
Tensile Properties of 21-6-9 Austenitic Stainless Steel Built Using Laser Powder-Bed Fusion
 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Experimental Method
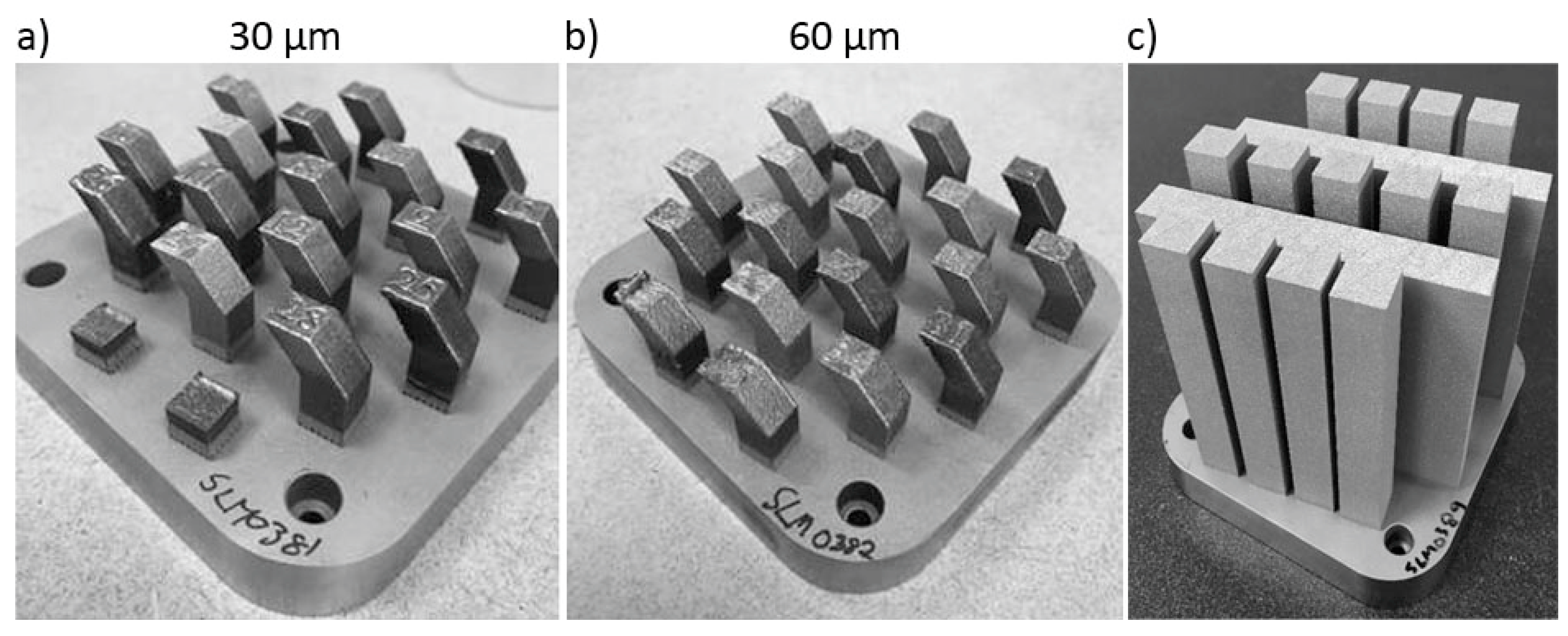
2.1. Material Design of Experiment
2.2. Microstructure Characterization and Fractography
2.3. Tensile-Strength Measurements
3. Results
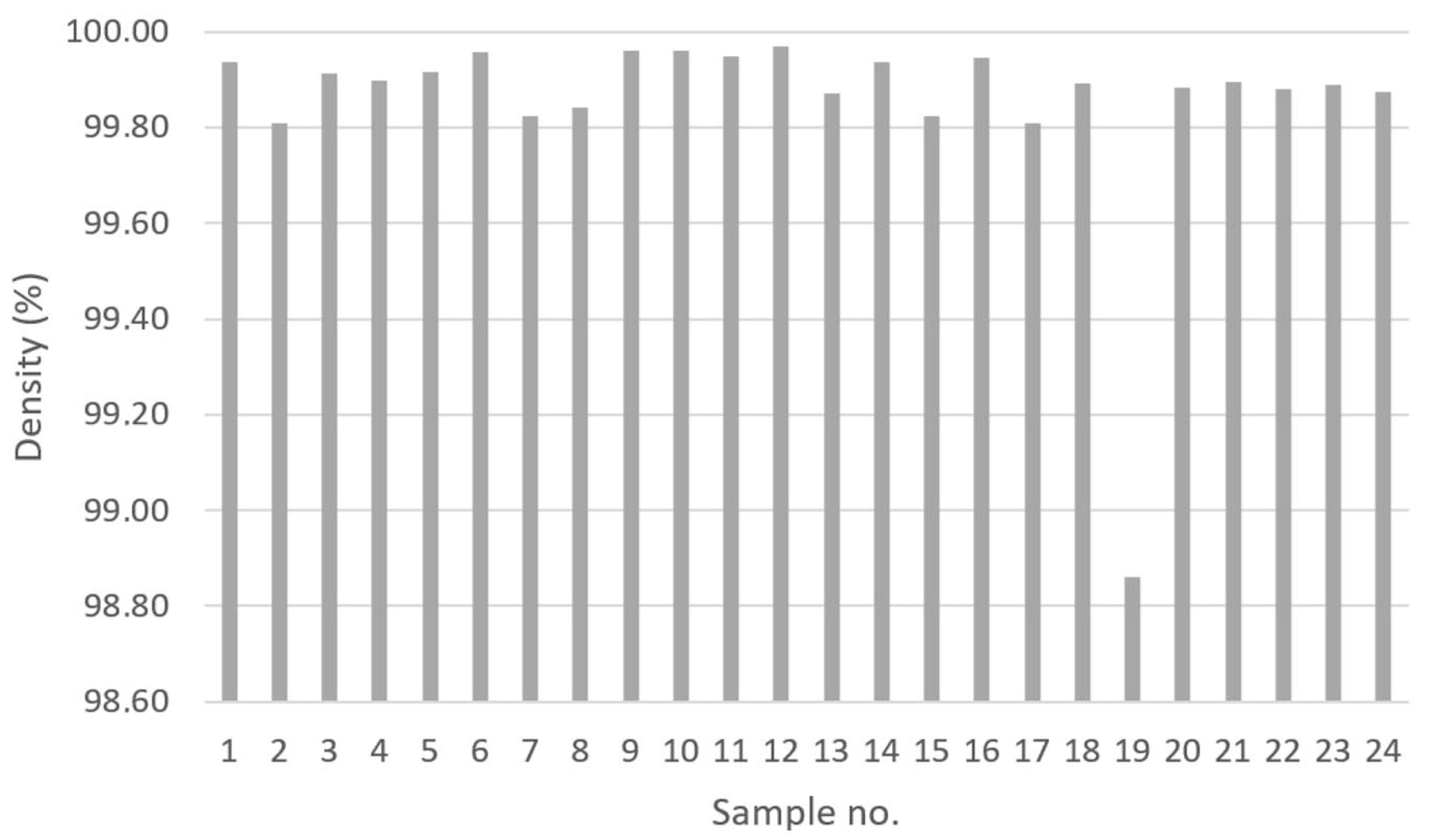
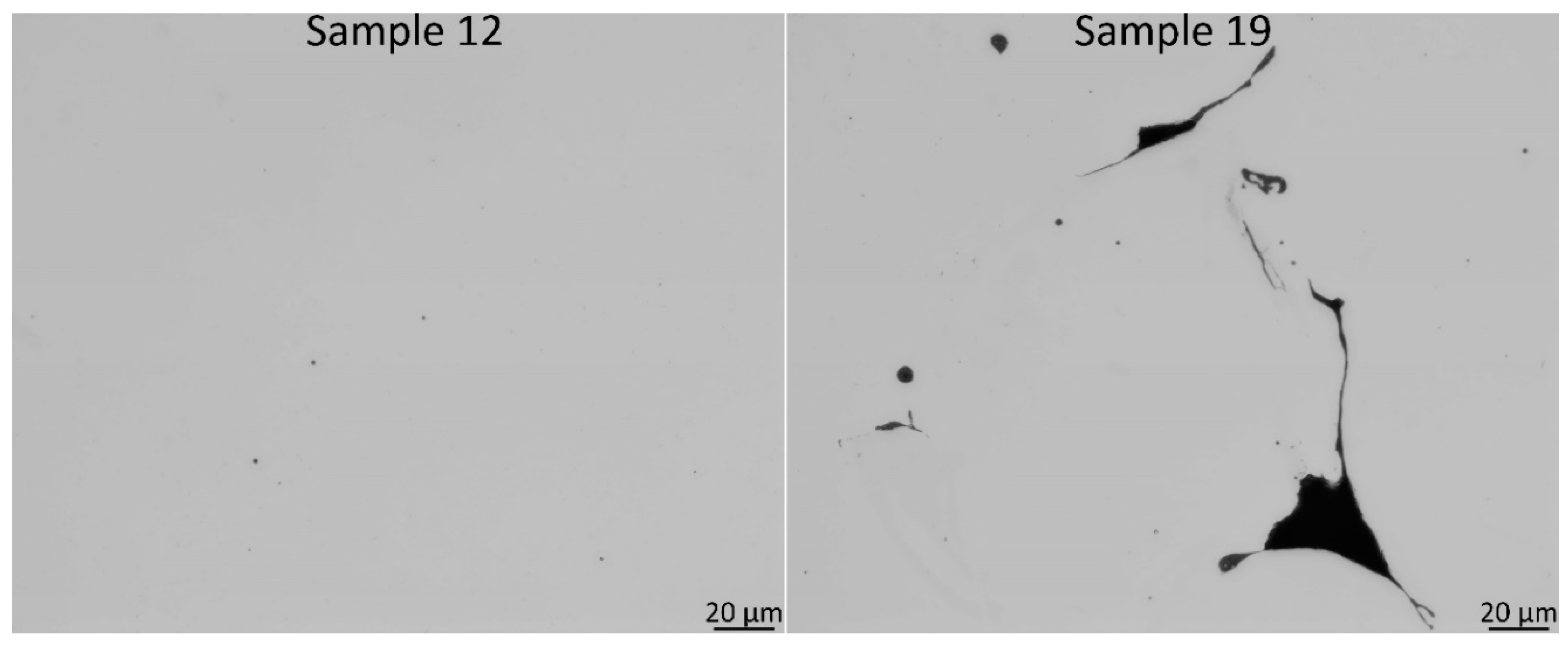
3.1. Density Measurements
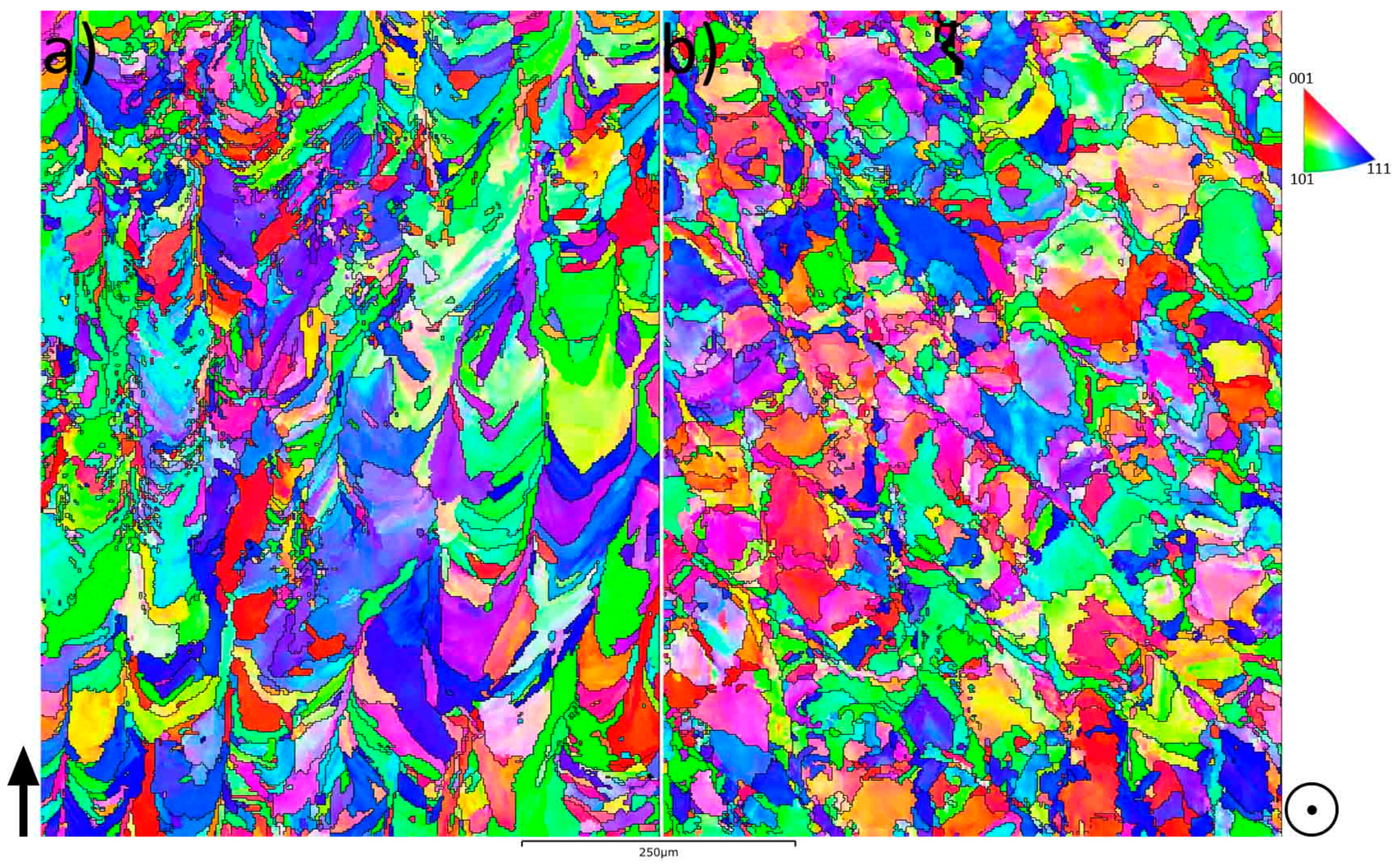
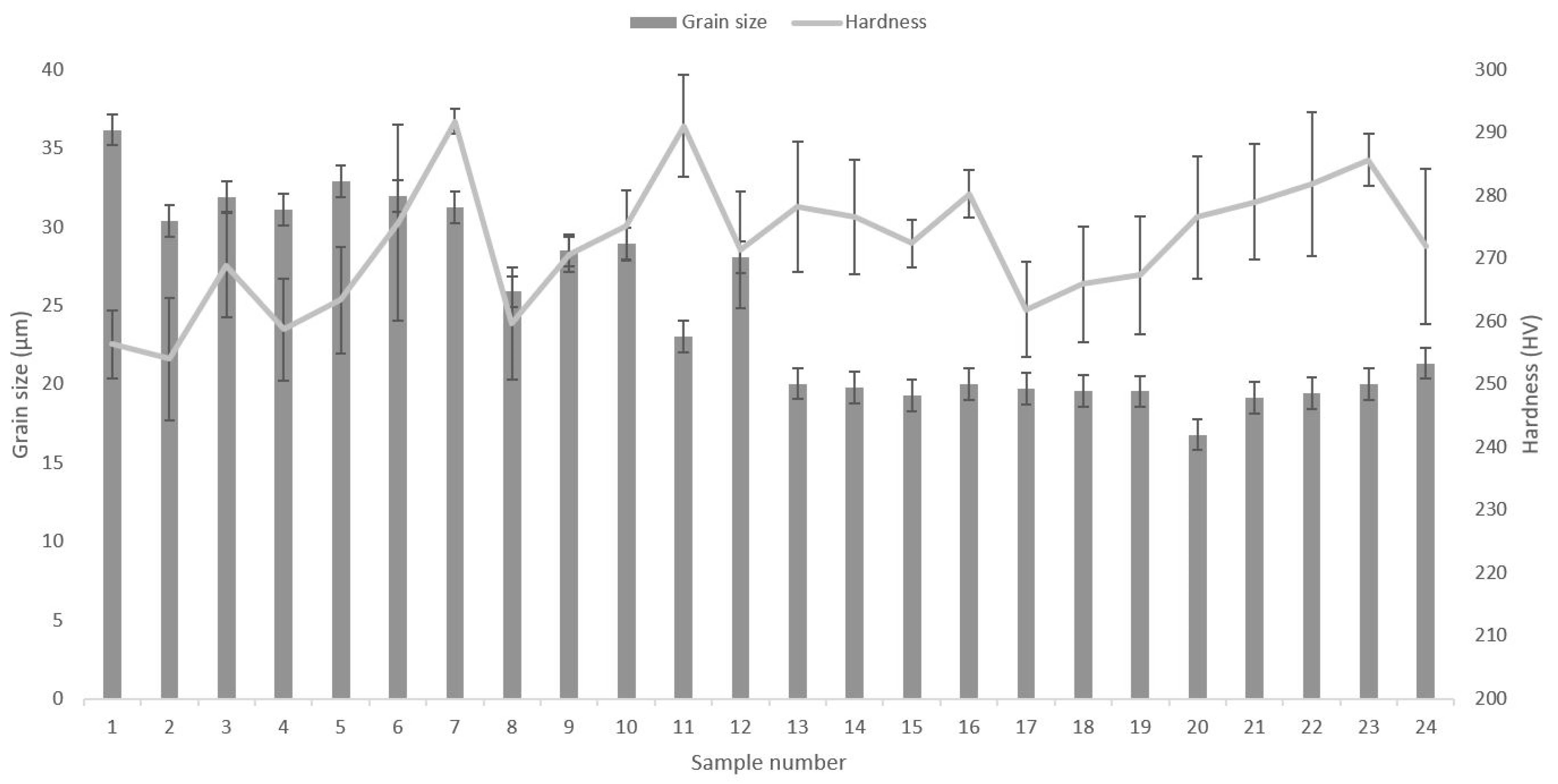
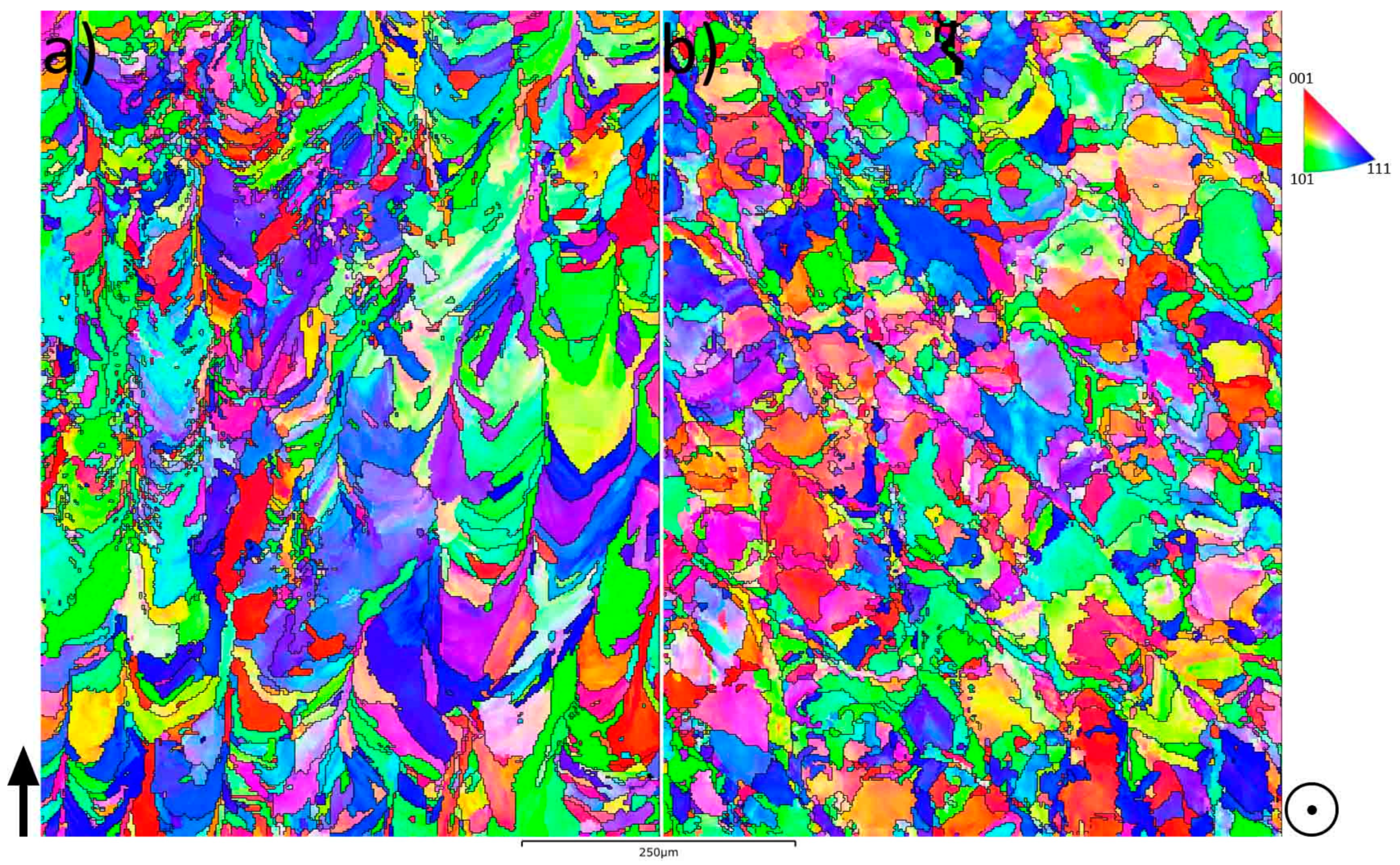
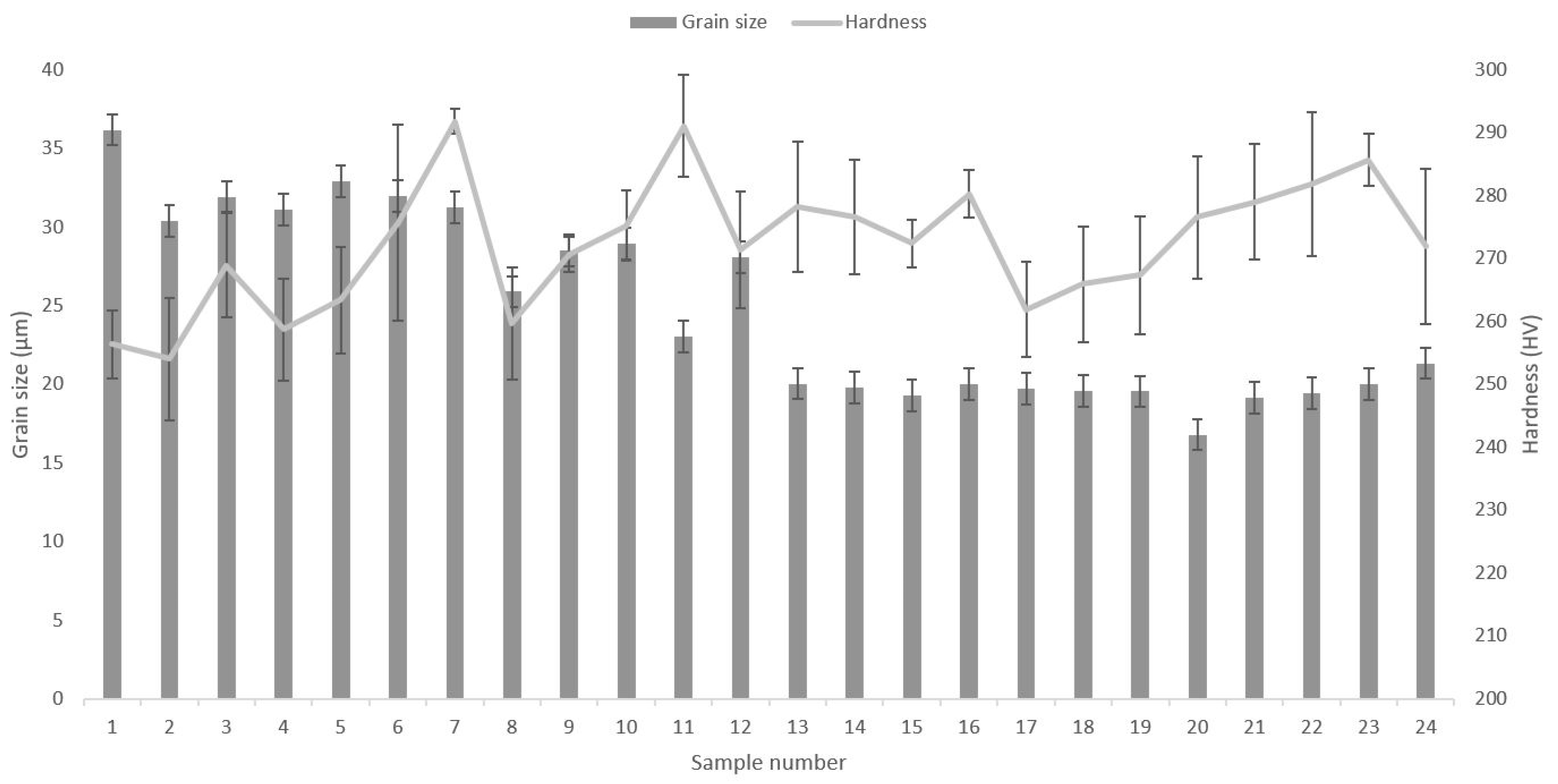
3.2. Microstructure Characterization and Hardness
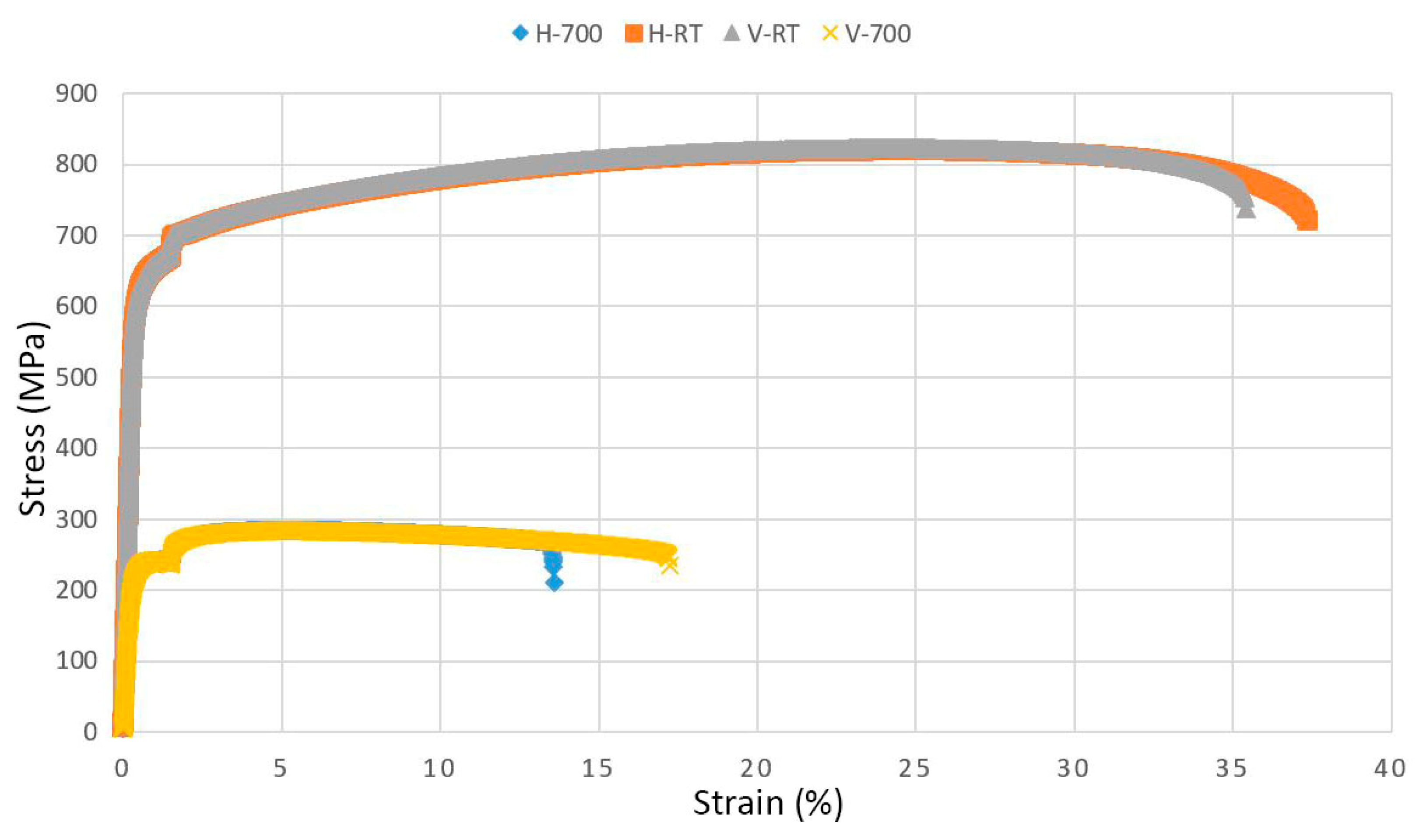
3.3. Tensile Properties
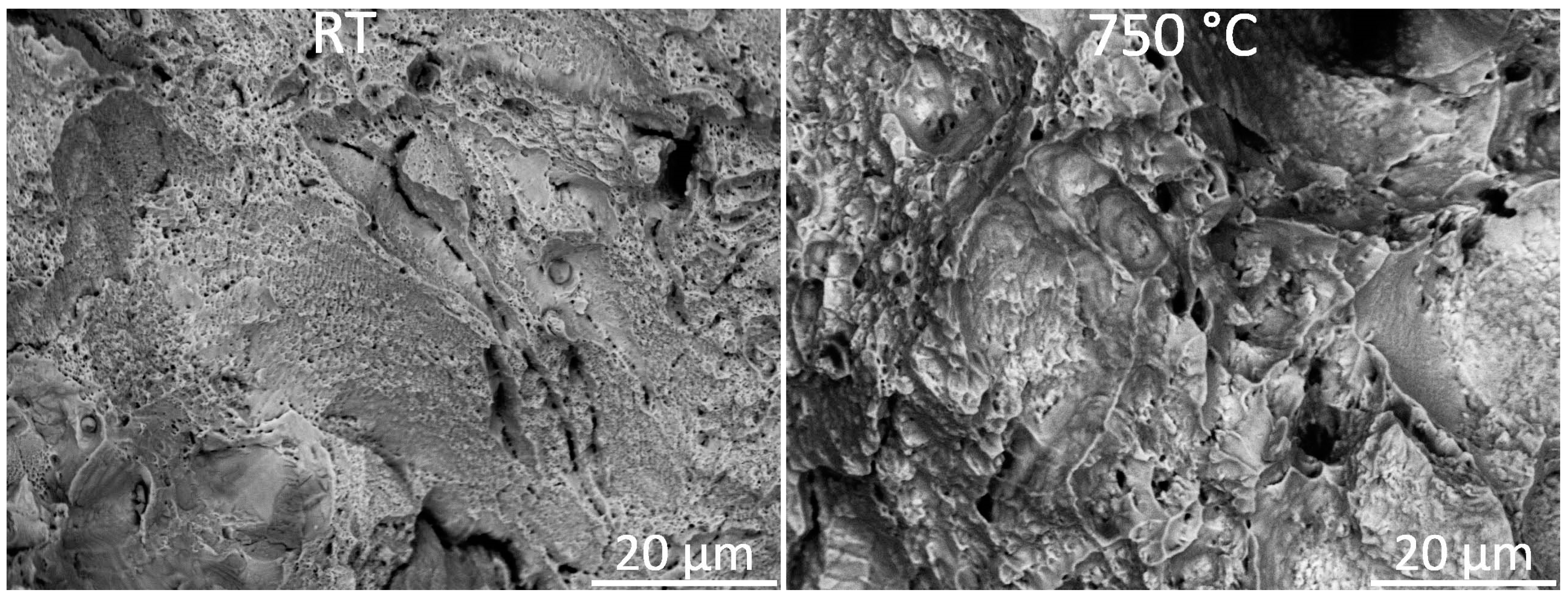
3.4. Fractography
4. Discussion
5. Conclusions
- The material with the best density was obtained using process parameter set no. 12, i.e., 200 W power, 800 mm/s scan speed, 30 µm layer thickness, and 0.12 mm hatch distance. The density for this process parameter set was 99.97%.
- The smallest max defect length was observed for process parameter set no. 5 (see Table 1).
- The finest grain size was obtained using process parameter set no. 20 (highest build rate out of 30 and 60 µm layer thickness).
- The highest hardness was obtained using process parameter set no. 7 (highest build rate out of 30 µm layer thickness).
- The ultimate tensile strength of LPBF-built 21-6-9 was 825 MPa, with an elongation at failure of 41%. At a temperature of 750 °C, the tensile strength was 284 MPa in UTS and 225 MPa, with an elongation at failure of 16%.
- No anisotropic behavior was observed between the vertical and horizontal directions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saeidi, K.; Neikter, M.; Olsén, J.; Shen, Z.J.; Akhtar, F. 316L stainless steel designed to withstand intermediate temperature. Mater. Des. 2017, 135, 1–8. [Google Scholar] [CrossRef]
- Goel, S.; Neikter, M.; Capek, J.; Polatidis, E.; Colliander, M.; Joshi, S.; Pederson, R. Residual stress determination by neutron diffraction in powder bed fusion-built Alloy 718: Influence of process parameters and post-treatment. Mater. Des. 2020, 195, 109045. [Google Scholar] [CrossRef]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser Powder Bed Fusion of Stainless Steel Grades: A Review. Metals 2019, 9, 731. [Google Scholar] [CrossRef] [Green Version]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Leicht, A.; Rashidi, M.; Klement, U.; Hryha, E. Effect of process parameters on the microstructure, tensile strength and productivity of 316L parts produced by laser powder bed fusion. Mater. Charact. 2020, 159, 110016. [Google Scholar] [CrossRef]
- Neikter, M. Microstructure and hydrogen embrittlement of additively manufactured Ti-6Al-4V. Ph.D. Thesis, Luleå University of Technology, Lulea, Sweden, 2019. [Google Scholar]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Sander, G.; Thomas, S.; Cruz, V.; Jurg, M.; Birbilis, N.; Gao, X.; Brameld, M.; Hutchinson, C. On The Corrosion and Metastable Pitting Characteristics of 316L Stainless Steel Produced by Selective Laser Melting. J. Electrochem. Soc. 2017, 164, C250–C257. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.-P.; Shin, G.-H.; Brochu, M.; Kim, Y.-J.; Yang, S.-S.; Kim, K.-T.; Yang, D.-Y.; Lee, C.-W.; Yu, J.-H. Densification Behavior of 316L Stainless Steel Parts Fabricated by Selective Laser Melting by Variation in Laser Energy Density. Mater. Trans. 2016, 57, 1952–1959. [Google Scholar] [CrossRef] [Green Version]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Fortunato, Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Proc. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Feichtinger, H.K.; Zheng, X. Powder metallurgy of high nitrogen steels. Powder Met. Int. 1990, 22, 7–10. [Google Scholar]
- Olson, D.L. Prediction of austenitic weld metal microstructure and properties. Weld. J. 1985, 64, 281s–295s. [Google Scholar]
- Simmons, J. Overview: High-nitrogen alloying of stainless steels. Mater. Sci. Eng. A 1996, 207, 159–169. [Google Scholar] [CrossRef]
- Larbalestier, D.C.; King, H.W. Austenitic stainless steels at cryogenic temperatures 1—Structural stability and magnetic properties. Cryogenics 1973, 13, 160–168. [Google Scholar] [CrossRef]
- Durante, M.; Lorin, C.; Lecrevisse, T.; Segreti, M.; Kirby, G.; Van Nugteren, J. Manufacturing of the EuCARD2 Roebel-based cos-theta coils at CEA Saclay. IEEE Trans. Appl. Supercond. 2020, 30, 1–5. [Google Scholar] [CrossRef]
- Walsh, R.P.; Radcliff, K.J.; Lu, J.; Han, K. The low temperature mechanical properties of a Nitronic 40 forging. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020. [Google Scholar]
- Fang, J.; Lu, S.; Wang, K.; Gu, Q.; Shang, S. Springback behaviors of high strength stainless steel tube after numerical control rotary draw bending. MS&E 2018, 423, 012184. [Google Scholar]
- Espy, R.H. Weldability of nitrogen-strengthened stainless steels. Eng. Digest. 1982, 43, 43. [Google Scholar]
- Alexander, D.J.; Goodwin, G.M. Thick-section weldments in 21-6-9 and 316LN stainless steel for fusion energy applications. J. Nucl. Mater. 1982, 191, 691–695. [Google Scholar]
- Wimpenny, D.I.; Pandey, P.M.; Kumar, L.J. Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017. [Google Scholar]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.-L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of laser power on defect, texture, and microstructure of a laser powder bed fusion processed 316L stainless steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Chen, W.; Yin, G.; Feng, Z.; Liao, X. Effect of powder feedstock on microstructure and mechanical properties of the 316L stainless steel fabricated by selective laser melting. Metals 2018, 8, 729. [Google Scholar] [CrossRef] [Green Version]
- Abràmoff, M.D.; Magalhães, P.J.; Ram, S.J. Image processing with Image. J. Biophoton. Int. 2004, 11, 36–42. [Google Scholar]
- Leicht, A. Laser Powder Bed Fusion of 316L Stainless Steel—Microstructure and Mechanical Properties as a Function of Process Parameters, Design and Productivity. Ph. D. Thesis, Chalmers University of Technology, Göteborg, Sweden, 2020. [Google Scholar]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Neikter, M.; Huang, A.; Wu, X. Microstructural characterization of binary microstructure pattern in selective laser-melted Ti-6Al-4V. Int. J. Adv. Manufact. Technol. 2019, 104, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Kamath, C.; El-Dasher, B.; Gallegos, G.F.; King, W.E.; Sisto, A. Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. Int. J. Adv. Manuf. Technol. 2014, 74, 65–78. [Google Scholar] [CrossRef] [Green Version]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Torres, S.G.; Henshall, G.A. Tensile Properties of 21-6-9 Stainless Steel at Elevated Temperatures; Technical report; Lawrence Livermore National Lab: Livermore, CA, USA, 1993. [Google Scholar]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Dryepondt, S.; Nandwana, P.; Fernandez-Zelaia, P.; List III, F. Microstructure and high temperature tensile properties of 316L fabricated by laser powder-bed fusion. Add. Manufac. 2021, 37, 101723. [Google Scholar]
- Hong, S.; Lee, S. The tensile and low-cycle fatigue behavior of cold worked 316L stainless steel: Influence of dynamic strain aging. Int. J. Fatigue 2004, 26, 899–910. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.; Ye, J.; Calta, N.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2017, 17, 63–71. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Choudhary, B.K. Influence of Strain Rate and Temperature on Tensile Deformation and Fracture Behavior of Type 316L(N) Austenitic Stainless Steel. Met. Mater. Trans. A 2013, 45, 302–316. [Google Scholar] [CrossRef]
- Kondisetti, K.R.; Kondisetti, D. Influence of Temperature on Tensile Properties and Fracture Behavior of High Strength Stainless Steel. IRJET 2019, 6, 4758–4764. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample no. | Laser Power (W) | Scan Speed (mm/s) | Layer Thickness (μm) | Hatch Distance (mm) | Line Energy (J/mm) | Energy Density (J/mm3) | Build Rate (mm3/s) |
|---|---|---|---|---|---|---|---|
| 1 | 180 | 700 | 30 | 0.10 | 0.257 | 85.71 | 2.1 |
| 2 | 300 | 700 | 30 | 0.10 | 0.429 | 142.86 | 2.1 |
| 3 | 180 | 900 | 30 | 0.10 | 0.200 | 66.67 | 2.7 |
| 4 | 300 | 900 | 30 | 0.10 | 0.333 | 111.11 | 2.7 |
| 5 | 180 | 700 | 30 | 0.14 | 0.257 | 61.22 | 2.9 |
| 6 | 300 | 700 | 30 | 0.14 | 0.429 | 102.04 | 2.9 |
| 7 | 180 | 900 | 30 | 0.14 | 0.200 | 47.62 | 3.8 |
| 8 | 300 | 900 | 30 | 0.14 | 0.333 | 79.37 | 3.8 |
| 9 | 240 | 800 | 30 | 0.12 | 0.300 | 83.33 | 2.9 |
| 10 | 240 | 800 | 30 | 0.12 | 0.300 | 83.33 | 2.9 |
| 11 | 240 | 800 | 30 | 0.12 | 0.300 | 83.33 | 2.9 |
| 12 | 200 | 800 | 30 | 0.12 | 0.250 | 69.44 | 2.9 |
| 13 | 180 | 700 | 60 | 0.10 | 0.257 | 42.86 | 4.2 |
| 14 | 300 | 700 | 60 | 0.10 | 0.429 | 71.43 | 4.2 |
| 15 | 180 | 900 | 60 | 0.10 | 0.200 | 33.33 | 5.4 |
| 16 | 300 | 900 | 60 | 0.10 | 0.333 | 55.56 | 5.4 |
| 17 | 180 | 700 | 60 | 0.14 | 0.257 | 30.61 | 5.9 |
| 18 | 300 | 700 | 60 | 0.14 | 0.429 | 51.02 | 5.9 |
| 19 | 180 | 900 | 60 | 0.14 | 0.200 | 23.81 | 7.6 |
| 20 | 300 | 900 | 60 | 0.14 | 0.333 | 39.68 | 7.6 |
| 21 | 240 | 800 | 60 | 0.12 | 0.300 | 41.67 | 5.8 |
| 22 | 240 | 800 | 60 | 0.12 | 0.300 | 41.67 | 5.8 |
| 23 | 240 | 800 | 60 | 0.12 | 0.300 | 41.67 | 5.8 |
| 24 | 275 | 700 | 60 | 0.12 | 0.393 | 54.56 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neikter, M.; Edin, E.; Proper, S.; Bhaskar, P.; Nekkalapudi, G.K.; Linde, O.; Hansson, T.; Pederson, R. Tensile Properties of 21-6-9 Austenitic Stainless Steel Built Using Laser Powder-Bed Fusion. Materials 2021, 14, 4280. https://doi.org/10.3390/ma14154280
Neikter M, Edin E, Proper S, Bhaskar P, Nekkalapudi GK, Linde O, Hansson T, Pederson R. Tensile Properties of 21-6-9 Austenitic Stainless Steel Built Using Laser Powder-Bed Fusion. Materials. 2021; 14(15):4280. https://doi.org/10.3390/ma14154280
Chicago/Turabian StyleNeikter, Magnus, Emil Edin, Sebastian Proper, Phavan Bhaskar, Gopi Krishna Nekkalapudi, Oscar Linde, Thomas Hansson, and Robert Pederson. 2021. "Tensile Properties of 21-6-9 Austenitic Stainless Steel Built Using Laser Powder-Bed Fusion" Materials 14, no. 15: 4280. https://doi.org/10.3390/ma14154280
APA StyleNeikter, M., Edin, E., Proper, S., Bhaskar, P., Nekkalapudi, G. K., Linde, O., Hansson, T., & Pederson, R. (2021). Tensile Properties of 21-6-9 Austenitic Stainless Steel Built Using Laser Powder-Bed Fusion. Materials, 14(15), 4280. https://doi.org/10.3390/ma14154280