
Simulation of the Attrition of Recycled Concrete Aggregates during Concrete Mixing

 ,
,  ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
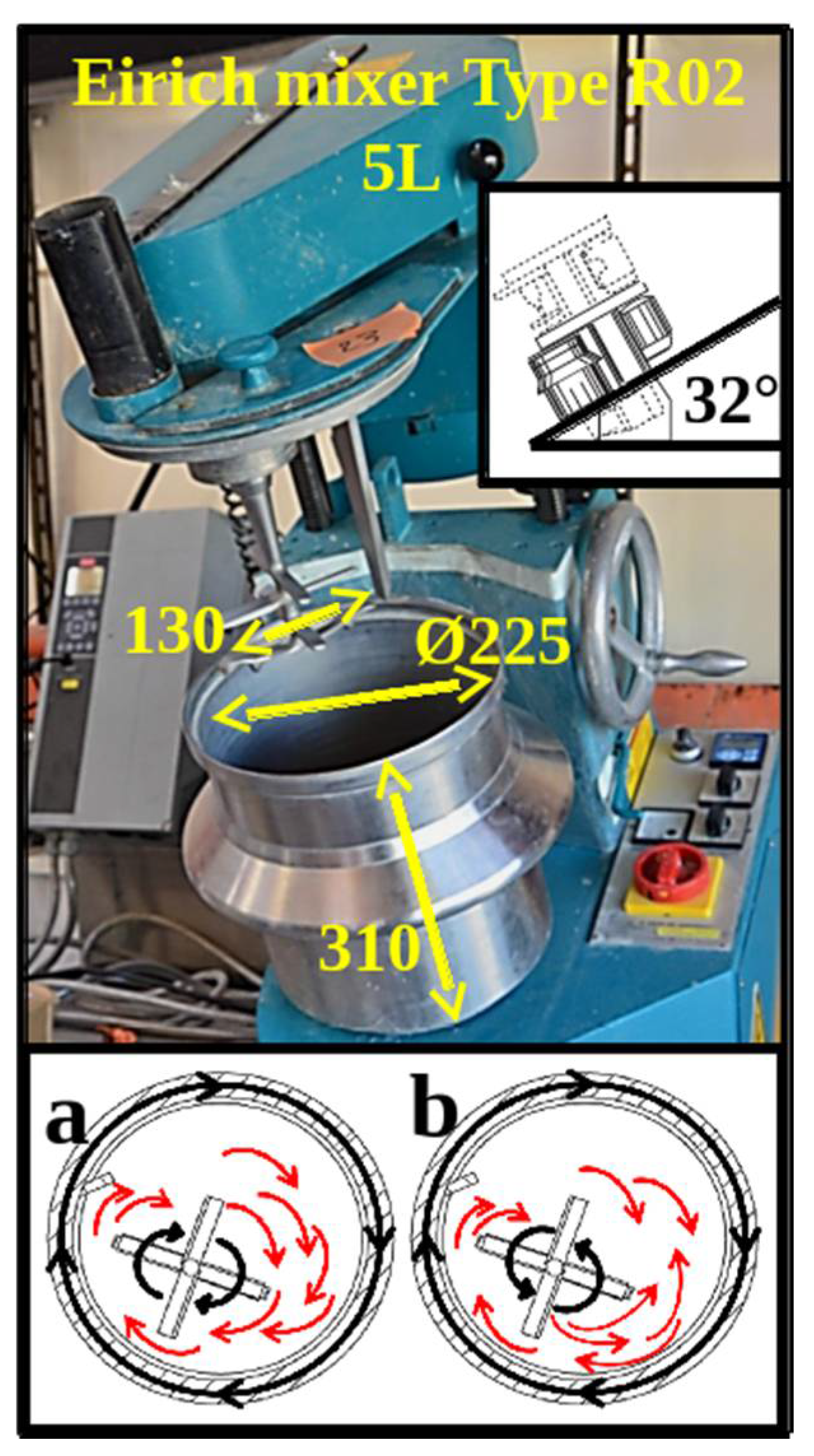
2.1. Mixer Type
2.2. Materials
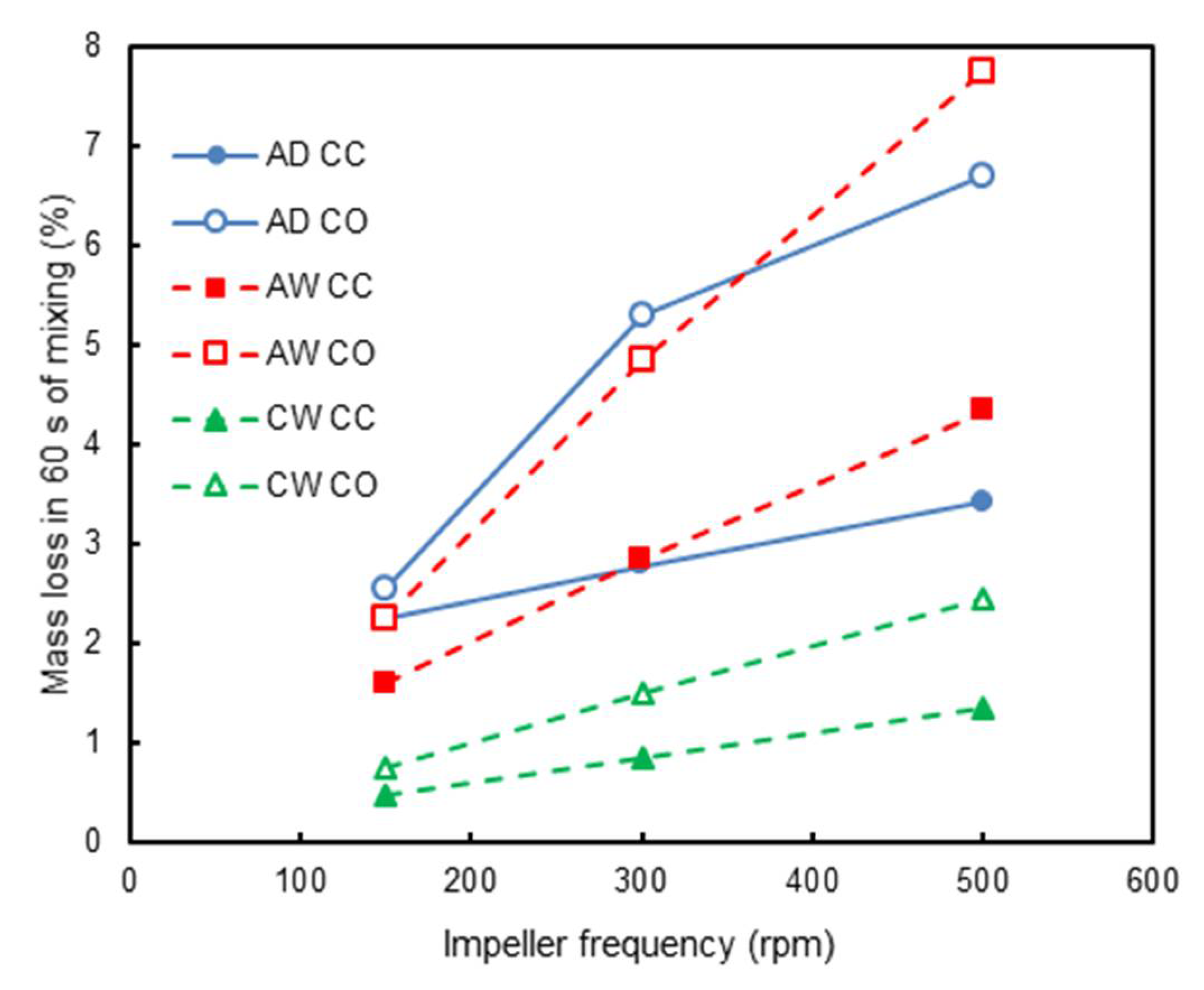
- Coarse aggregates, dry (AD): only the 10–14 mm RCA;
- Coarse aggregates, wet (AW): a mixture of the 10–14 mm RCA and water, initially mixed by hand, with the water amount chosen to slightly cover the aggregates when poured into the mixer;
- Concrete, wet (CW): reference concrete formulation.
2.3. Experimental Procedure and Mass Loss Estimation
- The coarse aggregates were divided into equal samples with a sample splitter following the EN 932-2 standard [21]. This method for reducing laboratory samples allows obtaining statistically equal samples in terms of properties and characteristics;
- The materials, either AD or AW, were added to the mixer.
- For the CW formulation, the cement paste was first prepared in the mixer by mixing all the components (sand, cement and water) for 60 s at 500 rpm. Then the coarse aggregates were added to the mixer and gently incorporated into the paste by hand.
- The materials were mixed for 60 s at the selected frequency of rotation;
- The contents of the mixer were carefully retrieved;
- In order to isolate the coarse aggregates remaining after mixing, the materials were sieved under water on a 2.5 mm sieve; the recovered coarse aggregate (i.e., +2.5 mm) was dried in an oven (Memmert GmbH, Schwabach, Germany) at 70 °C for at least 72 h;
- The coarse aggregates were weighed after drying.
2.4. Single Particle Impact Experiments
3. Numerical method
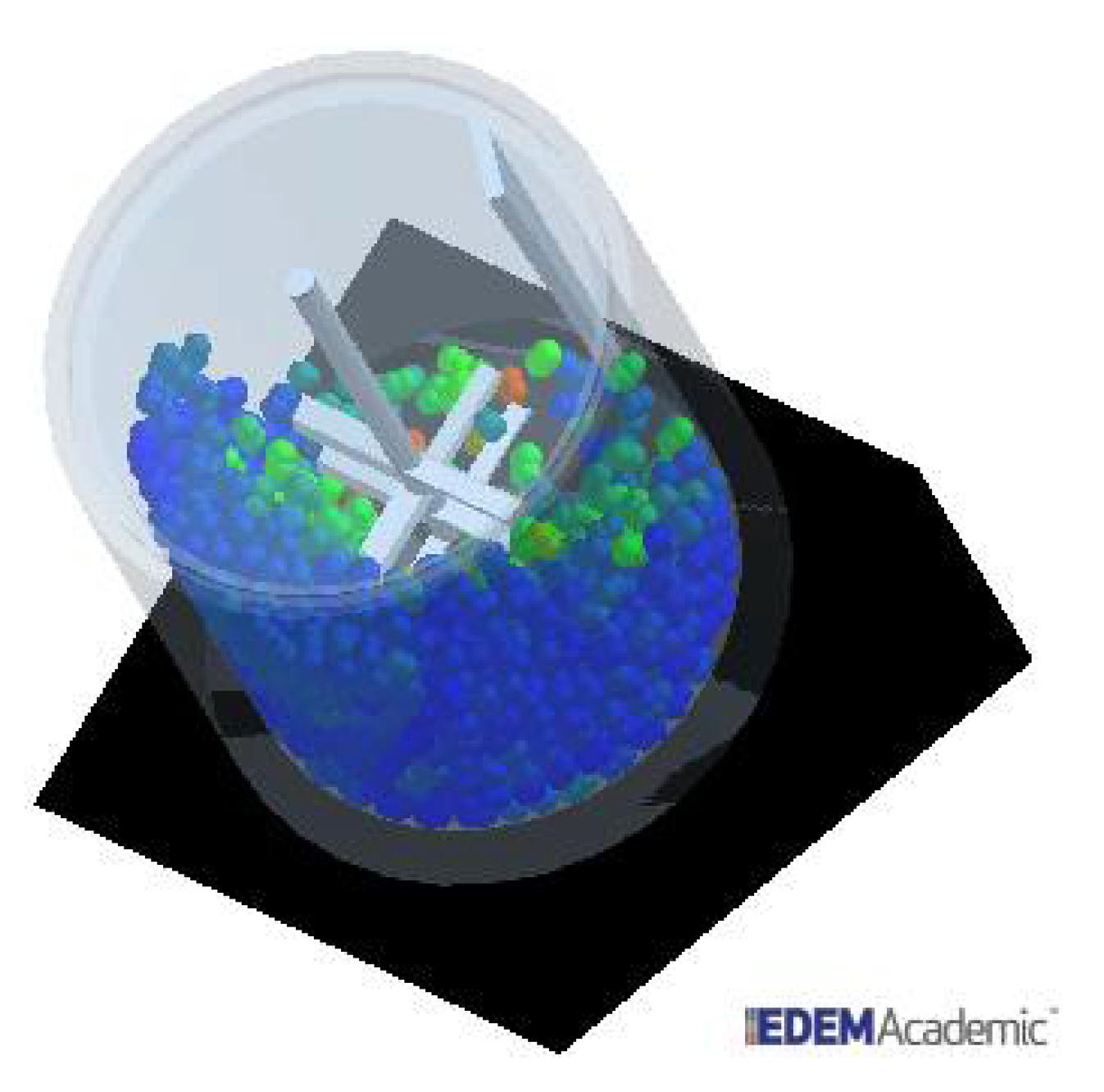
3.1. Simulation Setup
3.2. Attrition Model
4. Results and Discussion
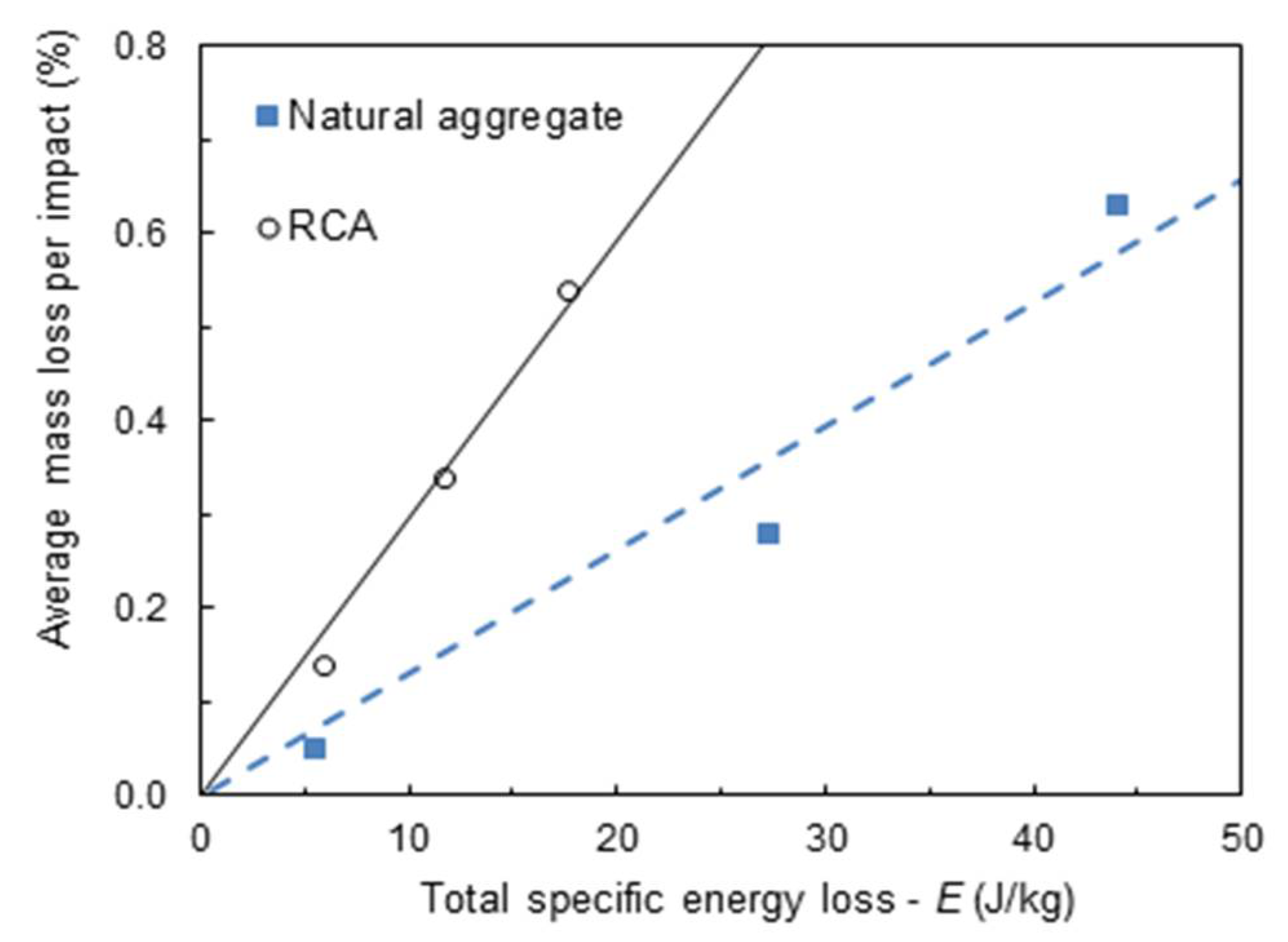
4.1. Single-Particle Impact Tests
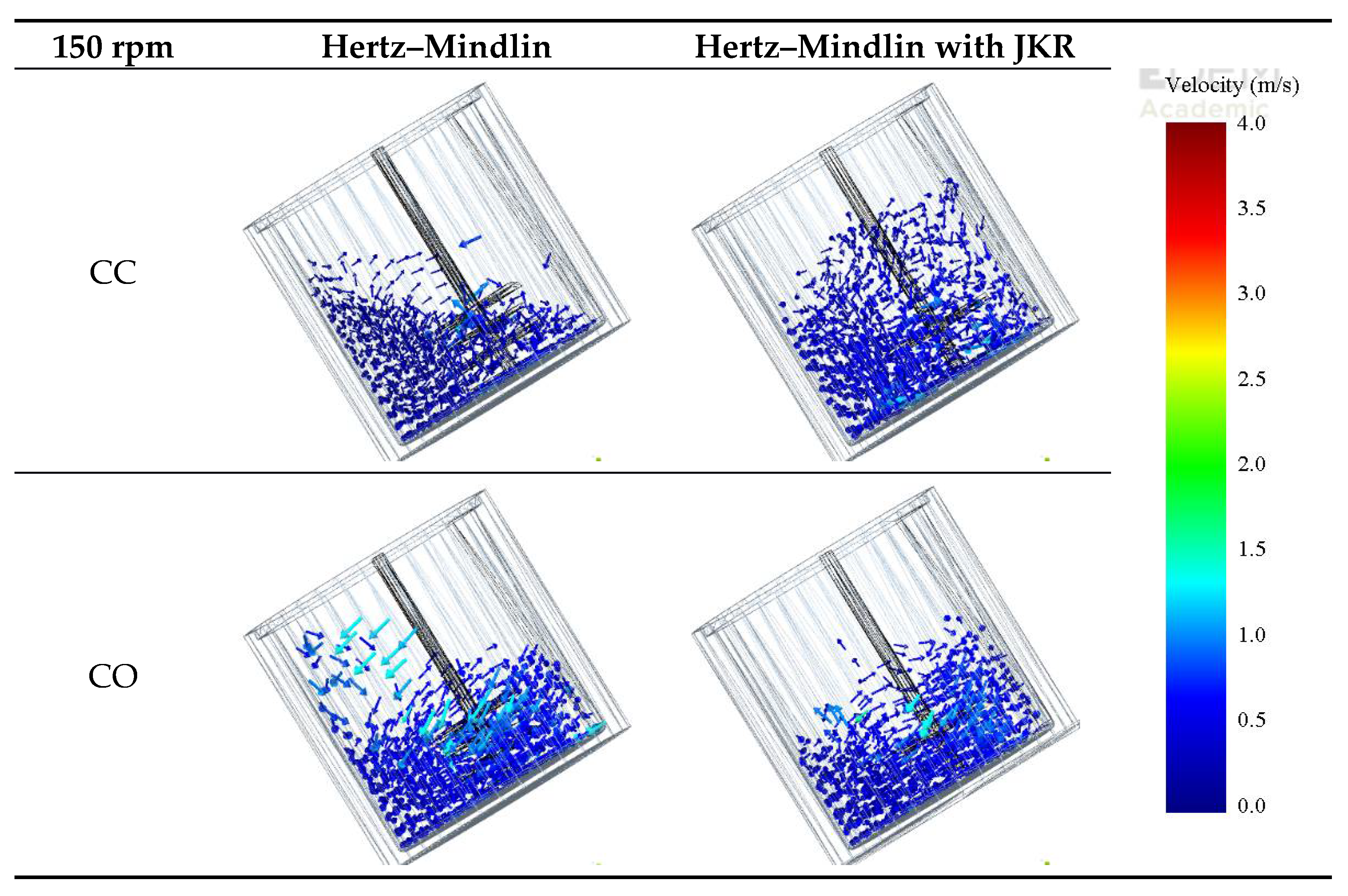
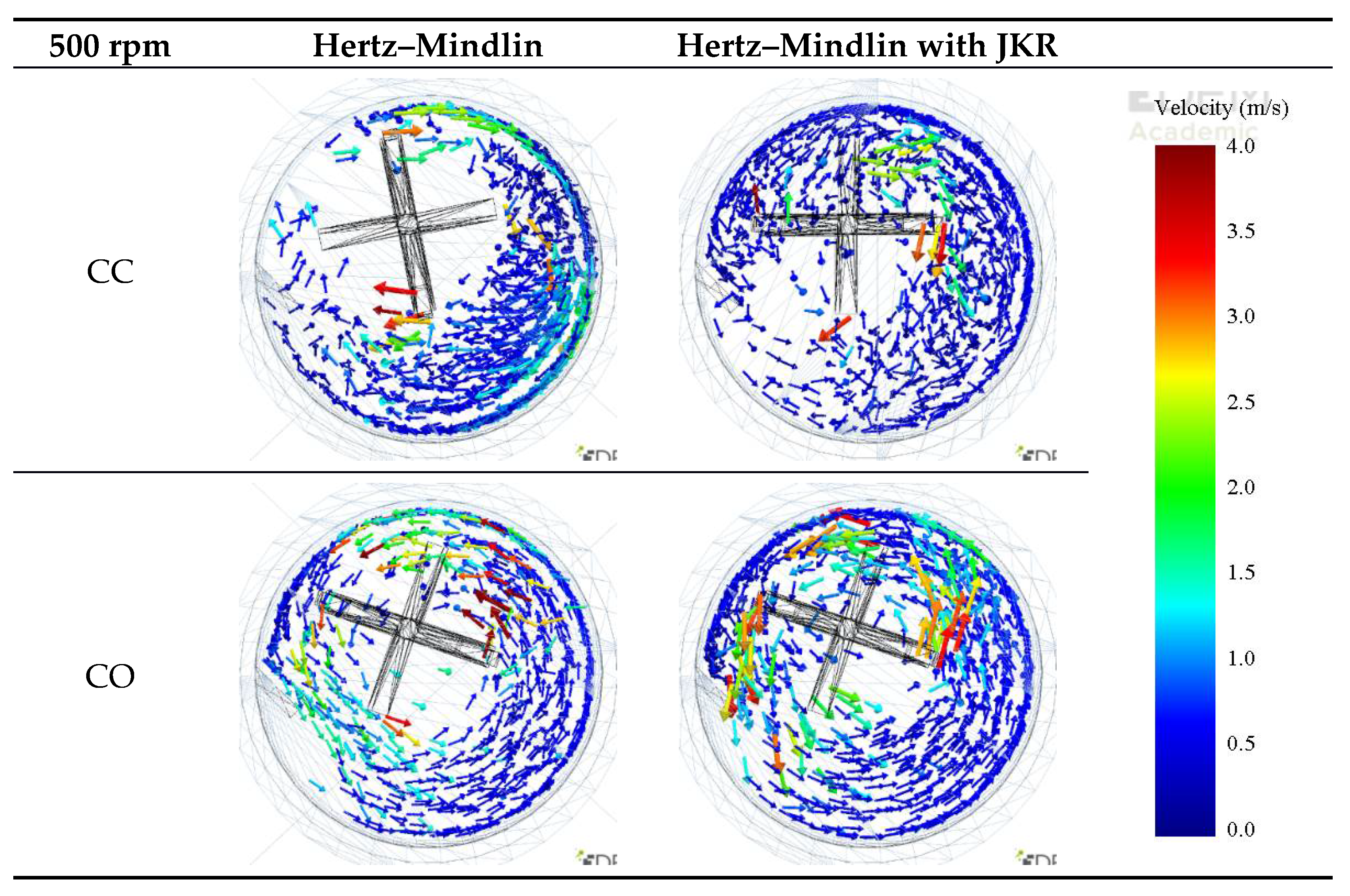
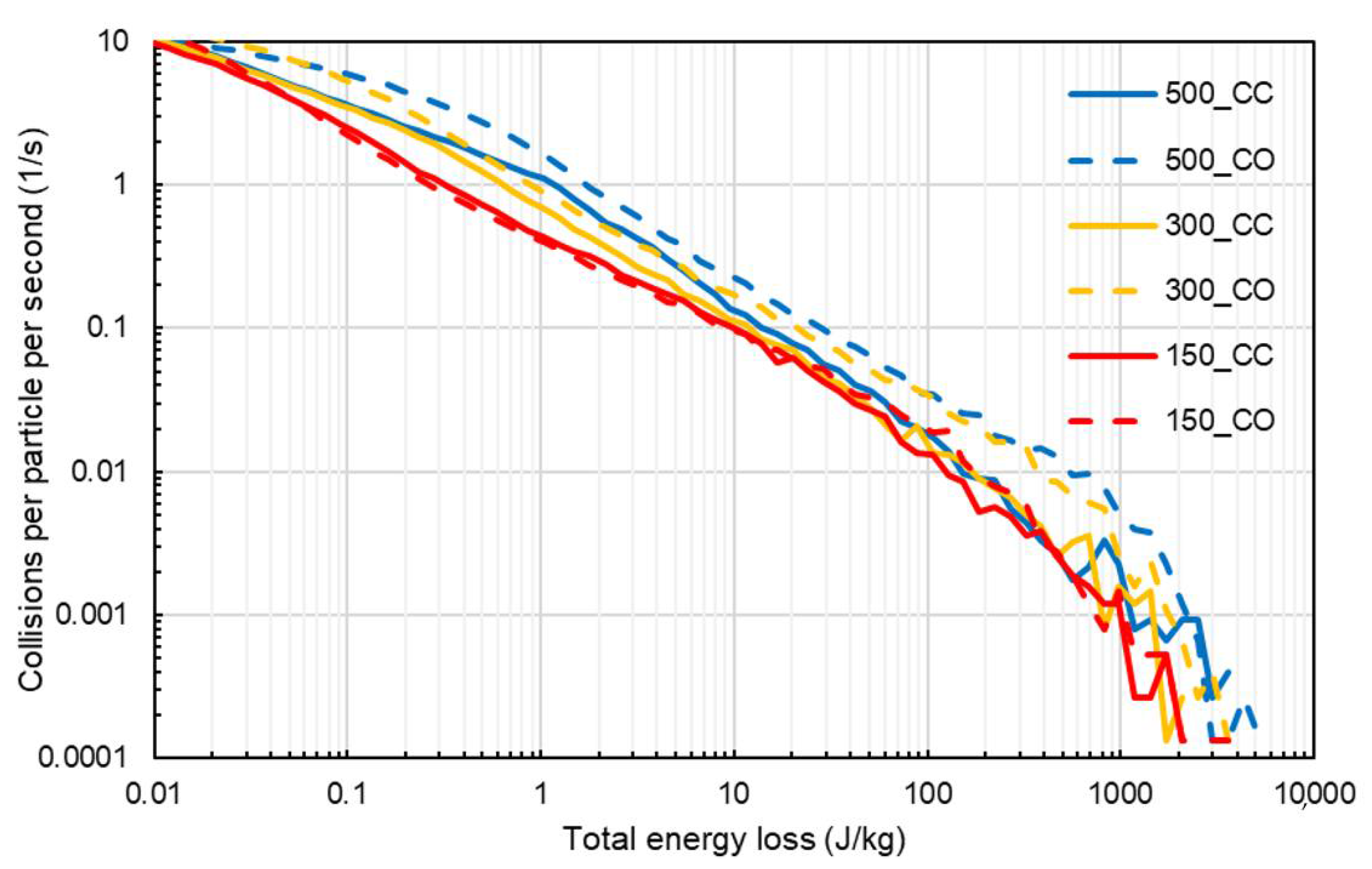
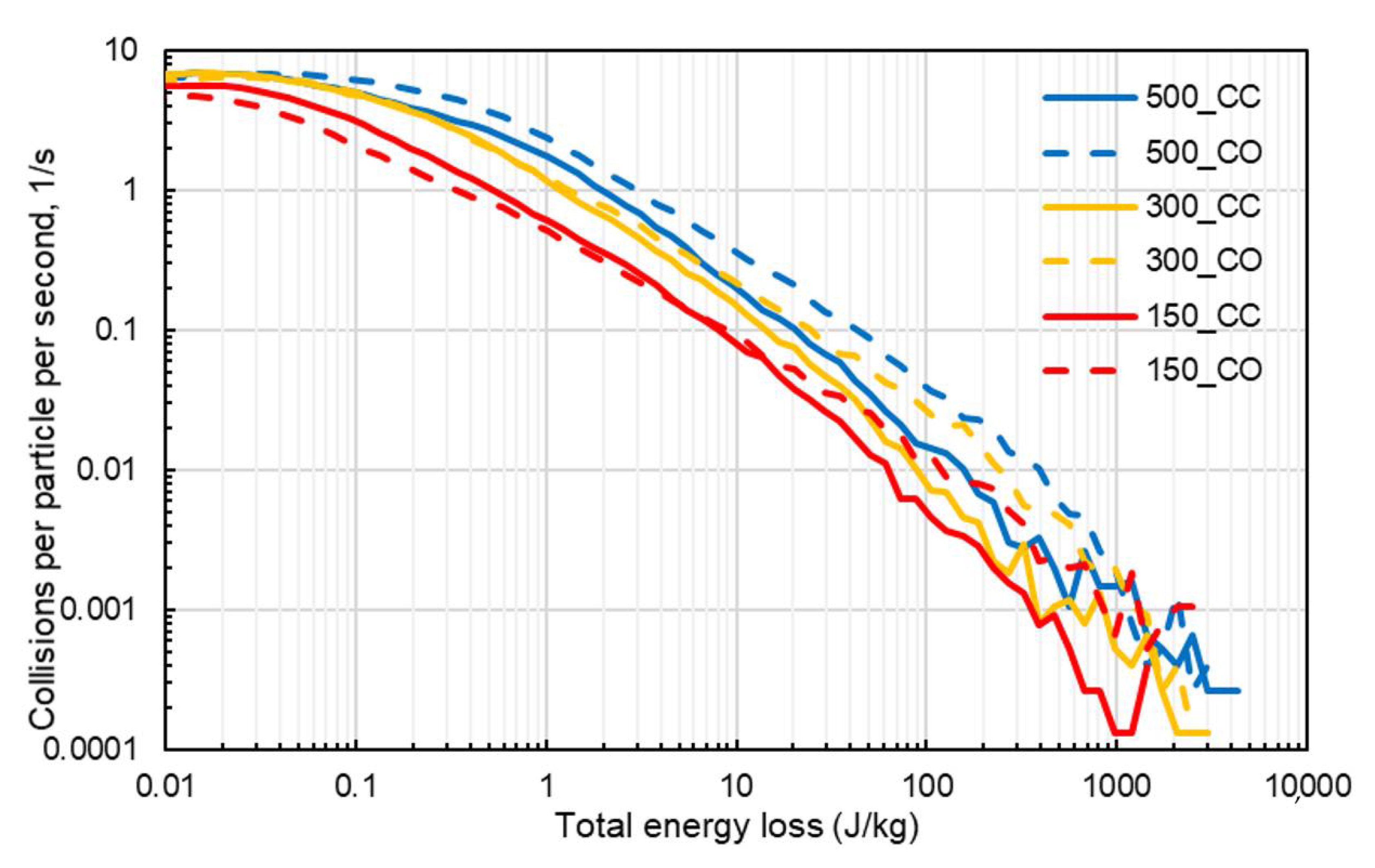
4.2. DEM Simulation Results
4.3. Measurement and Simulation of Attrition
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tavares, L.M. Breakage of single particles: Quasi-static. In Particle Breakage, Handbook of Powder Technology; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Tavares, L.M.; Carvalho, R.M. Modeling ore degradation during handling using continuum damage mechanics. Int. J. Miner. Process. 2012, 112. [Google Scholar] [CrossRef]
- Tavares, L.M.; Cavalcanti, P.P.; de Carvalho, R.M.; da Silveira, M.W.; Bianchi, M.; Otaviano, M. Fracture probability and fragment size distribution of fired Iron ore pellets by impact. Powder Technol. 2018, 336, 546–554. [Google Scholar]
- ACI (American Concrete Institute). Aggregates for Concrete, An ACI Education Bulletin; Committee E-701; ACI: Indianapolis, IN, USA, 2016. [Google Scholar]
- Moreno-Juez, J.; Cazacliu, B.; Cothenet, A.; Artoni, R.; Roquet, N. Recycled concrete aggregate attrition during mixing new concrete. Constr. Build. Mater. 2016, 116, 299–309. [Google Scholar] [CrossRef]
- Weerasekara, N.S.; Powell, M.S.; Cleary, P.W.; Tavares, L.M.; Evertsson, M.; Morrison, R.D.; Quist, J.; Carvalho, R.M. The contribution of DEM to the science of comminution. Powder Technol. 2013, 248, 3–4. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D.L. A discrete numerical model for granular assemblies. Geotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Mishra, B.K.; Rajamani, R.K. The discrete element method for the simulation of ball mills. Appl. Math. Model. 1992, 16, 598–604. [Google Scholar] [CrossRef]
- Cleary, P.W. Recent advances in DEM modeling of tumbling mills. Miner. Eng. 2001, 14, 1295–1319. [Google Scholar] [CrossRef]
- Tavares, L.M. A review of advanced ball mill modelling, KONA. Powder Part. J. 2017, 34, 106–124. [Google Scholar] [CrossRef]
- Rojek, J.; Labra, C.; Su, O.; Oñate, E. Comparative study of different discrete element models and evaluation of equivalent micromechanical parameters. Int. J. Solids Struct. 2012, 49, 1497–1517. [Google Scholar] [CrossRef]
- Potyondy, D.O.; Cundall, P.A. A bonded-particle model for rock. Int. J. Rock Mech. Min. Sci. 2004, 41, 1329–1364. [Google Scholar]
- Neveu, A.; Artoni, R.; Richard, P.; Descantes, Y. Fracture of granular materials composed of arbitrary grain shapes: A new cohesive interaction model. J. Mech. Phys. Solids 2016, 95, 308–319. [Google Scholar] [CrossRef]
- Jiménez-Herrera, N.; Barrios, G.K.P.; Tavares, L.M. Comparison of breakage models in DEM in simulating impact on particle beds. Adv. Powder Technol. 2018, 29.3, 692–706. [Google Scholar] [CrossRef]
- Artoni, R.; Neveu, A.; Descantes, Y.; Richard, P. Effect of contact location on the crushing strength of aggregates. J. Mech. Phys. Solids 2019, 122, 406–417. [Google Scholar] [CrossRef]
- Han, T.; Levy, A.; Kalman, H. DEM simulation for attrition of salt during dilute-phase pneumatic conveying. Powder Technol. 2003, 129, 92–100. [Google Scholar] [CrossRef]
- Ahmadian, H.; Hassanpour, A.; Ghadiri, M. Analysis of granule breakage in a rotary mixing drum: Experimental study and distinct element analysis. Powder Technol. 2011, 210, 175–180. [Google Scholar] [CrossRef]
- Hare, C.L.; Ghadiri, M. Influence of measurement cell size on predicted attrition by the Distinct Element Method. Powder Technol. 2013, 236, 100–106. [Google Scholar] [CrossRef]
- Hare, C.; Ghadiri, M.; Dennehy, R. Prediction of attrition in agitated particle beds. Chem. Eng. Sci. 2011, 66, 4757–4770. [Google Scholar] [CrossRef]
- Cavalcanti, P.P.S.; de Carvalho, R.M.; Chagas, A.S.; da Silveira, M.W.; Tavares, L.M. Surface breakage of fired iron ore pellets by impact. Powder Technol. 2019, 342, 735–743. [Google Scholar] [CrossRef]
- EN 932-2. Tests for General Properties of Aggregates. Methods for Reducing Laboratory Samples; BSI: London, UK, 1999. [Google Scholar]
- Cunha, E.R.; de Carvalho, R.M.; Tavares, L.M. Simulation of solids flow and energy transfer in a vertical shaft impact crusher using DEM. Miner. Eng. 2013, 43–44, 85–90. [Google Scholar] [CrossRef]
- Mindlin, R.D. Compliance of elastic bodies in contact. J. Appl. Mech. 1949, 16, 259–268. [Google Scholar] [CrossRef]
- Johnson, K.L.; Kendall, K.; Roberts, A.D. Surface Energy and the Contact of Elastic Solids. Proc. R. Soc. A Math. Phys. Eng. Sci. 1971, 324, 301–313. [Google Scholar] [CrossRef]
- Hong, C.W. New concept for simulating particle packing in colloidal forming processes. J. Am. Ceram. Soc. 1997, 80, 2517–2524. [Google Scholar] [CrossRef]
- EDEM, version 2.6; Discrete Element Method (DEM) software; DEM Solutions: Edinburgh, UK, 2014.
- Silva, B.B.; da Cunha, E.R.; de Carvalho, R.M.; Tavares, L.M. Modeling and simulation of green iron ore pellet classification in a single deck roller screen using the discrete element method. Powder Technol. 2018, 332, 359–370. [Google Scholar] [CrossRef]
- Marigo, M.; Stitt, E.H. Discrete Element Method (DEM) for Industrial Applications: Comments on Calibration and Validation for the Modelling of Cylindrical Pellets, KONA. Powder Part. J. 2015, 32, 236–252. [Google Scholar] [CrossRef]
- Barrios, G.K.P.; de Carvalho, R.M.; Tavares, L.M. Modeling breakage of monodispersed particles in unconfined beds. Miner. Eng. 2011, 24, 308–318. [Google Scholar] [CrossRef]
- Ghadiri, M.; Zhang, Z. Impact attrition of particulate solids. Part 1: A theoretical model of chipping. Chem. Eng. Sci. 2002, 57, 3659–3669. [Google Scholar] [CrossRef]
- Neves, P.B.; Tavares, L.M. Microstructure of quarry rocks and relationships to particle breakage and crushing. Int. J. Miner. Process. 2008, 87, 28–41. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate Type | Origin | Size (mm) | Density (kg/m3) | Water Absorption (%) |
|---|---|---|---|---|
| Recycled concrete aggregate (RCA) | Gonesse (France) | 10–14 | 2290 | 5.1 |
| Silico-calcareous sand | Cheviré (France) | 0–2.5 | 2640 | 0.3 |
| Formulation | RCA, 10/14 mm (g) | Sand (g) | Cement (g) | Water (g) |
|---|---|---|---|---|
| Coarse aggregates, dry (AD) | 4000 | - | - | - |
| Coarse aggregates, wet (AW) | 4000 | - | - | 1500 |
| Concrete, wet (CW) | 4000 | 4000 | 1400 | 950 |
| Material | Poisson’s Ratio—ν | Young’s Modulus—Y (MPa) | Density (g/cm3) |
|---|---|---|---|
| Steel | 0.30 | 182 | 7.7 |
| Particles | 0.30 | 60 | 2.5 |
| Property | Contact Type | |
|---|---|---|
| Particle–Particle | Particle–Wall | |
| Coefficient of static friction | 0.35 | 0.28 |
| Coefficient of rolling friction | 0.35 | 0.25 |
| Coefficient of restitution | 0.40 | 0.35 |
| JKR model cohesion parameter (J/m2) | 10 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moreno-Juez, J.; Tavares, L.M.; Artoni, R.; Carvalho, R.M.d.; da Cunha, E.R.; Cazacliu, B. Simulation of the Attrition of Recycled Concrete Aggregates during Concrete Mixing. Materials 2021, 14, 3007. https://doi.org/10.3390/ma14113007
Moreno-Juez J, Tavares LM, Artoni R, Carvalho RMd, da Cunha ER, Cazacliu B. Simulation of the Attrition of Recycled Concrete Aggregates during Concrete Mixing. Materials. 2021; 14(11):3007. https://doi.org/10.3390/ma14113007
Chicago/Turabian StyleMoreno-Juez, Jaime, Luís Marcelo Tavares, Riccardo Artoni, Rodrigo M. de Carvalho, Emerson Reikdal da Cunha, and Bogdan Cazacliu. 2021. "Simulation of the Attrition of Recycled Concrete Aggregates during Concrete Mixing" Materials 14, no. 11: 3007. https://doi.org/10.3390/ma14113007
APA StyleMoreno-Juez, J., Tavares, L. M., Artoni, R., Carvalho, R. M. d., da Cunha, E. R., & Cazacliu, B. (2021). Simulation of the Attrition of Recycled Concrete Aggregates during Concrete Mixing. Materials, 14(11), 3007. https://doi.org/10.3390/ma14113007