
Life Cycle Assessment of Sustainable Asphalt Pavement Solutions Involving Recycled Aggregates and Polymers

 ,
, 
 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Objective and Research Approach
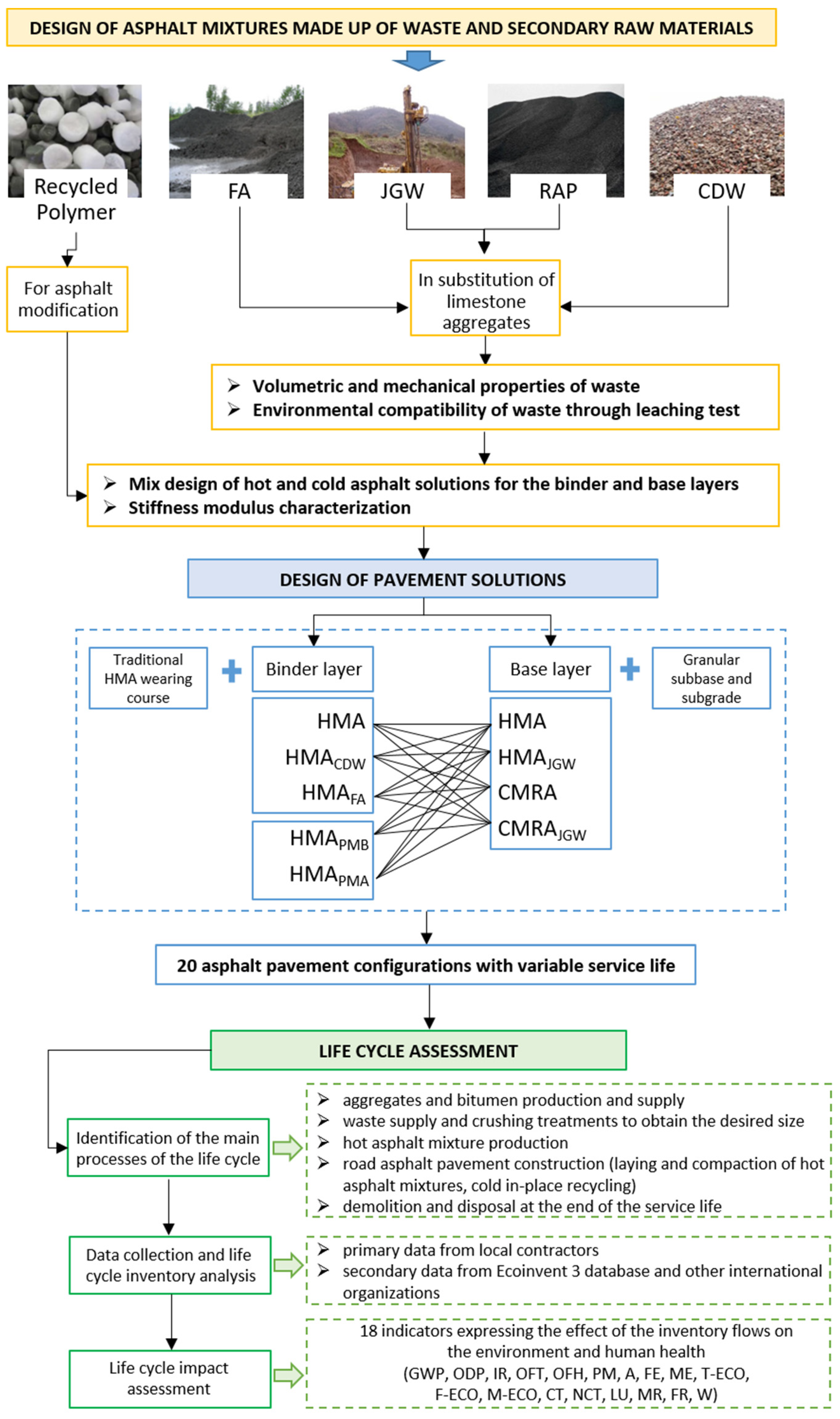
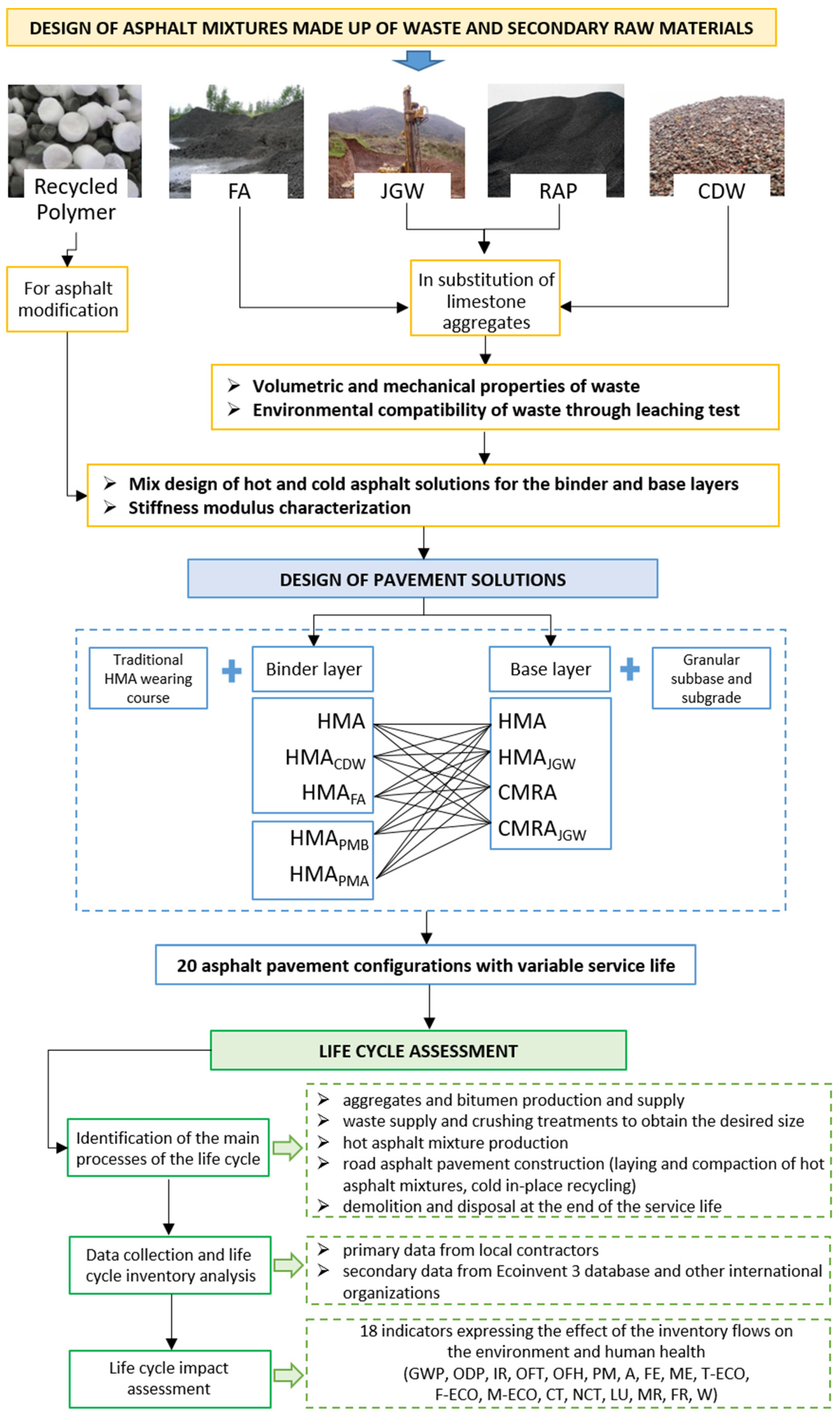
- Step 1. A total of four marginal materials were investigated and reused in substitution of natural aggregates and fillers: CDW (the waste produced during the demolition of concrete structures), FA (the residue of coal combustion in thermoelectric power plants), RAP, and JGW (the waste produced during jetting operations for soil consolidation). In addition, commercially produced recycled plastic pellets were adopted for the modification of hot asphalt mixtures. Subsequently, nine asphalt mixtures were designed through laboratory studies: Five for the binder layer (HMA, the traditional asphalt mixture, two hot mix asphalts made up of recycled aggregates, HMACDW HMAFA, and two modified hot mix asphalts, HMAPMB and HMAPMA, respectively manufactured through wet and dry modification processes) and four for the base layer (HMA; HMAJGW, CMRA, and CMRAJGW). The stiffness modulus of the designed road asphalt mixtures was then assessed through an indirect tensile test (EN 12697-26—Annex C).
- Step 2. The above-mentioned asphalt mixtures were adopted for the design of asphalt pavement solutions assuming the linear elastic multilayer deriving from Boussinesq theory as the structural model of the pavement, where each layer is characterized by a seasonal stiffness modulus and Poisson’s ratio, for the calculation of the stress–strain state to predict the service life in compliance with the fatigue damage and rutting accumulation laws.
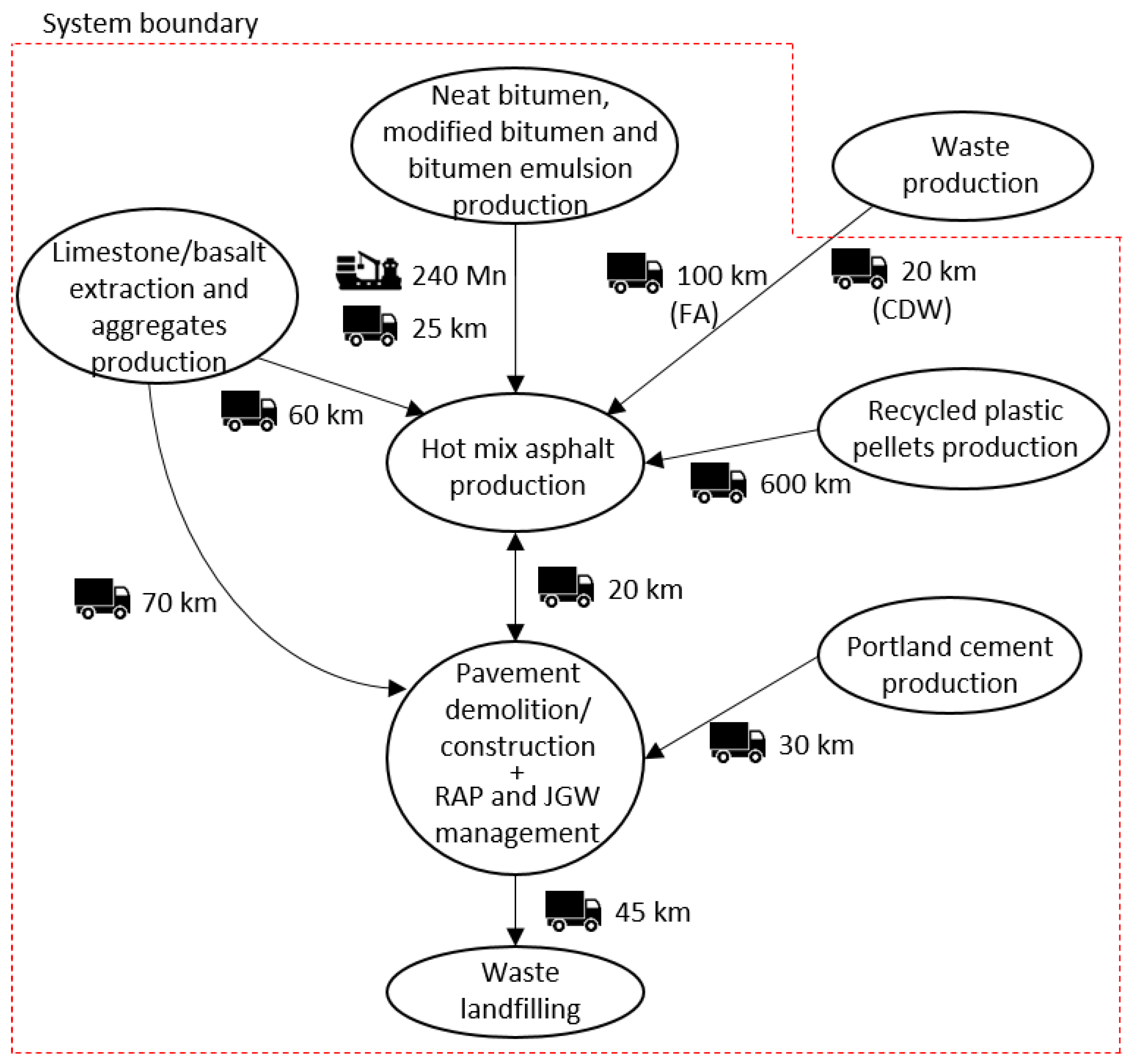
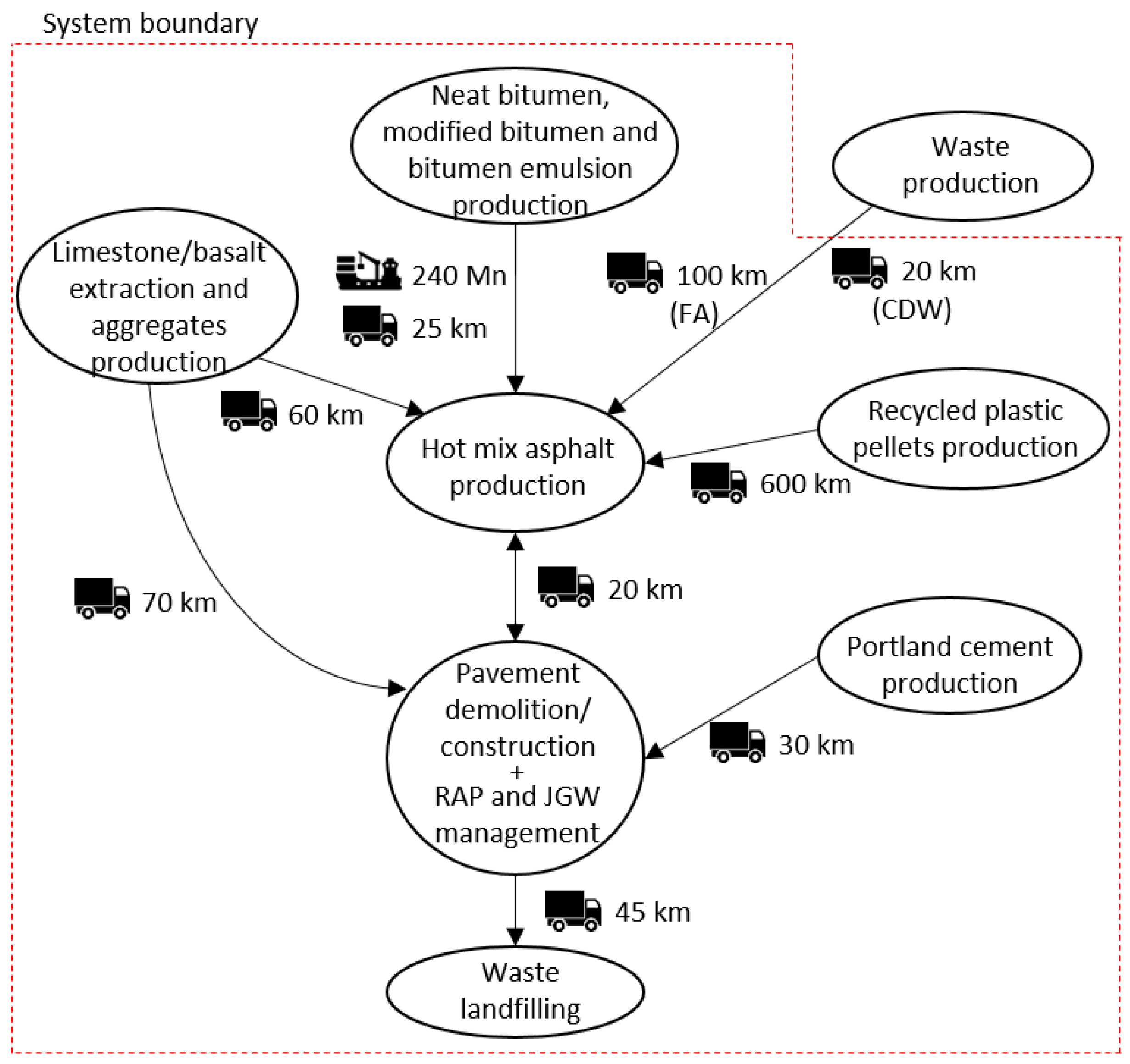
- Step 3. LCA methodology was applied to a one-kilometer road section paved with the designed asphalt solutions. Inventory flows were calculated for all phases of the life cycle, starting with the production of virgin materials (natural aggregates and binders), the supply and treatments of the mentioned waste (CDW, RAP, JGW, and FA), the production of recycled polymer pellets, until the production and laying of asphalt mixtures and disposal of the road pavement at the end of the service life. An impact assessment was performed according to ReCiPe methodology, which converted the inventory flows (emissions of hazardous substances, consumption of natural resources, and waste production) into 18 impact category indicators.
3. Materials and Methods
3.1. Natural and Recycled Aggregates
- RAP was milled from the existing deteriorated asphalt pavement’s wearing and binder layers and reused as a recycled coarse aggregate directly in the same construction site without any additional crushing actions. In particular, given the high Los Angeles value (see Table 1), namely the aggregate toughness and abrasion resistance, it was used as a coarse aggregate substitute in the base layer, which is less affected by traffic wearing actions.
- CDW was supplied to the asphalt plant from a distance of 20 km and then milled until an aggregate distribution was reached that entirely passed at a 0.063 mm sieve size. Looking at the results presented in Table 1, the CDW filler has a sand equivalent value very similar to the limestone’s; in addition, the Rigden voids value of the CDW suggests higher optimum bitumen content and higher stiffness of the optimized mixture. Therefore, it was selected to substitute limestone filler in the binder layer.
- FA resulted from a thermoelectric power plant after a coal combustion process and was supplied to the asphalt plant located 100 km away; its particle size range was between 10 and 100 µm, therefore it was reused as a substitute for natural fillers without additional size reduction actions. The highest sand equivalent value (see Table 1) indicates the absence of almost any organic material, which complies with the nature of combusted particles and makes FA a high-quality fine aggregate to be used in the binder layer.
- JGW is initially produced as a spoil of water, soil, and cement after high-pressure injection for ground consolidation works; once it dries out, it is either supplied to the asphalt plant (that is 20 km away from the JGW production site) or cold-mixed with RAP directly onsite and milled for 2 h until the filler size is obtained. The physical properties shown in Table 1, in particular the higher Rigden voids value than that of the limestone filler, suggest its potential to enhance the stiffness of the mixture.
3.2. Binders
3.3. Recycled Plastic Pellets for Asphalt Mixture Modification
3.4. Design of Asphalt Mixtures
- Asphalt specimens are compacted using giratory compaction at 180 revolutions with cement content in the range of 0.5–1.5 wt.% and water content in the range of 4–6 wt.%
- Optimum cement and water content are selected in correspondence with maximum specific gravity.
- Asphalt specimens at the optimum cement and water content are compacted using giratory compaction at 180 revolutions with bitumen emulsion content in the range of 3–6 wt.%
- Optimum bitumen emulsion content is in correspondence with the closest specific gravity to that of the reference HMA (2.50 g/cm3).
3.5. Stiffness Modulus Characterization
3.6. Design of Pavement Solutions
4. Life Cycle Assessment
4.1. Goal and Scope Definition Phase
4.2. System Description and Data Collection
4.2.1. Natural Aggregates Production
4.2.2. Management and Supply of CDW, JGW, FA and RAP
4.2.3. Bituminous Binders Production and Supply
4.2.4. Cement Production and Supply
4.2.5. Recycled Polymer Pellets Production
4.2.6. Hot Mix Asphalt Production
4.2.7. Pavement Construction
4.2.8. Demolition and Disposal to Landfill
4.2.9. Transportation Phases
4.3. Life Cycle Impact Assessment
5. Results
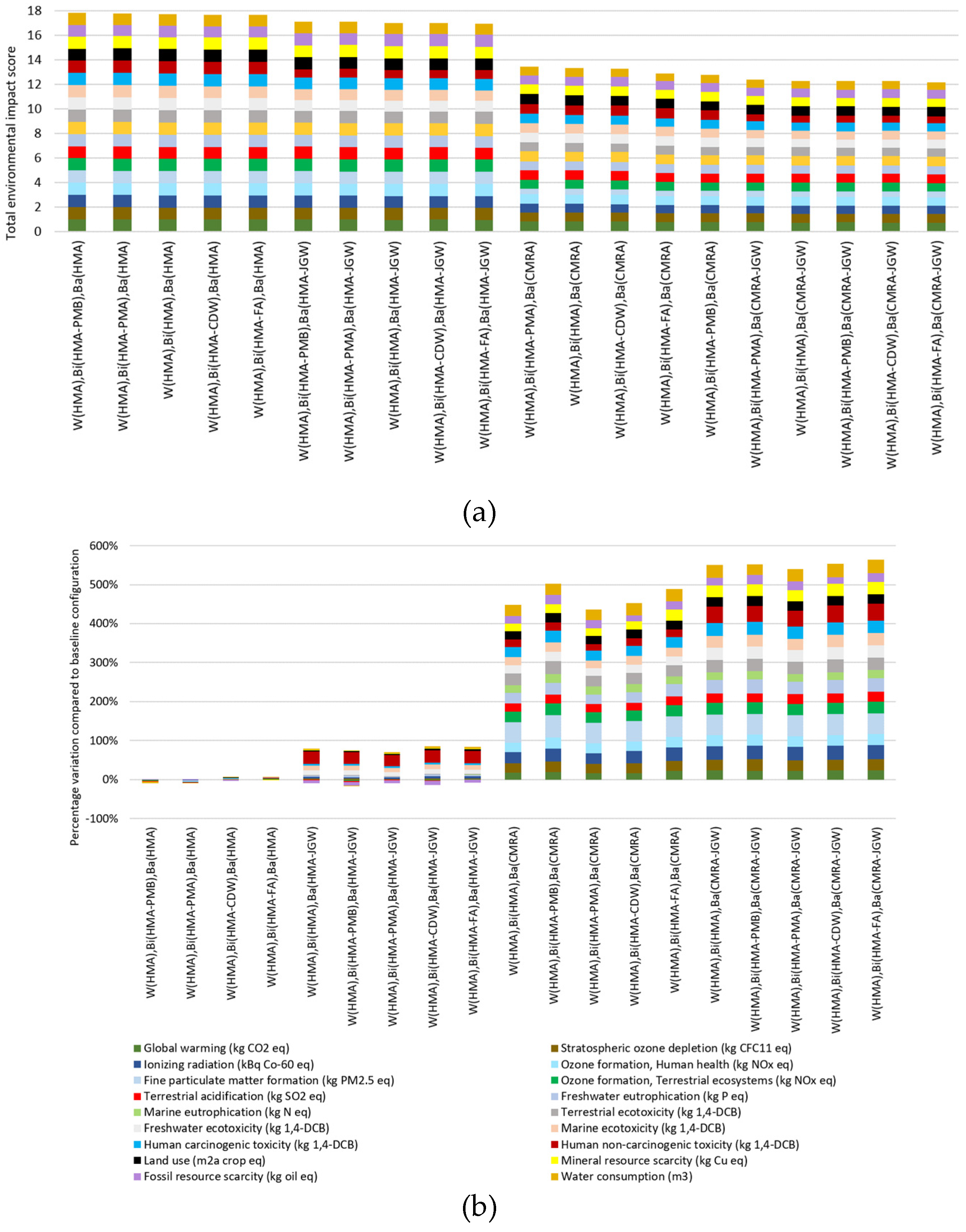
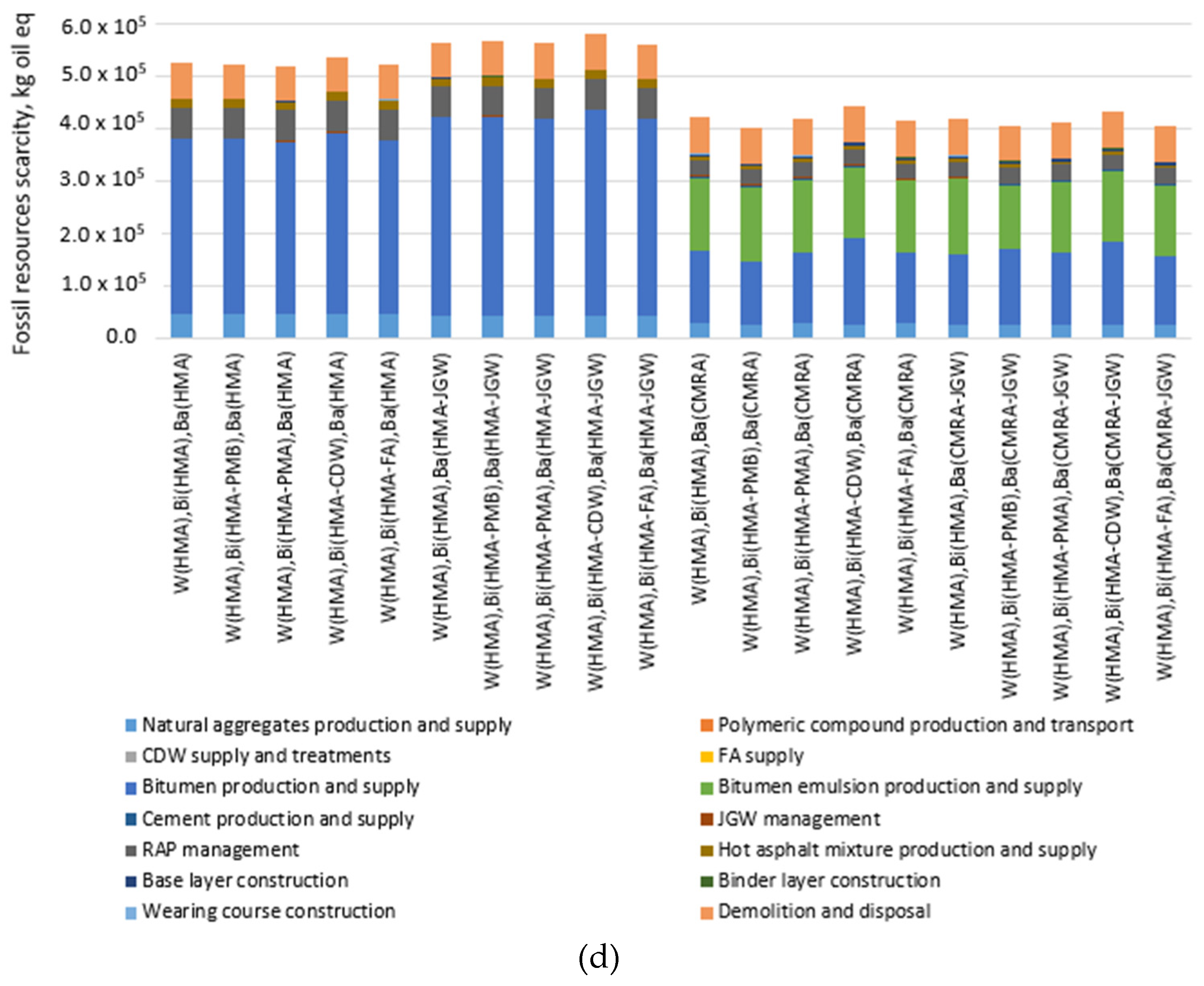
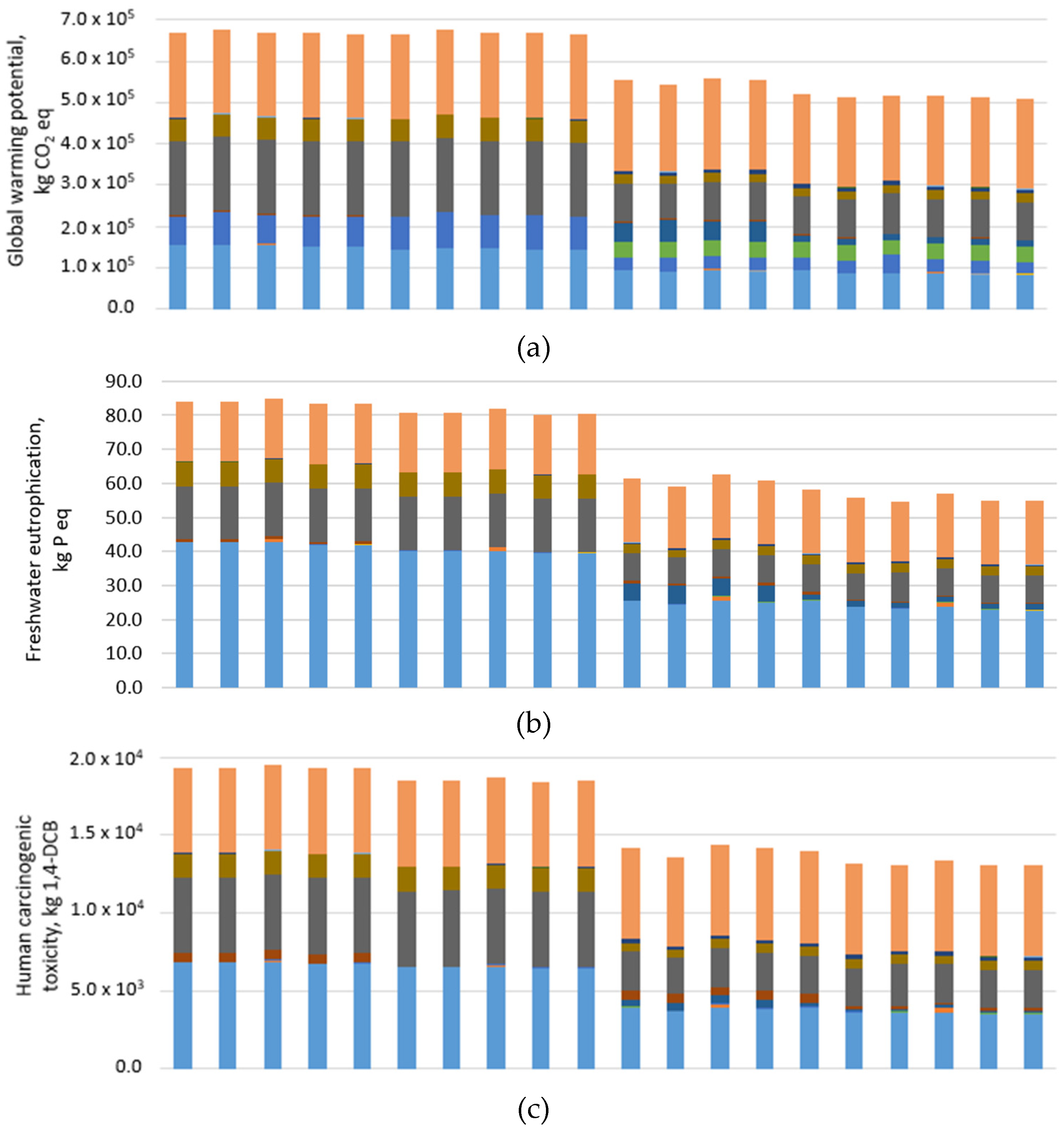
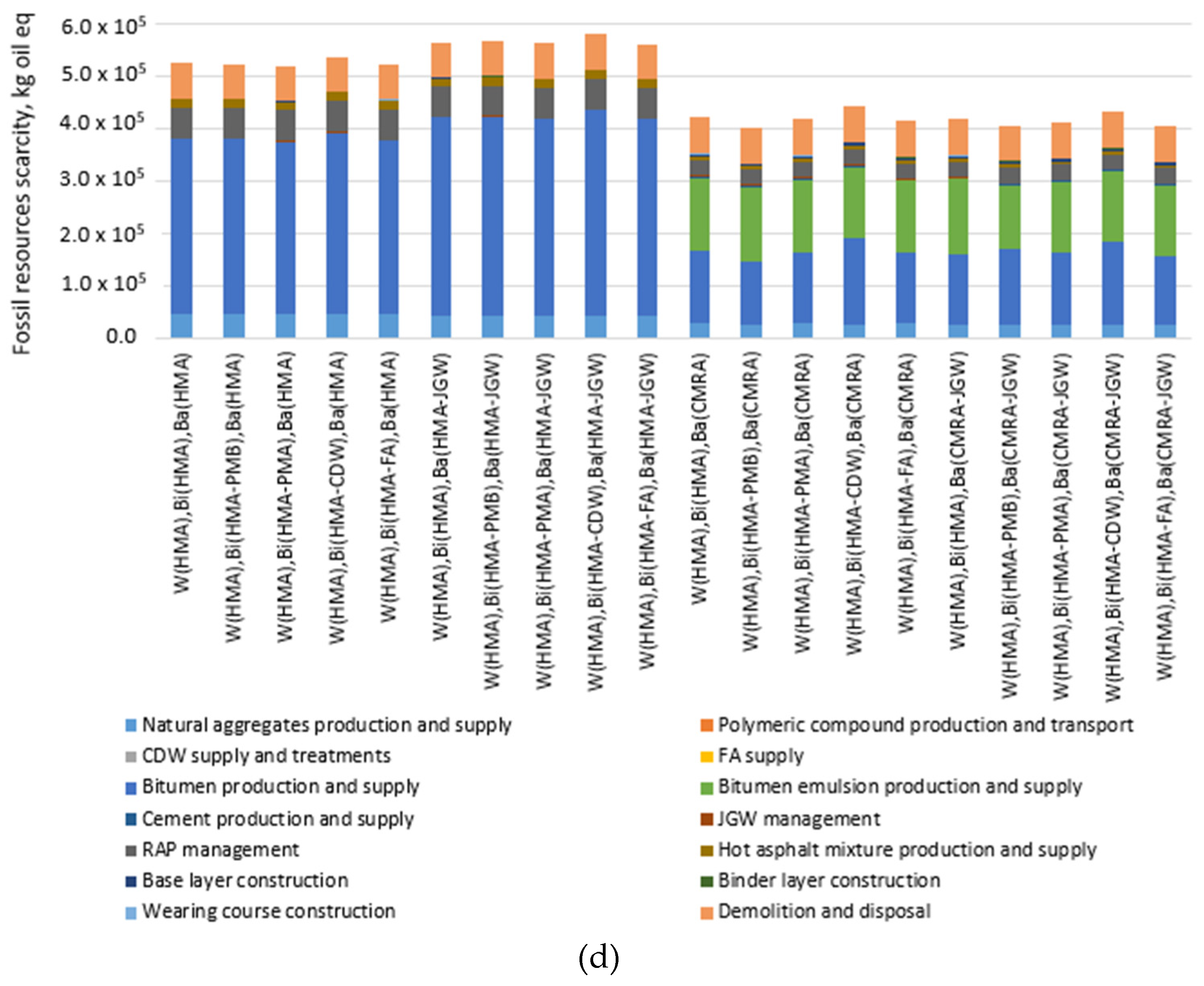
- The values of GWP, TECO, and CT are linked respectively to the emissions to air of greenhouse gases (CO2, CH4, N2O), the emissions to the soil of nitrogen and phosphorous compounds, and the emissions to air of PAH and particulate matter. The sum of the inventory flows of aggregates’ production and supply and asphalt waste landfilling (RAP management and disposal of the asphalt pavement at the end of the service life) made up 77%, 88, and 89% of the total GWP, TECO, and CT, respectively (averaged on all the pavement configurations). On the contrary, the FR indicator was mainly affected by the bitumen production and transportation process (65% of total FR for the pavement configurations with HMA and HMAJGW base layer, 33% of total FR for those with CMRA and CMRAJGW base layer) since both the energy resources and the raw material have fossil origin.
- Comparing the pavement configurations made up with hot asphalt mixtures only, the GWP (see Figure 4a) shows the lowest variation between the alternatives; in particular, the solution that minimizes the GWP is the one that combines the HMAFA binder with the HMAJGW base layer, which saves around 10 t CO2 eq in the phase of aggregates’ production and supply (6% lower amount of natural filler), 8.3 t CO2 eq during the bitumen production and supply (0.25% lower OBC), and 2.9 t CO2 eq during the JGW management phase (around 200 t of JGW are reused in the HMAJGW base layer) compared to the traditional HMA configuration (−0.5% globally on the life cycle). Looking at the corresponding inventory flows, the best performance of the HMAFA-HMAJGW pavement configuration is achieved in terms of CH4 emissions during natural filler production, passing from 320 kg for the traditional HMA pavement to 295 kg (−8% compared to those of the traditional HMA pavement).
6. Discussions
7. Conclusions
- CDW recycling into an HMACDW binder layer gives considerable benefits in terms of water consumption reduction during natural aggregates production, lower emissions of PAH and chlorofluorocarbons to air, as well as lower emissions of phosphorous compounds emitted to water compared to a traditional HMA binder layer. As for the HMAFA binder layer, it adds even more benefits to the overall environmental impact in terms of lower OBC (−0.25% compared to that of HMA binder), which mainly affects the consumption of fossil resources and the global warming indicator;
- The wet (HMAPMB) and dry (HMAPMA) modification of asphalt mixtures entails additional environmental burdens compared to the traditional HMA binder; nevertheless, the HMAPMA lowers the human carcinogenic toxicity through the reduction of particulate matter and polycyclic aromatic hydrocarbons emitted during the recycling and production of plastic pellets compared to industrial modification of bitumen with virgin polymers;
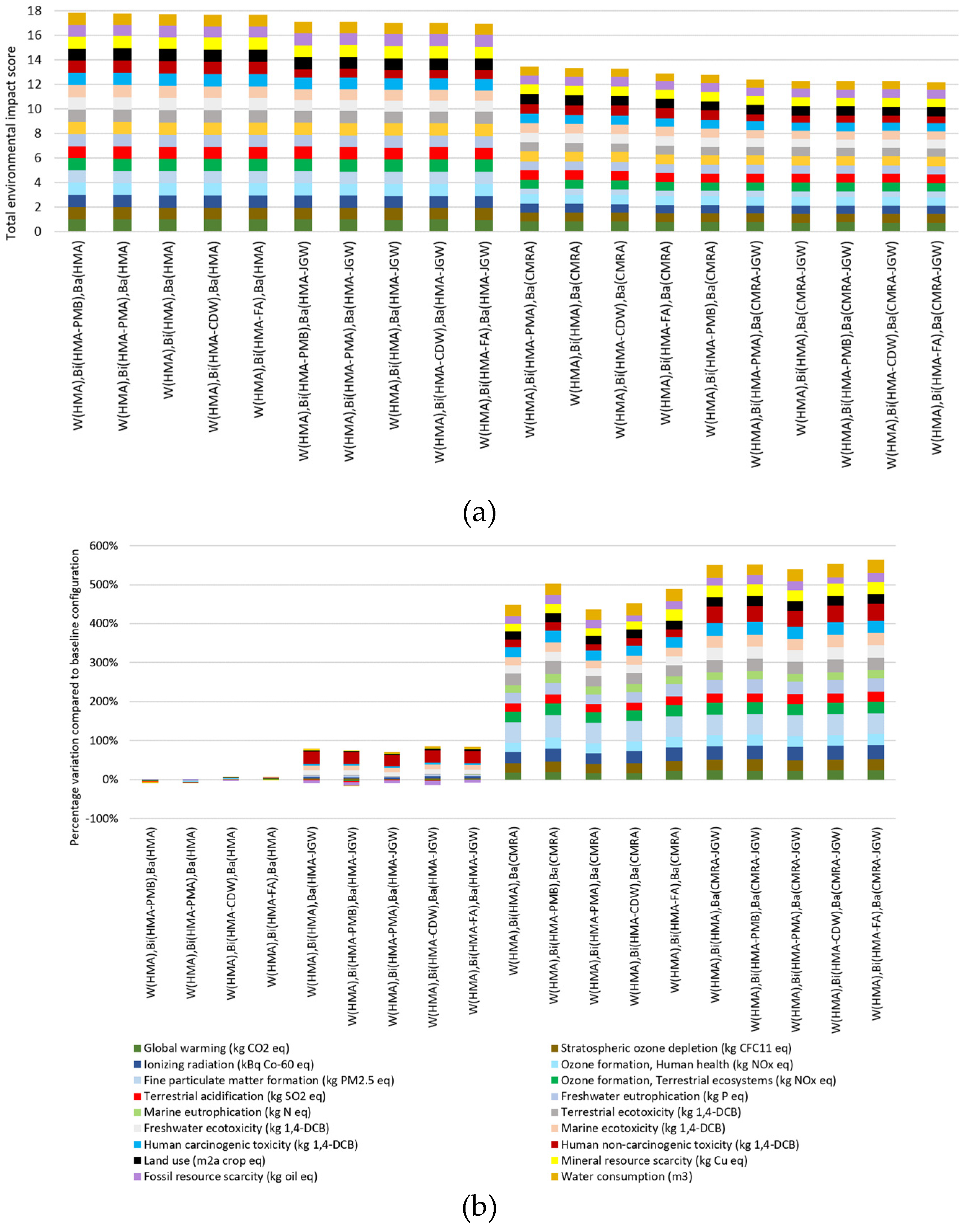
- The main source of variability of the overall environmental impact was the adoption of the cold in-place recycling technology for the construction of the base layer, which lowered all the impact category indicators on average: −26% for CMRA versus the HMA base layer, and −31% and −28% for CMRAJGW versus the HMA and HMAJGW base layer, respectively. In particular, the substitution of natural aggregates with RAP lowers the emissions in water in terms of nitrogen and phosphorous compounds emitted during natural aggregates’ production and supply to the asphalt plant;
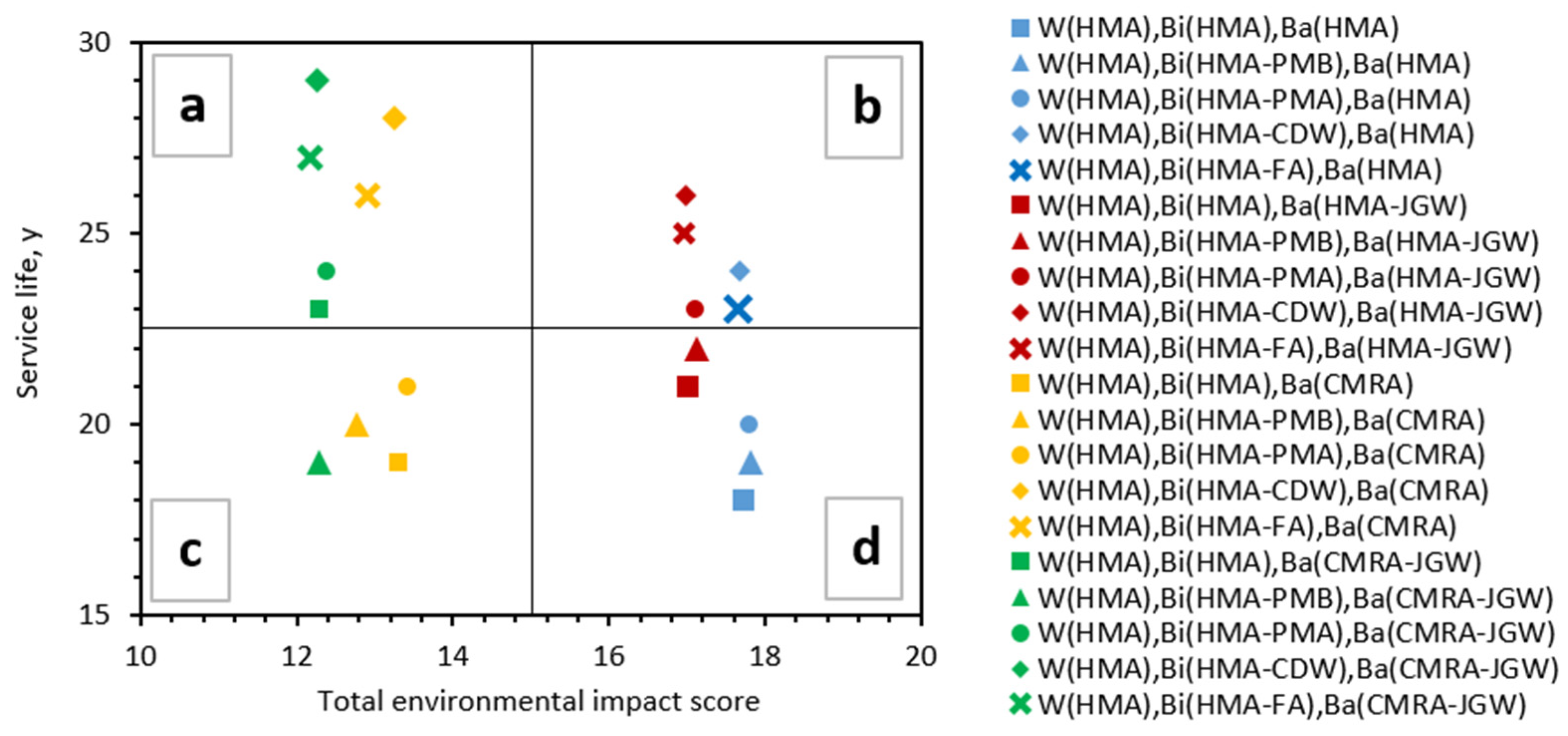
- The asphalt materials that showed the best synergy between the minimization of environmental impacts and maximization of the service life of the pavement solutions were the HMACDW/HMAFA combined with the cold base layers CMRA/CMRAJGW, increasing the service life of a traditional HMA stratigraphy by 8 years for the HMAFA-CMRA solution, and up to 11 years for the HMACDW-CMRAJGW solution.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
References
- Hák, T.; Janoušková, S.; Moldan, B. Sustainable Development Goals: A need for relevant indicators. Ecol. Indic. 2016, 60, 565–573. [Google Scholar] [CrossRef]
- Radević, A.; Đureković, A.; Zakić, D.; Mladenović, G. Effects of recycled concrete aggregate on stiffness and rutting resistance of asphalt concrete. Constr. Build. Mater. 2017, 136, 386–393. [Google Scholar] [CrossRef]
- Zou, G.; Zhang, J.; Liu, X.; Lin, Y.; Yu, H. Design and performance of emulsified asphalt mixtures containing construction and demolition waste. Constr. Build. Mater. 2020, 239, 117846. [Google Scholar] [CrossRef]
- Andrzejuk, W.; Barnat-Hunek, D.; Siddique, R.; Zegardło, B.; Łagód, G. Application of recycled ceramic aggregates for the production of mineral-asphalt mixtures. Materials 2018, 11, 658. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, Q.; Qian, Z.; Hu, J.; Zheng, D. Evaluation of Stone Mastic Asphalt Containing Ceramic Waste Aggregate for Cooling Asphalt Pavement. Materials 2020, 13, 2964. [Google Scholar] [CrossRef]
- Liu, K.; Fu, C.; Xu, P.; Li, S.; Huang, M. An eco-friendliness inductive asphalt mixture comprising waste steel shavings and waste ferrites. J. Clean. Prod. 2021, 283, 124639. [Google Scholar] [CrossRef]
- Ziari, H.; Aliha, M.R.M.; Moniri, A.; Saghafi, Y. Crack resistance of hot mix asphalt containing different percentages of reclaimed asphalt pavement and glass fiber. Constr. Build. Mater. 2020, 230, 117015. [Google Scholar] [CrossRef]
- Veropalumbo, R.; Russo, F.; Oreto, C.; Biancardo, S.A.; Zhang, W.; Viscione, N. Verifying laboratory measurement of the performance of hot asphalt mastics containing plastic waste. Measurement 2021, 180, 109587. [Google Scholar] [CrossRef]
- Veropalumbo, R.; Russo, F.; Viscione, N.; Biancardo, S.A.; Oreto, C. Investigating the rheological properties of hot bituminous mastics made up using plastic waste materials as filler. Constr. Build. Mater. 2021, 270, 121394. [Google Scholar] [CrossRef]
- Fareed, A.; Zaidi, S.B.A.; Ahmad, N.; Hafeez, I.; Ali, A.; Ahmad, M.F. Use of agricultural waste ashes in asphalt binder and mixture: A sustainable solution to waste management. Constr. Build. Mater. 2020, 259, 120575. [Google Scholar] [CrossRef]
- Lv, S.; Hu, L.; Xia, C.; Cabrera, M.B.; Guo, Y.; Liu, C.; You, L. Recycling fish scale powder in improving the performance of asphalt: A sustainable utilization of fish scale waste in asphalt. J. Clean. Prod. 2021, 288, 125682. [Google Scholar] [CrossRef]
- Russo, F.; Veropalumbo, R.; Biancardo, S.A.; Oreto, C.; Scherillo, F.; Viscione, N. Reusing Jet Grouting Waste as Filler for Road Asphalt Mixtures of Base Layers. Materials 2021, 14, 3200. [Google Scholar] [CrossRef]
- Veropalumbo, R.; Viscione, N.; Russo, F. Rheological and mechanical properties of HMA containing fly ashes as alternative filler. In Proceedings of the International Symposium on Asphalt Pavement & Environment 2019, Padua, Italy, 11–13 September 2019; Springer: Cham, Switzerland, 2019; pp. 88–97. [Google Scholar]
- Choudhary, J.; Kumar, B.; Gupta, A. Evaluation of engineering, economic and environmental suitability of waste filler incorporated asphalt mixes and pavements. Road Mater. Pavement Des. 2021, 22 (Suppl. 1), S624–S640. [Google Scholar] [CrossRef]
- Simone, A.; Mazzotta, F.; Eskandarsefat, S.; Sangiorgi, C.; Vignali, V.; Lantieri, C.; Dondi, G. Experimental application of waste glass powder filler in recycled dense-graded asphalt mixtures. Road Mater. Pavement Des. 2019, 20, 592–607. [Google Scholar] [CrossRef] [Green Version]
- Sun, D.; Lu, T.; Xiao, F.; Zhu, X.; Sun, G. Formulation and aging resistance of modified bio-asphalt containing high percentage of waste cooking oil residues. J. Clean. Prod. 2017, 161, 1203–1214. [Google Scholar] [CrossRef]
- Oldham, D.; Rajib, A.; Dandamudi, K.P.R.; Liu, Y.; Deng, S.; Fini, E.H. Transesterification of Waste Cooking Oil to Produce A Sustainable Rejuvenator for Aged Asphalt. Resour. Conserv. Recycl. 2021, 168, 105297. [Google Scholar] [CrossRef]
- Huang, J.; Kumar, G.S.; Sun, Y. Evaluation of workability and mechanical properties of asphalt binder and mixture modified with waste toner. Constr. Build. Mater. 2021, 276, 122230. [Google Scholar] [CrossRef]
- Yan, K.; Chen, J.; You, L.; Tian, S. Characteristics of compound asphalt modified by waste tire rubber (WTR) and ethylene vinyl acetate (EVA): Conventional, rheological, and microstructural properties. J. Clean. Prod. 2020, 258, 120732. [Google Scholar] [CrossRef]
- Wang, W.; Cheng, Y.; Ma, G.; Tan, G.; Sun, X.; Yang, S. Further investigation on damage model of eco-friendly basalt fiber modified asphalt mixture under freeze-thaw cycles. Appl. Sci. 2019, 9, 60. [Google Scholar] [CrossRef] [Green Version]
- Guatimosim, F.V.; Vasconcelos, K.L.; Bernucci, L.L.; Jenkins, K.J. Laboratory and field evaluation of cold recycling mixture with foamed asphalt. Road Mater. Pavement Des. 2018, 19, 385–399. [Google Scholar] [CrossRef]
- Flores, G.; Gallego, J.; Miranda, L.; Marcobal, J.R. Cold asphalt mix with emulsion and 100% rap: Compaction energy and influence of emulsion and cement content. Constr. Build. Mater. 2020, 250, 118804. [Google Scholar] [CrossRef]
- Chelelgo, K.; C Abiero Gariy, Z.; Muse Shitote, S. Laboratory Mix Design of Cold Bitumen Emulsion Mixtures Incorporating Reclaimed Asphalt and Virgin Aggregates. Buildings 2018, 8, 177. [Google Scholar] [CrossRef] [Green Version]
- Lin, J.; Hong, J.; Xiao, Y. Dynamic characteristics of 100% cold recycled asphalt mixture using asphalt emulsion and cement. J. Clean. Prod. 2017, 156, 337–344. [Google Scholar] [CrossRef]
- Watson, R.; Abbassi, B.; Abu-Hamatteh, Z.S. Life cycle analysis of concrete and asphalt used in road pavements. Environ. Eng. Res. 2020, 25, 52–61. [Google Scholar] [CrossRef]
- Araújo, J.P.C.; Oliveira, J.R.; Silva, H.M. The importance of the use phase on the LCA of environmentally friendly solutions for asphalt road pavements. Transp. Res. Part D Transp. Environ. 2014, 32, 97–110. [Google Scholar] [CrossRef] [Green Version]
- Biancardo, S.A.; Abbondati, F.; Russo, F.; Veropalumbo, R.; Dell’Acqua, G. A Broad-Based Decision-Making Procedure for Runway Friction Decay Analysis in Maintenance Operations. Sustainability 2020, 12, 3516. [Google Scholar] [CrossRef]
- Zhou, X.; Moghaddam, T.B.; Chen, M.; Wu, S.; Adhikari, S.; Xu, S.; Yang, C. Life Cycle Assessment of Biochar Modified Bioasphalt Derived from Biomass. ACS Sustain. Chem. Eng. 2020, 8, 14568–14575. [Google Scholar] [CrossRef]
- Oreto, C.; Veropalumbo, R.; Viscione, N.; Biancardo, S.A.; Russo, F. Investigating the environmental impacts and engineering performance of road asphalt pavement mixtures made up of jet grouting waste and reclaimed asphalt pavement. Environ. Res. 2021, 198, 111277. [Google Scholar] [CrossRef]
- Santos, J.; Bressi, S.; Cerezo, V.; Presti, D.L.; Dauvergne, M. Life cycle assessment of low temperature asphalt mixtures for road pavement surfaces: A comparative analysis. Resour. Conserv. Recycl. 2018, 138, 283–297. [Google Scholar] [CrossRef] [Green Version]
- Zheng, M.; Chen, W.; Ding, X.; Zhang, W.; Yu, S. Comprehensive Life Cycle Environmental Assessment of Preventive Maintenance Techniques for Asphalt Pavement. Sustainability 2021, 13, 4887. [Google Scholar] [CrossRef]
- Yang, R.; Ozer, H.; Kang, S.; Al-Qadi, I.L. Environmental impacts of producing asphalt mixtures with varying degrees of recycled asphalt materials. In Proceedings of the International Symposium on Pavement LCA 2014, Davis, CA, USA, 14–16 October 2014; pp. 14–16. [Google Scholar]
- Zhang, X.; Zhang, K.; Wu, C.; Liu, K.; Jiang, K. Preparation of bio-oil and its application in asphalt modification and rejuvenation: A review of the properties, practical application and life cycle assessment. Constr. Build. Mater. 2020, 262, 120528. [Google Scholar] [CrossRef]
- Praticò, F.G.; Giunta, M.; Mistretta, M.; Gulotta, T.M. Energy and environmental life cycle assessment of sustainable pavement materials and technologies for urban roads. Sustainability 2020, 12, 704. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Piloneta, M.; Terrados-Cristos, M.; Álvarez-Cabal, J.V.; Vergara-González, E. Comprehensive Analysis of Steel Slag as Aggregate for Road Construction: Experimental Testing and Environmental Impact Assessment. Materials 2021, 14, 3587. [Google Scholar] [CrossRef]
- Russo, F.; Biancardo, S.A.; Formisano, A.; Dell’Acqua, G. Predicting percent air voids content in compacted bituminous hot mixture specimens by varying the energy laboratory compaction and the bulk density assessment method. Constr. Build. Mater. 2018, 164, 508–524. [Google Scholar] [CrossRef]
- American Association of State Highway and Transportation Officials (AASHTO). Guide for Design of Pavement Structures; AASHTO: Washington, DC, USA, 1993. [Google Scholar]
- Asphalt Institute. Thickness Design Manual; Research Report 82-2; Asphalt Institute: Lexington, KY, USA, 1982. [Google Scholar]
- Kaloush, K.E.; Witczak, M.W. Development of a permanent to elastic strain ratio model for asphalt mixtures. In Development of the 2002 Guide for the Design of New and Rehabilitated Pavement Structures; NCHRP: Washington, DC, USA, 2000; pp. 1–37. [Google Scholar]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Blomberg, T.; Barnes, J.; Bernard, F.; Dewez, P.; Le Clerc, S.; Pfitzmann, M.; Taylor, R. Life Cycle Inventory: Bitumen; European Bitumen Association: Brussels, Belgium, 2011. [Google Scholar]
- Santos, J.; Pham, A.; Stasinopoulos, P.; Giustozzi, F. Recycling waste plastics in roads: A life-cycle assessment study using primary data. Sci. Total Environ. 2021, 751, 141842. [Google Scholar] [CrossRef] [PubMed]
- Huijbregts, M.A.; Steinmann, Z.J.; Elshout, P.M.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; Hollander, A.; van Zelm, R. ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- Allacker, K.; De Souza, D.M.; Sala, S. Land use impact assessment in the construction sector: An analysis of LCIA models and case study application. Int. J. Life Cycle Assess. 2014, 19, 1799–1809. [Google Scholar] [CrossRef] [Green Version]
- Giani, M.I.; Dotelli, G.; Brandini, N.; Zampori, L. Comparative life cycle assessment of asphalt pavements using reclaimed asphalt, warm mix technology and cold in-place recycling. Resour. Conserv. Recycl. 2015, 104, 224–238. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Limestone | CDW | JGW | FA | RAP |
|---|---|---|---|---|---|
| Los Angeles value (EN 1097-2) | 16 | – | – | – | 24 |
| Rigden voids (EN 1097-4) | 51.4 | 55 | 53 | 48.1 | – |
| Sand equivalent (EN 933-8) | 80 | 76 | 60 | 96 | 71 |
| Parameter | Unit | CDW | JGW | FA | RAP | Limits of M.D. 5 February 1998 |
|---|---|---|---|---|---|---|
| Zinc | mg/L | 0.37 | 0.52 | 0.86 | <0.01 | 3 |
| Chloride | mg/L | 65.78 | 53.17 | 77.36 | 16.30 | 100 |
| Nitrate | mg/L | 0.10 | 0.09 | 0.15 | 0.05 | 50 |
| Fluoride | mg/L | <0.01 | <0.01 | <0.01 | 0.52 | 1.5 |
| Sulphate | mg/L | 6.33 | 21.6 | 36.59 | 7.45 | 250 |
| pH | – | 5.02 | 10.92 | 6.05 | 6.95 | 12 |
| COD 1 | mg/L | 10.3 | 6.8 | 7.99 | 25.5 | 30 |
| Property | Unit | Value | Standard |
|---|---|---|---|
| Neat bitumen | |||
| Penetration @ 25 °C | dmm | 68 | UNI EN 1426 |
| Softening point | °C | 48.8 | UNI EN 1427 |
| Dynamic viscosity @ 150 °C | Pa s | 0.25 | UNI EN 13702 |
| Modified bitumen | |||
| Penetration @ 25 °C | dmm | 52 | UNI EN 1426 |
| Softening point | °C | 87 | UNI EN 1427 |
| Dynamic viscosity @ 150 °C | Pa s | 1.38 | UNI EN 13702 |
| Bitumen emulsion | |||
| Water content | % | 40 | UNI EN 1428 |
| pH value | - | 4.2 | UNI EN 12850 |
| Settling tendency at 7 days | % | 5.8 | UNI EN 12847 |
| Cement | |||
| Initial setting time | min | 112 | UNI EN 196-3 |
| Compressive strength | - | - | - |
| at 2 days | MPa | 27.8 | UNI EN 196-1 |
| at 28 days | MPa | 61.2 | UNI EN 196-1 |
| Volume constancy | mm | 0.52 | UNI EN 196-3 |
| Polymeric pellets | |||
| Melting point | °C | 180–190 | - |
| Apparent density @ 25 °C | g/cm3 | 0.40–0.60 | - |
| (a) | ||||||
| Mixture ID | HMA | HMACDW | HMAFA | HMAPMB | HMAPMA | |
| Mix composition | Limestone 12/18 mm | 25% | 23% | 23% | 25% | 25% |
| Limestone 6/12 mm | 33% | 29% | 29% | 33% | 33% | |
| Limestone 3/6 mm | – | 13% | 13% | |||
| Limestone sand | 38% | 31% | 31% | 38% | 38% | |
| Limestone filler | 4% | – | – | 4% | 4% | |
| FA | – | – | 4% | – | – | |
| CDW | – | 4% | – | – | – | |
| Bitumen wa.% * | 5.00% | 5.75% | 4.75% | 5.00% | 5.00% | |
| Polymer pellets wb.% ** | – | – | – | – | 5.00% | |
| Volumetric properties | % air voids | 4.20% | 5.45% | 5.51% | 4.20% | 4.20% |
| Specific gravity, g·cm−3 | 2.50 | 2.54 | 2.52 | 2.50 | 2.50 | |
| Mechanical properties | Marshall stability, daN | 771.6 | 1245.3 | 989.8 | 1125.3 | 1099.1 |
| (b) | ||||||
| Mixture ID | HMA | HMAJGW | CMRA | CMRAJGW | ||
| Mix composition | Limestone 18/31.5 mm | 9% | 9% | 16% | 16% | |
| Limestone 12/18 mm | 32% | 32% | 7% | 7% | ||
| Limestone 6/12 mm | 31% | 31% | – | – | ||
| Limestone sand | 21% | 21% | – | – | ||
| Limestone filler | 7% | – | 7% | |||
| JGW | – | 7% | - | 7% | ||
| RAP | – | – | 70% | 70% | ||
| Bitumen wa.% | 4.50% | 4.85% | – | – | ||
| Bituminous emulsion wa.% | – | – | 3.75% | 5.00% | ||
| Cement wa.% | – | – | 1.50% | 0.5% | ||
| Volumetric properties | Air voids | 4.50% | 5.85% | 9.00% | 9.00% | |
| Specific gravity, g·cm−3 | 2.50 | 2.52 | 2.49 | 2.51 | ||
| Mechanical properties | Marshall stability, daN | 750.0 | 864.5 | 902.3 | 956.5 | |
| Asphalt Layer | Mixture Identification | ITSM (MPa) | |||
|---|---|---|---|---|---|
| 5 °C | 10 °C | 20 °C | 30 °C | ||
| Binder | HMA | 17,000 | 14,832 | 8000 | 1000 |
| HMACDW | 20,647 | 16,500 | 9580 | 4493 | |
| HMAFA | 21,778 | 17,000 | 9260 | 3940 | |
| HMAPMB | 14,500 | 13,000 | 6800 | 2002 | |
| HMAPMA | 17,700 | 16,500 | 8600 | 1500 | |
| Base | HMA | 15,500 | 7350 | 6952 | 2960 |
| HMAJGW | 17,649 | 9725 | 8826 | 4204 | |
| CMRA | 5855 | 2970 | 2270 | 1490 | |
| CMRAJGW | 8684 | 3220 | 2431 | 1614 | |
| Asphalt Pavement Configurations 1 | Layers’ Thickness (Cm) | Service Life (y) | CD (−) | RD (cm) | |||||
|---|---|---|---|---|---|---|---|---|---|
| Wearing Course | Binder Layer | Base Layer | µ | σ | µ | σ | µ | σ | |
| W(HMA); Bi(HMA); Ba(HMA) W(HMA); Bi(HMAFA); Ba(HMA) W(HMA); Bi(HMACDW); Ba(HMA) W(HMA); Bi(HMAPMB); Ba(HMA) W(HMA); Bi(HMAPMA); Ba(HMA) W(HMA); Bi(HMA); Ba(HMAJGW) W(HMA); Bi(HMAFA); Ba(HMAJGW) W(HMA); Bi(HMACDW); Ba(HMAJGW) W(HMA); Bi(HMAPMB); Ba(HMAJGW) W(HMA); Bi(HMAPMA); Ba(HMAJGW) | 4 | 5 | 20 | 22.1 | 2.6 | 0.97 | 0.03 | 0.29 | 0.04 |
| W(HMA); Bi(HMA); Ba(CMRA) W(HMA); Bi(HMAFA); Ba(CMRA) W(HMA); Bi(HMACDW); Ba(CMRA) W(HMA); Bi(HMAPMA); Ba(CMRA) W(HMA); Bi(HMA); Ba(CMRAJGW) W(HMA); Bi(HMAFA); Ba(CMRAJGW) W(HMA); Bi(HMACDW); Ba(CMRAJGW) W(HMA); Bi(HMAPMA); Ba(CMRAJGW) | 4 | 7 | 20 | 24.5 | 3.5 | 0.96 | 0.01 | 0.76 | 0.06 |
| W(HMA); Bi(HMAPMB); Ba(CMRA) | 4 | 5 | 21 | 20 | – | 0.95 | – | 0.67 | – |
| W(HMA); Bi(HMAPMB); Ba(CMRAJGW) | 4 | 7 | 18 | 19 | – | 0.96 | – | 0.70 | – |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oreto, C.; Russo, F.; Veropalumbo, R.; Viscione, N.; Biancardo, S.A.; Dell’Acqua, G. Life Cycle Assessment of Sustainable Asphalt Pavement Solutions Involving Recycled Aggregates and Polymers. Materials 2021, 14, 3867. https://doi.org/10.3390/ma14143867
Oreto C, Russo F, Veropalumbo R, Viscione N, Biancardo SA, Dell’Acqua G. Life Cycle Assessment of Sustainable Asphalt Pavement Solutions Involving Recycled Aggregates and Polymers. Materials. 2021; 14(14):3867. https://doi.org/10.3390/ma14143867
Chicago/Turabian StyleOreto, Cristina, Francesca Russo, Rosa Veropalumbo, Nunzio Viscione, Salvatore Antonio Biancardo, and Gianluca Dell’Acqua. 2021. "Life Cycle Assessment of Sustainable Asphalt Pavement Solutions Involving Recycled Aggregates and Polymers" Materials 14, no. 14: 3867. https://doi.org/10.3390/ma14143867
APA StyleOreto, C., Russo, F., Veropalumbo, R., Viscione, N., Biancardo, S. A., & Dell’Acqua, G. (2021). Life Cycle Assessment of Sustainable Asphalt Pavement Solutions Involving Recycled Aggregates and Polymers. Materials, 14(14), 3867. https://doi.org/10.3390/ma14143867