
Study of the Influence of Sintering Atmosphere and Mechanical Activation on the Synthesis of Bulk Ti2AlN MAX Phase Obtained by Spark Plasma Sintering

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
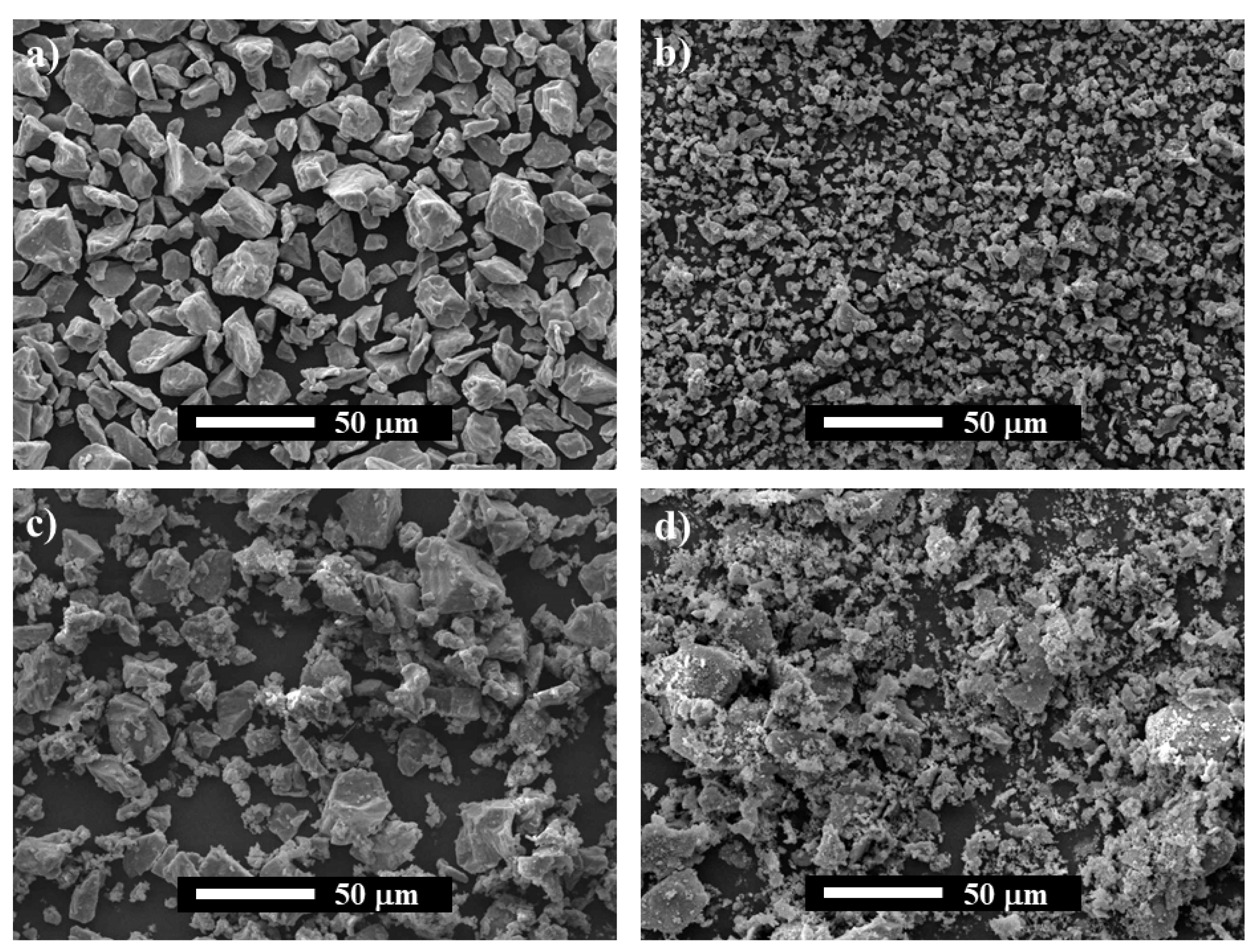
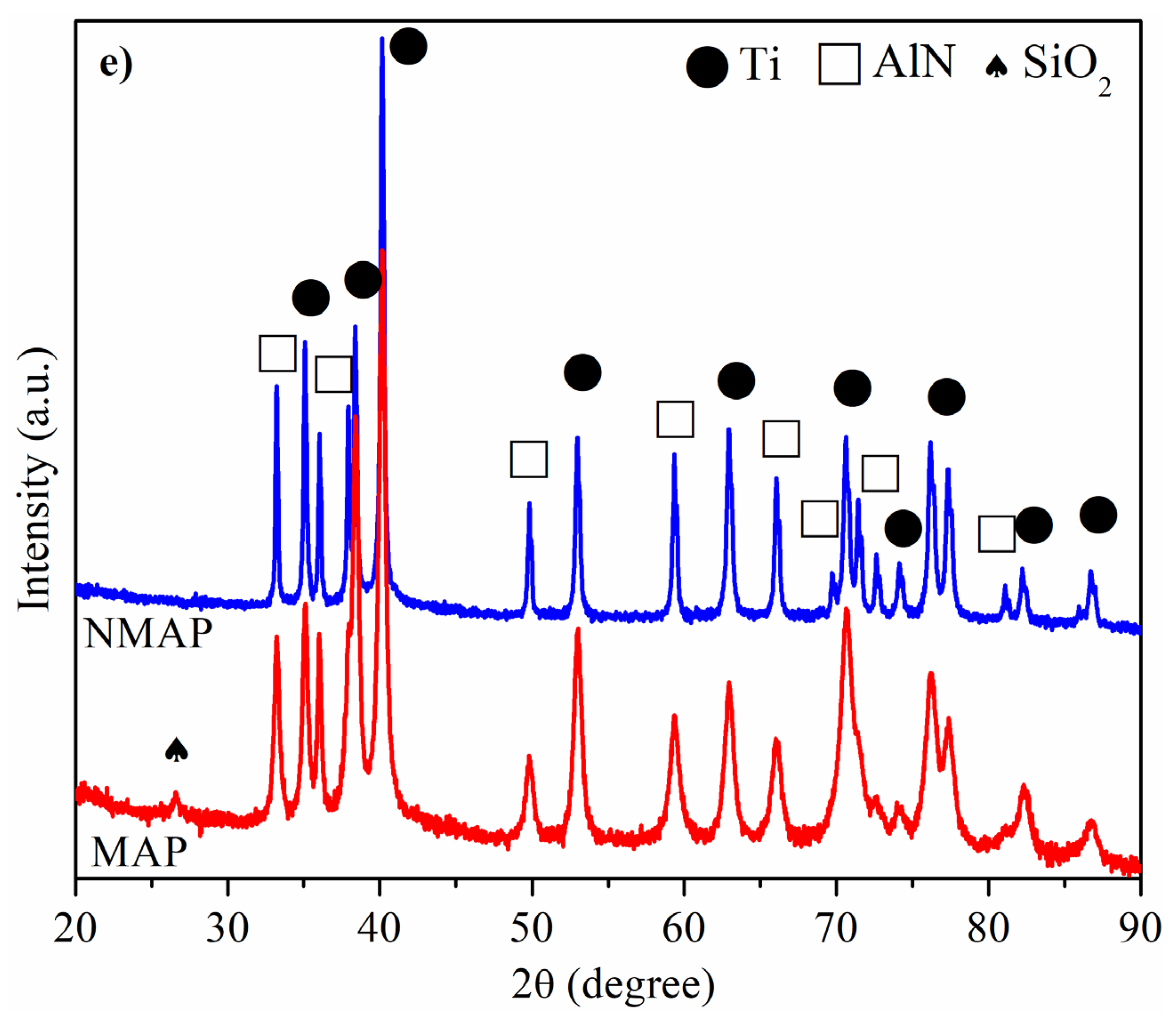
2.1. Mixing and Characterization of As-Milled Powders
2.2. Reactive Sintering of Powders
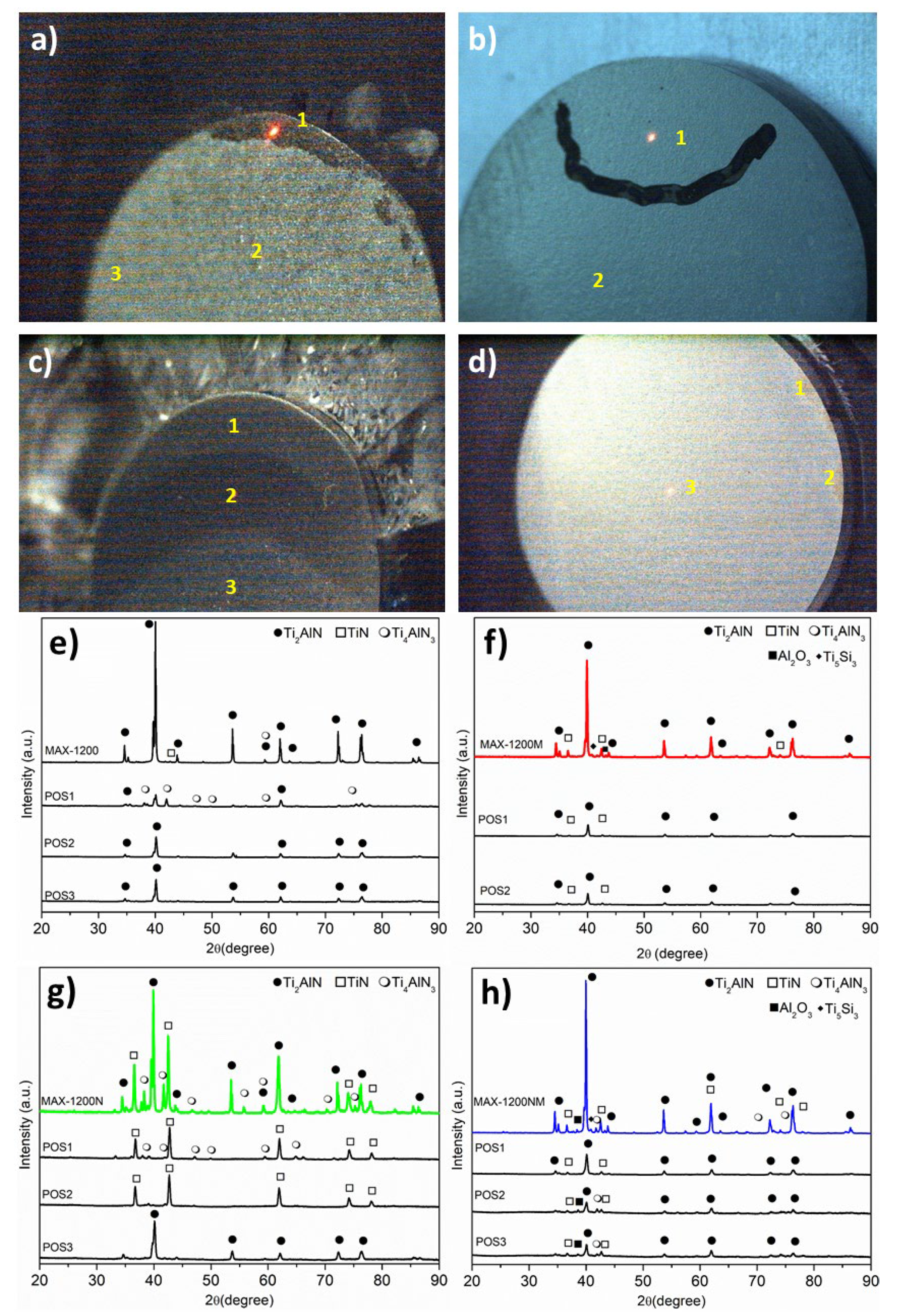
2.3. Characterization of the Reactive Sintered Specimens
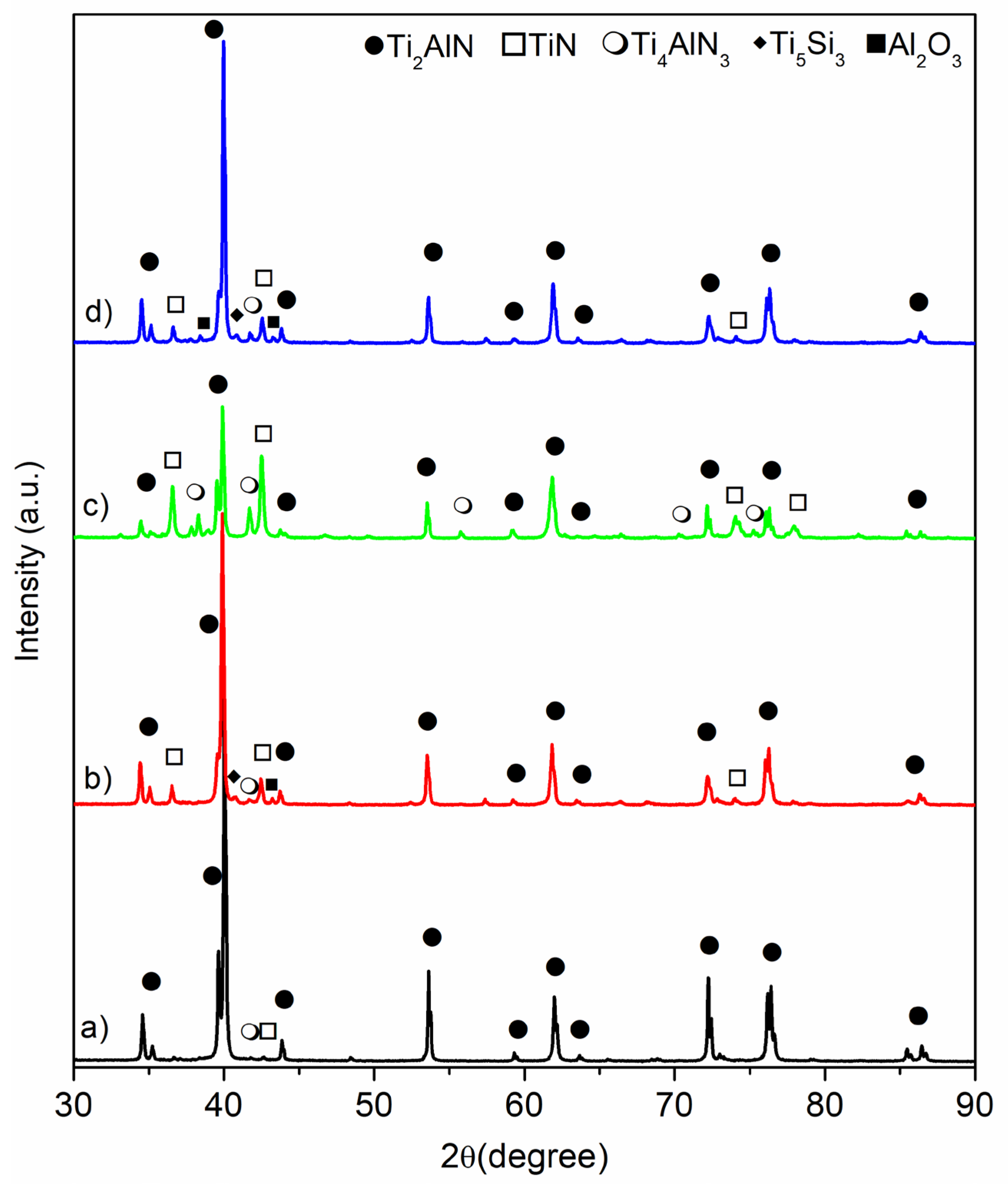
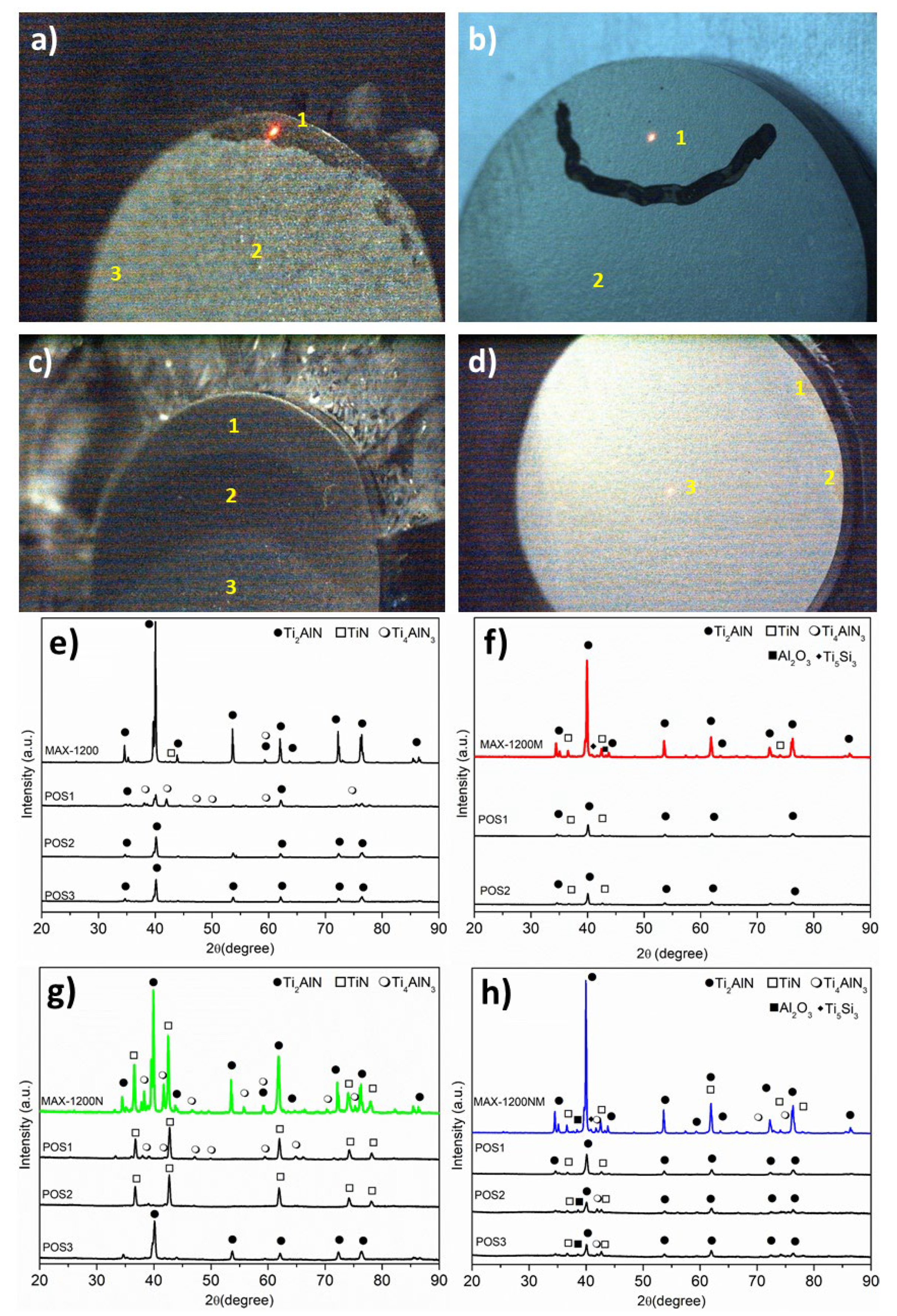
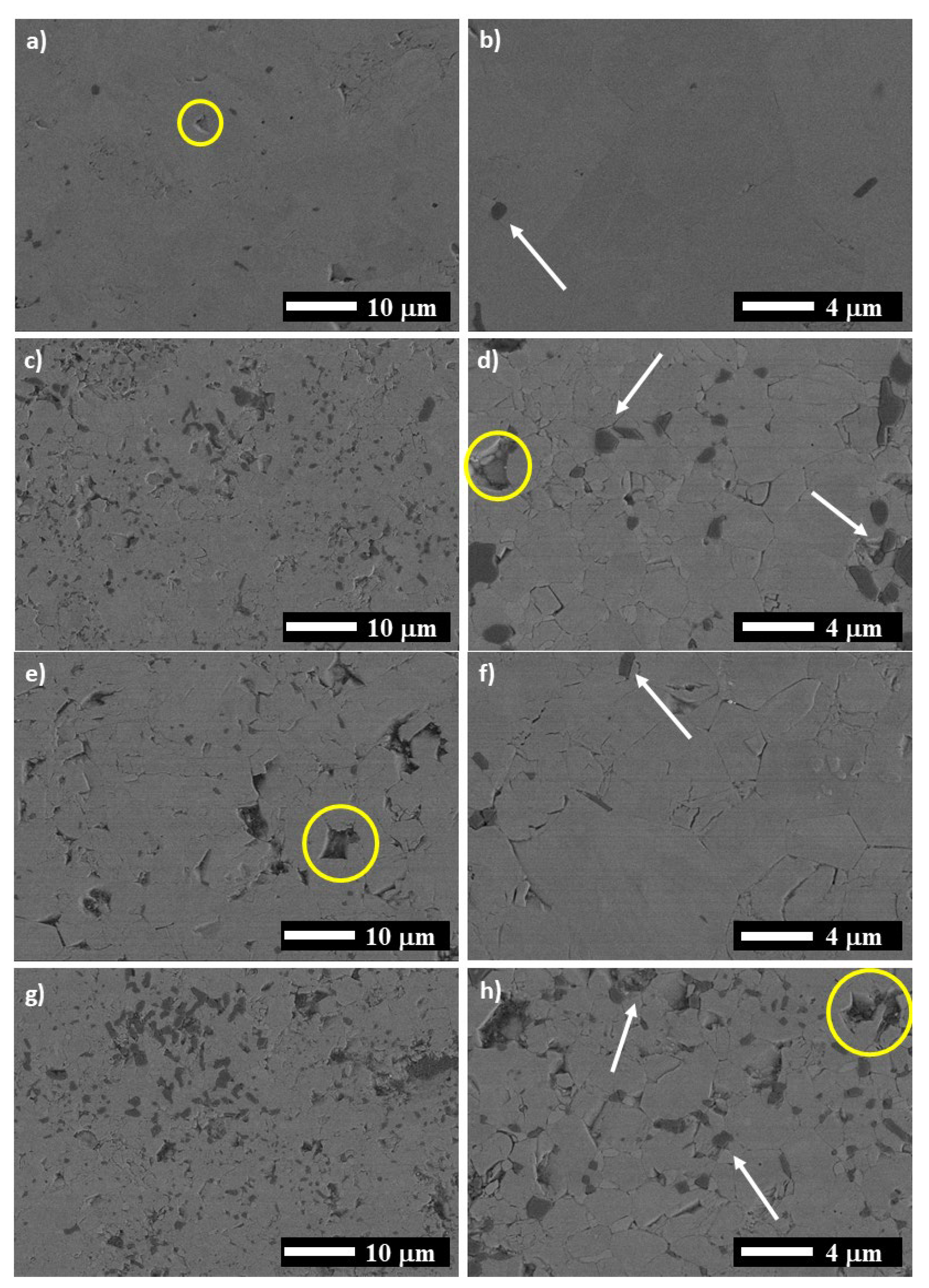
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barsoum, M.W. MN+1AXN phases: A new class of solids; thermodynamically stable nanolaminates. Prog. Solid State Chem. 2000, 28, 201–281. [Google Scholar] [CrossRef]
- Barsoum, M.W. MAX Phases: Properties of Machinable Ternary Carbides and Nitrides; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Barsoum, M.W.; Radovic, M. Elastic and mechanical properties of the MAX phases. Annu. Rev. Mater. Res. 2011, 41, 195–227. [Google Scholar] [CrossRef]
- Eklund, P.; Beckers, M.; Jansson, U.; Högberg, H.; Hultman, L. The M n + 1 AX n phases: Materials science and thin-film processing. Thin. Solid Films 2010, 518, 1851–1878. [Google Scholar] [CrossRef] [Green Version]
- Radovic, M.; Barsoum, M.W. MAX phases: Bridging the gap between metals and ceramics. Am. Ceram. Soc. Bull. 2013, 92, 20–27. [Google Scholar]
- Wang, Z.; Liu, J.; Wang, L.; Li, X.; Ke, P.; Wang, A. Dense and high-stability Ti 2 AlN MAX phase coatings prepared by the combined cathodic arc/sputter technique. Appl. Surf. Sci. 2017, 396, 1435–1442. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhou, Y.C. Layered Machinable and Electrically Conductive Ti2AlC and Ti3AlC2 Ceramics: A Review. J. Mater. Sci. Technol. 2010, 26, 385–416. [Google Scholar] [CrossRef]
- Cover, M.F.; Warschkow, O.; Bilek, M.M.M.; McKenzie, D.R. A comprehensive survey of M2AX phase elastic properties. J. Phys. Condens. Matter 2009, 21, 305403. [Google Scholar] [CrossRef]
- Schuster, J.C.; Bauer, J. The ternary system titanium-aluminum-nitrogen. J. Solid State Chem. 1984, 53, 260–265. [Google Scholar] [CrossRef]
- Gao, J.; Li, C.; Wang, N.; Du, Z. Thermodynamic analysis of the Ti-Al-N system. J. Univ. Sci. Technol. Beijing 2008, 15, 420–424. [Google Scholar] [CrossRef]
- Yeh, C.L.; Kuo, C.W.; Wu, F.S. Formation of Ti2AlN by solid-gas combustion synthesis with AlN- and TiN-diluted samples in nitrogen. Int. J. Appl. Ceram. Technol. 2010, 7, 730–737. [Google Scholar] [CrossRef]
- Tian, J.J.; Zhang, L.L.; Bi, X.W.; Liu, G.Y.; Ding, Z.M. Ti2ALN prepared by self-propagating high-temperature combustion method using TiN as additive. Adv. Mater. Res. 2013, 710, 37–40. [Google Scholar] [CrossRef]
- Chlubny, L.; Lis, J.; Buko, M.M. Influence of Nitrogen Pressure on Shs synthesis of Ti2AlN Powders. In Proceedings of the Developments in Strategic Ceramic Materials: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and Composites, Daytona Beach, FL, USA, 25–30 January 2015; John Wiley & Sons: Hoboken, NJ, USA, 2015; p. 253. [Google Scholar]
- Liu, W.; Qiu, C.; Zhou, J.; Ding, Z.; Zhou, X.; Du, S.; Han, Y.H.; Huang, Q. Fabrication of Ti2AlN ceramics with orientation growth behavior by the microwave sintering method. J. Eur. Ceram. Soc. 2015, 35, 1385–1391. [Google Scholar] [CrossRef]
- Zhu, J.F.; Han, N.; Wang, K.; Wang, F. Fabrication of Ti2AlN by mechanical alloying and hot press sintering. Adv. Mater. Res. 2011, 194–196, 425–428. [Google Scholar] [CrossRef]
- Chlubny, L.; Lis, J.; Bućko, M.M.; Kata, D. Properties of hot-pressed Ti2AlN obtained by SHS process. Adv. Ceram. Coatings Mater. Extrem. Environ. II 2012, 171–177. [Google Scholar]
- Lin, Z.J.; Zhuo, M.J.; Li, M.S.; Wang, J.Y.; Zhou, Y.C. Synthesis and microstructure of layered-ternary Ti2AlN ceramic. Scr. Mater. 2007, 56, 1115–1118. [Google Scholar] [CrossRef]
- Ming, Y.; Chen, Y.L.; Mei, B.C.; Zhu, J.Q. Synthesis of high-purity Ti 2 AlN ceramic by hot pressing. Trans. Nonferrous Met. Soc. China 2008, 18, 82–85. [Google Scholar]
- Wu, C.; Li, Y.; Li, Q.; Hou, G.; Johnson, E.I.C.D. The Emergence for Multilamellar Ti–Al–N Solid Solution in Ti/AlN Composites Sintered at Various Temperatures. J. Am. Ceram. Soc. 2017, 100, 378–383. [Google Scholar] [CrossRef]
- Barsoum, M.W.; Brodkin, D.; El-Raghy, T. Layered machinable ceramics for high temperature applications. Scr. Mater. 1997, 36, 535–541. [Google Scholar] [CrossRef]
- Barsoum, M.W.; Ali, M.; El-Raghy, T. Processing and characterization of Ti2AlC, Ti2AlN, and Ti2AlC0.5N0.5. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2000, 31, 1857–1865. [Google Scholar] [CrossRef]
- Scabarozi, T.; Ganguly, A.; Hettinger, J.D.; Lofland, S.E.; Amini, S.; Finkel, P.; El-Raghy, T.; Barsoum, M.W. Electronic and thermal properties of Ti3Al (C0.5, N0.5)2, Ti2Al (C0.5, N 0.5) and Ti2 AlN. J. Appl. Phys. 2008, 104, 073713. [Google Scholar] [CrossRef]
- Cui, B.; Sa, R.; Jayaseelan, D.D.; Inam, F.; Reece, M.J.; Lee, W.E. Microstructural evolution during high-temperature oxidation of spark plasma sintered Ti 2AlN ceramics. Acta Mater. 2012, 60, 1079–1092. [Google Scholar] [CrossRef] [Green Version]
- Yan, M.; Mei, B.; Zhu, J.; Tian, C.; Wang, P. Synthesis of high-purity bulk Ti2AlN by spark plasma sintering (SPS). Ceram. Int. 2008, 34, 1439–1442. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, Z.; Wang, J.; Qiao, G.; Jin, Z.; Shen, Z. Reactive consolidation of layered-ternary Ti2AlN ceramics by spark plasma sintering of a Ti/AlN powder mixture. J. Eur. Ceram. Soc. 2011, 31, 863–868. [Google Scholar] [CrossRef]
- Gilev, V.G.; Kachenyuk, M.N. Phase Formation in the Synthesis of Ti2AlN by Spark Plasma Sintering in the Ti/AlN System. Refract. Ind. Ceram. 2019, 59, 658–662. [Google Scholar] [CrossRef]
- Li, X.; Gonzalez-Julian, J.; Malzbender, J. Fabrication and mechanical performance of Ti2AlN prepared by FAST/SPS. J. Eur. Ceram. Soc. 2020, 40, 4445–4453. [Google Scholar] [CrossRef]
- Salvo, C.; Chicardi, E.; Poyato, R.; García-Garrido, C.; Jiménez, J.A.; López-Pernía, C.; Tobosque, P.; Mangalaraja, R.V. Synthesis and characterization of a nearly single bulk Ti2AlN max phase obtained from Ti/AlN powder mixture through spark plasma sintering. Materials 2021, 14, 2217. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Li, Y.; Li, F.; Cui, H.; Pu, Y.; Guo, S.; Shi, Z. Highly textured Ti2AlN ceramic prepared via thermal explosion followed by edge-free spark plasma sintering. Scr. Mater. 2017, 136, 55–58. [Google Scholar] [CrossRef]
- Kovalev, D.Y.; Luginina, M.A.; Sytschev, A.E. Reaction synthesis of the Ti2AlN MAX-phase. Russ. J. Non-Ferrous Met. 2017, 58, 303–307. [Google Scholar] [CrossRef]
- Nam, C.Y.; Oh, M.H.; Kumar, K.S.; Wee, D.M. Effect of nitrogen on the mean lamellar thickness of fully lamellar TiAl alloys. Scr. Mater. 2002, 46, 441–446. [Google Scholar] [CrossRef]
- Salvo, C.; Chicardi, E.; García-Garrido, C.; Jiménez, J.A.; Aguilar, C.; Usuba, J.; Mangalaraja, R.V. The influence of mechanical activation process on the microstructure and mechanical properties of bulk Ti2AlN MAX phase obtained by reactive hot pressing. Ceram. Int. 2019, 45, 17793–17799. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Ghosh, N.C.; Harimkar, S.P. Consolidation and synthesis of MAX phases by Spark Plasma Sintering (SPS): A review. Adv. Sci. Technol. Mn+ 1AXn Phases 2012, 47–80. [Google Scholar] [CrossRef]
- Low, I.M. Advances in Science and Technology of Mn+ 1AXn Phases; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Akhlaghi, M.; Tayebifard, S.A.; Salahi, E.; Shahedi Asl, M.; Schmidt, G. Self-propagating high-temperature synthesis of Ti3AlC2 MAX phase from mechanically-activated Ti/Al/graphite powder mixture. Ceram. Int. 2018, 44, 9671–9678. [Google Scholar] [CrossRef]
- El-Sayed, M.H.; Naka, M.; Schuster, J.C. Interfacial structure and reaction mechanism of AlN/Ti joints. J. Mater. Sci. 1997, 32, 2715–2721. [Google Scholar] [CrossRef]
- Ud Din, M.F.; Yang, C.; Tang, Y.; Tian, Y.; Luo, Y.; Wu, Y.; Que, W. Efficient and cost-effective method to synthesize highly purified Ti 4 AlN 3 and Ti 2 AlN. J. Adv. Dielectr. 2019, 9, 2–5. [Google Scholar] [CrossRef] [Green Version]
- Procopio, A.T.; El-Raghy, T.; Barsoum, M.W. Synthesis of Ti4AIN3 and phase equilibria in the Ti-AI-N system. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2000, 31, 373–378. [Google Scholar] [CrossRef]
- Schramm, I.C.; Pauly, C.; Johansson Jõesaar, M.P.; Eklund, P.; Schmauch, J.; Mücklich, F.; Odén, M. Solid state formation of Ti4AlN3 in cathodic arc deposited (Ti1−xAlx)Ny alloys. Acta Mater. 2017, 129, 268–277. [Google Scholar] [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Parameters | ||||
|---|---|---|---|---|---|
| Rexp | GOF | Phase | wt.% | D (nm) | |
| MAX-1200 | 7.6 | 2.3 | Ti2AlN | >98 | 156 |
| TiN | <1 | – | |||
| Ti4AlN3 | <1 | 39 | |||
| MAX-1200M | 7.9 | 1.7 | Ti2AlN | 82 | 102 |
| TiN | 9 | 95 | |||
| Al2O3 | 5 | 148 | |||
| Ti5Si3 | <2 | – | |||
| Ti4AlN3 | <2 | 77 | |||
| MAX-1200N | 7.9 | 1.8 | Ti2AlN | 38 | 166 |
| TiN | 41 | 60 | |||
| AlN | 2 | 68 | |||
| TiAl3 | <2 | 32 | |||
| Ti4AlN3 | 17 | 78 | |||
| MAX-1200NM | 7.9 | 1.7 | Ti2AlN | 80 | 116 |
| TiN | 8 | 113 | |||
| Al2O3 | 5 | 196 | |||
| Ti5Si3 | 3 | 32 | |||
| Ti4AlN3 | 4 | 109 | |||
| Features | MAX-1200 | MAX-1200M | MAX-1200N | MAX-1200NM |
|---|---|---|---|---|
| Theoretical density (g/cm3) | 4.31 | 4.37 | 4.72 | 4.36 |
| Measured density (g/cm3) | 4.18 | 4.14 | 4.32 | 4.19 |
| Relative density (%) | 96.9 | 94.7 | 91.5 | 96.1 |
| Hardness (GPa) | 4.3 | 4.1 | 4.0 | 4.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salvo, C.; Chicardi, E.; García-Garrido, C.; Poyato, R.; Jiménez, J.A.; Mangalaraja, R.V. Study of the Influence of Sintering Atmosphere and Mechanical Activation on the Synthesis of Bulk Ti2AlN MAX Phase Obtained by Spark Plasma Sintering. Materials 2021, 14, 4574. https://doi.org/10.3390/ma14164574
Salvo C, Chicardi E, García-Garrido C, Poyato R, Jiménez JA, Mangalaraja RV. Study of the Influence of Sintering Atmosphere and Mechanical Activation on the Synthesis of Bulk Ti2AlN MAX Phase Obtained by Spark Plasma Sintering. Materials. 2021; 14(16):4574. https://doi.org/10.3390/ma14164574
Chicago/Turabian StyleSalvo, Christopher, Ernesto Chicardi, Cristina García-Garrido, Rosalía Poyato, José A. Jiménez, and R. V. Mangalaraja. 2021. "Study of the Influence of Sintering Atmosphere and Mechanical Activation on the Synthesis of Bulk Ti2AlN MAX Phase Obtained by Spark Plasma Sintering" Materials 14, no. 16: 4574. https://doi.org/10.3390/ma14164574
APA StyleSalvo, C., Chicardi, E., García-Garrido, C., Poyato, R., Jiménez, J. A., & Mangalaraja, R. V. (2021). Study of the Influence of Sintering Atmosphere and Mechanical Activation on the Synthesis of Bulk Ti2AlN MAX Phase Obtained by Spark Plasma Sintering. Materials, 14(16), 4574. https://doi.org/10.3390/ma14164574