Improving the Mechanical Strength of Dental Applications and Lattice Structures SLM Processed




Abstract
1. Introduction
2. Experimental Section
2.1. AISI 316L Powder
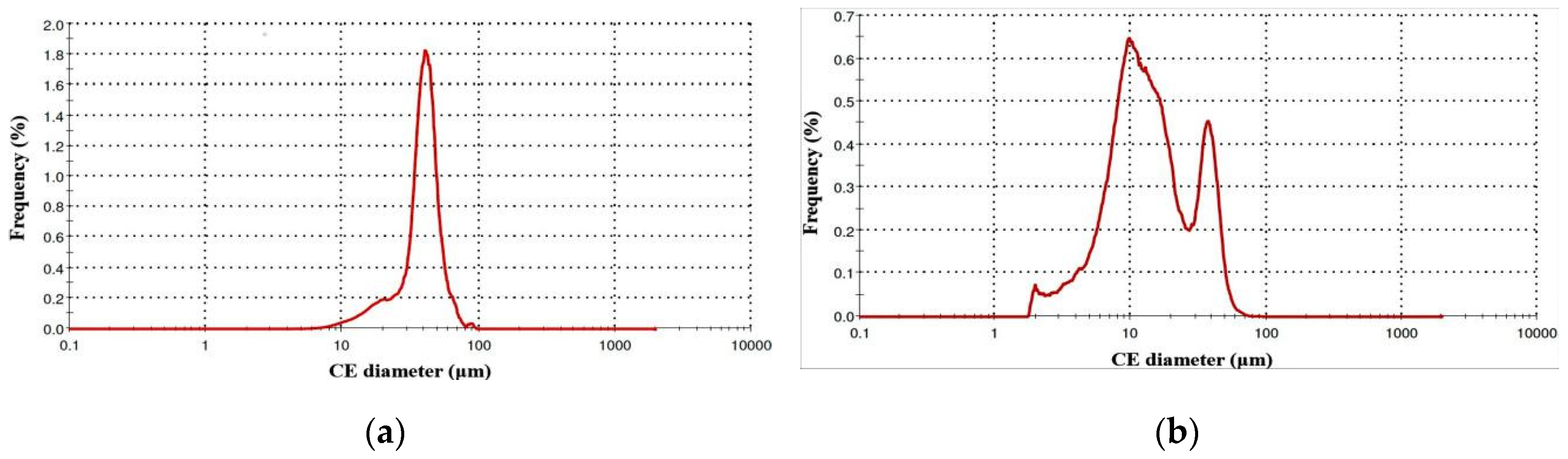
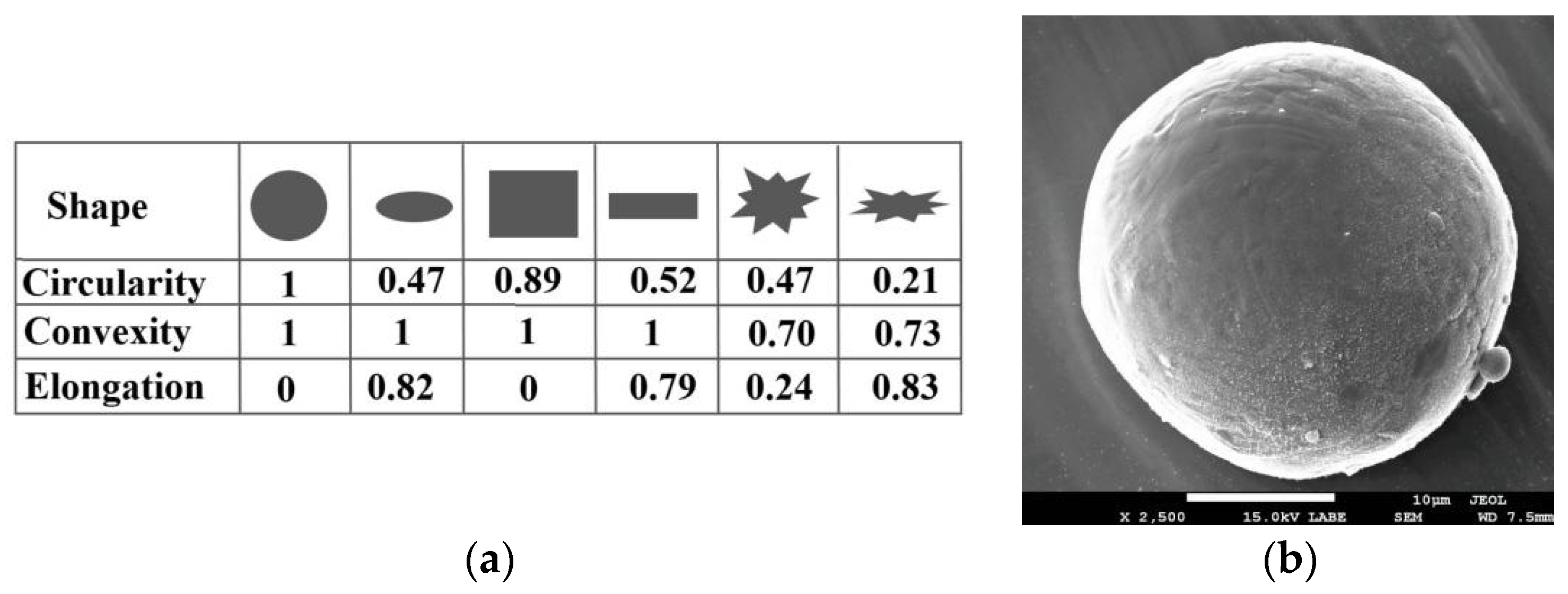
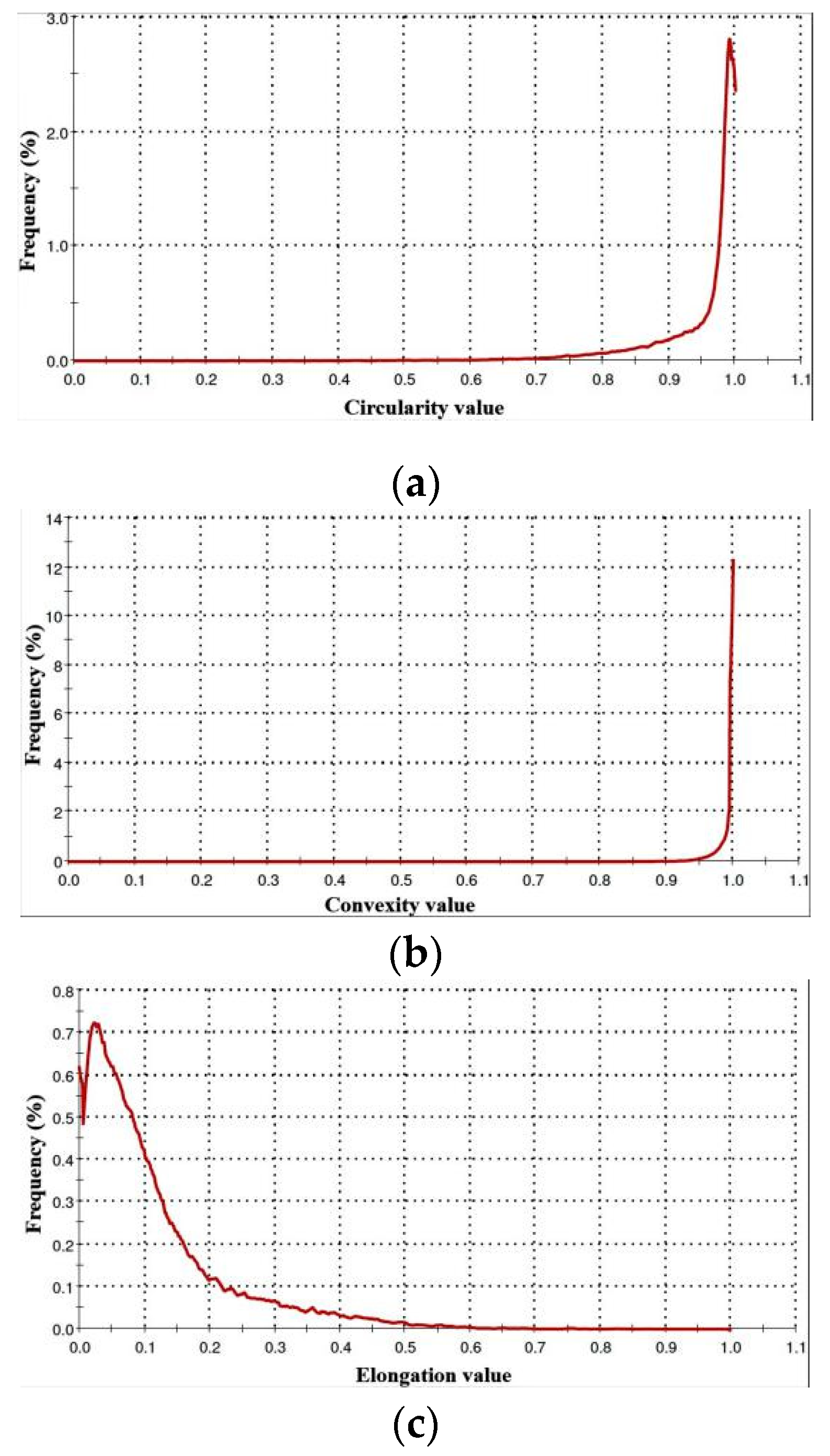
2.2. Particle Analysis
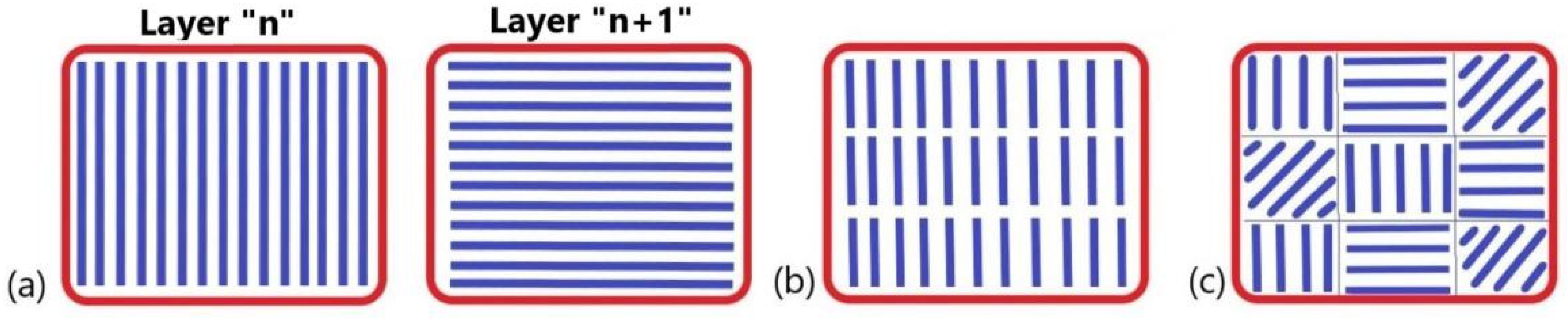
2.3. Manufacturing Conditions
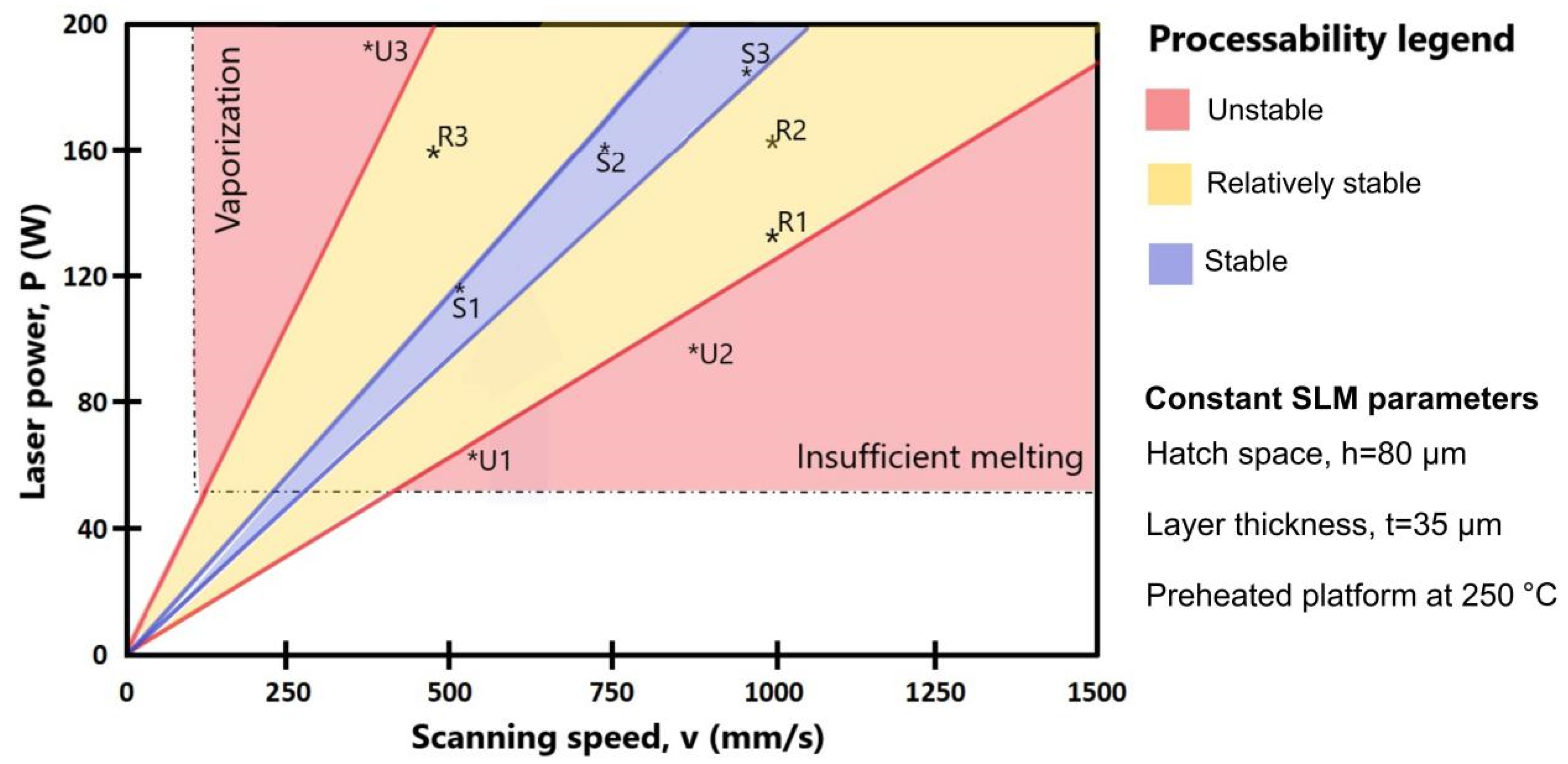
2.4. Processability Investigation
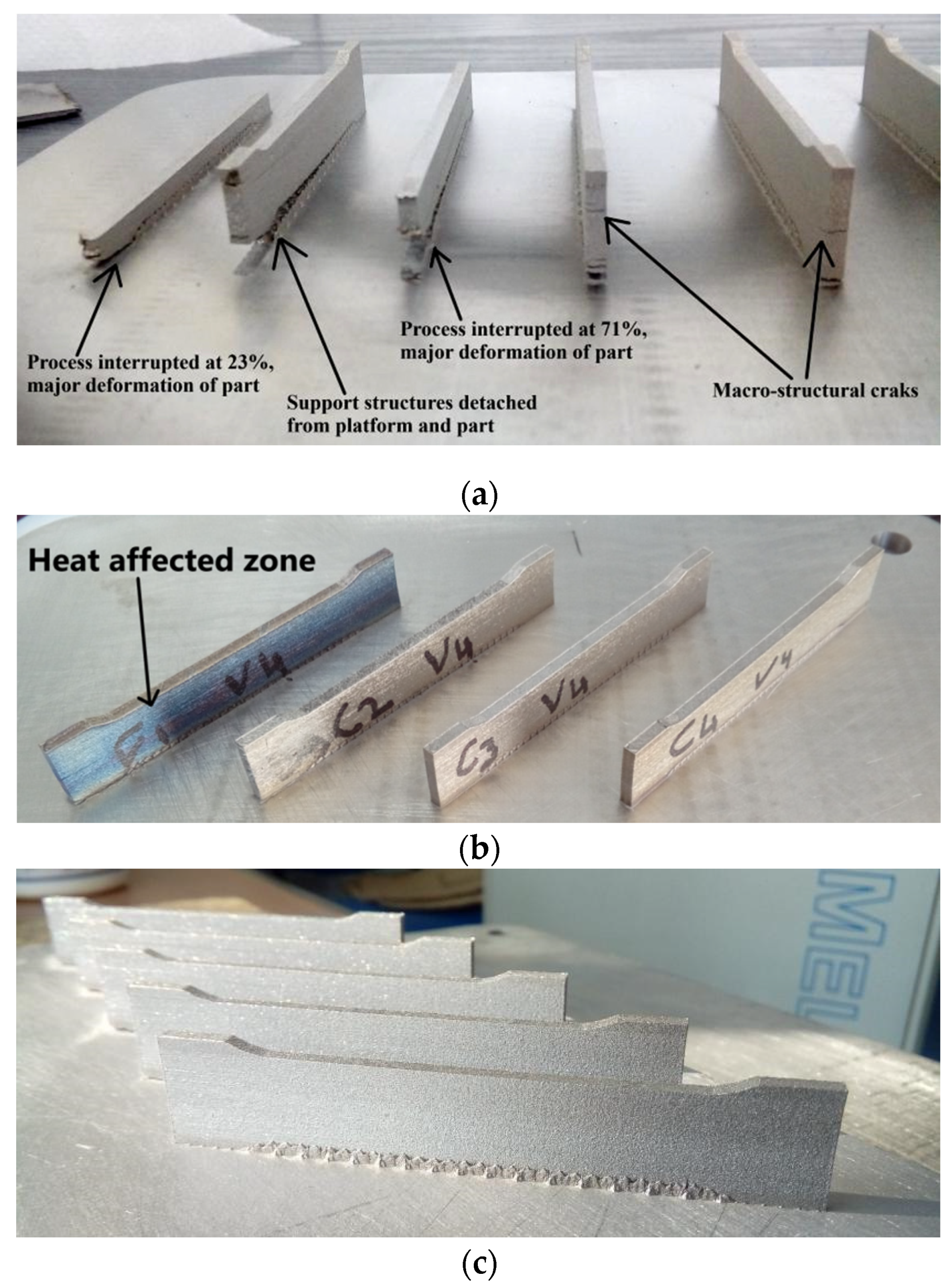
- Unstable processability (U): characterizes the impossibility of finalizing the process due to high residual stresses that severe warping the part, being necessary to interrupt its manufacturing. Major risk of failing.
- Relatively stable processability (R): characterizes a medium chance to succeed the process with continuous surveying until the last layer is deposed, being possible to observe some limited macro-cracks (0.1–1 mm length) or heat-affected zones.
- Stable processability (S): characterizes a successful SLM process, which does not need continuous surveillance. The parts obtained do not present the defects mentioned above.
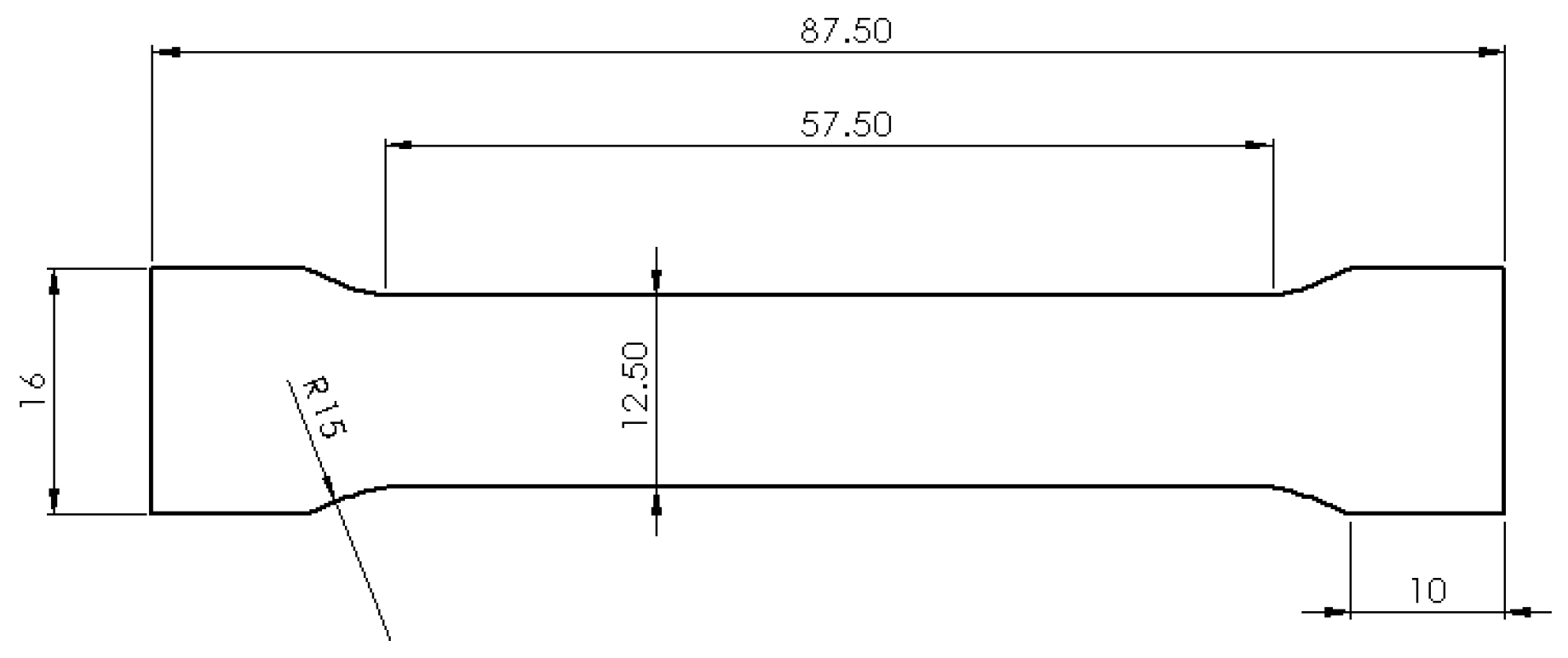
2.5. Physical-Mechanical Testing
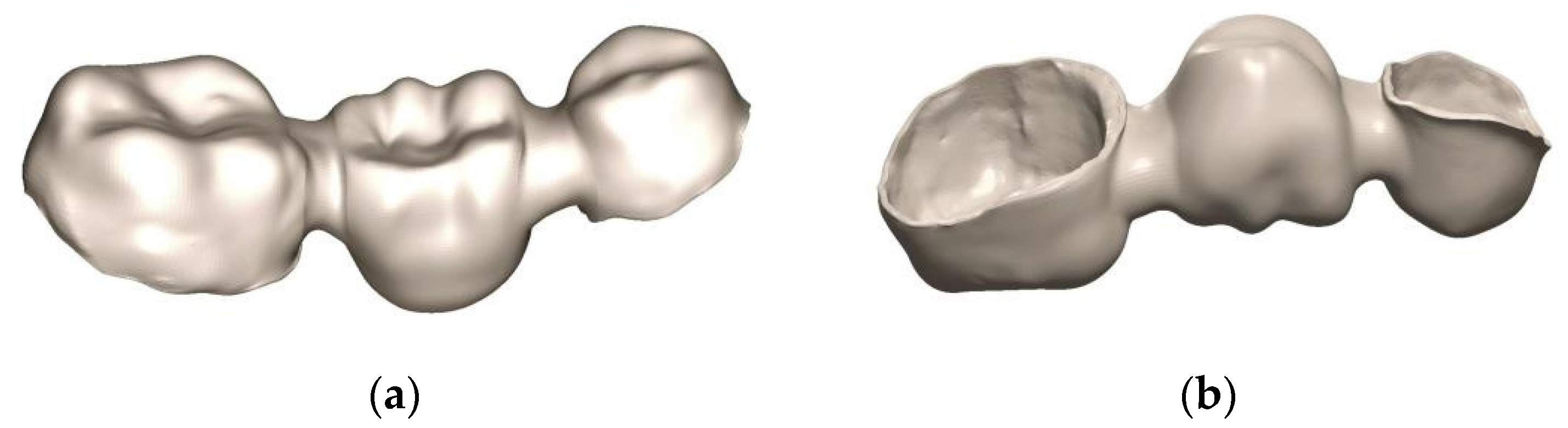
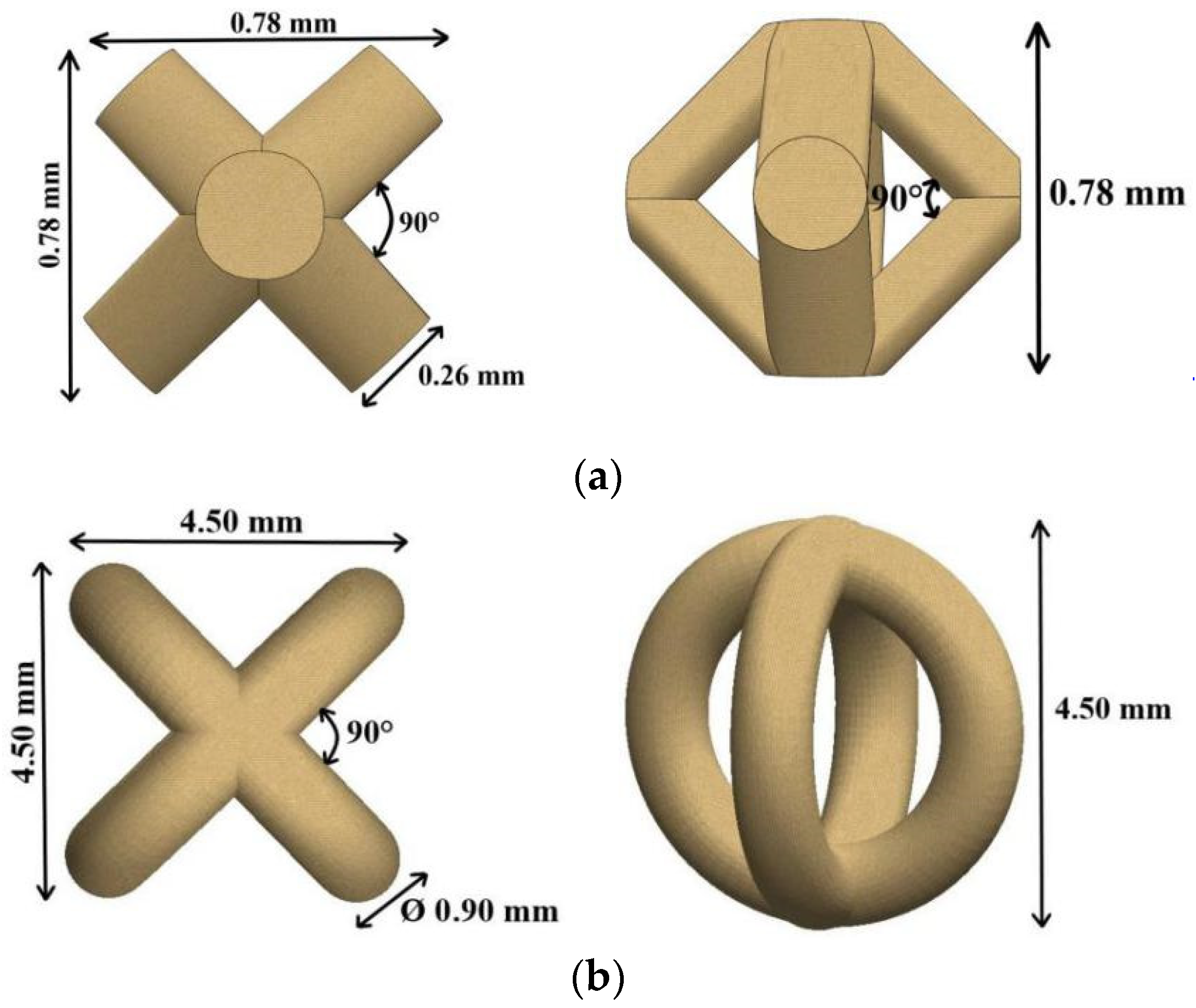
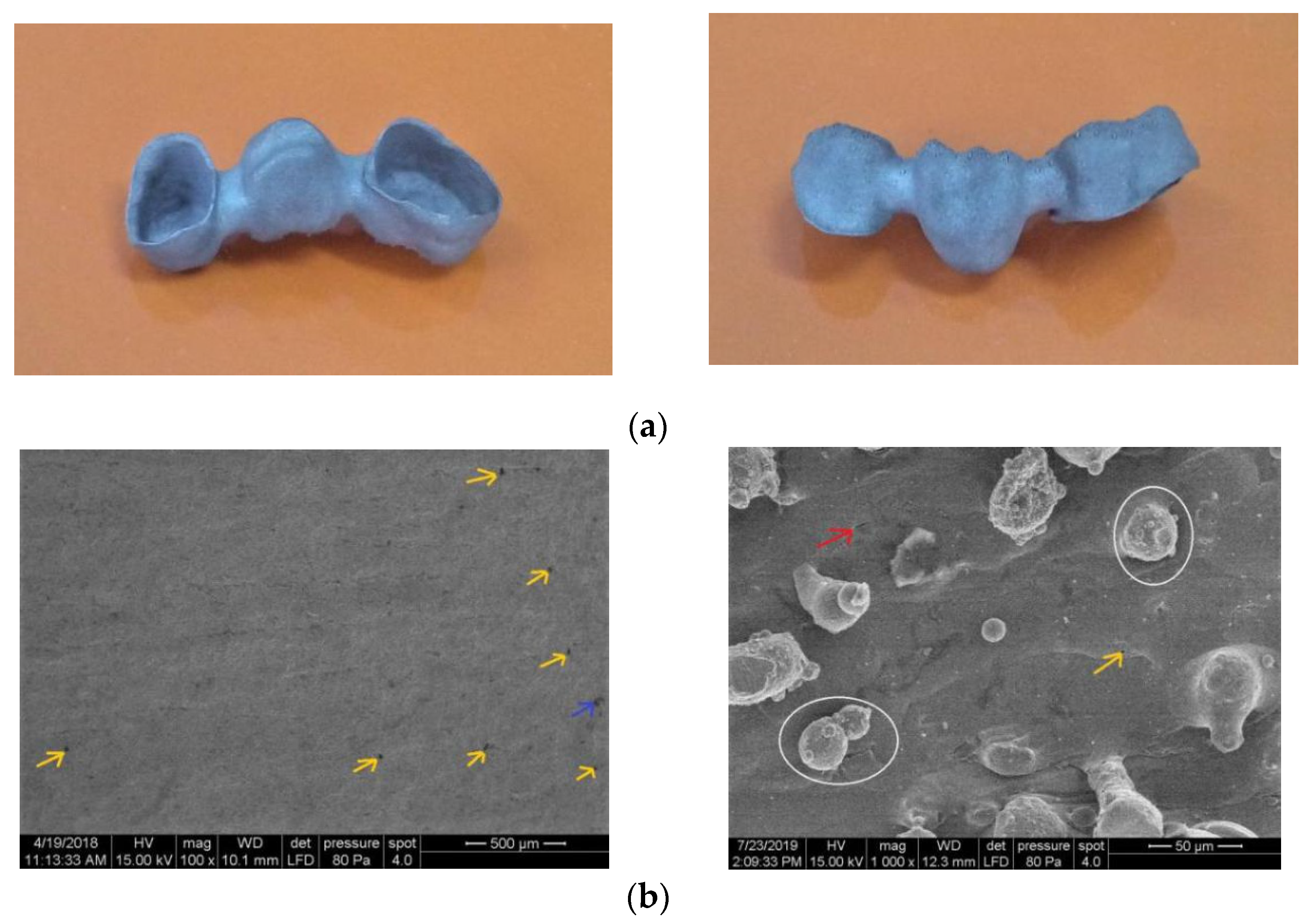
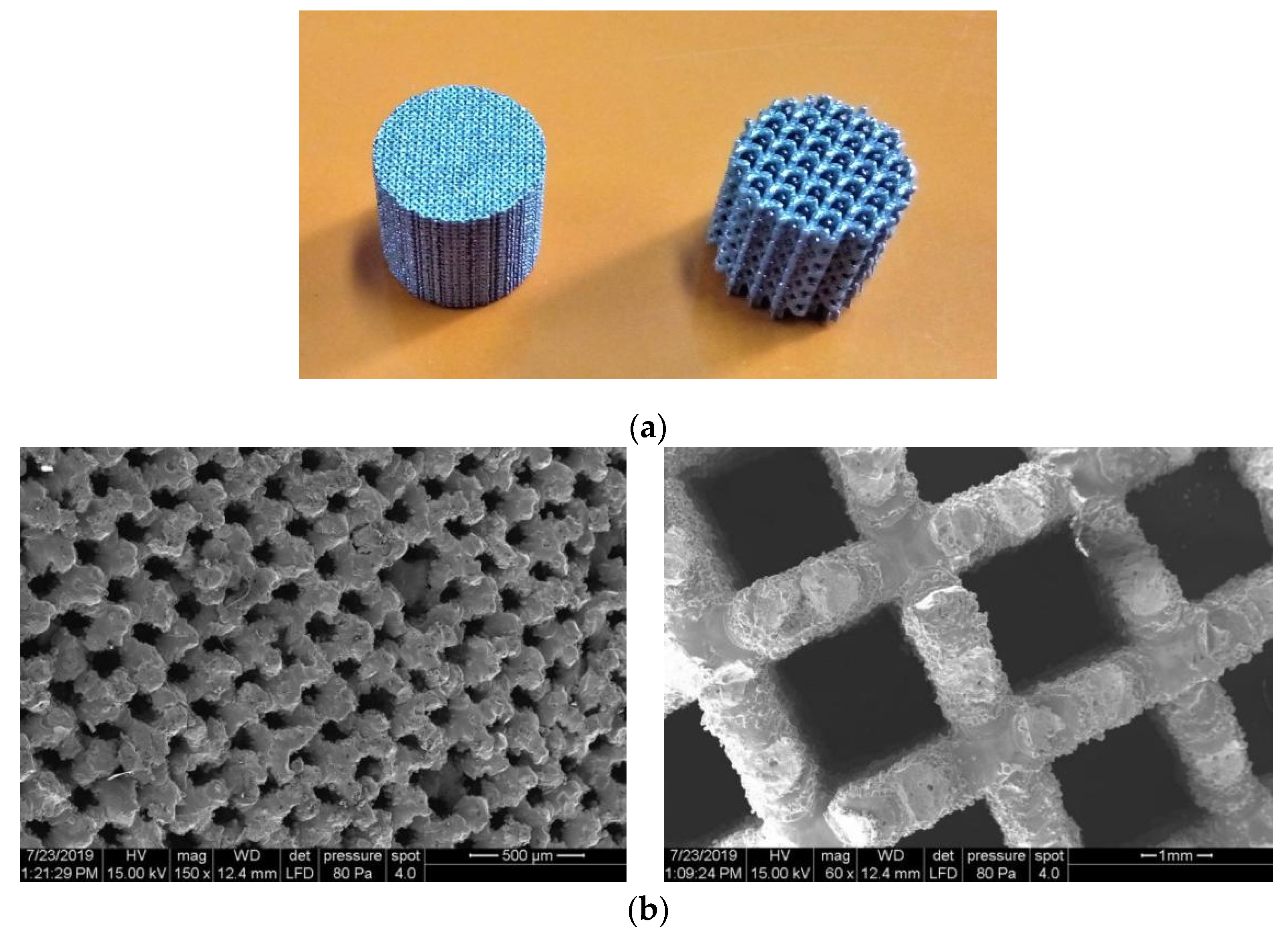
2.6. Dental Bride and Lattice Scaffolds Design
3. Results and Discussion
3.1. Powder Examination
3.2. Manufacturing Evaluation
3.3. Physical-Mechanical Properties
3.4. Validating the Knowledge
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lietaert, K.; Cutolo, A.; Boey, D.; Van Hooreweder, B. Fatigue life of additively manufactured Ti6Al4V scaffolds under tension-tension, tension-compression and compression-compression fatigue load. Nat. Sci. Rep. 2018, 8, 4957. [Google Scholar] [CrossRef] [PubMed]
- Matena, J.; Gieseke, M.; Kampmann, A.; Petersen, S.; Escobar, H.M.; Sternberg, K.; Nolte, I. Characterisation of cell growth on titanium scaffolds made by selective laser melting for tissue engineering. Biomed. Eng. 2013, 58, 1–2. [Google Scholar] [CrossRef]
- Leordean, D.V.; Dudescu, C.; Marcu, T.; Berce, P.; Balc, N. Customized implants with specific properties, made by selective laser melting. Rapid Prototyp. J. 2015, 21, 98–104. [Google Scholar] [CrossRef]
- Wild, M.; Schollbach, T.; Schumacher, R.; Schkommodau, E.; Bormann, T. Effects of laser parameters and scanning strategy on structural and mechanical properties of 3D NiTi implants fabricated with selective laser melting. Biomed. Eng. 2013, 58. [Google Scholar] [CrossRef] [PubMed]
- Barucca, G.; Santecchia, E.; Majni, G.; Girardin, E.; Bassoli, E.; Denti, L.; Mengucci, P. Structural characterization of biomedical Co–Cr–Mo components produced by direct metal laser sintering. Mater. Sci. Eng. C 2015, 48, 263–269. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.Y.; Fang, G.; Zhou, J. Additively manufactured scaffolds for bone tissue engineering and the prediction of their mechanical behavior: A review. Materials 2017, 10, 50. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. Nat. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Meier, H.; Haberland, C. Experimental studies on selective laser melting of metallic parts. Mater. Werkst. 2008, 39, 665–670. [Google Scholar] [CrossRef]
- Spierings, A.B.; Levy, G. Comparison of density of stainless steel 316 L parts produced with selective laser melting using different powder grades. In Proceedings of the SFF Symposium, Austin, TX, USA, 3–5 August 2009. [Google Scholar]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Mower, T.; Long, M. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. 2016, A651, 198–213. [Google Scholar] [CrossRef]
- Zhang, B.C.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Luo, J.P.; Jia, X.; Gu, R.N.; Zhou, P.; Huang, Y.J.; Sun, J.F.; Yan, M. 316L Stainless Steel Manufactured by Selective Laser Melting and Its Biocompatibility with or without Hydroxyapatite Coating. Metals 2018, 8, 548. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of Selective Laser Melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Saini, M.; Singh, Y.; Arora, P.; Arora, V.; Jain, K. Implant biomaterials: A comprehensive review. World J. Clin. Cases 2015, 3, 52–57. [Google Scholar] [CrossRef]
- Anadioti, E.; Kane, B.; Soulas, E. Current and emerging applications of 3D printing in restorative dentistry. Curr. Oral. Health Rep. 2018, 5, 133–139. [Google Scholar] [CrossRef]
- Martínez-Calderon, M.; Manso-Silván, M.; Rodríguez, A.; Gómez-Aranzadi, M.; García-Ruiz, J.P.; Olaizola, S.M.; Martín-Palma, R. JSurface micro- and nano-texturing of stainless steel by femtosecond laser for the control of cell migration. Nat. Sci. Rep. 2016, 6, 36296. [Google Scholar] [CrossRef]
- Garcia-Lppez, E.; Siller, H.R.; Rodriguez, C.A. Development of AISI 316L stainless steel coronary stent. In Laser-Based Micro-and Nanoprocessing XII; International Society for Optics and Photonics: San Francisco, CA, USA, 2018; Volume 10520, p. 105200W. [Google Scholar] [CrossRef]
- Terry, T.; Campbell, I. Annual worldwide progress report—3D printing and additive manufacturing state of the industry. In Annual Worldwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2018. [Google Scholar]
- Martinesi, M.; Bruni, S.; Stio, M.; Treves, C.; Bacci, T.; Borgioli, F. Biocompatibility evaluation of surface-treated AISI 316L austenitic stainless steel in human cell cultures. J. Biomed. Mater. Res. A 2007, 80, 131–145. [Google Scholar] [CrossRef]
- Loos, A.; Rohde, R.; Haverich, A.; Barlach, S. In Vitro and In Vivo biocompatibility testing of absorbable metal stents. In Macromolecular Symposia; WILEY-VCH Verlag: Weinheim, Germany, 2007; Volume 253, pp. 103–108. [Google Scholar] [CrossRef]
- Automated Particle Characterization System Specifications. Available online: www.malvern.com/morphologi (accessed on 9 January 2019).
- ISO 13320:2009. Particle Size Analysis—Laser Diffraction Methods; ISO: Geneva, Switzerland, 2009. [Google Scholar]
- Understanding Particle Size Distribution Calculations. Available online: www.horiba.com (accessed on 9 January 2019).
- ASTM B213-17. Standard Test Methods for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel; ASTM International: Montgomery County, PA, USA, 2018. [Google Scholar]
- Kruth, J.P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Diegel, O.; Wohlers, T. How residual stress can cause major build failures, and what you can do to prevent it. Meter. AM Mag. 2018, 4, 125–128. [Google Scholar]
- ISO 6892-1:2019. Metallic Materials—Tensile Testin—Part 1: Method of Test at Room Temperature; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- Burde, A.V.; Gasparik, C.; Moldovan, M.; Baciu, S.; Cosma, C. In Vitro evaluation of accuracy of single dies captured by two intraoral digital scanners. Mater. Plast. 2018, 55, 2. [Google Scholar] [CrossRef]
- Ispas, A.; Cosma, C.; Craciun, A.; Constantiniuc, M.; Lascu, L.; Leordean, D.; Vilau, C. Influence of Ti-Ceramic or Ti-Composite crown on stress distribution: Finite element study and additive manufacturing. J. Optoelectron. Adv. Mater. 2016, 18, 904–912. [Google Scholar]
- ISO 2738:1999. Sintered Metal Materials, Excluding Hardmetals—Permeable Sintered Metal Materials—Determination of Density, Oil Content and Open Porosity; ISO: Geneva, Switzerland, 1999. [Google Scholar]
- Chen, W.; Yin, G.; Feng, Z.; Liao, X. Effect of powder feedstock on microstructure and mechanical properties of the 316l stainless steel fabricated by selective laser melting. Metals 2018, 8, 729. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef]
- Choi, J.P.; Shin, G.H.; Lee, H.S.; Yang, D.Y.; Yang, S.; Lee, C.W.; Yu, J.H. Evaluation of powder layer density for the selective laser melting (SLM) process. Mater. Trans. 2017, 58, 294–297. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316 L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Kunkel, M.H.; Gebhardt, A.; Mpofu, K.; Kallweit, S. Statistical assessment of mechanical properties of selective laser melted specimens of stainless steel. Int. J. Adv. Manuf. Technol. 2018, 98, 1409–1431. [Google Scholar] [CrossRef]
- Kessler, J.; Balc, N.; Gebhardt, A.; Abbas, K. Basic research on lattice structures focused on the strut shape and welding beads. Phys. Procedia 2016, 83, 833–838. [Google Scholar] [CrossRef][Green Version]
- Alaluss, K.; Mayr, P. Additive Manufacturing of complex components through 3D plasma metal deposition—A simulative approach. Metals 2019, 9, 574. [Google Scholar] [CrossRef]
- Mayi, Y.A.; Dal, M.; Peyre, P.; Bellet, M.; Metton, C.; Moriconi, C.; Fabbro, R. Laser-induced plume investigated by finite element modelling and scaling of particle entrainment in Laser Powder Bed Fusion (LPBF). J. Phys. D Appl. Phys. 2019. [Google Scholar] [CrossRef]
- Loginova, I.; Khalil, A.; Churyumov, A.; Solonin, A.; Popov, N. Effect of direct laser deposition on microstructure and mechanical properties of 316L stainless steel. KnE Eng. 2019, 4, 82–93. [Google Scholar] [CrossRef]
- Hassan, H.A.; Mumtaz, G.K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Bojar, Z. The microstructure, mechanical properties and corrosion resistance of 316L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J. Mater. Process. Technol. 2019, 266, 397–420. [Google Scholar] [CrossRef]
- Molak, R.M.; Paradowski, K.; Brynk, T.; Ciupinski, L.; Pakiela, Z.; Kurzydlowski, K.J. Measurement of mechanical properties in a 316L stainless steel welded joint. Int. J. Press. Vessel. Pip. 2009, 86, 43–47. [Google Scholar] [CrossRef]
- Simonelli, M.; Tuck, C.; Aboulkhair, N.T.; Maskery, I.; Ashcroft, I.; Wildman, R.D.; Hague, R. A Study on the laser spatter and the oxidation reactions during selective laser melting of 316L stainless steel, Al-Si10-Mg, and Ti-6Al-4V. Meter. Mater. Trans. A 2015, 46. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Lietaert, K.; Neirinck, B.; Lippiatt, N.; Wevers, M. CoCr F75 scaffolds produced by additive manufacturing: Influence of chemical etching on powder removal and mechanical performance. J. Mech. Behav. Biomed. Mater. 2017, 68, 216–223. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 2014; ISBN 9781139878326. [Google Scholar] [CrossRef]
- Feng, Q.; Tang, Q.; Liu, Z.; Liu, Y.; Setchi, R. An investigation of the mechanical properties of metallic lattice structures fabricated using selective laser melting. Proc. IMechE Part B J. Eng. Manuf. 2018, 232, 1719–1730. [Google Scholar] [CrossRef]
- Lozanovski, B.; Leary, M.; Tran, P.; Shidid, D.; Qian, M.; Choong, P.; Brandt, M. Computational modelling of strut defects in SLM manufactured lattice structures. Mater. Des. 2019, 171. [Google Scholar] [CrossRef]
- Weißmann, V.; Drescher, P.; Seitz, H.; Hansmann, H.; Bader, R.; Seyfarth, A.; Jonitz-Heincke, A. Effects of build orientation on surface morphology and bone cell activity of additively manufactured Ti6Al4V specimens. Materials 2018, 11, 915. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Dobrzańska-Danikiewicz, A.D.; Czuba, Z.P.; Dobrzański, L.B.; Achtelik-Franczak, A.; Malara, P.; Szindler, M.; Kroll, L. The new generation of the biological engineering materials for applications in medical and dental implant-scaffolds. Arch. Mater. Sci. Eng. 2018, 2, 56–85. [Google Scholar] [CrossRef]
- Monkova, K.; Monka, P. Some Aspects Influencing Production of Porous Structures with Complex Shapes of Cells. In Proceedings of the International Conference Advanced Manufacturing Engineering and Technologies, Belgrade, Serbia, 5–9 June 2017; Springer: Cham, Switzerland, 2017. ISBN 978-3-319-56429-6. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Cr | Ni | Si | Mn | Mo | P | S | C | O | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Maximum weight (%) | 17 | 12 | 0.75 | 2 | 2.5 | 0.045 | 0.03 | 0.03 | 0.13 | Balance |
| Value | Volume Method (μm) | Number Method (μm) |
|---|---|---|
| Minimum | 1.90 | |
| Maximum | 91.28 | |
| Mean | 39.09 | 17.24 |
| d10 | 21.18 | 5.67 |
| d50 | 39.34 | 12.80 |
| d90 | 52.12 | 37.39 |
| STDV | 12.23 | |
| Value | Circularity | Convexity | Elongation |
|---|---|---|---|
| Minimum | 0.06 | 0.44 | 0.00 |
| Maximum | 1.00 | 1.00 | 0.94 |
| Mean | 0.94 | 0.99 | 0.11 |
| d10 | 0.83 | 0.97 | 0.01 |
| d50 | 0.97 | 0.99 | 0.07 |
| d90 | 0.99 | 1.00 | 0.27 |
| STDV | 0.08 | 0.02 | 0.11 |
| RSD (%) | 9.46 | 2.04 | 97.35 |
| Processability Rank | Laser Power (W) | Scanning Speed (mm/s) | Energy Density (J/mm3) | YS (MPa) | UTS (MPa) | Elongation at Fracture (%) | Young Modulus (GPa) | Relative Density (ρrel) | |
|---|---|---|---|---|---|---|---|---|---|
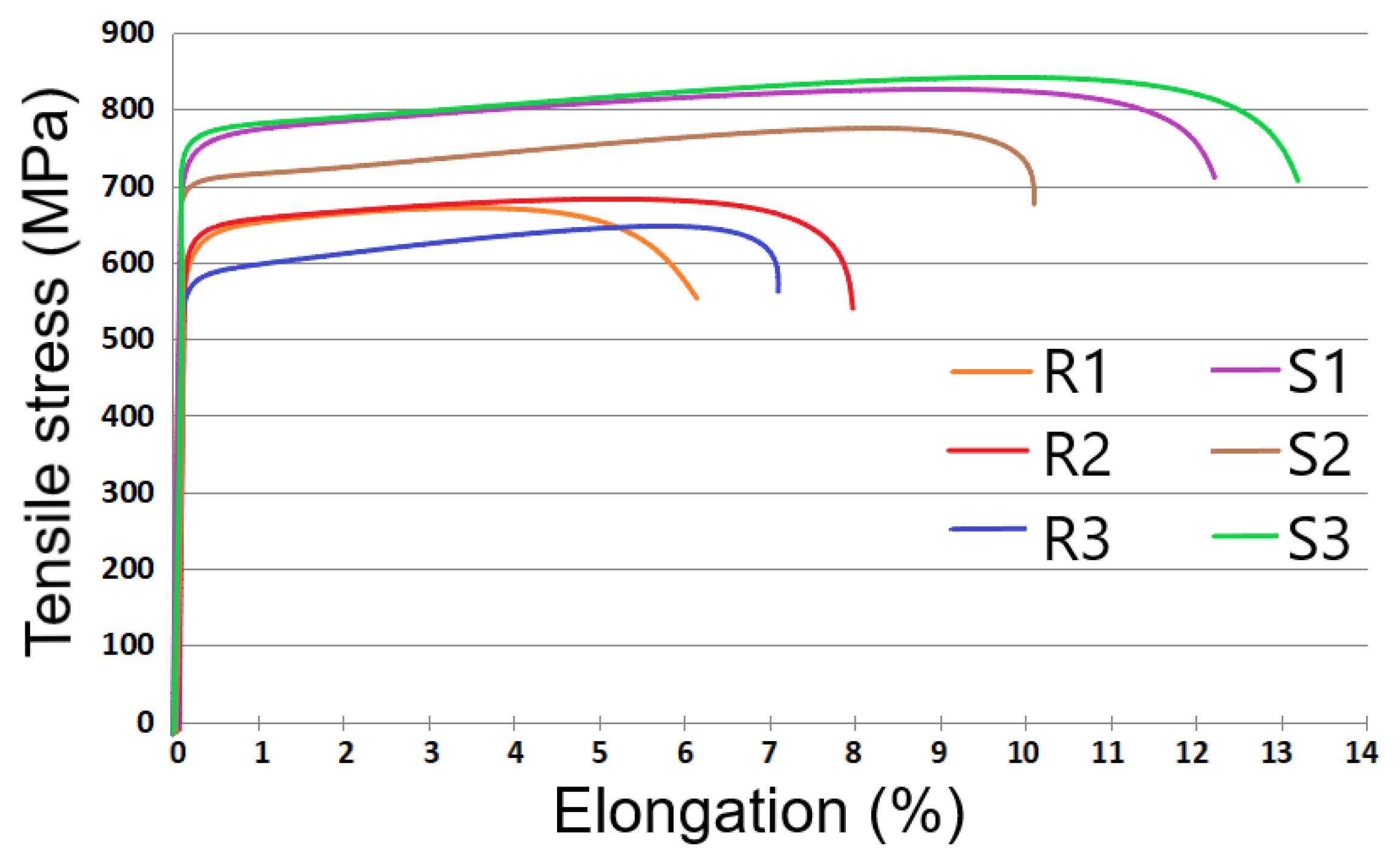
| Relatively stable | R1 | 130 | 1034 | 44.98 | 630 | 672 | 6 | 182 | 98.3 |
| R2 | 170 | 58.82 | 654 | 689 | 8 | 173 | 98.5 | ||
| R3 | 160 | 400 | 142.85 | 590 | 648 | 7 | 178 | 99.6 | |
| Stable | S1 | 110 | 500 | 78.57 | 774 | 823 | 12 | 192 | 99.3 |
| S2 | 150 | 750 | 71.42 | 703 | 786 | 10 | 184 | 99.3 | |
| S3 | 180 | 950 | 67.66 | 783 | 841 | 13 | 194 | 99.1 | |
| Particle Size (μm) | Laser Power (W) | Scanning Speed (mm/s) | Layer Thickness (μm) | YS (MPa) | UTS (MPa) | Elongation at Fracture (%) | References/Year |
|---|---|---|---|---|---|---|---|
| d50 = 39.3 | 110 | 500 | 35 | 774 | 823 | 12 | This study (code S1) |
| 180 | 850 | 783 | 841 | 13 | This study (code S3) | ||
| d50 = 37.2 | 140–290 | 800 | 30 | N/A | 630–730 | 35–60 | [14]/2018 |
| d50 = 20.3 | 200 | 2000 | 30 | 498 | 589 | 11 | [33]/2018 |
| d50 = 27.0 | 100 | 300 | 50 | N/A | 501–630 | 11 | [13]/2013 |
| d50 = 29.1 | 200–300 | 600–1000 | 40 | 470–510 | 620–690 | 15–60 | [44]*/2019 |
| 22 | 90 | 160–640 | 50 | 642–643 | 714–745 | 15–28 | [9]/2008 |
| 20–63 | 200 | 200 | 50 | 517 | 687 | 32 | [7]/2018 |
| 20–63 | 380–950 | 625–3000 | 50 | 510–580 | 620–700 | 30–50 | [8]**/2018 |
| 15–45 | 150 | 700 | 20 | 510 | 620 | 43 | [15]/2017 |
| 20–50 | 90 | 1000 | 30 | 430–530 | 480–640 | 12–24 | [35]/2017 |
| 15–45 | 195 | 750 | 40 | 496 | 717 | 30 | [12] */2015 |
| Laser Engineered Net Shaping (LENS) | 470–580 | 700–776 | 33–46 | [43]/2016 | |||
| Conventional casting and annealing | 304 | 560 | 60 | [45] | |||
| Welded joints | 290 | 520 | 70 | [45] | |||
| AISI 316L or EN 1.4432 | 170 | 485 | 40 | Standard | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cosma, C.; Kessler, J.; Gebhardt, A.; Campbell, I.; Balc, N. Improving the Mechanical Strength of Dental Applications and Lattice Structures SLM Processed. Materials 2020, 13, 905. https://doi.org/10.3390/ma13040905
Cosma C, Kessler J, Gebhardt A, Campbell I, Balc N. Improving the Mechanical Strength of Dental Applications and Lattice Structures SLM Processed. Materials. 2020; 13(4):905. https://doi.org/10.3390/ma13040905
Chicago/Turabian StyleCosma, Cosmin, Julia Kessler, Andreas Gebhardt, Ian Campbell, and Nicolae Balc. 2020. "Improving the Mechanical Strength of Dental Applications and Lattice Structures SLM Processed" Materials 13, no. 4: 905. https://doi.org/10.3390/ma13040905
APA StyleCosma, C., Kessler, J., Gebhardt, A., Campbell, I., & Balc, N. (2020). Improving the Mechanical Strength of Dental Applications and Lattice Structures SLM Processed. Materials, 13(4), 905. https://doi.org/10.3390/ma13040905