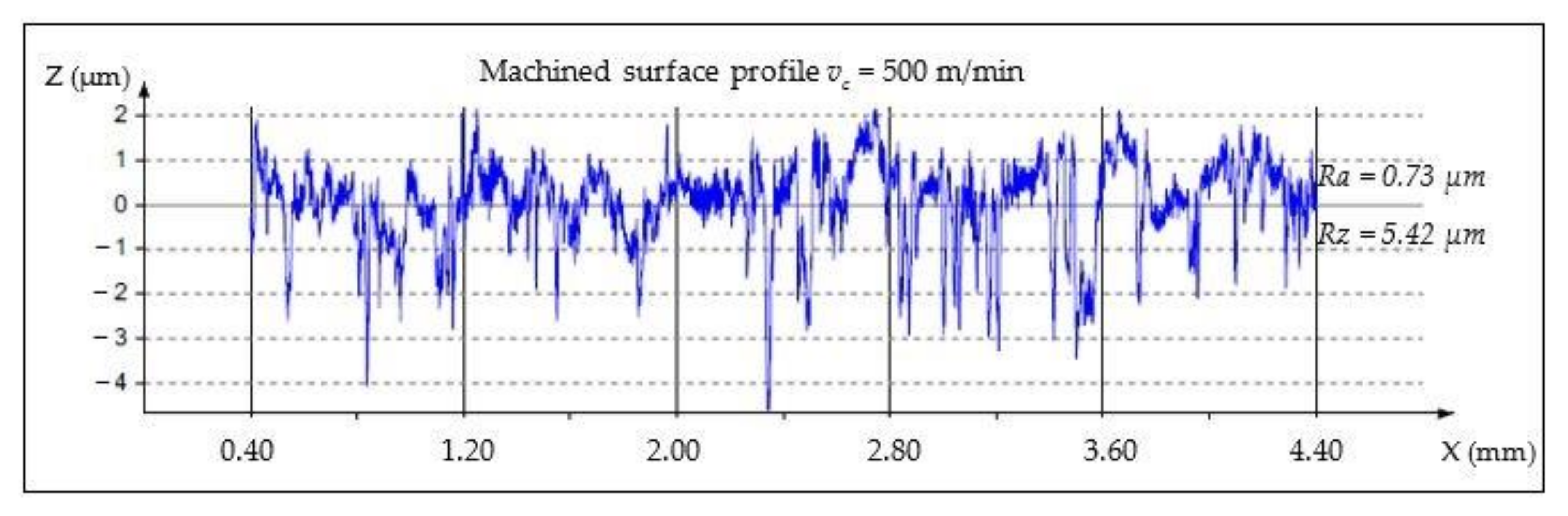
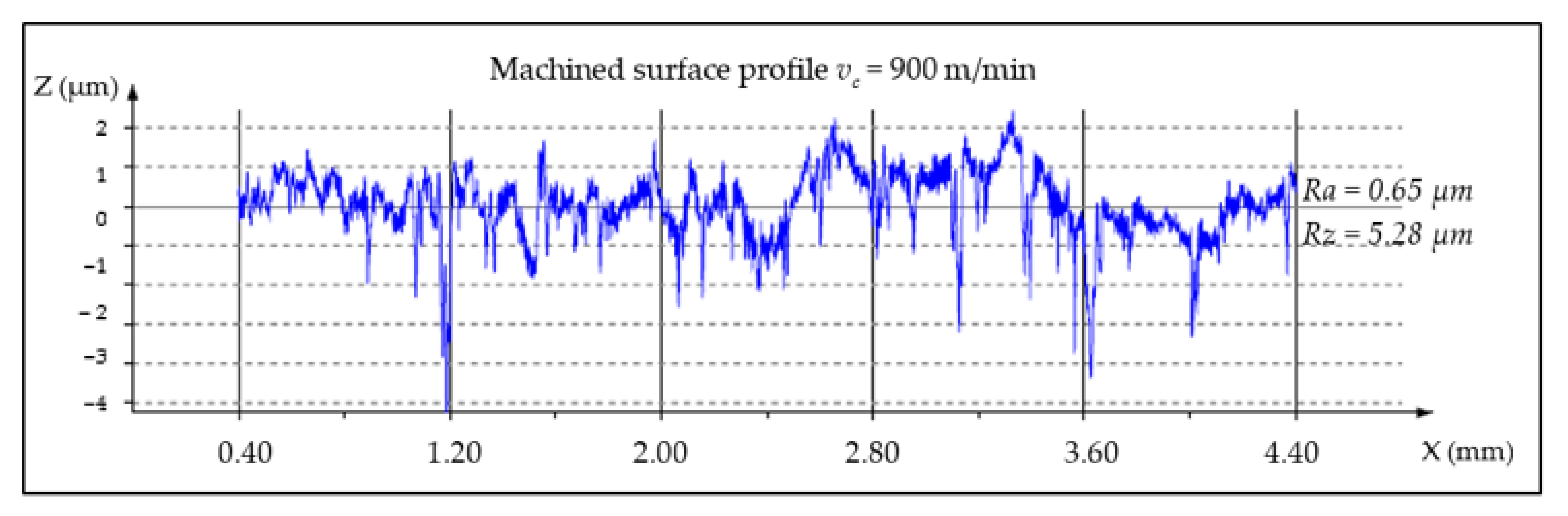
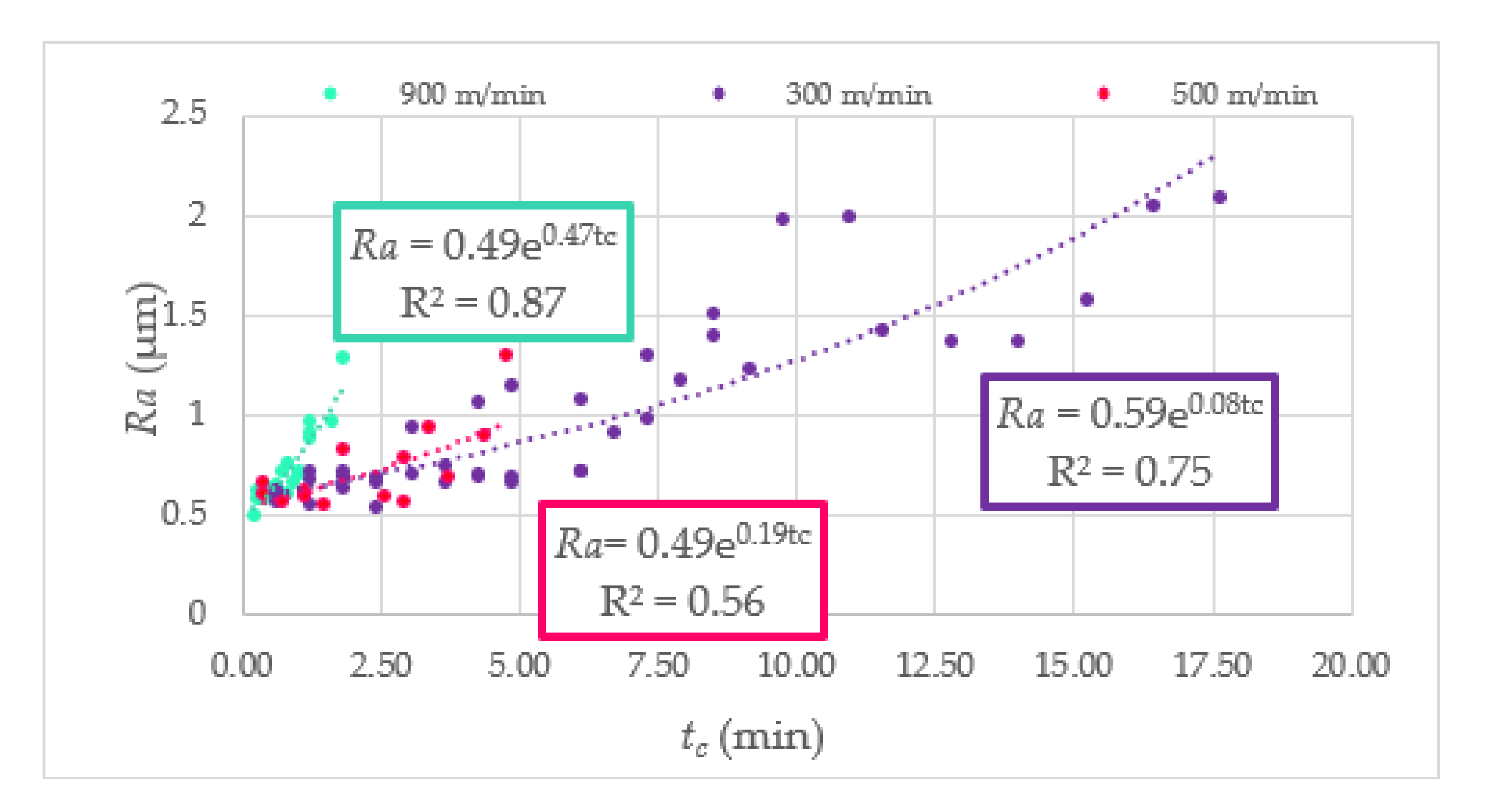
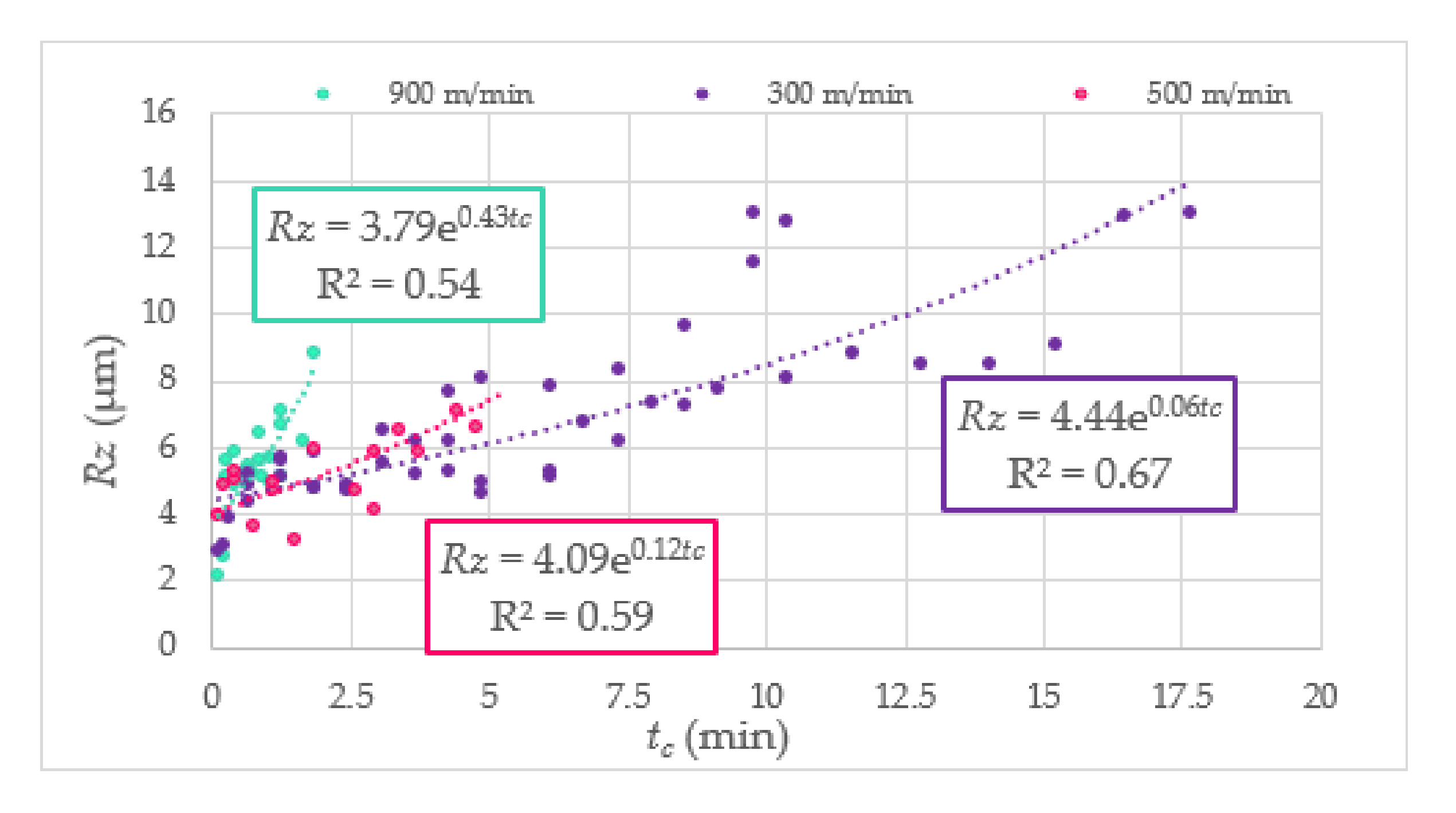
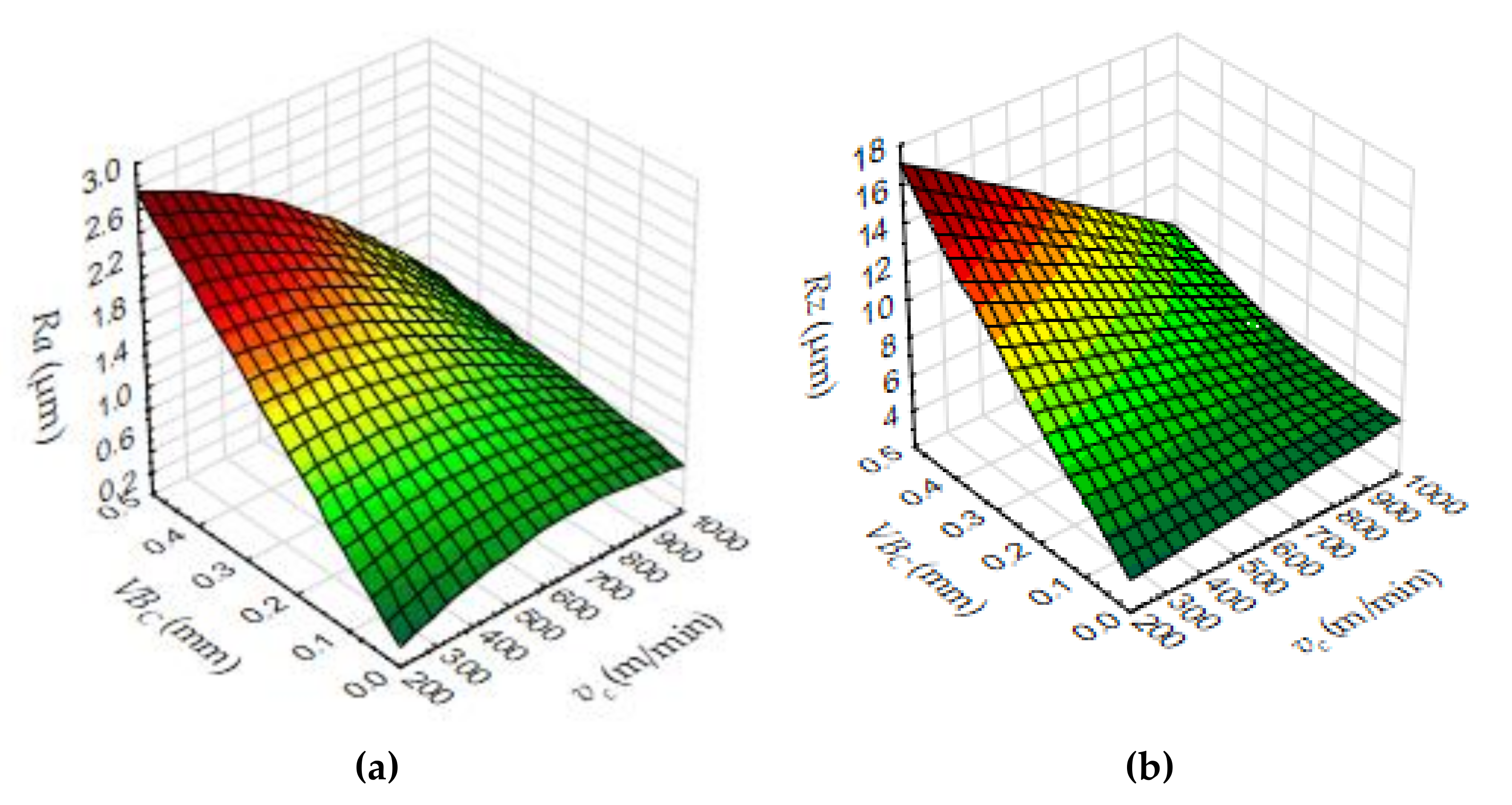
3.1. Analysis of Surface Roughness
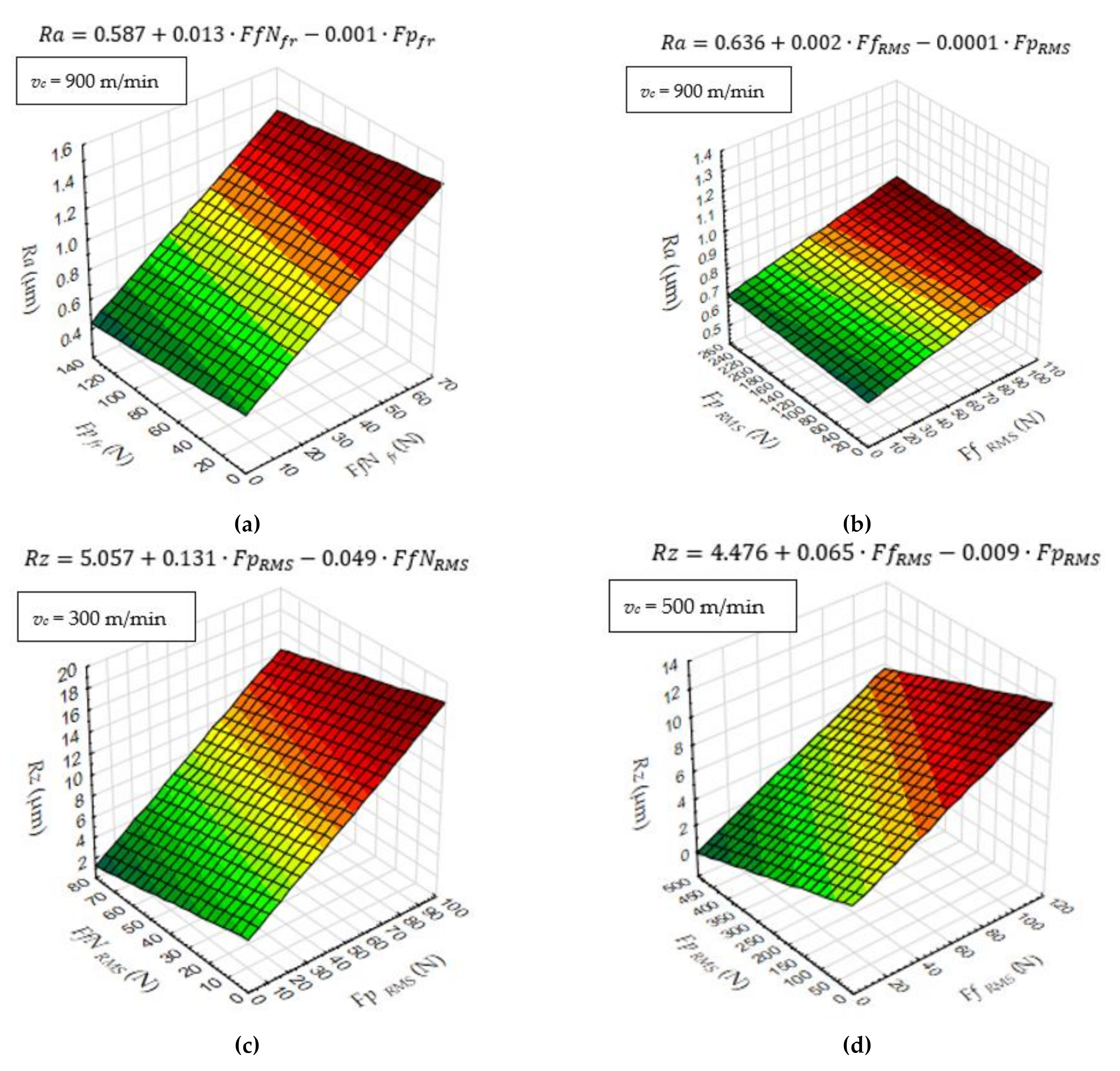
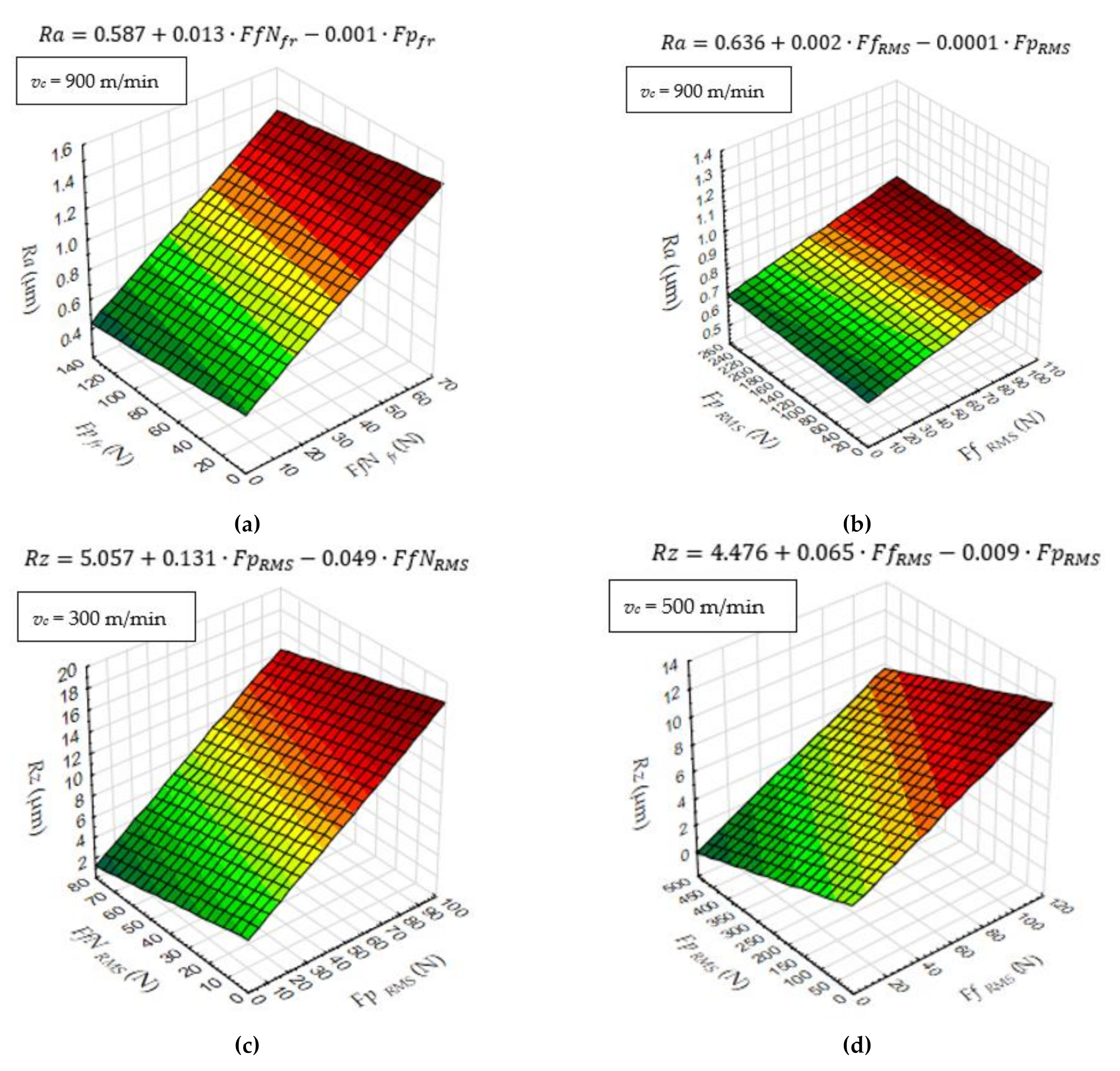
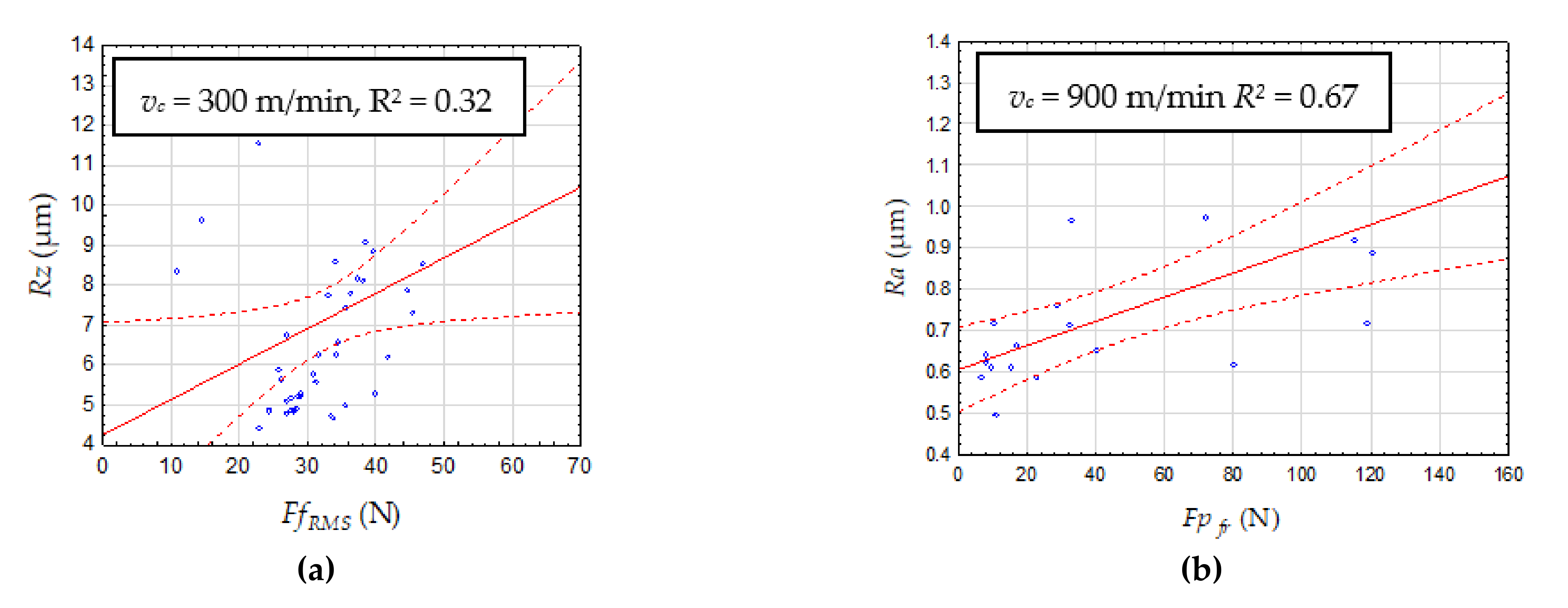
3.2. Analysis of Cutting Forces
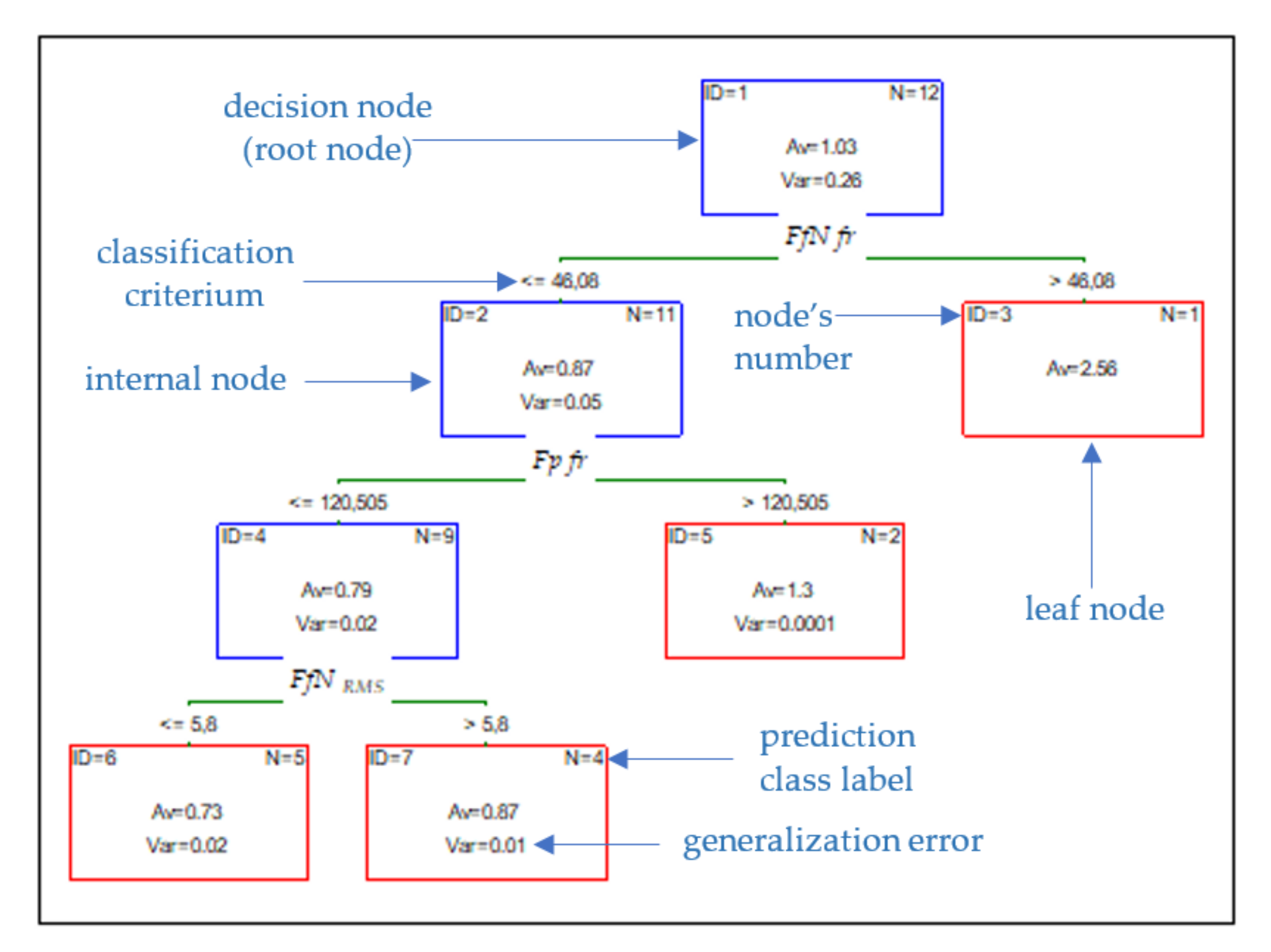
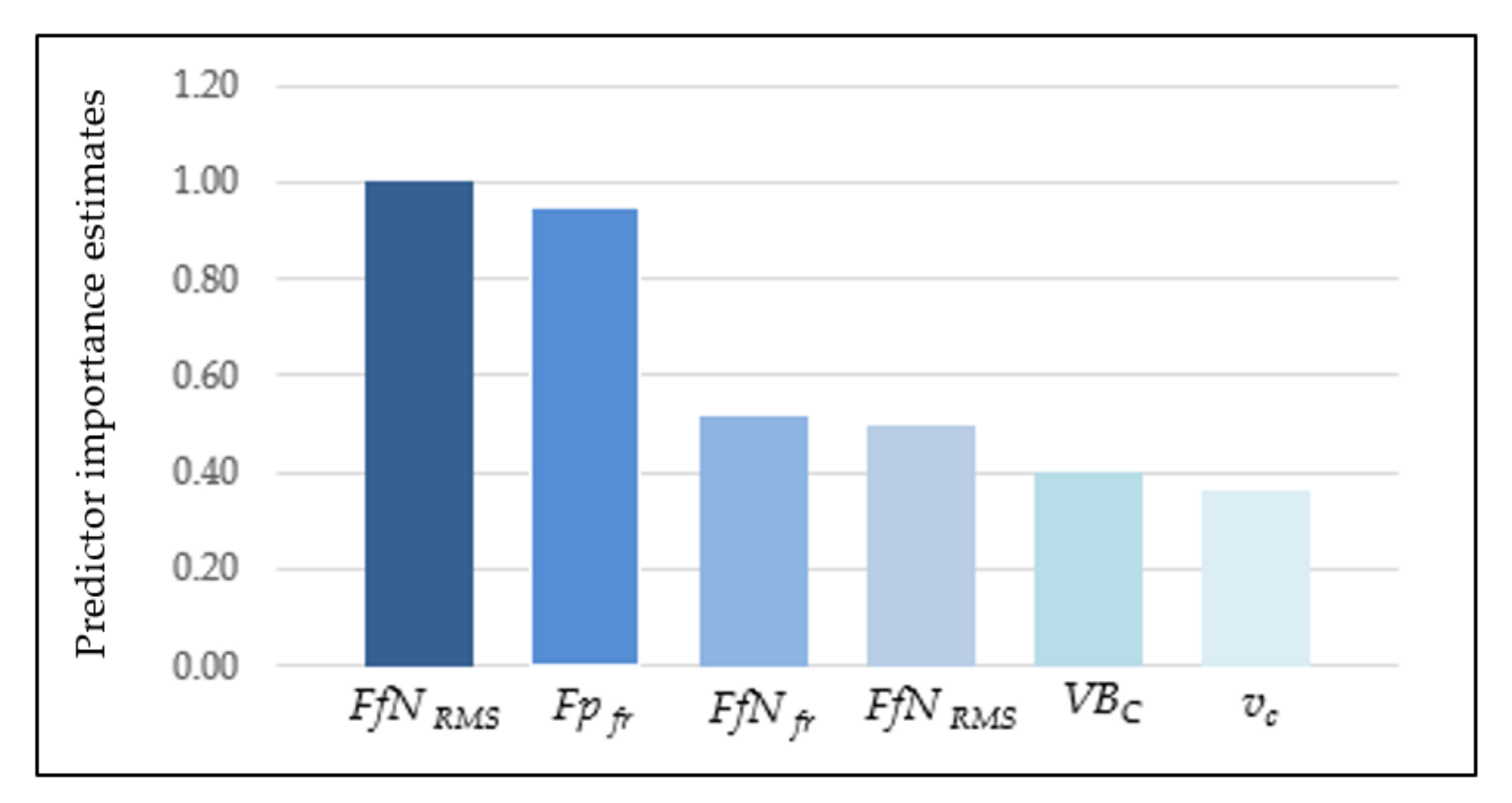
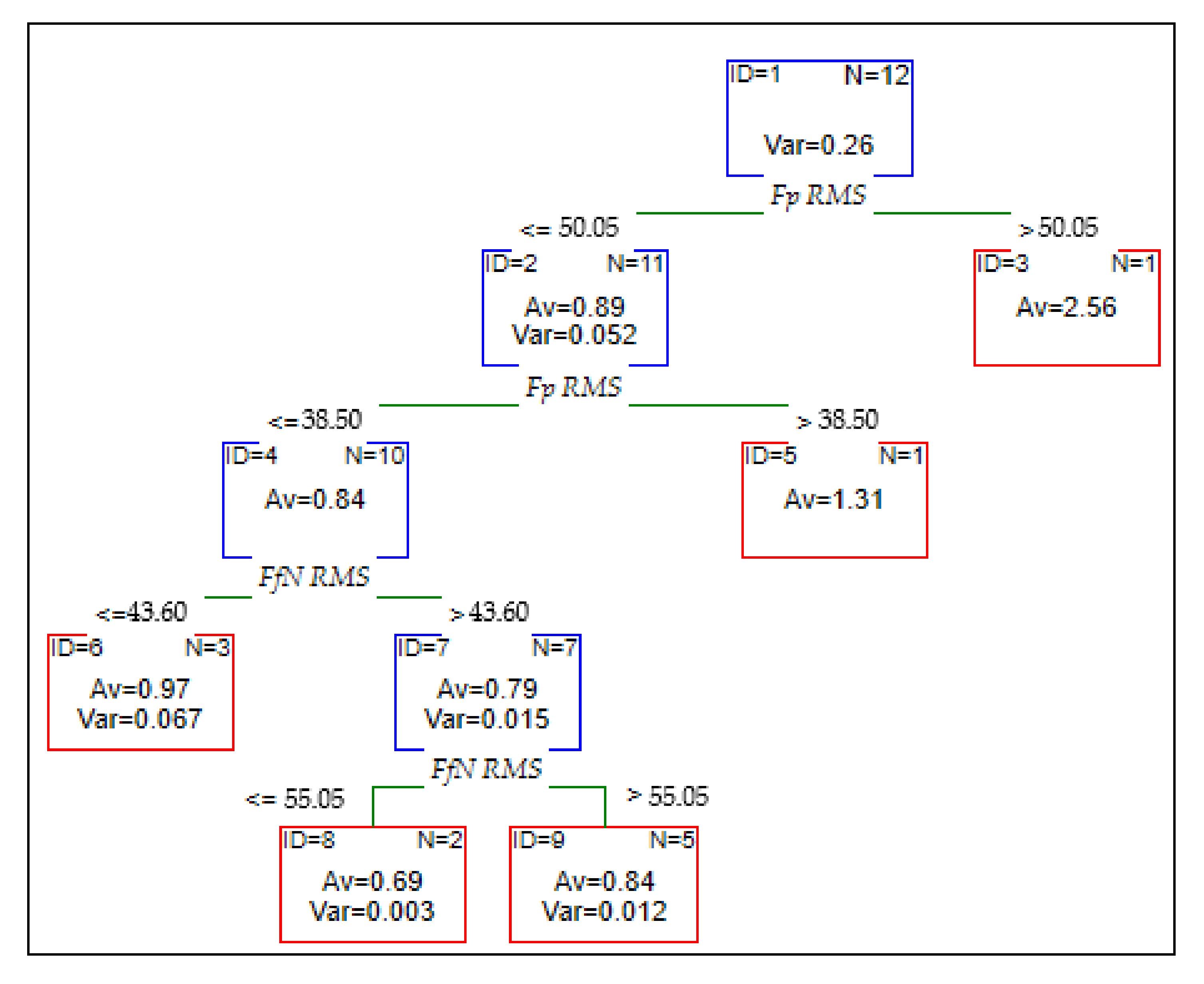
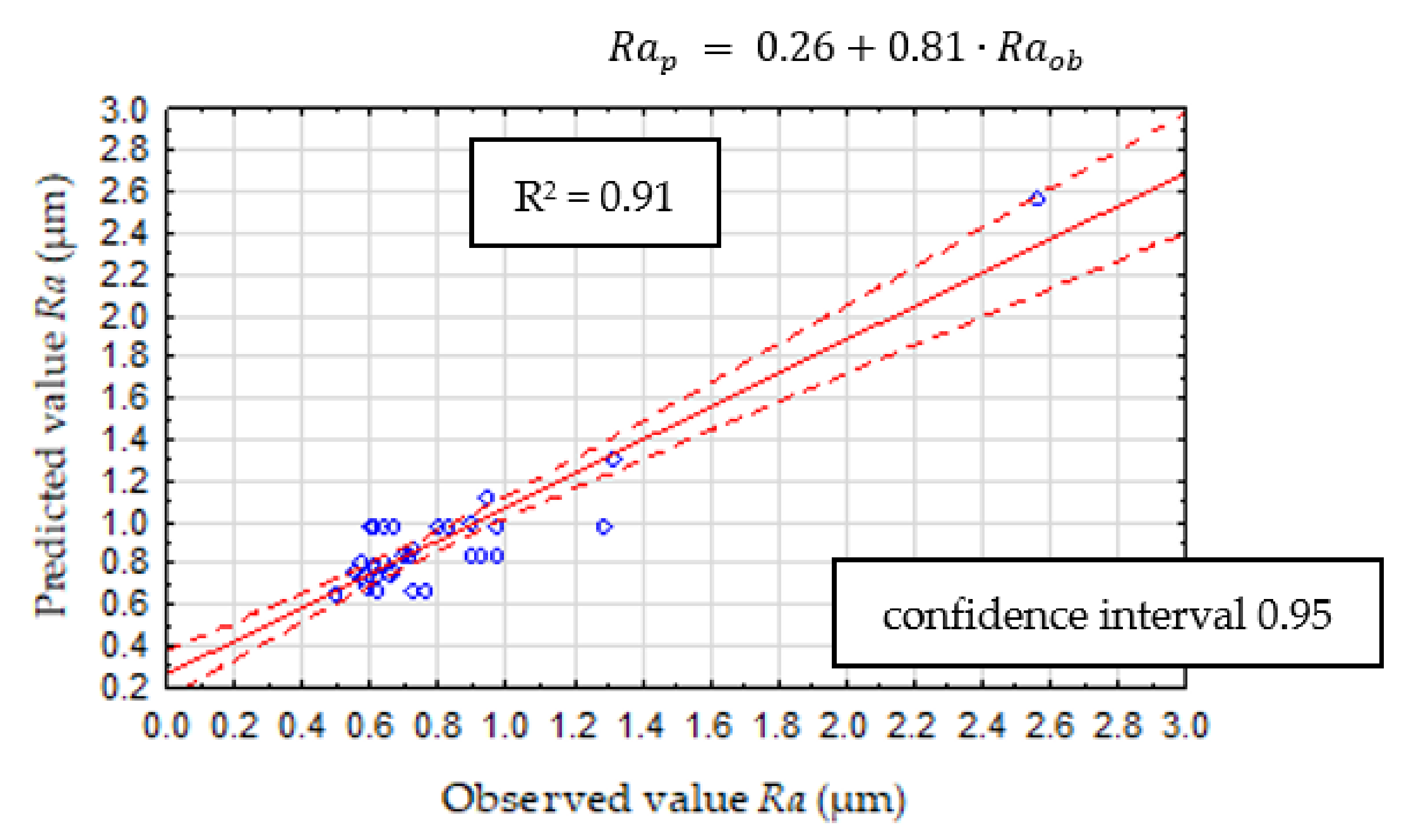
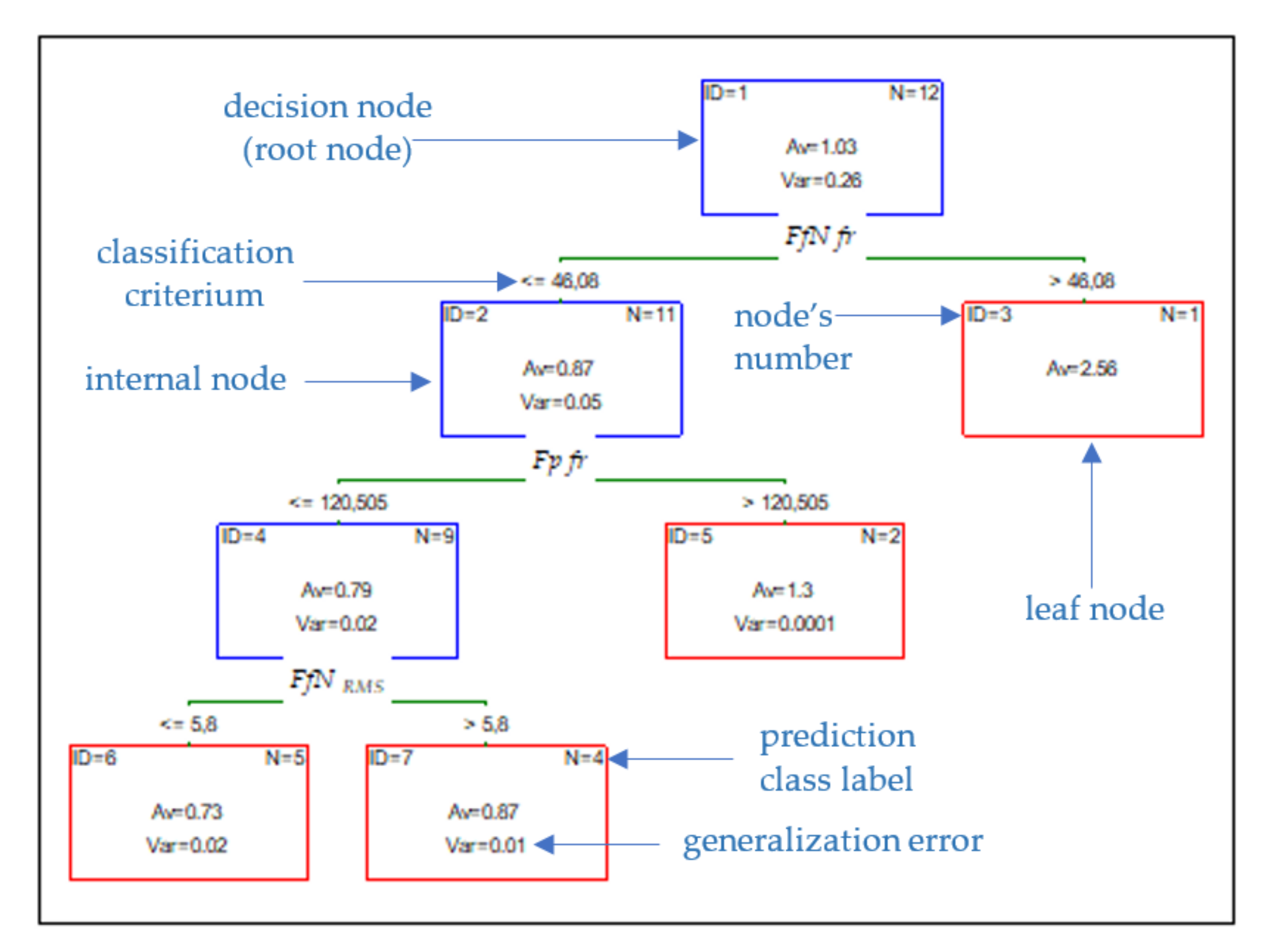
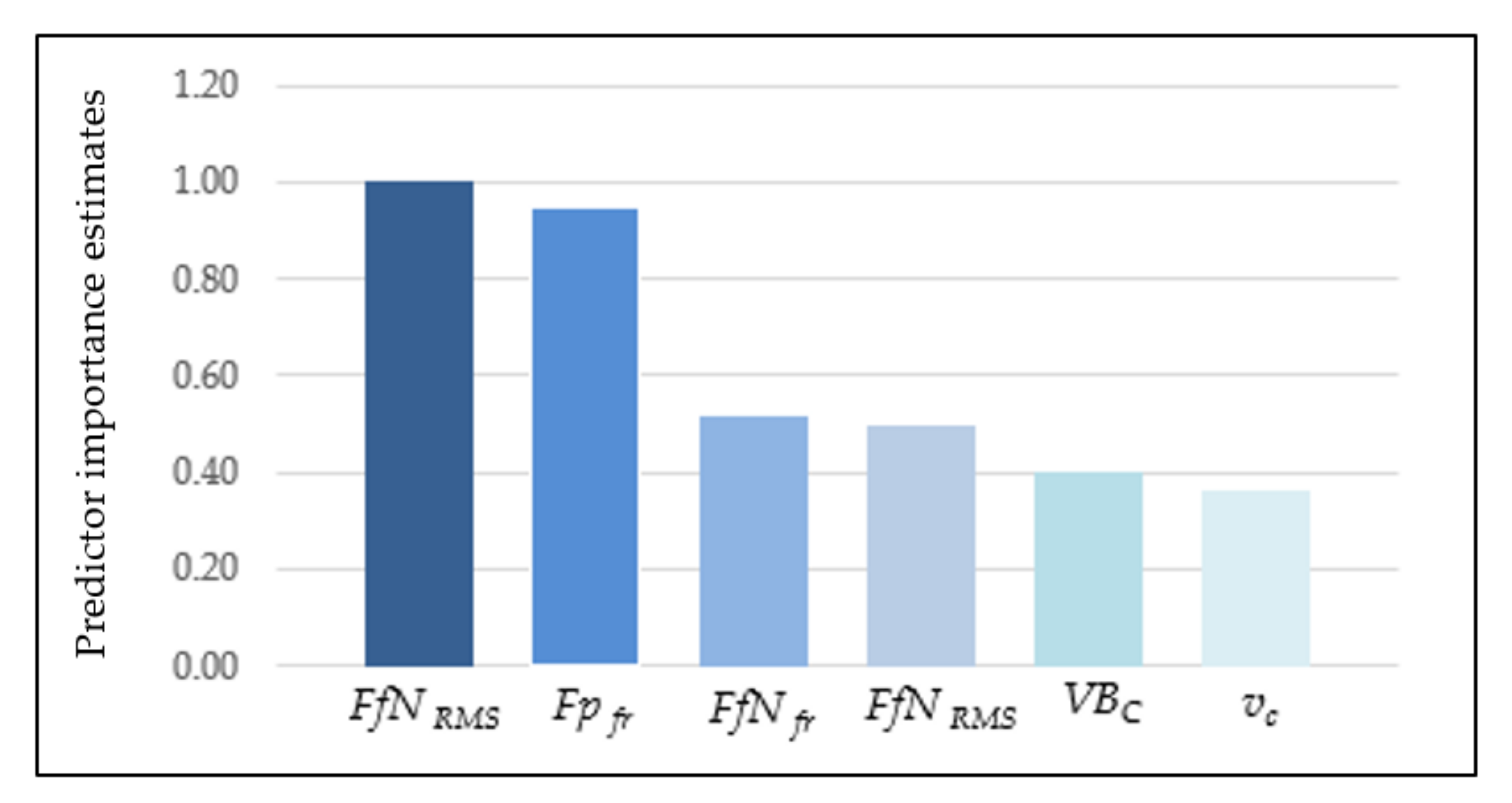
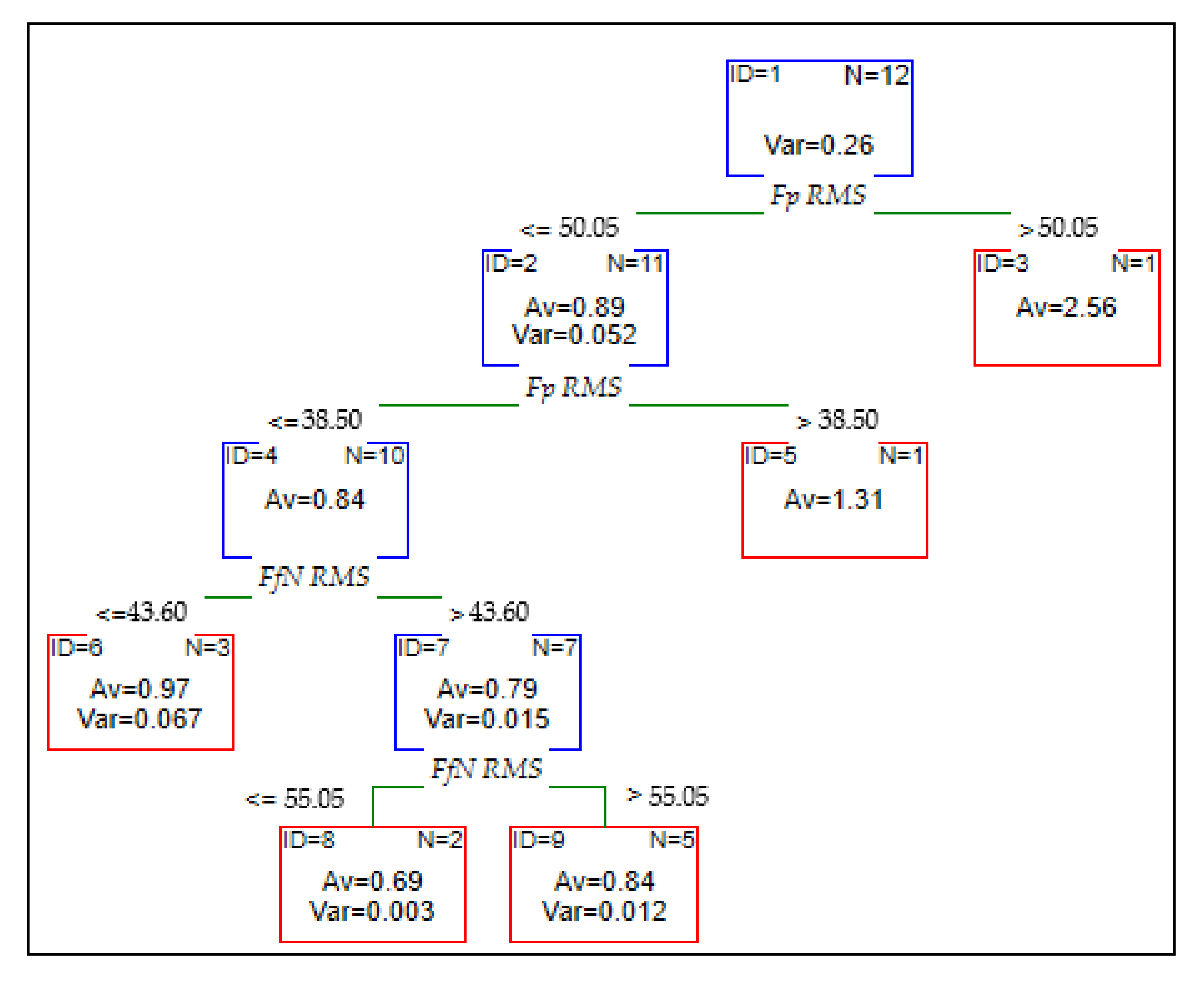
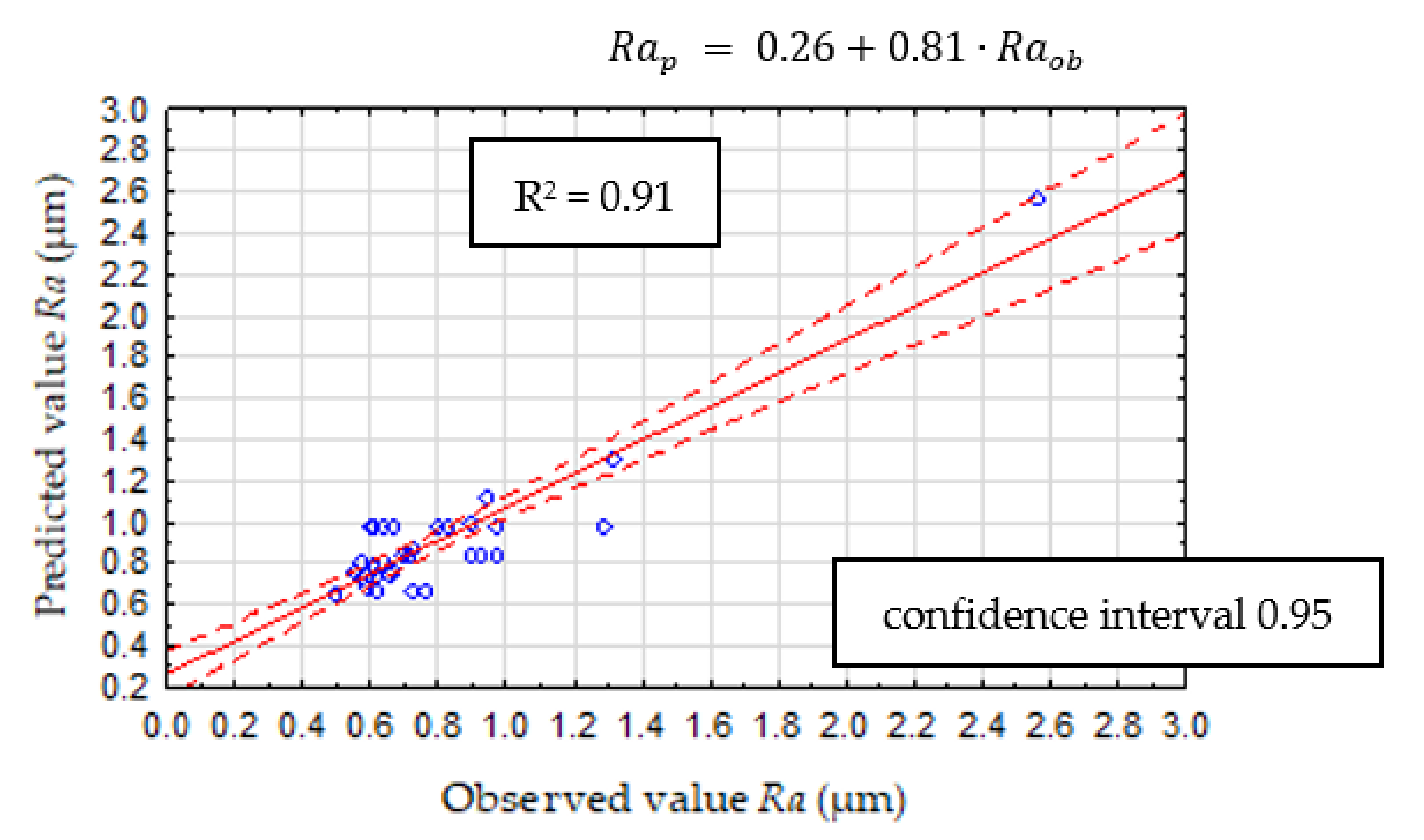
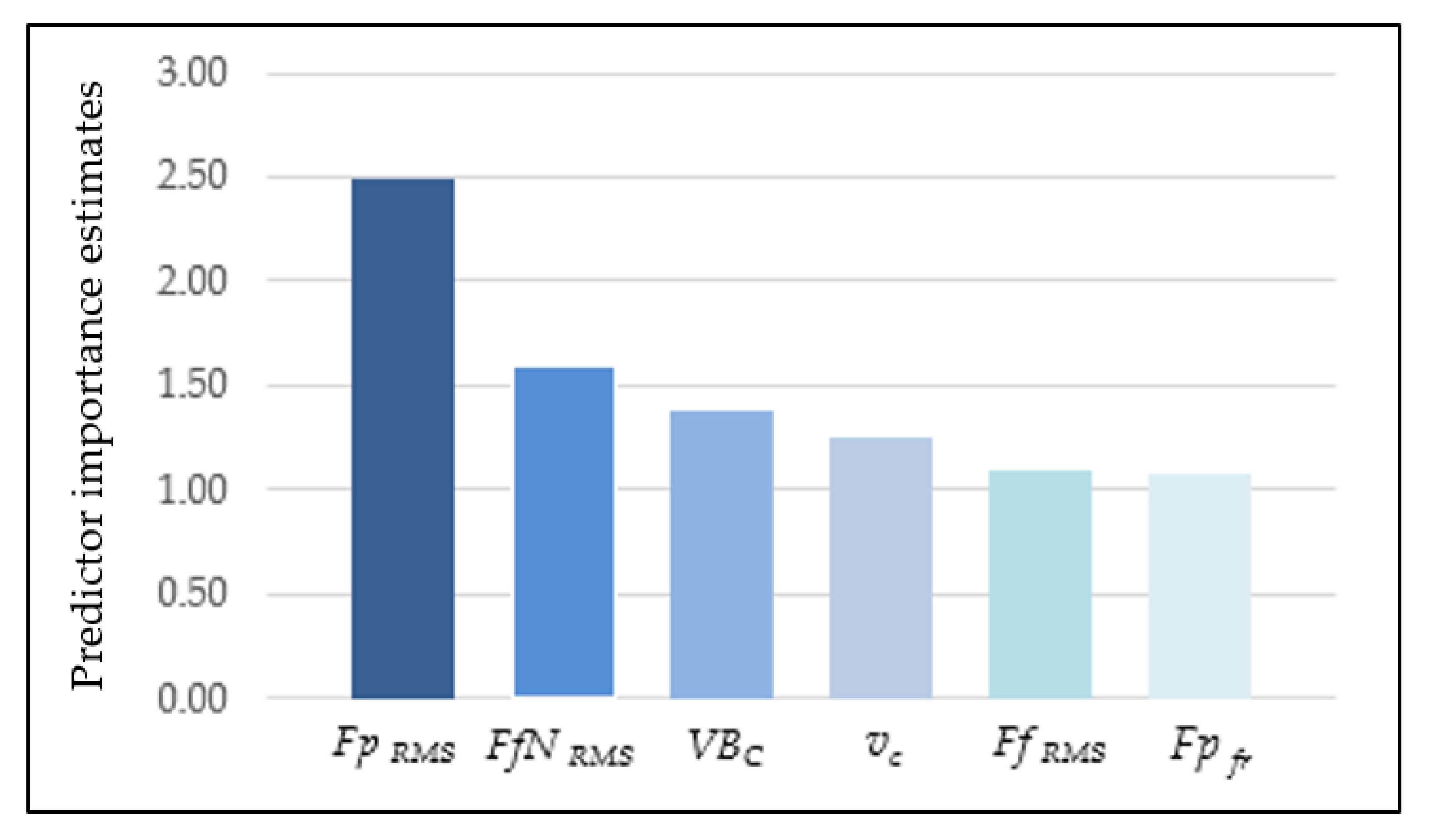
3.3. Diagnostic Model Based on Classification and Regression Tree (CART)
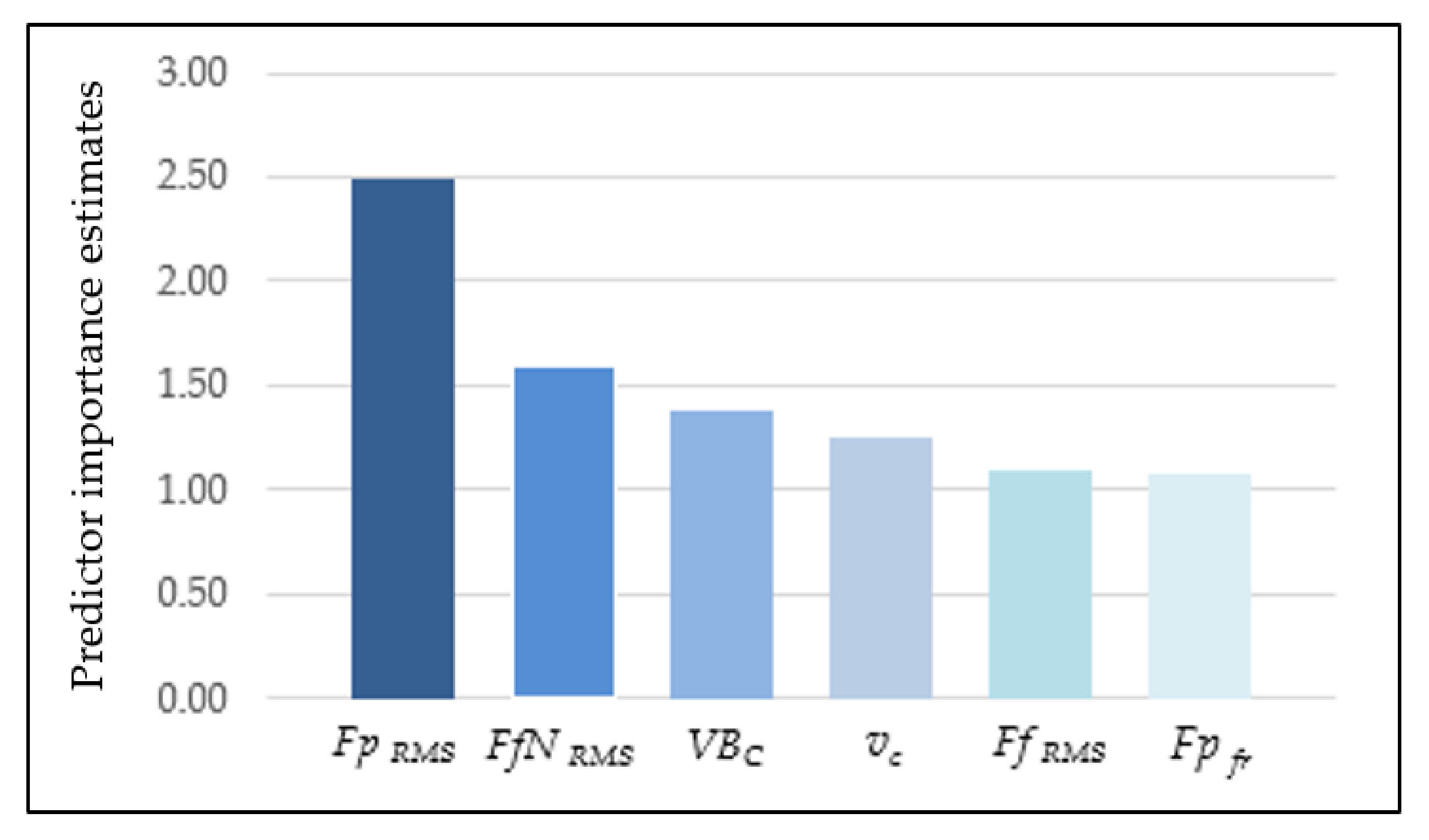
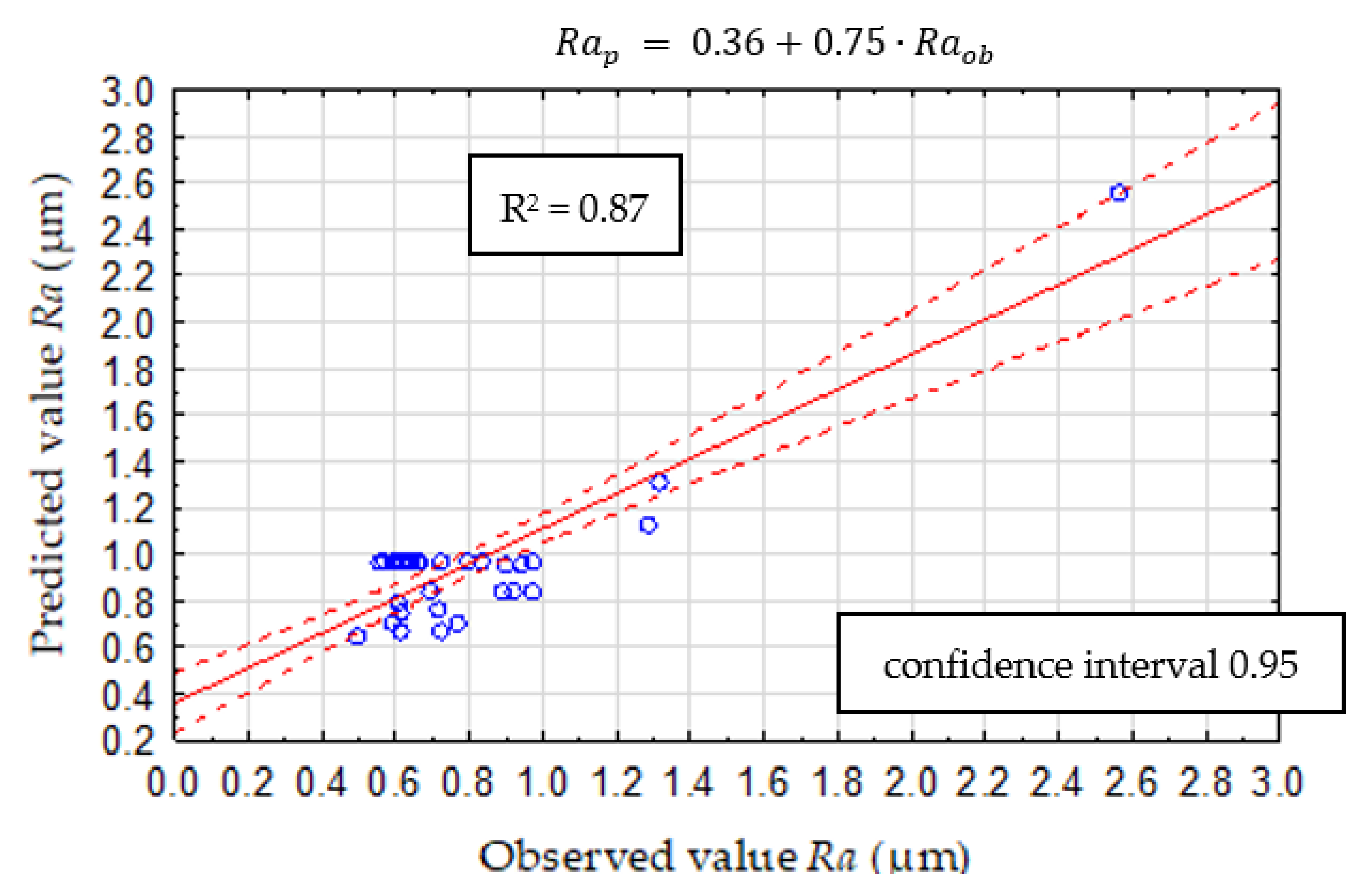
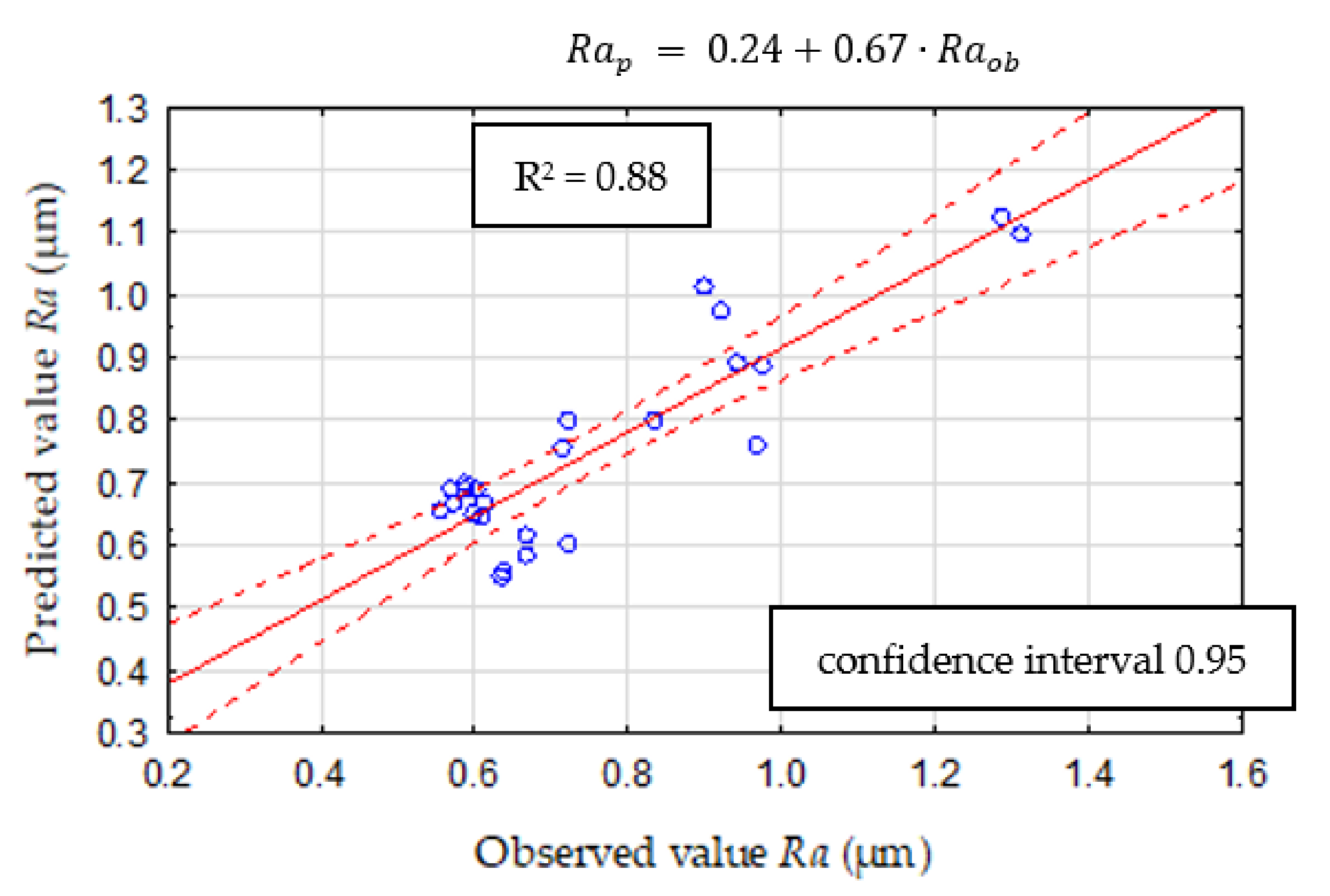
3.4. Diagnostic Model Based on Artificial Neural Network (ANN)
4. Conclusions
- The prediction of surface roughness based on the cutting forces is conceivable. Still, it is necessary to implement another type of model rather than regression because of the low determination coefficients (R2Ra = 0.67, and R2Rz = 0.32) due to excessive tool wear and pits on the Duralcan™ surface.
- The application of ANNs to predict surface roughness gives a satisfactory effect and the possibility to achieve a diagnostic system based on cutting force’s measures. The mean square error for the verification model is 0.11.
- The decision tree method is a basic predictive model, which might be achieved in milling metal matrix composites. The applied CART model gives better results than MLP, whereby the best effect was observed for the CART verification model (R2 = 0.91).
- In summary, computing techniques such as machine learning or artificial intelligence are straightforward methods that could be used to predict surface roughness during the machining of particle-reinforced aluminum alloy composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, A.; Kumar, S.; Mukhopadhyay, N.K.; Yadav, A.; Kumar, V.; Winczek, J. Effect of variation of SiC reinforcement on wear behaviour of AZ91 alloy composites. Materials 2021, 14, 990. [Google Scholar] [CrossRef]
- Guo, Q.; Han, Y.; Zhang, D. Interface-dominated mechanical behavior in advanced metal matrix composites. Nano Mater. Sci. 2020, 2, 66–71. [Google Scholar] [CrossRef]
- Yang, Z.; Fan, J.; Liu, Y.; Nie, J.; Yang, Z.; Kang, Y. Effect of the particle size and matrix strength on strengthening and damage process of the particle reinforced metal matrix composites. Materials 2021, 14, 675. [Google Scholar]
- Kumar, J.; Singh, D.; Kalsi, N.S.; Sharma, S.; Mia, M.; Singh, J.; Rahman, M.A.; Khan, A.M.; Rao, K.V. Investigation on the mechanical, tribological, morphological and machinability behavior of stir-casted Al/SiC/Mo reinforced MMCs. J. Mater. Res. Technol. 2021, 12, 930–946. [Google Scholar] [CrossRef]
- Kareem, A.; Qudeiri, J.A.; Abdudeen, A.; Ahammed, T.; Ziout, A. A Review on AA 6061 metal matrix composites produced by stir casting. Materials 2021, 14, 175. [Google Scholar] [CrossRef] [PubMed]
- Kumaraswamy, H.S.; Bharat, V.; Rao, T.K. Influence of mechanical &tribological behaviour of Al 2024 MMC fabricated by stir casting technique—A review. Mater. Today Proc. 2018, 5, 11962–11970. [Google Scholar]
- Sivananthan, S.; Ravi, K.; Samson, J.S.C. Effect of SiC particles reinforcement on mechanical properties of aluminium 6061 alloy processed using stir casting route. Mater. Today Proc. 2020, 21, 968–970. [Google Scholar] [CrossRef]
- Jebeen Moses, J.; Dinaharan, I.; Joseph Sekhar, S. Characterization of silicon carbide particulate reinforced AA6061 aluminum alloy composites produced via stir casting. Procedia Mater. Sci. 2014, 5, 106–112. [Google Scholar]
- Zhang, P.; Yue, X.; Zhang, Q.; Zong, C.; Lu, W.; Fang, Y. Investigation on the influence of SiC particle parameters on the machinability of SiCp/Al composite. Vacuum 2021, 191, 110340. [Google Scholar] [CrossRef]
- Clauß, B.; Nestler, A.; Schubert, A.; Dietrich, D.; Lampke, T. Investigation of surface properties in turn milling of particle-reinforced aluminium matrix composites using MCD-tipped tools. Int. J. Adv. Manuf. Technol. 2019, 105, 937–950. [Google Scholar] [CrossRef] [Green Version]
- Rasagopal, P.; Senthilkumar, P.; Nallakumarasamy, G.; Magibalan, S. A study surface integrity of aluminum hybrid composites during milling operation. J. Mater. Res. Technol. 2020, 9, 4884–4893. [Google Scholar] [CrossRef]
- Pramanik, A.; Zhang, L.C.; Arsecularatne, J.A. Machining of metal matrix composites: Effect of ceramic particles on residual stress, surface roughness and chip formation. Int. J. Mach. Tools Manuf. 2008, 48, 1613–1625. [Google Scholar] [CrossRef] [Green Version]
- Bhushan, R.K.; Kumar, S.; Das, S. Effect of machining parameters on surface roughness and tool wear for 7075 Al alloy SiC composite. Int. J. Adv. Manuf. Technol. 2010, 50, 459–469. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Shi, Y.; Jiang, R.; Shan, C.; Liu, X.; Lin, K. Investigation on surface roughness, residual stress and fatigue property of milling in-situ TiB2/7050Al metal matrix composites. Chin. J. Aeronaut. 2021, 34, 451–464. [Google Scholar] [CrossRef]
- Khare, M.; Gupta, R.K.; Bhardwaj, B. Development of empirical relationship for surface roughness during the machining of metal matrix composite. IOP Conf. Ser. Mater. Sci. Eng. 2018, 402, 012010. [Google Scholar] [CrossRef]
- Kannan, A.; Mohan, R.; Viswanathan, R.; Sivashankar, N. Experimental investigation on surface roughness, tool wear and cutting force in turning of hybrid (Al7075 + SiC + Gr) metal matrix composites. J. Mater. Res. Technol. 2020, 9, 16529–16540. [Google Scholar] [CrossRef]
- Niu, Z.; Cheng, K. An experimental investigation on surface generation in ultraprecision machining of particle reinforced metal matrix composites. Int. J. Adv. Manuf. Technol. 2019, 105, 4499–4507. [Google Scholar] [CrossRef] [Green Version]
- Karabulut, Ş.; Gökmen, U.; Çinici, H. Optimization of Machining Conditions for Surface Quality in Milling AA7039-Based Metal Matrix Composites. Arab. J. Sci. Eng. 2018, 43, 1071–1082. [Google Scholar] [CrossRef]
- Kawalec, M.; Przestacki, D.; Bartkowiak, K.; Jankowiak, M. Laser assisted machining of aluminium composite reinforced by SiC particle. ICALEO 2008, 1906, 895–909. [Google Scholar]
- Li, J.; Laghari, R.A. A review on machining and optimization of particle-reinforced metal matrix composites. Int. J. Adv. Manuf. Technol. 2019, 100, 2929–2943. [Google Scholar] [CrossRef]
- Xiang, J.; Xie, L.; Gao, F. Modeling high-speed cutting of SiCp/Al composites using a semi-phenomenologically based damage model. Chin. J. Aeronaut. 2021, 34, 218–229. [Google Scholar] [CrossRef]
- Laghari, R.A.; Li, J.; Laghari, A.A.; Wang, S. A review on application of soft computing techniques in machining of particle reinforcement metal matrix composites. Arch. Computat. Methods Eng. 2020, 27, 1363–1377. [Google Scholar] [CrossRef]
- Gad, S.I.; Attia, M.A.; Hassan, M.A.; El-Shafei, A.G. Predictive computational model for damage behavior of metal-matrix composites emphasizing the effect of particle size and volume fraction. Materials 2021, 14, 2143. [Google Scholar] [CrossRef]
- Sika, R.; Rogalewicz, M.; Popielarski, P.; Czarnecka-Komorowska, D.; Przestacki, D.; Gawdzińska, K.; Szymański, P. Decision support system in the field of defects assessment in the metal matrix composites castings. Materials 2020, 13, 3552. [Google Scholar] [CrossRef]
- Sahin, Y.; Kok, M.; Celik, H. Tool wear and surface roughness of Al2O3 particle-reinforced aluminium alloy composites. J. Mater. Process. Technol. 2002, 128, 280–291. [Google Scholar] [CrossRef]
- Manna, A.; Bhattacharyya, B. Investigation for optimal parametric combination for achieving better surface finish during turning of Al/SiC-MMC. Int. J. Adv. Manuf. Technol. 2004, 23, 658–665. [Google Scholar] [CrossRef]
- Karabulut, S. Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 2015, 66, 139–149. [Google Scholar] [CrossRef]
- Zhou, G.; Xu, C.; Ma, Y.; Wang, X.; Feng, P.; Zhang, M. Prediction and control of surface roughness for the milling of Al/SiC metal matrix composites based on neural networks. Adv. Manuf. 2020, 8, 486–507. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Electrical Conductivity (%IACS) | Specific Heat (cal/g·K) | Average Coefficient of Thermal Expansion (10−6/K) |
|---|---|---|---|
| 2.71 | 34.2 | 0.21 | 20.7 |
| Ultimate Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Elastic Modulus (GPa) |
|---|---|---|---|
| 221 | 165 | 2.6 | 98.6 |
| Cutting Speed vc (m/min) | Spindle Speed n (rev/min) | Feed Per Tooth fz (mm/tooth) | Axial Infeed Depth ap (mm) | Radial Infeed Depth ae (mm) |
|---|---|---|---|---|
| 300 | 9544 | 0.035 | 8 | 0.2 |
| 500 | 15,923 | |||
| 900 | 28,662 |
| Educational Quality | Testing Quality | Validation Quality | Validation Error (Sum of Squares) | Activation Function in Hidden Layer | Activation Function in Output Layer |
|---|---|---|---|---|---|
| 0.91 | 0.89 | 0.94 | 0.005 | logistic | logistic |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wiciak-Pikuła, M.; Twardowski, P.; Bartkowska, A.; Felusiak-Czyryca, A. Experimental Investigation of Surface Roughness in Milling of DuralcanTM Composite. Materials 2021, 14, 6010. https://doi.org/10.3390/ma14206010
Wiciak-Pikuła M, Twardowski P, Bartkowska A, Felusiak-Czyryca A. Experimental Investigation of Surface Roughness in Milling of DuralcanTM Composite. Materials. 2021; 14(20):6010. https://doi.org/10.3390/ma14206010
Chicago/Turabian StyleWiciak-Pikuła, Martyna, Paweł Twardowski, Aneta Bartkowska, and Agata Felusiak-Czyryca. 2021. "Experimental Investigation of Surface Roughness in Milling of DuralcanTM Composite" Materials 14, no. 20: 6010. https://doi.org/10.3390/ma14206010
APA StyleWiciak-Pikuła, M., Twardowski, P., Bartkowska, A., & Felusiak-Czyryca, A. (2021). Experimental Investigation of Surface Roughness in Milling of DuralcanTM Composite. Materials, 14(20), 6010. https://doi.org/10.3390/ma14206010