
The Synergistic Effect of Ester-Ether Copolymerization Thixo-Tropic Superplasticizer and Nano-Clay on the Buildability of 3D Printable Cementitious Materials


Abstract
:1. Introduction
2. Materials and Methodology
2.1. Materials and Mix Proportion
2.2. Mixing Protocols
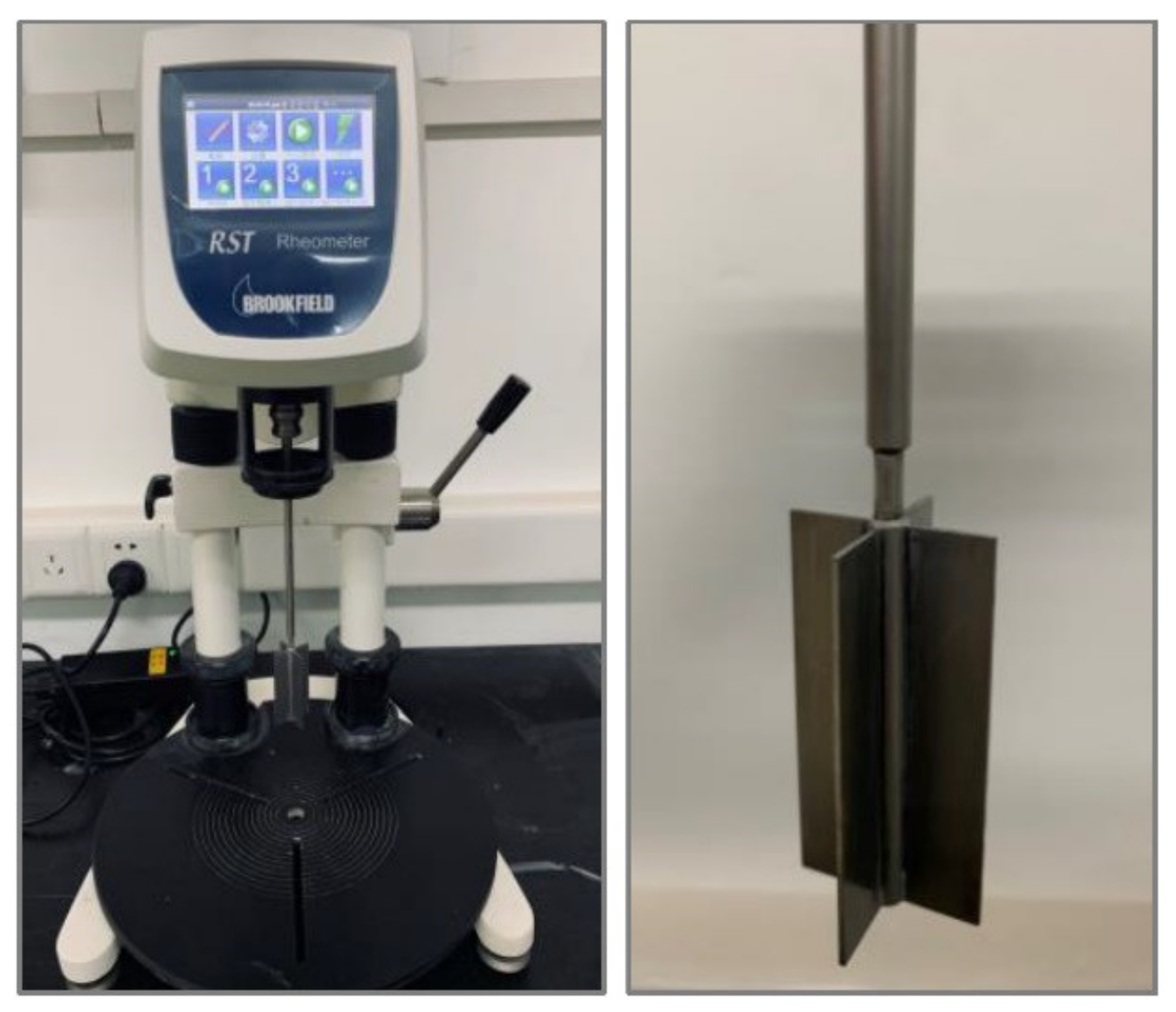
2.3. Rheological Properties Test
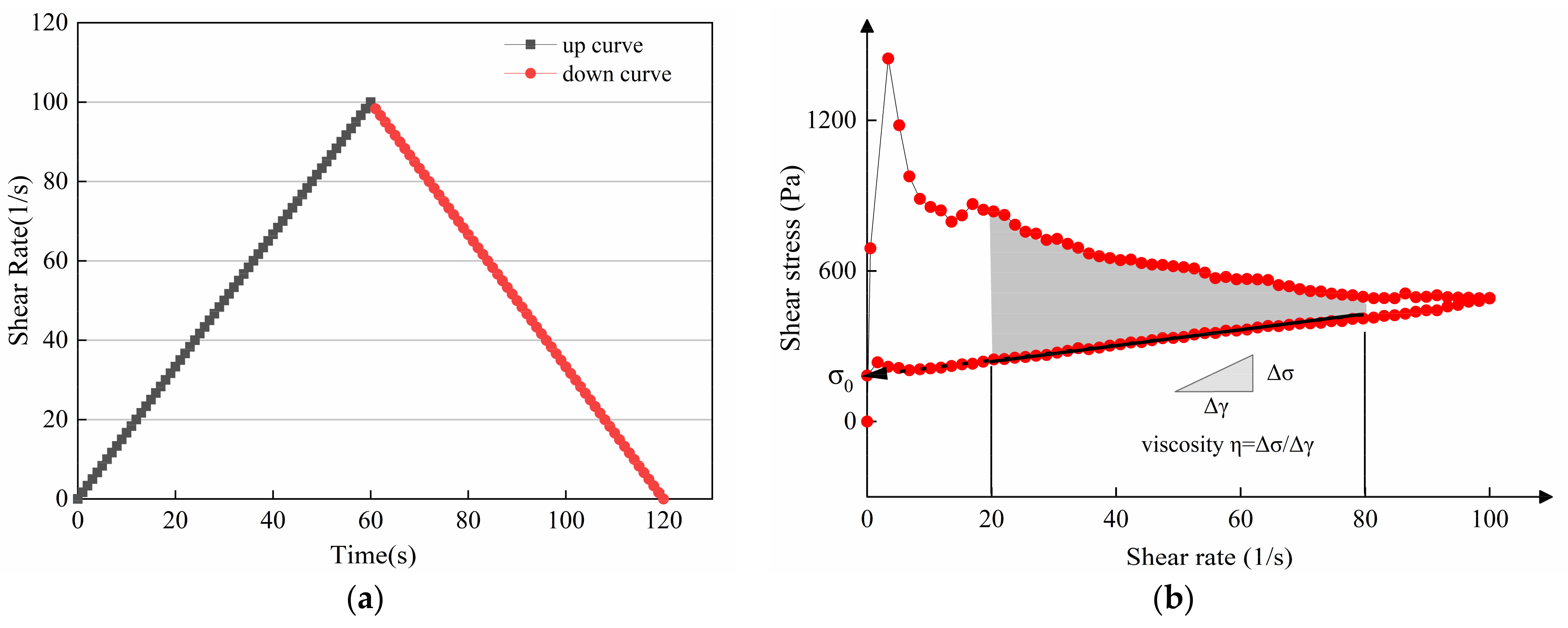
2.3.1. Hysteresis Loop Test Protocol
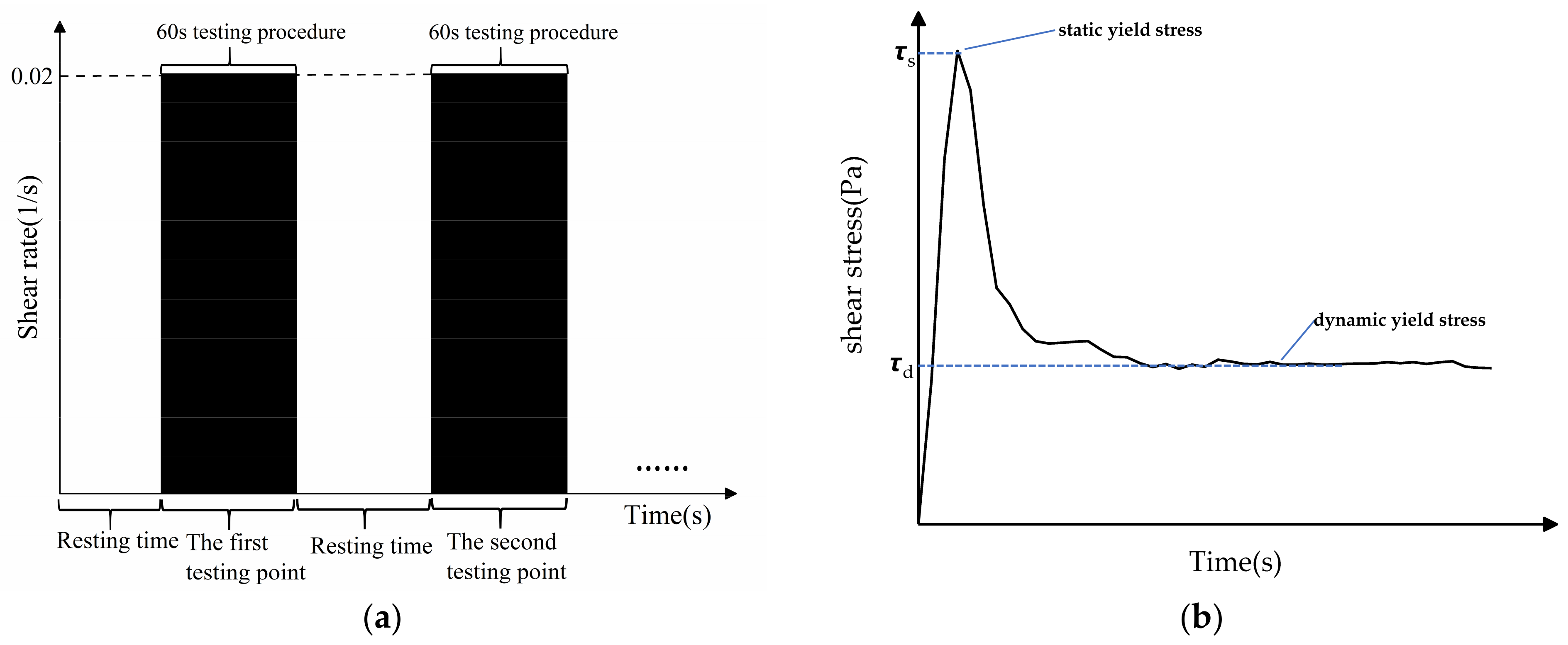
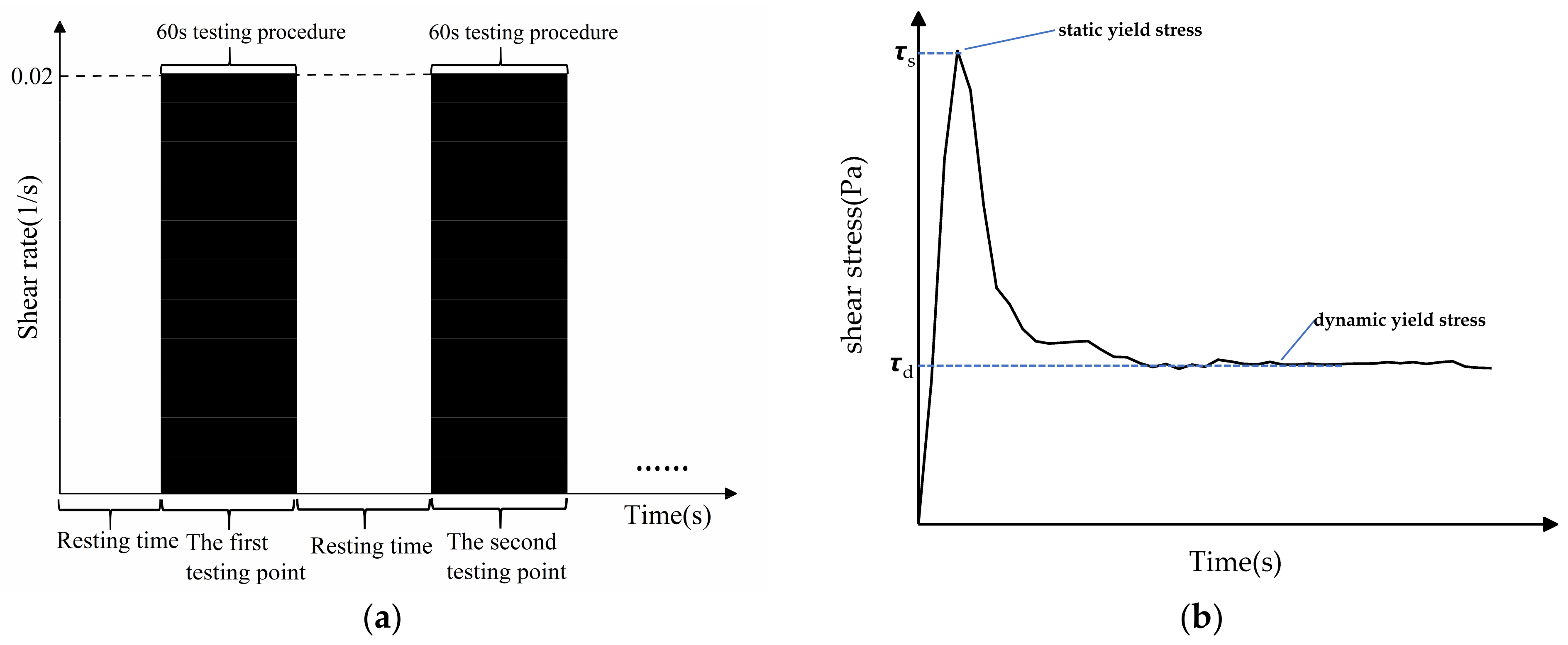
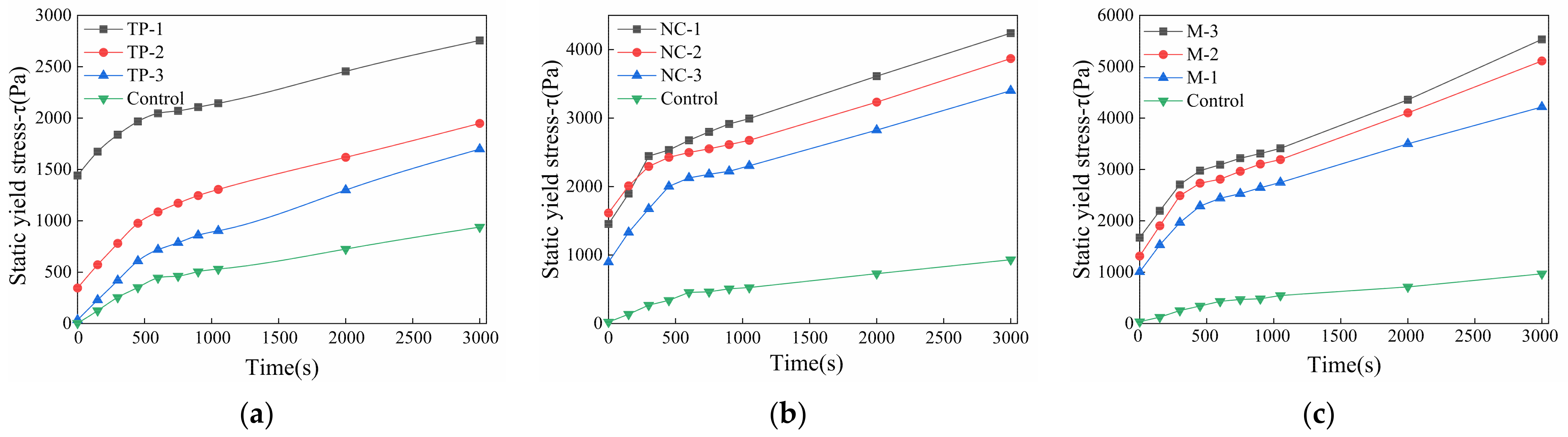
2.3.2. Static Yield Stress Test Program
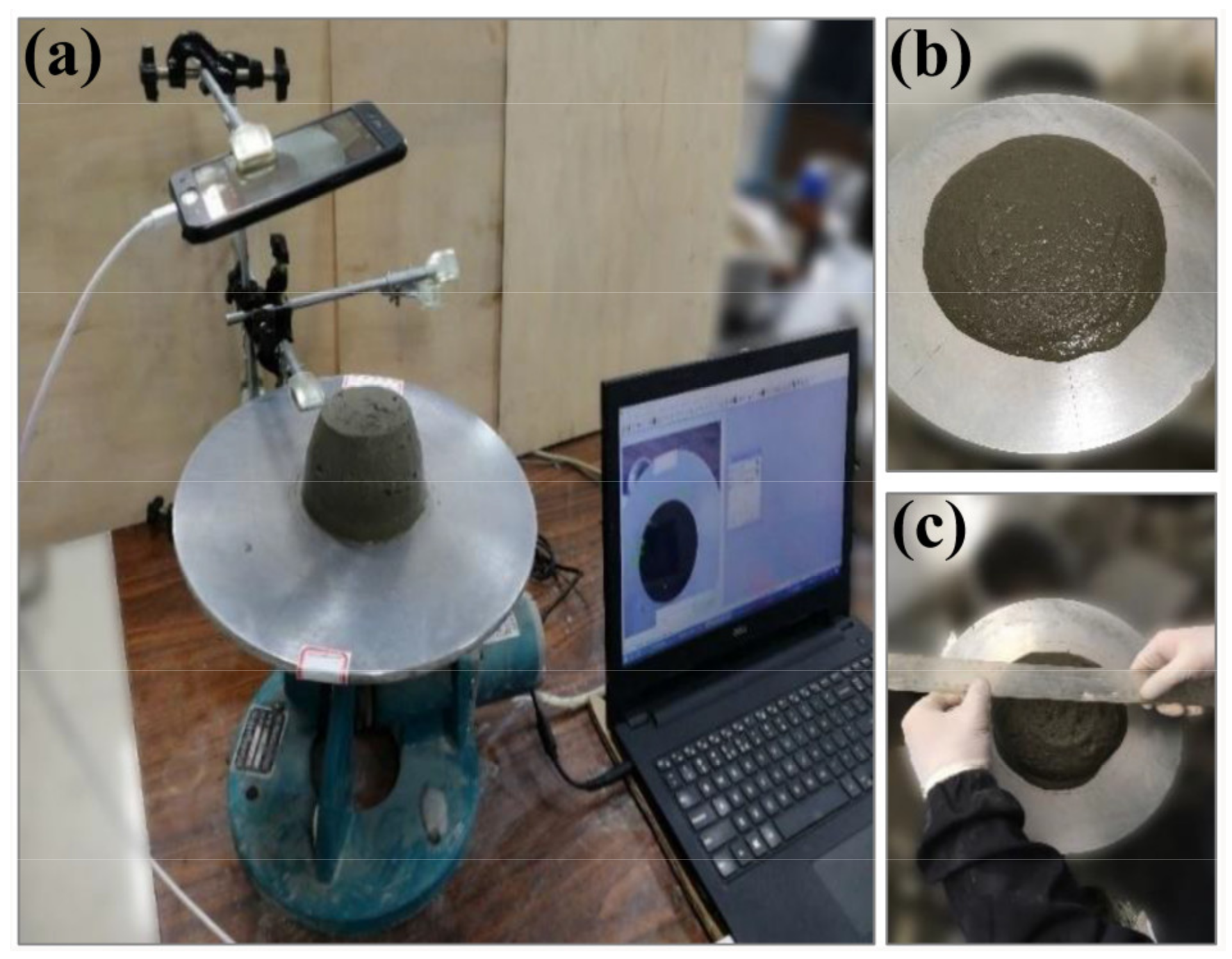
2.4. Fluidity Test
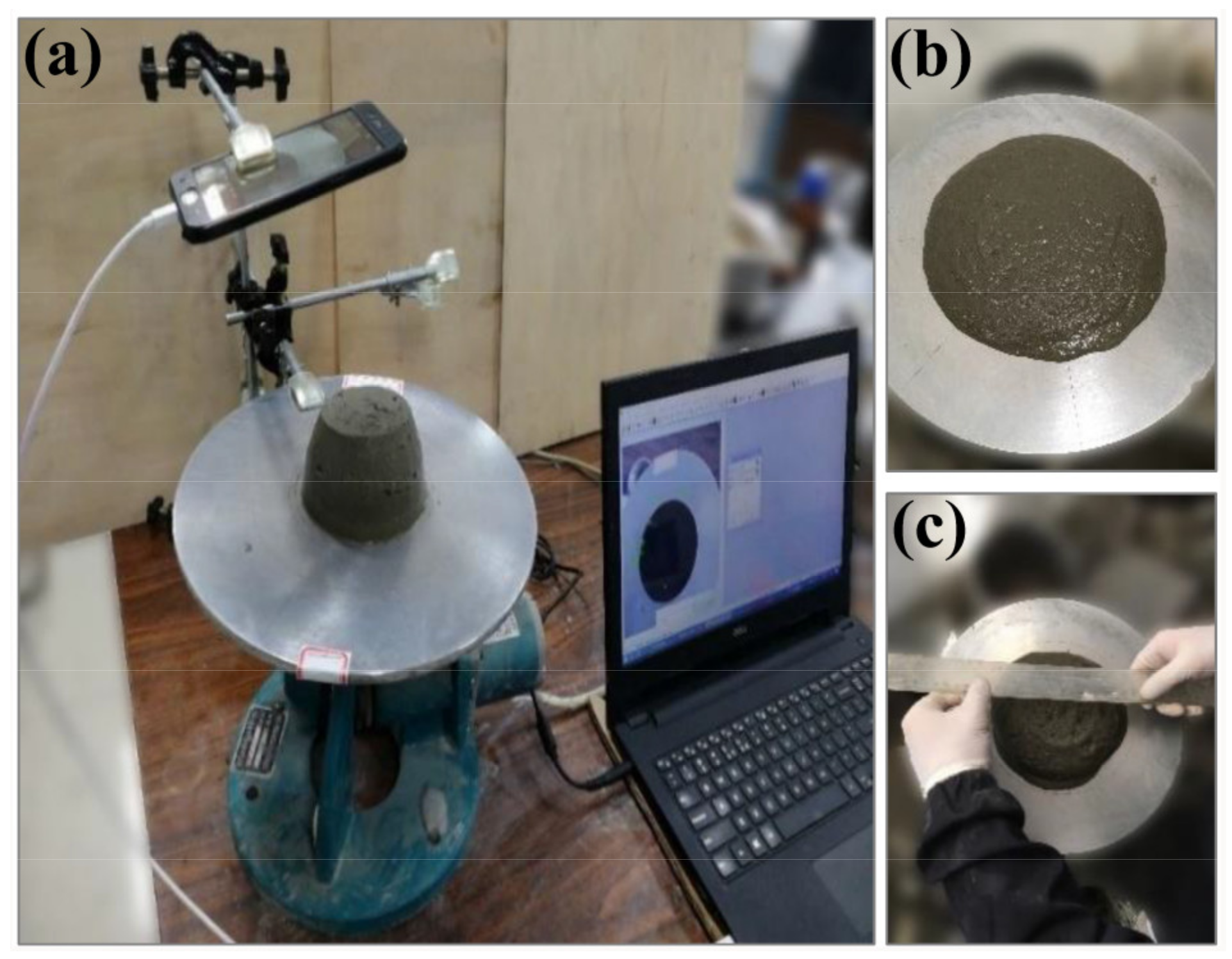
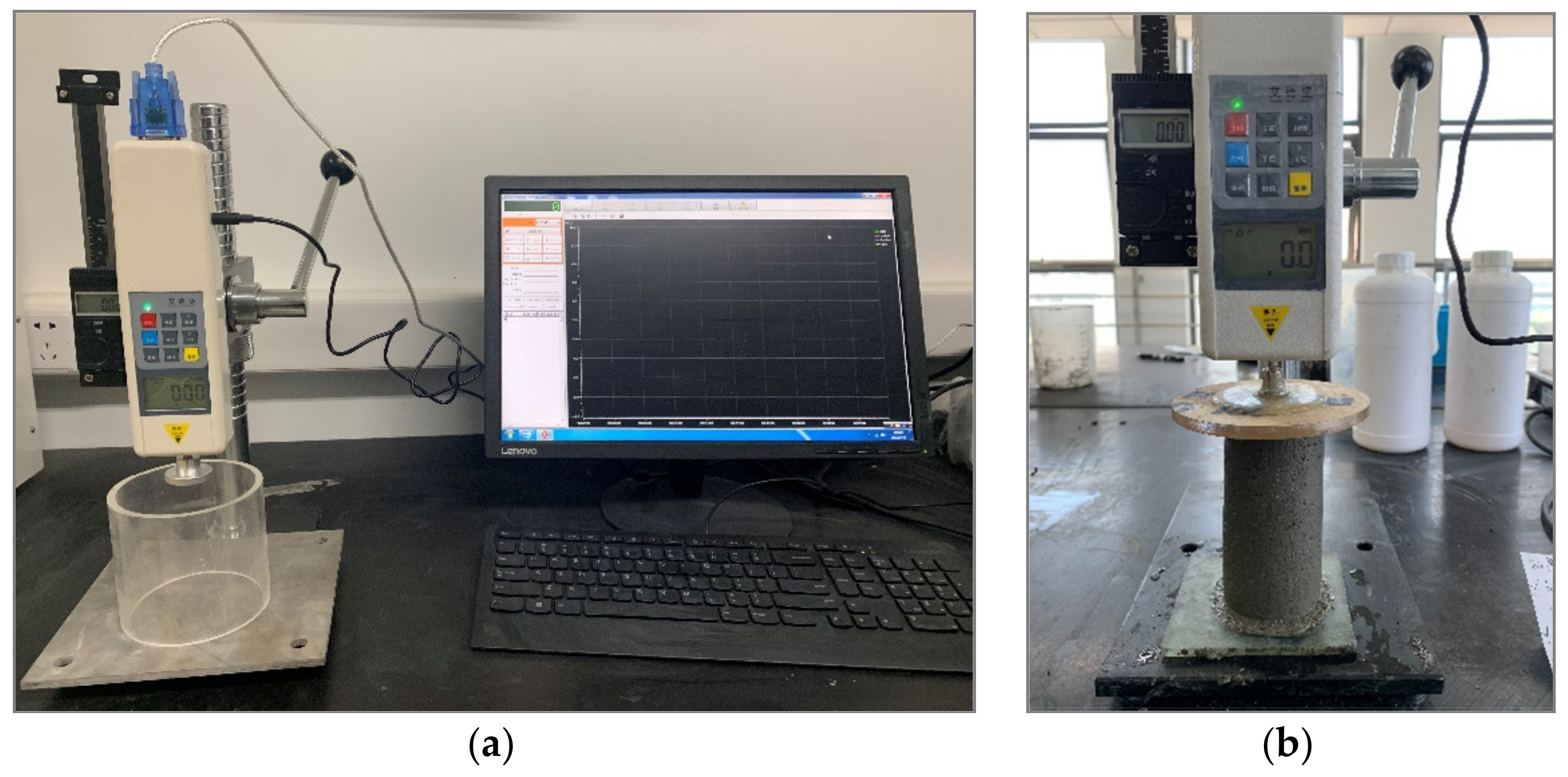
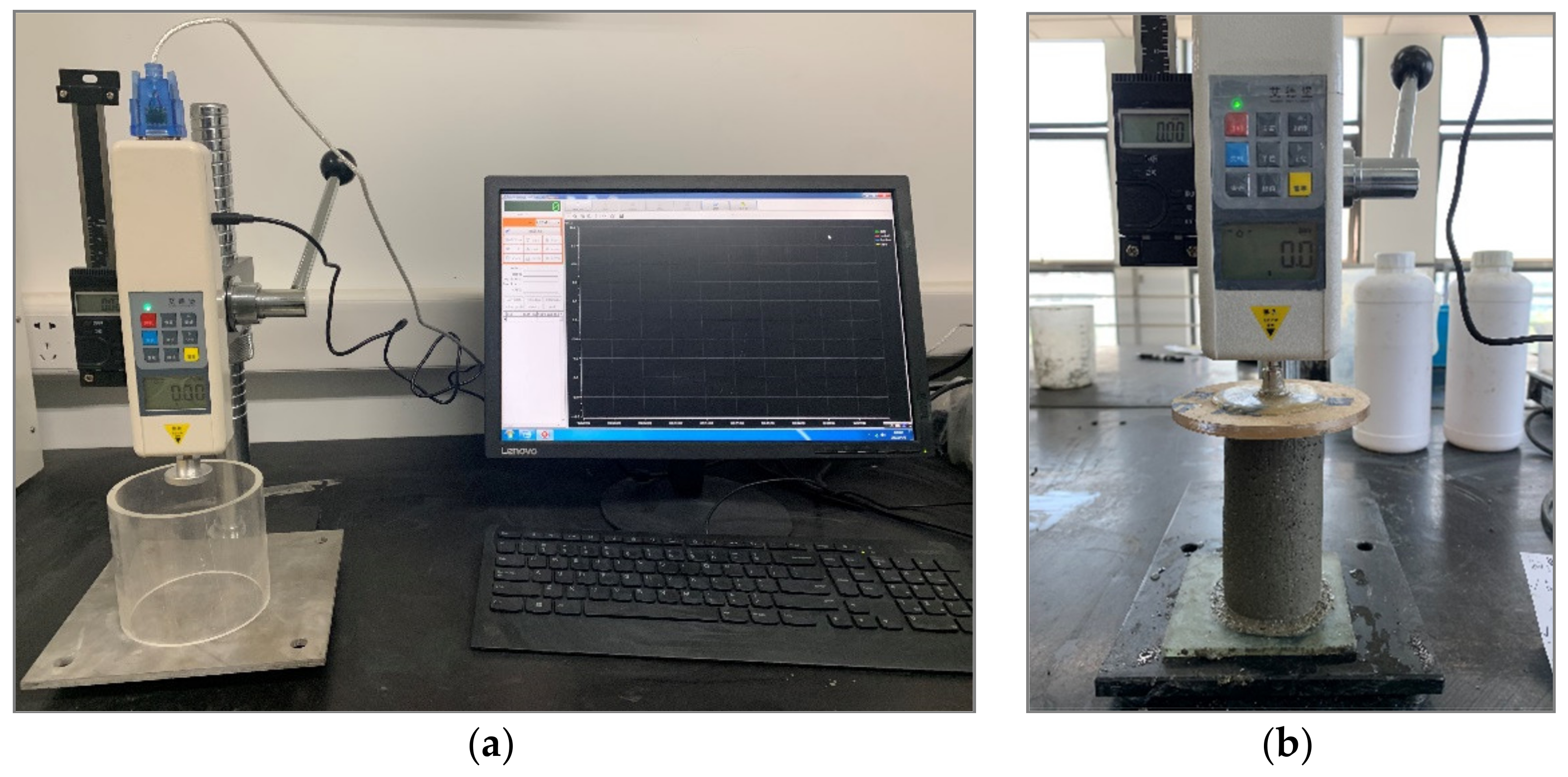
2.5. Green Strength Test
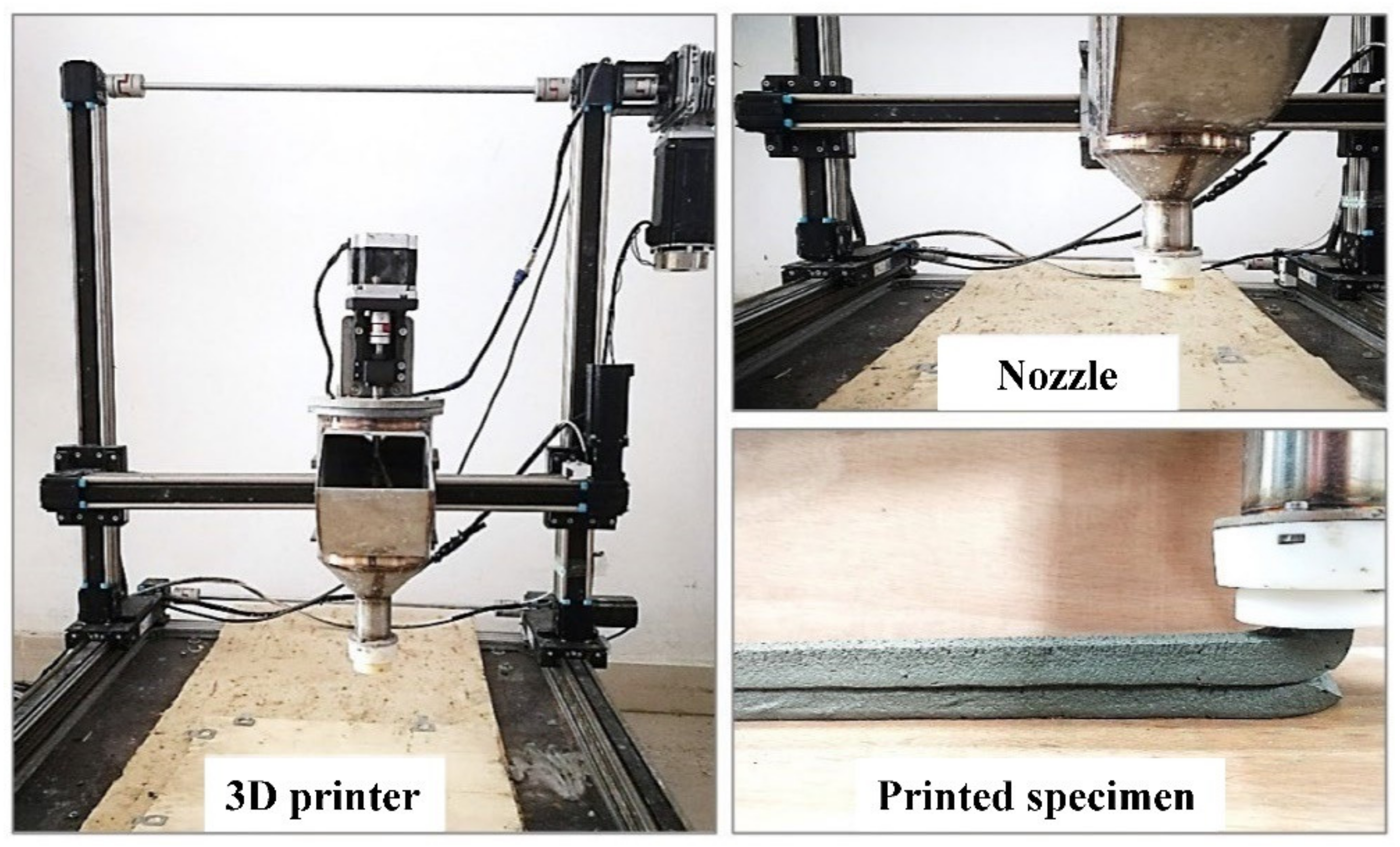
2.6. Buildability Verification
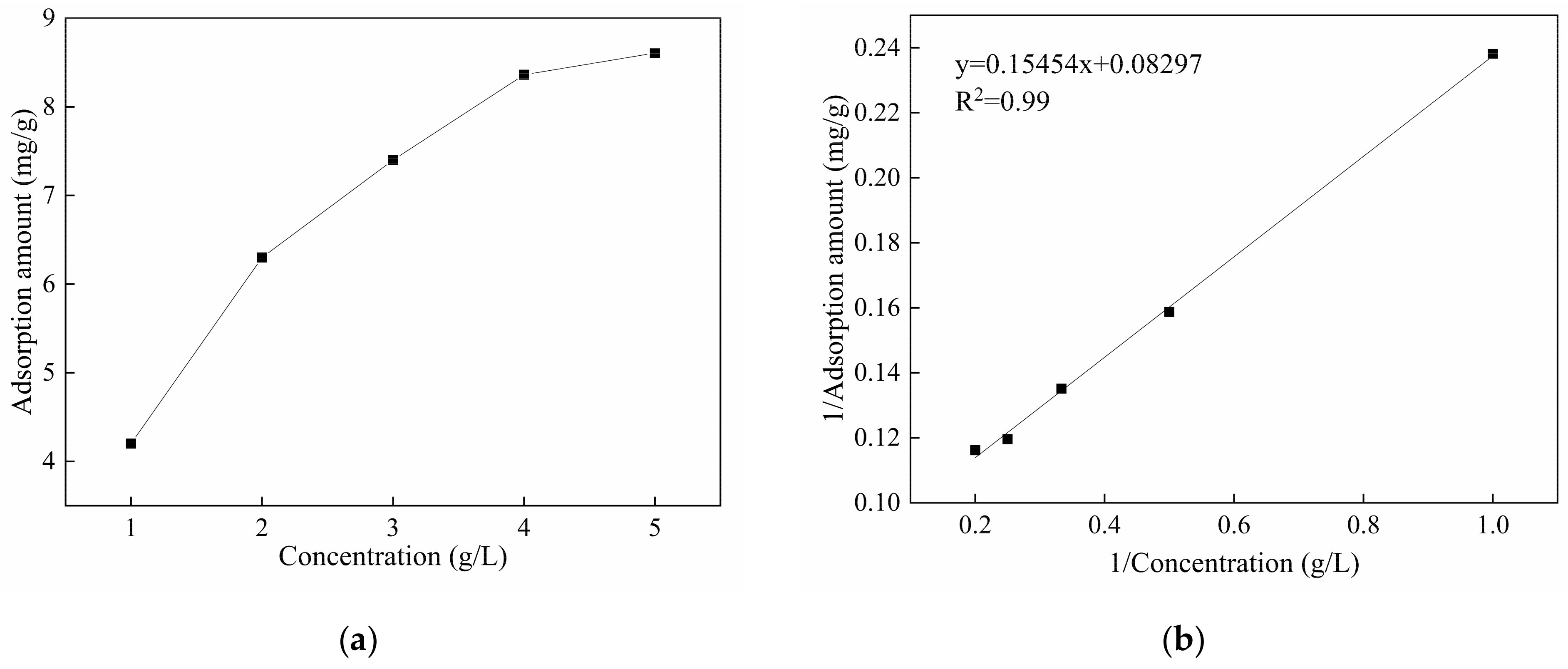
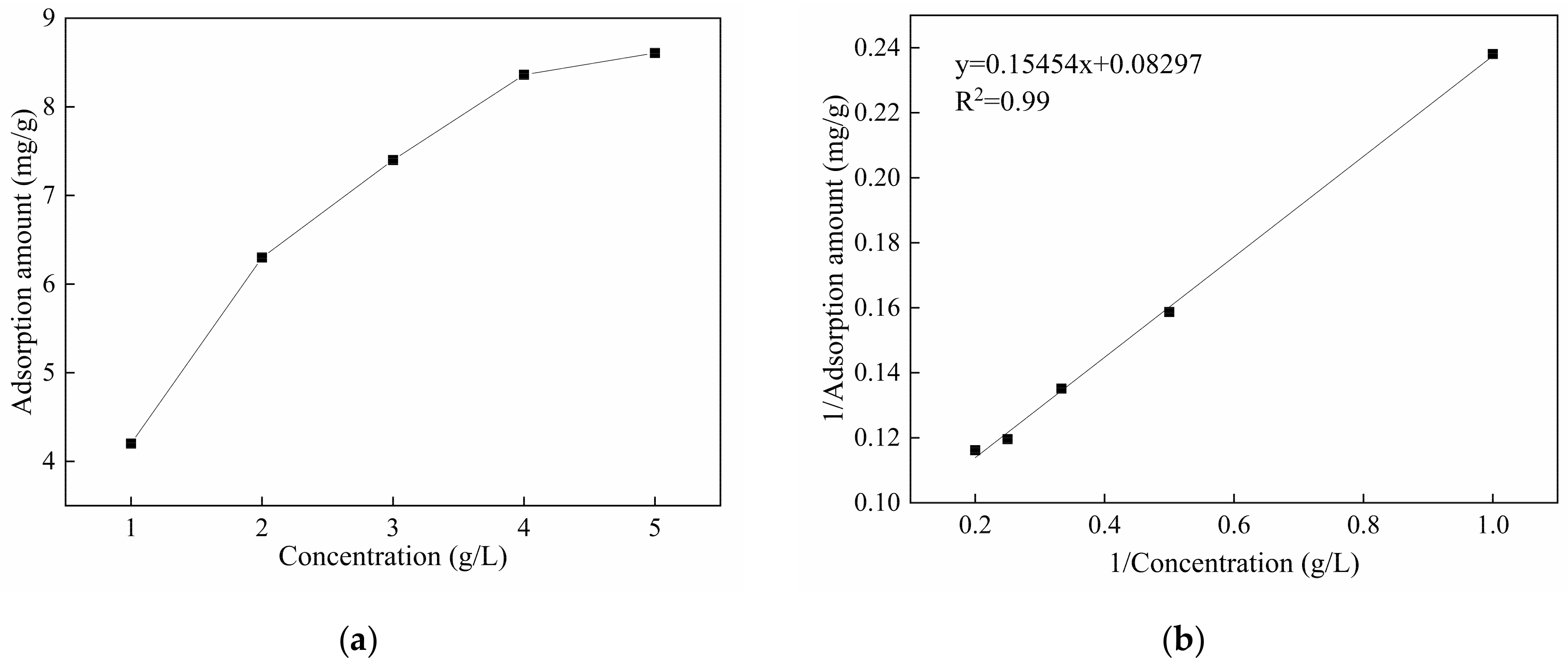
2.7. TOC Adsorption Measurement
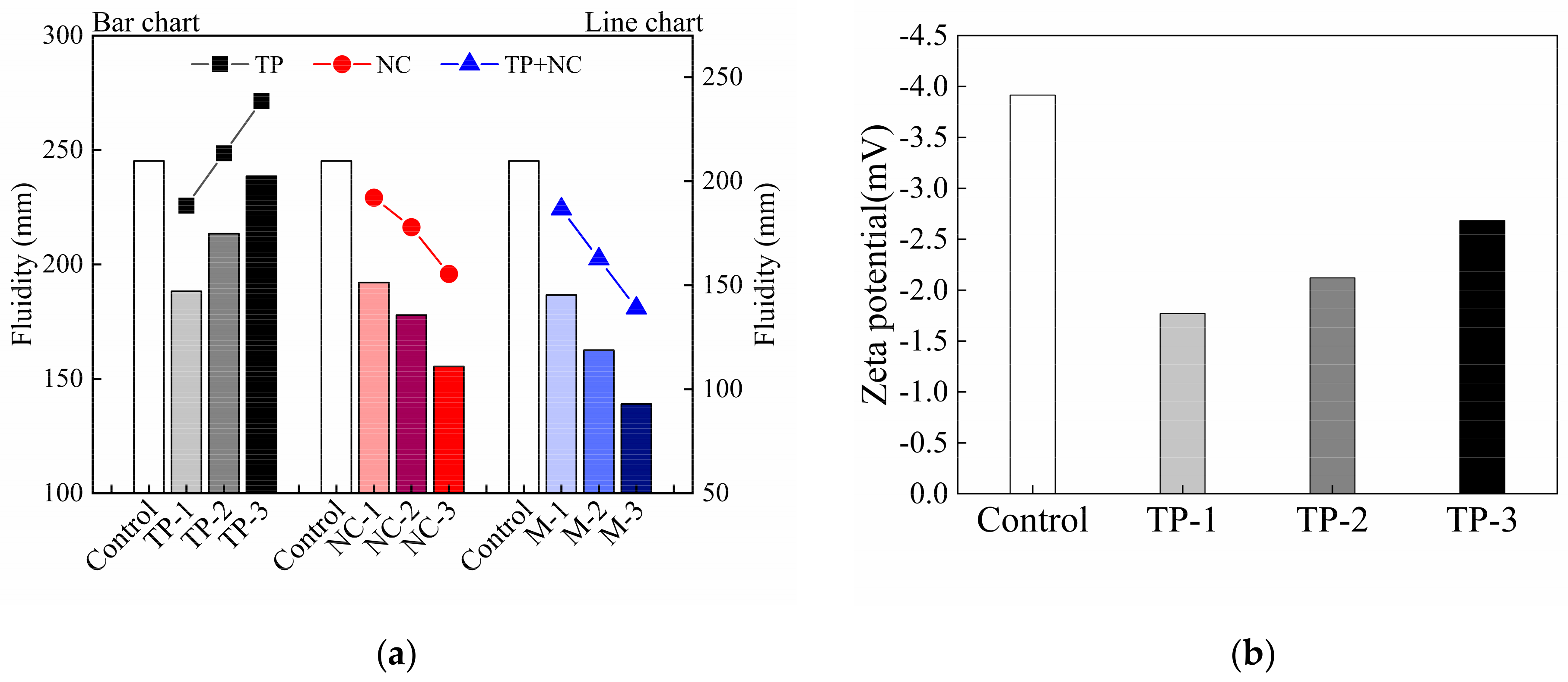
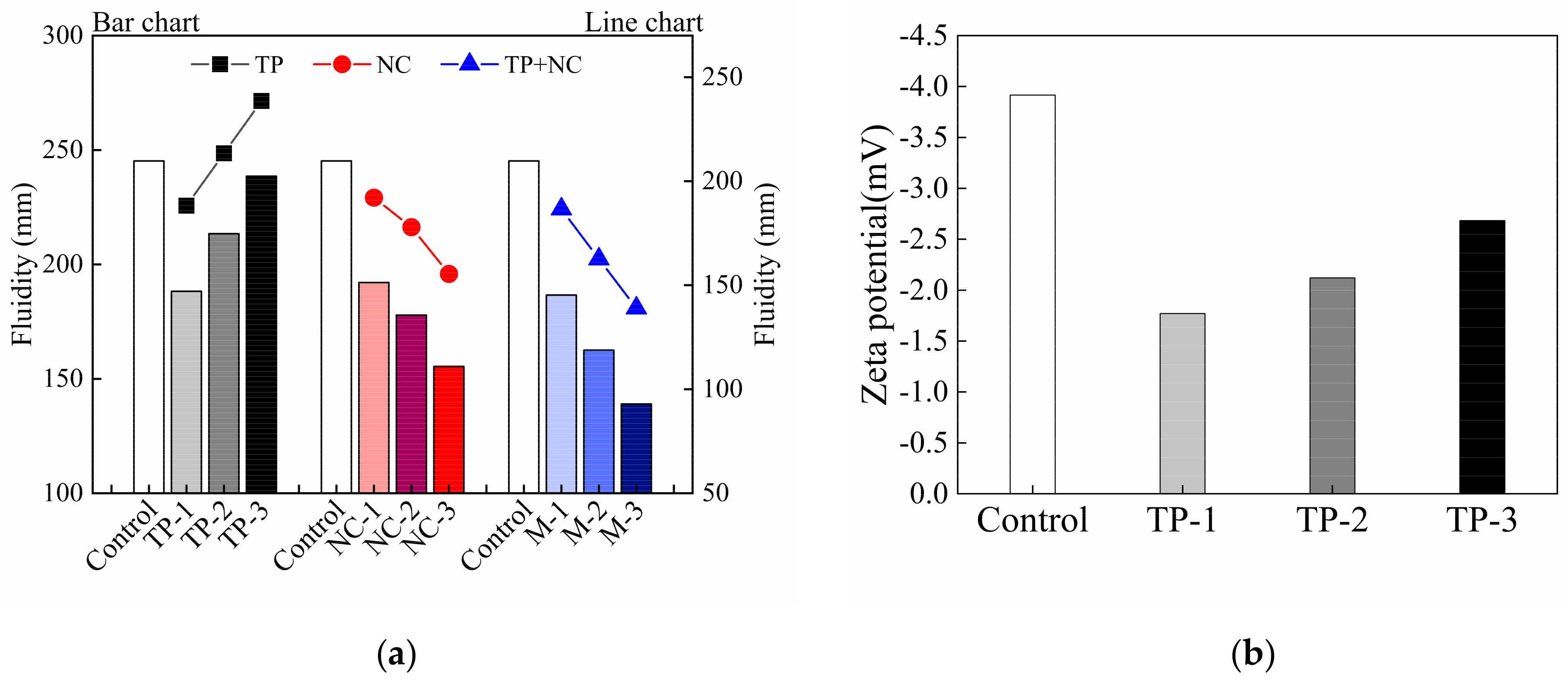
2.8. Zeta Potential
3. Results and Discussion
3.1. Flowability
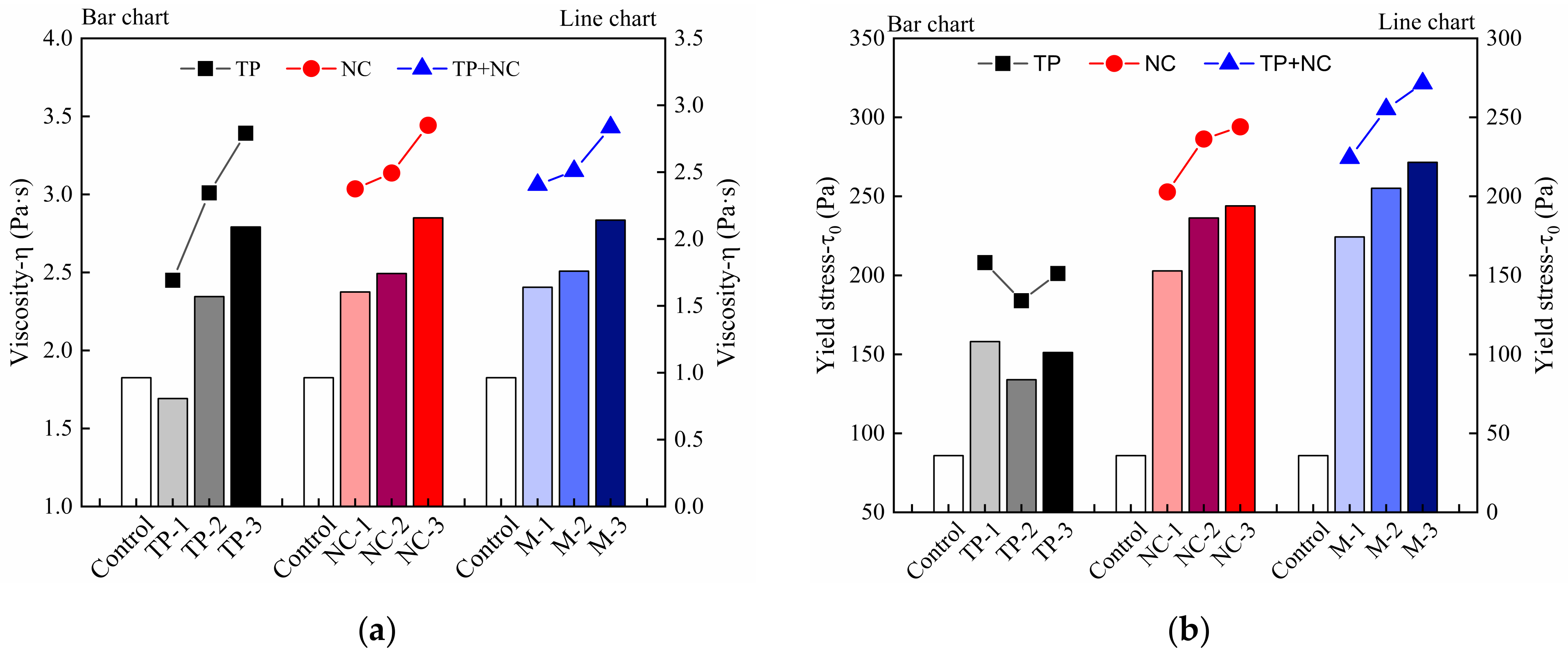
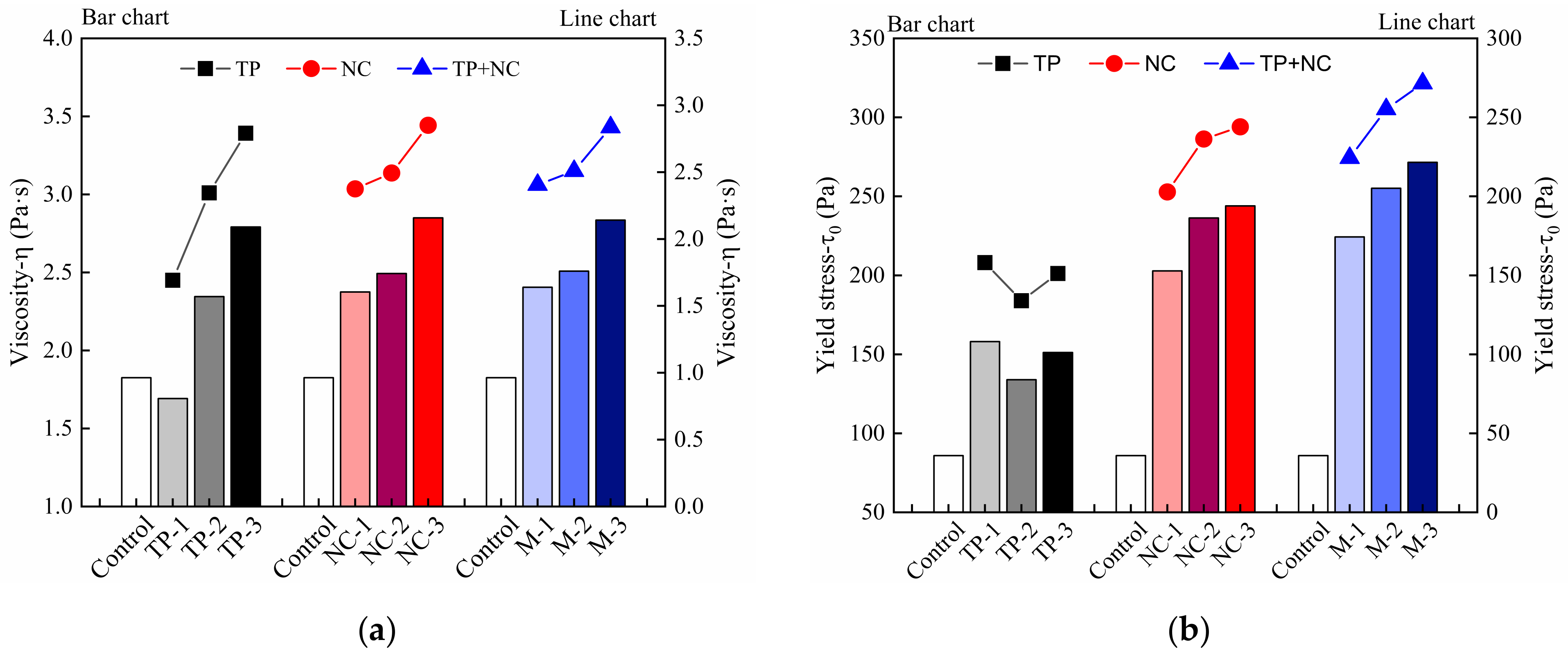
3.1.1. Rheological Parameters
3.1.2. Fluidity Tests
3.2. Rheology Model for Parameters Analysis
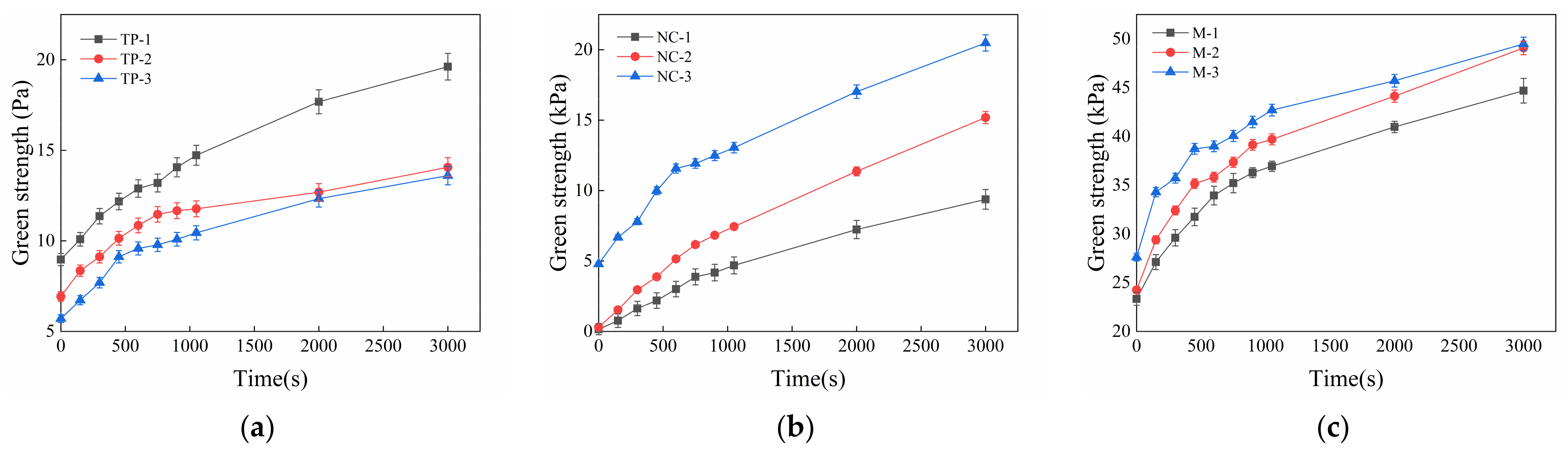
3.3. Green Strength Results
3.4. Evaluation and Verification of 3DPC
3.4.1. Calculation Model of RST
3.4.2. Evaluation of 3D Printing Mortar Buildability
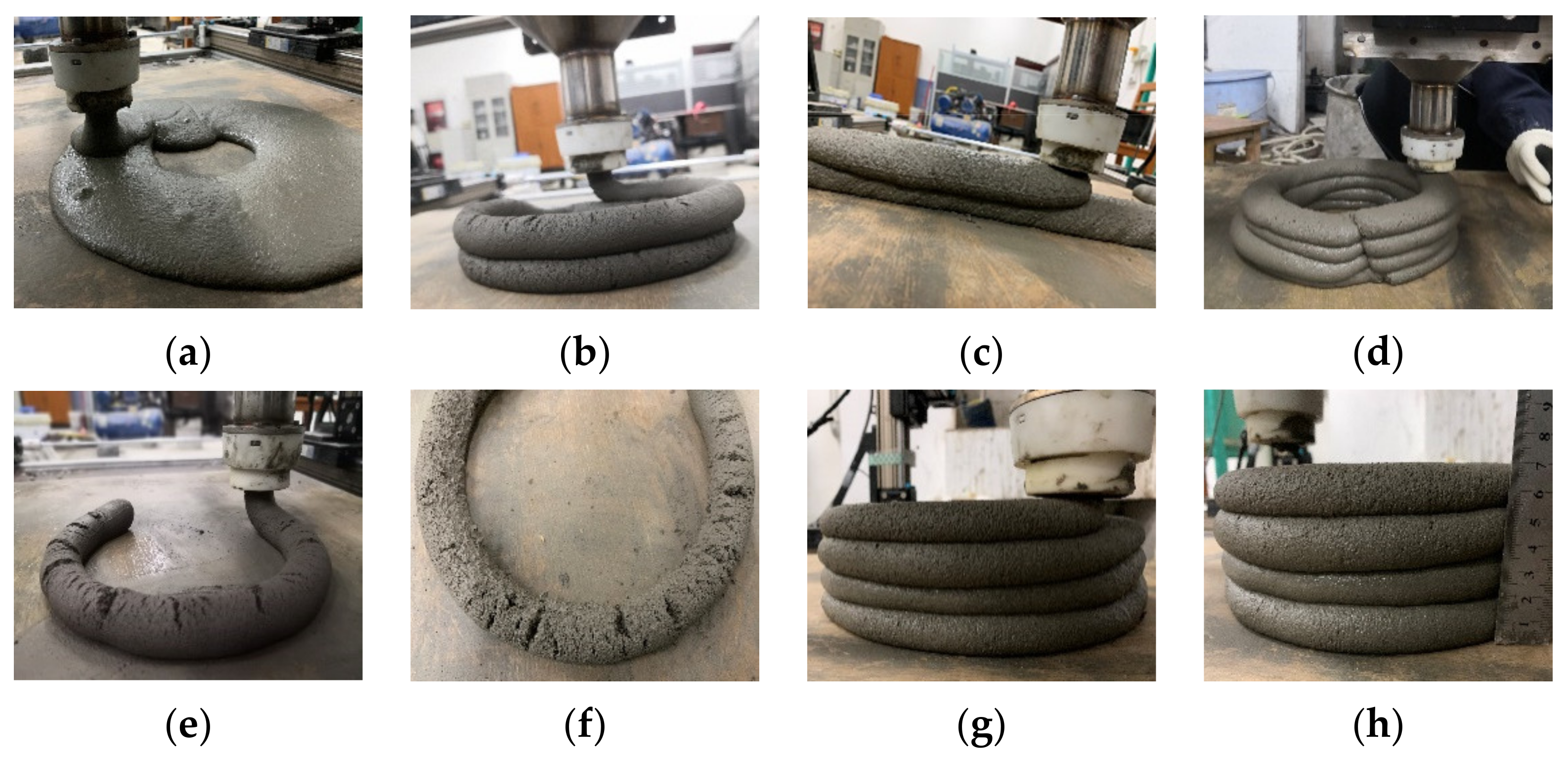
3.4.3. Buildability Verification of 3D Printing Mortar
3.4.4. Printable Windows
4. Conclusions
- (1)
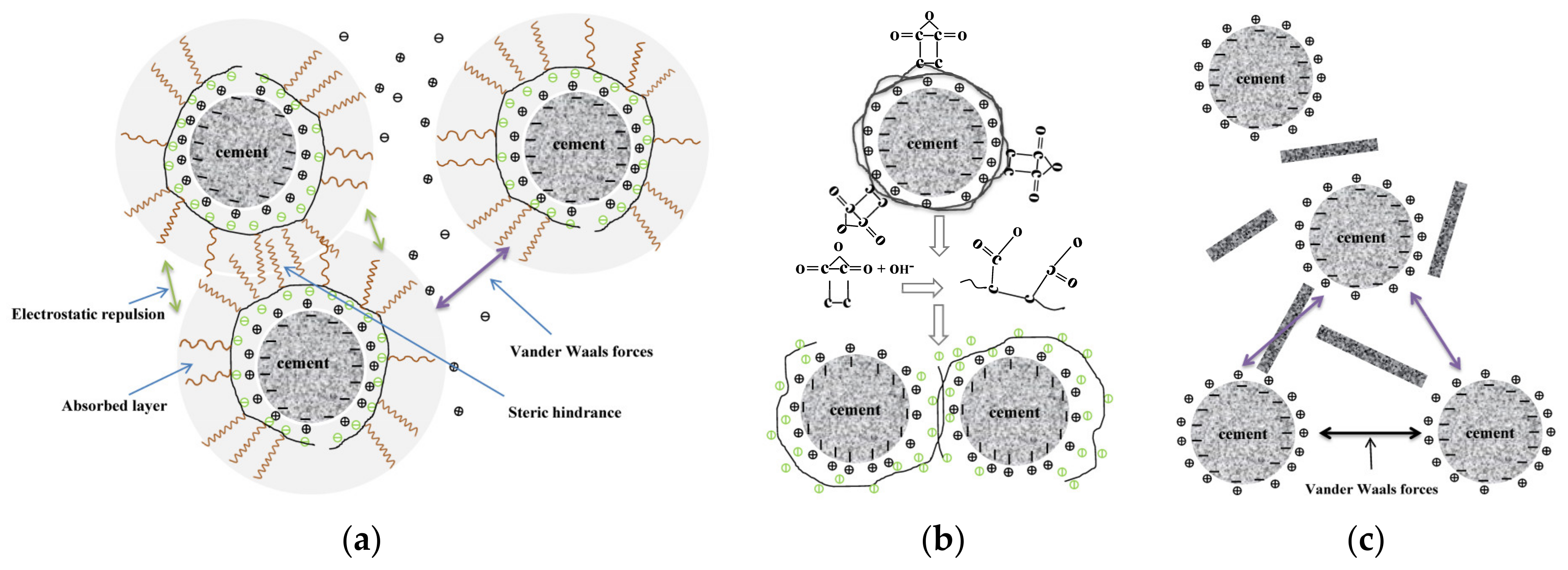
- A thixotropic superplasticizer (TP) not only improves the initial fluidity of materials but also has a slump retention effect that increases the initial rheological parameters for guaranteeing sufficient initial stiffness of “standable printed materials”. What’s more, nano-clay (NC) improves the growth rate of static yield stress in 3DPC, which ensures the strength development required by the buildability of materials.
- (2)
- Combinations using NC and TP can control the reflocculation rate and structuration rate of cement mortars at the same time. A suitable printing “ink” with excellent extrudability and buildability is obtained when the dosage of NC is 7‰ and the dosage of TP is 3‰ of cementitious materials.
- (3)
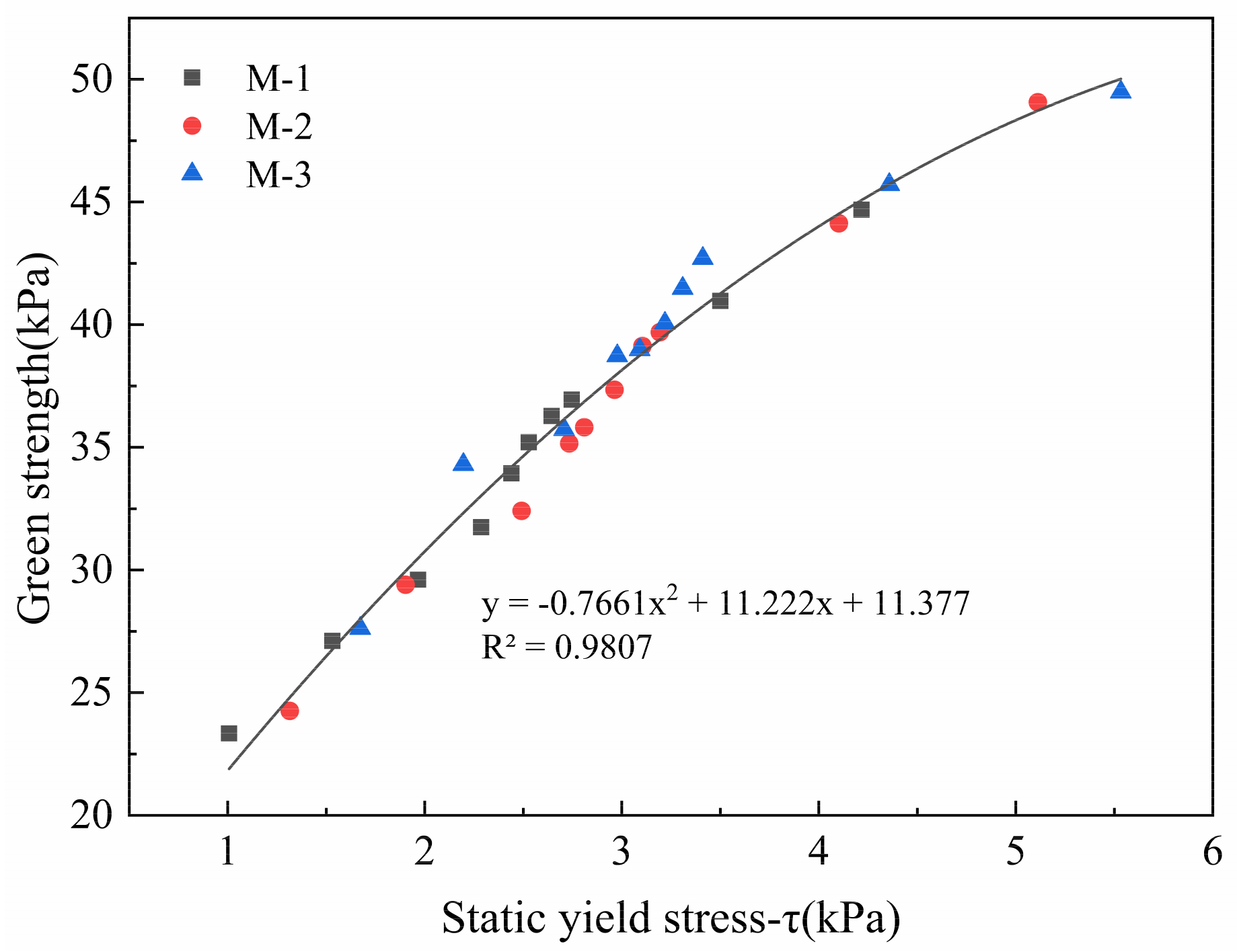
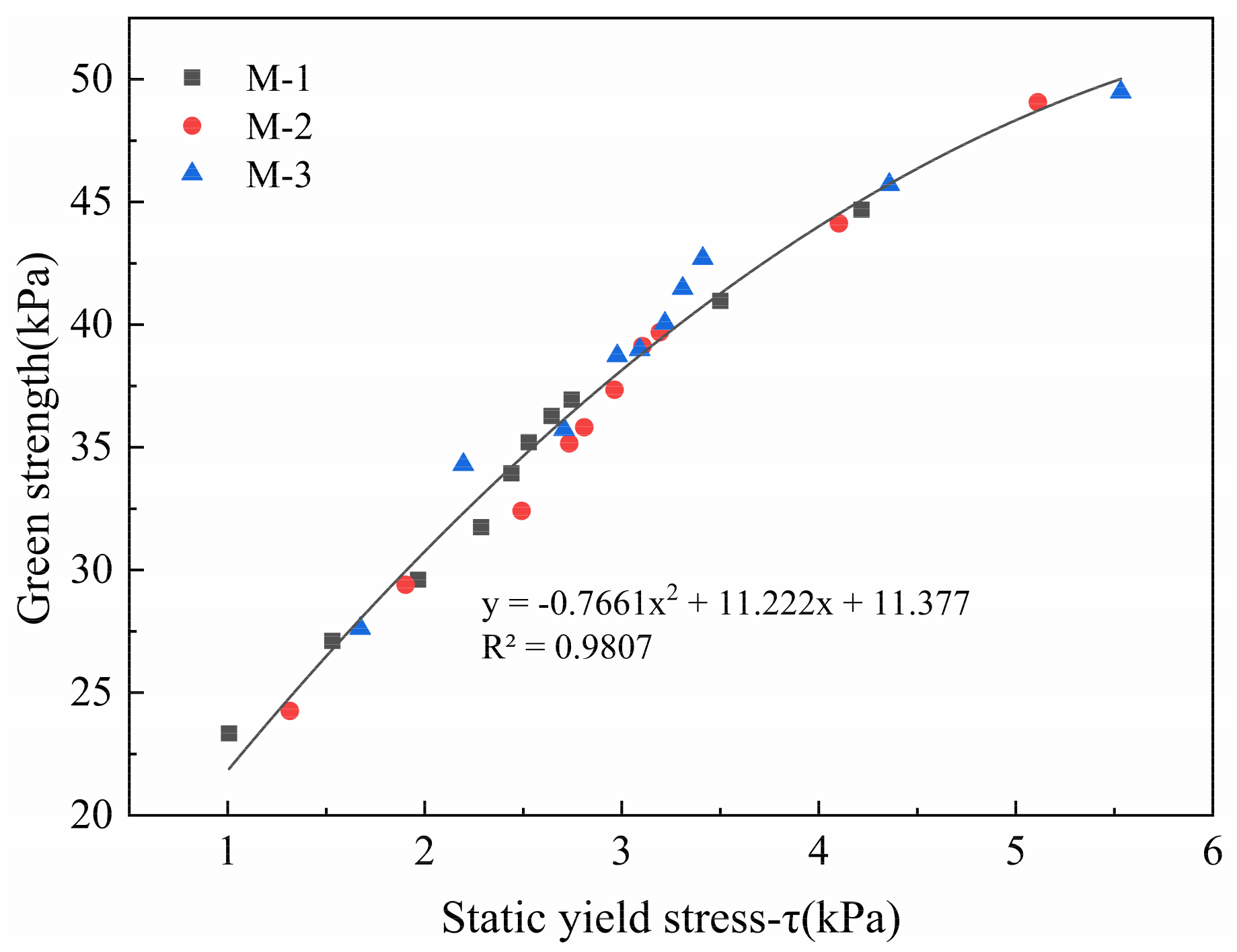
- Static yield stress had a good correlation with green strength, which provided a simplified test and evaluation method for the early mechanical properties of 3DPC.
- (4)
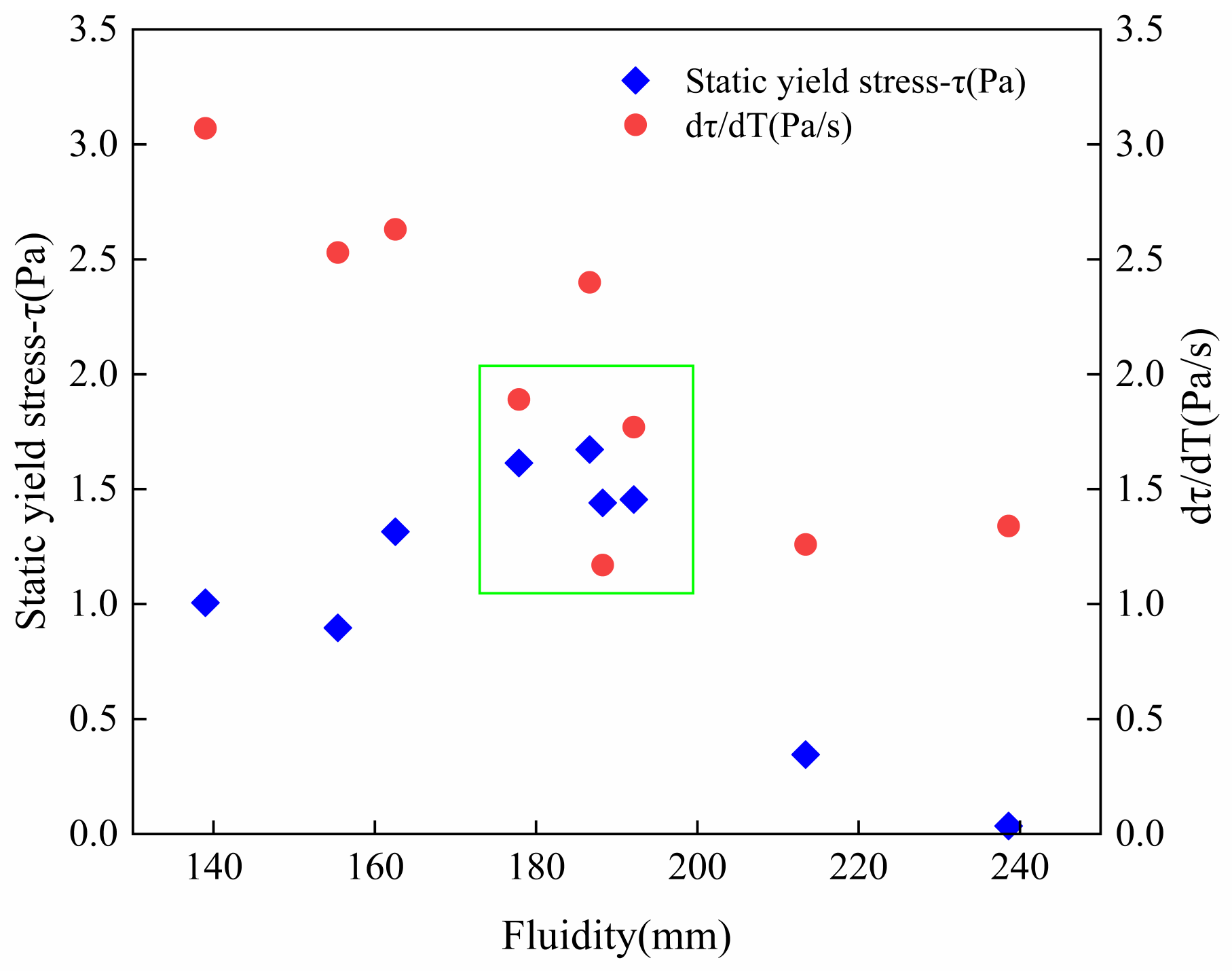
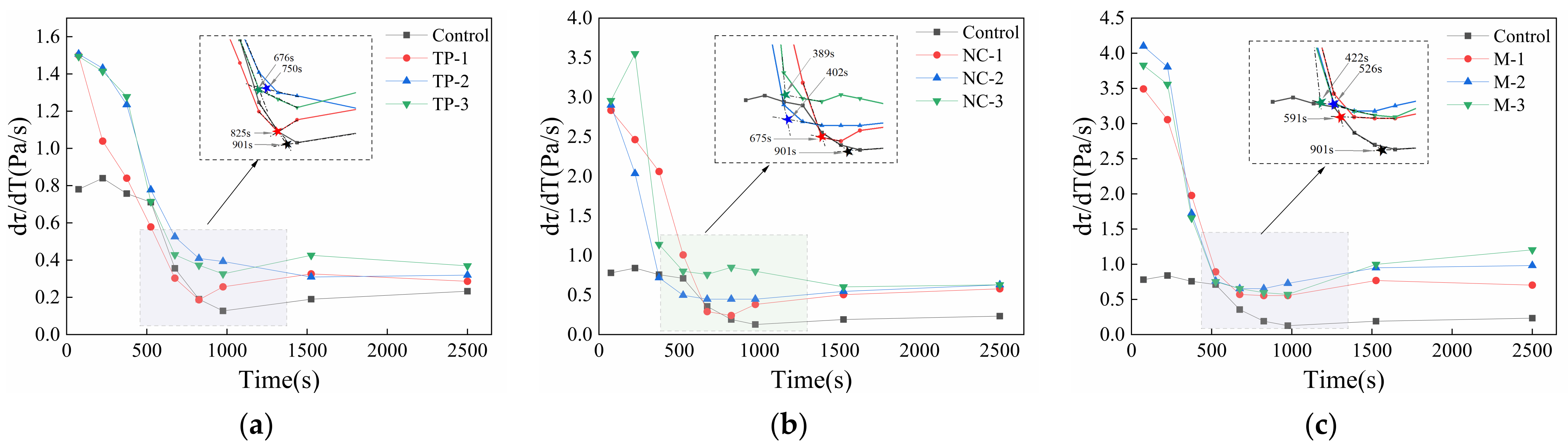
- A rheological evaluation method of buildability in 3DPC was proposed: only when the rate of static yield stress evolution over time (RST) of 3DPC is over , excellent buildability can be obtained.
- (5)
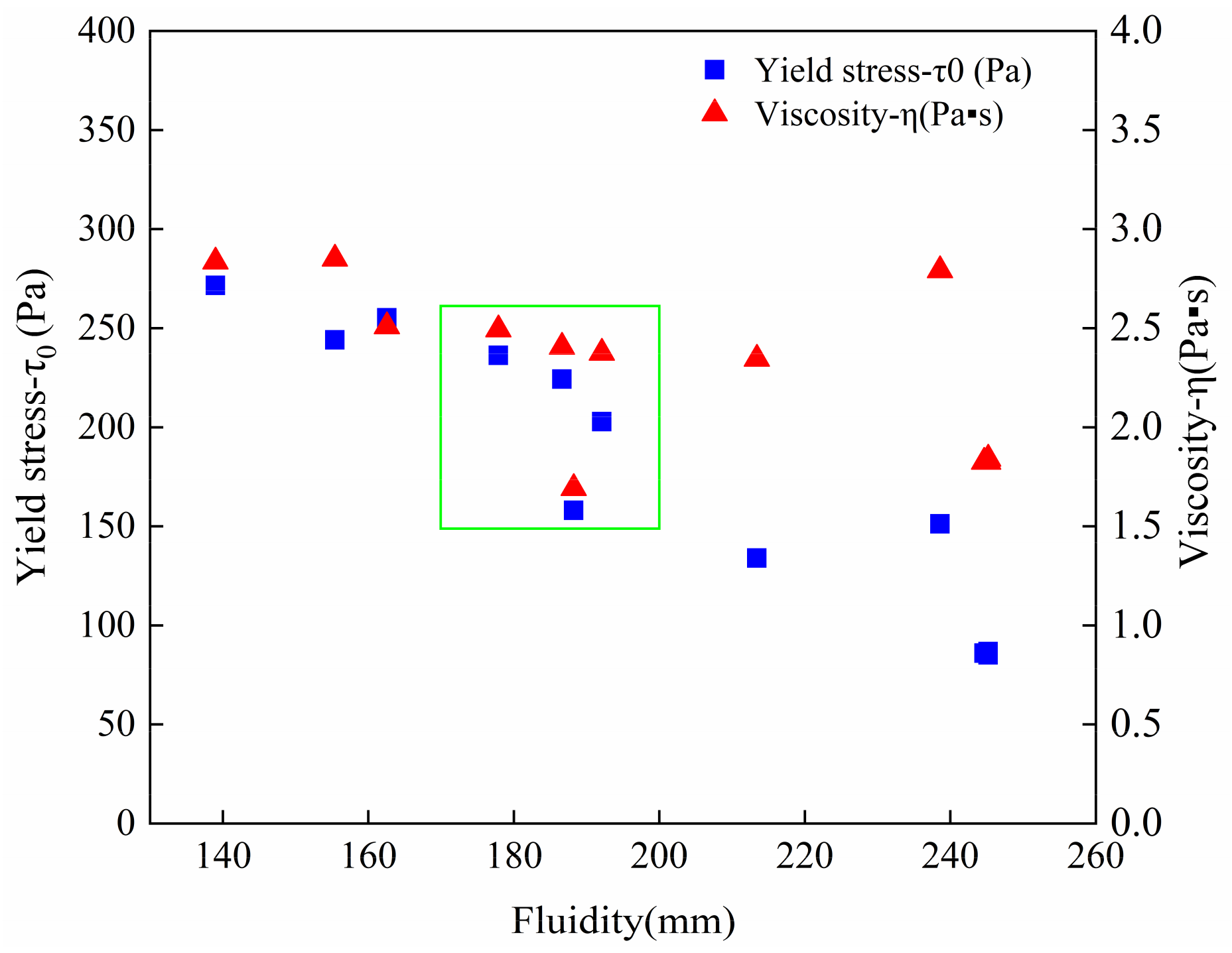
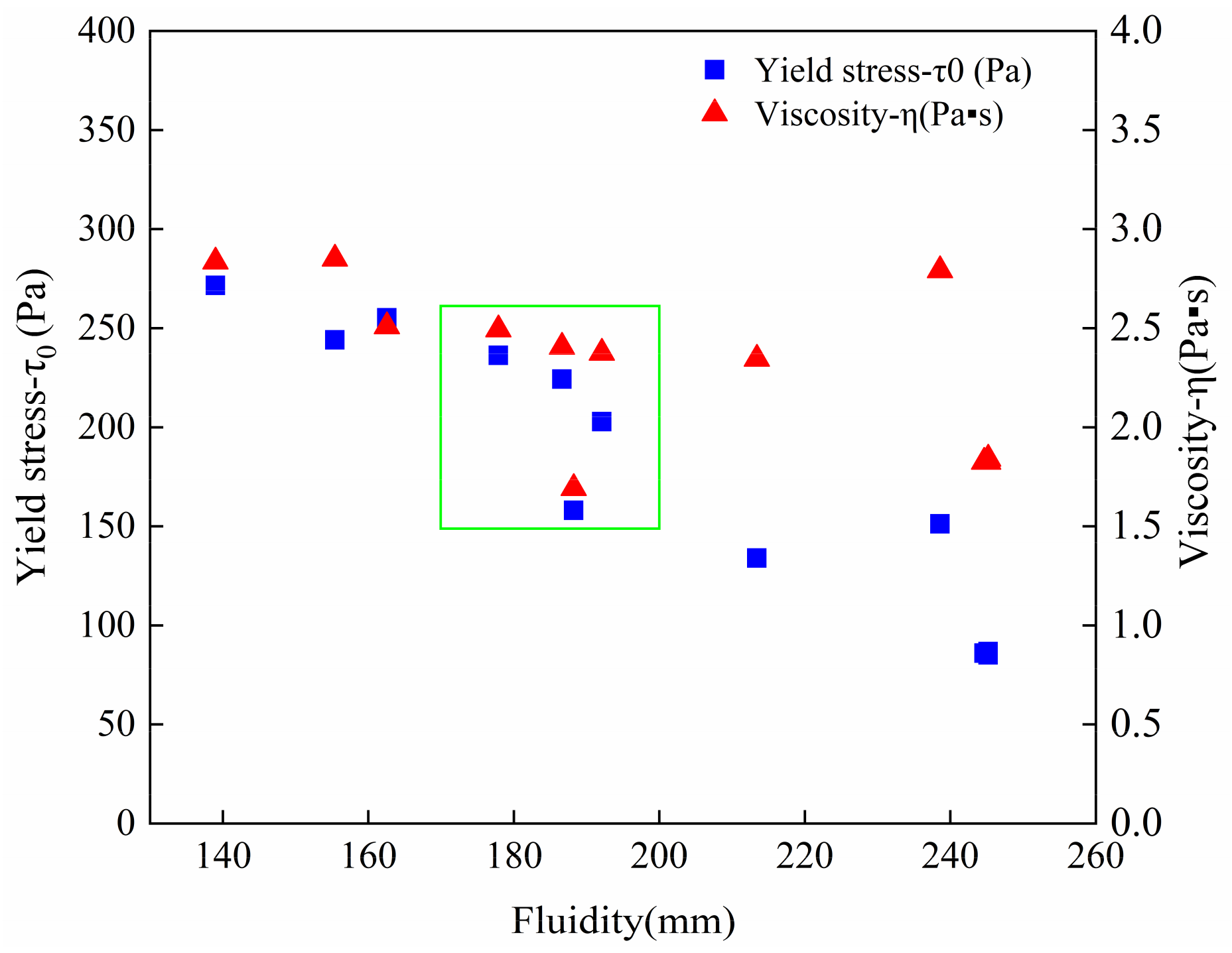
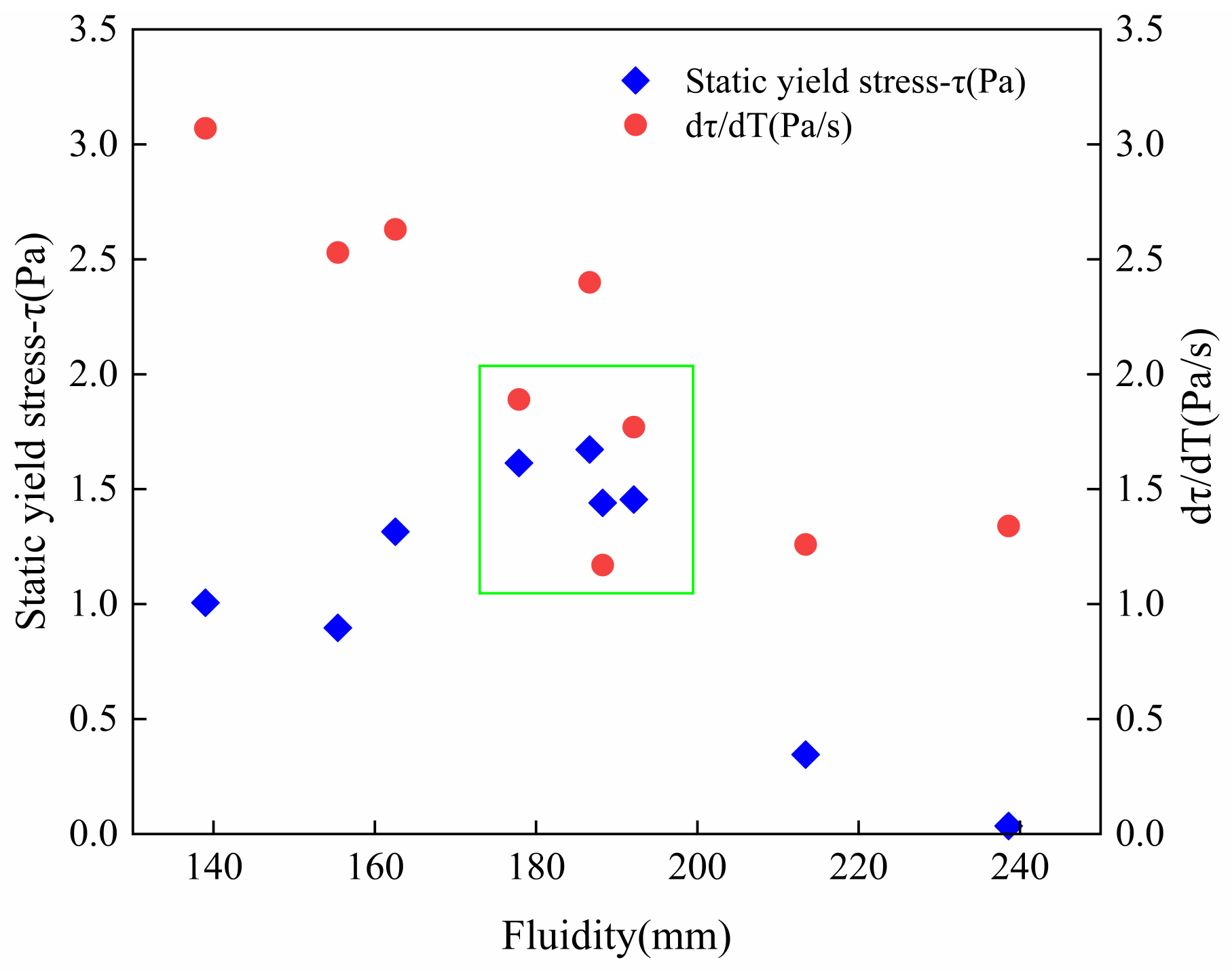
- A printable window of 3DPC was obtained: the cement mortars with a RST range of 1.0–2.0 Pa/s or fluidity value range of 170~200 mm have better printability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
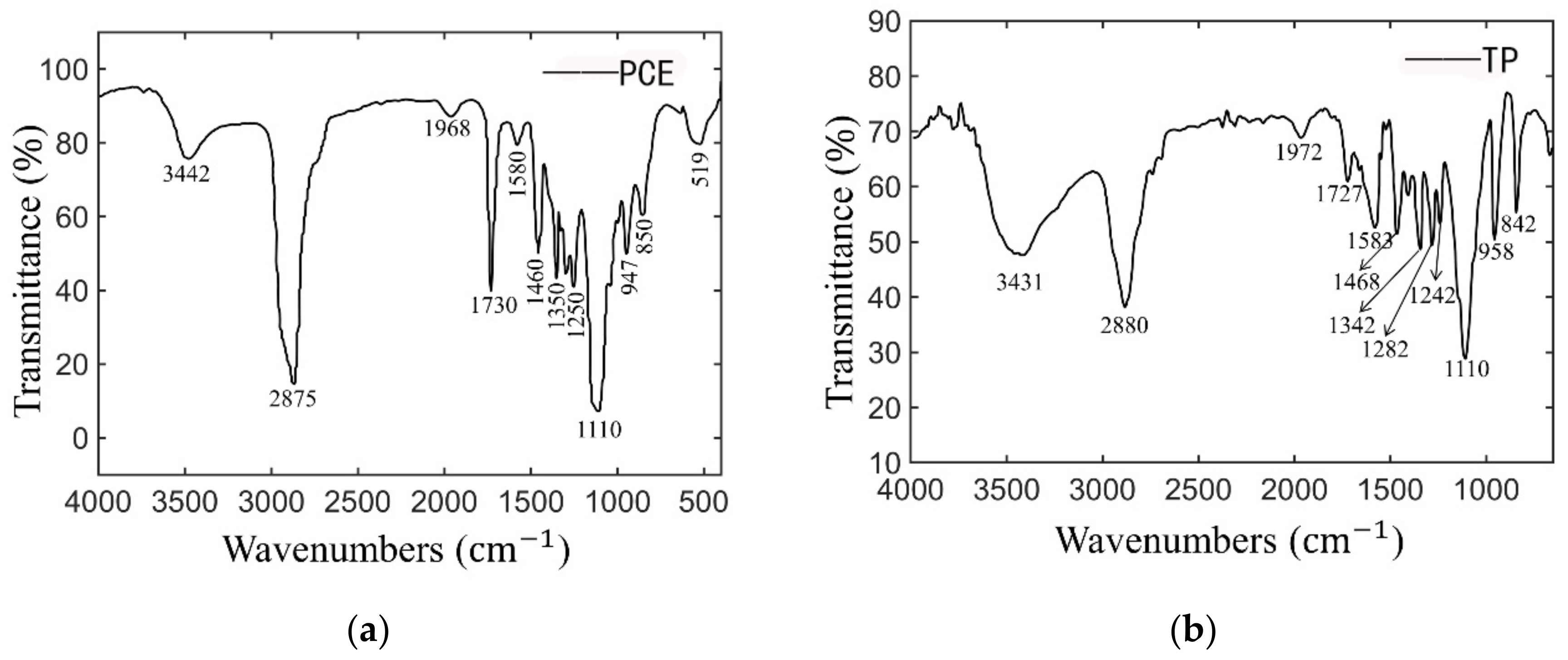
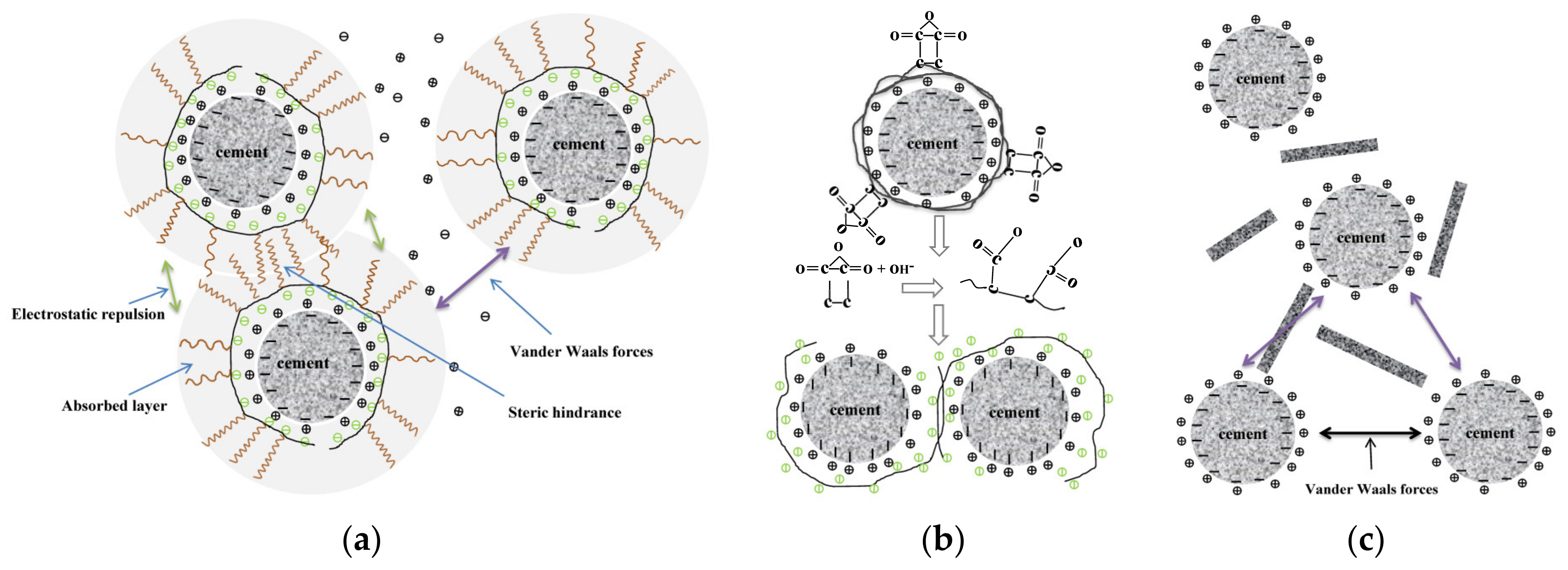
Appendix A. Discussion of the Action Mechanism of TP and NC
References
- Isakov, D.V.; Lei, Q.; Castles, F. 3D printed anisotropic dielectric composite with meta-material features. Mater. Des. 2016, 93, 423–430. [Google Scholar] [CrossRef]
- Shen, H.; Haegeman, W.; Peiffer, H. 3D Printing of an Instrumented DMT: Design, Development, and Initial Testing. Geotech. Test. J. 2016, 39, 492–499. [Google Scholar] [CrossRef] [Green Version]
- Buswell, R.A.; Thorpe, A.; Soar, R.C. Design, data and process issues for mega-scale rapid manufacturing machines used for construction. Autom. Constr. 2008, 17, 923–929. [Google Scholar] [CrossRef] [Green Version]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Effect of microwave heating on interlayer bonding and buildability of geopolymer 3D concrete printing. Constr. Build. Mater. 2020, 265, 120786. [Google Scholar] [CrossRef]
- Panda, B.; Singh, G.V.P.B. Synthesis and characterization of one-part geopolymers for extrusion based 3D concrete printing. J. Clean Prod. 2019, 220, 610–619. [Google Scholar] [CrossRef]
- Chen, M.; Li, L.; Wang, J. Rheological parameters and building time of 3D printing sulphoaluminate cement paste modified by retarder and diatomite. Constr. Build. Mater. 2020, 234, 117391. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Direct printing test for buildability of 3D-printable concrete considering economic viability. Autom. Constr. 2020, 109, 102986. [Google Scholar] [CrossRef]
- Khan, M.A. Mix suitable for concrete 3D printing: A review. Mater. Today-Proc. 2020, 32, 831–837. [Google Scholar] [CrossRef]
- Kloft, H.; Krauss, H.-W.; Hack, N. Influence of process parameters on the interlayer bond strength of concrete elements additive manufactured by Shotcrete 3D Printing (SC3DP). Cem. Concr. Res. 2020, 134, 106078. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J.G. Yield stress criteria to assess the buildability of 3D concrete printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Q.; Li, Z.M.; Zhou, D.J. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Casagrande, L.; Esposito, L.; Menna, C. Effect of testing procedures on buildability properties of 3D-printable concrete. Constr. Build. Mater. 2020, 245, 118286. [Google Scholar] [CrossRef]
- Qian, Y.; Ma, S.; Kawashima, S. Rheological characterization of the viscoelastic solid-like properties of fresh cement pastes with nanoclay addition. Theor. Appl. Fract. Mech. 2019, 103, 102262. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; De Kestelier, X. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Reiter, L.; Wangler, T.; Roussel, N. The role of early age structural build-up in digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 86–95. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; Van Zijl, G. An ab initio approach for thixotropy characterisation of (nanoparticle-infused) 3D printable concrete. Constr. Build. Mater. 2019, 224, 372–386. [Google Scholar] [CrossRef]
- Calabria-Holley, J.; Papatzani, S.; Naden, B. Tailored montmorillonite nanoparticles and their behaviour in the alkaline cement environment. Appl. Clay Sci. 2017, 143, 67–75. [Google Scholar] [CrossRef]
- Papatzani, S.; Badogiannis, E.G.; Paine, K. The pozzolanic properties of inorganic and organomodified nano-montmorillonite dispersions. Constr. Build. Mater. 2018, 167, 299–316. [Google Scholar] [CrossRef]
- Papatzani, S. Effect of nanosilica and montmorillonite nanoclay particles on cement hydration and microstructure. Mater. Sci. Technol. 2016, 32, 138–153. [Google Scholar] [CrossRef]
- Papatzani, S.; Grammatikos, S.; Paine, K. Permeable Nanomontmorillonite and Fibre Reinforced Cementitious Binders. Materials 2019, 12, 3245. [Google Scholar] [CrossRef] [Green Version]
- Yu, P.; Wang, Z.; Lai, P. Evaluation of mechanic damping properties of montmorillonite/organo-modified montmorillonite-reinforced cement paste. Constr. Build. Mater. 2019, 203, 356–365. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B-Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Mendoza, R.O.A.; Duda, P.; Silva, E.C.C.M. Nanosilica particles as structural buildup agents for 3D printing with Portland cement pastes. Constr. Build. Mater. 2019, 219, 91–100. [Google Scholar] [CrossRef]
- Heever, M.V.D.; Beater, F.; Kruger, J. Effect of Silicon Carbide (SiC) Nanoparticles on 3D Printability of Cement-Based Materials. In Advances in Engineering Materials, Structures and Systems: Innovations, Mechanics and Applications, Proceedings of the 7th International Conference on Structural Engineering, Mechanics and Computation, Cape Town, South Africa, 2–4 September 2019; Zingoni, A., Ed.; CRC Press: London, UK, 2019. [Google Scholar]
- Manikandan, K.; Wi, K.; Zhang, X. Characterizing cement mixtures for concrete 3D printing. Manuf. Lett. 2020, 24, 33–37. [Google Scholar] [CrossRef]
- Papachristoforou, M.; Mitsopoulos, V.; Stefanidou, M. Evaluation of workability parameters in 3D printing concrete. Procedia Struct. Integr. 2018, 10, 155–162. [Google Scholar] [CrossRef]
- Pan, T.; Jiang, Y.; He, H. Effect of Structural Build-Up on Interlayer Bond Strength of 3D Printed Cement Mortars. Materials 2021, 14, 236. [Google Scholar] [CrossRef]
- Barnes, H.A. Thixotropy—A review. J. Non-Newton. Fluid Mech. 1997, 70, 1–33. [Google Scholar] [CrossRef]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- ASTM C1437-20; Standard Test Method for Flow of Hydraulic Cement Mortar; ASTM International: West Conshohochen, PA, USA, 2007.
- Yoshioka, K.; Tazawa, E.-I.; Kawai, K. Adsorption characteristics of superplasticizers on cement component minerals. Cem. Concr. Res. 2002, 32, 1507–1513. [Google Scholar] [CrossRef]
- Zhang, Y.; Kong, X. Correlations of the dispersing capability of NSF and PCE types of superplasticizer and their impacts on cement hydration with the adsorption in fresh cement pastes. Cem. Concr. Res. 2015, 69, 1–9. [Google Scholar] [CrossRef]
- Feng, H.; Feng, Z.; Wang, W. Impact of polycarboxylate superplasticizers (PCEs) with novel molecular structures on fluidity, rheological behavior and adsorption properties of cement mortar. Constr. Build. Mater. 2021, 292, 123285. [Google Scholar] [CrossRef]
- Tregger, N.A.; Pakula, M.E.; Shah, S.P. Influence of clays on the rheology of cement pastes. Cem. Concr. Res. 2010, 40, 384–391. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B-Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Schmid, M.; Plank, J. Interaction of individual meta clays with polycarboxylate (PCE) superplasticizers in cement investigated via dispersion, zeta potential and sorption measurements. Appl. Clay Sci. 2021, 207, 106092. [Google Scholar] [CrossRef]
- Plank, J.; Hirsch, C. Impact of zeta potential of early cement hydration phases on superplasticizer adsorption. Cem. Concr. Res. 2007, 37, 537–542. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; Guzi de Moraes, E. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101183. [Google Scholar] [CrossRef]
- Qian, Y.; De Schutter, G. Different Effects of NSF and PCE Superplasticizer on Adsorption, Dynamic Yield Stress and Thixotropy of Cement Pastes. Materials 2018, 11, 695. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Papatzani, S.; Paine, K.; Calabria-Holley, J. A comprehensive review of the models on the nanostructure of calcium silicate hydrates. Constr. Build. Mater. 2015, 74, 219–234. [Google Scholar] [CrossRef]
- Kawashima, S.; Kim, J.H.; Corr, D.J. Study of the mechanisms underlying the fresh-state response of cementitious materials modified with nanoclays. Constr. Build. Mater. 2016, 36, 749–757. [Google Scholar] [CrossRef] [Green Version]
- Lu, B.; Qian, Y.; Li, M. Designing spray-based 3D printable cementitious materials with fly ash cenosphere and air entraining agent. Constr. Build. Mater. 2019, 211, 1073–1084. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Spinelli, G.; Lamberti, P.; Tucci, V. Rheological and electrical behaviour of nanocarbon/poly(lactic) acid for 3D printing applications. Compos. Part B 2019, 167, 467–476. [Google Scholar] [CrossRef]
- Weng, Y.; Lu, B.; Li, M. Empirical models to predict rheological properties of fiber reinforced cementitious composites for 3D printing. Constr. Build. Mater. 2018, 189, 676–685. [Google Scholar] [CrossRef]
- Perrot, A.; Lecompte, T.; Khelifi, H. Yield stress and bleeding of fresh cement pastes. Cem. Concr. Res. 2012, 42, 937–944. [Google Scholar] [CrossRef]
- Kwan, A.; Fung, W. Effects of SP on flowability and cohesiveness of cement-sand mortar. Constr. Build. Mater. 2013, 48, 1050–1057. [Google Scholar] [CrossRef]
- Lowke, D.; Krankel, T.; Gehlen, C. Effect of Cement on Superplasticizer Adsorption, Yield Stress, Thixotropy and Segregation Resistance. In Proceedings of the Design, Production and Placement of Self-Consolidating Concrete: Proceedings of Scc2010, Montreal, QC, Canada, 26–29 September 2010. [Google Scholar]
- Lowke, D. Thixotropy of SCC—A model describing the effect of particle packing and superplasticizer adsorption on thixotropic structural build-up of the mortar phase based on interparticle interactions. Cem. Concr. Res. 2018, 104, 94–104. [Google Scholar] [CrossRef]
- Benaicha, M.; Belcaid, A.; Hafidi Alaoui, A. Evolution of pressure generated by self compacting concrete on a vertical channel. Eng. Struct. 2019, 191, 432–438. [Google Scholar] [CrossRef]
- Ferron, R. Formwork Pressure of Self-Consolidating Concrete: Influence of Flocculation Mechanisms, Structural Rebuilding, Thixotropy and Rheology. Ph.D. Thesis, Northwestern University, Evanston, IL, USA, December 2008. [Google Scholar]
- Daniel, G.S.; Victor, C.L. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar]
- Siddique, R.; Klaus, J. Influence of metakaolin on the properties of mortar and concrete: A review. Appl. Clay Sci. 2009, 43, 392–400. [Google Scholar] [CrossRef]
- Qian, Y.; De Schutter, G. Enhancing thixotropy of fresh cement pastes with nanoclay in presence of polycarboxylate ether superplasticizer (PCE). Cem. Concr. Res. 2018, 111, 15–22. [Google Scholar] [CrossRef]
- Kawashima, S.; Chaouche, M.; Corr, D.J. Rate of thixotropic rebuilding of cement pastes modified with highly purified attapulgite clays. Cem. Concr. Res. 2013, 53, 112–118. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | SO3 | Na2O | Ti2O | LOI | Blaine Fineness |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cement | 23.05 | 6.45 | 2.98 | 60.69 | 1.48 | 0.21 | 2.49 | 0.15 | - | 1.02 | 360 m2/kg |
| NC | 58.4 | 26.73 | 0.51 | 9.62 | 0.20 | 3.05 | - | 0.21 | 0.15 | 1.13 | 251 m2/kg |
| Materials | Control | TP-1 | TP-2 | TP-3 | NC-1 | NC-2 | NC-3 | M-1 | M-2 | M-3 |
|---|---|---|---|---|---|---|---|---|---|---|
| Cement | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Sand | 1200 | 1200 | 1200 | 1200 | 1200 | 1200 | 1200 | 1200 | 1200 | 1200 |
| Water | 320 | 320 | 320 | 320 | 320 | 320 | 320 | 320 | 320 | 320 |
| PCE/‰ | 3 | 0 | 0 | 0 | 3 | 3 | 3 | 0 | 0 | 0 |
| T-PCE/‰ | 0 | 2.5 | 3 | 3.5 | 0 | 0 | 0 | 3 | 3 | 3 |
| NC/‰ | 0 | 0 | 0 | 0 | 7 | 8 | 9 | 7 | 8 | 9 |
| Layers | Time (s) | Calculated Rthix,min (Pa/s) | Measured Rthix (Pa/s) |
|---|---|---|---|
| 1 | 300 | 0.75 | 2.47 |
| 2 | 360 | 2.10 | |
| 3 | 420 | 1.67 | |
| 4 | 480 | 1.24 | |
| 5 | 540 | 0.83 | |
| 6 | 600 | 0.72 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Jiang, Y.; Pan, T.; Yin, K. The Synergistic Effect of Ester-Ether Copolymerization Thixo-Tropic Superplasticizer and Nano-Clay on the Buildability of 3D Printable Cementitious Materials. Materials 2021, 14, 4622. https://doi.org/10.3390/ma14164622
Wang Y, Jiang Y, Pan T, Yin K. The Synergistic Effect of Ester-Ether Copolymerization Thixo-Tropic Superplasticizer and Nano-Clay on the Buildability of 3D Printable Cementitious Materials. Materials. 2021; 14(16):4622. https://doi.org/10.3390/ma14164622
Chicago/Turabian StyleWang, Yu, Yaqing Jiang, Tinghong Pan, and Kangting Yin. 2021. "The Synergistic Effect of Ester-Ether Copolymerization Thixo-Tropic Superplasticizer and Nano-Clay on the Buildability of 3D Printable Cementitious Materials" Materials 14, no. 16: 4622. https://doi.org/10.3390/ma14164622
APA StyleWang, Y., Jiang, Y., Pan, T., & Yin, K. (2021). The Synergistic Effect of Ester-Ether Copolymerization Thixo-Tropic Superplasticizer and Nano-Clay on the Buildability of 3D Printable Cementitious Materials. Materials, 14(16), 4622. https://doi.org/10.3390/ma14164622