Effect of FSW Traverse Speed on Mechanical Properties of Copper Plate Joints



Abstract
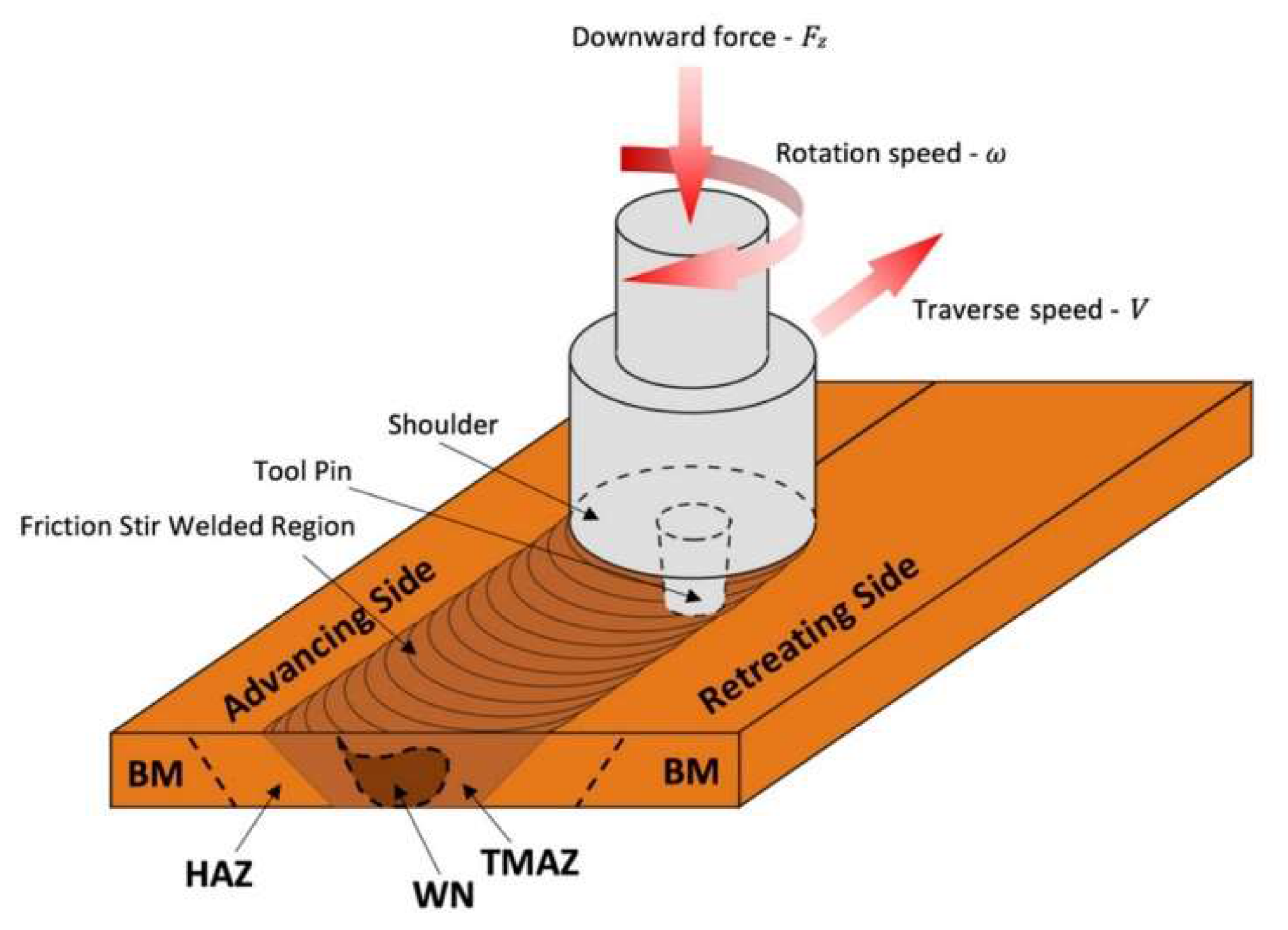
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microhardness Tests and Metallographic Analysis
3.2. Monotonic Tests Results
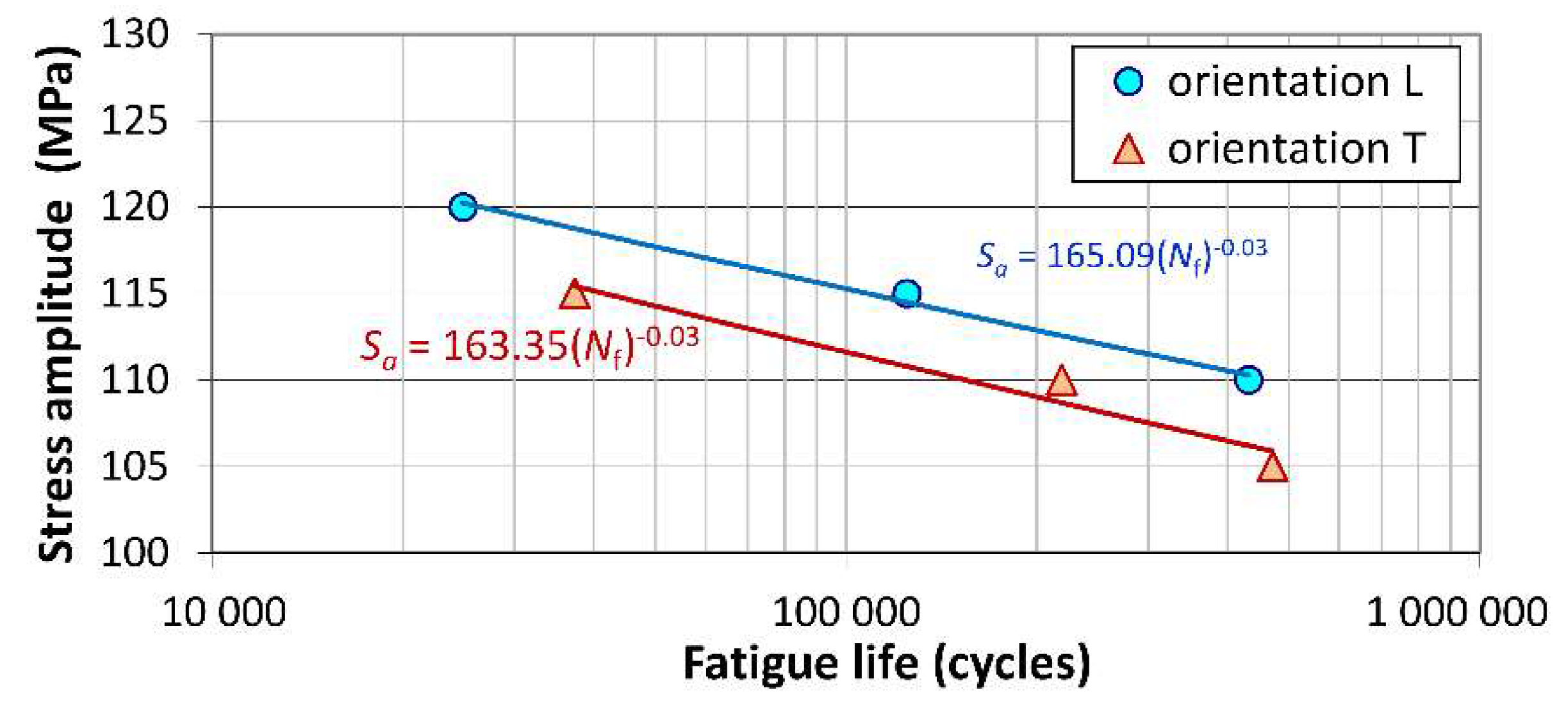
3.3. Fatigue Test Results
4. Conclusions
- In the area of tested FSW joints, a significant decrease in microhardness was observed relative to the base material property. The microhardness profiles determined for the cross-section of the joints had a W-type shape with a sudden decrease in microhardness in the HAZ and a tendency towards a slight increase in WN which, in the qualitative sense, correlated well with the average grain sizes observed in these zones. However, the data available in the literature also indicate that opposite trends of microhardness changes are possible. Summarising the obtained results and the literature data, it may be generalised that increase of the microhardness in the region of FSW joints is observed for softer copper (microhardness below 80 HV), while the drop of hardness in the FSW zone is typical for copper with a higher degree of strain hardening.
- Tensile strength parameters of tested FSW joints were significantly lower than those of base material properties which was predominantly related to the loss of the cold-work hardening effect as a result of the recrystallisation process in the HAZ. Resulting from the FSW process, the yield stress decreased on average by more than 60%, and ultimate stress fell by about 15%. For each of considered traverse speed, the FSW joints showed considerably higher static strength properties than similar joints made by TIG welding. These properties were also higher than those of the base material after annealing. Regardless of traverse speed, the tensile strength parameters of FSW joints were higher for transversal than for longitudinal orientation. Tensile tests revealed a consistent trend of decreasing strength parameters of FSW joints (i.e., yield stress and ultimate stress) with increased traverse speed. Although this effect is moderate, it is qualitatively different from the data reported so far in the literature.
- The fatigue tests turned out to be more sensitive criteria for evaluation of the FSW joints’ qualities compared to other kind of examinations applied in this work. These tests clearly confirmed the weakness of the FSW joints produced at a speed of 80 mm/min in longitudinal orientation, which was earlier indicated only by the scatter of tensile test results, and revealed the poor quality of the joints made at a speed of 40 mm/min for the same orientation, which had not been predicted earlier by other studies. All samples from the two series of the lowest fatigue life were characterised by distinct location and morphology of the cracks. Considering all static and fatigue tests—for given plates, adopted tool geometry and specified rotary speed—the traverse speed of 60 mm/min proved to be the most advantageous. It should be noted that conclusions on the quality of the FSW joints resulting from fatigue tests would be different if they were referred separately to each of the considered joint orientations. This means that the variations of FSW parameters may have a qualitatively different effect on the properties of friction stir welds oriented longitudinally and transversely to the rolling direction of the joined plates.
Author Contributions
Funding
Conflicts of Interest
References
- Mishra, R.S.; Sarathi, D.P.; Kumar, N. Friction Stir Welding and Processing; Springer: Cham, Switzerland; Heidelberg, Germany; New York, NY, USA; Dordrecht, The Netherlands; London, UK, 2014. [Google Scholar]
- Jenney, C.L.; O’Brien, A. (Eds.) Welding Handbook, 9th ed.; American Welding Society: Miami, FL, USA, 2001. [Google Scholar]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Witherset, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Bevilacqua, M.; Ciarapica, F.E.; Forcellese, A.; Simoncini, M. Comparison among the environmental impact of solid state and fusion welding processes in joining an aluminum alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 140–156. [Google Scholar] [CrossRef]
- Johnson, R.; Threadgill, P. Friction Stir Welding of Magnesium Alloys. In Proceedings of the TMS Symposium on Magnesium Technology, San Diego, CA, USA, 2–6 March 2003. [Google Scholar]
- Bruni, C.; Buffa, G.; Fratini, L.; Simoncini, M. Friction stir welding of magnesium alloys under different process parameters. Mater. Sci. Forum 2010, 638–642, 3954–3959. [Google Scholar] [CrossRef]
- Forcellese, A.; Martarelli, M.; Simoncini, M. Effect of process parameters on vertical forces and temperatures developed during friction stir welding of magnesium alloys. Int. J. Adv. Manuf. Technol. 2016, 85, 595–604. [Google Scholar] [CrossRef]
- Russell, M.J. Friction Stir Welding of Titanium Alloys—A Progress Update. In Proceedings of the 10th World Conference, Titanium, Hamburg, Germany, 13–18 July 2003. [Google Scholar]
- Perrett, J.; Martin, J.; Peterson, J. Friction Stir Welding of Industrial Steels. In Proceedings of the TMS Annual Meeting, San Diego, CA, USA, 27 February–3 March 2011. [Google Scholar]
- Fujii, H. Friction stir welding of steels. Weld. Int. 2011, 25, 731–744. [Google Scholar] [CrossRef]
- Sakthivel, T.; Mukhopadhyay, J. Microstructure and mechanical properties of friction stir welded copper. J. Mater. Sci. 2007, 42, 8126–8129. [Google Scholar] [CrossRef]
- Liu, H.J.; Shen, J.J.; Huang, X.Y.; Kuang, L.Y.; Liu, C.; Li, C. Effect of tool rotation rate on microstructure and mechanical properties of friction stir welded copper. Sci. Technol. Weld. Join. 2009, 12, 557–583. [Google Scholar] [CrossRef]
- Lee, W.B.; Jung, S.B. The joint properties of copper by friction stir welding. Mater. Lett. 2004, 58, 1041–1046. [Google Scholar] [CrossRef]
- Okamoto, K.; Doi, M.; Hirano, S.; Aota, K.; Okamura, H.; Aono, Y.; Ping, T.C. Fabrication of Backing Plate of Copper Alloy by Friction Stir Welding. In Proceedings of the 3rd International Symposium on Friction Stir Welding, Kobe, Japan, 27–28 September 2001. [Google Scholar]
- Xue, P.; Xie, G.M.; Xiao, B.L.; Ma, Z.Y.; Geng, L. Effect of heat input conditions on micro-structure and mechanical properties of friction-stir-welded pure copper. Metall. Mater. Trans. A 2010, 41, 2010–2021. [Google Scholar] [CrossRef]
- Khodaverdizadeh, H.; Mahmoudi, A.; Heidarzadeh, A.; Nazari, E. Effect of friction stir welding (FSW) parameters on strain hardening behaviour of pure copper joints. Mater. Des. 2012, 35, 330–334. [Google Scholar] [CrossRef]
- Serio, L.M.; Palumbo, D.; de Filippis, L.A.C.; Galietti, U.; Ludovico, A.D. Effect of friction stir process parameters on the mechanical and thermal behavior of 754-H111 aluminum plates. Materials 2016, 9, 122. [Google Scholar] [CrossRef]
- Costa, J.D.; Ferreira, J.A.M.; Borrego, L.P.; Abreu, L.P. Fatigue behaviour of AA6082 friction stir welds under variable loadings. Int. J. Fatigue 2012, 37, 8–16. [Google Scholar] [CrossRef]
- Le, J.T.; Morgeneyer, T.F.; Denquin, A.; Gourgues-Lorenzon, A.F. Fatigue lifetime and tearing resistance of AA2198 Al–Cu–Li alloy friction stir welds: Effect of defects. Int. J. Fatigue 2015, 70, 463–472. [Google Scholar]
- Chen, H.B.; Yan, K.; Lin, T.; Chen, S.B.; Jiang, C.Y.; Zhao, Y. The investigation of typical welding defects for 5456 aluminum alloy friction stir welds. Mater. Sci. Eng. A 2006, 433, 64–69. [Google Scholar] [CrossRef]
- Cui, L.; Yang, X.; Zhou, G.; Xu, X.; Shen, Z. Characteristics of defects and tensile behaviors on friction stir welded AA6061-T4 T-joints. Mater. Sci. Eng. A 2012, 543, 58–68. [Google Scholar] [CrossRef]
- Cederrqvist, L. Friction Stir Welding of Copper Canisters. Ph.D. Thesis, Lund University, Lound, Sweden, 2011. [Google Scholar]
- Pikula, J.; Kwieciński, K.; Porembski, G.; Pietras, A. FEM Simulation of the FSW Process of Heat Exchanger Components. Inst. Weld. Bull. 2016, 60, 23–29. [Google Scholar] [CrossRef][Green Version]
- Lipowsky, H.; Arpaci, E. Copper in the Automotive Industry. Wiley Intersci. 2007. [Google Scholar] [CrossRef]
- Salahi, S.; Yapici, G.G. Fatigue behavior of friction stir welded joints of pure copper with ultra-fine grains. Proc. Mater. Sci. 2015, 11, 74–78. [Google Scholar] [CrossRef]
- Barenji, R.V. Influence of heat input conditions on microstructure evolution and mechanical properties of friction stir welded pure copper joints. Trans. Indian Inst. Met. 2016, 69, 1077–1085. [Google Scholar] [CrossRef]
- Nia, A.A.; Shirazi, A. Effects of different friction stir welding conditions on the microstructure and mechanical properties of copper plates. Int. J. Miner. Metall. Mater. 2016, 23, 799–809. [Google Scholar] [CrossRef]
- Azizi, A.; Barenji, R.V.; Barenji, A.V.; Hashemipour, M. Microstructure and mechanical properties of friction stir welded thick pure copper plates. Int. J. Adv. Manuf. Technol. 2016, 86, 1985–1995. [Google Scholar] [CrossRef]
- Farrokhi, H.; Heidarzadeh, A.; Saeid, T. Frictions stir welding of copper under different welding parameters and media. Sci. Technol. Weld. Join. 2013, 18, 697–702. [Google Scholar] [CrossRef]
- Asadi, P.; Givi, M.K.B.; Akbari, M. Microstructural simulation of friction stir welding using a cellular automaton method: A microstructure prediction of AZ91 magnesium alloy. Int. J. Mech. Mater. Eng. 2015, 10–20, 1–14. [Google Scholar] [CrossRef]
- Lin, J.W.; Chang, C.H.; Wu, M.H. Comparsion of mechanical properties of pure copper welded using friction stir welding and tungsten inert gas welding. J. Manuf. Process. 2014, 16, 296–304. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Kind of Test: | Tensile | Fatigue | |||
|---|---|---|---|---|---|
| Specimen Orientation: | Longitudinal | Transversal | Longitudinal | Transversal | |
| Specimen type | Base Cu-ETP R220 | 5 | 5 | 3 | 3 |
| FSW: V = 80 mm/min | 3 | 3 | 3 | 3 | |
| FSW: V = 60 mm/min | 3 | 3 | 3 | 3 | |
| FSW: V = 40 mm/min | 3 | 3 | 3 | 3 | |
| Annealed Cu-ETP | 3 | - | - | - | |
| Sample Type | Longitudinal Orientation (L) | Transversal Orientation (T) | ||||
|---|---|---|---|---|---|---|
| YS (MPa) | UTS (MPa) | AR (%) | YS (MPa) | UTS (MPa) | AR (%) | |
| Base Cu-ETP R220 | 242 ± 1.5 | 252.7 ± 1.5 | 67.3 ± 6.7 | 232.0 ± 0.7 | 261.2 ± 0.4 | 69.2 ± 1.0 |
| FSW: V = 40 mm/min | 87.7 ± 0.5 | 216.0 ± 0.8 | 69.4 ± 3.5 | 101.3 ± 0.5 | 220.7 ± 0.5 | 53.1 ± 7.2 |
| FSW: V = 60 mm/min | 87.3 ± 0.5 | 215.0 ± 0.8 | 70.5 ± 1.5 | 92.7 ± 0.5 | 218.7 ± 0.5 | 60.1 ± 4.2 |
| FSW: V = 80 mm/min | 82.0 ± 7.3 | 209.0 ± 8.5 | 40.3 ± 2.9 | 82.3 ± 0.9 | 216.3 ± 1.7 | 61.2 ± 2.2 |
| Annealed Cu-ETP | 33.0 ± 0.8 | 215.7 ± 0.5 | 71.3 ± 1.9 | - | - | - |
| TIG welded joint [16] | 53 | 168 | 5.7 | - | - | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Machniewicz, T.; Nosal, P.; Korbel, A.; Hebda, M. Effect of FSW Traverse Speed on Mechanical Properties of Copper Plate Joints. Materials 2020, 13, 1937. https://doi.org/10.3390/ma13081937
Machniewicz T, Nosal P, Korbel A, Hebda M. Effect of FSW Traverse Speed on Mechanical Properties of Copper Plate Joints. Materials. 2020; 13(8):1937. https://doi.org/10.3390/ma13081937
Chicago/Turabian StyleMachniewicz, Tomasz, Przemysław Nosal, Adam Korbel, and Marek Hebda. 2020. "Effect of FSW Traverse Speed on Mechanical Properties of Copper Plate Joints" Materials 13, no. 8: 1937. https://doi.org/10.3390/ma13081937
APA StyleMachniewicz, T., Nosal, P., Korbel, A., & Hebda, M. (2020). Effect of FSW Traverse Speed on Mechanical Properties of Copper Plate Joints. Materials, 13(8), 1937. https://doi.org/10.3390/ma13081937