
A New Method for Automatic Detection of Defects in Selective Laser Melting Based on Machine Vision


Abstract
:1. Introduction
2. Experiment Setup and Powder Spreading Defect
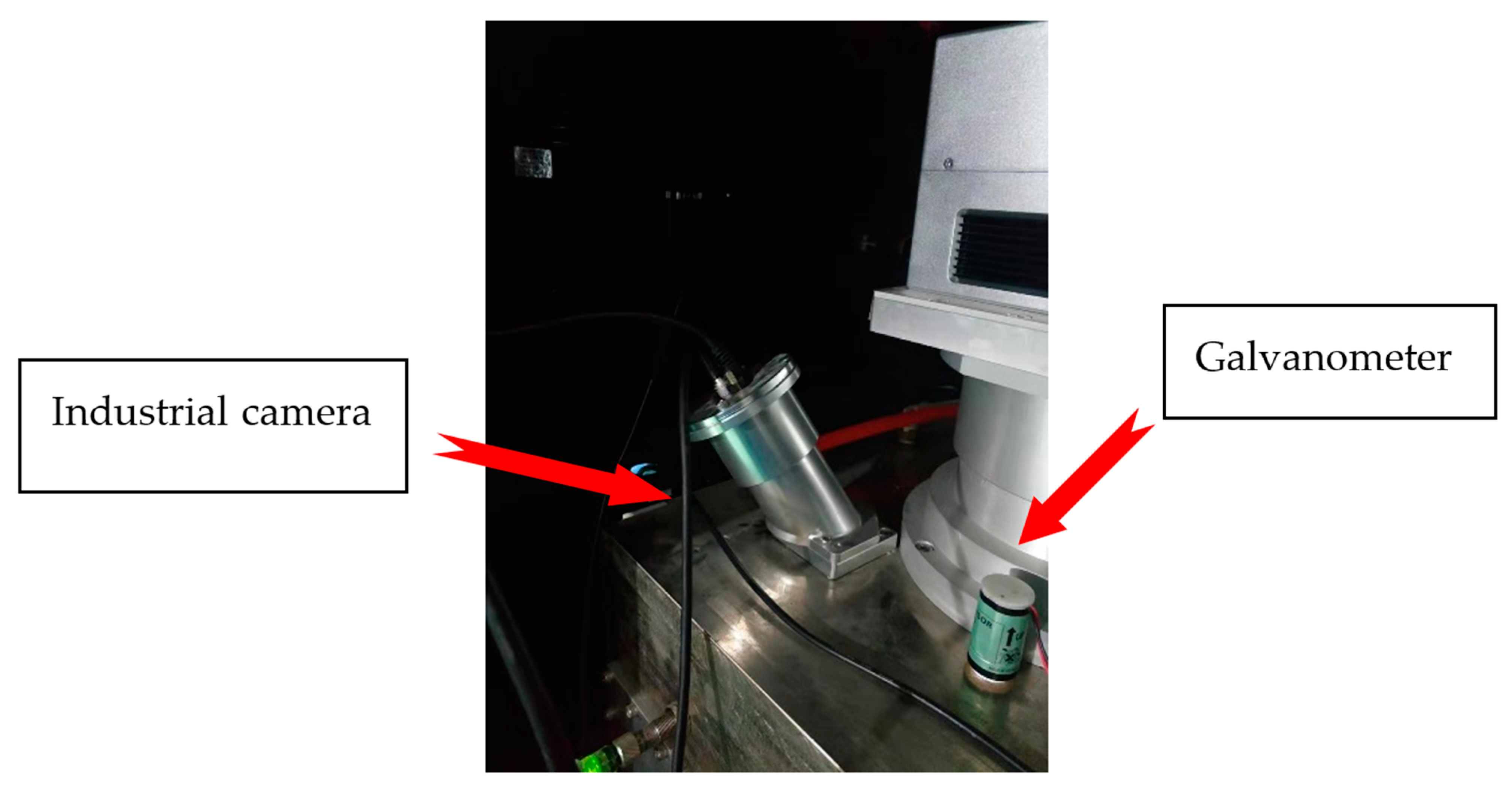
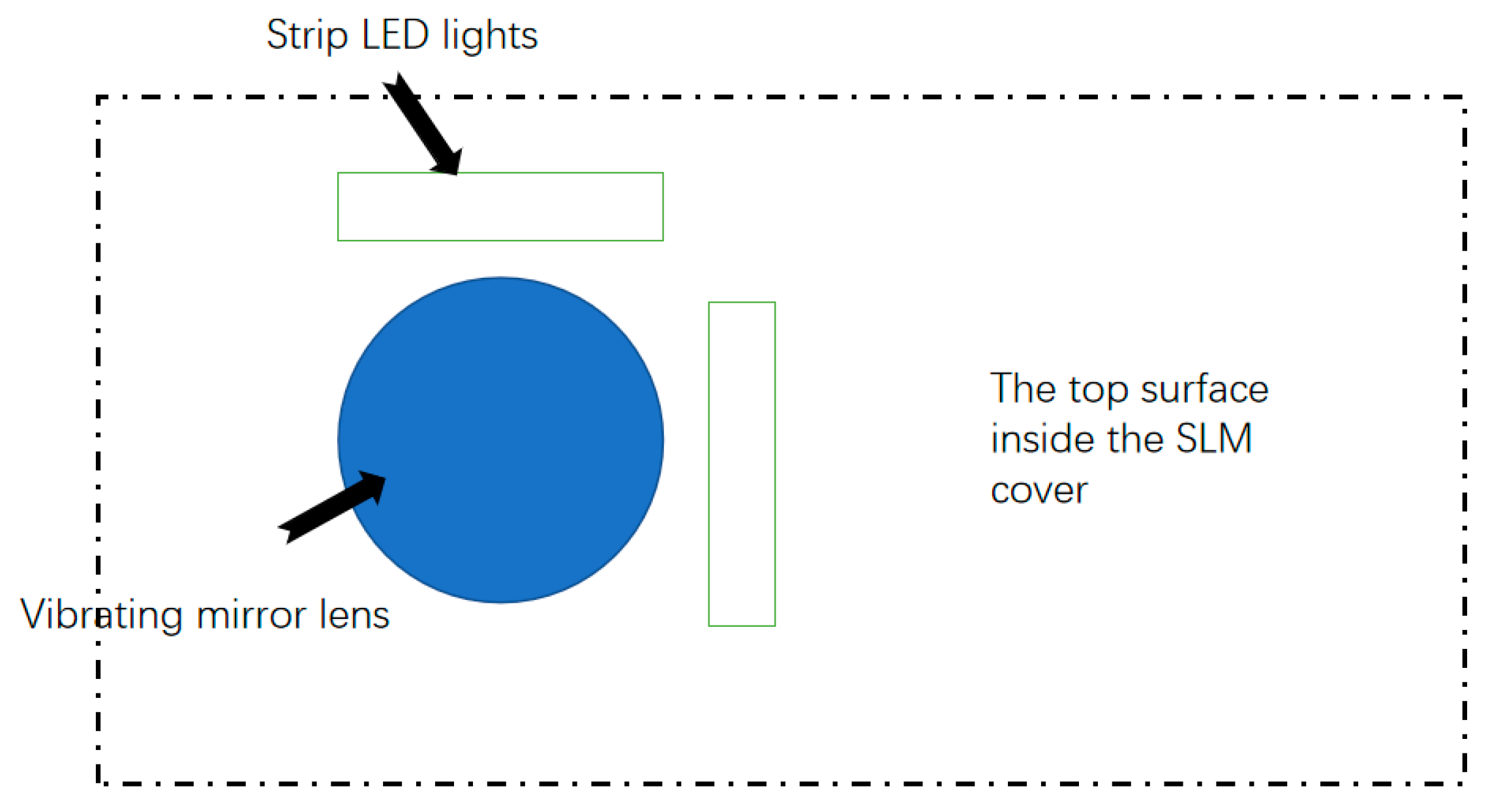
2.1. Experiment Setup
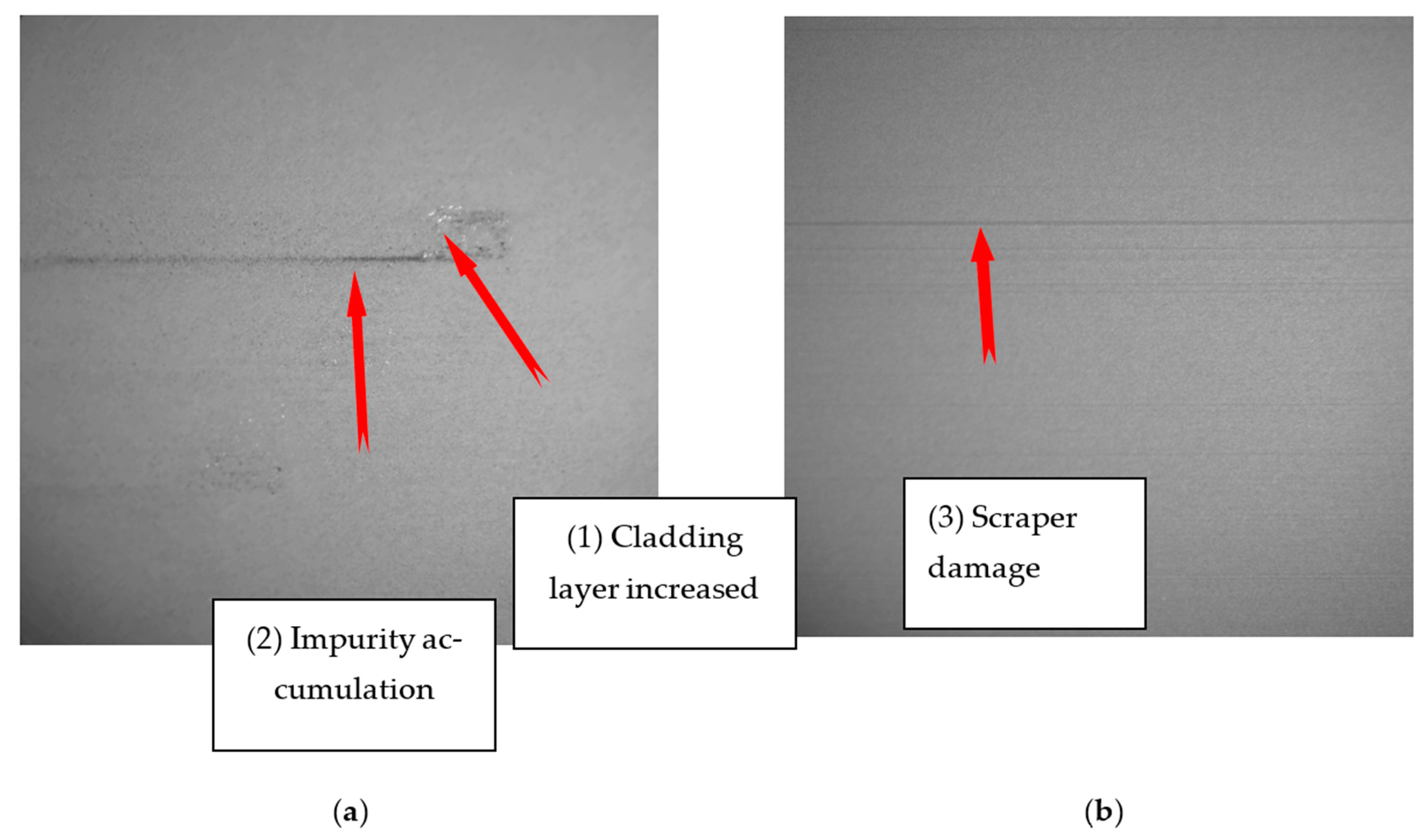
2.2. SLM Powder Spreading Defect Type
2.3. Defect Overlap
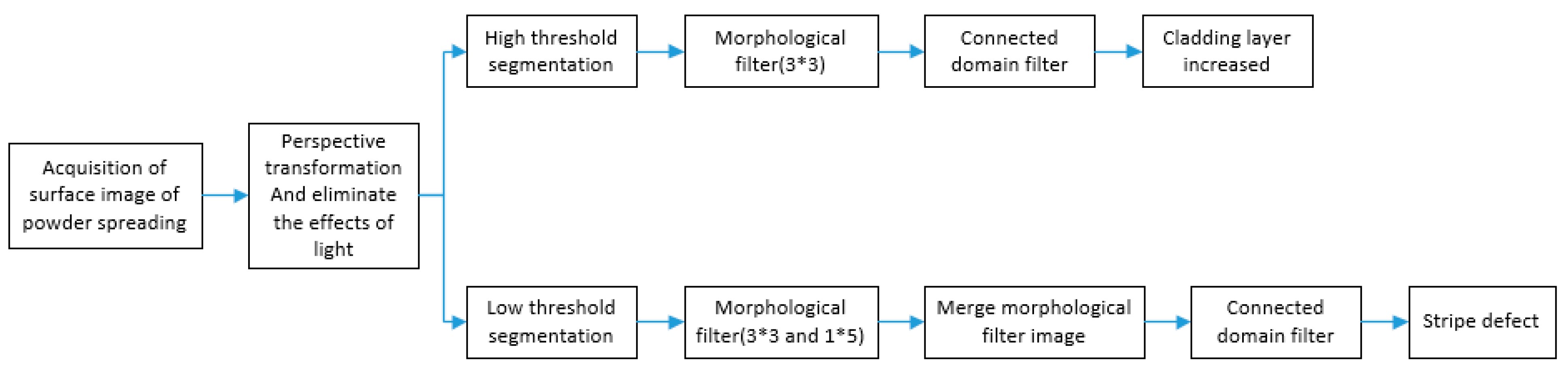
3. Image Processing Method
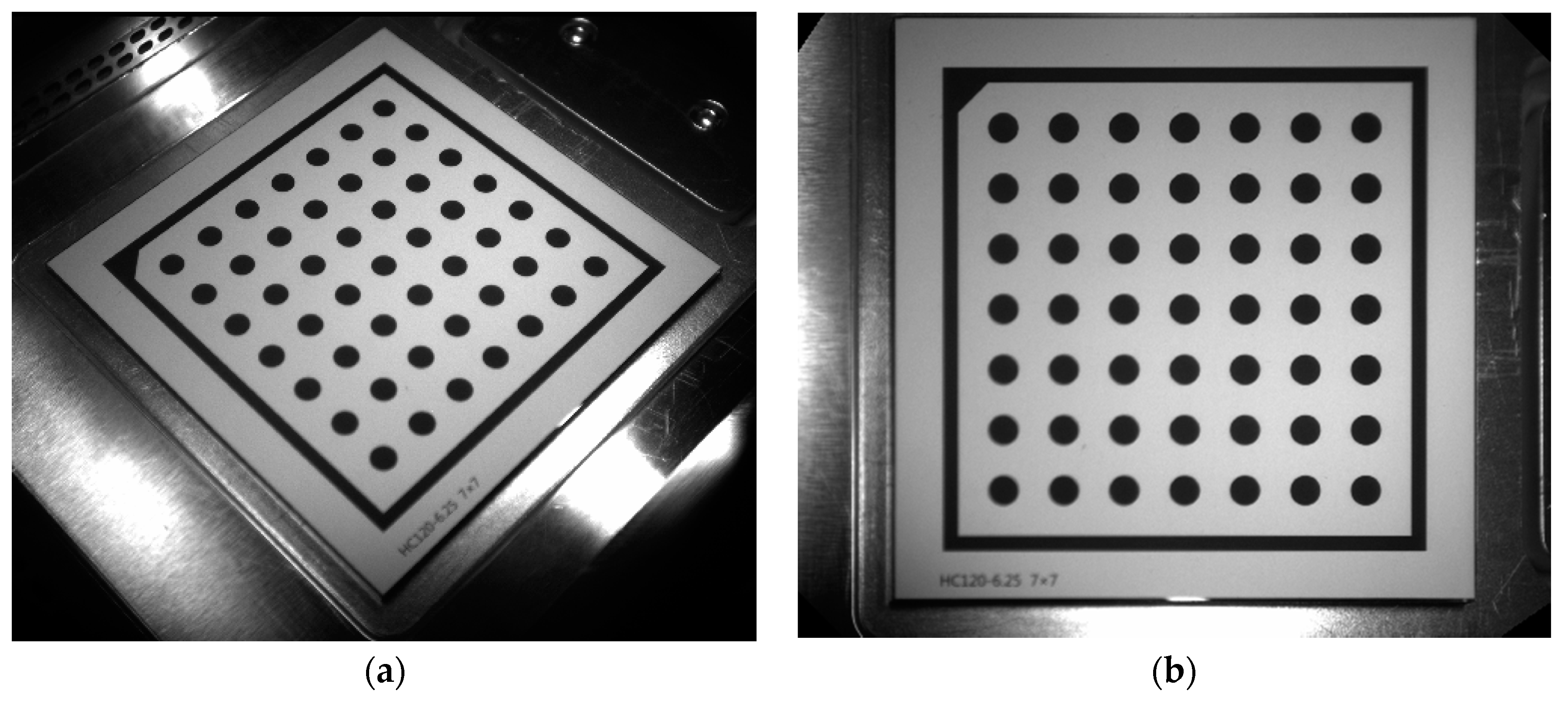
3.1. Perspective Transformation
3.2. The Steps of Defect Extraction
- (1)
- Calculate the average gray value of the entire image.
- (2)
- Perform average filter on the image, mainly using a 200 × 200 filter template.
- (3)
- Subtract the original image from the average filtered image and add the gray average value of the entire image.
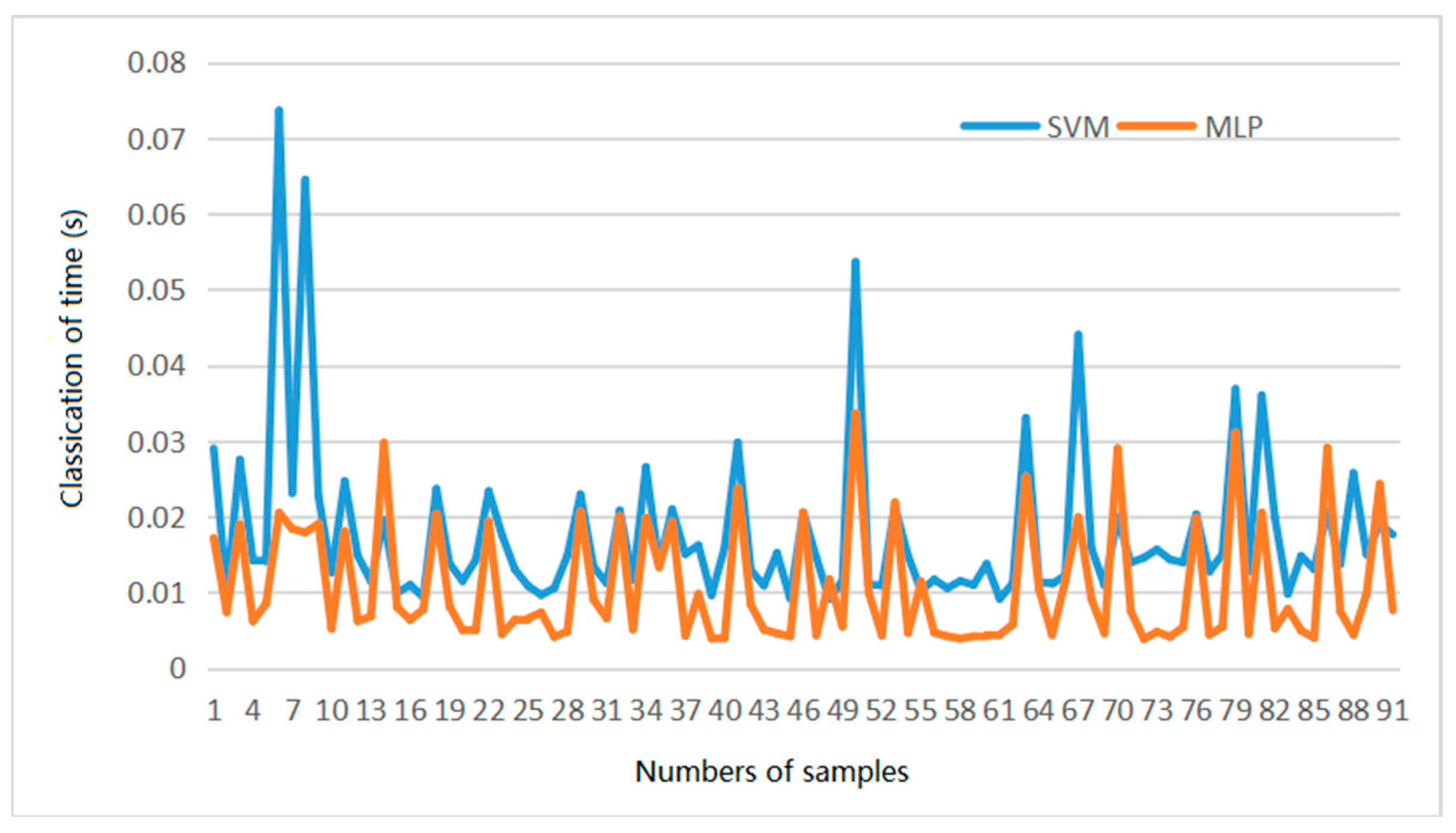
4. Stripe Defect Classification
4.1. The Multilayer Perceptron (MLP)
4.2. Support Vector Machine (SVM)
5. Comparison with Other Methods
5.1. Photodiode
5.2. X-ray
5.3. Thermal Signal
5.4. Vibration Signal
6. Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, N.; Leu, M.C. Additive Manufacturing: Technology, Applications and Research Needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.; Veldhuis, S.; Nangle-Smith, S. Influence of Thermal Properties on Residual Stresses in SLM of Aerospace Alloys. Rapid Prototyp. J. 2020, 26, 213–222. [Google Scholar] [CrossRef]
- Lu, P.; Wu, M.; Liu, X.; Duan, W.; Han, J. Study on Corrosion Resistance and Bio-Tribological Behavior of Porous Structure Based on the SLM Manufactured Medical Ti6Al4V. Met. Mater. Int. 2020, 26, 1182–1191. [Google Scholar] [CrossRef]
- Malca, C.; Santos, C.; Sena, M.; Mateus, A. Development of SLM Cellular Structures for Injection Molds Manufacturing. Sci. Technol. Mater. 2018, 30, 13–22. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of Effects of Process Parameters on Microstructure and Hardness of SLM Manufactured SS316L. J. Alloy. Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Liu, S.; Yang, W.; Shi, X.; Li, B.; Duan, S.; Guo, H.; Guo, J. Influence of Laser Process Parameters on the Densification, Microstructure, and Mechanical Properties of a Selective Laser Melted AZ61 Magnesium Alloy. J. Alloy. Compd. 2019, 808, 151160. [Google Scholar] [CrossRef]
- Giganto, S.; Zapico, P.; Castro-Sastre, Á.; Martínez-Pellitero, S.; Leo, P.; Perulli, P. Influence of the Scanning Strategy Parameters Upon the Quality of the SLM Parts. Procedia Manuf. 2019, 41, 698–705. [Google Scholar] [CrossRef]
- Abe, F.; Santos, E.C.; Kitamura, Y.; Osakada, K.; Shiomi, M. Influence of Forming Conditions on the Titanium Model in Rapid Prototyping with the Selective Laser Melting Process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 119–126. [Google Scholar] [CrossRef]
- Reinarz, B.; Witt, G. Process Monitoring in the Laser Beam Melting Process-Reduction of Process Breakdowns and Defective Parts. Proc. Mater. Sci. Technol. 2012, 2012, 9–15. [Google Scholar]
- Craeghs, T.; Clijsters, S.; Yasa, E.; Kruth, J.-P. Online Quality Control of Selective Laser Melting. In Proceedings of the 20th Solid Freeform Fabrication (SFF) Symposium, Austin, TX, USA, 8–10 August 2011; pp. 212–226. [Google Scholar]
- Clijsters, S.; Craeghs, T.; Buls, S.; Kempen, K.; Kruth, J.-P. In Situ Quality Control of the Selective Laser Melting Process Using a High-Speed, Real-Time Melt Pool Monitoring System. Int. J. Adv. Manuf. Technol. 2014, 75, 1089–1101. [Google Scholar] [CrossRef]
- Foster, B.; Reutzel, E.; Nassar, A.; Hall, B.; Brown, S.; Dickman, C. Optical, Layerwise Monitoring of Powder Bed Fusion. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 1 August 2015; pp. 10–12. [Google Scholar]
- Xiao, G.; Li, Y.; Xia, Q.; Cheng, X.; Chen, W. Research on the on-Line Dimensional Accuracy Measurement Method of Conical Spun Workpieces Based on Machine Vision Technology. Measurement 2019, 148, 106881. [Google Scholar] [CrossRef]
- Hsu, Q.-C.; Ngo, N.-V.; Ni, R.-H. Development of a Faster Classification System for Metal Parts Using Machine Vision under Different Lighting Environments. Int. J. Adv. Manuf. Technol. 2019, 100, 3219–3235. [Google Scholar] [CrossRef]
- Xiang, Z.; Zhang, J.; Hu, X. Vision-Based Portable Yarn Density Measure Method and System for Basic Single Color Woven Fabrics. J. Text. Inst. 2018, 109, 1543–1553. [Google Scholar] [CrossRef]
- Carroll, J. Machine Vision System Detects Antenna Trace Defects on Automotive Glass. Vis. Syst. Des. 2019, 24, 16. [Google Scholar]
- Giganto, S.; Zapico, P.; Castro-Sastre, Á.; Martínez-Pellitero, S.; Leo, P.; Perulli, P. Machine Vision and Background Re-Mover-Based Approach for PCB Solder Joints Inspection. Int. J. Prod. Res. 2006, 45, 451–464. [Google Scholar]
- Greco, S.; Gutzeit, K.; Hotz, H.; Kirsch, B.; Aurich, J.C. Selective Laser Melting (SLM) of AISI 316L—Impact of Laser Power, Layer Thickness, and Hatch Spacing on Roughness, Density, and Microhardness at Constant Input Energy Density. Int. J. Adv. Manuf. Technol. 2020, 108, 1551–1562. [Google Scholar] [CrossRef]
- Nguyen, Q.; Luu, D.; Nai, S.; Zhu, Z.; Chen, Z.; Wei, J. The Role of Powder Layer Thickness on the Quality of SLM Printed Parts. Arch. Civ. Mech. Eng. 2018, 18, 948–955. [Google Scholar] [CrossRef]
- Savalani, M.M.; Pizarro, J.M. Effect of Preheat and Layer Thickness on Selective Laser Melting (SLM) of Magnesium. Rapid Prototyp. J. 2016, 22, 115–122. [Google Scholar] [CrossRef]
- Wu, S.; Dou, W.; Yang, Y. Research progress of detection technology for laser selective melting metal additive manufacturing. Precision Forming Eng. 2019, 11, 37–50. [Google Scholar]
- Zhang, K.; Liu, T.; Liao, W.; Zhang, C.; Du, D.; Zheng, Y. Photodiode Data Collection and Processing of Molten Pool of Alumina Parts Produced through Selective Laser Melting. Optik 2018, 156, 487–497. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Withers, P.J.; Zhang, J.; Bao, H.Y.X.; Fu, Y.N.; Kang, G.Z. The Effect of Manufacturing Defects on the Fatigue Life of Selective Laser Melted Ti-6Al-4V Structures. Mater. Des. 2020, 192, 108708. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Atwood, R.C.; Towrie, M.; Withers, P.J.; Lee, P.D. In Situ X-Ray Imaging of Defect and Molten Pool Dynamics in Laser Additive Manufacturing. Nat. Commun. 2018, 9, 1355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cao, L.; Zhou, Q.; Han, Y.; Song, B.; Nie, Z.; Xiong, Y.; Xia, L. Review on Intelligent Monitoring and Process Control of Defects in Laser Selective Melting Additive Manufacturing. Acta Aeronaut. Astronaut. Sin. 2021, 1–37. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Predicted Class | ||||
|---|---|---|---|---|
| Actual Class | Qualified | Cladding Layer Increased Defects | Impurity Defects | Scraper Damage Defects |
| Qualified | 19 | 1 | 0 | 0 |
| cladding layer increased defects | 0 | 20 | 0 | 0 |
| Impurity defects | 0 | 0 | 39 | 1 |
| Scraper damage defects | 0 | 0 | 0 | 40 |
| Predicted Class | ||||
|---|---|---|---|---|
| Actual Class | Qualified | Cladding Layer Increased Defects | Impurity Defects | Scraper Damage Defects |
| Qualified | 19 | 1 | 0 | 0 |
| cladding layer increased defects | 0 | 20 | 0 | 0 |
| Impurity defects | 0 | 0 | 38 | 2 |
| Scraper damage defects | 0 | 0 | 0 | 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Z.; Lai, Y.; Pan, T.; Zhang, W.; Zheng, J.; Ge, X.; Liu, Y. A New Method for Automatic Detection of Defects in Selective Laser Melting Based on Machine Vision. Materials 2021, 14, 4175. https://doi.org/10.3390/ma14154175
Lin Z, Lai Y, Pan T, Zhang W, Zheng J, Ge X, Liu Y. A New Method for Automatic Detection of Defects in Selective Laser Melting Based on Machine Vision. Materials. 2021; 14(15):4175. https://doi.org/10.3390/ma14154175
Chicago/Turabian StyleLin, Zhenqiang, Yiwen Lai, Taotao Pan, Wang Zhang, Jun Zheng, Xiaohong Ge, and Yuangang Liu. 2021. "A New Method for Automatic Detection of Defects in Selective Laser Melting Based on Machine Vision" Materials 14, no. 15: 4175. https://doi.org/10.3390/ma14154175
APA StyleLin, Z., Lai, Y., Pan, T., Zhang, W., Zheng, J., Ge, X., & Liu, Y. (2021). A New Method for Automatic Detection of Defects in Selective Laser Melting Based on Machine Vision. Materials, 14(15), 4175. https://doi.org/10.3390/ma14154175