
Investigation of the Microstructure and Compressibility of Biodegradable Fe-Mn-Cu/W/Co Nanostructured Alloy Powders Synthesized by Mechanical Alloying




Abstract
1. Introduction
2. Materials and Methods
2.1. Synthesis of Fe-Mn, Fe-Mn-Cu, Fe-Mn-W, and Fe-Mn-Co Alloys
2.2. Microstructural Characterization of the Processed Fe-Mn, Fe-Mn-Cu, Fe-Mn-W, and Fe-Mn-Co Alloys
2.3. Compressibility of the Processed Fe-Mn, Fe-Mn-Cu, Fe-Mn-W, and Fe-Mn-Co Alloys
3. Results and Discussion
3.1. Microstructural Characterization of the Processed Fe-Mn, Fe-Mn-Cu, Fe-Mn-W, and Fe-Mn-Co Alloys
3.2. XRD Analyses of the Developed Fe-Mn, Fe-Mn-Cu, Fe-Mn-W, and Fe-Mn-Co Alloys Powders
3.3. HRTEM Analyses of Four Synthesized Fe-Mn, Fe-Mn-Cu, Fe-Mn-W, and Fe-Mn-Co Nanostructured Alloys
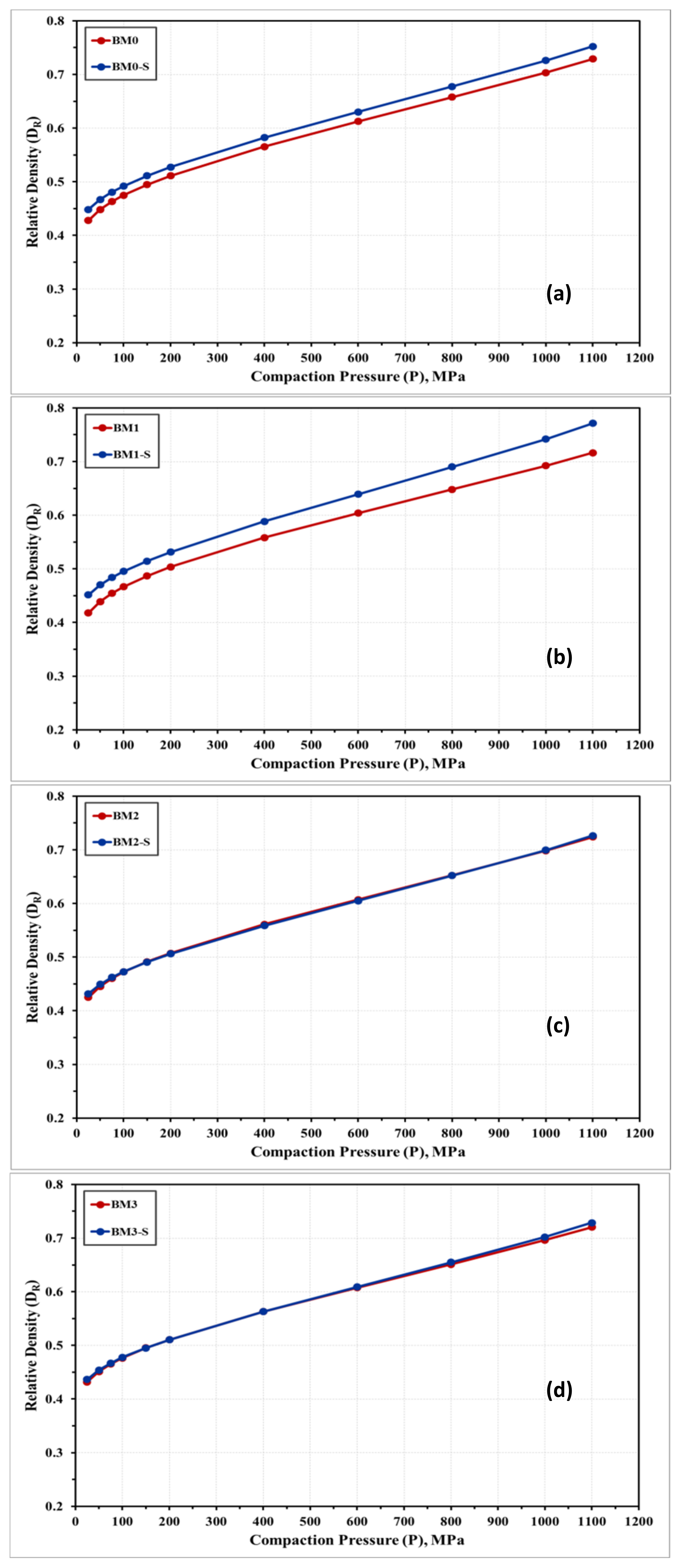
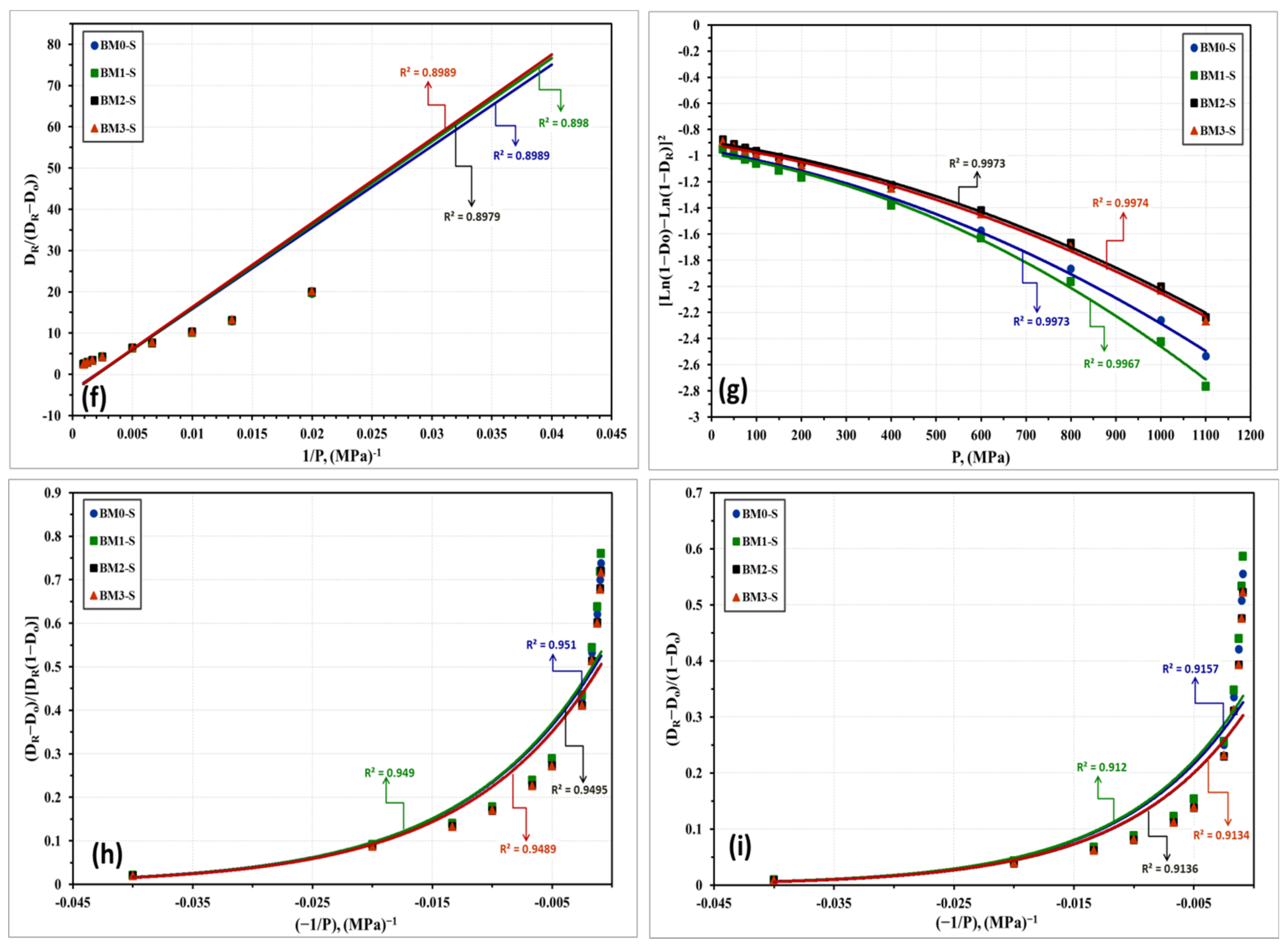
3.4. Compressibility of Fe-Mn, Fe-Mn-Cu, Fe-Mn-W, and Fe-Mn-Co Nanostructured Alloys
4. Conclusions
- The nanostructured Fe-Mn (BM0), Fe-Mn-Cu (BM1), Fe-Mn-W (BM2), and Fe-Mn-Co (BM3) alloys were successfully synthesized in the present study using mechanical alloying.
- The XRD, SEM-EDS, and HRTEM results confirmed the formation of homogenous solid solutions with an even elemental dispersion of alloys with the attainment of nanostructured alloys.
- The attained relative density of the as-milled BM0, BM1, BM2, and BM3 alloys at 1100 MPa was 72.90%, 71.64%, 72.38%, and 72.03%, respectively. After applying the stress relief treatment, the density was observed to increase to 75.23%, 77.10%, 72.65%, and 72.86% for BM0-S, BM1-S, BM2-S, and BM30S samples at 1100 MPa, respectively.
- The optimum models for predicating the compressibility of the alloys under study in the as-milled and stress-relieved conditions were Heckel’s linear model and Shapiro’s non-linear model which revealed the highest R2-values of 0.9967 and 0.9974, respectively (in the case of BM0 alloy for instance).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hermawan, H. Updates on the research and development of absorbable metals for biomedical applications. Prog. Biomater. 2018, 7, 93–110. [Google Scholar] [CrossRef] [PubMed]
- Lin, W.; Qin, L.; Qi, H.; Zhang, D.; Zhang, G.; Gao, R.; Qiu, H.; Xia, Y.; Cao, P.; Wang, X. Long-term in vivo corrosion behavior, biocompatibility and bioresorption mechanism of a bioresorbable nitrided iron scaffold. Acta Biomater. 2017, 54, 454–468. [Google Scholar] [CrossRef] [PubMed]
- Kraus, T.; Moszner, F.; Fischerauer, S.; Fiedler, M.; Martinelli, E.; Eichler, J.; Witte, F.; Willbold, E.; Schinhammer, M.; Meischel, M. Biodegradable Fe-based alloys for use in osteosynthesis: Outcome of an in vivo study after 52 weeks. Acta Biomater. 2014, 10, 3346–3353. [Google Scholar] [CrossRef] [PubMed]
- Drynda, A.; Hassel, T.; Bach, F.W.; Peuster, M. In vitro and in vivo corrosion properties of new iron–manganese alloys designed for cardiovascular applications. J. Biomed. Mater. Res. Part B Appl. Biomater. 2015, 103, 649–660. [Google Scholar] [CrossRef] [PubMed]
- Dehestani, M.; Adolfsson, E.; Stanciu, L.A. Mechanical properties and corrosion behavior of powder metallurgy iron-hydroxyapatite composites for biodegradable implant applications. Mater. Des. 2016, 109, 556–569. [Google Scholar] [CrossRef]
- Vojtěch, D.; Kubasek, J.; Capek, J.; Michalcova, A.; Pospíšilová, I. Corrosion and mechanical behavior of biodegradable metallic biomaterials. Solid State Phenom. 2015, 227, 431–434. [Google Scholar] [CrossRef]
- Ali, S.; Rani, A.M.A.; Baig, Z.; Ahmed, S.W.; Hussain, G.; Subramaniam, K.; Hastuty, S.; Rao, T.V. Biocompatibility and corrosion resistance of metallic biomaterials. Corros. Rev. 2020, 38, 381–402. [Google Scholar] [CrossRef]
- Bormann, T.; Mai, P.T.; Gibmeier, J.; Sonntag, R.; Müller, U.; Kretzer, J.P. Corrosion behavior of surface-treated metallic implant materials. Materials 2020, 13, 2011. [Google Scholar] [CrossRef]
- Schinhammer, M.; Steiger, P.; Moszner, F.; Löffler, J.F.; Uggowitzer, P.J. Degradation performance of biodegradable FeMnC (Pd) alloys. Mater. Sci. Eng. C 2013, 33, 1882–1893. [Google Scholar] [CrossRef]
- Hufenbach, J.; Wendrock, H.; Kochta, F.; Kühn, U.; Gebert, A. Novel biodegradable Fe-Mn-CS alloy with superior mechanical and corrosion properties. Mater. Lett. 2017, 186, 330–333. [Google Scholar] [CrossRef]
- Liu, B.; Zheng, Y.F.; Ruan, L. In vitro investigation of Fe30Mn6Si shape memory alloy as potential biodegradable metallic material. Mater. Lett. 2011, 65, 540–543. [Google Scholar] [CrossRef]
- Hermawan, H.; Dubé, D.; Mantovani, D. Degradable metallic biomaterials: Design and development of Fe–Mn alloys for stents. J. Biomed. Mater. Res. Part A 2010, 93A, 1–11. [Google Scholar] [CrossRef]
- Bagha, P.S.; Khakbiz, M.; Sheibani, S.; Hermawan, H. Design and characterization of nano and bimodal structured biodegradable Fe-Mn-Ag alloy with accelerated corrosion rate. J. Alloys Compd. 2018, 767, 955–965. [Google Scholar] [CrossRef]
- Sotoudehbagha, P.; Sheibani, S.; Khakbiz, M.; Ebrahimi-Barough, S.; Hermawan, H. Novel antibacterial biodegradable Fe-Mn-Ag alloys produced by mechanical alloying. Mater. Sci. Eng. C 2018, 88, 88–94. [Google Scholar] [CrossRef]
- Bagha, P.S.; Khakbiz, M.; Safaie, N.; Sheibani, S.; Ebrahimi-Barough, S. Effect of high energy ball milling on the properties of biodegradable nanostructured Fe-35 wt.% Mn alloy. J. Alloys Compd. 2018, 768, 166–175. [Google Scholar] [CrossRef]
- Safaie, N.; Khakbiz, M.; Sheibani, S.; Bagha, P.S. Synthesizing of nanostructured Fe-Mn alloys by mechanical alloying process. Procedia Mater. Sci. 2015, 11, 381–385. [Google Scholar] [CrossRef]
- Sikora-Jasinska, M.; Chevallier, P.; Turgeon, S.; Paternoster, C.; Mostaed, E.; Vedani, M.; Mantovani, D. Understanding the effect of the reinforcement addition on corrosion behavior of Fe/Mg2Si composites for biodegradable implant applications. Mater. Chem. Phys. 2019, 223, 771–778. [Google Scholar] [CrossRef]
- Mouzou, E.; Paternoster, C.; Tolouei, R.; Purnama, A.; Chevallier, P.; Dubé, D.; Prima, F.; Mantovani, D. In vitro degradation behavior of Fe–20Mn–1.2 C alloy in three different pseudo-physiological solutions. Mater. Sci. Eng. C 2016, 61, 564–573. [Google Scholar] [CrossRef]
- Mandal, S.; Ummadi, R.; Bose, M.; Balla, V.K.; Roy, M. Fe–Mn–Cu alloy as biodegradable material with enhanced antimicrobial properties. Mater. Lett. 2019, 237, 323–327. [Google Scholar] [CrossRef]
- Faruk, M. Wear behaviour of hot rolled AZ31B magnesium alloy as candidate for biodegradable implant material. Trans. Nonferr. Met. Soc. China 2017, 27, 2598–2606. [Google Scholar]
- Alshataif, Y.A.; Sivasankaran, S.; Al-Mufadi, F.A.; Alaboodi, A.S.; Ammar, H.R. Synthesis, microstructures and mechanical behaviour of Cr0.21Fe0.20Al0.41Cu0.18 and Cr0.14Fe0.13Al0.26Cu0.11Si0.25Zn0.11 nanocrystallite entropy alloys prepared by mechanical alloying and hot-pressing. Met. Mater. Int. 2021, 27, 139–155. [Google Scholar] [CrossRef]
- Clinktan, R.; Senthil, V.; Ramkumar, K.R.; Sivasankaran, S.; Al-Mufadi, F.A. Effect of boron carbide nano particles in CuSi4Zn14 silicone bronze nanocomposites on matrix powder surface morphology and structural evolution via mechanical alloying. Ceram. Int. 2019, 45, 3492–3501. [Google Scholar] [CrossRef]
- Sánchez, F.; Bolarín, A.M.; Molera, P.; Mendoza, J.E.; Ocampo, M. Relationship between particle size and manufacturing processing and sintered characteristics of iron powders. Rev. Latinoam. Metal. Mater. 2003, 23, 35–40. [Google Scholar]
- Sivasankaran, S.; Sivaprasad, K.; Narayanasamy, R.; Iyer, V.K. An investigation on flowability and compressibility of AA 6061100-x-x wt.% TiO2 micro and nanocomposite powder prepared by blending and mechanical alloying. Powder Technol. 2010, 201, 70–82. [Google Scholar] [CrossRef]
- Cocks, A.C.F. Constitutive modelling of powder compaction and sintering. Prog. Mater. Sci. 2001, 46, 201–229. [Google Scholar] [CrossRef]
- Rossi, R.; Alves, M.K.; Al-Qureshi, H.A. A model for the simulation of powder compaction processes. J. Mater. Process. Technol. 2007, 182, 286–296. [Google Scholar] [CrossRef]
- Ammar, H.R.; Sivasankaran, S.; Alaboodi, A.S.; Al-Mufadi, F.A. Synthesis, microstructural investigation and compaction behavior of Al0.3CrFeNiCo0.3Si0.4 nanocrystalline high entropy alloy. Adv. Powder Technol. 2021, 32, 398–412. [Google Scholar] [CrossRef]
- Li, H.; Zheng, Y.; Qin, L. Progress of biodegradable metals. Prog. Nat. Sci. Mater. Int. 2014, 24, 414–422. [Google Scholar] [CrossRef]
- Liu, B.; Zheng, Y.F. Effects of alloying elements (Mn, Co, Al, W, Sn, B, C and S) on biodegradability and in vitro biocompatibility of pure iron. Acta Biomater. 2011, 7, 1407–1420. [Google Scholar] [CrossRef]
- Alshataif, Y.A.; Sivasankaran, S.; Al-Mufadi, F.A.; Alaboodi, A.S.; Ammar, H.R. Synthesis, structure, and mechanical response of Cr0.26Fe0.24Al0.5 and Cr0.15Fe0.14Al0.30Cu0.13Si0.28 nanocrystallite entropy alloys. Adv. Powder Technol. 2020, 31, 2161–2177. [Google Scholar] [CrossRef]
- Sivasankaran, S.; Sivaprasad, K.; Narayanasamy, R.; Iyer, V.K. Evaluation of compaction equations and prediction using adaptive neuro-fuzzy inference system on compressibility behavior of AA 6061100 − x − x wt.% TiO2 nanocomposites prepared by mechanical alloying. Powder Technol. 2011, 209, 124–137. [Google Scholar] [CrossRef]
- Balshin, M.Y. Theory of compacting. Vestnik. Met. 1938, 18, 124–137. [Google Scholar]
- Heckel, R.W. Density-pressure relationships in powder compaction. Trans. Met. Soc. AIME 1961, 221, 671–675. [Google Scholar]
- Rong-De, G. A new powder compaction equation. Int. J. Powder Metall. 1991, 27, 211–216. [Google Scholar]
- Panelli, R.; Ambrozio Filho, F. A study of a new phenomenological compacting equation. Powder Technol. 2001, 114, 255–261. [Google Scholar] [CrossRef]
- Kawakita, K.; Lüdde, K.-H. Some considerations on powder compression equations. Powder Technol. 1971, 4, 61–68. [Google Scholar] [CrossRef]
- Shapiro, I. Compaction of powders XII. Evaluation of published compaction equations for modeling purposes. Adv. Powder Met. Part. Mat. 1995, 1, 2.97–2.114. [Google Scholar]
- Cooper, A.R., Jr.; Eaton, L.E. Compaction behavior of several ceramic powders. J. Am. Ceram. Soc. 1962, 45, 97–101. [Google Scholar] [CrossRef]
- Zwan, J.V.D. The compaction and mechanical properties of some spray-dried ceramic materials. In Proceedings of the 10th International Conference ‘Science of Ceramics’, Berchtesgaden, W. Germany, 1–4 September 1979; Hausner, H., Ed.; Deutsche Keramische Gesellschaft: Bad Honnef, Germany, 1979; p. 159. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Code | Composition in at.% (Wt.%) | ||||
|---|---|---|---|---|---|
| Fe | Mn | Cu | W | Co | |
| BM0 * | 65.00 (65.36) | 35.00 (34.64) | --- | --- | --- |
| BM1 * | 65.00 (65.07) | 32.00 (31.51) | 3.00 (3.42) | --- | --- |
| BM2 * | 65.00 (61.12) | 32.00 (29.60) | --- | 3.00 (9.29) | --- |
| BM3 * | 65.00 (65.23) | 32.00 (31.59) | --- | --- | 3.00 (3.18) |
| Alloy Code | Observed Phase | Position 2ϴ, Deg | Peak Height, Cps | Code | Structure | Crystal Size (nm) | Lattice Strain (%) |
|---|---|---|---|---|---|---|---|
| BM0 | Fe | 44.6435 | 1177.34 | 01-085-1410 | Cubic | 21.4 | 0.432 |
| 82.3443 | 104.51 | 01-085-1410 | Cubic | ||||
| Mn | 42.9402 | 277.57 | 00-001-1237 | Cubic | |||
| 82.3443 | 104.51 | 00-003-1014 | Cubic | ||||
| BM1 | Fe | 44.8965 | 941.81 | 01-087-0722 | Cubic | 21.4 | 0.432 |
| 82.2603 | 92.06 | 01-087-0722 | Cubic | ||||
| Mn | 43.3474 | 293.13 | 00-001-1234 | Cubic | |||
| 82.2603 | 92.06 | 00-001-1234 | Cubic | ||||
| Cu | 43.3474 | 293.13 | 01-089-2838 | Cubic | |||
| BM2 | Fe | 44.6901 | 1074.74 | 01-087-0721 | Cubic | 15.5 | 0.598 |
| 82.1962 | 213.56 | 01-087-0721 | Cubic | ||||
| Mn | 43.7106 | 212.34 | 00-001-1234 | Cubic | |||
| 82.1962 | 213.56 | 00-001-1234 | Cubic | ||||
| W | 44.6901 | 1074.74 | 01-088-2339 | Cubic | |||
| BM3 | Fe | 44.7608 | 862.36 | 01-087-0722 | Cubic | 24.2 | 0.425 |
| 82.6692 | 133.67 | 01-087-0722 | Cubic | ||||
| Co | 44.7608 | 862.36 | 00-001-1254 | Cubic | |||
| CoFe | 44.7608 | 862.36 | 00-044-1433 | Cubic | |||
| Mn | 40.3947 | 884.87 | 00-032-0637 | Cubic | |||
| 42.9173 | 161.46 | 00-032-0637 | Cubic | ||||
| 73.5610 | 96.49 | 00-032-0637 | Cubic | ||||
| 82.6692 | 133.67 | 00-032-0637 | Cubic |
| Alloy Code | Theoretical Density (g/cm3) | Green Density (g/cm3) | Relative Density (%) |
|---|---|---|---|
| BM0 | 7.73 | 5.63 | 72.90 |
| BM0-S | 7.73 | 5.81 | 75.23 |
| BM1 | 7.77 | 5.77 | 71.64 |
| BM1-S | 7.77 | 5.99 | 77.10 |
| BM2 | 8.19 | 5.93 | 72.38 |
| BM2-S | 8.19 | 5.95 | 72.65 |
| BM3 | 7.77 | 5.59 | 72.03 |
| BM3-S | 7.77 | 5.66 | 72.86 |
| Applied Model | Factor | Alloy Code | |||||||
|---|---|---|---|---|---|---|---|---|---|
| BM0 | BM0-S | BM1 | BM1-S | BM2 | BM2-S | BM3 | BM3-S | ||
| Balshin [32] | A | 3.2633 | 3.1128 | 3.3414 | 3.1163 | 3.2822 | 3.2384 | 3.2107 | 3.1931 |
| K | −0.2950 | −0.2430 | −0.2670 | −0.2470 | −0.2600 | −0.2530 | −0.2490 | −0.247 | |
| R2 | 0.9734 | 0.9652 | 0.9781 | 0.9619 | 0.9732 | 0.9619 | 0.9706 | 0.9620 | |
| Heckel [33] | A | 0.5685 | 0.5961 | 0.5665 | 0.6054 | 0.5639 | 0.5659 | 0.5751 | 0.5749 |
| K | 0.0007 | 0.0007 | 0.0006 | 0.0007 | 0.0006 | 0.0006 | 0.0006 | 0.0006 | |
| R2 | 0.9967 | 0.9964 | 0.9925 | 0.9915 | 0.9964 | 0.9963 | 0.9967 | 0.9965 | |
| Ge [34] | A | −0.6171 | −0.5949 | −0.6280 | −0.6099 | −0.6176 | −0.6072 | −0.5969 | −0.5972 |
| K | 0.2223 | 0.2228 | 0.2220 | 0.2332 | 0.2204 | 0.2165 | 0.2128 | 0.2144 | |
| R2 | 0.9248 | 0.9123 | 0.9326 | 0.9041 | 0.9245 | 0.9099 | 0.9231 | 0.9107 | |
| Panelli and Ambrosio Filho’s [35] | A | 0.3895 | 0.4057 | 0.3825 | 0.3900 | 0.3885 | 0.3924 | 0.4050 | 0.4013 |
| K | 0.0252 | 0.0270 | 0.0243 | 0.0292 | 0.0247 | 0.0246 | 0.0239 | 0.0246 | |
| R2 | 0.9721 | 0.9644 | 0.9768 | 0.9565 | 0.9715 | 0.9638 | 0.9724 | 0.9649 | |
| Kawakita [36] | A | −3.1733 | −3.9202 | −2.7487 | −4.1445 | −2.9476 | −4.1586 | −2.8135 | −4.0914 |
| K | 1725 | 1976.1 | 1590.6 | 2019.6 | 1671.3 | 2041.7 | 1701.7 | 2040.8 | |
| R2 | 0.8974 | 0.8989 | 0.8980 | 0.8980 | 0.8985 | 0.8979 | 0.9056 | 0.8989 | |
| Shapiro [37] | A | −0.8826 | −0.9652 | −0.8428 | −0.9865 | −0.8725 | −0.8984 | −0.8951 | −0.9154 |
| B | −6 × 10−4 | −6 × 10−4 | −7 × 10−4 | −5 × 10−4 | −6 × 10−4 | −5 × 10−4 | −6 × 10−4 | −5 × 10−4 | |
| C | −5 × 10−7 | −7 × 10−7 | −4 × 10−7 | −1 × 10−6 | −5 × 10−7 | −6 × 10−7 | −5 × 10−7 | −6 × 10−7 | |
| R2 | 0.9974 | 0.9973 | 0.9974 | 0.9967 | 0.9972 | 0.9973 | 0.9974 | 0.9974 | |
| Cooper and Eaton [38] | a1 | 0.4194 | 0.4083 | 0.4291 | 0.4115 | 0.4165 | 0.3899 | 0.7308 | 0.3868 |
| a2 | 0.7248 | 0.7866 | 0.6836 | 0.8324 | 0.7330 | 0.7959 | 0.4034 | 0.7886 | |
| k1 | 79.6217 | 86.1326 | 77.3395 | 86.8809 | 77.8816 | 86.1326 | 909.090 | 85.470 | |
| k2 | 884.955 | 909.091 | 869.565 | 917.4312 | 900.9 | 925.925 | 80.9716 | 917.43 | |
| R2 | 0.9580 | 0.9510 | 0.9615 | 0.9490 | 0.9577 | 0.9495 | 0.9527 | 0.9489 | |
| Van Der Zwan and Siskens [39] | A | 0.3524 | 0.3574 | 0.3505 | 0.3698 | 0.3477 | 0.3316 | 0.3370 | 0.3324 |
| K | 97.9340 | 100.2600 | 96.5250 | 101.6200 | 97.0280 | 100.9900 | 96.3640 | 100.5400 | |
| R2 | 0.9230 | 0.9157 | 0.9269 | 0.9120 | 0.9225 | 0.9136 | 0.9176 | 0.9134 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ammar, H.R.; Sivasankaran, S.; Alaboodi, A.S. Investigation of the Microstructure and Compressibility of Biodegradable Fe-Mn-Cu/W/Co Nanostructured Alloy Powders Synthesized by Mechanical Alloying. Materials 2021, 14, 3088. https://doi.org/10.3390/ma14113088
Ammar HR, Sivasankaran S, Alaboodi AS. Investigation of the Microstructure and Compressibility of Biodegradable Fe-Mn-Cu/W/Co Nanostructured Alloy Powders Synthesized by Mechanical Alloying. Materials. 2021; 14(11):3088. https://doi.org/10.3390/ma14113088
Chicago/Turabian StyleAmmar, Hany R., Subbarayan Sivasankaran, and Abdulaziz S. Alaboodi. 2021. "Investigation of the Microstructure and Compressibility of Biodegradable Fe-Mn-Cu/W/Co Nanostructured Alloy Powders Synthesized by Mechanical Alloying" Materials 14, no. 11: 3088. https://doi.org/10.3390/ma14113088
APA StyleAmmar, H. R., Sivasankaran, S., & Alaboodi, A. S. (2021). Investigation of the Microstructure and Compressibility of Biodegradable Fe-Mn-Cu/W/Co Nanostructured Alloy Powders Synthesized by Mechanical Alloying. Materials, 14(11), 3088. https://doi.org/10.3390/ma14113088