
Oxidation Behavior of Inconel 740H Nickel Superalloy in Steam Atmosphere at 750 °C

 , ,
, ,
Abstract
:1. Introduction
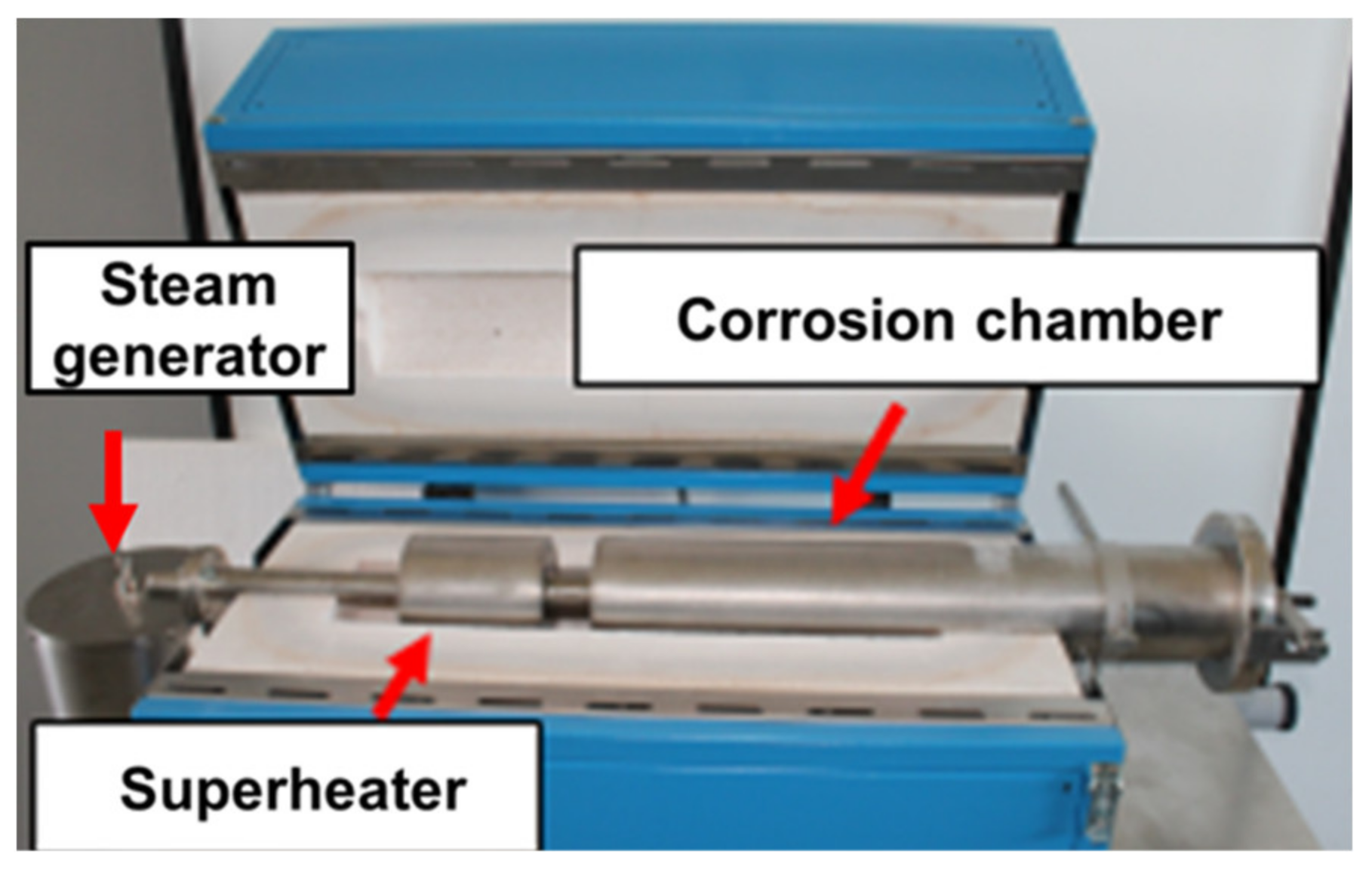
2. Materials and Methods
3. Results and Discussion
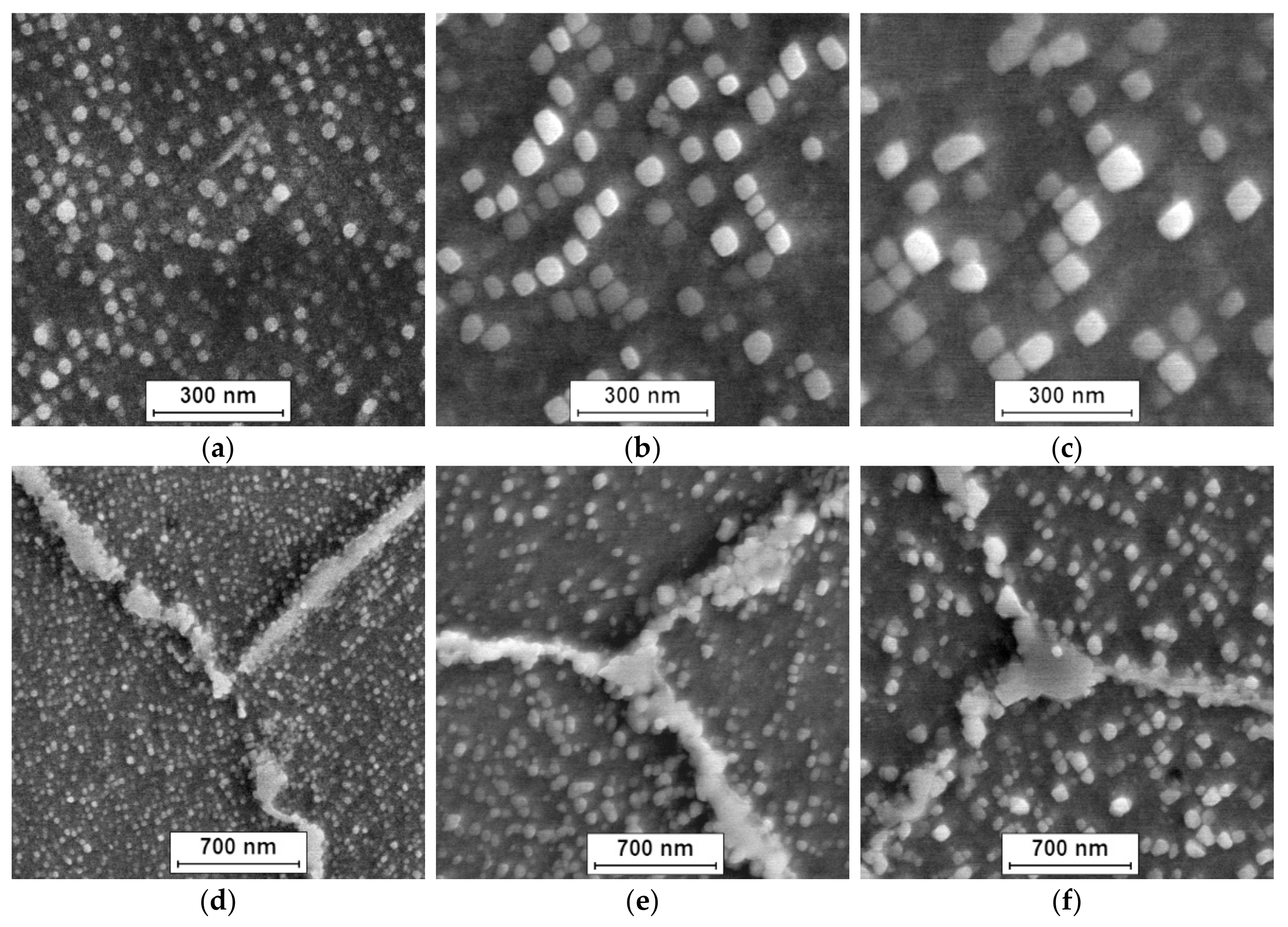
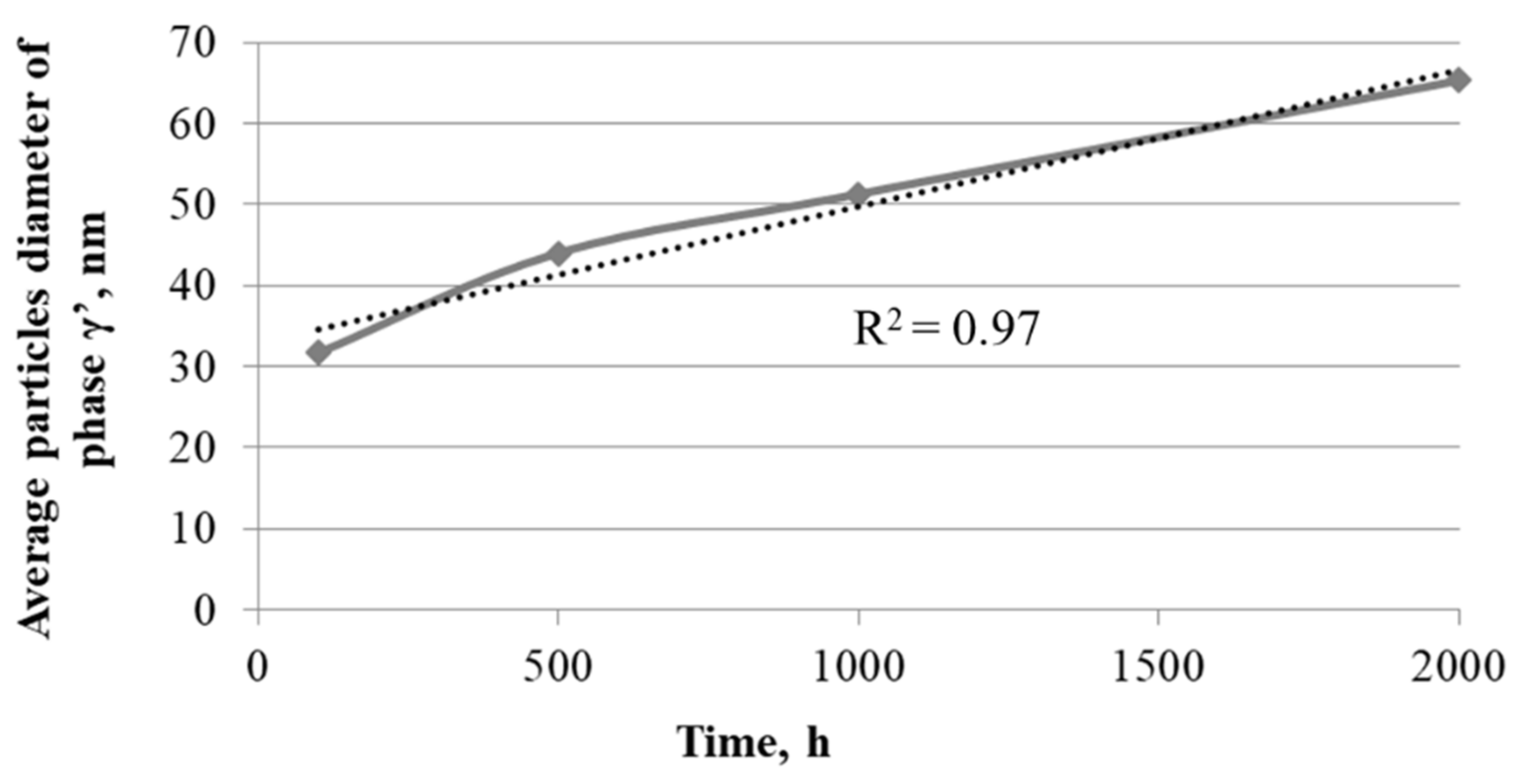
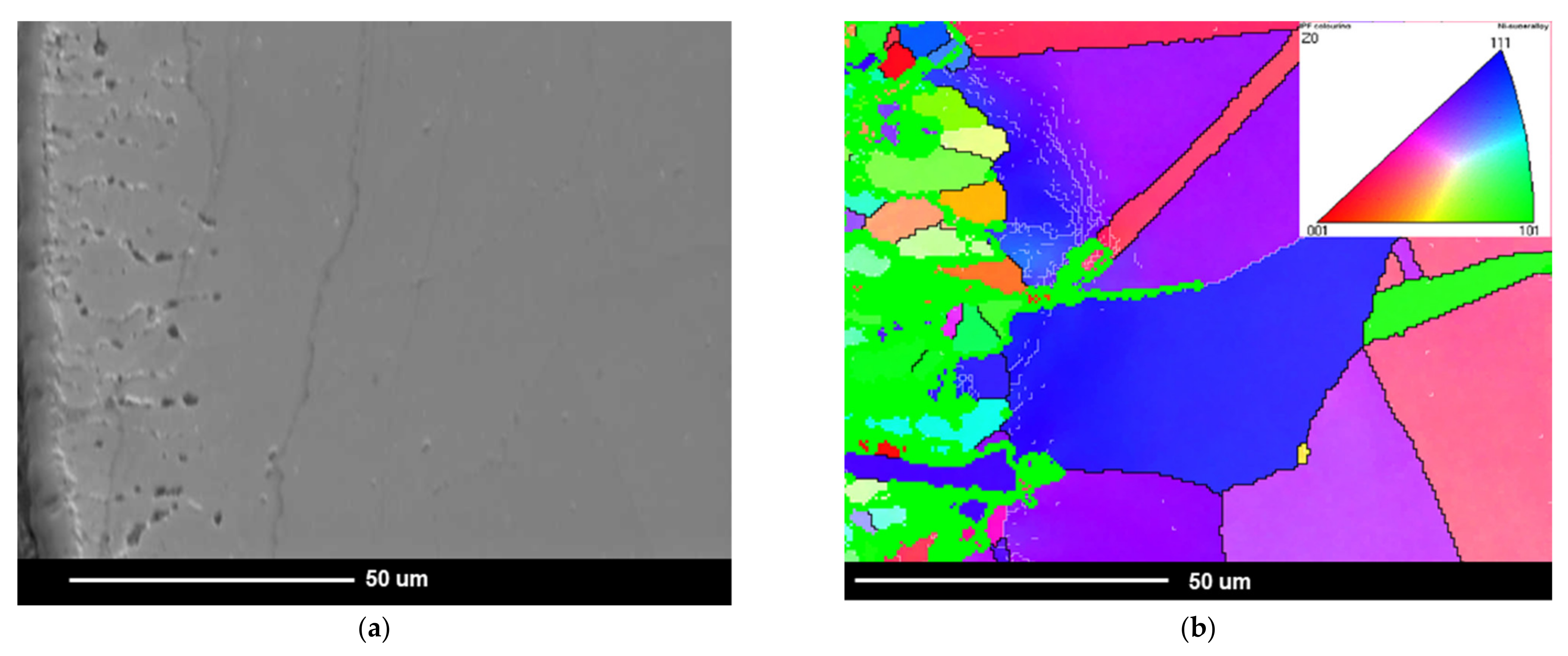
3.1. Microstructure of Inconel 740H Superalloy
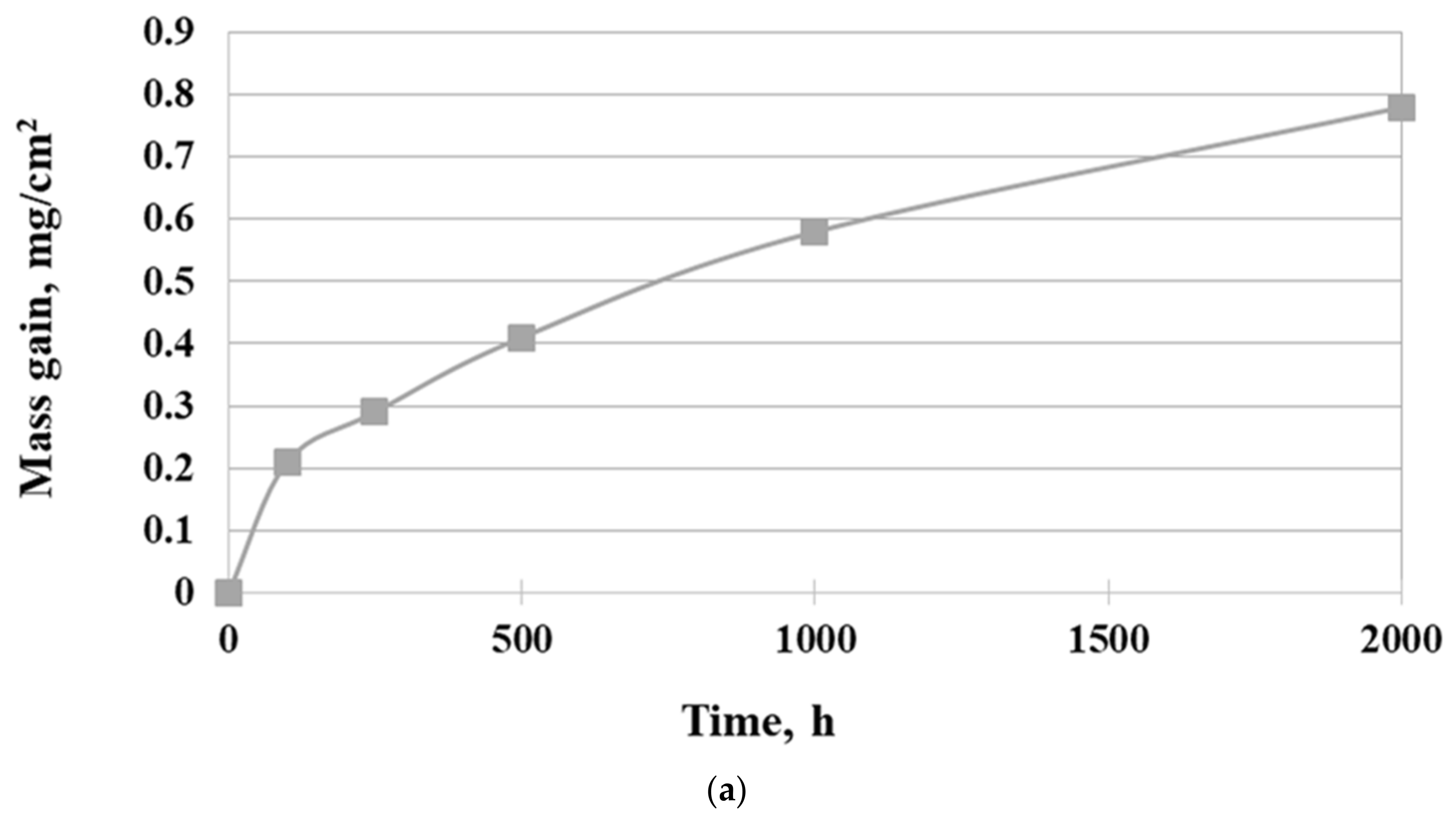
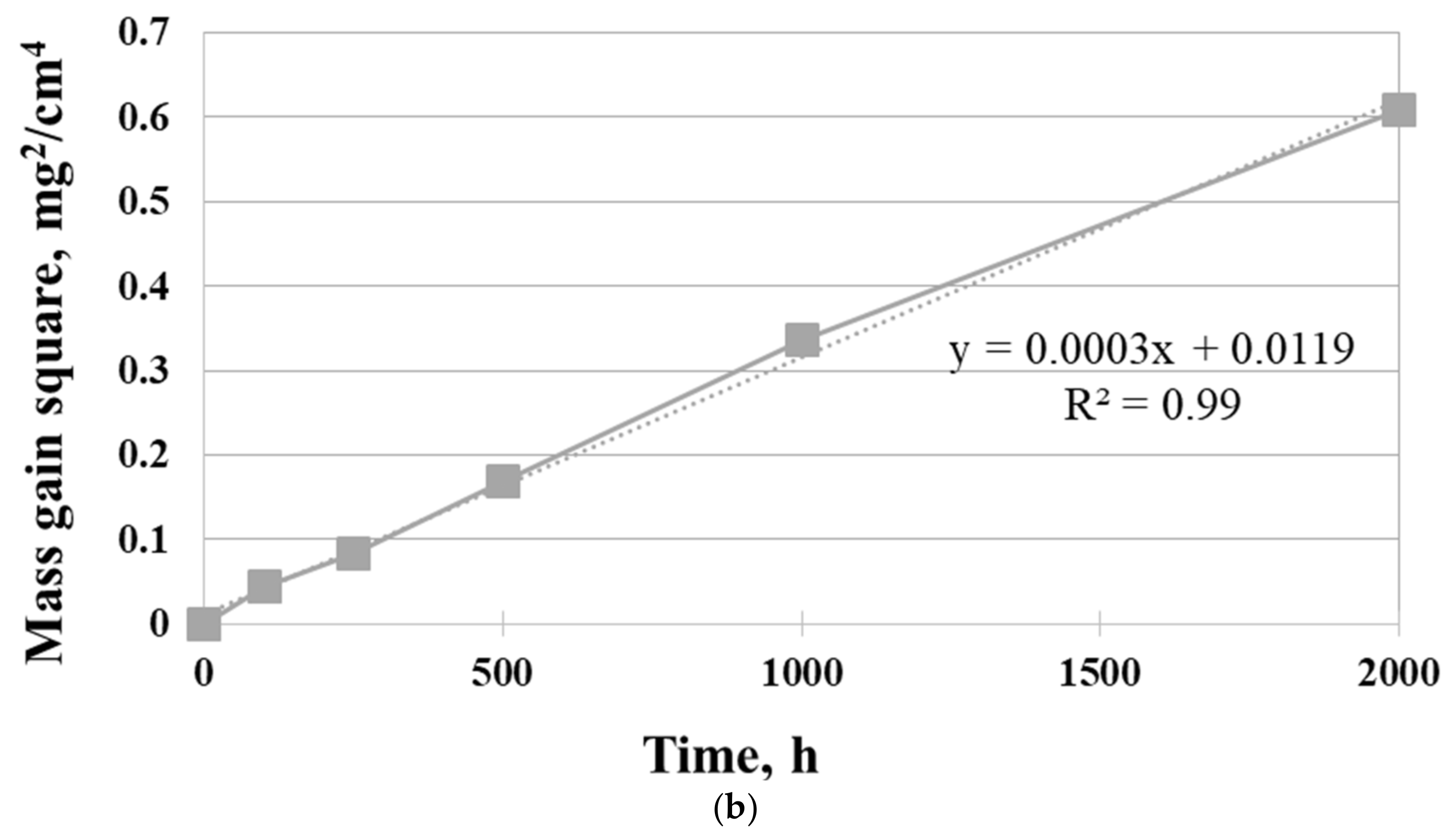
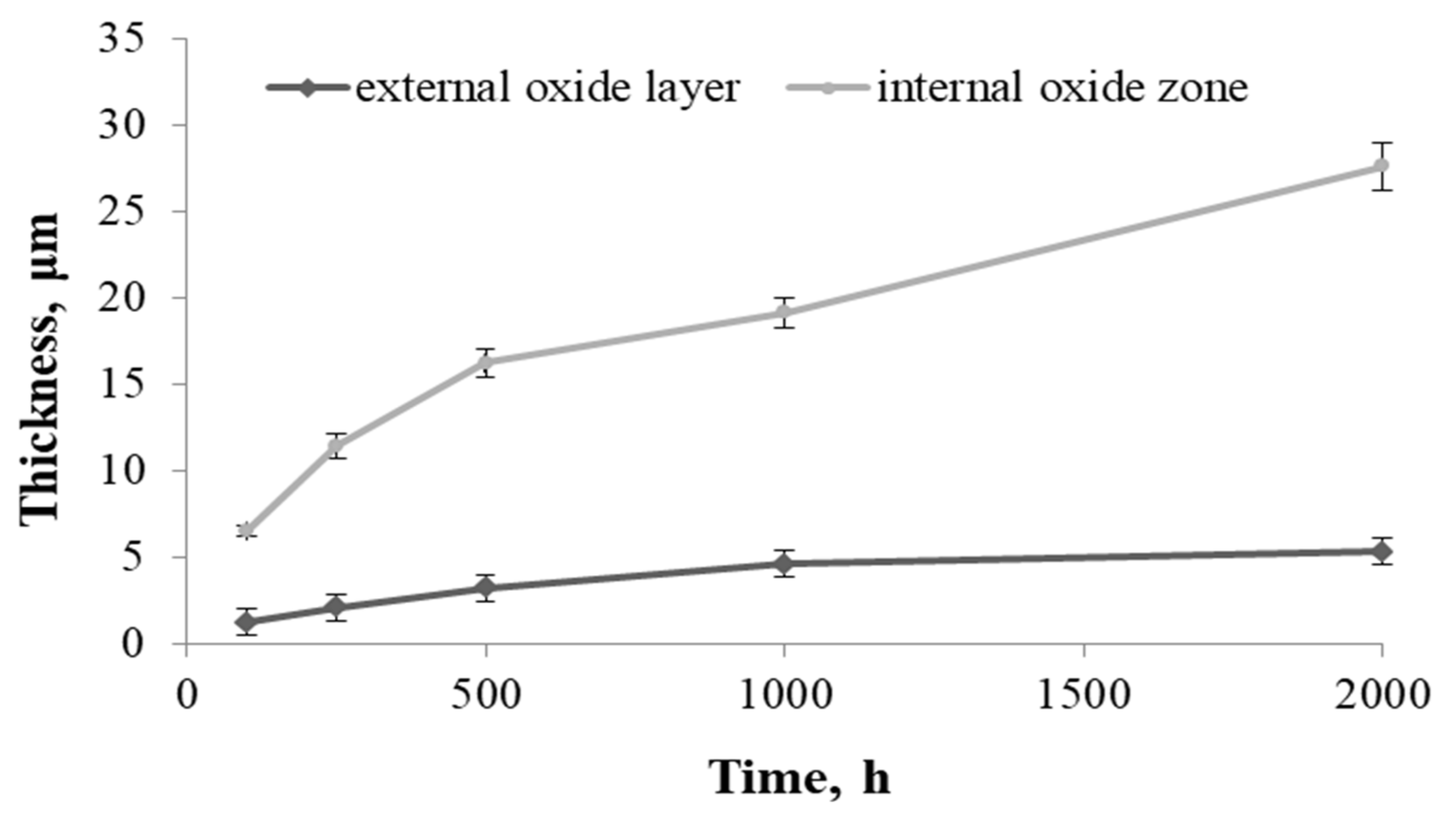
3.2. Oxidation Kinetic
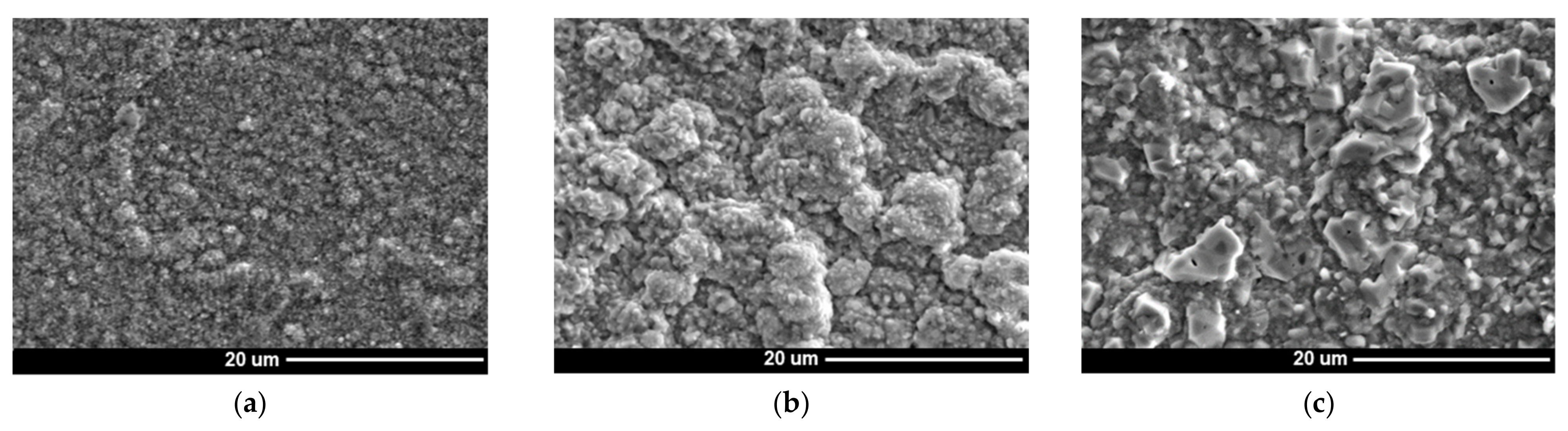
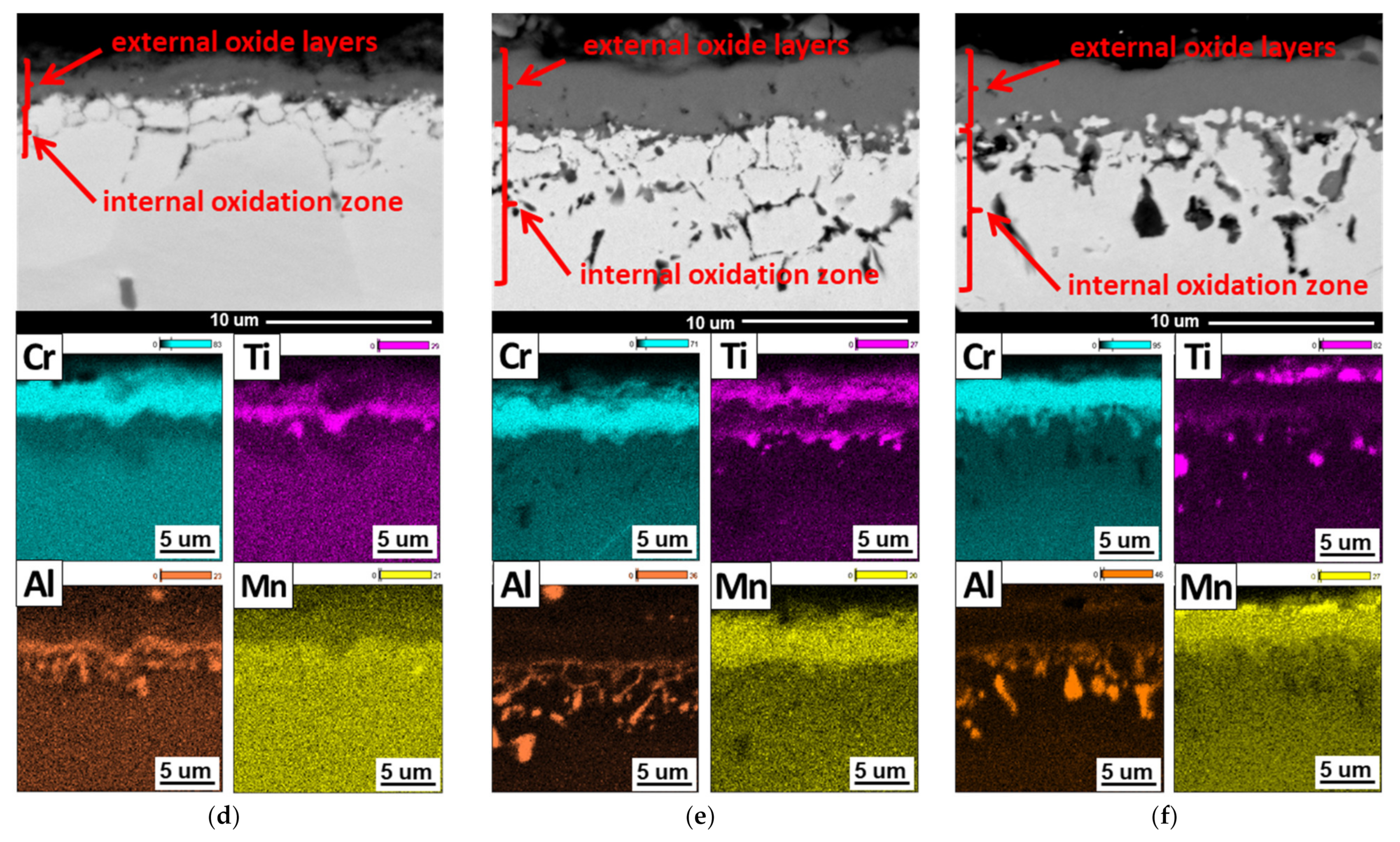
3.3. Characteristics of External Oxide Layers Formed on the Surface of Inconel 740H Superalloy
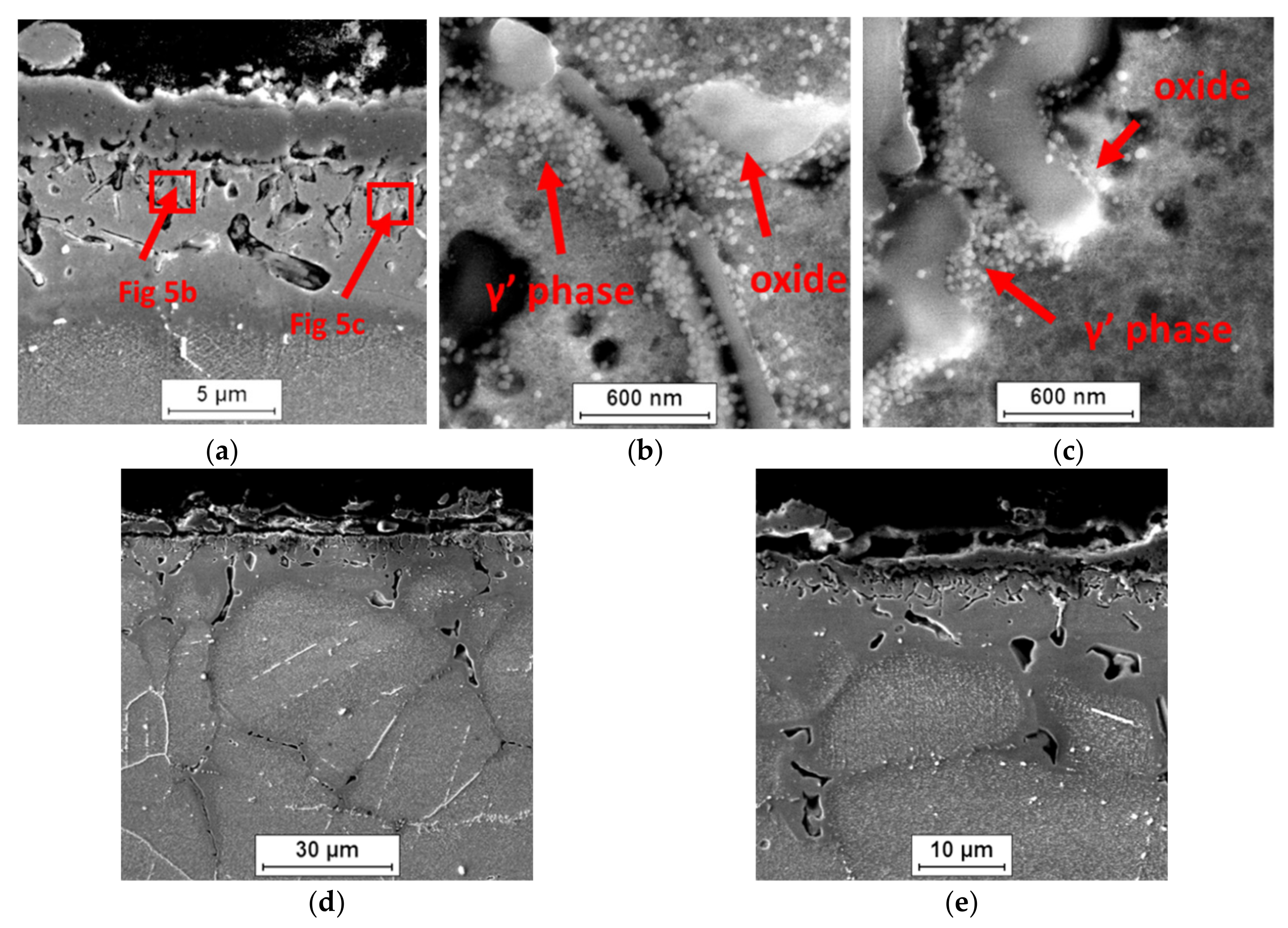
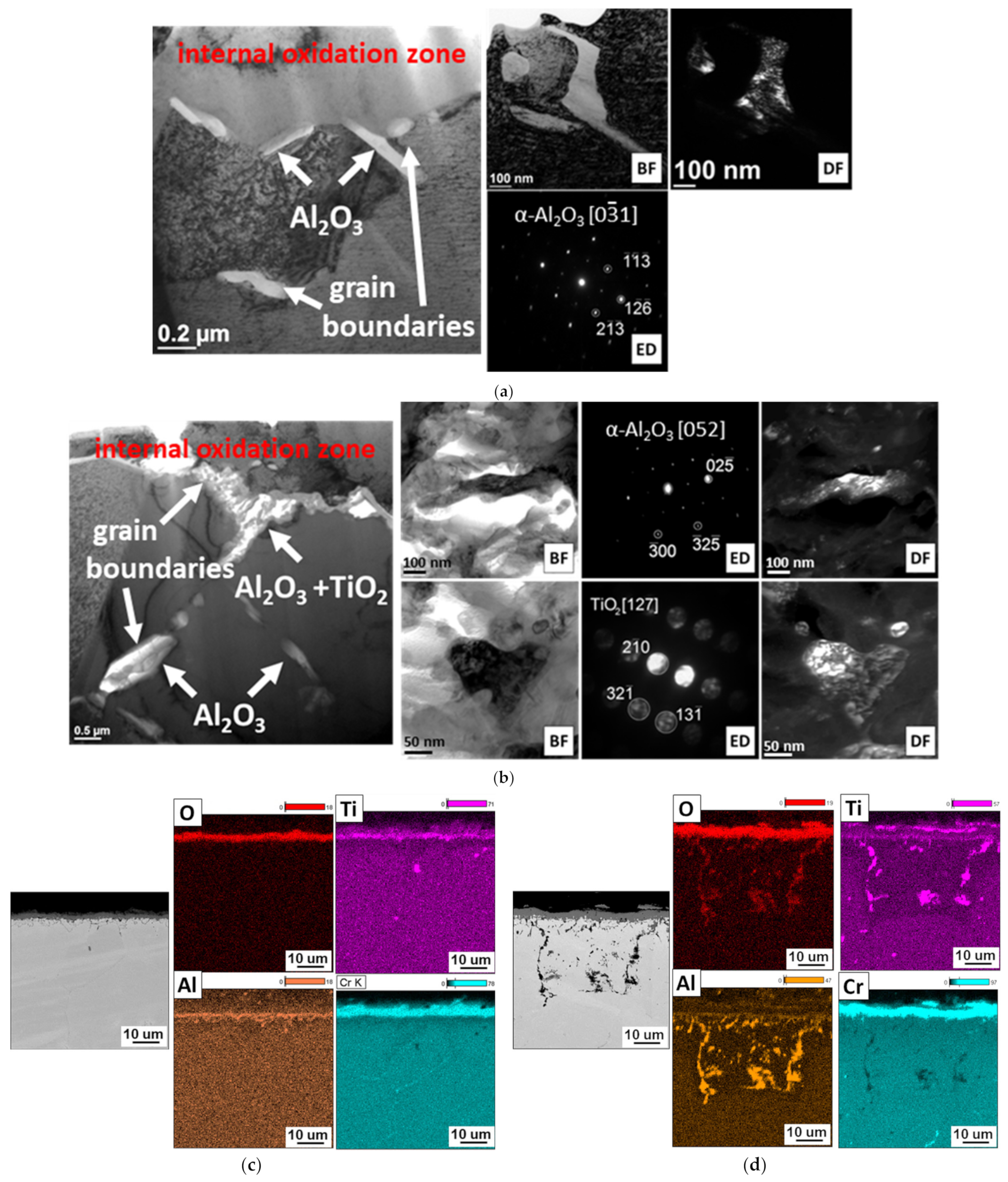
3.4. Characteristics of Internal Oxidation Zone Formed during Oxidation of Inconel 740H Superalloy
4. Conclusions
- (1)
- During the steam oxidation of the superalloy at the temperature of 750 °C, there was a change in the size and shape of the γ′ phase precipitates from spherical to cubic as a result of controlled diffusion of elements. There was also coagulation of globular precipitates of M23C6 carbides and the formation of their chains on the grain boundaries of the alloy. The obtained results showed good stability of the alloy microstructure during annealing for 2000 h at the temperature of 750 °C.
- (2)
- The kinetics of the oxidation of alloys during oxidation in steam was parabolic. Furthermore, the analysis of the kinetics of oxidation of the alloy showed good adhesion of the oxide layer to its surface and no tendency to defoliation.
- (3)
- Qualitative evaluation of the microstructure of the surface layer after superalloy oxidation showed the presence of a fine-crystalline layer of Cr2O3 and formation of a MnTiO3 complex oxide with an irregular shape of crystallites at the steam-oxide layer border. The presence of α-Al2O3 oxides on the border with the alloy surface was also observed.
- (4)
- The superalloy was characterized by the presence of an internal oxidation zone with internal oxides in the form of a mixture of α-Al2O3 and TiO2 oxides, where the greater amount of internal oxides was α-Al2O3. The presence of discontinuities in the internal oxidation zone was also observed after 500 h of oxidation, the amount of which increased as a function of time, probably as a result of non-equilibrium diffusion of Ti, Cr, Mn, and Al (Kirkendall effect).
- (5)
- Microscopic examination showed that the thickness of the internal oxidation zone was greater than the thickness of the external oxide layer on the superalloy surface. This proves the strong tendency of Inconel 740H alloy to form internal oxides in the surface layer, which ensures better adhesion of the oxide layer to the substrate and resistance to thermal shocks, which reduces the strength properties of the alloys (presence of hard oxide particles, disappearance of the γ′ phase, and in the internal oxidation zone).
- (6)
- On the basis of studies, it was found that the formation of external oxide layers and the internal oxidation zone was based on diffusion of Cr, Ti, Mn, Al, and O during the interaction of steam. Furthermore, the structural factors that affect the oxidation resistance of the alloy are not only the grain size and chemical composition of the alloy, but most of all precipitation processes—mainly the presence of the γ′ phase. The determining factor influencing the increased amount of internal oxides is the presence of the γ′ phase in superalloy matrix.
- (7)
- The Inconel 740H alloy has a good resistance to oxidation in steam atmosphere at the temperature of 750 °C. However, the presence of the internal oxidation zone reduces the thickness of thin-walled steam superheater pipe and simultaneously reduces the time of its safe use.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tramošljika, B.; Blecich, P.; Bonefacic, I.; Glažar, V. Advanced Ultra-Supercritical Coal-Fired Power Plant with Post-Combustion Carbon Capture: Analysis of Electricity Penalty and CO2 Emission Reduction. Sustainability 2021, 13, 801. [Google Scholar] [CrossRef]
- Gong, W.; Zhang, T.; Zheng, J.; Chen, H. Research progress on high temperature materials for 700 °C ultra-supercritical coal-fired units. IOP Conf. Ser. Mater. Sci. Eng. 2018, 439, 052014. [Google Scholar] [CrossRef]
- Sroka, M.; Zieliński, A.; Hernas, A.; Kania, Z.; Rozmus, R.; Tański, T.; Śliwa, A. The effect of long-term impact of elevated temperature on changes in the microstructure of Inconel 740H alloy. Metalurgija 2017, 56, 333–336. [Google Scholar]
- Viswanathan, R.; Coleman, K.; Rao, U. Materials for ultra-supercritical coal-fired power plant boilers. Int. J. Press. Vessel. Pip. 2006, 83, 778–783. [Google Scholar] [CrossRef]
- Viswanathan, R.; Sarver, J.; Tanzosh, J.M. Boiler Materials for Ultra-Supercritical Coal Power Plants—Steamside Oxidation. J. Mater. Eng. Perform. 2006, 15, 255–274. [Google Scholar] [CrossRef]
- Viswanathan, R.; Bakker, W. Materials for Ultrasupercritical Coal Power Plants—Boiler Materials: Part 1. J. Mater. Eng. Perform. 2001, 10, 81–95. [Google Scholar] [CrossRef]
- Liang, Z.; Zhao, Q. Steam Oxidation of Austenitic Heat-Resistant Steels TP347H and TP347HFG at 650–800 °C. Materials 2019, 12, 577. [Google Scholar] [CrossRef] [Green Version]
- Wright, I.G.; Dooley, R.B. A review of the oxidation behaviour of structural alloys in steam. Int. Mater. Rev. 2010, 55, 129–167. [Google Scholar] [CrossRef]
- Sarver, J.M.; Tanzosh, J.M. Effect of temperature, alloy composition and surface treatment on the steamside oxidation/oxide exfoliation behavior of candidate A-USC boiler materials. In Proceedings of the Seventh Internatonal Conference on Advances in Materials Technology for Fossil Power Plants, Waikoloa, HI, USA, 22–25 October 2013. [Google Scholar]
- Holcomb, G. Steam Oxidation and Chromia Evaporation in Ultra-Supercritical Steam Boilers and Turbines. J. Electrochem. Soc. 2009, 156, C292–C297. [Google Scholar] [CrossRef]
- Abe, F. Research and Development of Heat-Resistant Materials for Advanced USC Power Plants with Steam Temperatures of 700 °C and Above. Engineering 2015, 1, 211–224. [Google Scholar] [CrossRef] [Green Version]
- Xie, H.; Wu, Y.; Chi, C.; Zhang, M. Superalloys for Advanced Ultra-Super-Critical Fossil Power Plant Application. Available online: https://www.intechopen.com/books/superalloys/superalloys-for-advanced-ultra-super-critical-fossil-power-plant-application (accessed on 23 March 2021).
- Wheeldon, J.; Shingledecker, J. Materials for boilers operating under supercritical steam conditions. In Ultra-Supercritical Coal Power Plants, Materials, Technologies and Optimisation; Woodhead Publishing Limited: Cambridge, UK, 2013; pp. 81–103. [Google Scholar] [CrossRef]
- Kim, N.; Kim, D.; Lee, H.J.; Jang, C.; Yoon, D.J. Corrosion characteristics of Ni-base superalloys in high temperature steam with and without hydrogen. J. Nucl. Mater. 2013, 441, 612–622. [Google Scholar] [CrossRef]
- Dudziak, T.; Deodeshmukh, V.; Boron, L.; Sobczak, J.; Sobczak, N.; Backret, L. High temperature, steam oxidation performance of advanced, highly alloyed steels and Ni based alloys as candidates for the structural materials in Ultra Super Critical (USC) Coal Power Plants. In Proceedings of the EUROCORR 2016, Montpellier, France, 11–15 September 2016. [Google Scholar]
- Jang, C.; Kim, D.; Kim, N.; Sah, I.; Ryu, W.-S.; Yoo, Y.-S. Oxidation behaviors of wrought nickel-based superalloys in various high temperature environments. Trans. Nonferrous Met. Soc. China 2011, 21, 1524–1531. [Google Scholar] [CrossRef]
- Taylor, M.; Cruchley, S.; Evans, H. An overview of the oxidation of Ni-based superalloys for turbine disc applications: Surface condition, applied load and mechanical performance. Mater. High Temp. 2016, 33, 465–475. [Google Scholar]
- Zieliński, A.; Sroka, M.; Dudziak, T. Microstructure and Mechanical Properties of Inconel 740H after Long-Term Service. Materials 2018, 11, 2130. [Google Scholar] [CrossRef] [Green Version]
- Unocic, K.A.; Chen, X.; Tortorelli, P.F. Microstructural Evaluation of Welded Nickel-Based Superalloy Inconel 740H after Creep Testing. JOM 2020, 72, 1811–1821. [Google Scholar] [CrossRef]
- Yan, C.; Zhengdong, L. Microstructure evolution and mechanical properties of Inconel 740H during aging at 750 °C. Mater. Sci. Eng. A 2014, 589, 153–164. [Google Scholar] [CrossRef]
- Zhou, D.; Ye, X.; Teng, J.; Li, C.; Li, Y. Effect of Nb on Microstructure and Mechanical Property of Novel Powder Metallurgy Superalloys during Long-Term Thermal Exposure. Materials 2021, 14, 656. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.; Zhang, M.; Zheng, L.; Yao, Z. Oxidation Behavior and Mechanism of Inconel 740H Alloy for Advanced Ultra-supercritical Power Plants between 1050 and 1170 °C. Oxid. Met. 2015, 84, 61–72. [Google Scholar] [CrossRef]
- Abbasi, M.; Kim, D.-I.; Shim, J.-H.; Jung, W.-S. Effects of alloyed aluminum and titanium on the oxidation behavior of INCONEL 740 superalloy. J. Alloys Compd. 2016, 658, 210–221. [Google Scholar] [CrossRef]
- Abbasi, M.; Kim, B.-K.; Kim, D.-I.; Jung, W.-S. Effects of surface deformation on the oxidation behavior of INCONEL 740 superalloy in humid air. J. Alloys Compd. 2016, 683, 212–220. [Google Scholar] [CrossRef]
- Lu, J.; Yang, Z.; Xu, S.; Zhao, H.; Gu, Y. Oxidation Behaviors of Inconel 740H in Air and Dynamic Steam. High Temp. Mater. Process. 2015, 35, 697–704. [Google Scholar] [CrossRef]
- Perez-Gonzalez, F.; Garza-Montes-de Oca, N.; Colas, R. High Temperature Oxidation of the Haynes 282 Nickel-Based Superalloy. Oxid. Met. 2014, 82, 145–161. [Google Scholar] [CrossRef]
- Mrowec, S. Metal Oxidation Kinetics and Mechanism; Wydawnictwo Śląsk: Katowice, Poland, 1982. [Google Scholar]
- Copson, H.R.; Lang, F.S. Some Experiments on Internal Oxidation of Nickel Chromium Alloys. Corrosion 1959, 15, 44–48. [Google Scholar] [CrossRef]
- Dudziak, T.; Deodeshmukh, V.; Backert, L.; Sobczak, N.; Witkowska, M.; Ratuszek, W.; Chruściel, K.; Zieliński, A.; Sobczka, J.; Bruzda, G. Phase Investigations Under Steam Oxidation Process at 800 C for 1000 h of Advanced Steels and Ni-Based Alloys. Oxid. Met. 2017, 87, 139–158. [Google Scholar] [CrossRef] [Green Version]
- Jo, T.S.; Kim, S.H.; Kim, D.-G.; Park, J.Y.; Kim, Y.D. Effects of grain refinement on internal oxidation of Alloy 617. J. Nucl. Mater. 2010, 402, 162–166. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Mo | Ti | Al | Fe | Mn | Nb | C | Si | B | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 24.50 | 20.20 | 0.12 | 1.32 | 1.36 | 2.10 | 0.50 | 1.05 | 0.03 | 0.16 | 0.001 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kościelniak, B.; Chmiela, B.; Sozańska, M.; Swadźba, R.; Drajewicz, M. Oxidation Behavior of Inconel 740H Nickel Superalloy in Steam Atmosphere at 750 °C. Materials 2021, 14, 4536. https://doi.org/10.3390/ma14164536
Kościelniak B, Chmiela B, Sozańska M, Swadźba R, Drajewicz M. Oxidation Behavior of Inconel 740H Nickel Superalloy in Steam Atmosphere at 750 °C. Materials. 2021; 14(16):4536. https://doi.org/10.3390/ma14164536
Chicago/Turabian StyleKościelniak, Barbara, Bartosz Chmiela, Maria Sozańska, Radosław Swadźba, and Marcin Drajewicz. 2021. "Oxidation Behavior of Inconel 740H Nickel Superalloy in Steam Atmosphere at 750 °C" Materials 14, no. 16: 4536. https://doi.org/10.3390/ma14164536
APA StyleKościelniak, B., Chmiela, B., Sozańska, M., Swadźba, R., & Drajewicz, M. (2021). Oxidation Behavior of Inconel 740H Nickel Superalloy in Steam Atmosphere at 750 °C. Materials, 14(16), 4536. https://doi.org/10.3390/ma14164536