
The Influence of Laser Defocusing in Selective Laser Melted IN 625

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
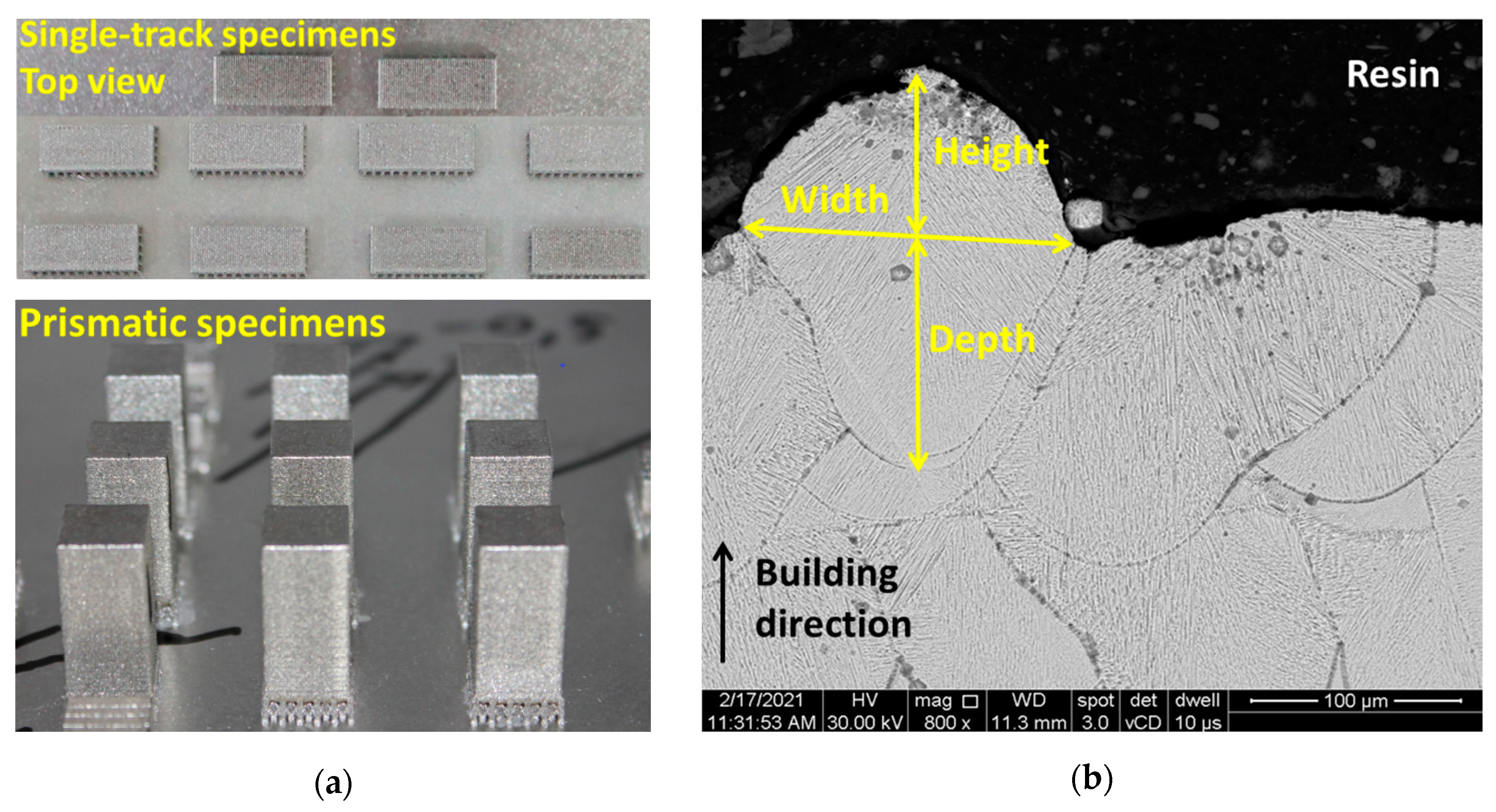
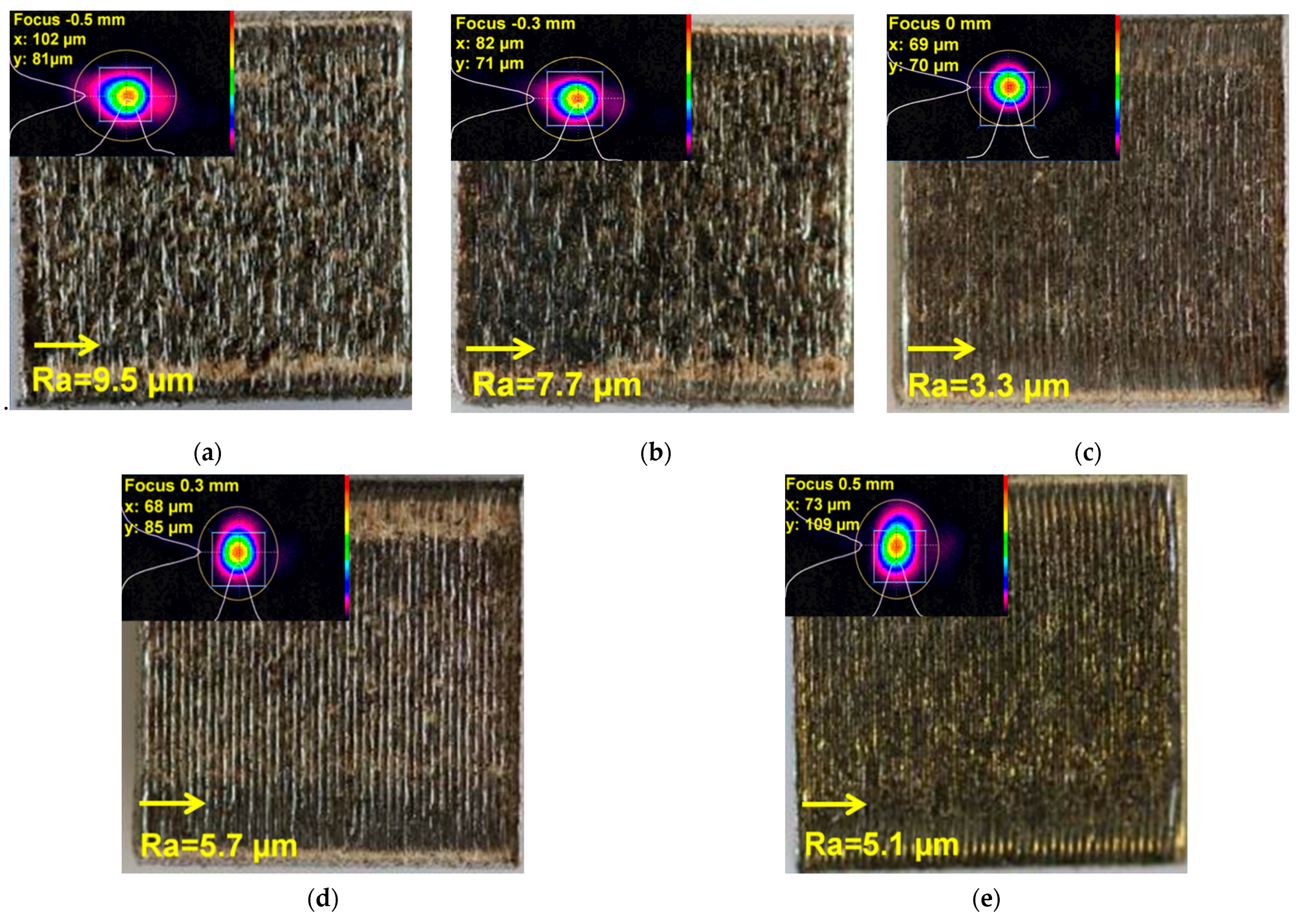
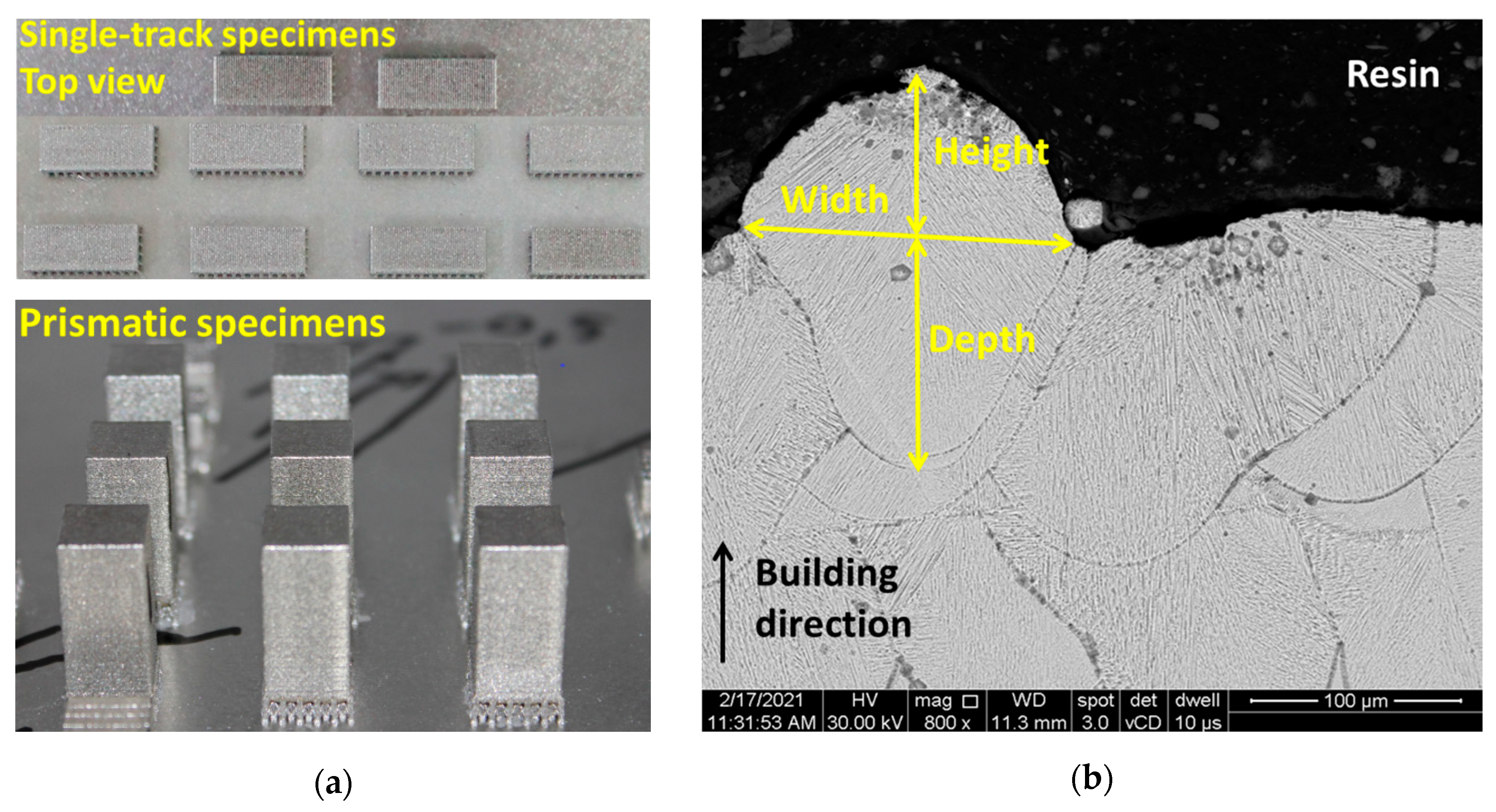
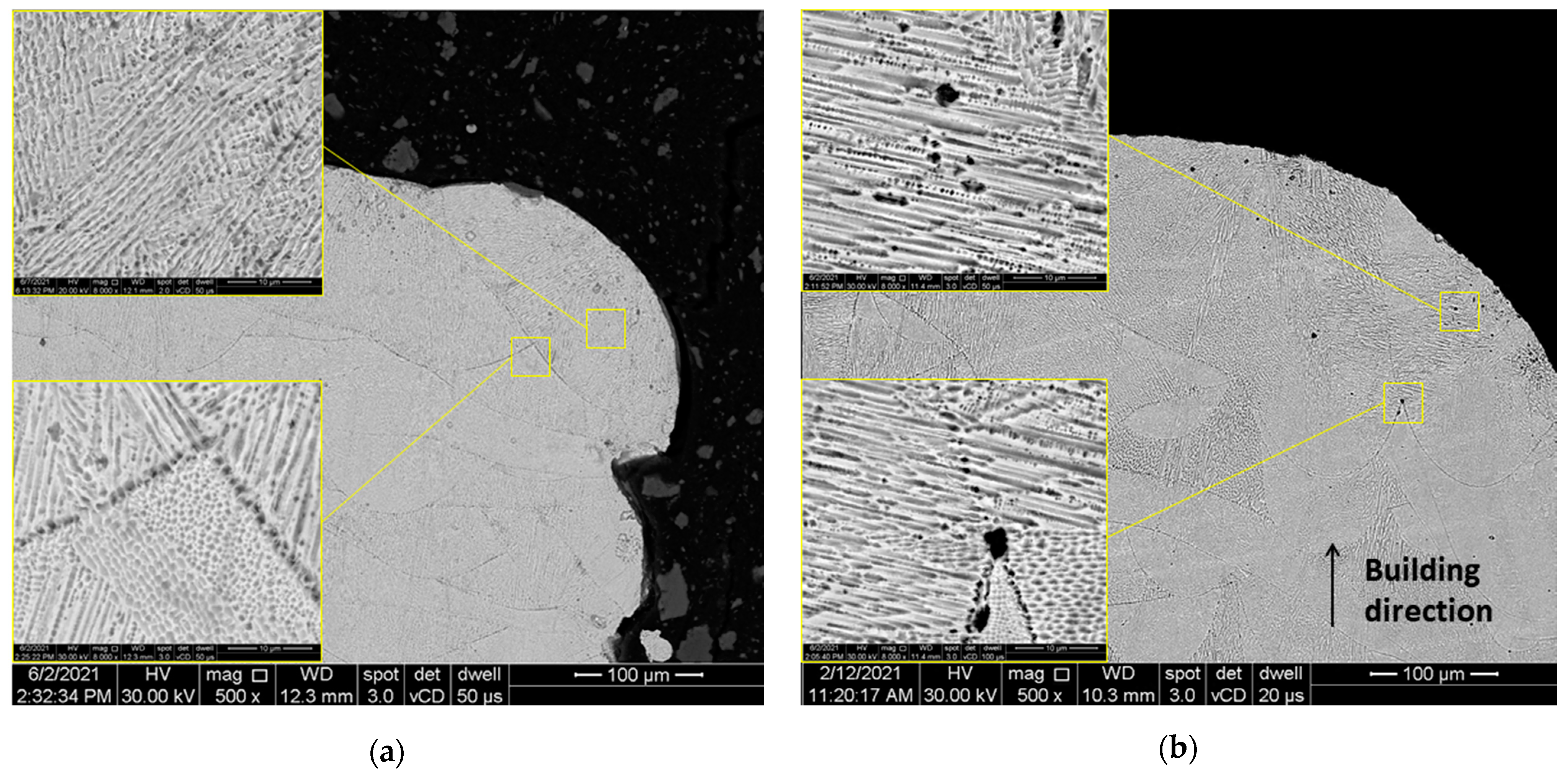
3.1. Macrostructural Analysis
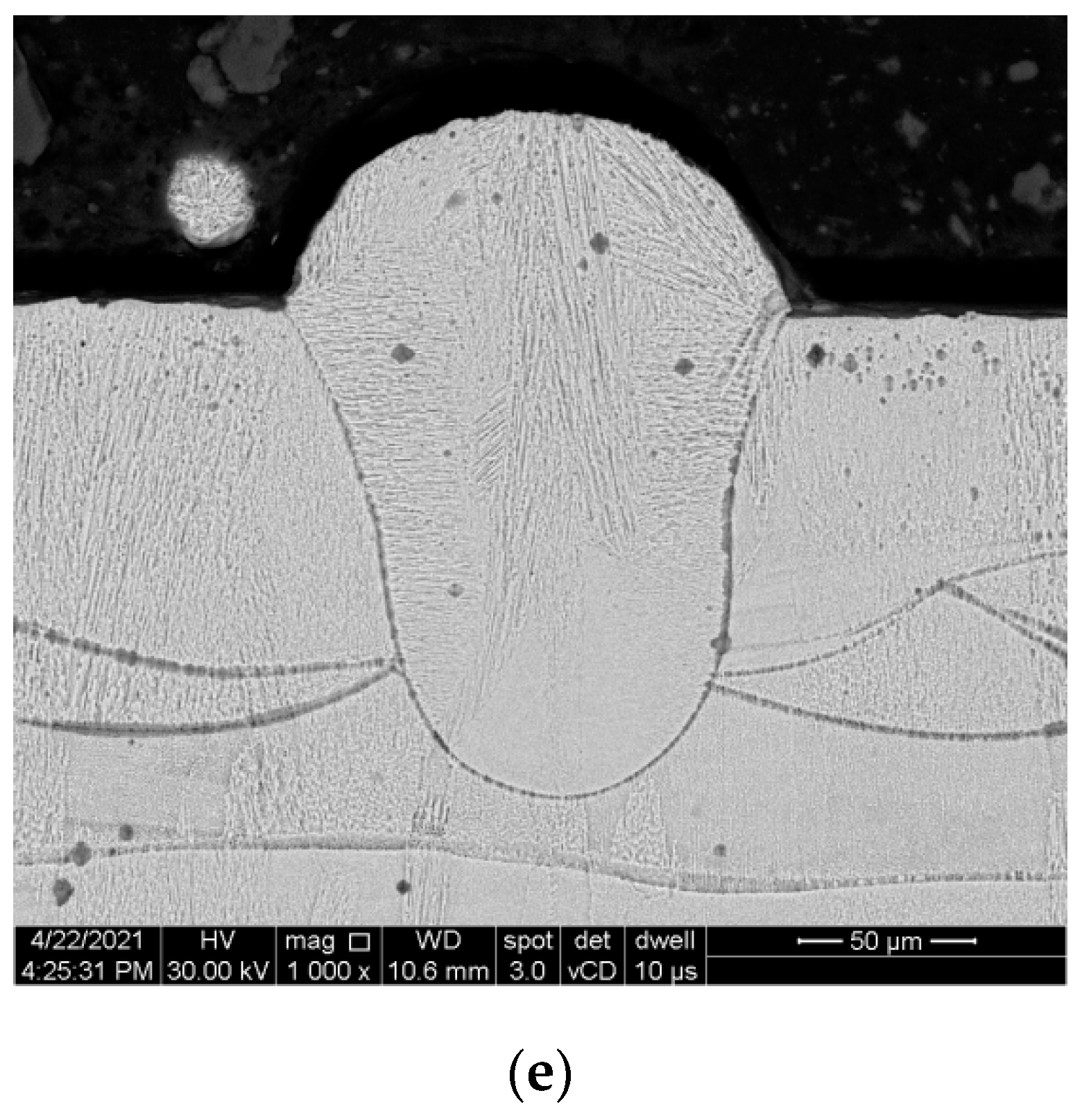
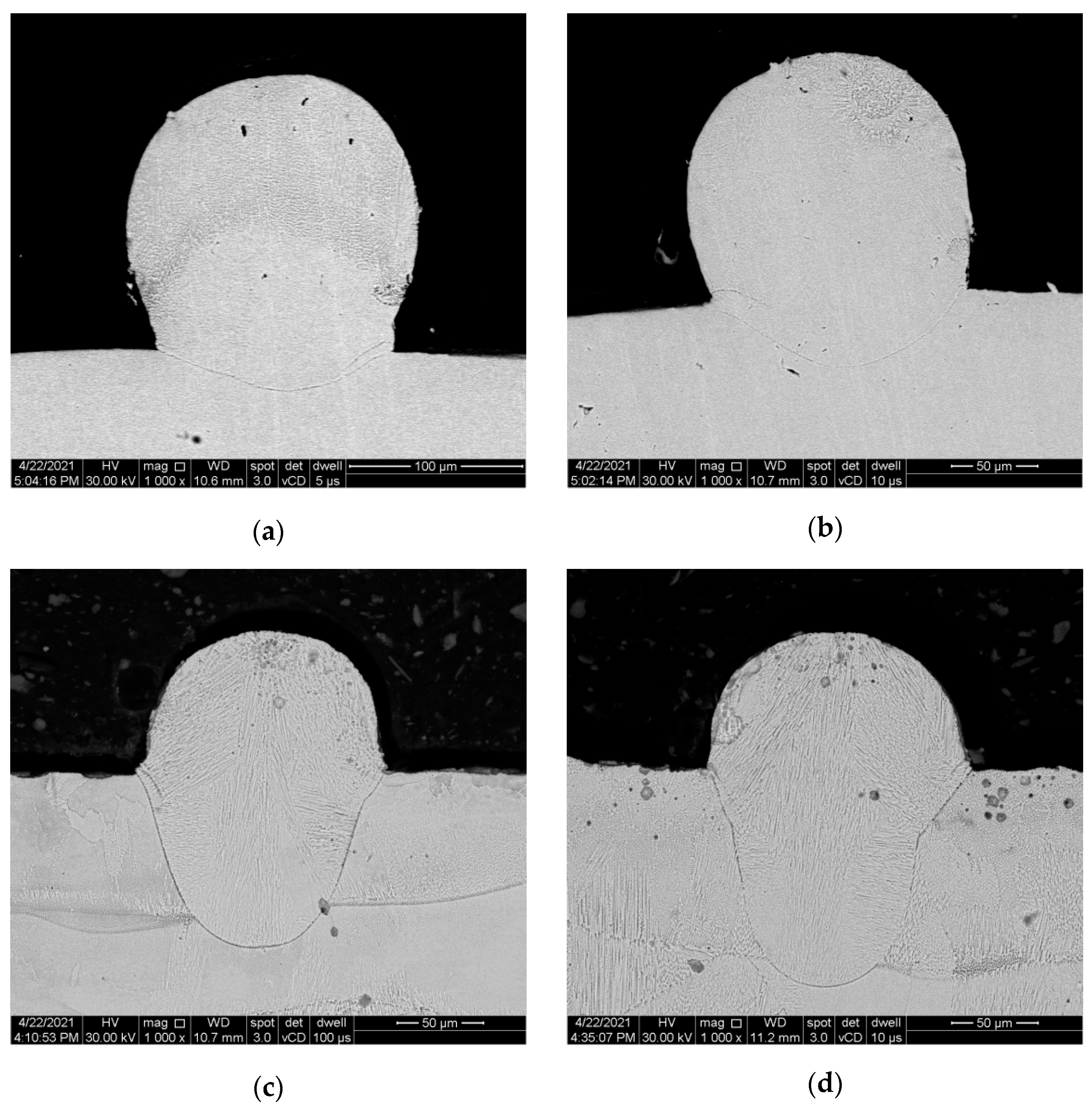
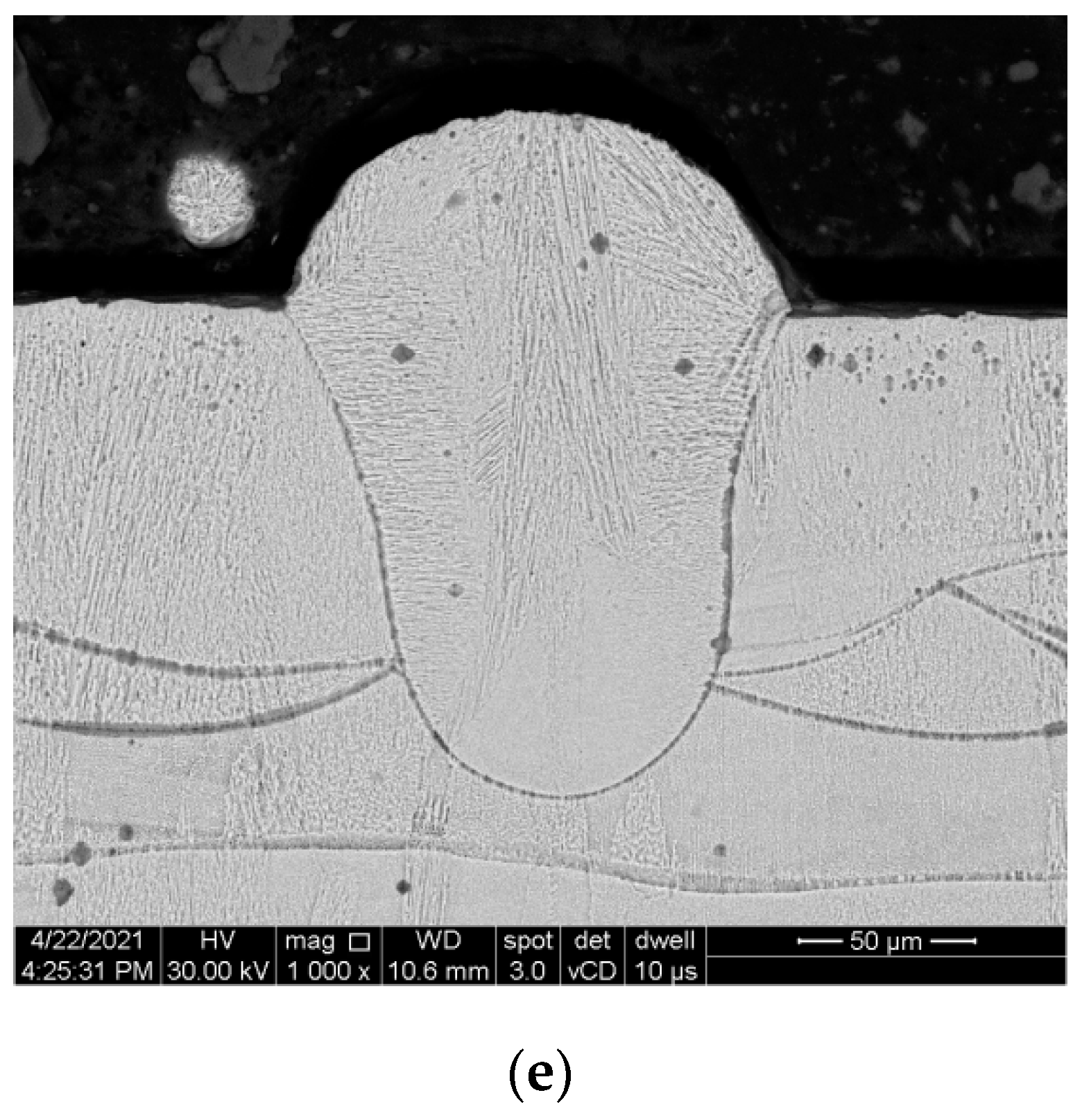
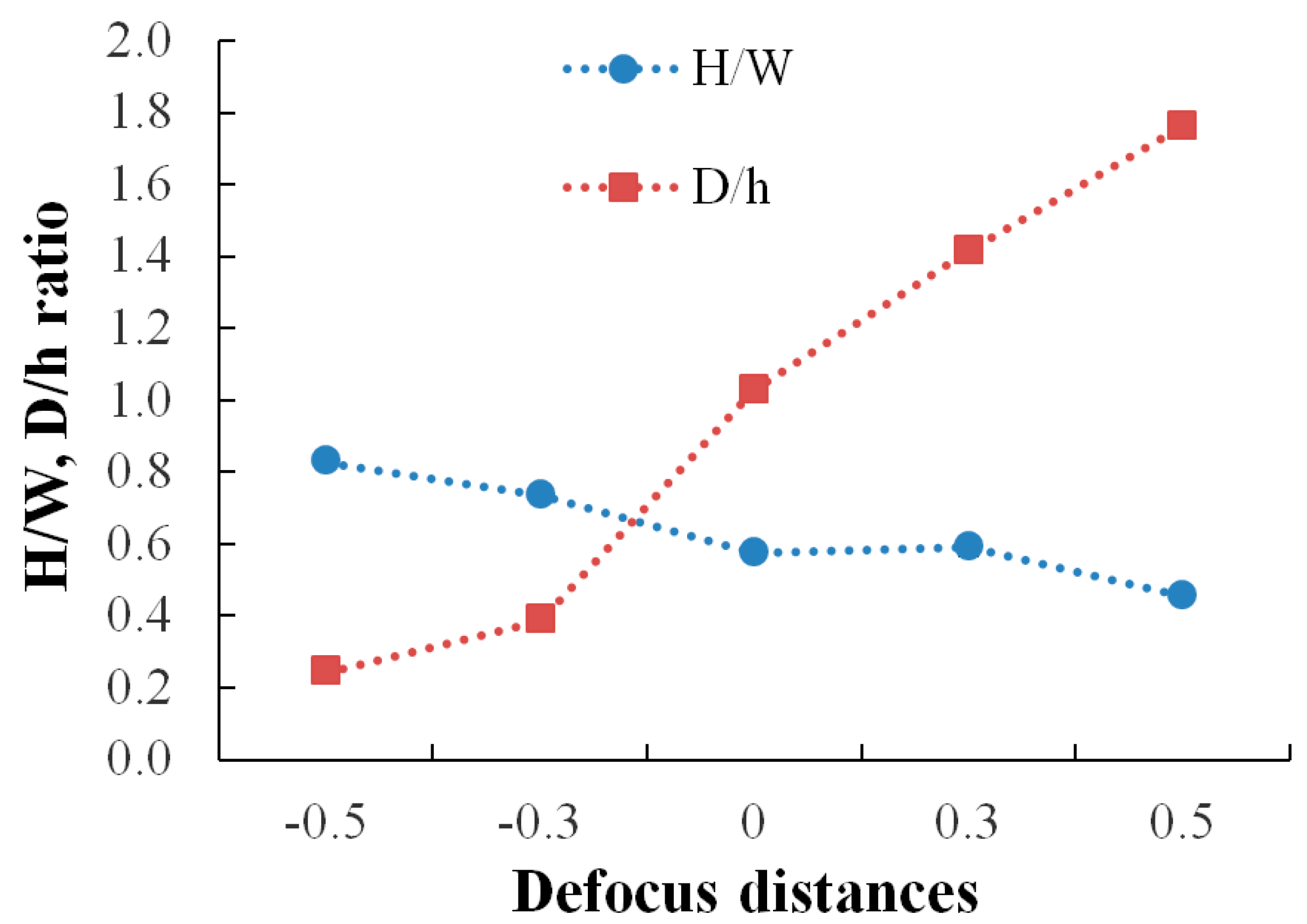
3.2. Melt Pool Behavior
3.3. Density Measurements
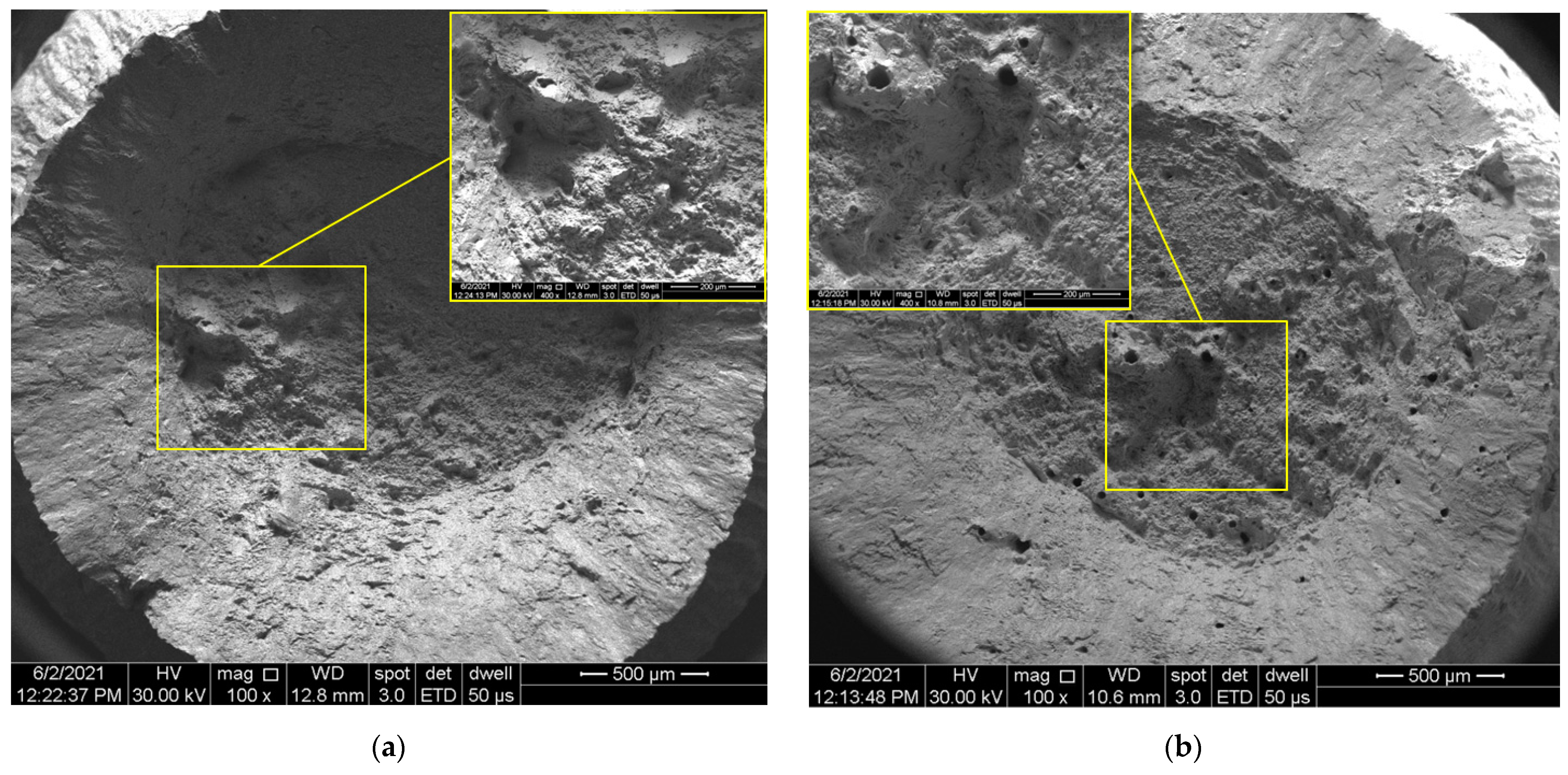
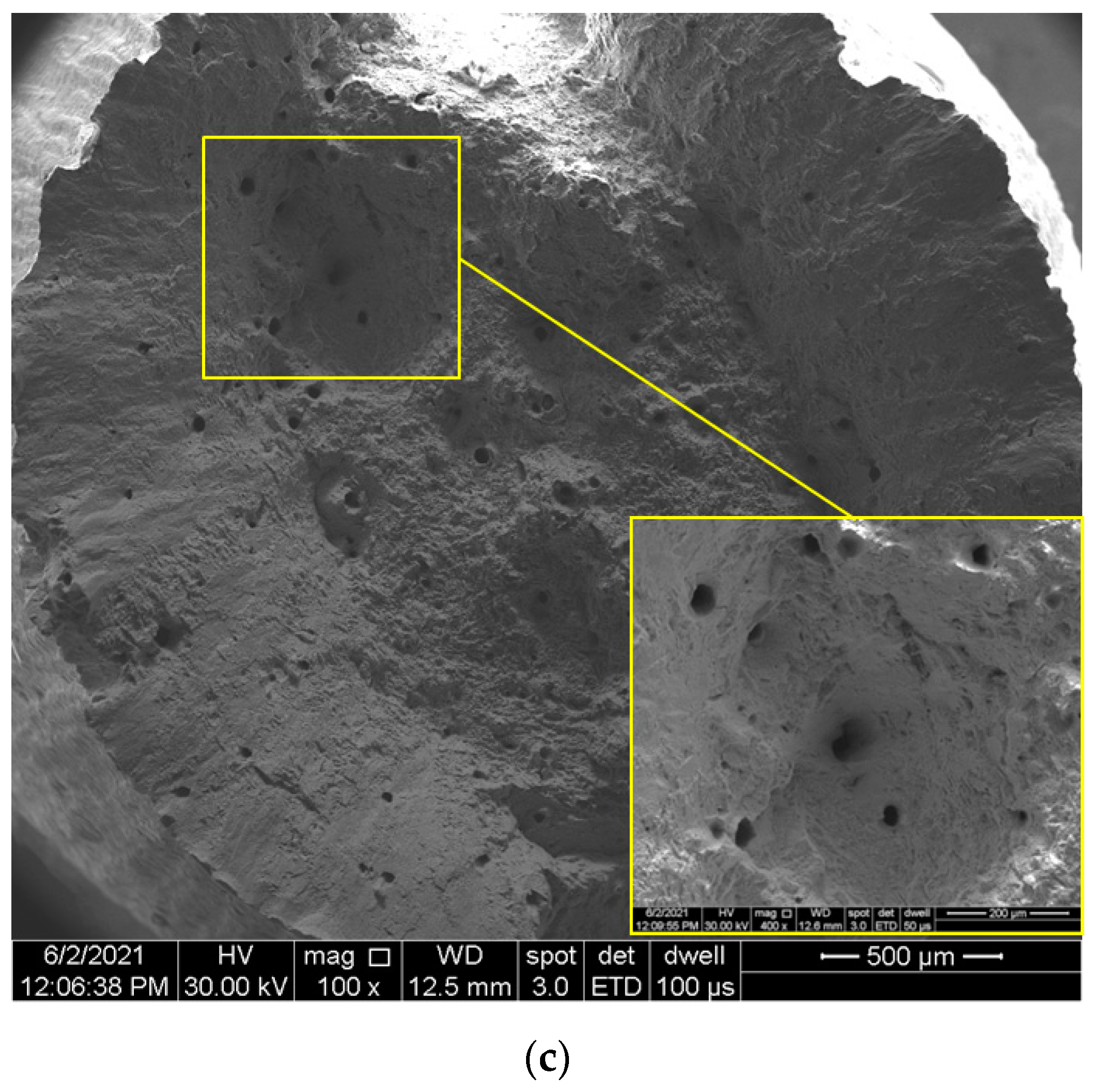
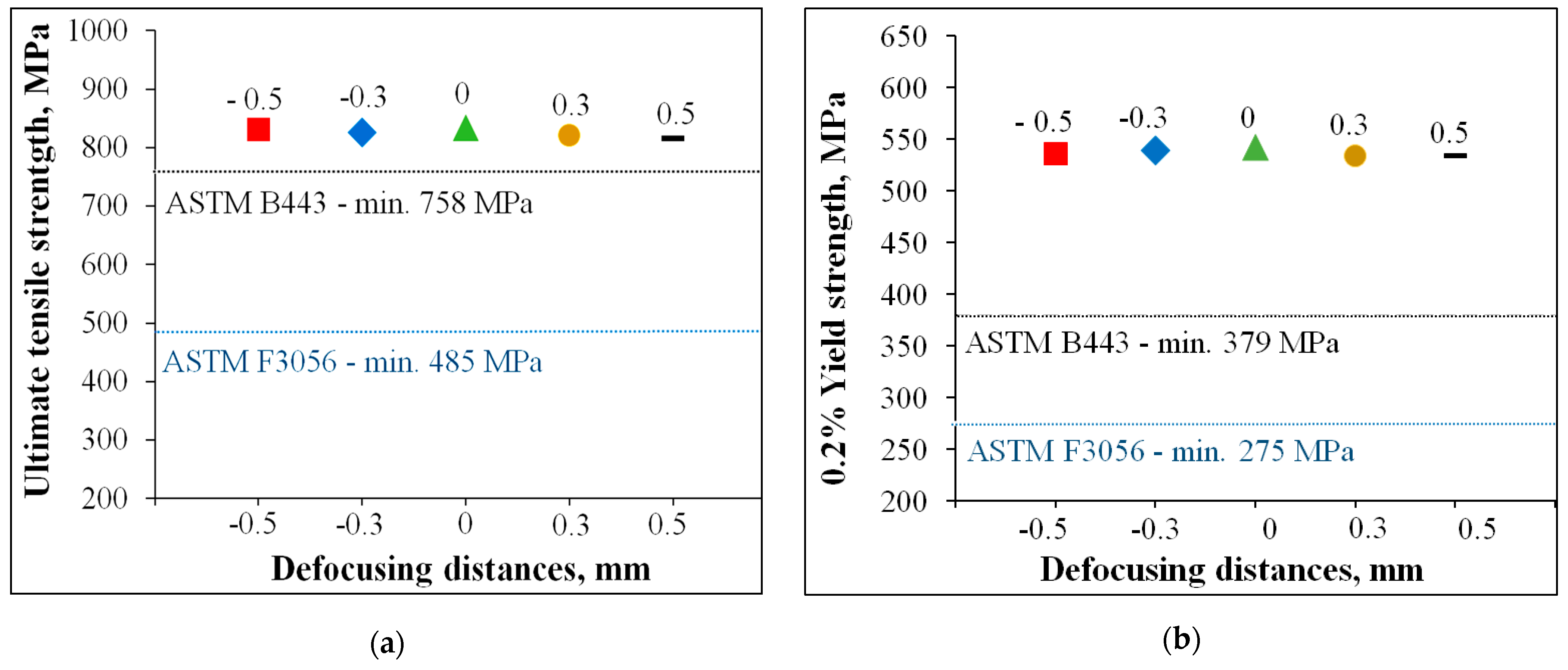
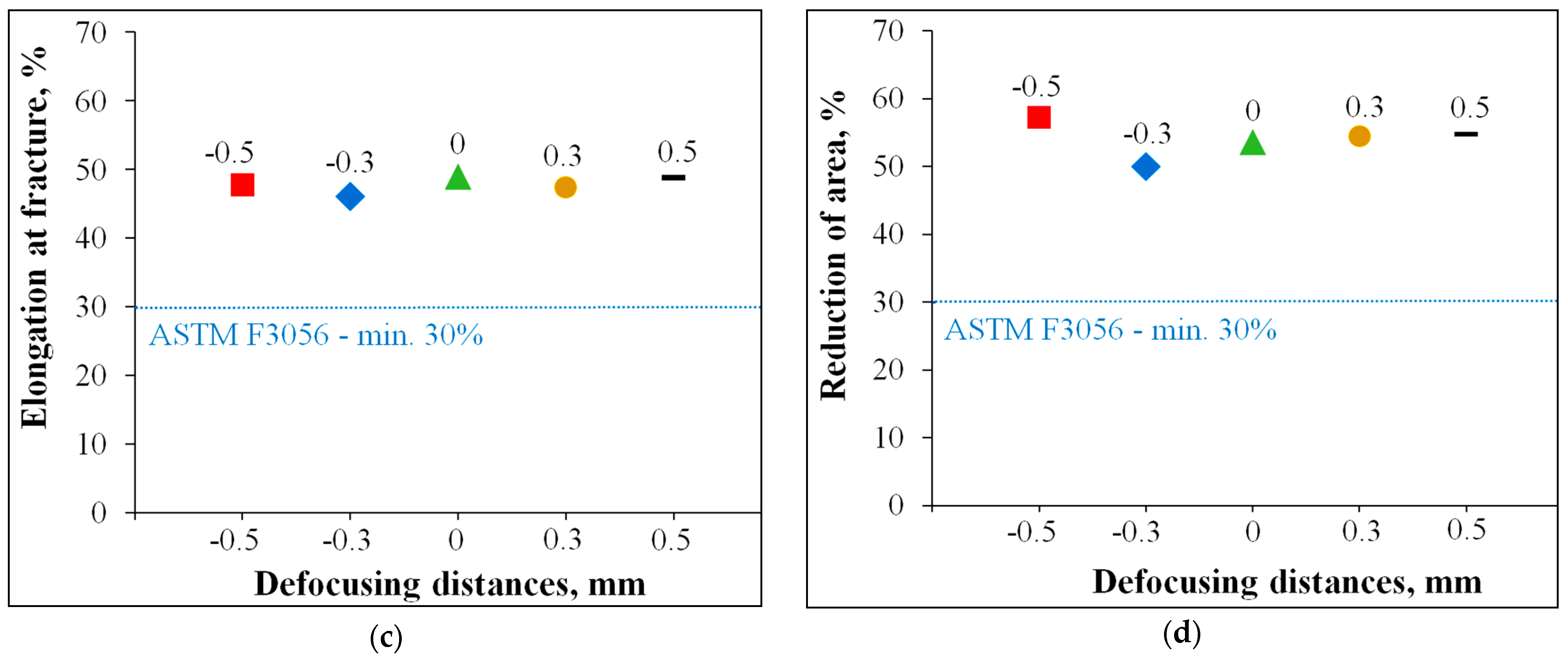
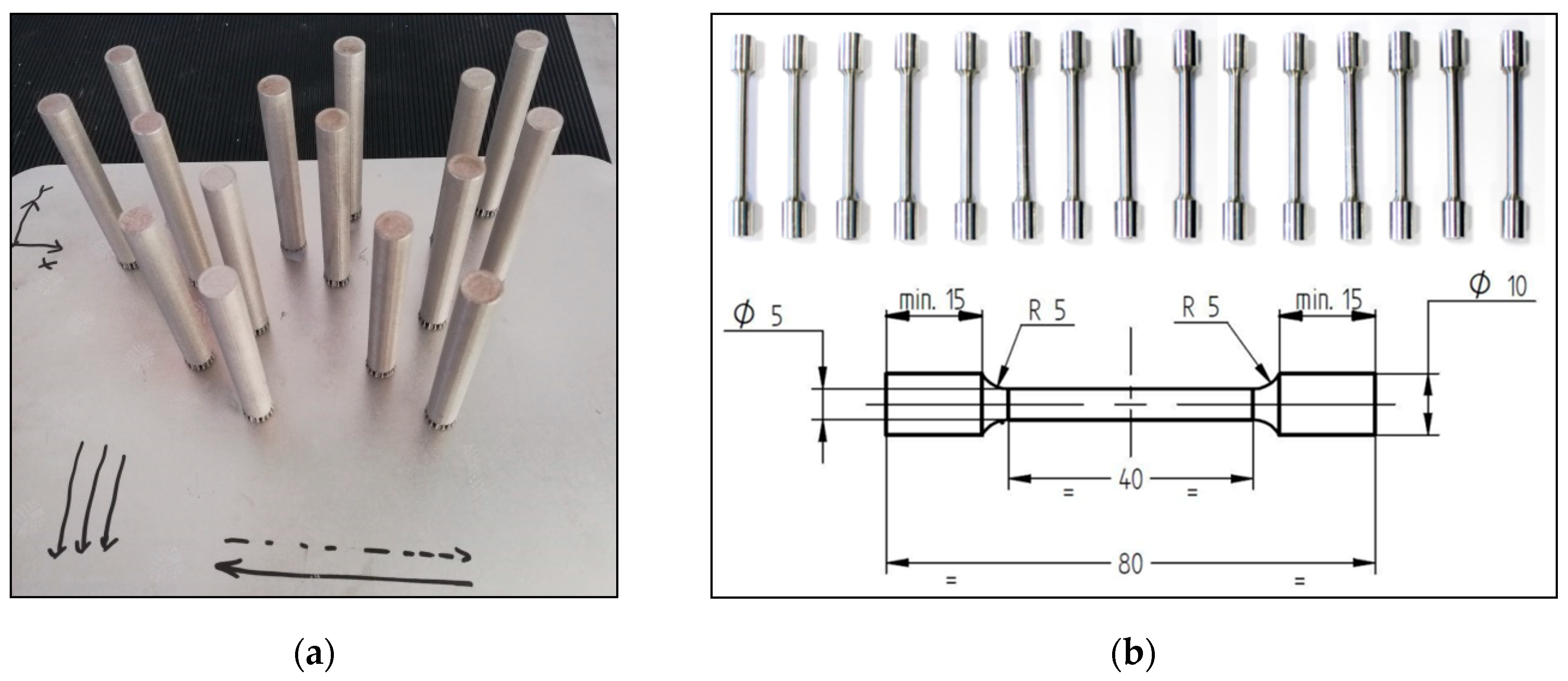
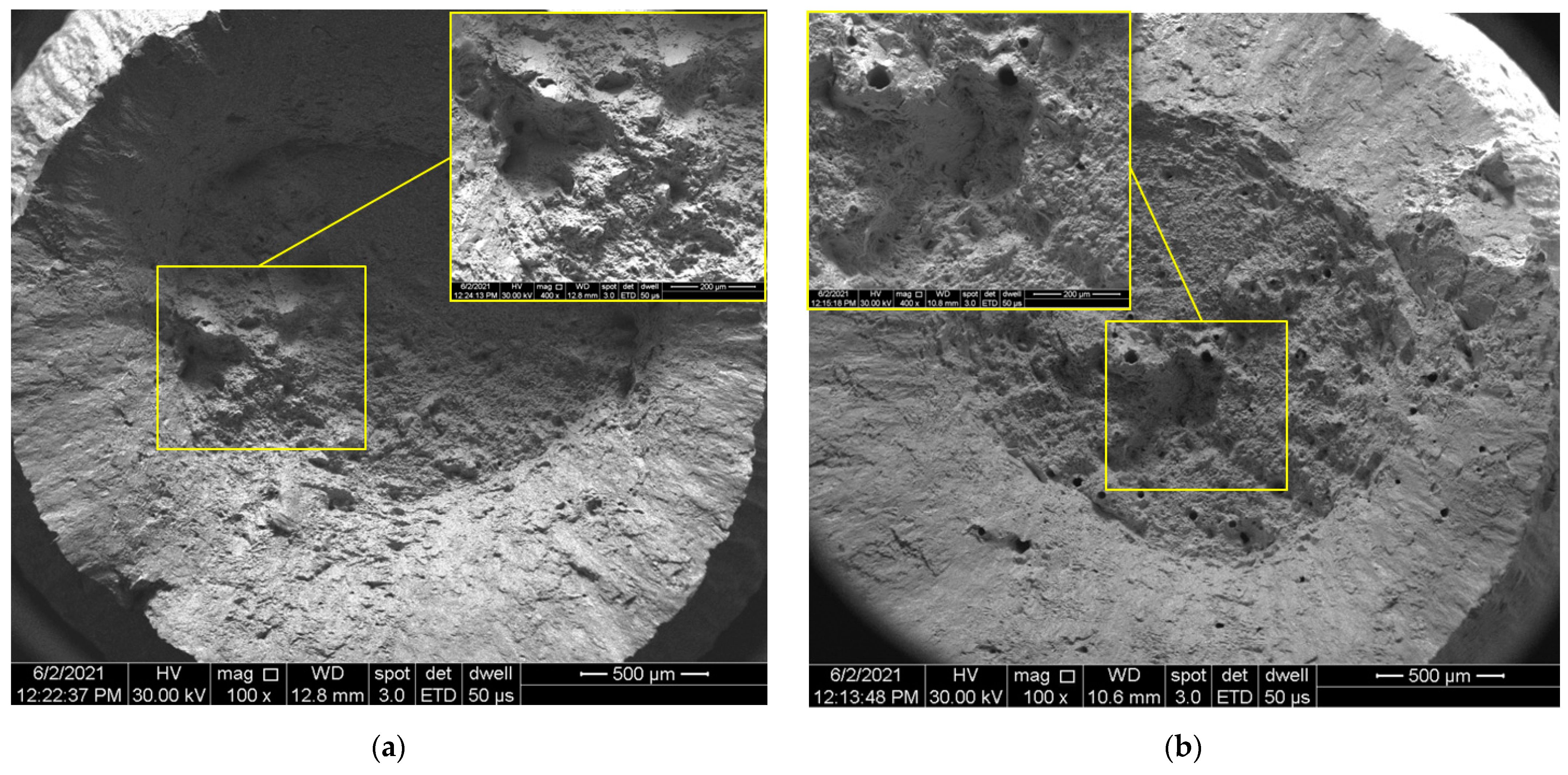
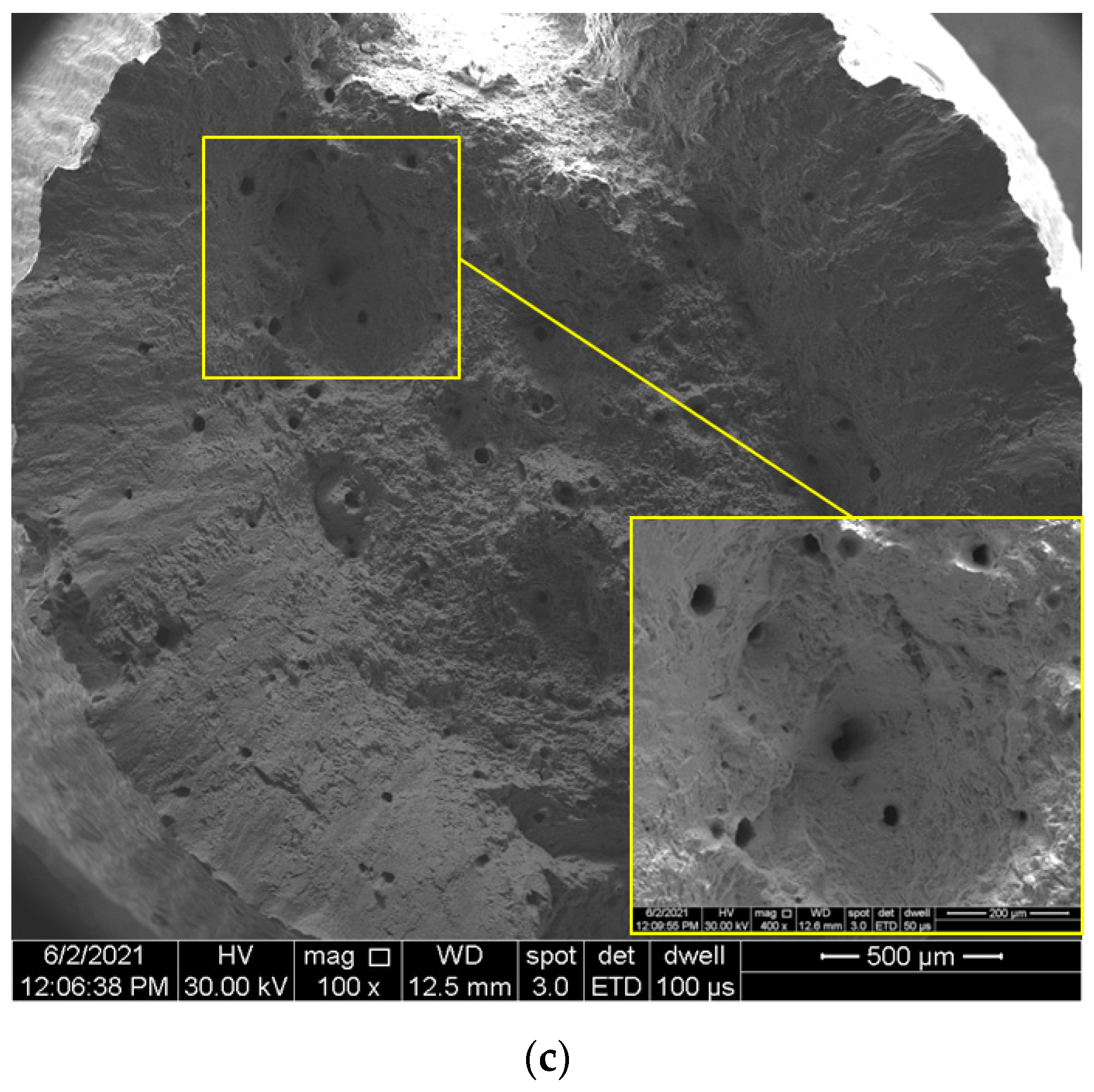
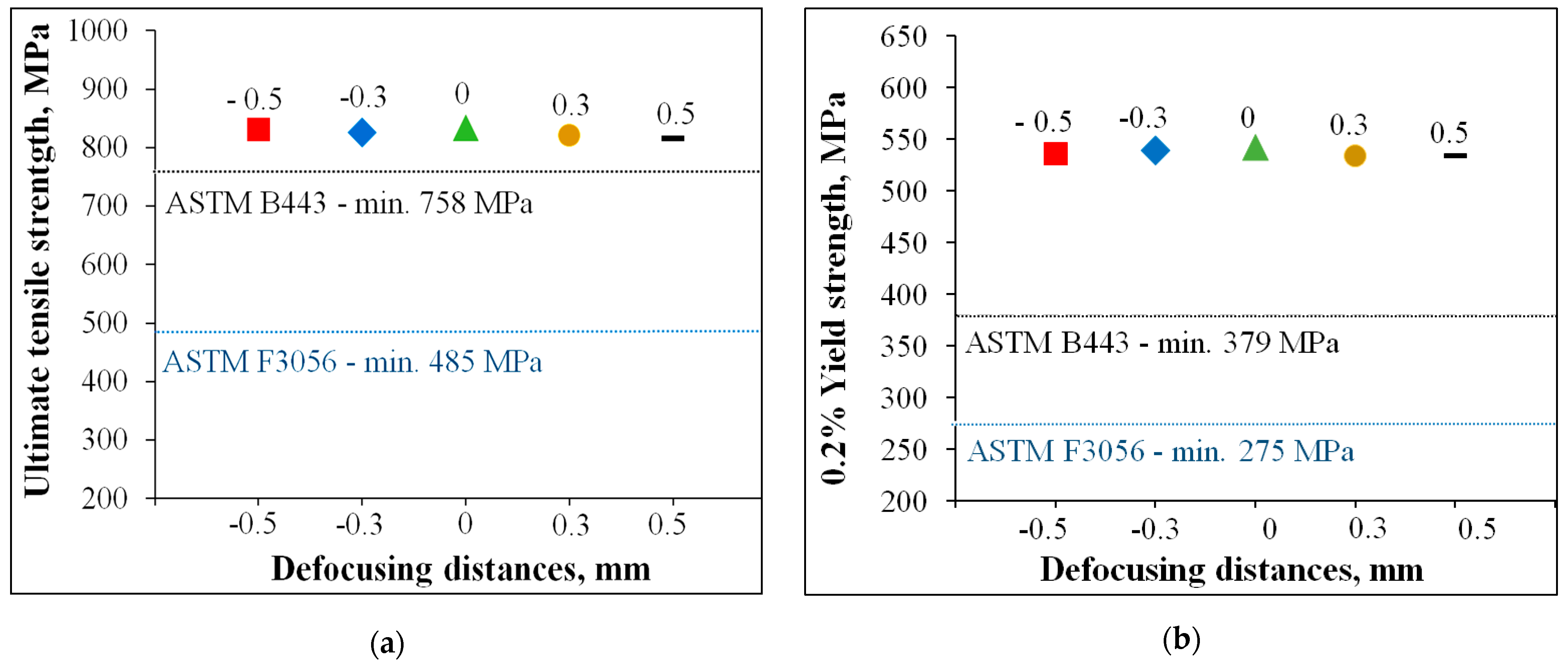
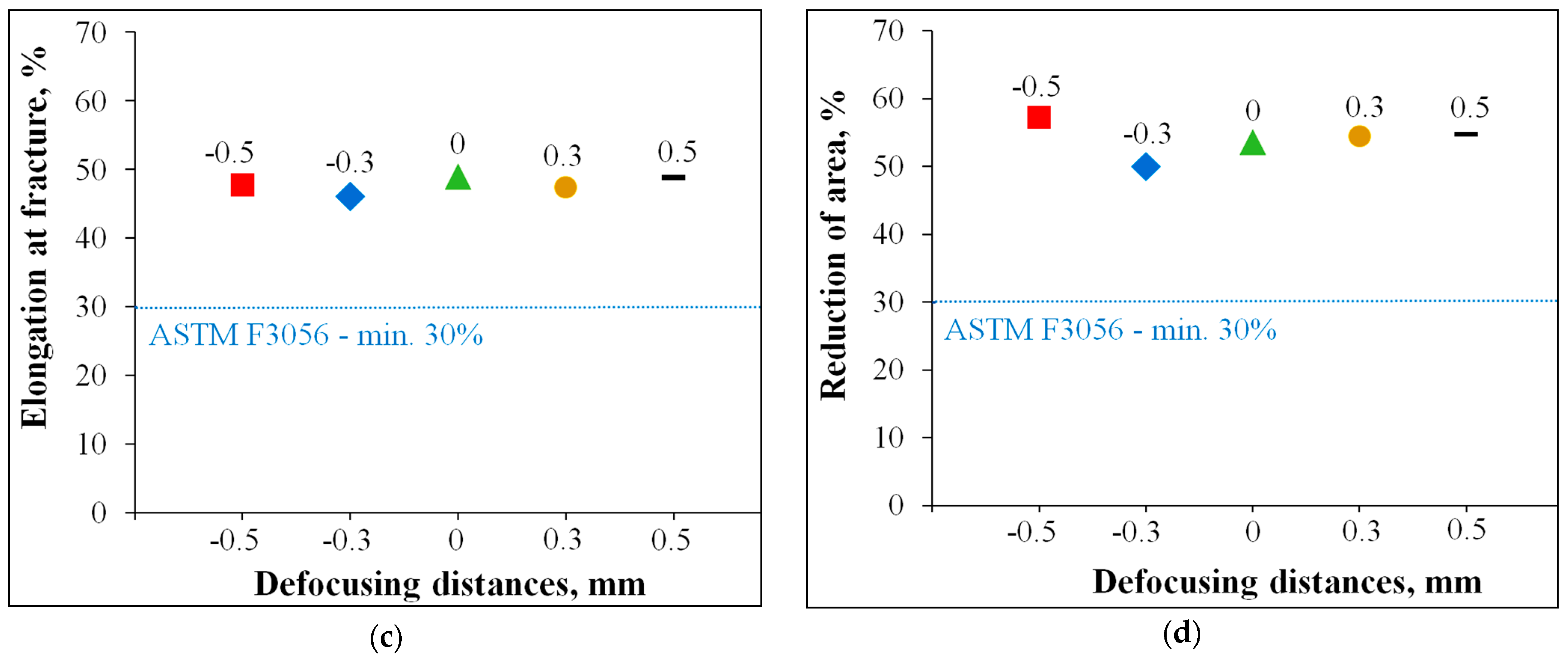
3.4. Tensile Testing
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, P.; Farah, J.; Akram, J.; Teng, C.; Ginn, J.; Misra, M. Influence of laser processing parameters on porosity in Inconel 718 during additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 1497–1507. [Google Scholar] [CrossRef]
- Bean, G.E.; Witkin, D.B.; McLouth, T.D.; Patel, D.N.; Zaldivar, R.J. Effect of laser focus shift on surface quality and density of Inconel 718 parts produced via selective laser melting. Addit. Manuf. 2018, 22, 207–215. [Google Scholar] [CrossRef]
- Shi, R.; Khairallah, S.A.; Roehling, T.T.; Heo, T.W.; McKeown, J.T.; Matthews, M.J. Microstructural control in metal laser powder b e d fusion additive manufacturing using laser beam shaping strategy. Acta Mater. 2020, 184, 284–305. [Google Scholar] [CrossRef]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Hooreweder, B.V. On the influence of laser defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Tian, Z.; Zhang, C.; Wang, D.; Liu, W.; Fang, X.; Wellmann, D.; Zhao, Y.; Tian, Y. A Review on Laser Powder Bed Fusion of Inconel 625 Nickel-Based Alloy. Appl. Sci. 2020, 10, 81. [Google Scholar] [CrossRef] [Green Version]
- Popovich, A.A.; Sufiiarov, V.S.; Borisov, E.V.; Polozov, I.A.; Masaylo, D.V. Design and manufacturing of tailored microstructure with selective laser melting. Mater. Phys. Mech. 2018, 38, 1–10. [Google Scholar]
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 16–40. [Google Scholar] [CrossRef] [Green Version]
- Zhou, S.; Su, Y.; Gu, R.; Wang, Z.; Zhou, Y.; Ma, Q.; Yan, M. Impacts of Defocusing Amount and Molten Pool Boundaries on Mechanical Properties and Microstructure of Selective Laser Melted AlSi10Mg. Materials 2019, 12, 73. [Google Scholar] [CrossRef] [Green Version]
- Sow, M.C.; de Terris, T.; Castelnau, O.; Hadjem-Hamouche, Z.; Coste, F.; Fabbro, R.; Peyre, P. Influence of beam diameter on Laser Powder Bed Fusion (L-PBF) process. Addit. Manuf. 2020, 36, 1–11. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Techol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Chiang, M.-F.; Lo, T.-Y.; Chien, P.-H.; Chi, C.-H.; Chang, K.-C.; Yeh, A.-C.; Shiue, R.-K. The Dilution Effect in High-Power Disk Laser Welding the Steel Plate Using a Nickel-Based Filler Wire. Metals 2021, 11, 874. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Ahmad, S.N.A.S.; Abdulhadi, H.A. Fiber Laser Welding of Dissimilar 2205/304 Stainless Steel Plates. Metals 2017, 7, 546. [Google Scholar] [CrossRef] [Green Version]
- Susanto, I.; Tsai, C.-Y.; Ho, Y.-T.; Tsai, P.-Y.; Yu, I.-S. Temperature Effect of van derWaals Epitaxial GaN Films on Pulse-Laser-Deposited 2D MoS2 Layer. Nanomaterials 2021, 11, 1406. [Google Scholar] [CrossRef]
- Leo, P.; Cabibbo, M.; Del Prete, A.; Giganto, S.; Martínez-Pellitero, S.; Barreiro, J. Laser Defocusing Effect on the Microstructure and Defects of 17-4PH Parts Additively Manufactured by SLM at a Low Energy Input. Metals 2021, 11, 588. [Google Scholar] [CrossRef]
- Chludzinski, M.; dos Santos, R.E.; Churiaque, C.; Ortega-Iguña, M.; Sánchez-Amaya, J.M. Pulsed LaserWelding Applied to Metallic Materials—A Material Approach. Metals 2021, 11, 640. [Google Scholar] [CrossRef]
- Ma, Q.; Dong, Z.; Ren, N.; Hong, S.; Chen, J.; Hu, L.; Meng, W. Microstructure and Mechanical Properties of Multiple in-situ-Phases-Reinforced Nickel Composite Coatings Deposited by Wide-Band Laser. Coatings 2021, 11, 36. [Google Scholar] [CrossRef]
- Heeling, T.; Wegener, K. The effect of multi-beam strategies on selective laser melting of stainless steel 316L. Addit. Manuf. 2018, 22, 334–342. [Google Scholar] [CrossRef]
- Tenbrock, C.; Fischer, F.G.; Wissenbach, K.; Schleifenbaum, J.H.; Wagenblast, P.; Meiners, W.; Wagner, J. Influence of keyhole and conduction mode melting for top-hat shaped beam profiles in laser powder bed fusion. J. Mater. Process. Technol. 2020, 278, 1–10. [Google Scholar] [CrossRef]
- McLouth, T.D.; Bean, G.E.; Witkin, D.B.; Sitzman, S.D.; Adams, P.M.; Patel, D.N.; Park, W.; Yang, J.-M.; Zaldivar, R.J. The effect of laser focus shift on microstructural variation of Inconel 718 produced by selective laser melting. Mater. Des. 2018, 149, 205–213. [Google Scholar] [CrossRef]
- Soylemez, E. High deposition rate approach of selective laser melting through defocused single bead experiments and thermal finite element analysis for Ti-6Al-4V. Addit. Manuf. 2020, 31, 1–14. [Google Scholar] [CrossRef]
- Safdar, A.; He, H.; Wei, L.; Snis, A.; de Paz, L.C. Effect of process parameters settings and thickness on surface roughness of EBM produced Ti-6Al-4V. Rapid Prototyp. J. 2012, 18, 401–408. [Google Scholar] [CrossRef]
- Condruz, M.R.; Matache, G.; Paraschiv, A. Characterization of IN 625 recycled metal powder used for selective laser melting. Manuf. Rev. 2020, 7, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Matache, G.; Paraschiv, A.; Condruz, M.R. Tensile Notch Sensitivity of Additively Manufactured IN 625 Superalloy. Materials 2020, 13, 4859. [Google Scholar] [CrossRef]
- Impermeable Sintered Metal Materials and Hard Metals—Determination of Density; ISO 3369:2006; International Organization for Standardization: Geneva, Switzerland, 2006.
- Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; ISO 6892-1:2009; International Organization for Standardization: Geneva, Switzerland, 2009.
- Condruz, M.R.; Matache, G.; Paraschiv, A.; Frigioescu, T.F.; Badea, T. Microstructural and Tensile Properties Anisotropy of Selective Laser Melting Manufactured IN 625. Materials 2020, 13, 4829. [Google Scholar] [CrossRef]
- Plessis, A.d.; Igor, I.; Yadroitsev, Y. Effects of defects on mechanical properties in metal additive manufacturing: A review focusing on X-ray tomography insights. Mater. Des. 2020, 187, 1–19. [Google Scholar] [CrossRef]
- Stef, J.; Poulon-Quintin, A.; Redjaimia, A.; Ghanbaja, J.; Ferry, O.; De Sousa, M.; Goune, M. Mechanism of porosity formation and influence on mechanical properties in selective laser melting of Ti-6Al-4V parts. Mater. Des. 2018, 156, 480–493. [Google Scholar] [CrossRef] [Green Version]
- Gong, H.; Rafi, K.; Gu, H.; Ram, G.J.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti–6Al–4 V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, S.; Wei, Z.; Zhang, L.; Wei, P.; Lu, B.; Zhang, S.; Xiang, Y. Anisotropy of nickel-based superalloy K418 fabricated by selective laser melting. Pro. Nat. Sci. Mater. 2018, 28, 496–504. [Google Scholar] [CrossRef]
- Gao, P.; Wang, Z.; Zeng, X. Effect of process parameters on morphology, sectional characteristics and crack sensitivity of Ti-40Al-9V-0.5Y alloy single tracks produced. Int. J. Lightweight Mater. Manuf. 2019, 2, 355–361. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; de Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process Technol. 2018, 255, 536–546. [Google Scholar] [CrossRef]
- Ni, M.; Chen, C.; Wang, X.; Wang, P.; Li, R.; Zhang, X.-Y.; Zhou, K. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. A 2017, 701, 344–351. [Google Scholar] [CrossRef]
- Standard Specification for Nickel-Chromium-Molybdenum-Columbium Alloy and Nickel-Chromium-Molybdenum- Silicon Alloy Plate, Sheet, and Strip; ASTM B 443; ASTM International: West Conshohocken, PA, USA, 2019.
- Standard Specification for Additive Manufacturing Nickel Alloy (UNS N06625) with Powder Bed Fusion; ASTM F3056-14e1; ASTM International: West Conshohocken, PA, USA, 2014.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements (%wt.) | Al | C | Co | Cr | Fe | Mn | Mo | Nb | Si | Ti | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Specification | <0.4 | <0.1 | <1.0 | 20–23 | 3–5 | <0.5 | 8–10 | 3.15–4.15 | <0.5 | <0.4 | Bal. |
| Actual composition | 0.06 | 0.02 | 0.1 | 20.7 | 4.1 | 0.01 | 8.9 | 3.77 | 0.01 | 0.07 | 62.26 |
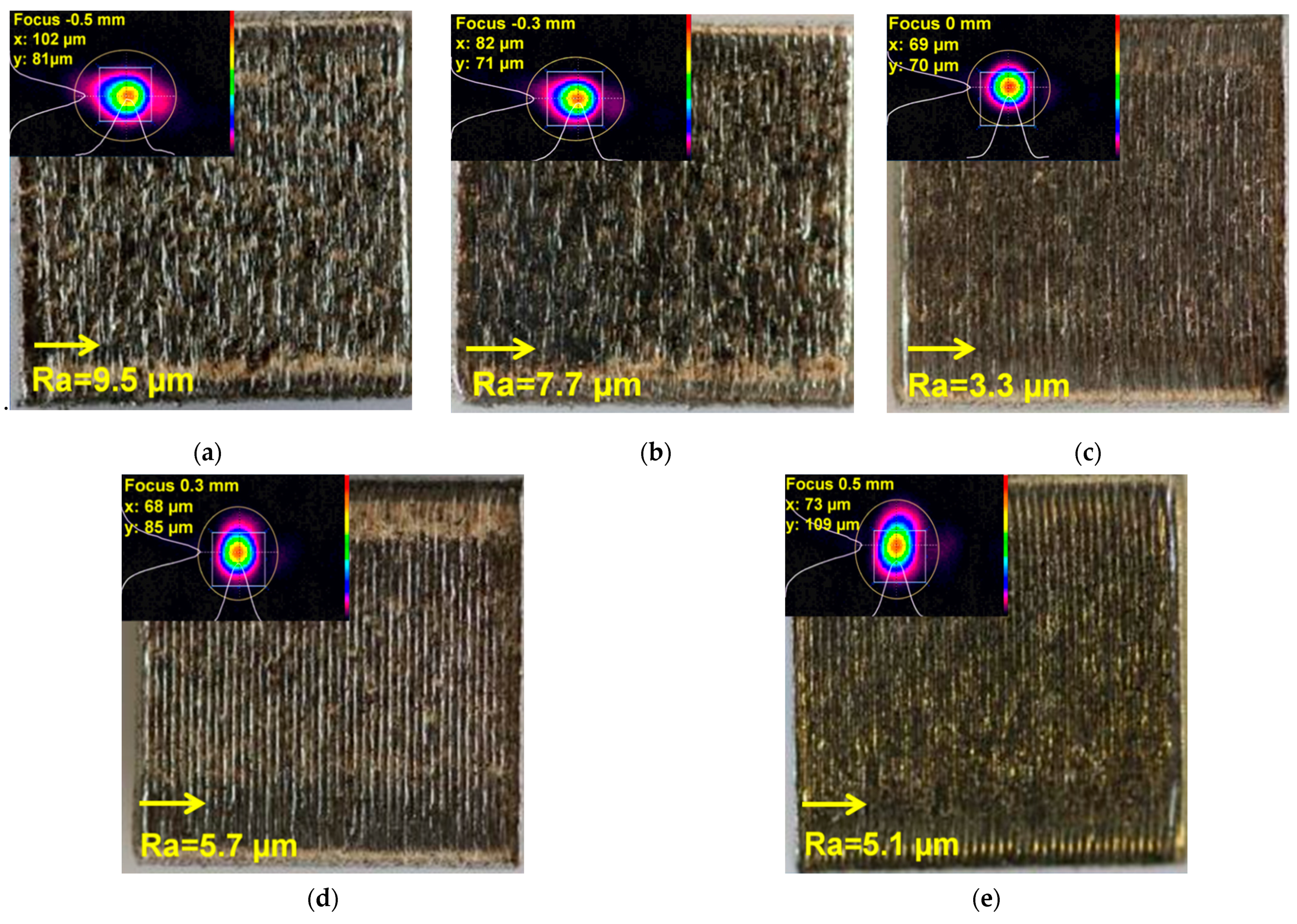
| Defocusing, mm | −0.5 | −0.3 | 0 | 0.3 | 0.5 |
|---|---|---|---|---|---|
| Width, µm | 151 ± 32 | 146 ± 26 | 150 ± 17 | 137 ± 12 | 143 ± 10 |
| Depth, µm | 30 ± 11 | 42 ± 16 | 89 ± 23 | 114 ± 21 | 115 ± 22 |
| Height, µm | 125 ± 40 | 107 ± 33 | 86 ± 33 | 80 ± 17 | 65 ± 16 |
| Defocusing, mm | −0.5 | −0.3 | 0 | 0.3 | 0.5 |
|---|---|---|---|---|---|
| Relative density, % | 99.52 | 99.52 | 99.37 | 99.27 | 99.28 |
| Standard deviation, % | 0.02 | 0.03 | 0.02 | 0.09 | 0.06 |
| Tensile Properties | −0.5 | −0.3 | 0 | 0.3 | 0.5 |
|---|---|---|---|---|---|
| Ultimate tensile strength, MPa | 831 ± 3.3 | 826 ± 5.7 | 834 ± 6.4 | 821 ± 3.9 | 816 ± 4.1 |
| 0.2% Yield strength, MPa | 536 ± 3.3 | 539 ± 3.3 | 542 ± 5.4 | 534 ± 5 | 532 ± 4 |
| Reduction of area, % | 57 ± 1 | 50 ± 2.6 | 54 ± 1.9 | 54 ± 1.6 | 55 ± 0.5 |
| Elongation, % | 48 ± 0.8 | 46 ± 1 | 49 ± 1 | 47 ± 0.3 | 49 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paraschiv, A.; Matache, G.; Condruz, M.R.; Frigioescu, T.F.; Ionică, I. The Influence of Laser Defocusing in Selective Laser Melted IN 625. Materials 2021, 14, 3447. https://doi.org/10.3390/ma14133447
Paraschiv A, Matache G, Condruz MR, Frigioescu TF, Ionică I. The Influence of Laser Defocusing in Selective Laser Melted IN 625. Materials. 2021; 14(13):3447. https://doi.org/10.3390/ma14133447
Chicago/Turabian StyleParaschiv, Alexandru, Gheorghe Matache, Mihaela Raluca Condruz, Tiberius Florian Frigioescu, and Ion Ionică. 2021. "The Influence of Laser Defocusing in Selective Laser Melted IN 625" Materials 14, no. 13: 3447. https://doi.org/10.3390/ma14133447
APA StyleParaschiv, A., Matache, G., Condruz, M. R., Frigioescu, T. F., & Ionică, I. (2021). The Influence of Laser Defocusing in Selective Laser Melted IN 625. Materials, 14(13), 3447. https://doi.org/10.3390/ma14133447