
Vacuum-Based Impregnation of Liquid Glass into Sunflower Press Cake Particles and Their Use in Bio-Based Rigid Polyurethane Foam



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Preparation of Modified PUR Foams
2.3. Characterisation Methodology
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Norouzi, M.; Chàfer, M.; Cabeza, L.F.; Jiménez, L.; Boer, D. Circular economy in the building and construction sector: A scientific evaluation analysis. J. Build. Eng. 2021, 44, 102704. [Google Scholar] [CrossRef]
- Pérez-Lombard, L.; Ortiz, J.; Pout, C. A review on buildings energy consumption information. Energy Build. 2008, 40, 394–398. [Google Scholar] [CrossRef]
- Jonjaroen, V.; Ummartyotin, S.; Chittapun, S. Algal cellulose as a reinforcement in rigid polyurethane foam. Algal Res. 2020, 51, 102057. [Google Scholar] [CrossRef]
- Benin, S.R.; Kannan, S.; Moses, A.J.; Bright, R.J. Mechanical characterization of prospiris juliflora reinforced polymer matrix composites with filler material. Mater. Today Proc. 2020, 33, 1110–1115. [Google Scholar] [CrossRef]
- Oh, J.-H.; Bae, J.-H.; Kim, J.-H.; Lee, C.-S.; Lee, J.-M. Effects of kevlar pulp on the enhancement of cryogenic mechanical properties of polyurethane foam. Polym. Test. 2019, 80, 106093. [Google Scholar] [CrossRef]
- Husainie, S.M.; Deng, X.; Ghalia, M.A.; Robinson, J.; Naguib, H.E. Natural fillers as reinforcement for closed-molded polyurethane foam plaques: Mechanical, morphological, and thermal properties. Mater. Today Commun. 2021, 27, 102187. [Google Scholar] [CrossRef]
- Członka, S.; Sienkiewicz, N.; Strąkowska, A.; Strzelec, K. Keratin feather as a filler for rigid polyurethane foams on the basis of soybean oil polyol. Polym. Test. 2018, 72, 32–45. [Google Scholar] [CrossRef]
- Tiuc, A.E.; Nemeş, O.; Vermeşan, H.; Toma, A.C. New sound absorbent materials based on sawdust and plyurethane foam. Compos. Part B-Eng. 2019, 165, 120–130. [Google Scholar] [CrossRef]
- Sobczak, P.; Zawiślak, K.; Starek, A.; Żukiewicz-Sobczak, W.; Sagan, A.; Zdybel, B.; Andrejko, D. Compaction process as a concept of press-cake production from organic waste. Sustainability 2020, 12, 1567. [Google Scholar] [CrossRef] [Green Version]
- Ancuța, P.; Sonia, A. Oil press-cakes and meals valorization through circular economy approaches: A review. Appl. Sci. 2020, 1, 7432. [Google Scholar] [CrossRef]
- Geneau-Sbartaï, C.; Leyris, J.; Silvestre, F.; Rigal, L. Sunflower cake as a natural composite: Composition and plastic properties. J. Agric. Food Chem. 2008, 56, 11198–11208. [Google Scholar] [CrossRef]
- ISO 12570. Hygrothermal Performance of Building Materials and Products—Determination of Moisture Content by Drying at Elevated Temperature; International Standardization Organization: Geneva, Switzerland, 2000. [Google Scholar]
- EN 14315-1. Thermal Insulating Products for Buildings—In-situ Formed Sprayed Rigid Polyurethane (PUR) and Polyisocyanurate (PIR) Foam Products—Part 1: Specification for the Rigid foam Spray System Before Installation; European Standardization Committee: Brussels, Belgium, 2013. [Google Scholar]
- EN 1602. Thermal Insulating Products for Building Applications—Determination of the Apparent Density; European Standardization Committee: Brussels, Belgium, 2013. [Google Scholar]
- EN 1604. Thermal Insulating Products for Building Applications—Determination of Dimensional Stability Under Specified Temperature and Humidity Conditions; European Standardization Committee: Brussels, Belgium, 2013. [Google Scholar]
- EN 12667. Thermal Performance of Building Materials and Products—Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods—Products of High and Medium Thermal Resistance; European Standardization Committee: Brussels, Belgium, 2001. [Google Scholar]
- ISO 4590. Rigid Cellular Plastics—Determination of the Volume Percentage of Open Cells and of Closed Cells; International Standardization Organization: Geneva, Switzerland, 2016. [Google Scholar]
- ISO 29767. Thermal Insulating Products for Building Applications—Determination of Short-Term Water Absorption by Partial Immersion; International Standardization Organization: Geneva, Switzerland, 2019. [Google Scholar]
- EN 826. Thermal Insulating Products for Building Applications—Determination of Compression Behaviour; European Standardization Committee: Brussels, Belgium, 2013. [Google Scholar]
- EN 1607. Thermal Insulating Products for Building Applications—Determination of Tensile Strength Perpendicular to Faces; European Standardization Committee: Brussels, Belgium, 2013. [Google Scholar]
- Department of Defense. Composite Materials Handbook, Vol. 1: Polymer Matrix Composites Guidelines for Characterization of Structural Materials; SAE International: Warrendale, PA, USA, 2002. [Google Scholar]
- Zhigulina, A.; Mizuriaev, S. Technology of obtaining thermal insulation material on the basis of liquid glass by a method of low temperature processing. In Proceedings of the 6th MATEC Web of Conferences, Seoul, Korea, 22–25 August 2017; EDP Sciences: Les Ulis, France, 2017; Volume 117, p. 183. [Google Scholar]
- Auguścik-Królikowska, M.; Ryszkowska, J.; Kurańska, M.; Wantulok, M.; Gloc, M.; Szczepkowski, L.; Dąbkowska-Susfał, K.; Prociak, A. Composites of open-cell viscoeleastic foams with blackcurrant pomace. Materials 2021, 14, 934. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A.; Adamus-Włodarczyk, A. Mechanically strong polyurethane composites reinforced with montmorillonite-modified sage filler (salvia officinalis L.). Int. J. Mol. Sci. 2021, 22, 3744. [Google Scholar] [CrossRef]
- Barczewski, M.; Kurańska, M.; Sałasińska, K.; Michałowski, S.; Prociak, A.; Uram, K.; Lewandowski, K. Rigid polyurethane foams modified with thermoset polyester-glass fiber composite waste. Polym. Test. 2020, 81, 106190. [Google Scholar] [CrossRef]
- Formela, K.; Hejna, A.; Zedler, Ł.; Przybysz, M.; Ryl, J.; Saeb, M.R.; Piszczyk, Ł. Structural, thermal and physico-mechanical properties of polyurethane/brewer’s spent grain composite foams modified with ground tire rubber. Ind. Crops Prod. 2017, 108, 844–852. [Google Scholar] [CrossRef]
- Kairytė, A.; Kremensas, A.; Balčiūnas, G.; Członka, S.; Strąkowska, A. Closed cell rigid polyurethane foams based on low functionality polyols: Research of dimensional stability and standardised performance properties. Materials 2020, 13, 1438. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prociak, A.; Kurańska, M.; Cabulis, U.; Ryszkowska, J.; Leszczyńska, M.; Uram, K.; Kirpluks, M. Effect of bio-polyols with different chemical structures on foaming of polyurethane systems and foam properties. Ind. Crops Prod. 2018, 120, 262–270. [Google Scholar] [CrossRef]
- Ivdre, A.; Abolins, A.; Sevastyanova, I.; Kirpluks, M.; Cabulis, U.; Merijs-Meri, R. Rigid polyurethane foams with various isocyanate indices based on polyols from rapeseed oil and waste PET. Polymers 2020, 12, 738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kairytė, A.; Vaitkus, S.; Vėjelis, S.; Girskas, G.; Balčiūnas, G. Rapeseed-based polyols and paper production waste sludge in polyurethane foam: Physical properties and their prediction models. Ind. Crops Prod. 2018, 112, 119–129. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Casein/apricot filler in the production of flame-retardant polyurethane composites. Materials 2021, 14, 3620. [Google Scholar] [CrossRef]
- Wrześniewska-Tosik, K.; Ryszkowska, J.; Mik, T.; Wesołowska, E.; Kowalewski, T.; Pałczyńska, M.; Sałasińska, K.; Walisiak, D.; Czajka, A. Composites of semi-rigid polyurethane foams with keratin fibers derived from poultry feathers and flame retardant additives. Polymers 2020, 12, 2943. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Wang, H.; Yang, L.; Su, S. Study on water absorption and thermal conductivity of tunnel insulation materials in a cold region under freeze-thaw conditions. Adv. Mater. Sci. Eng. 2020, 2020, 1–11. [Google Scholar] [CrossRef]
- Le Clef, E.; Kemper, T. Sunflower Seed Preparation and Oil Extraction in Sunflower, 1st ed.; Academic Press and AOCS Press: Cambridge, MA, USA, 2015; p. 728. [Google Scholar]
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.S.; Naik, Y.P. Effect of foam density on the properties of water blown rigid polyurethane foam. J. Appl. Polym. Sci. 2008, 108, 1810–1817. [Google Scholar] [CrossRef]
- Kurańska, M.; Prociak, A.; Michałowski, S.; Cabulis, U.; Kirpluks, M. Microcellulose as a natural filler in polyurethane foams based on the biopolyol from rapeseed oil. Polimery 2016, 61, 625–632. [Google Scholar] [CrossRef]
- Kurańska, M.; Prociak, A.; Cabulis, U.; Kirpluks, M.; Ryszkowska, J.; Auguścik, M. Innovative porous polyurethane-polyisocyanurate foams based on rapeseed oil and modified with expandable graphite. Ind. Crops Prod. 2017, 95, 316–323. [Google Scholar] [CrossRef]
- Miedzińska, K.; Członka, S.; Strąkowska, A.; Strzelec, K. Biobased polyurethane composite foams reinforced with plum stones and silanized plum stones. Int. J. Mol. Sci. 2021, 22, 4757. [Google Scholar] [CrossRef]
- Luo, X.; Mohanty, A.; Misra, M. Lignin as a reactive reinforcing filler for water-blown rigid biofoam composites from soy oil-based polyurethane. Ind. Crops Prod. 2013, 47, 13–19. [Google Scholar] [CrossRef]
- Jiang, D.; Wang, Y.; Li, B.; Sun, C.; Guo, Z. Environmentally friendly alternative to polyester polyol by corn straw on preparation of rigid polyurethane composite. Compos. Commun. 2020, 17, 109–114. [Google Scholar] [CrossRef]
- Stanzione, M.; Oliviero, M.; Cocca, M.; Errico, M.E.; Gentile, G.; Avella, M.; Lavorgna, M.; Buonocore, G.G.; Verdolotti, L. Tuning of polyurethane foam mechanical and thermal properties using ball-milled cellulose. Carbohydr. Polym. 2020, 231, 115772. [Google Scholar] [CrossRef]
- Tang, G.; Liu, X.; Yang, Y.; Chėn, D.; Zhang, H.; Zhou, L.; Zhang, P.; Jiang, H.; Deng, D. Phosphorus-containing silane modified steel slag waste to reduce fire hazards of rigid polyurethane foams. Adv. Powder Technol. 2020, 31, 1420–1430. [Google Scholar] [CrossRef]
- Prociak, A.; Kurańska, M.; Cabulis, U.; Kirpluks, M. Rapeseed oil as main component in synthesis of bio-polyurethane-polyisocyanurate porous materials modified with carbon fibers. Polym. Test. 2017, 59, 478–486. [Google Scholar] [CrossRef]
- Kosmela, P.; Olszewski, A.; Zedler, Ł.; Burger, P.; Piasecki, A.; Formela, K.; Hejna, A. Ground tire rubber filled flexible polyurethane foam—Effect of waste rubber treatment on composite performance. Materials 2021, 14, 3807. [Google Scholar] [CrossRef]
- Grudniewska, A.; de Melo, E.M.; Chan, A.; Gniłka, R.; Boratyńki, F.; Matharu, A.S. Enhanced protein extraction from oilseed cakes using glycerol-choline chloride deep eutectic solvents: A Biorefinery approach. ACS Sustain. Chem. Eng. 2018, 6, 15791–15800. [Google Scholar] [CrossRef]
- Liu, X.; Wu, Y.; Zhang, X.; Zuo, Y. Study on the effect of organic additives and inorganic fillers on properties of sodium silicate wood adhesive modified by polyvinyl alcohol. Bioresources 2015, 10, 1528–1542. [Google Scholar] [CrossRef]
- Wang, S.X.; Zhao, H.B.; Rao, W.H.; Huang, S.C.; Wang, T.; Liao, W.; Wang, Y.Z. Inherently flame-retardant rigid polyurethane foams with excellent thermal insulation and mechanical properties. Polymer 2018, 153, 616–625. [Google Scholar] [CrossRef]
- Szpiłyk, M.; Lubczak, R.; Lubczak, J. The biodegradable cellulose-derived polyol and polyurethane foam. Polym. Test. 2021, 100, 107250. [Google Scholar] [CrossRef]
- Chan, Y.Y.; Ma, C.; Zhou, F.; Hu, Y.; Schartel, B. Flame retardant flexible polyurethane foams based on phosphorous soybean-oil polyols and expandable graphite. Polym. Degrad. Stabil. 2021, 191, 109656. [Google Scholar] [CrossRef]
- Tian, H.; Wu, J.; Xiang, A. Polyether polyol-based rigid polyurethane foams reinforced with soy protein fillers. J. Vinyl Addit. Technol. 2018, 24, E105–E111. [Google Scholar] [CrossRef]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Kowalski, M.; Krauze, S.; Lewandowska, M. The influence of carbon fillers on the thermal properties of polyurethane foam. J. Therm. Anal. Calorim. 2016, 123, 283–291. [Google Scholar] [CrossRef] [Green Version]
- Gama, N.V.; Silva, R.; Mohseni, F.; Davarpanah, A.; Amaral, V.S.; Ferreira, A.; Barros-Timmons, A. Enhancement of physical and reaction to fire properties of crude glycerol polyurethane foams filled with expanded graphite. Polym. Test. 2018, 69, 199–207. [Google Scholar] [CrossRef]
- Kuźnia, M.; Magiera, A.; Pielichowska, K.; Ziąbka, M.; Benko, A.; Szatkowski, P.; Jerzak, W. Fluidized bed combustion fly ash as filler in composite polyurethane materials. Waste Manag. 2019, 92, 115–123. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Content, pbw | ||
|---|---|---|---|
| PUR-REF Foam | SFP Modified PUR Foam | LG-SFP Modified PUR Foam | |
| BioPolyol RD | 40 | 40 | 40 |
| Petol PZ 400-4G | 60 | 60 | 60 |
| Distilled water | 2.7 | 2.7 | 2.7 |
| Polycat 9 | 1 | 1 | 1 |
| ST-52 | 3 | 3 | 3 |
| Particles, wt.% | 0 | 10; 20; 30 (1) | 10; 20; 30 (1) |
| Isocyanate indice | 1.25 | 1.25 | 1.25 |
| Sample | Dynamic Viscosity, mPa·s |
|---|---|
| PUR-REF | 115 ± 5 |
| SFP-10 | 130 ± 3 |
| SFP-20 | 275 ± 4 |
| SFP-30 | 400 ± 6 |
| LG-SFP-10 | 125 ± 5 |
| LG-SFP-20 | 265 ± 4 |
| LG-SFP-30 | 387 ± 6 |
| Sample | Dimensional Stability at 70 °C and 90%, % | Dimensional Stability at −20 °C, % | ||||
|---|---|---|---|---|---|---|
| Length | Width | Thickness | Length | Width | Thickness | |
| PUR-REF | 1.2 ± 0.1 | 1.3 ± 0.1 | 1.5 ± 0.1 | 0.9 ± 0.1 | 0.5 ± 0.1 | 0.8 ± 0.1 |
| SFP-10 | 1.1 ± 0.1 | 1.3 ± 0.1 | 1.7 ± 0.1 | 0.8 ± 0.1 | 0.7 ± 0.1 | 0.9 ± 0.1 |
| SFP-20 | 1.2 ± 0.1 | 1.5 ± 0.1 | 1.8 ± 0.1 | 0.8 ± 0.1 | 0.7 ± 0.1 | 1.0 ± 0.1 |
| SFP-30 | 1.4 ± 0.1 | 1.7 ± 0.1 | 1.9 ± 0.1 | 0.9 ± 0.1 | 0.8 ± 0.1 | 1.0 ± 0.1 |
| LG-SFP-10 | 1.3 ± 0.1 | 1.2 ± 0.1 | 1.3 ± 0.1 | 0.7 ± 0.1 | 0.5 ± 0.1 | 0.8 ± 0.1 |
| LG-SFP-20 | 1.4 ± 0.1 | 1.5 ± 0.1 | 1.5 ± 0.1 | 0.8 ± 0.1 | 0.5 ± 0.1 | 0.8 ± 0.1 |
| LG-SFP-30 | 1.4 ± 0.1 | 1.6 ± 0.1 | 1.6 ± 0.1 | 0.9 ± 0.1 | 0.7 ± 0.1 | 1.0 ± 0.1 |
| Sample | Characteristic | |||
|---|---|---|---|---|
| Apparent
Density, kg/m3 | Thermal
Conductivity, W/(m·K) | Closed-Cell Content, vol.% | Cell Size, μm | |
| PUR-REF | 39 ± 3 | 0.0354 ± 0.0003 | 81 ± 2 | 566 ± 12 |
| SFP-10 | 41 ± 4 | 0.0322 ± 0.0004 | 87 ± 2 | 416 ± 24 |
| SFP-20 | 66 ± 5 | 0.0294 ± 0.0002 | 90 ± 1 | 364 ± 15 |
| SFP-30 | 86 ± 5 | 0.0321 ± 0.0003 | 85 ± 4 | 272 ± 22 |
| LG-SFP-10 | 42 ± 3 | 0.0336 ± 0.0003 | 88 ± 3 | 421 ± 13 |
| LG-SFP-20 | 54 ± 4 | 0.0328 ± 0.0004 | 90 ± 2 | 273 ± 16 |
| LG-SFP-30 | 68 ± 6 | 0.0319 ± 0.0002 | 92 ± 2 | 227 ± 10 |
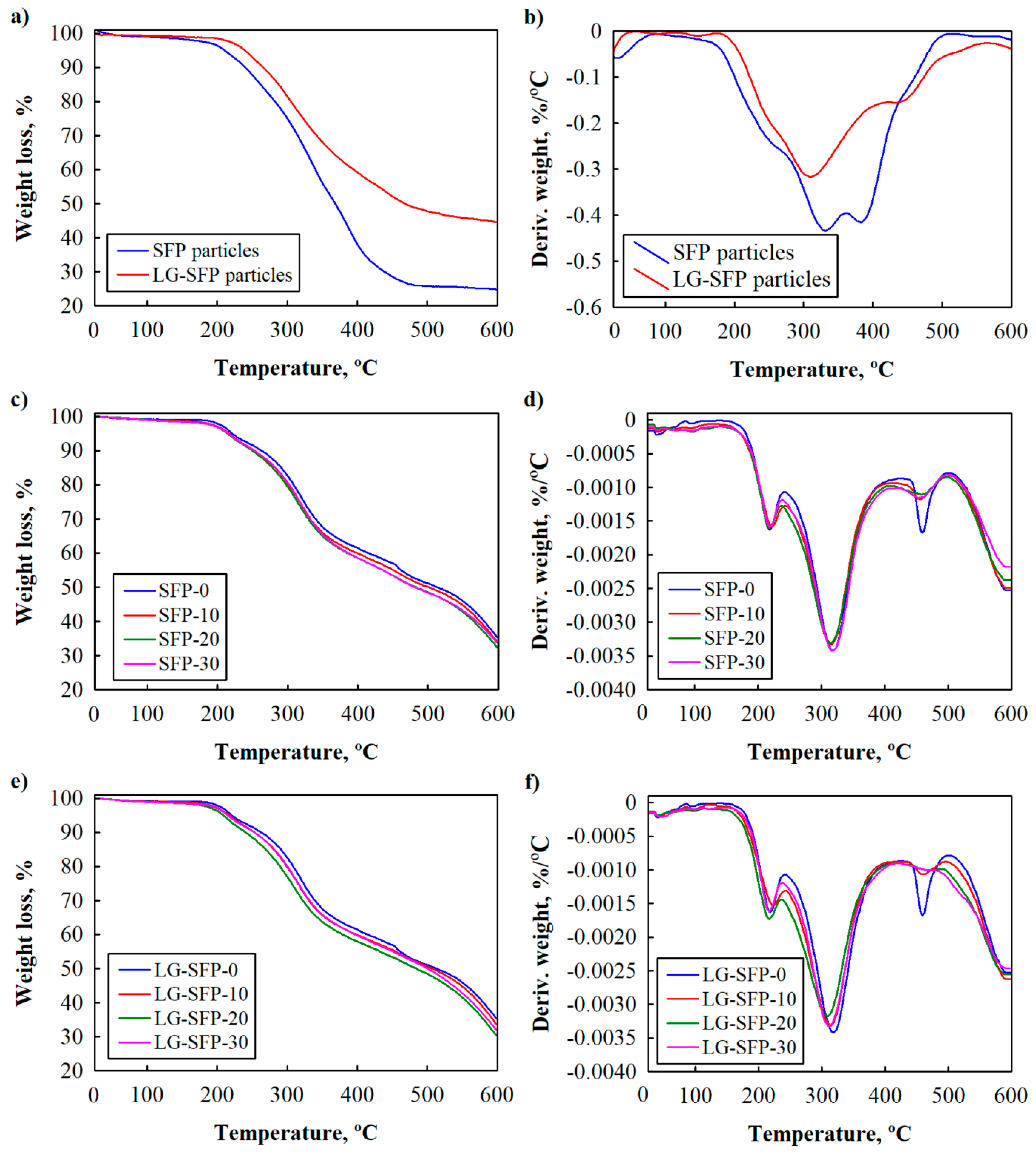
| Sample | T5%, °C | T50%, °C | Tmax, °C | Char Yield, % | ||
|---|---|---|---|---|---|---|
| 1st Stage | 2nd Stage | 3rd Stage | ||||
| PUR-REF | 221 | 513 | 219 | 319 | 459 | 35.3 |
| SFP-10 | 217 | 499 | 223 | 317 | 457 | 34.0 |
| SFP-20 | 213 | 481 | 219 | 319 | 461 | 32.3 |
| SFP-30 | 215 | 479 | 219 | 317 | 457 | 33.7 |
| LG-SFP-10 | 217 | 505 | 225 | 313 | 463 | 33.6 |
| LG-SFP-20 | 216 | 483 | 217 | 309 | 467 | 30.3 |
| LG-SFP-30 | 215 | 499 | 217 | 313 | 467 | 31.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kairytė, A.; Członka, S.; Boris, R.; Vėjelis, S. Vacuum-Based Impregnation of Liquid Glass into Sunflower Press Cake Particles and Their Use in Bio-Based Rigid Polyurethane Foam. Materials 2021, 14, 5351. https://doi.org/10.3390/ma14185351
Kairytė A, Członka S, Boris R, Vėjelis S. Vacuum-Based Impregnation of Liquid Glass into Sunflower Press Cake Particles and Their Use in Bio-Based Rigid Polyurethane Foam. Materials. 2021; 14(18):5351. https://doi.org/10.3390/ma14185351
Chicago/Turabian StyleKairytė, Agnė, Sylwia Członka, Renata Boris, and Sigitas Vėjelis. 2021. "Vacuum-Based Impregnation of Liquid Glass into Sunflower Press Cake Particles and Their Use in Bio-Based Rigid Polyurethane Foam" Materials 14, no. 18: 5351. https://doi.org/10.3390/ma14185351
APA StyleKairytė, A., Członka, S., Boris, R., & Vėjelis, S. (2021). Vacuum-Based Impregnation of Liquid Glass into Sunflower Press Cake Particles and Their Use in Bio-Based Rigid Polyurethane Foam. Materials, 14(18), 5351. https://doi.org/10.3390/ma14185351