
Performance Evaluation of Warm Asphalt Mixtures Containing Chemical Additive and Effect of Incorporating High Reclaimed Asphalt Content

Abstract
:1. Introduction
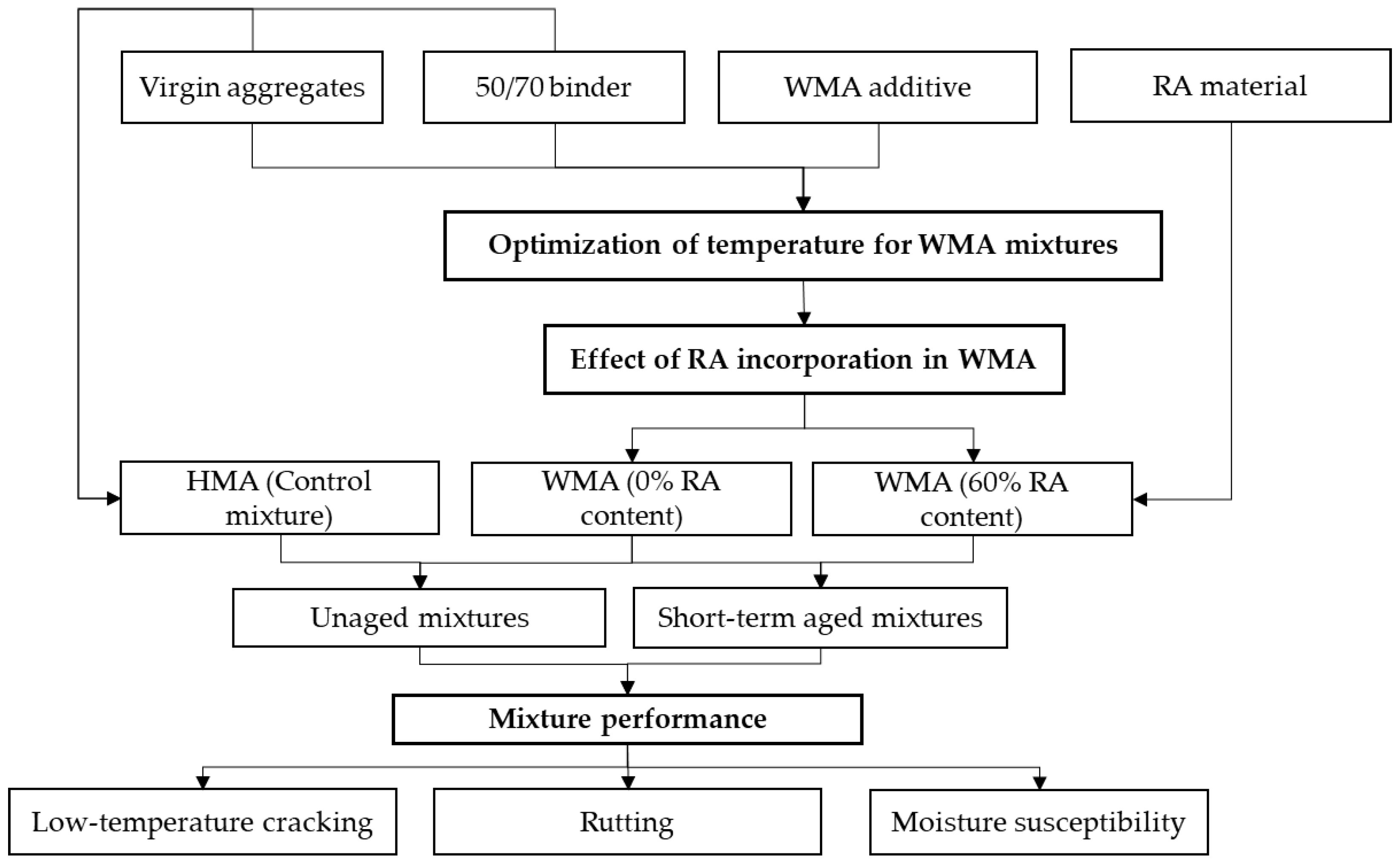
2. Experimental Plan
3. Materials and Methods
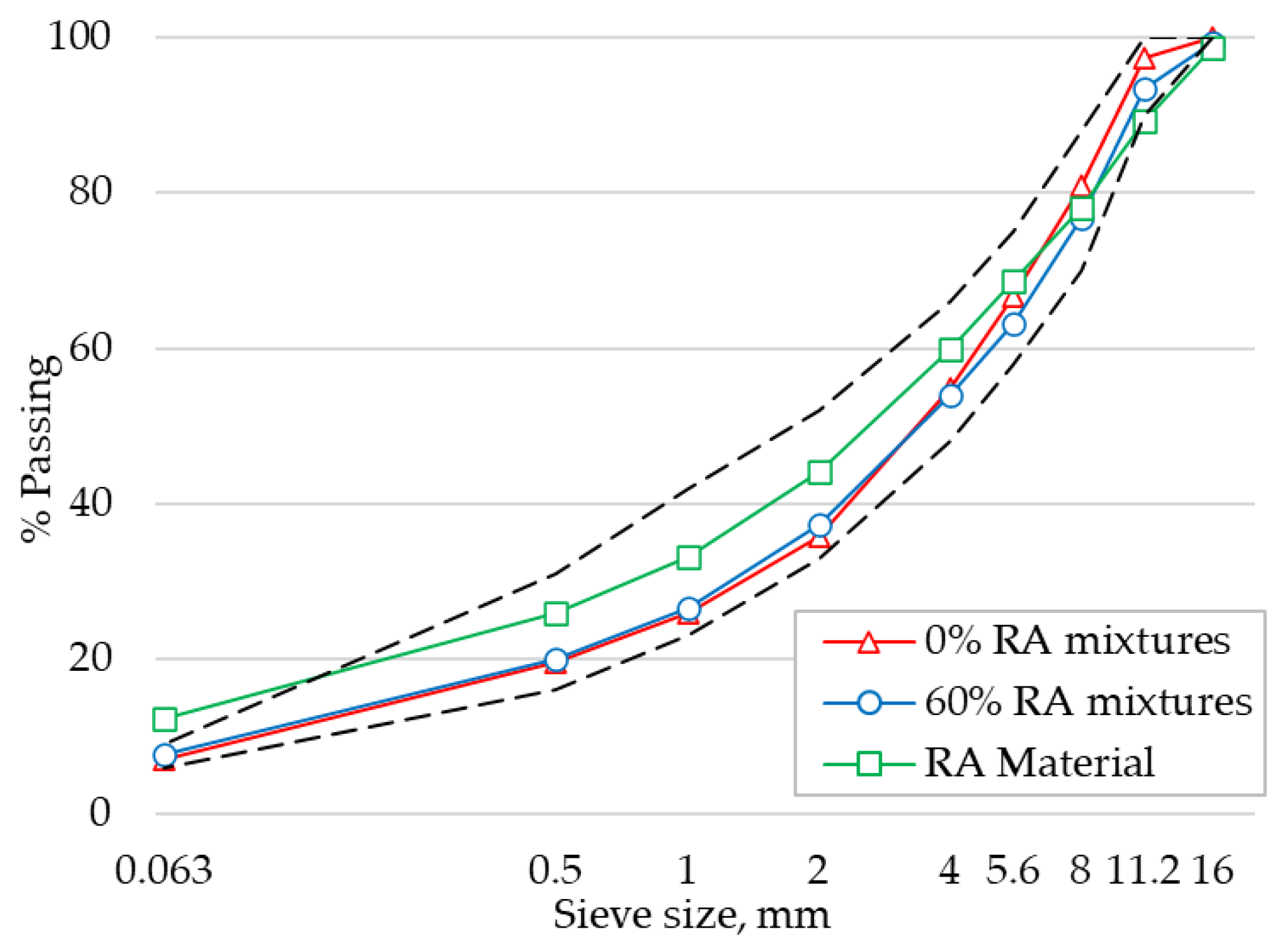
3.1. Virgin Aggregates and RA Material
3.2. Virgin Binder and RA Binder
3.3. Mixture Preparation
3.4. Thermal Stress Restrained Specimen Test (TSRST)
3.5. Wheel Tracking Rest
3.6. Moisture Susceptibility Test
4. Results and Discussion
4.1. Volumetric Analysis
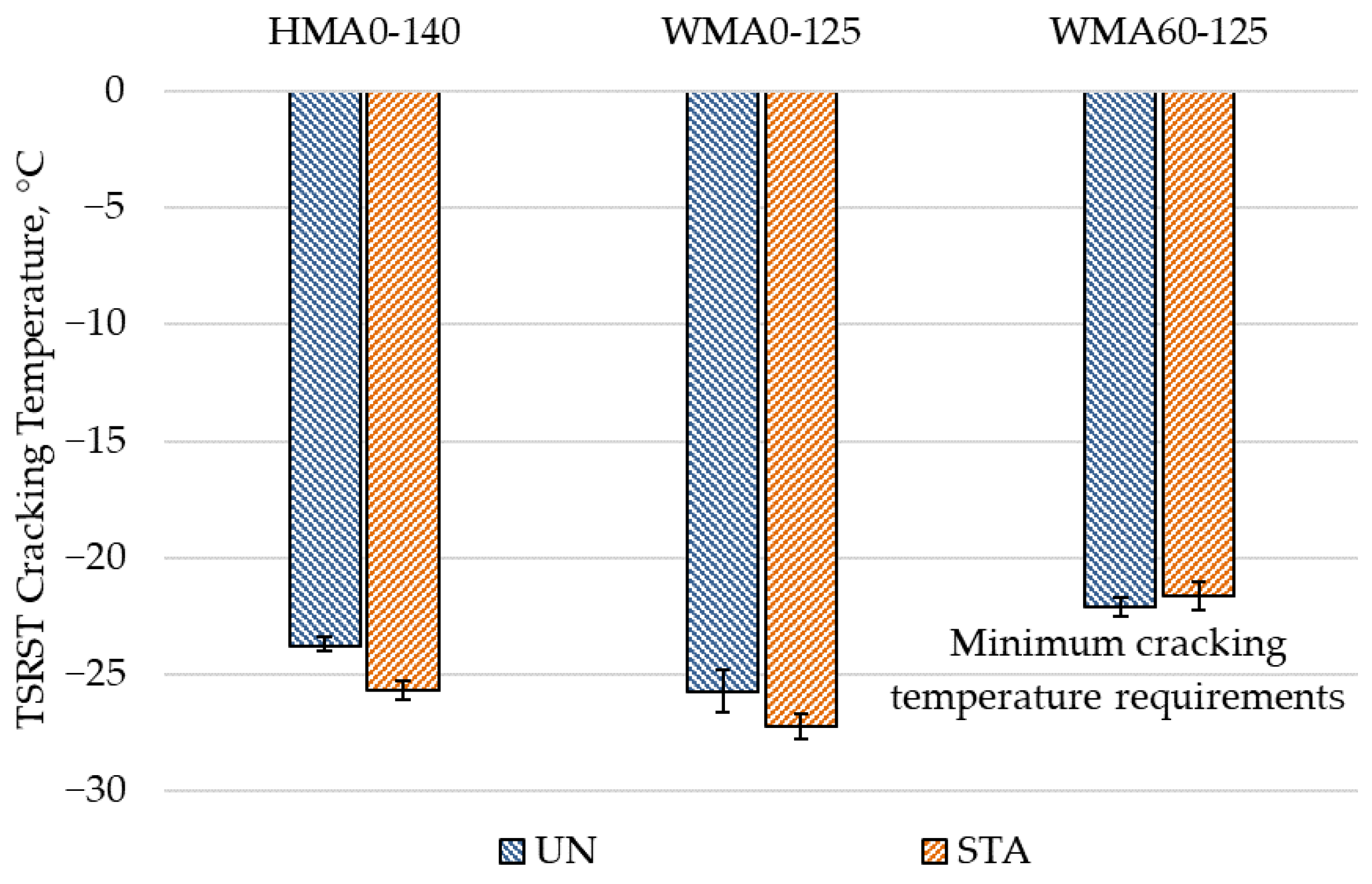
4.2. Low-Temperature Performance
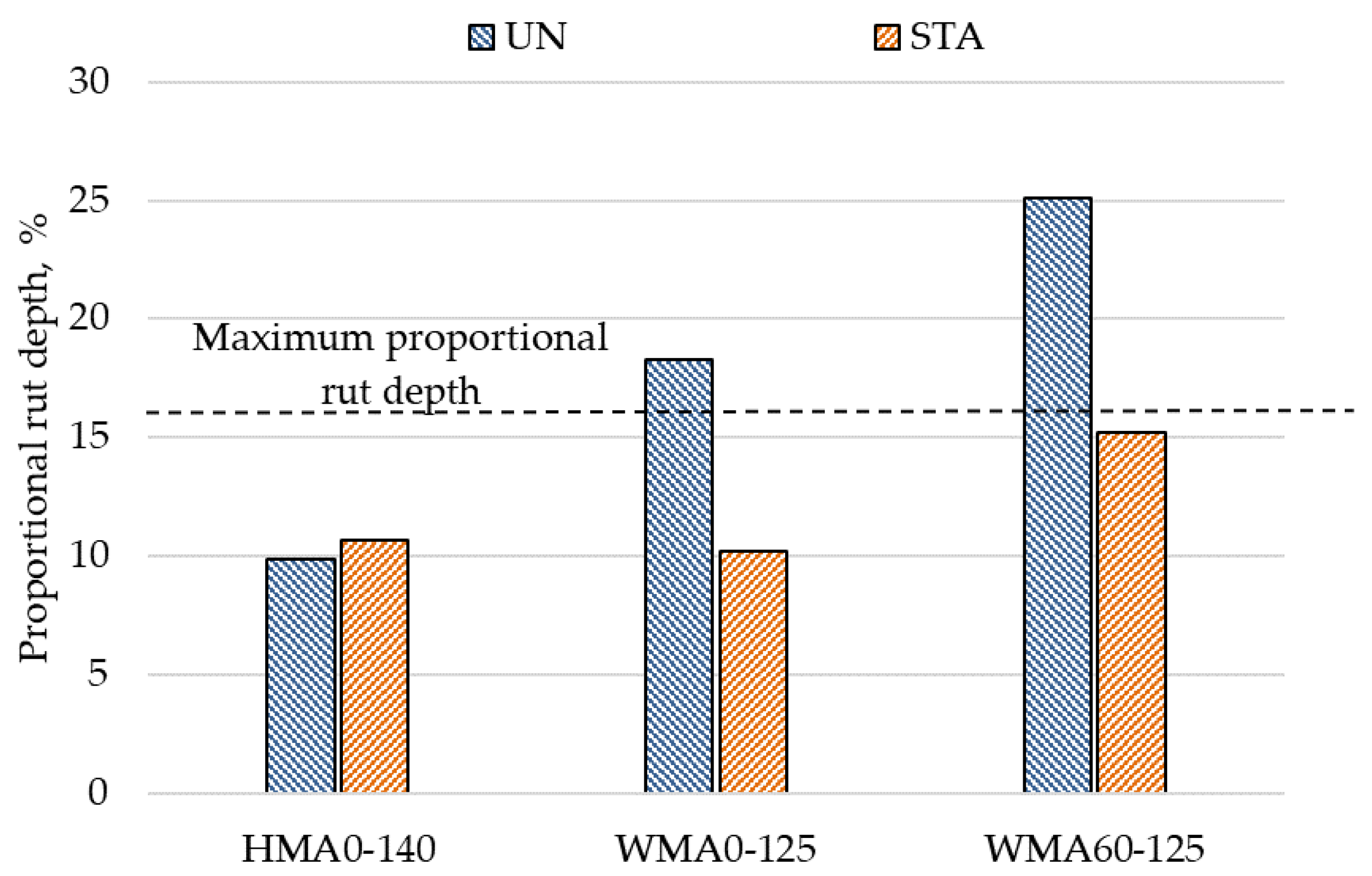
4.3. Rutting Performance
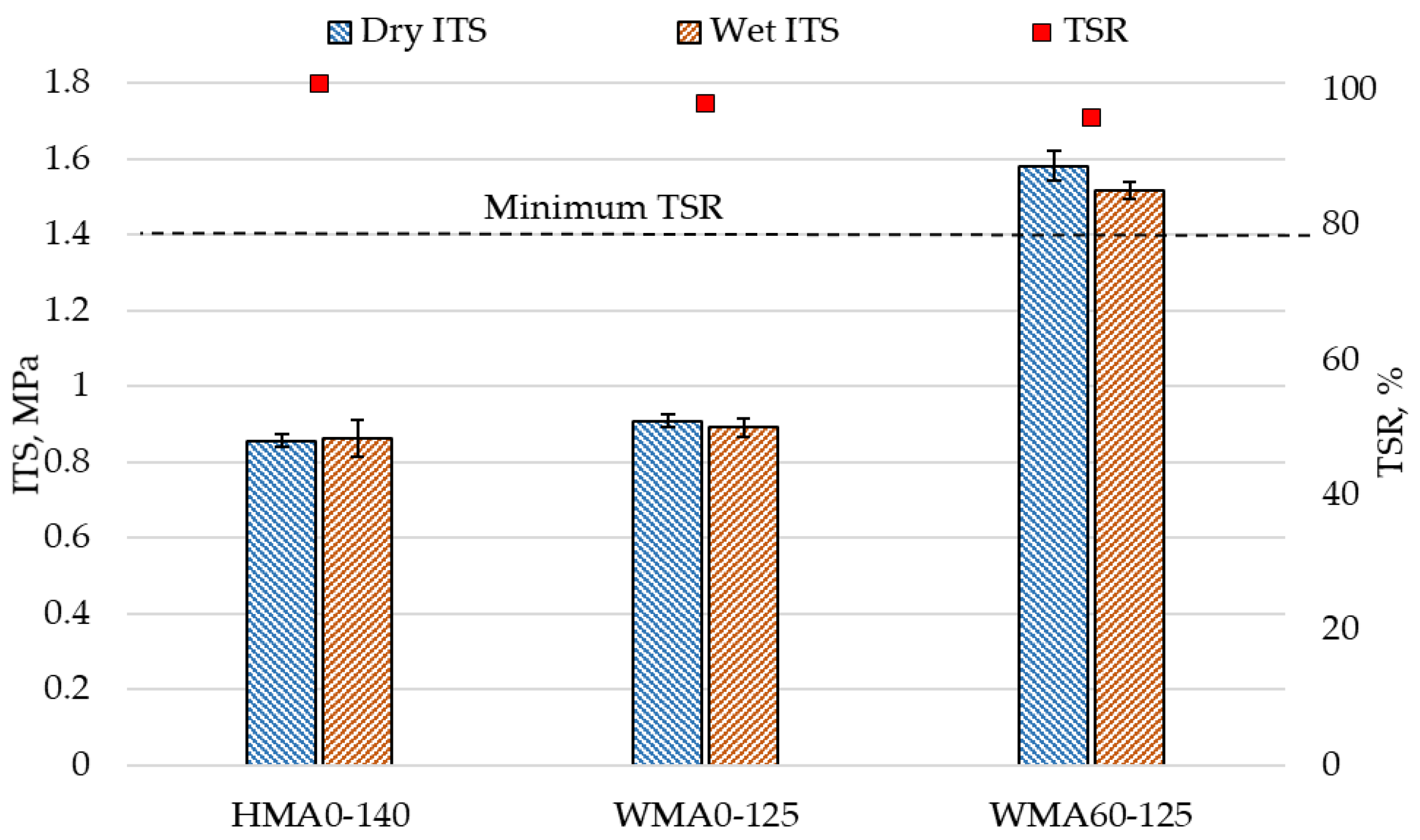
4.4. Moisture Susceptibility
5. Conclusions
- The addition of chemical additive without changing the temperature enhanced the compactibility of the HMA mixture. A reduction of 15 °C in mixing temperature compared to HMA mixture was achieved for WMA mixtures using chemical additive. The incorporation of RA material reduced the air voids in the WMA mixture.
- The low temperature cracking performance of virgin WMA mixtures was superior to control HMA mixture. However, the addition of RA material degraded the low-temperature cracking resistance of the WMA mixture.
- The virgin WMA mixture showed higher rutting potential compared to the control mixture, due to binder modification and lower binder aging. The incorporation of RA material degraded the rutting resistance of the WMA mixture. The short-term aging of WMA mixtures also affected the rutting resistance compared to unaged mixtures.
- The reduction in mixing temperature using chemical additive and incorporation of RA material did not show any negative effect on moisture characteristics of the mixtures. The indirect tensile strength for WMA mixture containing RA material was much higher than HMA and virgin WMA mixtures, due to the presence of oxidized RA binder.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lauby-Secretan, B.; Baan, R.; Grosse, Y.; Ghissassi, F.E.; Bouvard, V.; Benbrahim-Tallaa, L.; Guha, N.; Galichet, L.; Straif, K. Bitumens and bitumen emissions, and some heterocyclic polycyclic aromatic hydrocarbons. Lancet Oncol. 2011, 12, 1190–1191. [Google Scholar] [CrossRef]
- Xu, Y.; Lindh, C.H.; Jönsson, B.A.G.; Broberg, K.; Albin, M. Occupational exposure to asphalt mixture during road paving is related to increased mitochondria DNA copy number: A cross-sectional study. Environ. Health 2018, 17, 29. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mundt, K.A.; Dell, L.D.; Crawford, L.; Sax, S.N.; Boffetta, P. Cancer Risk Associated with Exposure to Bitumen and Bitumen Fumes. J. Occup. Environ. Med. 2018, 60, e6–e54. [Google Scholar] [CrossRef]
- IARC. Some non-heterocyclic Polycyclic Aromatic Hydrocarbons and some related exposures. In IARC Monographs on the Evaluation of Carcinogenic Risks to Humans; IACR Publications: Lyon, France, 2010; Volume 92, pp. 1–853. [Google Scholar]
- Randem, B.G.; Langård, S.; Dale, I.; Kongerud, J.; Martinsen, J.I.; Andersen, A. Cancer incidence among male Norwegian asphalt workers. Am. J. Ind. Med. 2003, 43, 88–95. [Google Scholar] [CrossRef] [PubMed]
- Kauppinen, T.; Heikkilä, P.; Partanen, T.; Virtanen, S.V.; Pukkala, E.; Ylöstalo, P.; Burstyn, I.; Ferro, G.; Boffetta, P. Mortality and cancer incidence of workers in Finnish road paving companies. Am. J. Ind. Med. 2003, 43, 49–57. [Google Scholar] [CrossRef]
- Xiu, M.; Wang, X.; Morawska, L.; Pass, D.; Beecroft, A.; Mueller, J.F.; Thai, P. Emissions of Particulate Matters, Volatile Organic Compounds and Polycyclic Aromatic Hydrocarbons from Warm and Hot Asphalt Mixes. J. Clean. Prod. 2020, 275, 123094. [Google Scholar] [CrossRef]
- Kitto, A.M.; Pirbazari, M.; Badriyha, B.N.; Ravindran, V.; Tyner, R.; Synolakis, C.E. Emissions of Volatile and Semi-Volatile Organic Compounds and Particulate Matter from Hot Asphalts. Environ. Technol. 1997, 18, 121–138. [Google Scholar] [CrossRef]
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm mix asphalt: An overview. J. Clean. Prod. 2012, 24, 76–84. [Google Scholar] [CrossRef]
- Kumar, G.S.; Suresha, S.N. State of the art review on mix design and mechanical properties of warm mix asphalt. Road Mater. Pavement Des. 2018, 20, 1501–1524. [Google Scholar] [CrossRef]
- Zaumanis, M. Warm Mix Asphalt. In Climate Change, Energy, Sustainability and Pavements; Gopalakrishnan, K., Steyn, W., Harvey, J., Eds.; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Hurley, G.; Prowell, B. Evaluation of Sasobit for Use in Warm Mix Asphalt; NCAT Report No. 05–06; National Center for Asphalt Technology: Auburn, AL, USA, 2005. [Google Scholar]
- Hurley, G.; Prowell, B. Evaluation of Evotherm® for Use in Warm Mix Asphalt; NCAT Report 06–02; National Center for Asphalt Technology: Auburn, AL, USA, 2006. [Google Scholar]
- Cao, R.; Leng, Z.; Yu, H.; Hsu, S.C. Comparative life cycle assessment of warm mix technologies in asphalt rubber pavements with uncertainty analysis. Resour. Conserv. Recycl. 2019, 147, 137–144. [Google Scholar] [CrossRef]
- Yousefi, A.; Behnood, A.; Nowruzi, A.; Haghshenas, H. Performance evaluation of asphalt mixtures containing warm mix asphalt (WMA) additives and reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2020, 268, 121200. [Google Scholar] [CrossRef]
- Amelian, S.; Manian, M.; Abtahi, S.M.; Goli, A. Moisture sensitivity and mechanical performance assessment of warm mix asphalt containing by-product steel slag. J. Clean. Prod. 2018, 176, 329–337. [Google Scholar] [CrossRef]
- Sobhi, S.; Yousefi, A.; Behnood, A. The effects of Gilsonite and Sasobit on the mechanical properties and durability of asphalt mixtures. Constr. Build. Mater. 2020, 238, 117676. [Google Scholar] [CrossRef]
- Julaganti, A.; Choudhary, R.; Kumar, A. Moisture susceptibility of WMA mixes with modified bituminous binders. Pet. Sci. Technol. 2017, 35, 1014–1021. [Google Scholar] [CrossRef]
- Xu, S.; Xiao, F.; Amirkhanian, S.; Singh, D. Moisture characteristics of mixtures with warm mix asphalt technologies—A review. Constr. Build. Mater. 2017, 142, 148–161. [Google Scholar] [CrossRef]
- Guo, N.; Liu, H.; Jiao, Y.; Mo, L.; Tan, Y.; Wang, D.; Liang, M. Effect of WMA-RAP technology on pavement performance of asphalt mixture: A state-of-the-art review. J. Clean. Prod. 2020, 266, 121704. [Google Scholar] [CrossRef]
- Zhang, W.; Shen, S.; Wu, S. Comparison of the Relative Long-Term Field Performance among Various Warm Mix Asphalt (WMA) Pavements. Transp. Res. Rec. J. Transp. Res. Board 2018, 2672, 200–210. [Google Scholar] [CrossRef]
- Costa, A.; Benta, A. Economic and environmental impact study of warm mix asphalt compared to hot mix asphalt. J. Clean. Prod. 2016, 112, 2308–2317. [Google Scholar] [CrossRef]
- Wu, S.; Tahri, O.; Shen, S.; Zhang, W.; Muhunthan, B. Environmental impact evaluation and long-term rutting resistance performance of warm mix asphalt technologies. J. Clean. Prod. 2021, 278, 123938. [Google Scholar] [CrossRef]
- Vidal, R.; Moliner, E.; Martínez, G.; Rubio, M.C. Life cycle assessment of hot mix asphalt and zeolite-based warm mix asphalt with reclaimed asphalt pavement. Resour. Conserv. Recycl. 2013, 74, 101–114. [Google Scholar] [CrossRef]
- Vega-Araujo, D.; Martinez-Arguelles, G.; Santos, J. Comparative life cycle assessment of warm mix asphalt with recycled concrete aggregates: A Colombian case study. Procedia CIRP 2020, 90, 285–290. [Google Scholar] [CrossRef]
- Giani, M.I.; Dotelli, G.; Brandini, N.; Zampori, L. Comparative life cycle assessment of asphalt pavements using reclaimed asphalt, warm mix technology and cold in-place recycling. Resour. Conserv. Recycl. 2015, 104, 224–238. [Google Scholar] [CrossRef]
- Hasan, U.; Whyte, A.; Jassmi, H.A. Life cycle assessment of roadworks in United Arab Emirates: Recycled construction waste, reclaimed asphalt pavement, warm-mix asphalt and blast furnace slag use against traditional approach. J. Clean. Prod. 2020, 257, 120531. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B. Review of very high-content reclaimed asphalt use in plant produced pavements: State of the art. Int. J. Pavement Eng. 2015, 16, 39–55. [Google Scholar] [CrossRef]
- Moghaddam, T.B.; Baaj, H. The use of rejuvenating agents in production of recycled hot mix asphalt: A systematic review. Constr. Build. Mater. 2016, 114, 805–816. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Sahoo, U.C. Influence of softer binder and rejuvenator on bituminous mixtures containing reclaimed asphalt pavement (RAP) material. Int. J. Transp. Sci. Technol. 2020, in press. [Google Scholar] [CrossRef]
- Al-Qadi, I.L.; Elseifi, M.A.; Carpenter, S.H. Reclaimed Asphalt Pavement: A Literature Review; Report Number FHWA-ICT-07-001; Center for Transportation: Springfield, IL, USA, 2007. [Google Scholar]
- Piccone, G.; Loprencipe, G.; Almeida, A.; Fiore, N. Evaluation of the Performance of a Warm Mix Asphalt (WMA) Considering Aged and Unaged Specimens. Coatings 2020, 10, 1241. [Google Scholar] [CrossRef]
- National Academies of Sciences, Engineering, and Medicine. Long-Term Field Performance of Warm Mix Asphalt Technologies; The National Academies Press: Washington, DC, USA, 2017. [Google Scholar]
- Fakhri, M.; Hosseini, S.A. Laboratory evaluation of rutting and moisture damage resistance of glass fiber modified warm mix asphalt incorporating high rap proportion. Constr. Build. Mater. 2017, 134, 626–640. [Google Scholar] [CrossRef]
- Izaks, R.; Rathore, M.; Haritonovs, V.; Zaumanis, M. Performance properties of high modulus asphalt concrete containing high reclaimed asphalt content and polymer modified binder. Int. J. Pavement Eng. 2020. [Google Scholar] [CrossRef]
- Goli, H.; Latifi, M. Evaluation of the effect of moisture on behavior of warm mix asphalt (WMA) mixtures containing recycled asphalt pavement (RAP). Constr. Build. Mater. 2020, 247, 118526. [Google Scholar] [CrossRef]
- Guo, N.; You, Z.; Tan, Y.; Zhao, Y. Performance evaluation of warm mix asphalt containing reclaimed asphalt mixtures. Int. J. Pavement Eng. 2016, 18, 981–989. [Google Scholar] [CrossRef]
- Nejad, M.F.; Azarhoosh, A.; Hamedi, G.H.; Roshani, H. Rutting performance prediction of warm mix asphalt containing reclaimed asphalt pavements. Road Mater. Pavement Des. 2014, 15, 207–219. [Google Scholar] [CrossRef]
- Farooq, M.A.; Mir, M.S.; Sharma, A. Laboratory study on use of rap in wma pavements using rejuvenator. Constr. Build. Mater. 2018, 168, 61–72. [Google Scholar] [CrossRef]
- Zhao, S.; Huang, B.; Shu, X.; Woods, M. Comparative evaluation of warm mix asphalt containing high percentages of reclaimed asphalt pavement. Constr. Build. Mater. 2013, 44, 92–100. [Google Scholar] [CrossRef]
- Mogawer, W.; Austerman, A.; Mohammad, L.; Kutay, M.E. Evaluation of high RAP-WMA asphalt rubber mixtures. Road Mater. Pavement Des. 2013, 14, 129–147. [Google Scholar] [CrossRef]
- Lu, D.X.; Saleh, M.; Nguyen, N.H.T. Effect of rejuvenator and mixing methods on behaviour of warm mix asphalt containing high RAP content. Constr. Build. Mater. 2019, 197, 792–802. [Google Scholar] [CrossRef]
- Rathore, M.; Zaumanis, M. Impact of laboratory mixing procedure on the properties of reclaimed asphalt pavement mixtures. Constr. Build. Mater. 2020, 264, 120709. [Google Scholar] [CrossRef]
- Abduljabbar, M.H.; Albayati, A.H. The Simulation of Short-Term Aging Based on the Moisture Susceptibility of Asphalt Concrete Mixtures. Results Eng. 2019, 2, 100012. [Google Scholar] [CrossRef]
- Almeida, A.; Capitão, S.; Bandeira, R.; Fonseca, M.; Picado-Santos, L. Performance of AC mixtures containing flakes of LDPE plastic film collected from urban waste considering ageing. Constr. Build. Mater. 2020, 232, 117253. [Google Scholar] [CrossRef]
- CS:2019, Road specifications (including technical specifications for road maintenance works). Latvian State Roads: Riga, Latvia, 2019.
- EN 12697-1, Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 1: Soluble Binder Content; European Committee for Standardization: Brussels, Belgium, 2005.
- EN 933-4: Tests for Geometrical Properties of Aggregates, Consists of the Following Parts: Part 4: Determination of Particle Shape—Shape Index; European Committee for Standardization: Brussels, Belgium, 2008.
- EN 933-6: Tests for Geometrical Properties of Aggregates, Consists of the Following Parts: Part 6: Assessment of Surface Characteristics—Flow Coefficient of Aggregates; European Committee for Standardization: Brussels, Belgium, 2014.
- EN 12697-3: Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 3: Bitumen Recovery: Rotary Evaporator; European Committee for Standardization: Brussels, Belgium, 2014.
- CEN/TS 12697-52:2017: Bituminous mixtures—Test methods—Part 52: Conditioning to Address Oxidative Ageing; European Committee for Standardization: Brussels, Belgium, 2017.
- CEN EN 12697-46:2020: Bituminous Mixtures—Test Methods—Part 46: Low Temperature Cracking and Properties by Uniaxial Tension Tests; European Committee for Standardization: Brussels, Belgium, 2020.
- EN 12697-22: Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 22: Wheel Tracking; European Committee for Standardization: Brussels, Belgium, 2003.
- EN 12697-12: Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 12: Determination of the Water Sensitivity of Bituminous Specimens; European Committee for Standardization: Brussels, Belgium, 2008.
- EN 12697-23: Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 23: Determination of the Indirect Tensile Strength of Bituminous Specimens; European Committee for Standardization: Brussels, Belgium, 2003.
- Zaumanis, M.; Arraigadaa, M.; Wyss, S.A.; Zeyer, K.; Cavalli, M.C.; Poulikakos, L. Performance-based design of 100% recycled hot-mix asphalt and validation using traffic load simulator. J. Clean. Prod. 2019, 237, 117679. [Google Scholar] [CrossRef]
- Jung, D.; Vinson, T.S. Thermal Stress Restrained Specimen Test to Evaluate Low-Temperature Cracking of Asphalt-Aggregate Mixtures. Transp. Res. Rec. 1993, 1417, 12–20. [Google Scholar]
- Yu, B.; Gu, X.; Wu, M.; Ni, F. Application of a high percentage of reclaimed asphalt pavement in an asphalt mixture: Blending process and performance investigation. Road Mater. Pavement Des. 2016, 18, 753–765. [Google Scholar] [CrossRef]
- Zhao, W.; Xiao, F.; Amirkhanian, S.N.; Putman, B.J. Characterization of rutting performance of warm additive modified asphalt mixtures. Constr. Build. Mater. 2012, 31, 265–272. [Google Scholar] [CrossRef]
- Bairgi, B.K.; Tarefder, R.A. Field Performance Characteristics of Warm Mix Asphalt (WMA) with Various Additives. In Proceedings of the International Conference on Transportation and Development 2021 (Virtual Conference), 8–10 June 2021. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | RA Content | Mixing Temperature | Conditioning Process |
|---|---|---|---|
| HMA0-140-UN | 0% | 140 °C | Unaged |
| WMA0-140-UN | 0% | 140 °C | Unaged |
| WMA0-125-UN | 0% | 125 °C | Unaged |
| WMA0-110-UN | 0% | 110 °C | Unaged |
| HMA0-140-STA | 0% | 140 °C | Short-term aged @ 135 °C for 4 h |
| WMA0-125-STA | 0% | 125 °C | Short-term aged @ 120 °C for 4 h |
| WMA60-125-UN | 60% | 125 °C | Short-term aged @ 120 °C for 4 h |
| WMA60-125-STA | 60% | 125 °C | Short-term aged @ 120 °C for 4 h |
| Mixture | Max Density, kg/m3 | Air Voids, % | VMA, % | VFB, % |
|---|---|---|---|---|
| HMA0-140-UN | 2487 | 1.7 | 15 | 88.4 |
| WMA0-140-UN | 2493 | 1.2 | 14.7 | 91.2 |
| WMA0-125-UN | 2501 | 2.6 | 15.8 | 84.1 |
| WMA0-110-UN | 2523 | 4.1 | 17.2 | 76.4 |
| HMA0-140-STA | 2518 | 1.9 | 15.4 | 87.7 |
| WMA0-125-STA | 2496 | 2.7 | 15.2 | 87.5 |
| WMA60-125-UN | 2494 | 1.8 | 15.9 | 83 |
| WMA60-125-STA | 2507 | 2 | 15.5 | 86.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rathore, M.; Haritonovs, V.; Zaumanis, M. Performance Evaluation of Warm Asphalt Mixtures Containing Chemical Additive and Effect of Incorporating High Reclaimed Asphalt Content. Materials 2021, 14, 3793. https://doi.org/10.3390/ma14143793
Rathore M, Haritonovs V, Zaumanis M. Performance Evaluation of Warm Asphalt Mixtures Containing Chemical Additive and Effect of Incorporating High Reclaimed Asphalt Content. Materials. 2021; 14(14):3793. https://doi.org/10.3390/ma14143793
Chicago/Turabian StyleRathore, Mukul, Viktors Haritonovs, and Martins Zaumanis. 2021. "Performance Evaluation of Warm Asphalt Mixtures Containing Chemical Additive and Effect of Incorporating High Reclaimed Asphalt Content" Materials 14, no. 14: 3793. https://doi.org/10.3390/ma14143793
APA StyleRathore, M., Haritonovs, V., & Zaumanis, M. (2021). Performance Evaluation of Warm Asphalt Mixtures Containing Chemical Additive and Effect of Incorporating High Reclaimed Asphalt Content. Materials, 14(14), 3793. https://doi.org/10.3390/ma14143793