
The Effect of Annealing Temperatures on Selected Properties of WC/C Coatings, Deposited Using Hexacarbonyl Wolfram in an N2-SiH4 Atmosphere


 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
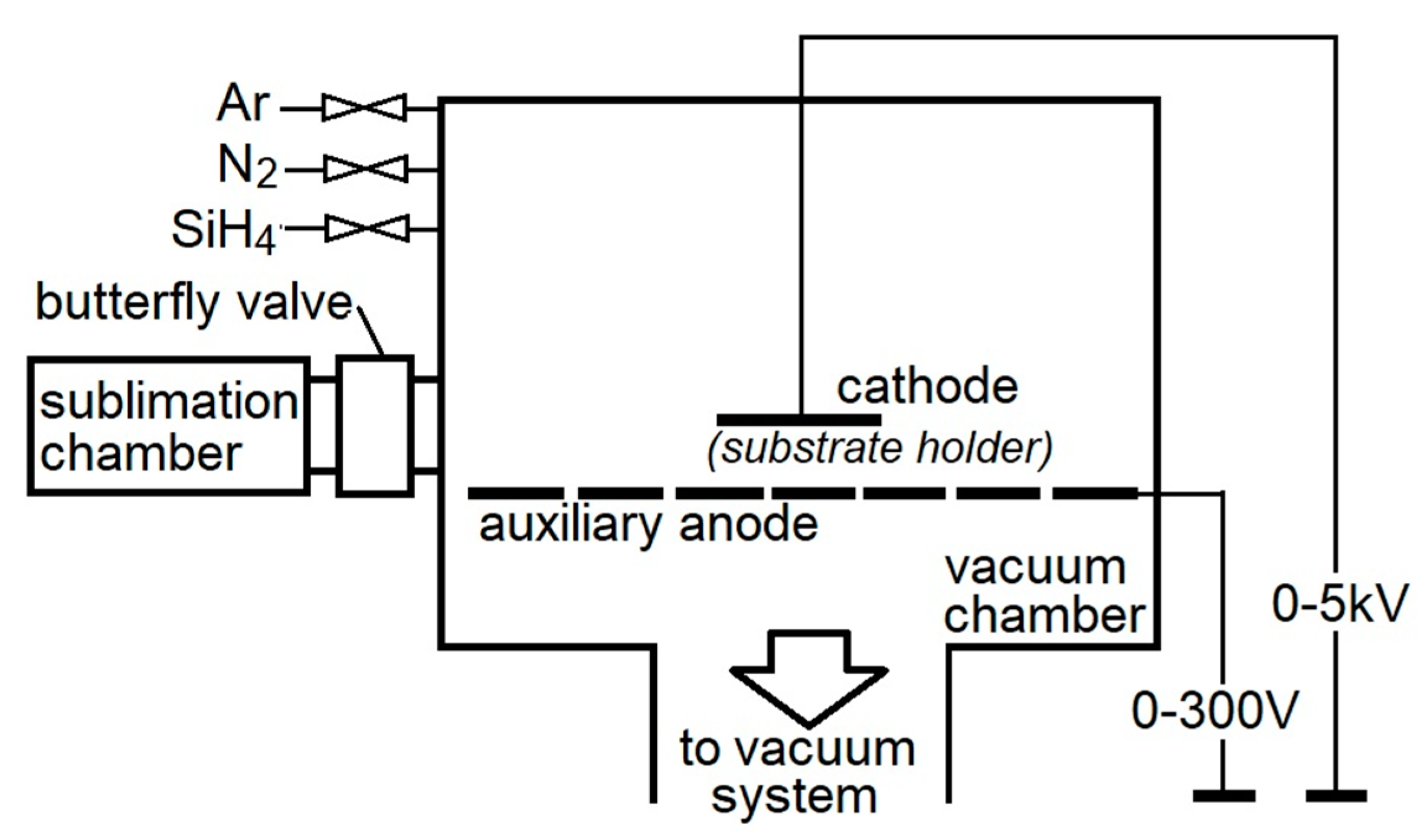
2.1. Sample Preparation
2.2. Coating Deposition and Annealing
2.3. Nanohardness and Young’s Modulus
2.4. Coefficient of Friction
2.5. SEM, AFM, and XPS Analyses
3. Results and Discussion
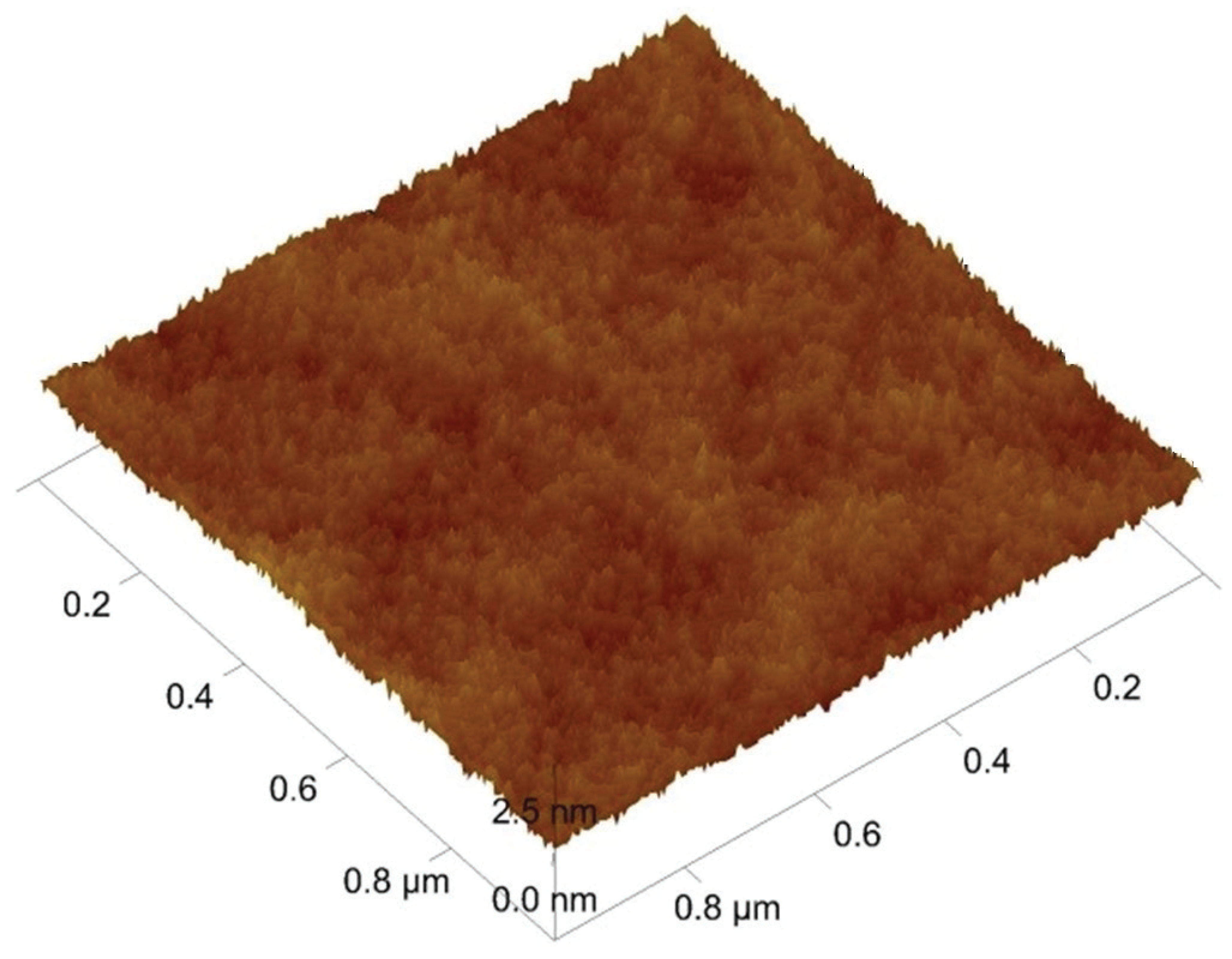
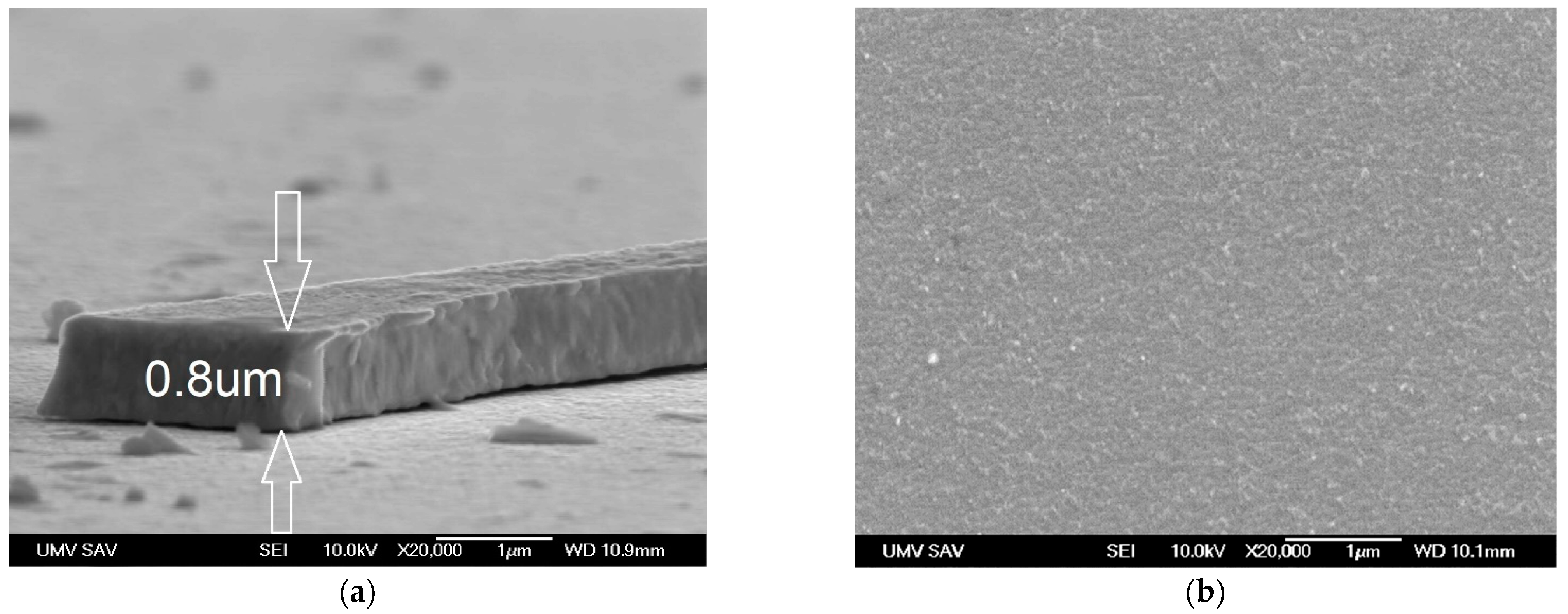
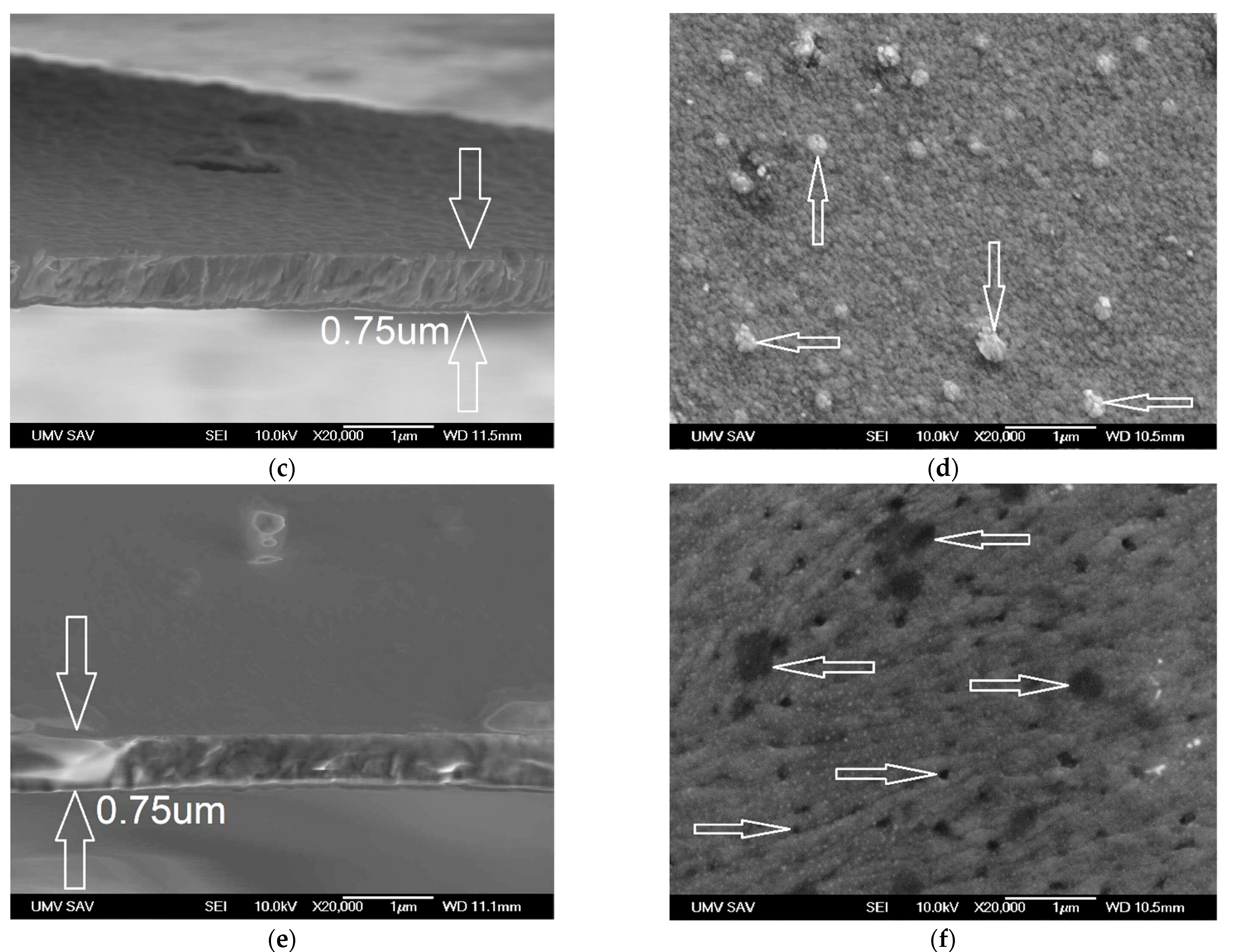
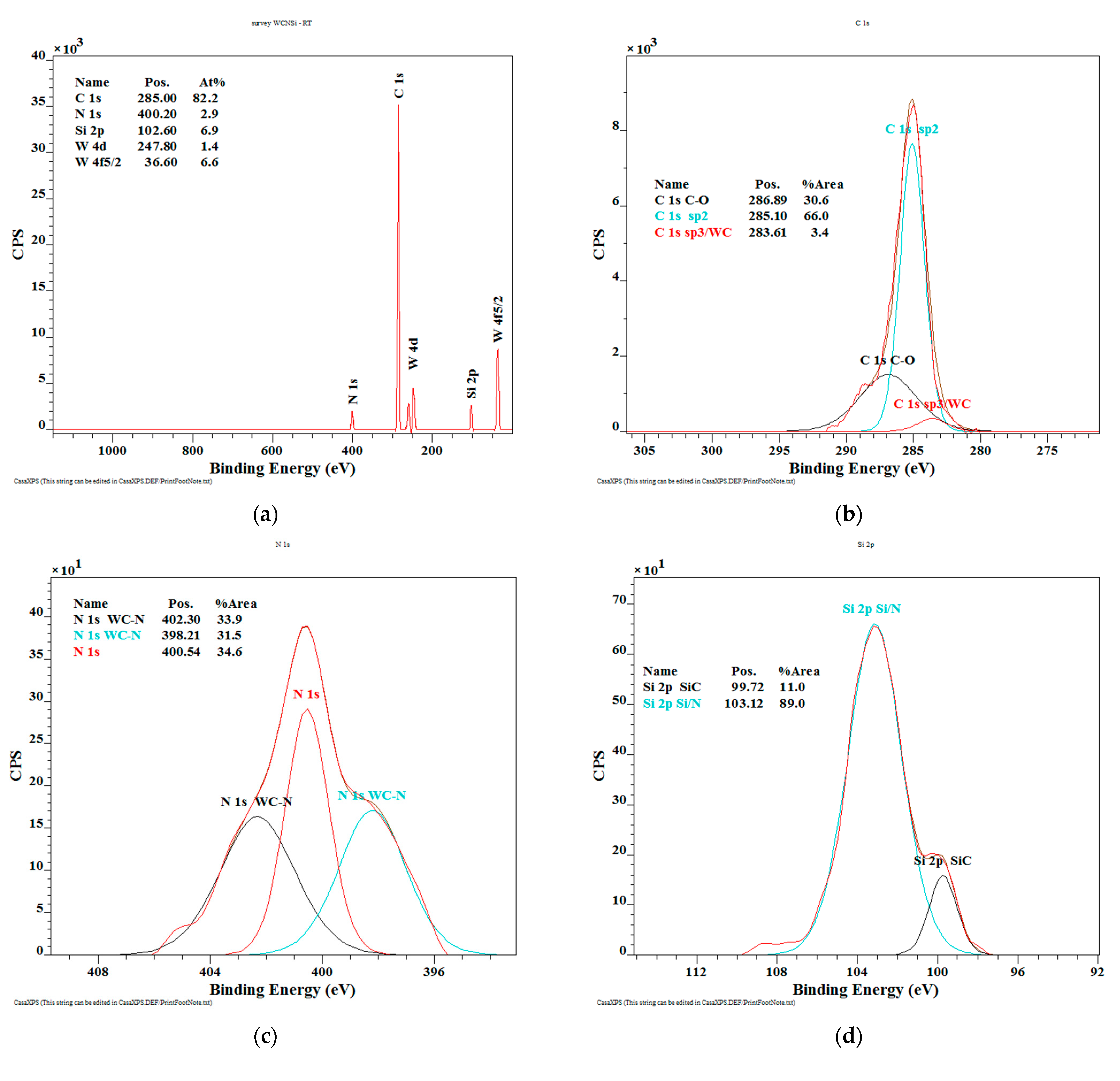
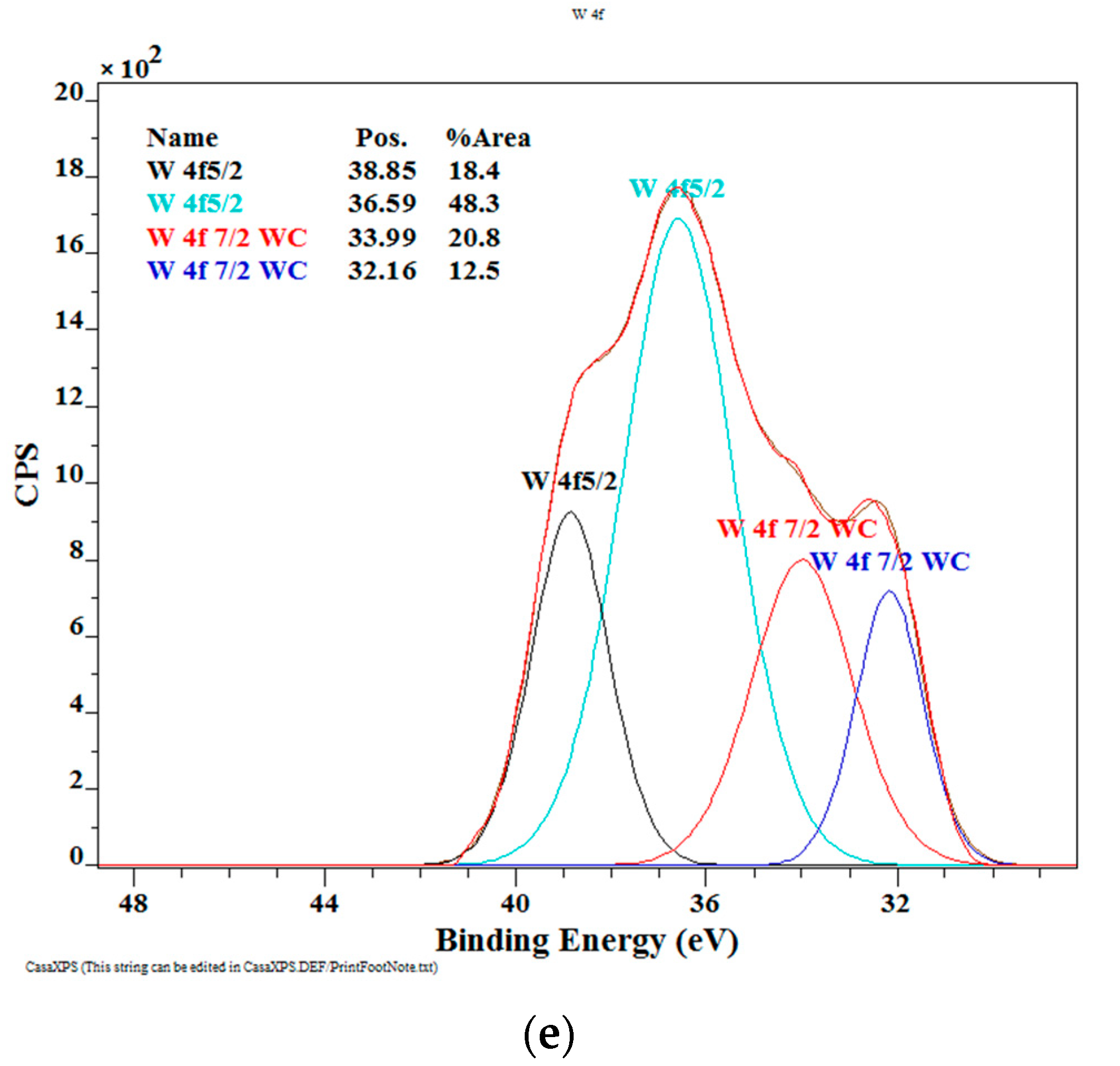
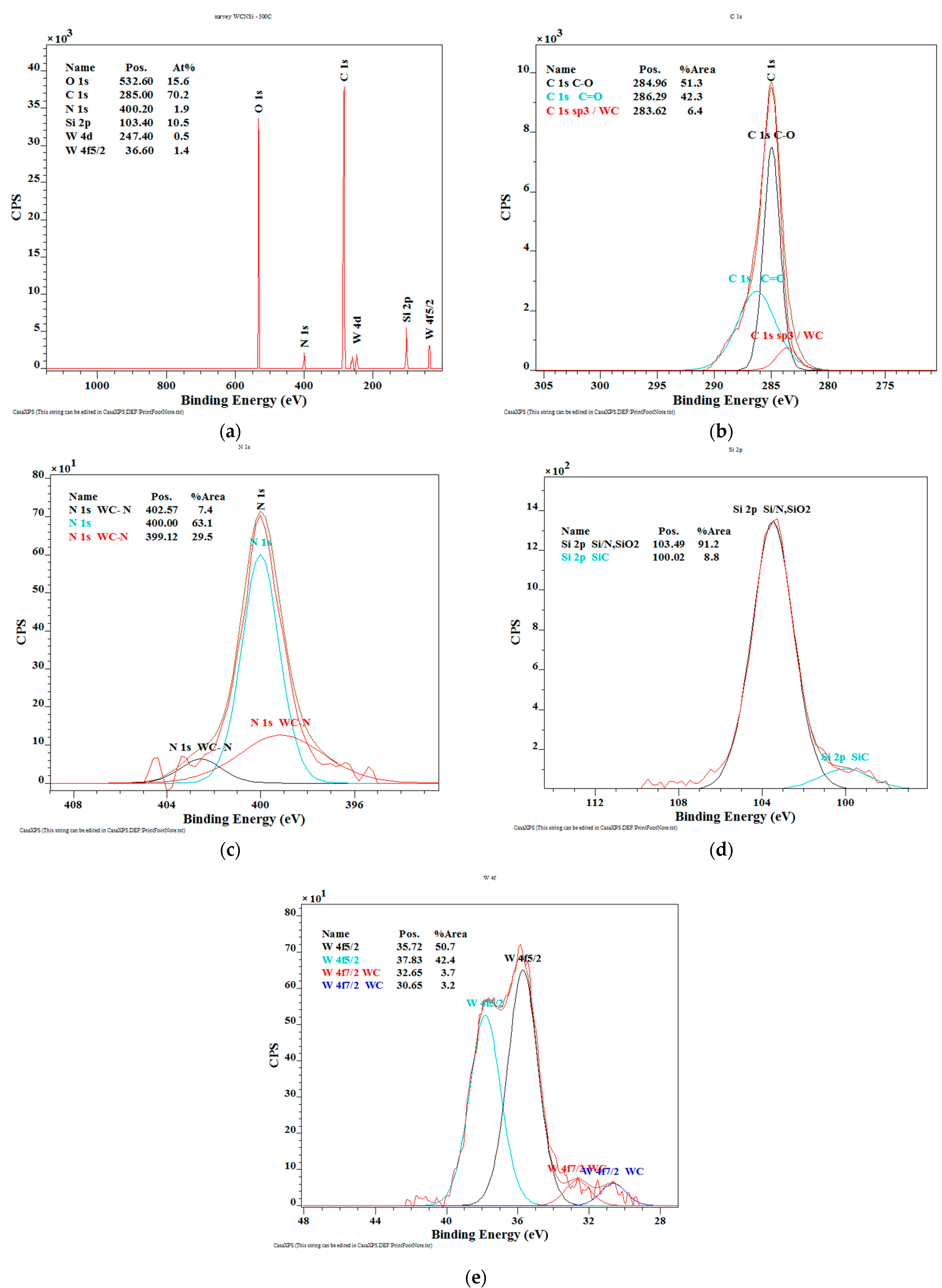
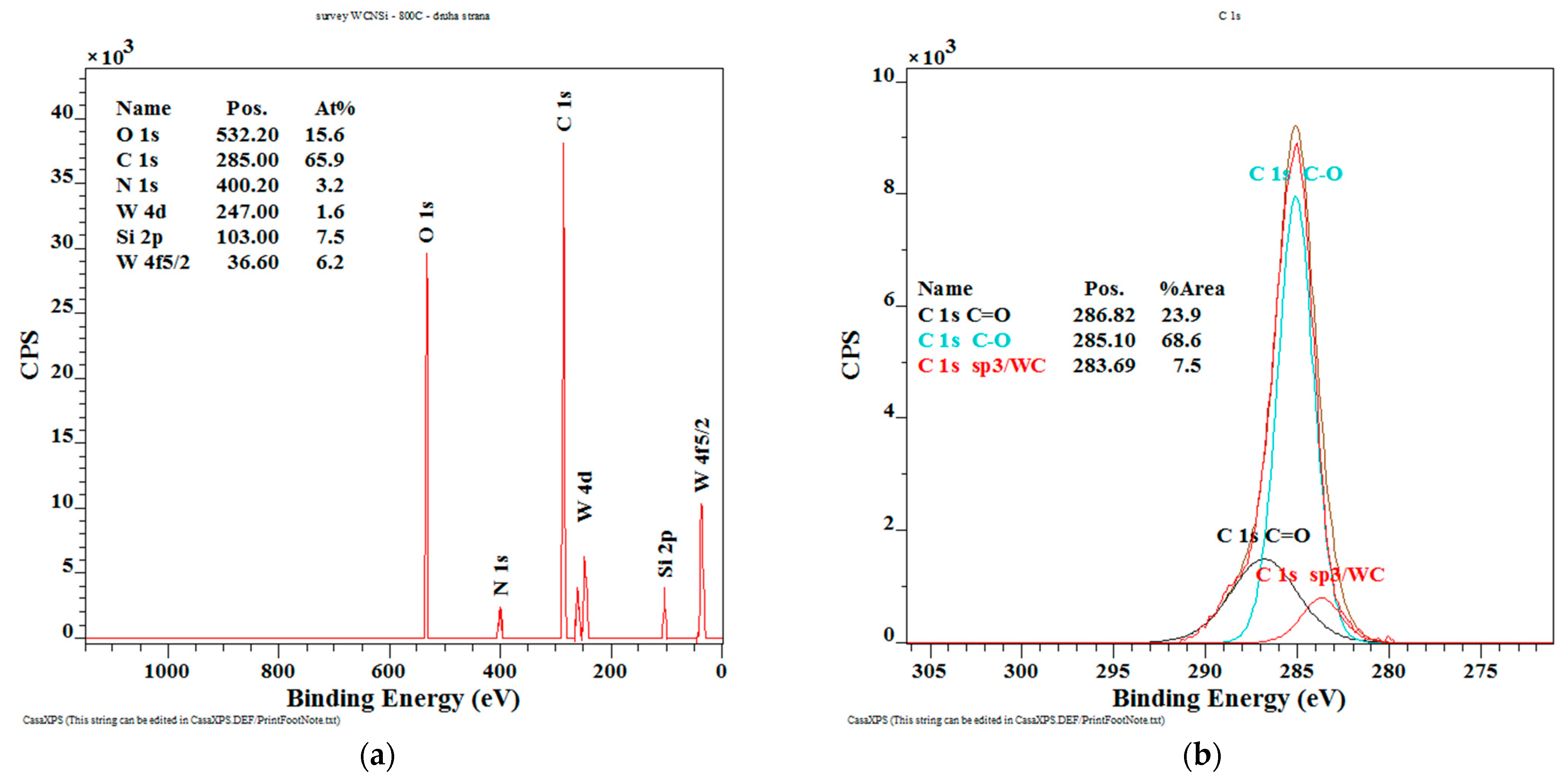
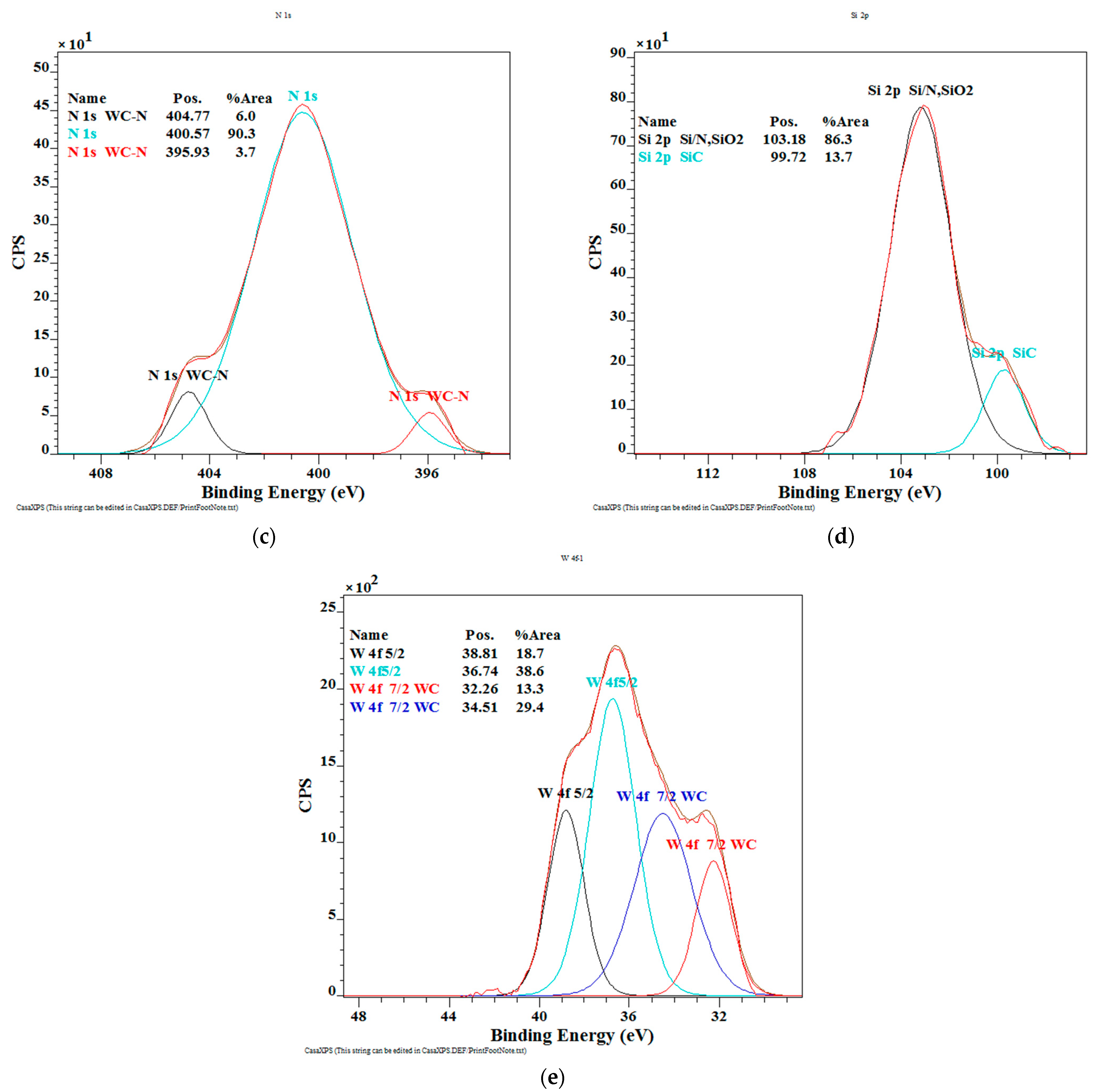
3.1. Thickness, Morphology, and Chemical Composition
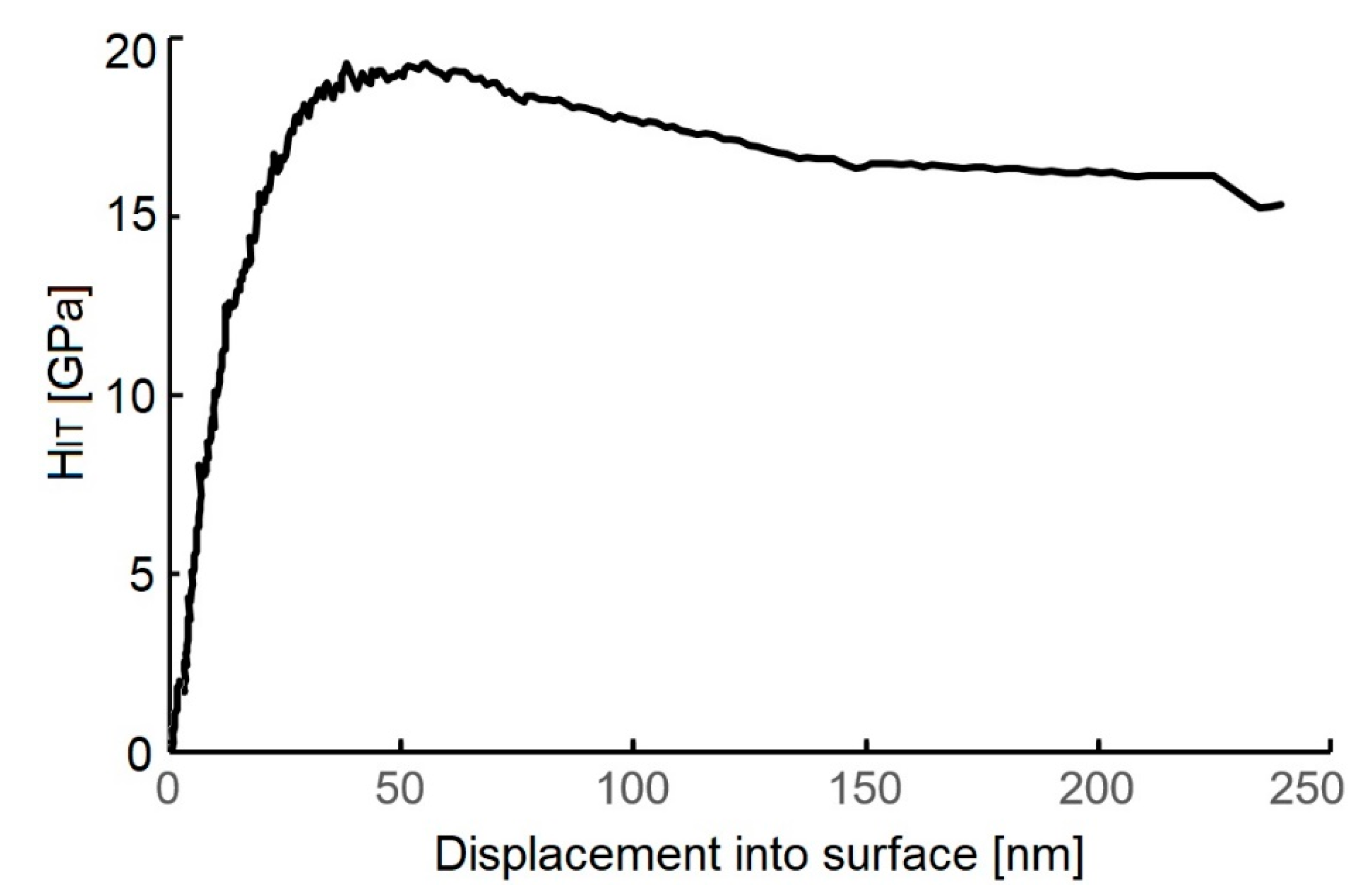
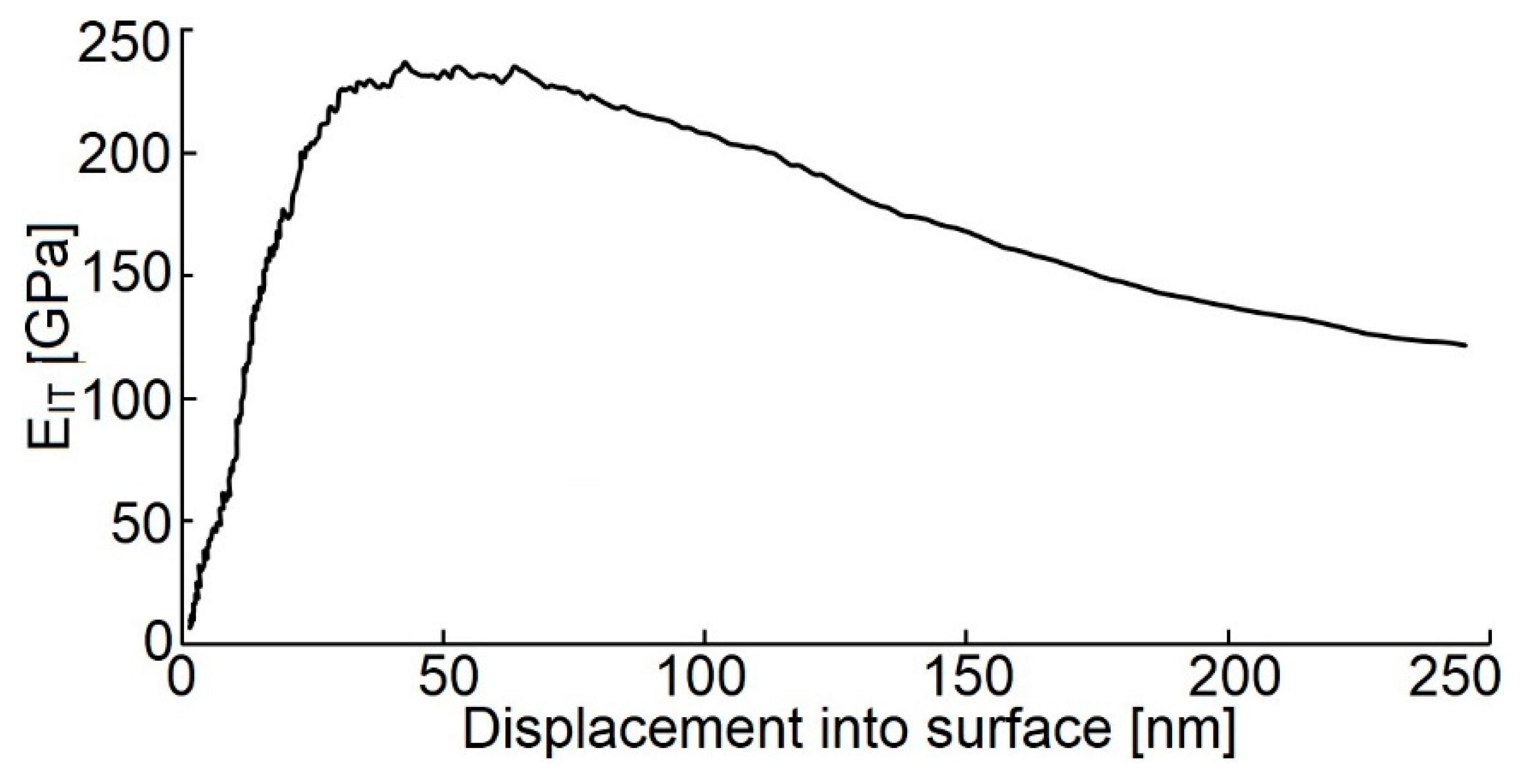
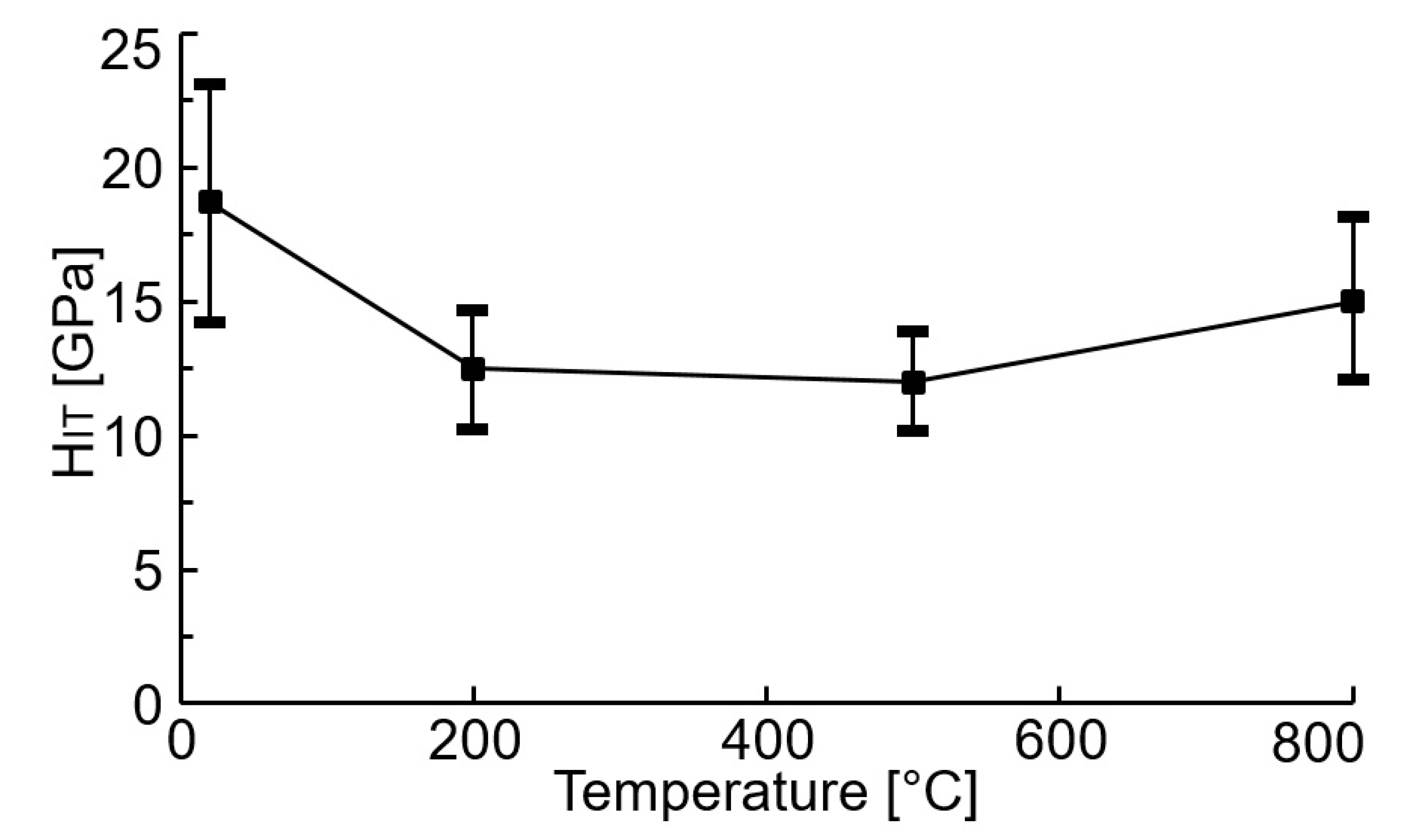
3.2. Hardness and Young’s Modulus
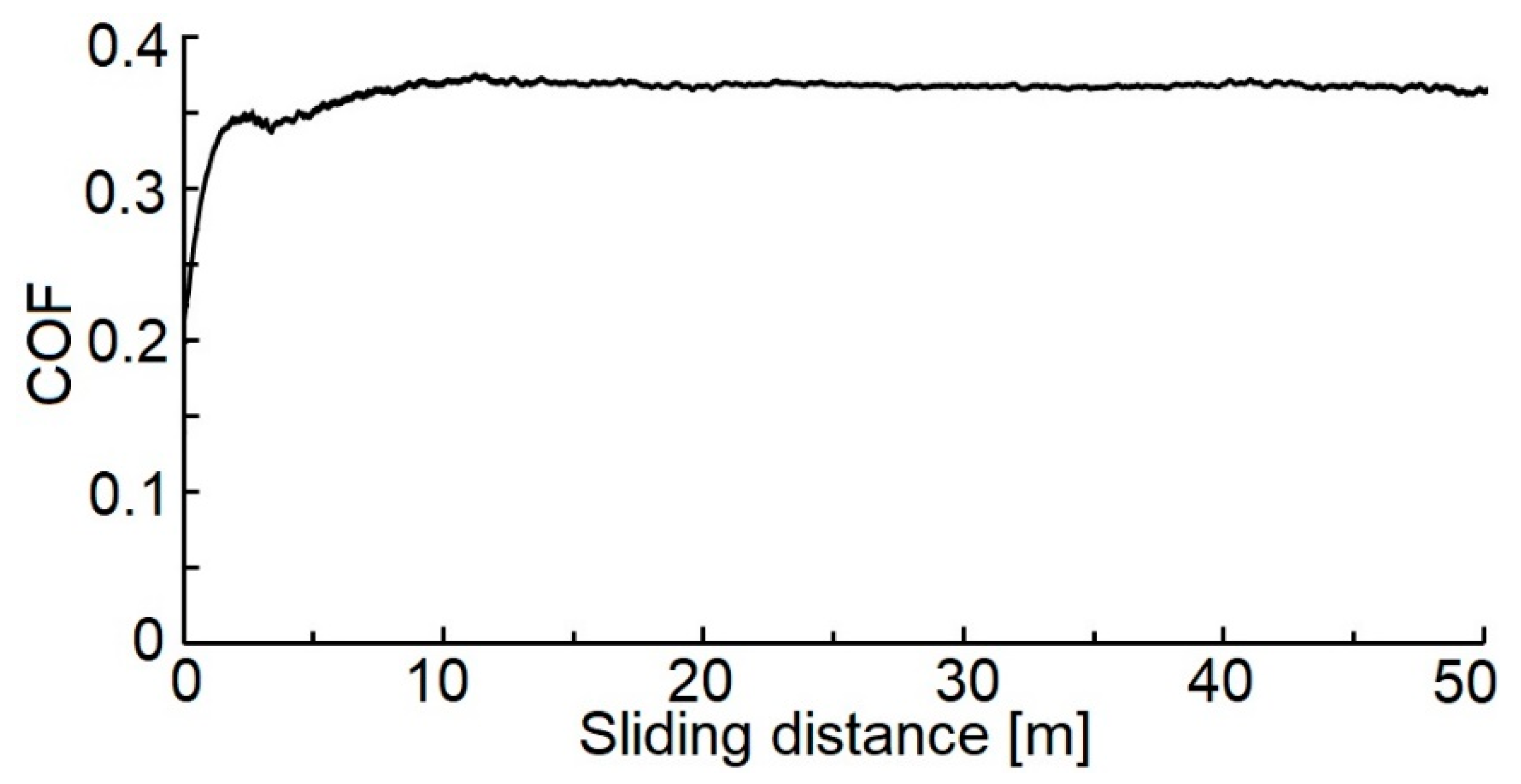
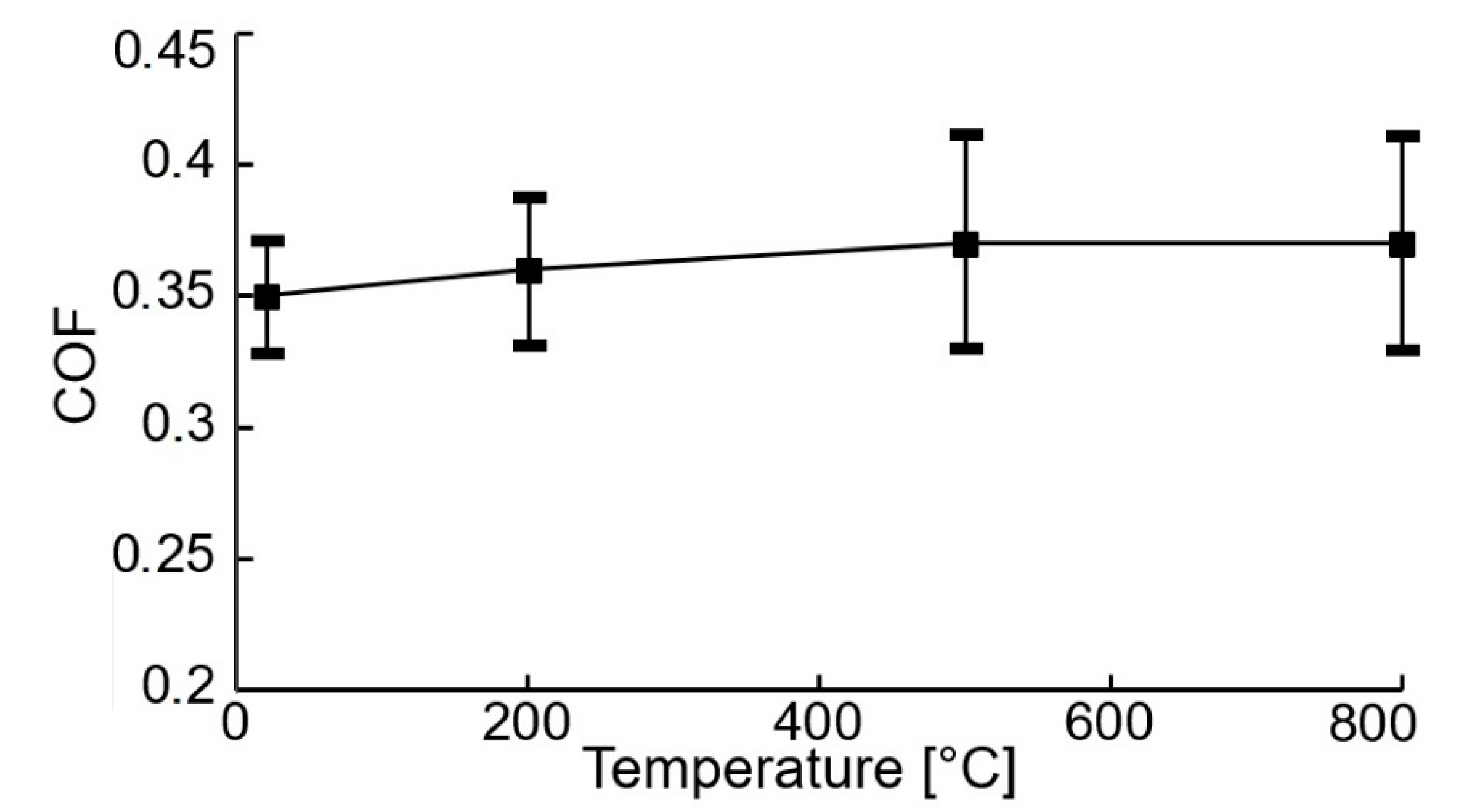
3.3. Coefficient of Friction
4. Conclusions
- i.
- The obtained WC/C coatings using the PE CVD method are characterized by the following measurements of evaluated properties: HIT = 18.7 ± 4.3 GPa, EIT = 220 ± 17 GPa, and COF = 0.35 ± 0.02. In addition, higher values of hardness can be obtained by optimizing the technological process parameters.
- ii.
- On the one hand, the annealing process causes a significant decrease in the HIT value, starting at 200 °C. On the other hand, after annealing at 500 and 800 °C, the hardness increases only insignificantly as compared with hardness after annealing at 200 °C.
- iii.
- After annealing without a protective atmosphere at 500 °C, a slight coarsening of the granulate was spotted on the surface of the WC/C coating, creating bulgy particles with a diameter up to ca. 200 nm.
- iv.
- The annealing process at 800 °C caused the creation of empty spaces in the coating with a diameter up to ca. 50 nm (less often up to ca. 400 nm), which were periodically located all over the surface of the coating. The oxidation process, which was partially accompanied by swelling, could have caused such an occurrence. This mechanism did not appear in the whole volume of the coating, but only in small regions.
- v.
- The N2-SiH4-Ar gas mixture used during the deposition process of the WC/C coatings protects against significant degradation up to a temperature of 800 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- El Mrabet, S.; Abad, M.D.; Sánchez-López, J.C. Identification of the wear mechanism on WC/C nanostructured coatings. Surf. Coat. Technol. 2011, 206, 1913–1920. [Google Scholar] [CrossRef]
- Czyzniewski, A. Deposition and some properties of nanocrystalline WC and nanocomposite WC/a-C:H coatings. Thin Solid Films. 2003, 433, 180–185. [Google Scholar] [CrossRef]
- Keller, G.; Barzen, I.; Erz, E.; Dötter, W.; Ulrich, S.; Juang, K.; Ehrhardt, H. Crystal structure, morphology and composition of magnetron sputtered tungsten carbide films. Fresenius’ J. Anal. Chem. 1991, 341, 349–352. [Google Scholar] [CrossRef]
- Barényi, I.; Majerík, J.; Pokorný, Z.; Sedlák, J.; Bezecný, J.; Dobrocký, D.; Jaroš, A.; Eckert, M.; Jambor, J.; Kusenda, R. Material and technological investigation of machined surfaces of the OCHN3MFA steel. Met. Mater. Kov. Mater. 2019, 57, 131–142. [Google Scholar] [CrossRef]
- Bhushan, B.; Gupta, B.K. Handbook of Tribology: Materials, Coatings, and Surface Treatments; McGraw-Hill: New York, NY, USA, 1991; p. 1643. [Google Scholar]
- Makowka, M.; Pawlak, W.; Konarski, P.; Wendler, B. Hydrogen content influence on tribological properties of nc-WC/a-C:H coatings. Diam. Relat. Mater. 2016, 67, 16–25. [Google Scholar] [CrossRef]
- Lofaj, F.; Kabátová, M.; Klich, M.; Vaňa, D.; Dobrovodský, J. The comparison of structure and properties in DC magnetron sputtered and HiPIMS W-C:H coatings with different hydrogen content. Ceram. Int. 2019, 45, 9502–9514. [Google Scholar] [CrossRef]
- Horňák, P.; Kottfer, D.; Kaczmarek, L.; Kianicová, M.; Balko, J.; Rehák, F.; Pekarčíková, M.; Čižnár, P. The effect of pressure, bias voltage and annealing temperature on N2 and N2 + SiH4 doped WC/C DC magnetron sputtered layers. Ceram. Silikáty 2018, 62, 97–107. [Google Scholar] [CrossRef]
- Abad, M.D.; Muñoz-Márquez, M.A.; El Mrabet, S.; Justo, A.; Sánchez-López, J.C. Tailored synthesis of nanostructured WC/a-C layers by dual magnetron sputtering. Surf. Coat. Technol. 2010, 204, 3490–3500. [Google Scholar] [CrossRef]
- Zhou, S.G.; Wang, L.; Wang, S.C.; Xue, Q. Comparative study of simplex doped nc-WC/a-C and duplex doped nc- WC/a-C(Al) nanocomposite layers. Appl. Surf. Sci. 2011, 257, 6971–6979. [Google Scholar] [CrossRef]
- Kosinskiy, M.; Ahmed, S.I.U.; Liu, Y.; Gubisch, M.; Mastylo, R.; Spiess, L.; Schaefer, J.A. Friction and wear properties of WC/C nano-scale multilayer layers on technical surfaces. Tribol. Lett. 2011, 44, 89–98. [Google Scholar] [CrossRef]
- Agudelo-Morimitsu, L.C.; DeLaRoche, J.; Escobar, D.; Ospina, R.; Restrepo-Parra, E. Substrate heating and post-annealing effect on tungsten/tungsten carbide bilayers grown by non-reactive DC magnetron sputtering. Ceram. Int. 2013, 39, 7355–7365. [Google Scholar] [CrossRef]
- Novák, M.; Lofaj, F.; Hviščová, P.; Podoba, R.; Haršáni, M.; Sahul, M.; Čaplovič, Ľ. Nanohardness of DC magnetron sputtered W–C layers as a function of composition and residual stresses. Key Eng. Mater. 2015, 662, 107–110. [Google Scholar] [CrossRef]
- Park, Y.S.; Park, Y.; Jung HJung, T.H.; Lim, D.G.; Choi, W.S. Tribological properties of a-C:W film deposited by radio frequency magnetron Co-sputtering method. Thin Solid Film. 2012, 521, 107–111. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, A.; Li, G. The influence of microstructure on mechanical property of polytypic TiC/WC nanomultilayers. Vacuum 2015, 117, 23–26. [Google Scholar] [CrossRef]
- Zhao, H.; Ni, Z.; Ye, F. Effect of carbon content on structure and properties of WCN coatings prepared by RF magnetron sputtering. Surf. Coat. Technol. 2016, 287, 129–137. [Google Scholar] [CrossRef]
- Horňák, P.; Kottfer, D.; Kaczmarek, L.; Kyziol, K.; Vavro, J.; Klich, M.; Trebuňa, J.; Vrabeľ, M.; Franková, M. Microstructure and mechanical properties of annealed WCC coatings deposited with di_erent gas mixtures in an RFMS process. Ceram. Silikáty 2019, 63, 213–222. [Google Scholar] [CrossRef]
- Lofaj, F.; Kvetková, L.; Hviščová, P.; Gregor, M.; Ferdinandy, M. Reactive processes in the high target utilization sputtering (HiTUS) W–C based coatings. J. Eur. Ceram. Soc. 2016, 36, 3029–3040. [Google Scholar] [CrossRef]
- Gesheva, K.A.; Vlakhov, E.S.; Stoyanov, G.I.; Beshkod, G.D.; Marinov, M. Deposition CVD-tungsten and characterization of and tungsten carbonitrides on (100) Si. Ceram. Int. 1996, 22, 87–89. [Google Scholar] [CrossRef]
- Neto, M.A.; Silva, E.L.; Fernandes, A.J.S.; Oliveira, F.J.; Silva, R.F. Deposition of WC/a-C nanocomposite thin films by hot-filament CVD. Surf. Coat. Technol. 2011, 206, 103–106. [Google Scholar] [CrossRef]
- Gesheva, K.; Abrosimova, V.; Beshkov, G. CVD carbonyl thin films of tungsten and molybdenum and their silicides—a good alternative to CVD fluoride tungsten technology. J. Phys. 1991, 2, 865–871. [Google Scholar] [CrossRef]
- Ferdinandy, M.; Lofaj, F.; Dusza, J.; Kottfer, D. Preparation of WC coatings by W(CO)6 decomposition using PE CVD method. Chem. Lett. Chem. Listy 2011, 105, 442–444. (In Slovak) [Google Scholar]
- Lofaj, F.; Ferdinandy, M.; Cempura, G.; Horňák, P.; Vnouček, M. Transfer film in a friction contact in the nanocomposite WC-C coatings. J. Aust.Ralian Ceram. Soc. 2013, 49, 34–43. [Google Scholar]
- Lofaj, F.; Ferdinandy, M.; Kottfer, D.; Dusza, J.; Němeček, J. Tribological properties of the Cr-C and W-C based PECVD nanocomposite coatings (CD room). In Proceedings of the 11th Conference (ECERS 2009), Krakow, Poland, 20–25 June 2009; pp. 642–646. [Google Scholar]
- Ferdinandy, M.; Kottfer, D.; Hviščová, P.; Balko, J. Preparation of WCrC coatings by W(CO)6 and Cr(CO)6 decomposition using PECVD method. In Proceedings of the 14th Conference Layers and Coatings, Trenčianska Teplá, Slovakia, 19–20 October 2015; pp. 87–89. (In Slovak). [Google Scholar]
- Garner, M.L.; Chandra, D.; Lau, K.H. Low-temperature vapor pressures of W, Cr-, and Co-carbonyls. J. Phase Equilibria 1995, 16, 24–29. [Google Scholar] [CrossRef]
- Horňák, P.; Kottfer, D.; Kyziol, K.; Trebuňová, M.; Majerníková, J.; Kaczmarek, L.; Trebuňa, J.; Hašuľ, J.; Paľo, M. Microstructure and Mechanical Properties of Annealed WC/C PECVD Coatings Deposited Using Hexacarbonyl of W with Different Gases. Materials 2020, 13, 3576. [Google Scholar] [CrossRef] [PubMed]
- Rezuchina, T.N.; Švyrev, V.V. Saturated vapor pressure and sublimation temperature of Mo(CO)6 and W(CO)6. Vestn. Mosk. Univ. 1952, 6, 41–46. (In Russian) [Google Scholar]
- Lu-Steffes, O.J.; Sakidja, R.; Bero, J.; Perepezko, J.H. Multicomponent coating for enhanced oxidation resistance of tungsten. Surf. Coat. Technol. 2012, 207, 614–619. [Google Scholar] [CrossRef]
- Chellappa, R.; Chandra, D. Assessment of vapor pressure data of solid metal carbonyls. J. Chem. Thermodyn. 2005, 37, 377–387. [Google Scholar] [CrossRef]
- Usoltsev, I.; Eichler, R.; Wang, Y.; Even, J.; Yakushev, A.; Haba, H.; Asai, M.; Brand, H.; Di Nitto, A.; Düllmann, C.E.; et al. Decomposition studies of group 6 hexacarbonyl complexes. Part 1: Production and decomposition of Mo(CO)6 and W(CO)6. Radiochim. Acta 2015, 104, 141–151. [Google Scholar] [CrossRef]
- Erokhin, M.N.; Kazantsev, S.P.; Chupyatov, N.N. Wear-resistance of carbide-containing chrome coatings obtained from gas phase. Vestn. Fed. State Eduation Inst. High Prof. Educ. Mosc. State Agroeng. Univ. Named VP Goryachkin 2017, 5, 48–53. (In Russian) [Google Scholar]
- Toshiro Maruyama, T.; Akagi, H. Chromium Oxide Thin Films Prepared by Chemical Vapor Deposition from Chromium Acetylacetonate and Chromium Hexacarbonyl. J. Electrochem. Soc. 1996, 143, 1955–1957. [Google Scholar] [CrossRef]
- Wang, J.W.; Gupta, A.; Klein, T.M. Plasma enhanced chemical vapor deposition of Cr2O3 thin films using chromium hexacarbonyl (Cr(CO)6) precursor. Thin Solid Film. 2008, 516, 7366–7372. [Google Scholar] [CrossRef]
- Douard, A.; Maury, F. Chromium-based coatings by atmospheric chemical vapor deposition at low temperature from Cr(CO)6. Surf. Coat. Technol. 2005, 21, 1407–1412. [Google Scholar] [CrossRef][Green Version]
- Sagalovych, A.; Popov, V.; Sagalovych, V.; Dudnik, S.; Popenchuk, R. Development of the chemical vapor deposition process for applying molybdenum coatings on the components in assembly and engine construction. East. Eur. J. Enterp. Technol. 2020, 2, 6–15. [Google Scholar] [CrossRef]
- Lofaj, F.; Kaganowskyy, Y.S. Kinetics of WC-Co oxidation accompanied by swelling. J. Mater. Sci. 1995, 30, 1811–1817. [Google Scholar] [CrossRef]
- Chu, P.K.; Li, L. Characterization of amorphous and nanocrystalline carbon films. Mater. Chem. Phys. 2006, 96, 253–277. [Google Scholar] [CrossRef]
- Krasovskii, P.V.; Malinovskaya, O.S.; Samokhin, A.V.; Blagoveshchenskiy, Y.V.; Kazakov, V.A.; Ashmarin, A.A. XPS study of surface chemistry of tungsten carbides nanopowders produced through DC thermal plasma/hydrogen annealing process. Appl. Surf. Sci. 2015, 339, 46–54. [Google Scholar] [CrossRef]
- Huang, L.; Yang, J.; Zhou, W.; Liu, K.; Zhu, D.; Chen, Y. Nanoscale tungsten nitride/nitrogen-doped carbon as an efficient non-noble metal catalyst for hydrogen and oxygen recombination at room temperature in nickel–iron batteries. R. Soc. Chem. Adv. 2018, 8, 35343. [Google Scholar] [CrossRef]
- X-ray Photoelectron Spectroscopy (XPS) Reference Pages, Tungsten. Available online: http://www.xpsfitting.com/2009/04/tungsten.html (accessed on 12 August 2021).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Coating | Gas Mixture | Total Pressure (Pa) | Gas Pressure (Pa) | HIT (GPa) | EIT (GPa) | COF (-) |
|---|---|---|---|---|---|---|
| WC | N2-SiH4 | 4.0 | 2.0 | 18.7 ± 4.3 | 220 ± 17 | 0.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horňák, P.; Kottfer, D.; Kyzioł, K.; Trebuňová, M.; Kaňuchová, M.; Kaczmarek, L.; Jasenák, J.; Hašuľ, J.; Rusinko, L. The Effect of Annealing Temperatures on Selected Properties of WC/C Coatings, Deposited Using Hexacarbonyl Wolfram in an N2-SiH4 Atmosphere. Materials 2021, 14, 4658. https://doi.org/10.3390/ma14164658
Horňák P, Kottfer D, Kyzioł K, Trebuňová M, Kaňuchová M, Kaczmarek L, Jasenák J, Hašuľ J, Rusinko L. The Effect of Annealing Temperatures on Selected Properties of WC/C Coatings, Deposited Using Hexacarbonyl Wolfram in an N2-SiH4 Atmosphere. Materials. 2021; 14(16):4658. https://doi.org/10.3390/ma14164658
Chicago/Turabian StyleHorňák, Peter, Daniel Kottfer, Karol Kyzioł, Marianna Trebuňová, Mária Kaňuchová, Lukasz Kaczmarek, Jozef Jasenák, Ján Hašuľ, and Lukáš Rusinko. 2021. "The Effect of Annealing Temperatures on Selected Properties of WC/C Coatings, Deposited Using Hexacarbonyl Wolfram in an N2-SiH4 Atmosphere" Materials 14, no. 16: 4658. https://doi.org/10.3390/ma14164658
APA StyleHorňák, P., Kottfer, D., Kyzioł, K., Trebuňová, M., Kaňuchová, M., Kaczmarek, L., Jasenák, J., Hašuľ, J., & Rusinko, L. (2021). The Effect of Annealing Temperatures on Selected Properties of WC/C Coatings, Deposited Using Hexacarbonyl Wolfram in an N2-SiH4 Atmosphere. Materials, 14(16), 4658. https://doi.org/10.3390/ma14164658