
Thermal Shock Resistance and Thermal Insulation Capability of Laser-Glazed Functionally Graded Lanthanum Magnesium Hexaluminate/Yttria-Stabilised Zirconia Thermal Barrier Coating


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Test Substrate and Coating Materials
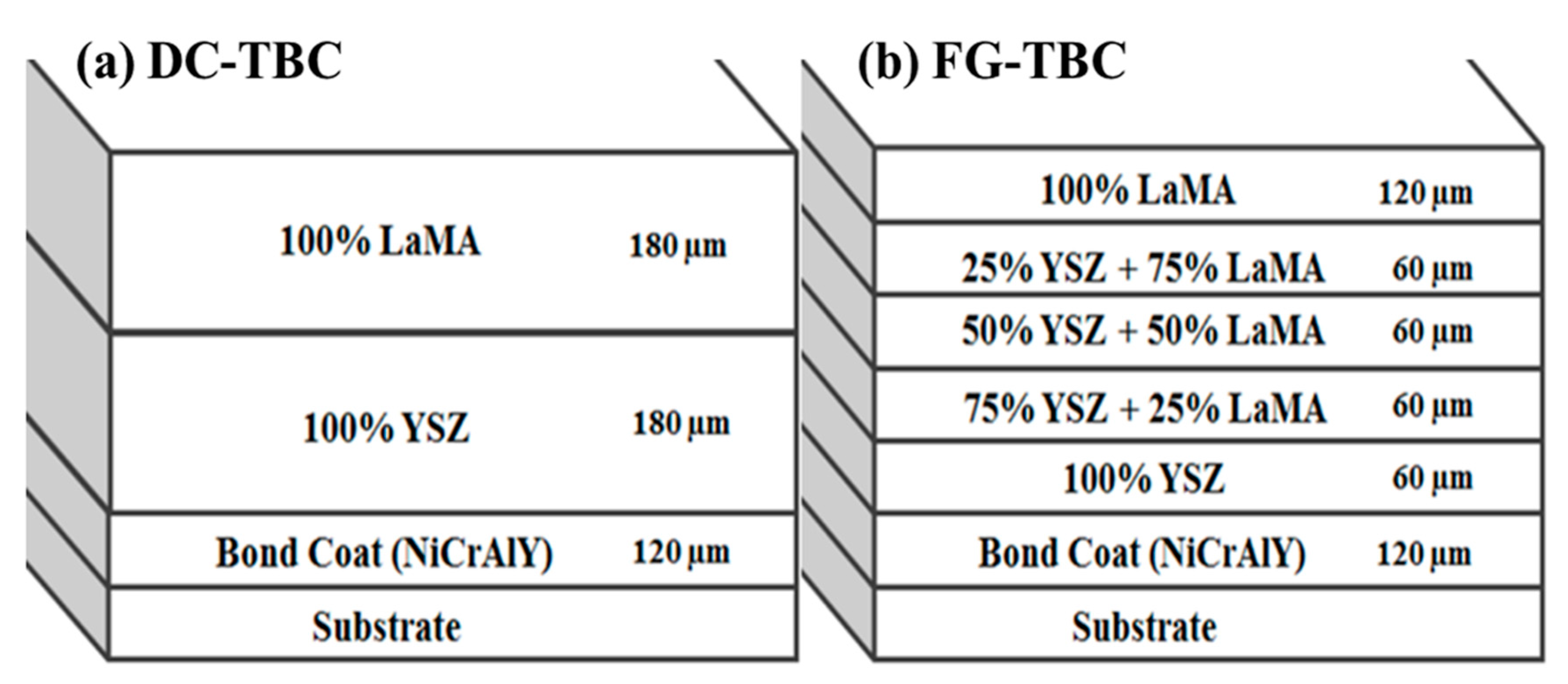
2.2. Coating Architecture
2.3. Laser Glazing
2.4. Surface Characterisation and Phase Analysis
2.5. Thermal Shock Test
2.6. Infrared Rapid Heating Test
3. Results and Discussion
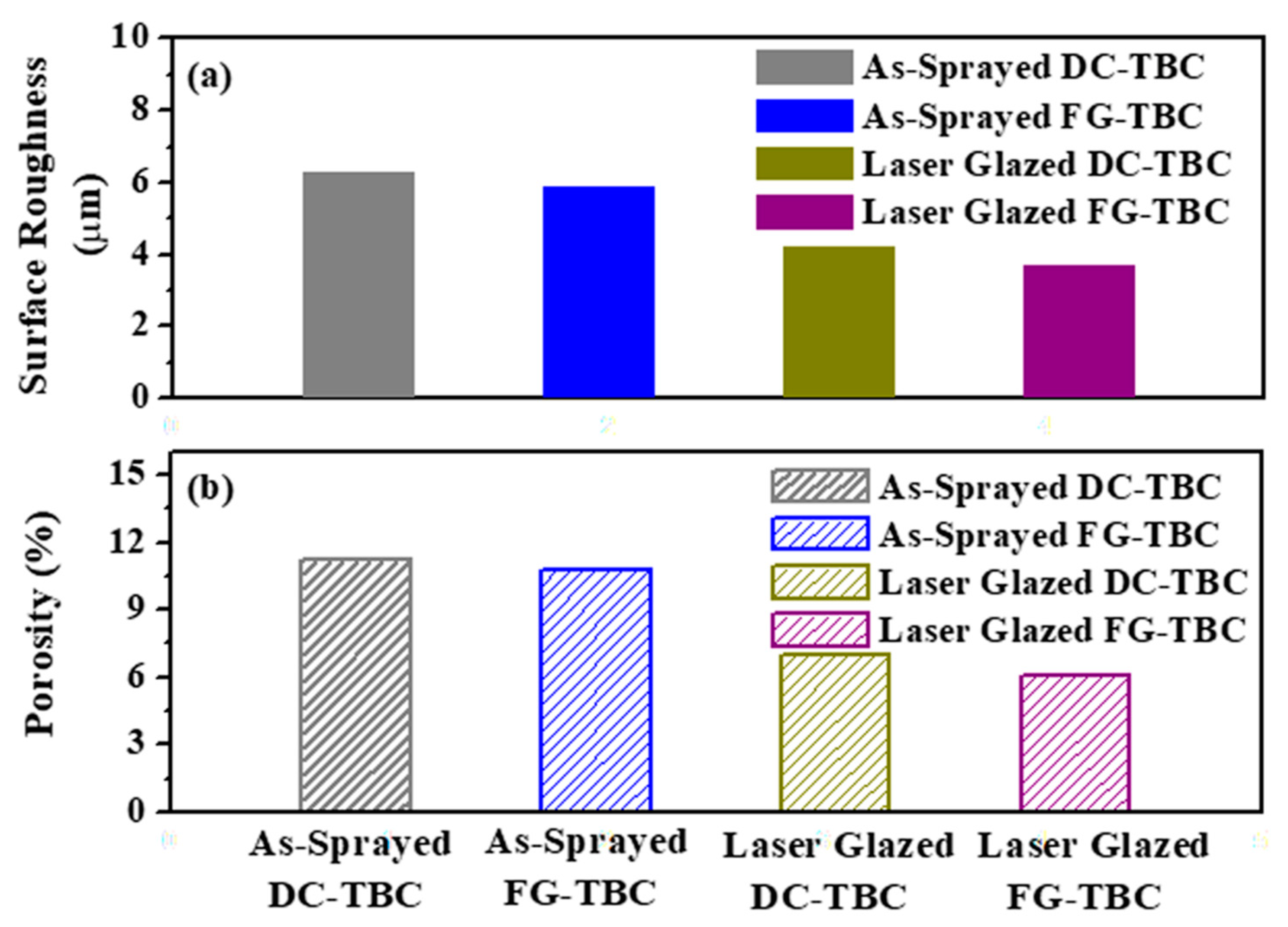
3.1. Surface Topography
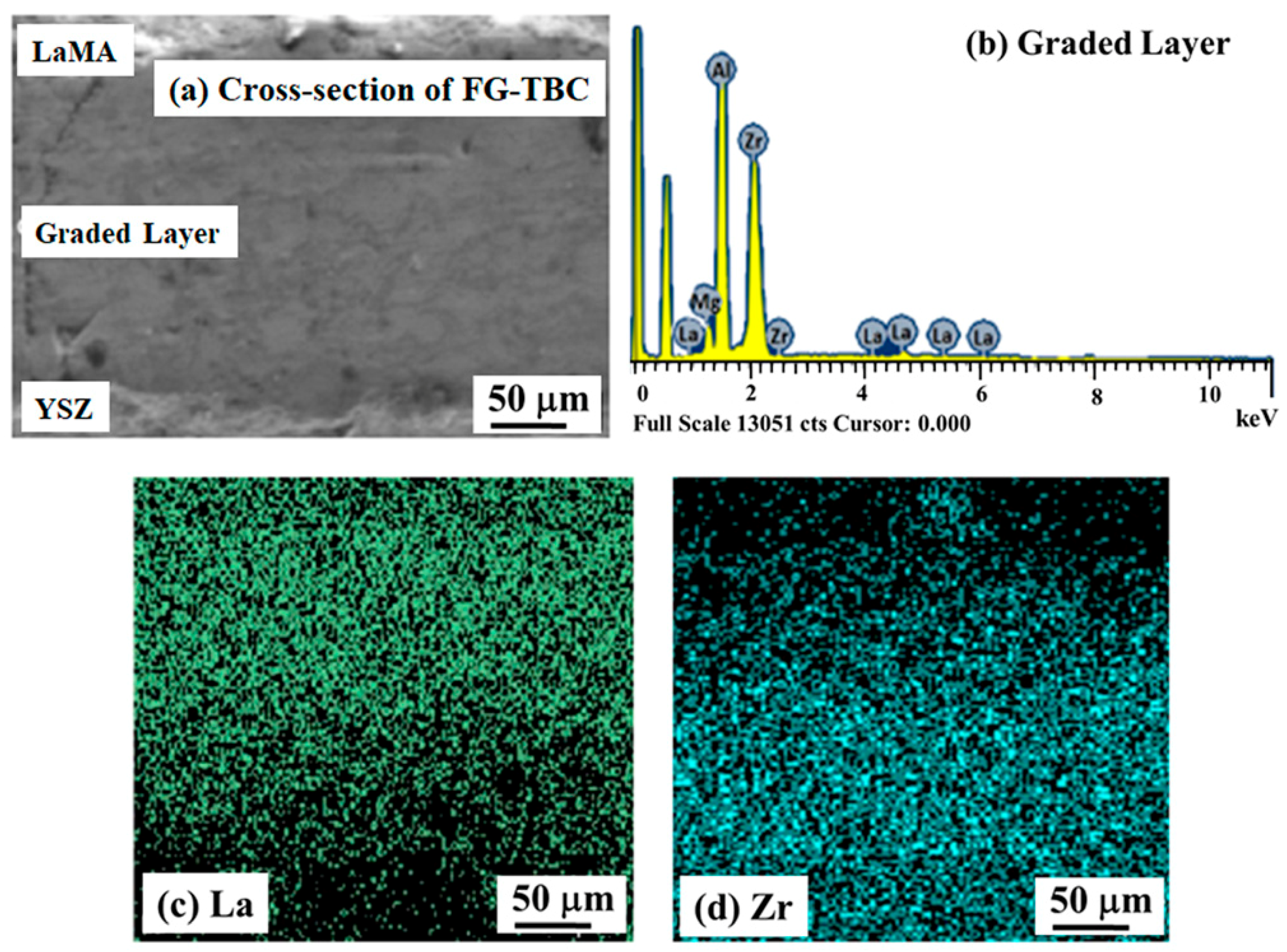
3.2. Microstructure and Phase Analysis
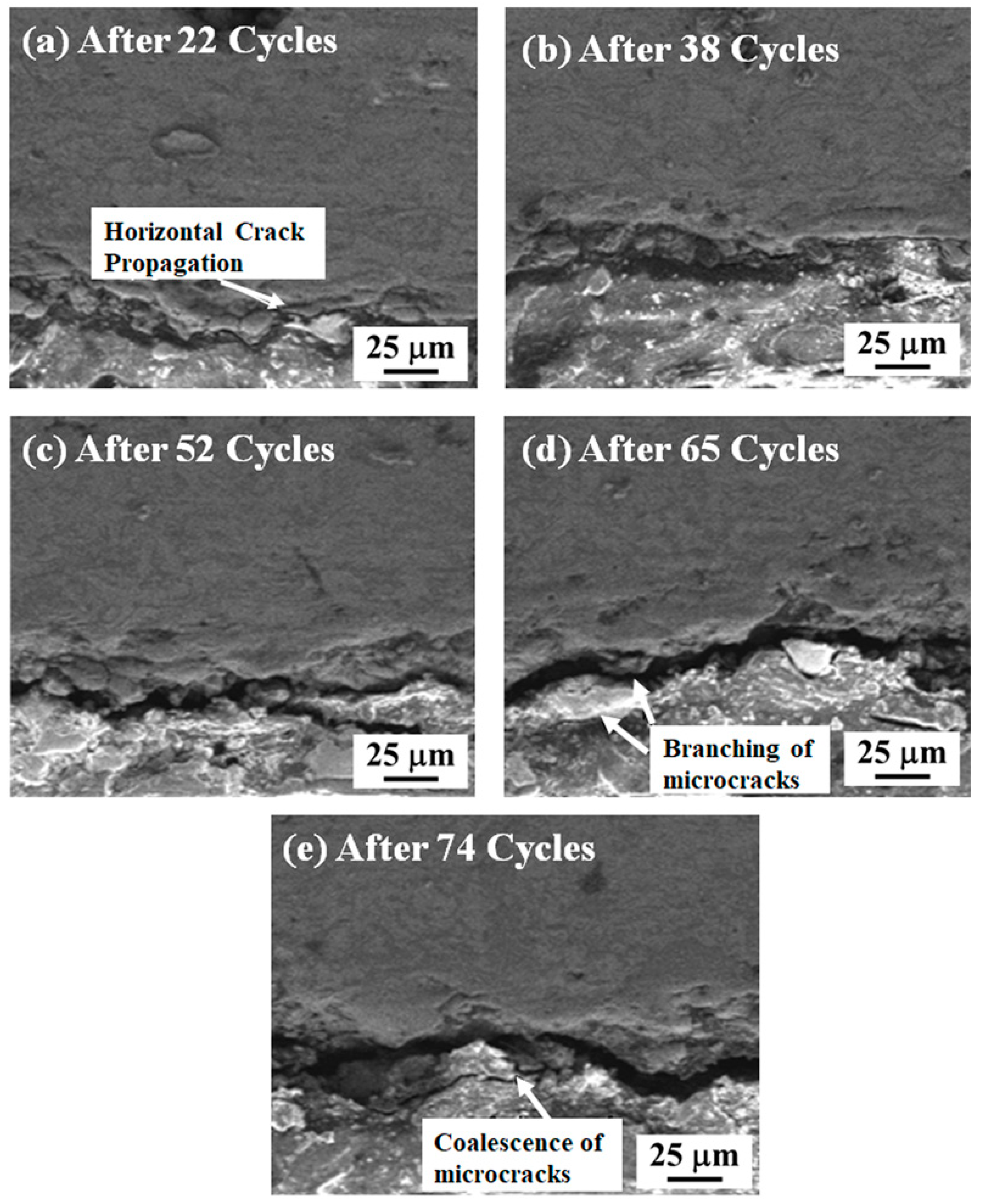
3.3. Thermal Shock Resistance
3.3.1. As-Sprayed TBCs
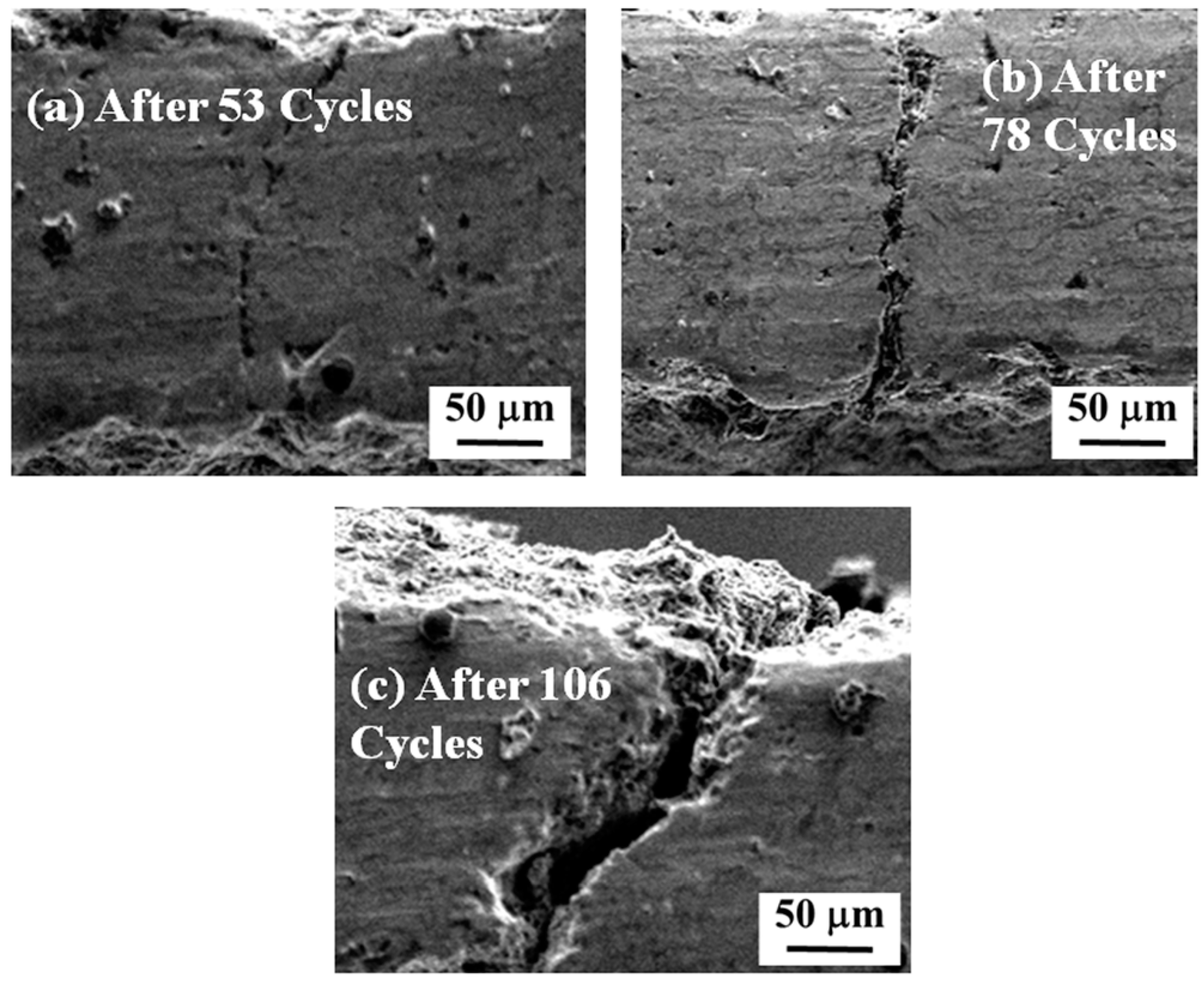
3.3.2. Laser-Glazed TBCs
3.4. Thermal Insulation Capability
4. Conclusions
- Surface topography: Laser glazing significantly altered the surface topography of both coating architectures, such that the roughness and porosity of DC-TBC and FG-TBC on their surfaces was reduced. Densification of the top coat material due to laser glazing caused these reductions.
- Thermal shock resistance: FG-TBC has better thermal shock resistance, i.e., higher cycle lifetime, than DC-TBC, in both the as-sprayed and laser-glazed conditions.
- (a)
- As-sprayed DC-TBC spalled along the YSZ/LaMA interface due to thick dual layers and lower thermal gradient that caused stress accumulation along the interface. In as-sprayed FG-TBC, the functionally graded architecture reduced stress concentration, which increased cycle lifetime.
- (b)
- Laser-glazed FG-TBC has higher thermal shock resistance than laser-glazed DC-TBC due to (i) the formation of segmentation cracks, (ii) improved strain tolerance, and (iii) closure of surface pores.
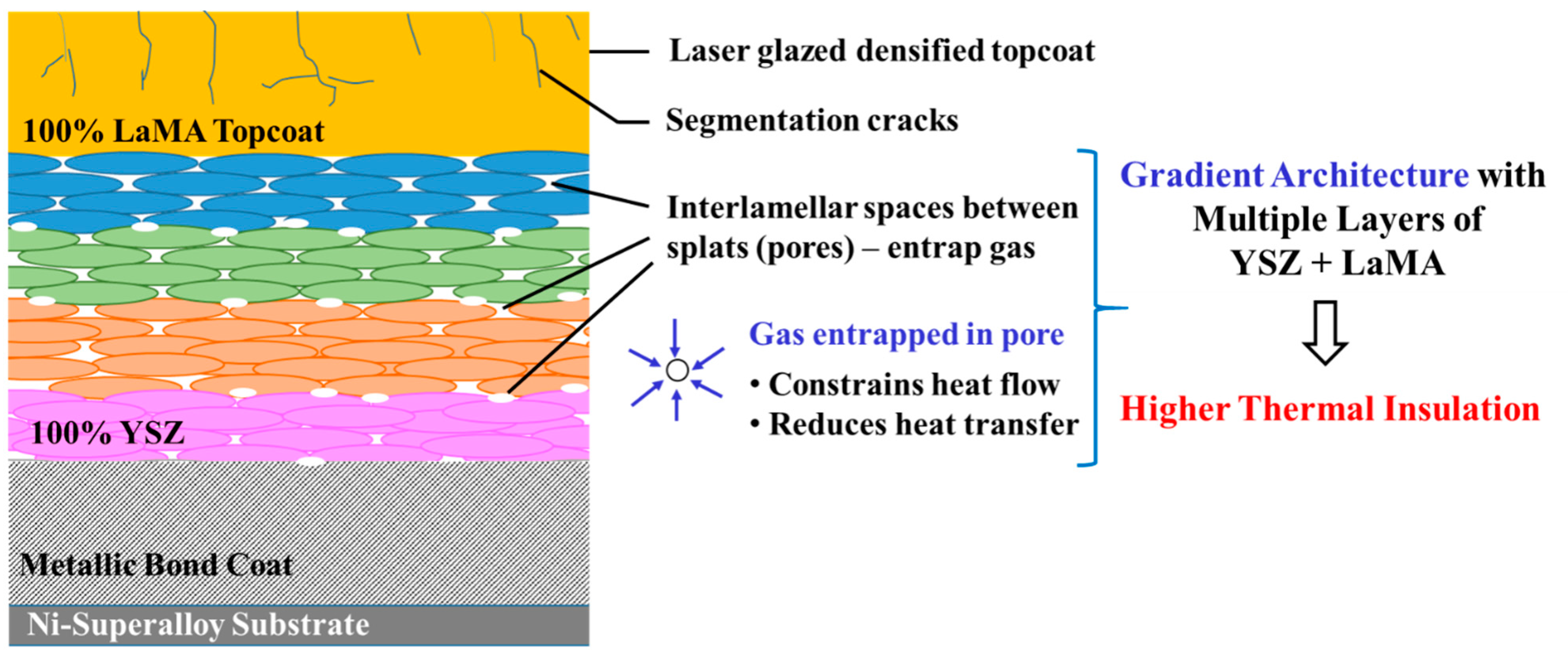
- Thermal insulation capability: FG-TBC has better thermal insulation capability, i.e., higher back wall temperature drop, than DC-TBC, in both the as-sprayed and laser-glazed conditions. The multiple layers in FG-TBC cause increased formation of interlamellar pores. Laser-glazed FG-TBC showed better thermal insulation capability due to densification of the top coat, causing the entrapment of gas in interlamellar pores, which constrains heat transfer across the coating thickness.
- Laser-glazed FG-TBC has the best heat management, in terms of both thermal shock resistance and thermal insulation capability. It has good potential for applications that require effective heat management, such as in gas turbines.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Feuerstein, A.; Knapp, J.; Taylor, T.; Ashary, A.; Bolcavage, A.; Hitchman, N. Technical and economical aspects of current thermal barrier coating systems for gas turbine engines by thermal spray and EB-PVD: A review. J. Therm. Spray Technol. 2008, 17, 199–213. [Google Scholar] [CrossRef]
- Kumar, V.; Balasubramanian, K. Progress update on failure mechanisms of advanced thermal barrier coatings: A review. Prog. Org. Coat. 2016, 90, 54–82. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Ogawa, K.; Ozdemir, I. Thermal shock and cycling behavior of thermal barrier coatings (TBCs) used in gas turbines. In Progress in Gas Turbine Performance; Benini, E., Ed.; IntechOpen: London, UK, 2013; pp. 237–268. [Google Scholar]
- Myoung, S.W.; Lee, S.S.; Kim, H.S.; Kim, M.S.; Jung, Y.G.; Jung, S.I.; Woo, T.K.; Park, U. Effect of post heat treatment on thermal durability of thermal barrier coatings in thermal fatigue tests. Surf. Coat. Technol. 2013, 215, 46–51. [Google Scholar] [CrossRef]
- Gu, L.; Zhao, S.; Xu, J.; Hui, Y.; Fan, X.; Zou, B.; Wang, Y.; Cao, X. Phase stability of plasma sprayed YAG–YSZ composite beads/coatings at high temperature. J. Eur. Ceram. Soc. 2013, 33, 3325–3333. [Google Scholar] [CrossRef]
- Friedrich, R.; Gadow, T.; Schirmer, T. Lanthanum hexaaluminate—A new material for atmospheric plasma spraying of advanced thermal barrier coatings. J. Therm. Spray. Technol. 2001, 10, 592–598. [Google Scholar] [CrossRef]
- Pitek, F.M.; Levi, C.G. Opportunities for TBCs in the ZrO2–YO1.5–TaO2.5 system. Surf. Coat. Technol. 2007, 201, 6044–6050. [Google Scholar] [CrossRef]
- Vaben, R.; Traeger, F.; Stöver, D. New thermal barrier coatings based on pyrochlore/YSZ double-layer systems. Int. J. Appl. Ceram. Technol. 2004, 1, 351–361. [Google Scholar]
- Cao, X.Q.; Vassen, R.; Tietz, F.; Stöver, D. Lanthanum-cerium oxide as a thermal barrier-coating material for high-temperature applications. Adv. Mater. 2003, 15, 1438–1442. [Google Scholar] [CrossRef]
- Ma, W.; Mack, D.E.; Vassen, R. Perovskite-type strontium zirconate as a new material for thermal barrier coating. J. Am. Ceram. Soc. 2008, 91, 2630–2635. [Google Scholar] [CrossRef]
- Chen, X.; Gu, L.; Zou, B.; Wang, Y.; Cao, X. New functionally graded thermal barrier coating system based on LaMgAl11O19/YSZ prepared by air plasma spraying. Surf. Coat. Technol. 2012, 206, 2265–2274. [Google Scholar] [CrossRef]
- Cao, X.Q.; Zhang, Y.F.; Zhang, J.F.; Zhong, X.H.; Wang, Y.; Ma, H.M.; Xu, Z.H.; He, L.M.; Lu, F. Failure of the plasma-sprayed coating of lanthanum hexaluminate. J. Eur. Ceram. Soc. 2008, 28, 1979–1986. [Google Scholar] [CrossRef]
- Łatka, L.; Pawłowski, L.; Winnicki, M.; Sokołowski, P.; Małachowska, A.; Kozerski, S. Review of functionally graded thermal sprayed coatings. Appl. Sci. 2020, 10, 5153. [Google Scholar] [CrossRef]
- Xie, L.; Ma, X.; Jordan, E.H.; Padture, N.P.; Xiao, T.D.; Gell, M. Identification of coating deposition mechanisms in the solution-precursor plasma-spray process using model spray experiments. Mater. Sci. Eng. A 2003, 362, 204–212. [Google Scholar] [CrossRef]
- Kim, S.; Go, J.; Jung, Y.G.; Lee, J.H. Thermoelastic characteristics in thermal barrier coatings with a graded layer between the top and bond coats. Math. Prob. Eng. 2013, 2013, 515792. [Google Scholar] [CrossRef] [Green Version]
- Gok, M.G.; Goller, G. Production and characterisation of GZ/CYSZ alternative thermal barrier coatings with multilayered and functionally graded designs. J. Eur. Ceram. Soc. 2016, 36, 1755–1764. [Google Scholar]
- Kirbiyik, F.; Gok, M.G.; Goller, G. Microstructural, mechanical and thermal properties of Al2O3/CYSZ functionally graded thermal barrier coatings. Surf. Coat. Technol. 2017, 329, 193–201. [Google Scholar] [CrossRef]
- Schlichting, K.W.; Padture, N.P.; Jordan, E.H.; Gell, M. Failure modes in plasma-sprayed thermal barrier coatings. Mater. Sci. Eng. A 2003, 342, 120–130. [Google Scholar] [CrossRef]
- Shinde, S.V.; Curtis, E.J.G.V.; Johnson, A.; Sampath, S. Segmentation crack formation dynamics during air plasma spraying of zirconia. Acta Mater. 2020, 183, 196–206. [Google Scholar] [CrossRef]
- Zhang, G.; Liang, Y.; Wu, Y.; Feng, Z.; Zhang, B.; Liu, F. Laser remelting of plasma sprayed thermal barrier coatings. J. Mater. Sci. Technol. 2001, 17, 105–110. [Google Scholar]
- Batista, A.; Ribeiro, R.M.; Teixeira, V.; Costa, M.F.; Oliveira, C.R. Surface laser-glazing of plasma-sprayed thermal barrier coatings. Appl. Surf. Sci. 2005, 247, 313–319. [Google Scholar] [CrossRef] [Green Version]
- Ito, K.; Kuriki, H.; Araki, H.; Kuroda, S.; Enoki, M. Detection of segmentation cracks in top coat of thermal barrier coatings during plasma spraying by non-contact acoustic emission method. Sci. Technol. Adv. Mater. 2014, 15, 035007. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.B.; Vaßen, R.; Stöver, D. Thermophysical properties and thermal cycling behaviour of plasma sprayed thick thermal barrier coatings. Surf. Coat. Technol. 2005, 192, 48–56. [Google Scholar] [CrossRef]
- Guo, H.; Murakami, H.; Kuroda, S. Thermal Cycling Behavior of Plasma Sprayed Segmentation Thermal Barrier Coatings. Mater. Trans. 2006, 47, 306–309. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.H.; Tsai, P.C.; Chang, C.L. Microstructure and thermal cyclic performance of laser-glazed plasma-sprayed ceria–yttria-stabilized zirconia thermal barrier coatings. Surf. Coat. Technol. 2005, 202, 5607–5612. [Google Scholar] [CrossRef]
- Taha-al, Z.Y.; Hashmi, M.S.; Yilbas, B.S. Laser treatment of HVOF coating: Model study and characterization. J. Mech. Sci. Technol. 2007, 21, 1439–1444. [Google Scholar] [CrossRef]
- Ghasemi, R.; Shoja-Razavi, R.; Mozafarinia, R.; Jamali, H. Laser glazing of plasma-sprayed nanostructured yttria stabilized zirconia thermal barrier coatings. Ceram. Int. 2013, 39, 9483–9490. [Google Scholar] [CrossRef]
- Gell, M.; Wang, J.; Kumar, R.; Roth, J.; Jordan, E.H. Higher Temperature Thermal Barrier Coatings with the Combined Use of Yttrium Aluminum Garnet and the Solution Precursor Plasma Spray Process. J. Therm. Spray Technol. 2018, 27, 543–555. [Google Scholar] [CrossRef] [Green Version]
- Dhineshkumar, S.R.; Duraiselvam, M.; Natarajan, S.; Panwar, S.S.; Jana, T.; Khan, M.A. Enhanced ablation resistance through laser glazing of plasma sprayed LaTi2Al9O19-based functionally graded thermal barrier coating. Ceram. Int. 2016, 42, 10184–10190. [Google Scholar] [CrossRef]
- Dhineshkumar, S.R.; Duraiselvam, M.; Natarajan, S.; Panwar, S.S.; Jana, T.; Khan, M.A. Effect of laser glazing on the thermo-mechanical properties of plasma-sprayed LaTi2Al9O19 thermal barrier coatings. Mater. Manuf. Process. 2017, 32, 1573–1580. [Google Scholar] [CrossRef]
- Dhineshkumar, S.R.; Duraiselvam, M.; Natarajan, S.; Panwar, S.S.; Jena, T.; Khan, M.A. Enhancement of strain tolerance of functionally graded LaTi2Al9O19 thermal barrier coating through ultra-short pulse based laser texturing. Surf. Coat. Technol. 2016, 304, 263–271. [Google Scholar] [CrossRef]
- Khan, M.A.; Duraiselvam, M.; Panwar, S.S.; Jena, T.; Dhineshkumar, S.R. Thermo-mechanical characterization of laser textured LaMgAl11O19/YSZ functionally graded thermal barrier coating. Surf. Coat. Technol. 2017, 321, 146–155. [Google Scholar] [CrossRef]
- Khan, M.A.; Duraiselvam, M.; Panwar, S.S.; Jena, T.; Dhineshkumar, S.R. Improvement of strain tolerance of functionally graded TBCs through laser surface micro-texturing. J. Mater. Sci. 2016, 52, 696–708. [Google Scholar] [CrossRef]
- Lia, M.; Sun, X.; Hu, W.; Guan, H. Thermal shock behaviour of EB-PVD thermal barrier coatings. Surf. Coat. Technol. 2007, 201, 7387–7391. [Google Scholar] [CrossRef]
- Ahmadi-Pidani, R.; Shoja-Razavi, R.; Mozafarinia, R.; Jamali, H. Improving the thermal shock resistance of plasma sprayed CYSZ thermal barrier coatings by laser surface modification. Opt. Lasers Eng. 2012, 50, 780–786. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, L.; Qu, Y.M.; Fu, Q.Q.; Wang, Y.; Liu, K.; Tang, J.J.; Li, B.Q.; Han, Z.H. Particle In-flight behavior and its influence on the microstructure and properties of supersonic-atmospheric-plasma-sprayed nanostructured thermal barrier coatings. J. Alloys Compd. 2015, 644, 873–882. [Google Scholar] [CrossRef]
- Mostaghimi, J.; Chandra, S. Droplet Impact and Solidification in Plasma Spraying. In Handbook of Thermal Science and Engineering; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Traeger, F.; Ahrens, M.; Vaben, R.; Stöver, D. A life time model for ceramic thermal barrier coatings. Mater. Sci. Eng. A 2003, 358, 255–265. [Google Scholar] [CrossRef]
- Rajasekaran, B.; Mauer, G.; Vaben, R. Enhanced Characteristics of HVOF-sprayed MCrAlY Bond Coats for TBC Applications. J. Therm. Spray Technol. 2011, 20, 1209–1216. [Google Scholar] [CrossRef]
- Tsai, P.C.; Lee, J.H.; Chang, C.L. Improving the erosion resistance of plasma-sprayed zirconia thermal barrier coatings by laser glazing. Surf. Coat. Technol. 2007, 202, 719–724. [Google Scholar] [CrossRef]
- Ahmaniemi, S.; Vuoristo, P.; Mäntylä, T.; Gualco, C.; Bonadei, A.; di Maggio, R. Thermal cycling resistance of modified thick thermal barrier coatings. Surf. Coat. Technol. 2005, 190, 378–387. [Google Scholar] [CrossRef]
- Chwa, S.O.; Ohmori, A. Microstructures of ZrO2-8wt.%Y2O3 coatings prepared by a plasma laser hybrid spraying technique. Surf. Coat. Technol. 2002, 153, 304–312. [Google Scholar] [CrossRef]
- Olsen, F.O.; Alting, L. Pulsed laser materials processing, ND-YAG versus CO2 lasers. CIRP Ann. Manuf. Technol. 1995, 44, 141–145. [Google Scholar] [CrossRef]
- Yang, Y.; Song, Y.; Wu, W.; Wang, M. Multi-pass overlapping laser glazing of FeCrPC and CoNiSiB alloys. Thin Solid Films 1998, 323, 199–202. [Google Scholar] [CrossRef]
- Kadhim, M.J. Laser sealing and thermal shock resistance of 6.5 wt% yttria partially stabilized zirconia plasma sprayed layers. Eng. Technol. J. 2009, 27, 1038–1045. [Google Scholar]
- Wang, D.; Tian, Z.; Shen, L.; Liu, Z.; Huang, Y. Effects of laser remelting on microstructure and solid particle erosion characteristics of ZrO2–7wt%Y2O3 thermal barrier coating prepared by plasma spraying. Ceram. Int. 2014, 40, 8791–8799. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; Sun, X.G.; He, J.Q.; Pan, Z.Y.; Zhou, Y.; Wu, P.L. Influence of pores on the thermal insulation behavior of thermal barrier coatings prepared by atmospheric plasma spray. Mater. Des. 2011, 32, 36–47. [Google Scholar] [CrossRef]
- Tillmann, W.; Khalil, O.; Abdulgader, M. Porosity Characterization and Its Effect on Thermal Properties of APS-Sprayed Alumina Coatings. Coatings 2019, 9, 601. [Google Scholar] [CrossRef] [Green Version]
- Ekberg, J.; Ganvir, A.; Klement, U.; Creci, S.; Nordstierna, L. The Influence of Heat Treatments on the Porosity of Suspension Plasma-Sprayed Yttria-Stabilized Zirconia Coating. Intl. J. Therm. Spray Technol. 2018, 27, 391–401. [Google Scholar] [CrossRef] [Green Version]
- Siebert, B.; Funke, C.; Vaßen, R.; Stover, D. Changes in porosity and Young’s Modulus due to sintering of plasma sprayed thermal barrier coatings. J. Mater. Process. Technol. 1999, 92–93, 217–223. [Google Scholar] [CrossRef]
- Fry, A.T.; Banks, P.J.; Nunn, J.; Brown, J.L. Comparison of the Thermal Cycling Performance of Thermal Barrier Coatings under Isothermal and Heat Flux Conditions. Mater. Sci. Forum 2008, 595–598, 77–85. [Google Scholar] [CrossRef]
- Balint, D.S.; Hutchinson, J.W. An analytical model of rumplingin thermal barrier coatings. J. Mech. Phys. Solids 2005, 53, 949–973. [Google Scholar] [CrossRef]
- Srinivasa Rao, L.; Jürgen, R.; Brian R., L. Cyclic Fatigue from Frictional Degradation at Bridging Grains in Alumina. J. Am. Ceram. Soc. 1991, 74, 1340–1348. [Google Scholar]
- Jamali, H.; Mozafarinia, R.; Razavi, R.S.; Ahmadi-Pidani, R.; Loghman-Estarki, M.R. Fabrication and evaluation of plasma-sprayed nanostructured and conventional YSZ thermal barrier coatings. Curr. Nanosci. 2012, 8, 402–409. [Google Scholar] [CrossRef]
- Odhiambo, J.G.; Li, W.G.; Zhao, Y.T.; Li, C.L. Porosity and Its Significance in Plasma-Sprayed Coatings. Coatings 2019, 9, 460. [Google Scholar] [CrossRef] [Green Version]
- Schlichting, K.W.; Padture, N.P.; Klemens, P.G. Thermal conductivity of dense and porous yttria-stabilized zirconia. J. Mater. Sci. 2001, 36, 3003–3010. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Eric, L.; Jordan, H. Thermal barrier coatings for gas turbine engine applications. Mater. Sci. 2002, 296, 280–285. [Google Scholar] [CrossRef] [PubMed]
- Rai, A.K.; Schmitt, M.P.; Zhu, D.; Wolfe, D.E. Sintering Characteristics of Multilayered Thermal Barrier Coatings under Thermal Gradient and Isothermal High Temperature Annealing Conditions; NASA Report; NASA: Washington, DC, USA, 2014; pp. 1–16.
- Zhao, M.; Pan, W.; Wan, C.; Qu, Z.; Li, Z.; Yang, J. Defect engineering in development of low thermal conductivity materials: A review. J. Eur. Ceram. Soc. 2017, 37, 1–13. [Google Scholar] [CrossRef]
- Guo, X.; Zhao, W.; Zeng, Y.; Lin, C.; Zhang, J. Effects of splat Interfaces, Monoclinic Phase and Grain Boundaries on the Thermal Conductivity of Plasma Sprayed Yttria-Stabilized Zirconia Coatings. Coatings 2019, 9, 26. [Google Scholar] [CrossRef] [Green Version]
- Wei, S.; Fu-chi, W.; Qun-bo, F.; Dan, H.; Zhuang, M. Proposal of new expressions for effects of splat interfaces and defects on effective properties of thermal barrier coatings. Surf. Coat. Technol. 2010, 204, 3376–3381. [Google Scholar] [CrossRef]
- Li, X.; Yang, R. Effect of lattice mismatch on phonon transmission and interface thermal conductance across dissimilar material interfaces. Phys. Rev. B 2012, 86, 054305. [Google Scholar] [CrossRef] [Green Version]
- Klemens, P.G.; Gell, M. Thermal conductivity of thermal barrier coatings. Mater. Sci. Eng. A 1998, 245, 143–149. [Google Scholar] [CrossRef]
- Nicholls, J.R.; Lawson, K.J.; Johnstone, A.; Rickerby, D.S. Methods to reduce the thermal conductivity of EB-PVD TBCs. Surf. Coat. Technol. 2002, 151–152, 383–391. [Google Scholar] [CrossRef] [Green Version]
- Jiang, B.; Fang, M.H.; Huang, Z.H.; Liu, Y.G.; Peng, P.; Zhang, J. Mechanical and thermal properties of LaMgAl11O19. Mater. Res. Bull. 2010, 45, 1506–1508. [Google Scholar] [CrossRef]
- Hu, N.; Khan, M.; Wang, Y.; Song, X.; Lin, C.; Chang, C.; Zeng, Y. Effect of Microstructure on the Thermal Conductivity of Plasma Sprayed Y2O3 Stabilized Zirconia (8% YSZ). Coatings 2017, 7, 198. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Type | Current (A) | Voltage (V) | Stand-Off Distance (mm) | Primary Gas, Ar (slpm) | Secondary Gas, H2 (slpm) | Carrier Gas, Ar (slpm) |
|---|---|---|---|---|---|---|
| Bond Coat | 550 | 75 | 110 | 35 | 14 | 2.3 |
| Ceramic Top Coat | 650 | 61 | 120 | 65 | 12 | 2.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anaz Khan, M.; Vivek Anand, A.; Duraiselvam, M.; Srinivas Rao, K.; Arvind Singh, R.; Jayalakshmi, S. Thermal Shock Resistance and Thermal Insulation Capability of Laser-Glazed Functionally Graded Lanthanum Magnesium Hexaluminate/Yttria-Stabilised Zirconia Thermal Barrier Coating. Materials 2021, 14, 3865. https://doi.org/10.3390/ma14143865
Anaz Khan M, Vivek Anand A, Duraiselvam M, Srinivas Rao K, Arvind Singh R, Jayalakshmi S. Thermal Shock Resistance and Thermal Insulation Capability of Laser-Glazed Functionally Graded Lanthanum Magnesium Hexaluminate/Yttria-Stabilised Zirconia Thermal Barrier Coating. Materials. 2021; 14(14):3865. https://doi.org/10.3390/ma14143865
Chicago/Turabian StyleAnaz Khan, Muhammed, Annakodi Vivek Anand, Muthukannan Duraiselvam, Koppula Srinivas Rao, Ramachandra Arvind Singh, and Subramanian Jayalakshmi. 2021. "Thermal Shock Resistance and Thermal Insulation Capability of Laser-Glazed Functionally Graded Lanthanum Magnesium Hexaluminate/Yttria-Stabilised Zirconia Thermal Barrier Coating" Materials 14, no. 14: 3865. https://doi.org/10.3390/ma14143865