Investigation of Welds and Heat Affected Zones in Weld Surfacing Steel Plates Taking into Account the Bead Sequence

 ,
,  , , ,
, , , 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
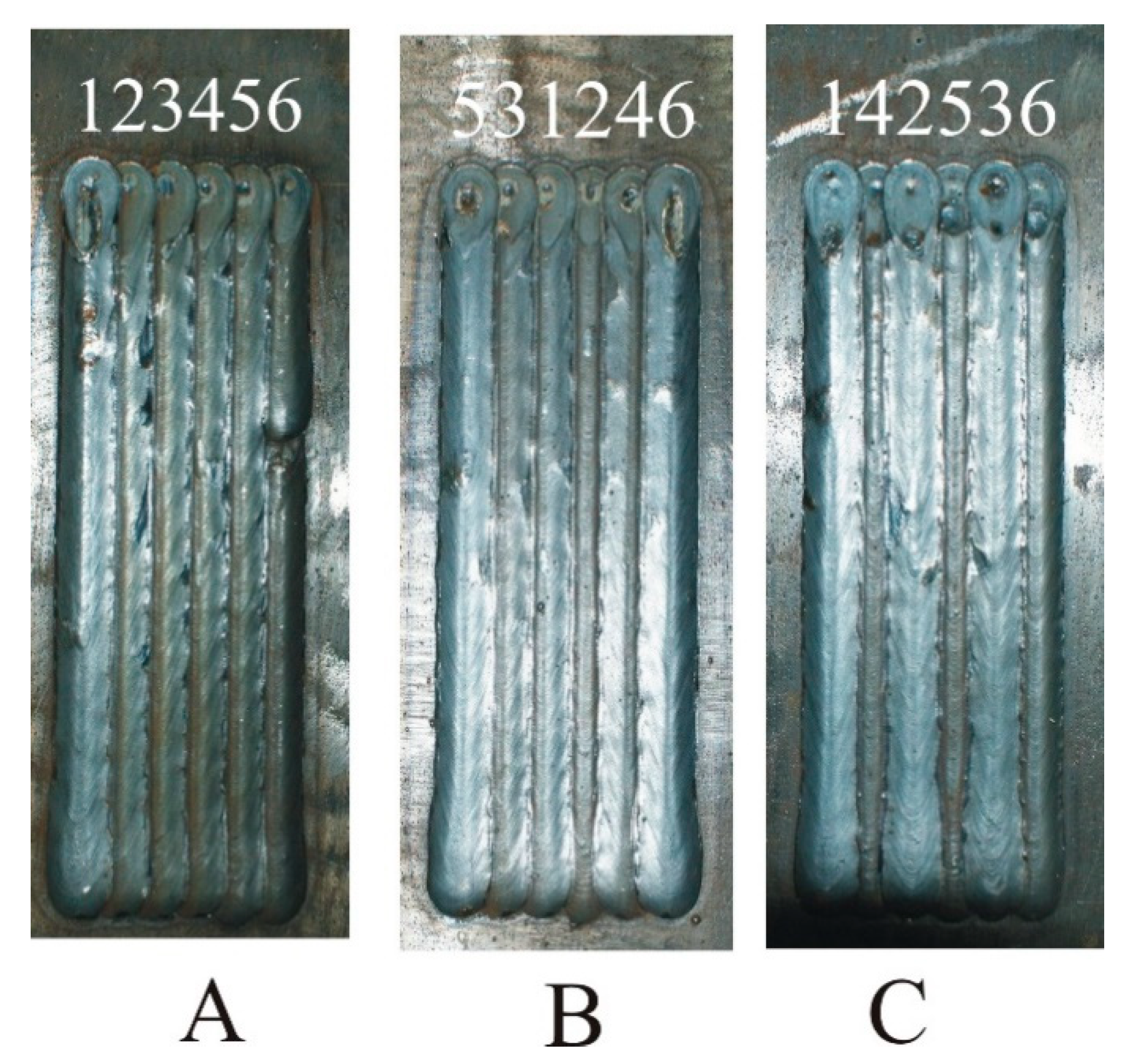
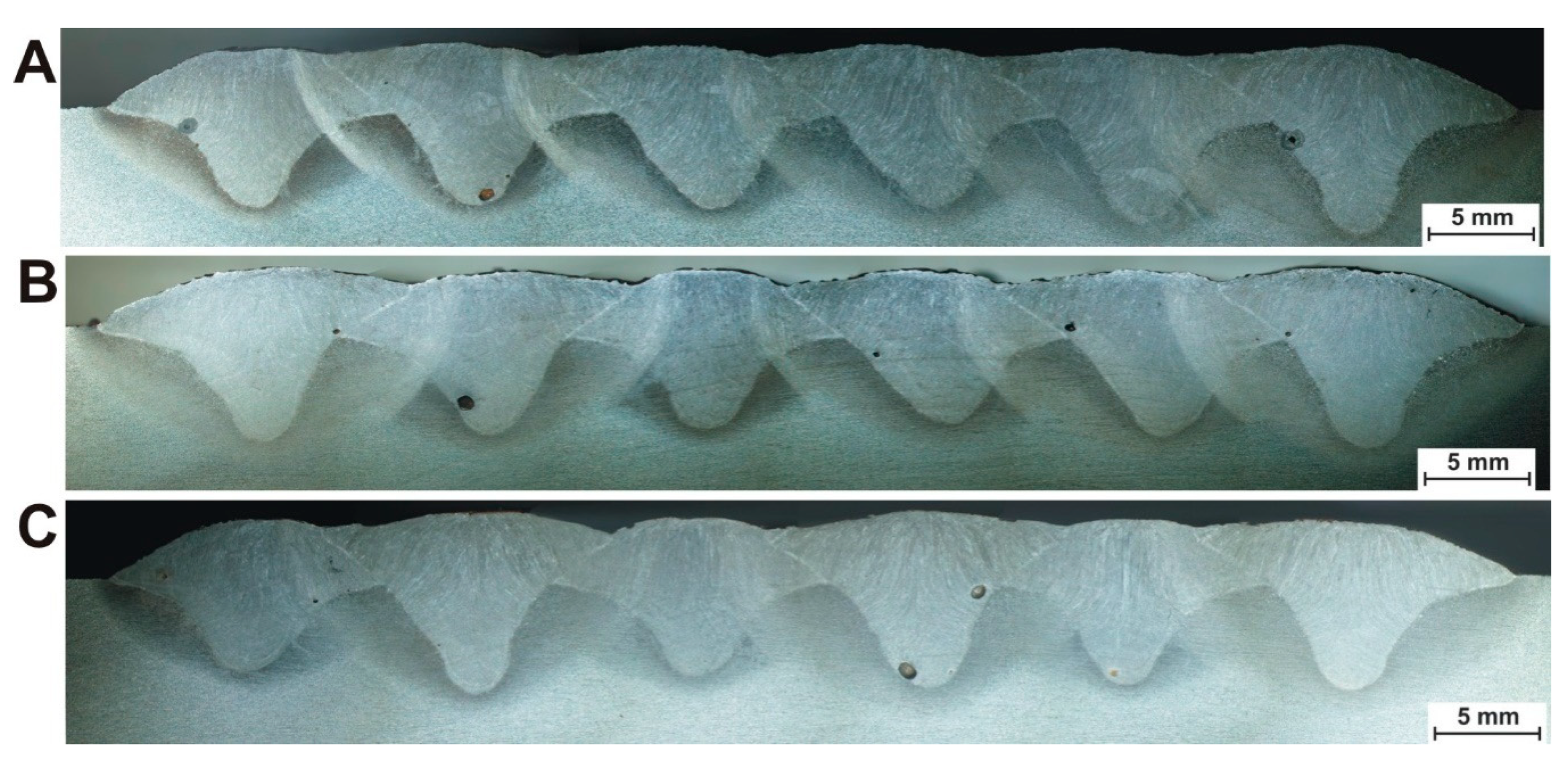
3.1. Macroscopic Examination
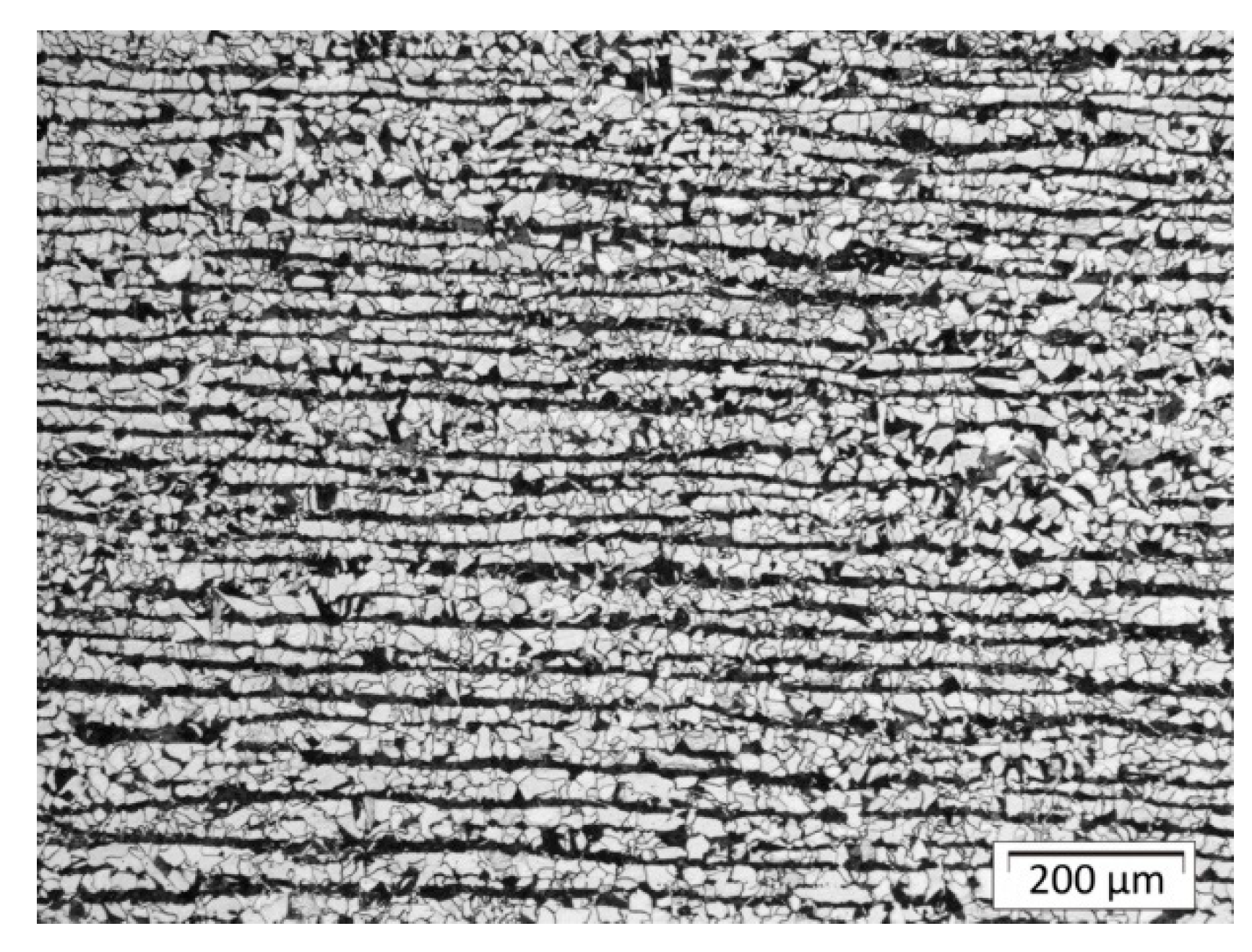
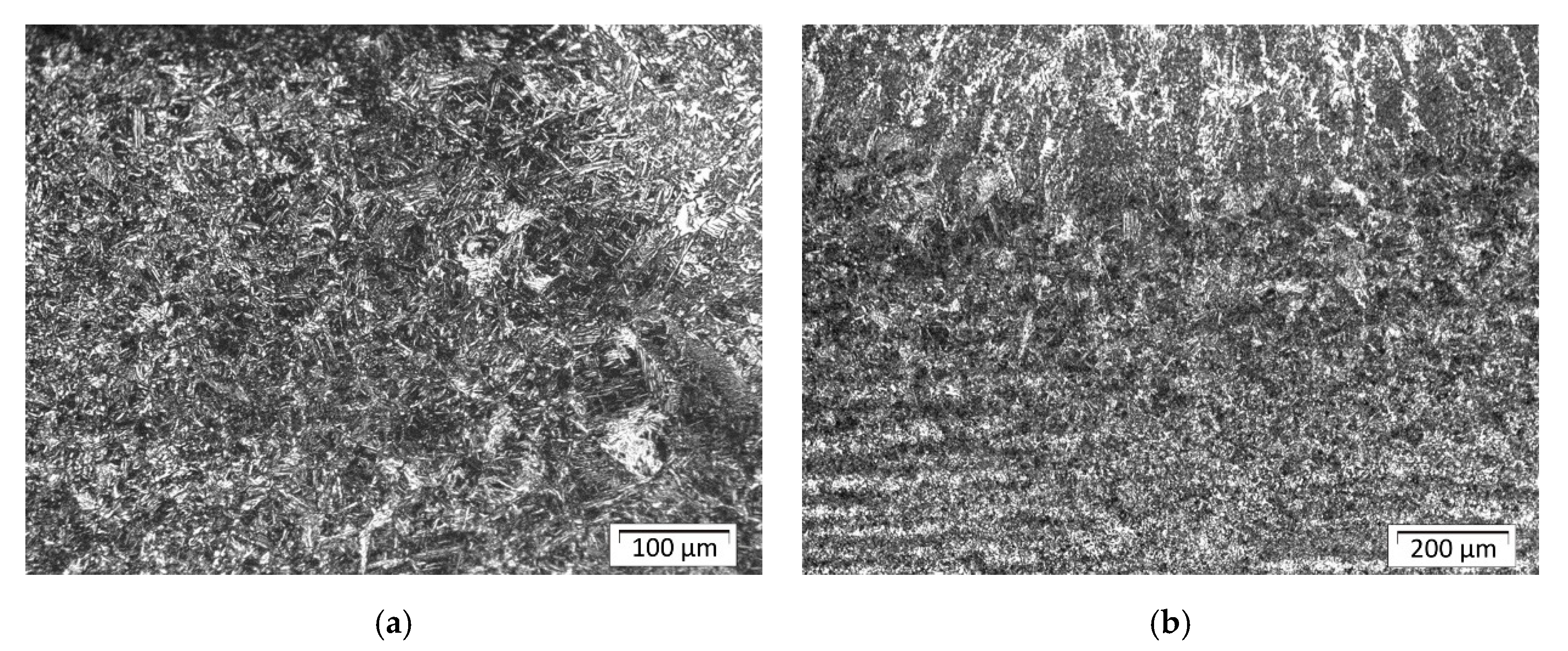
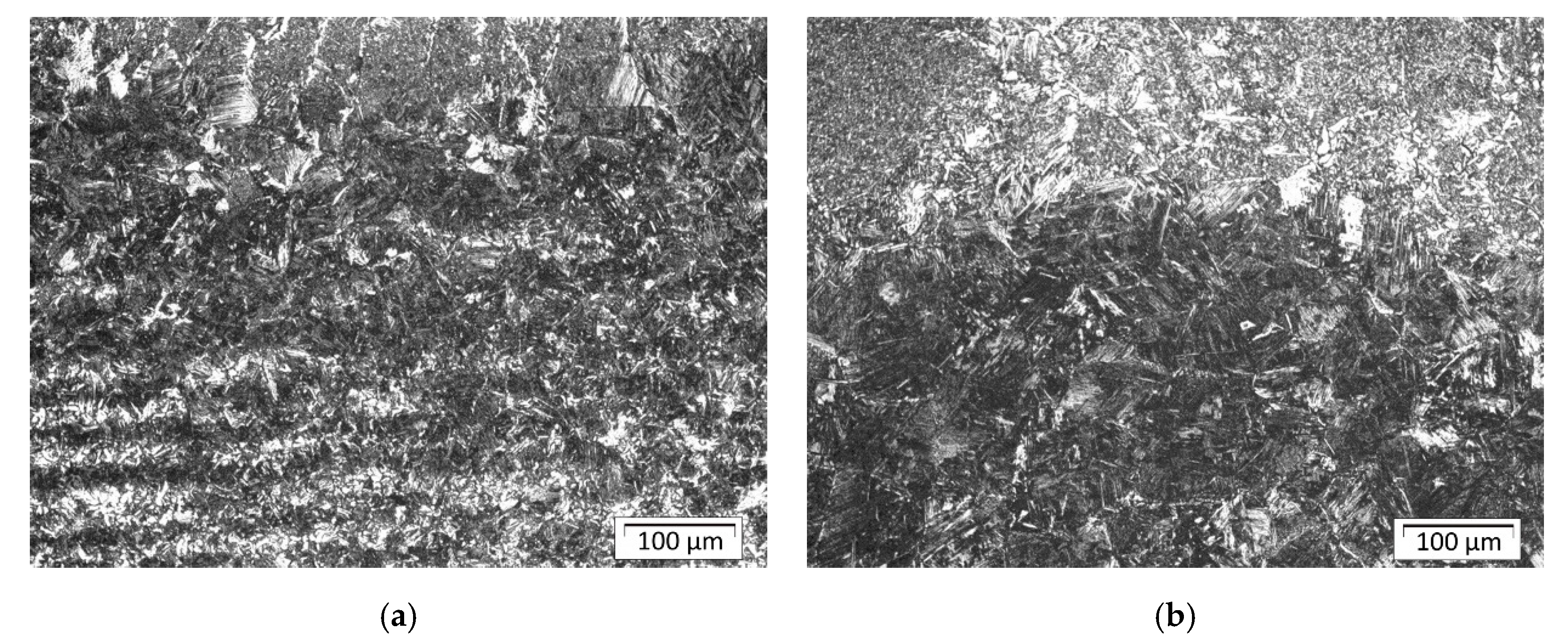
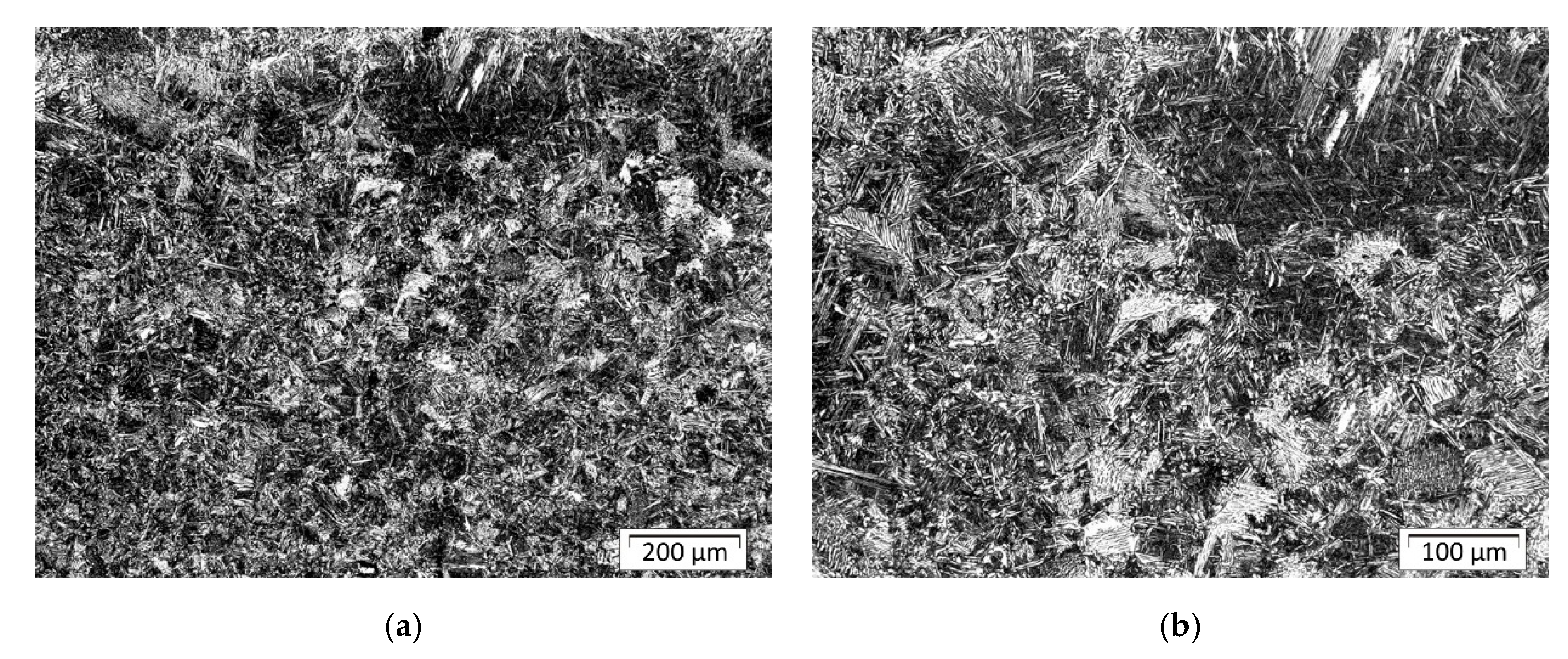
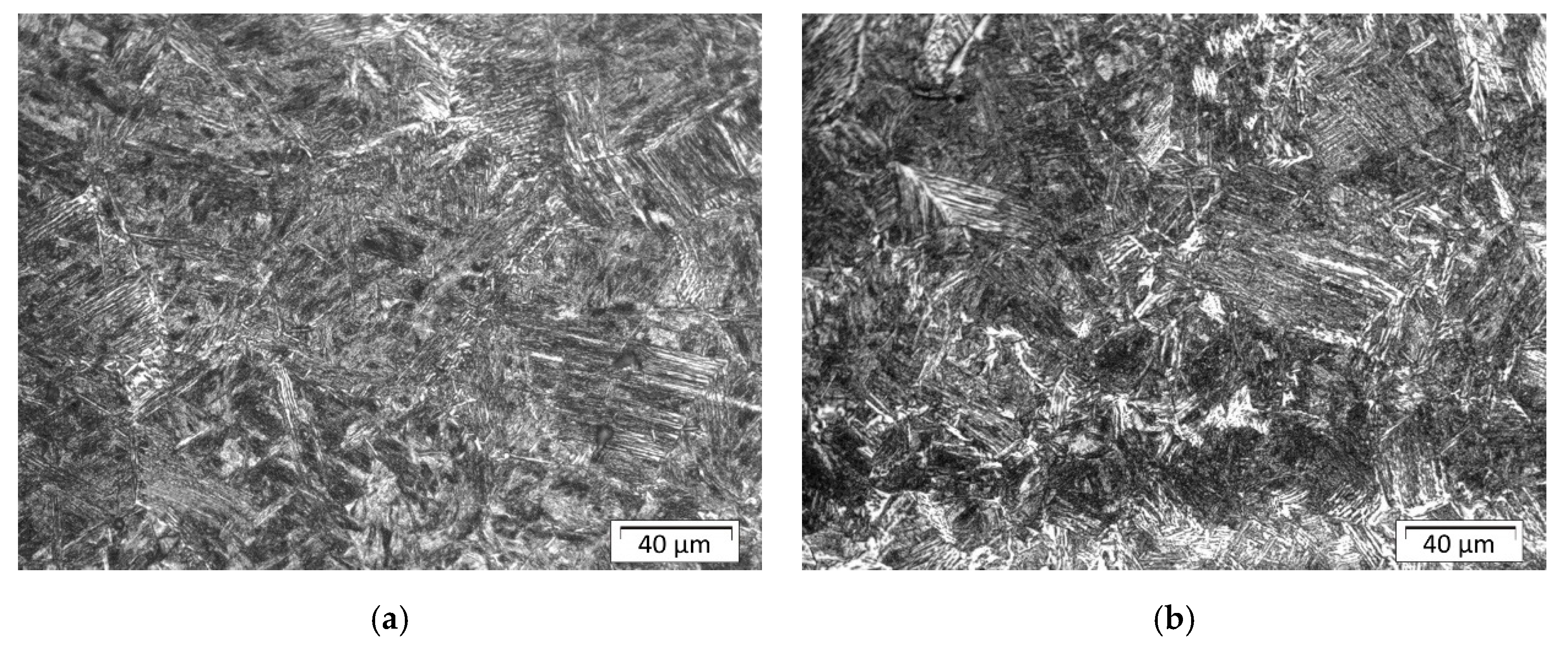
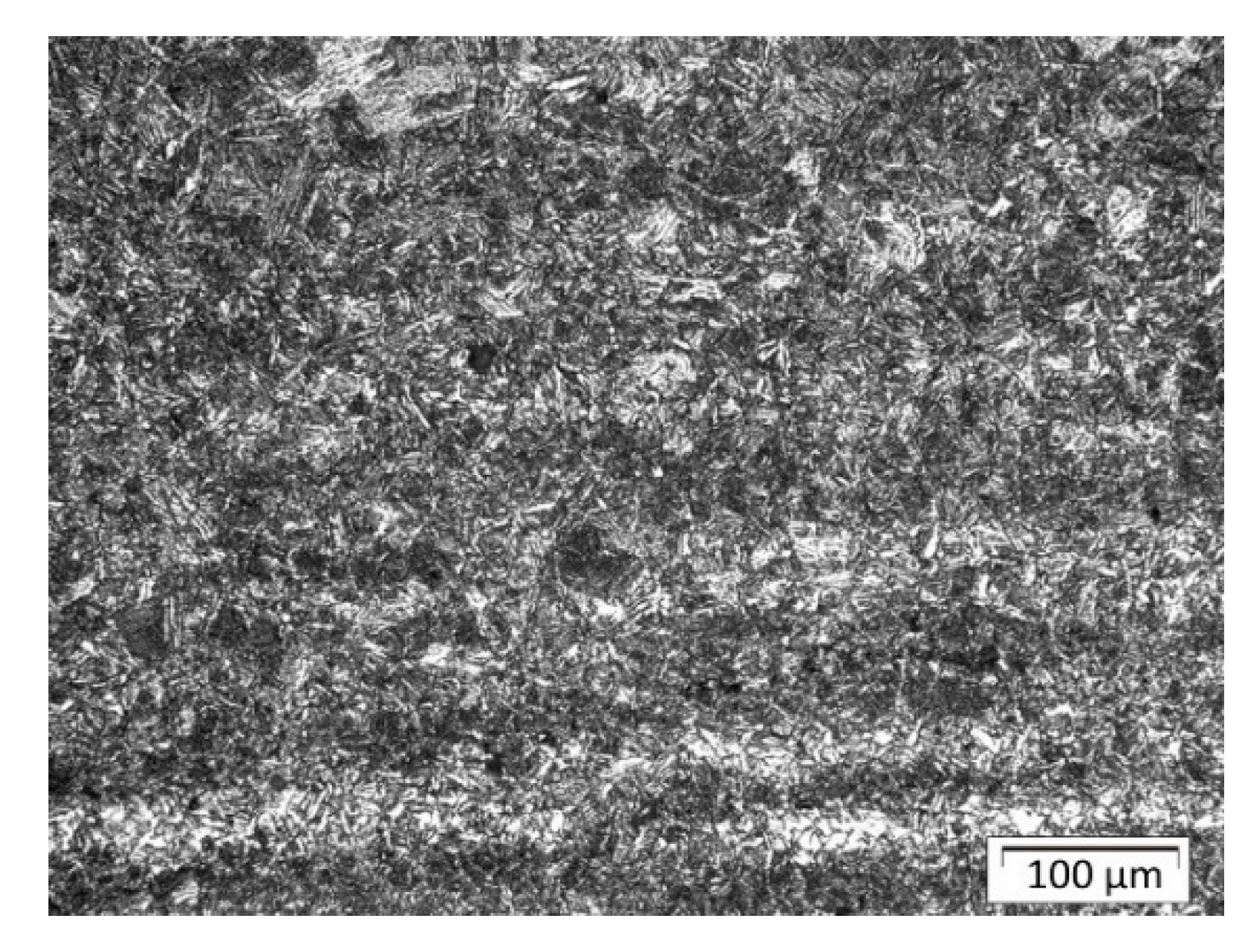
3.2. Microscopic Investigation
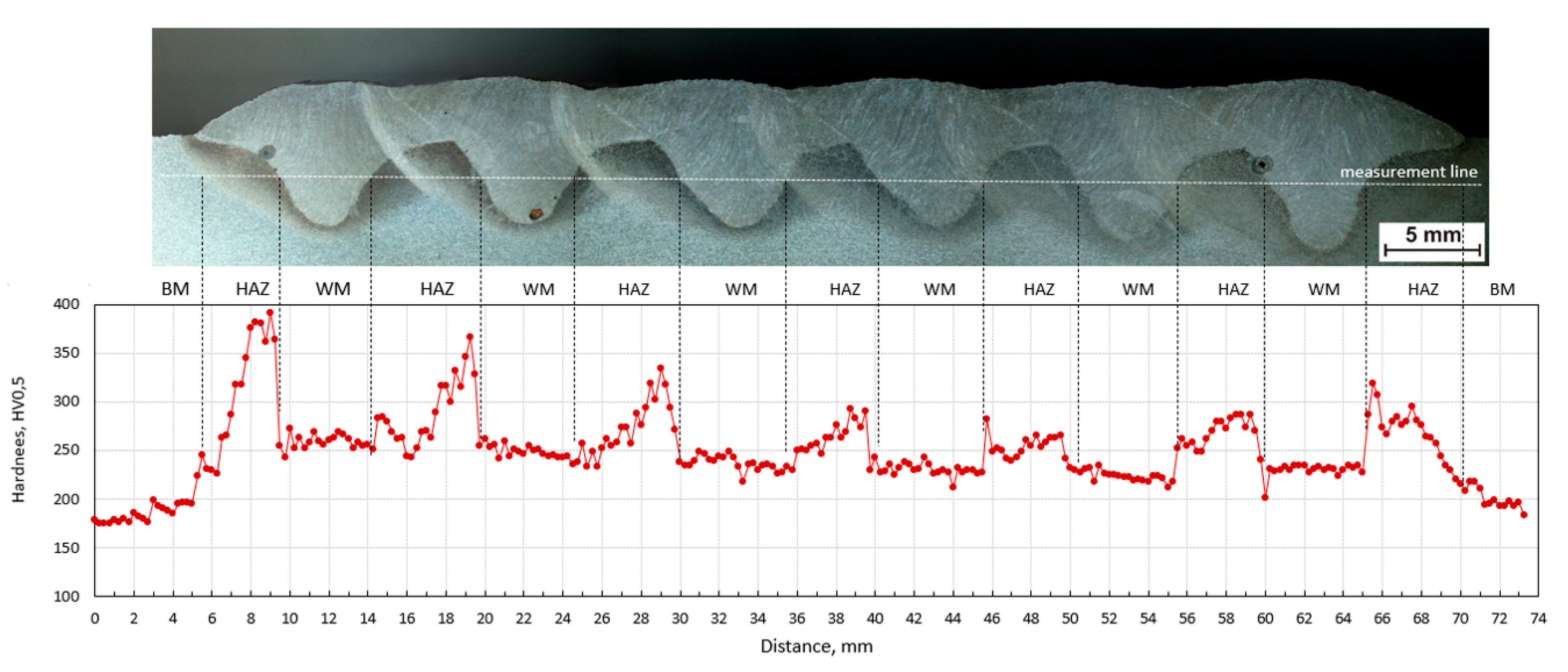
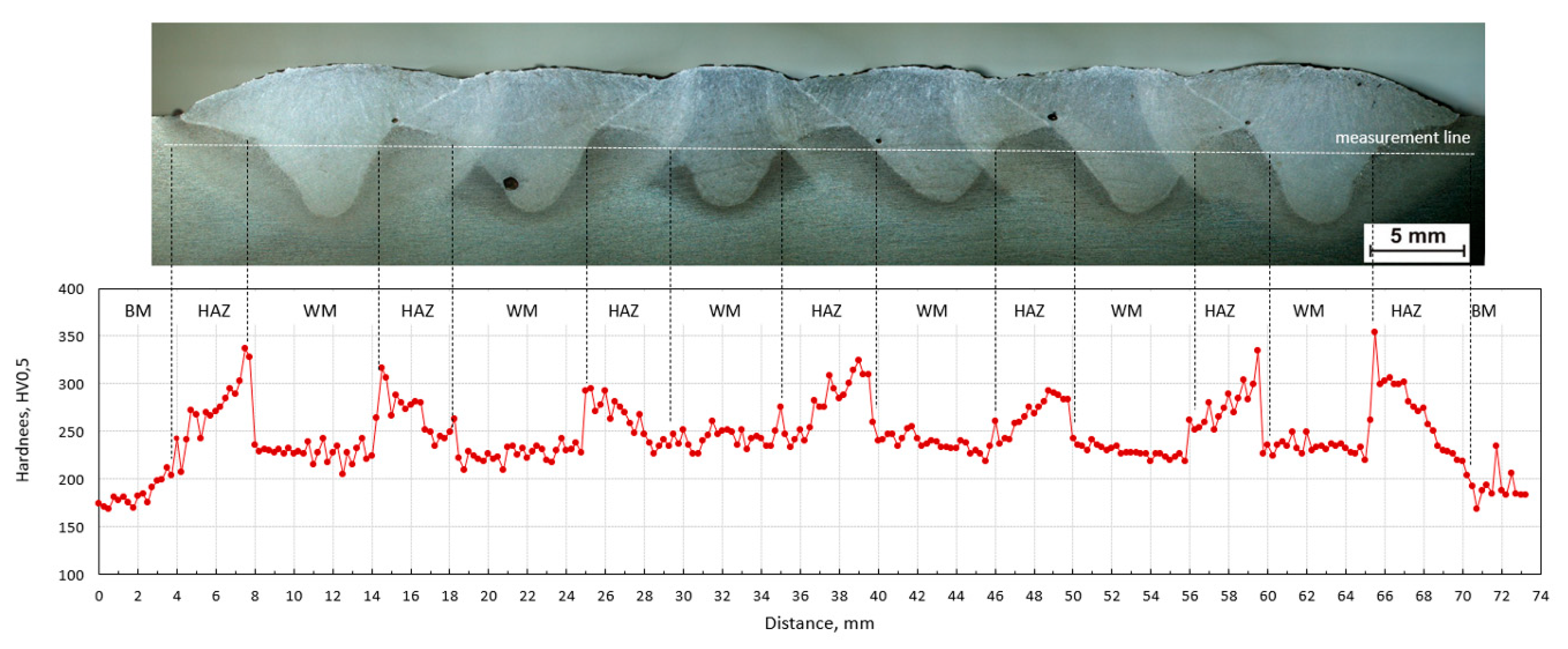
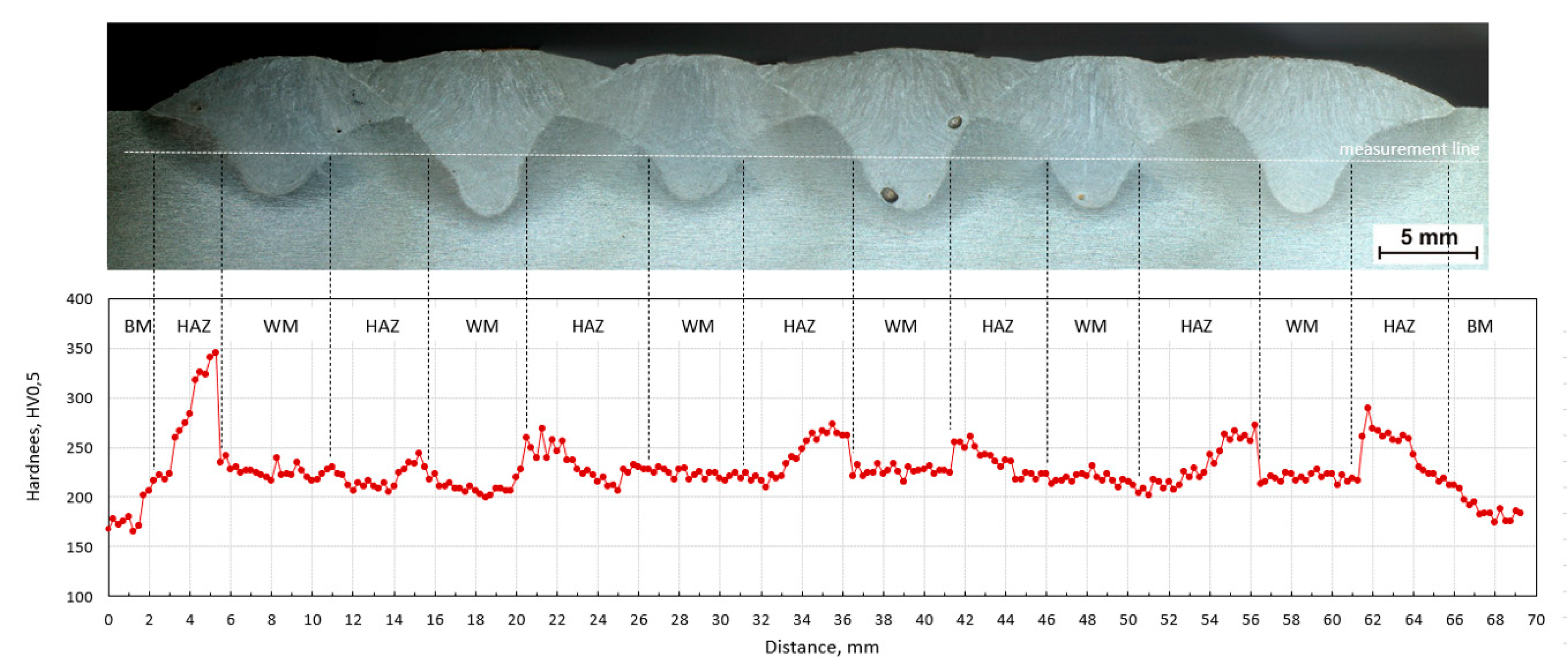
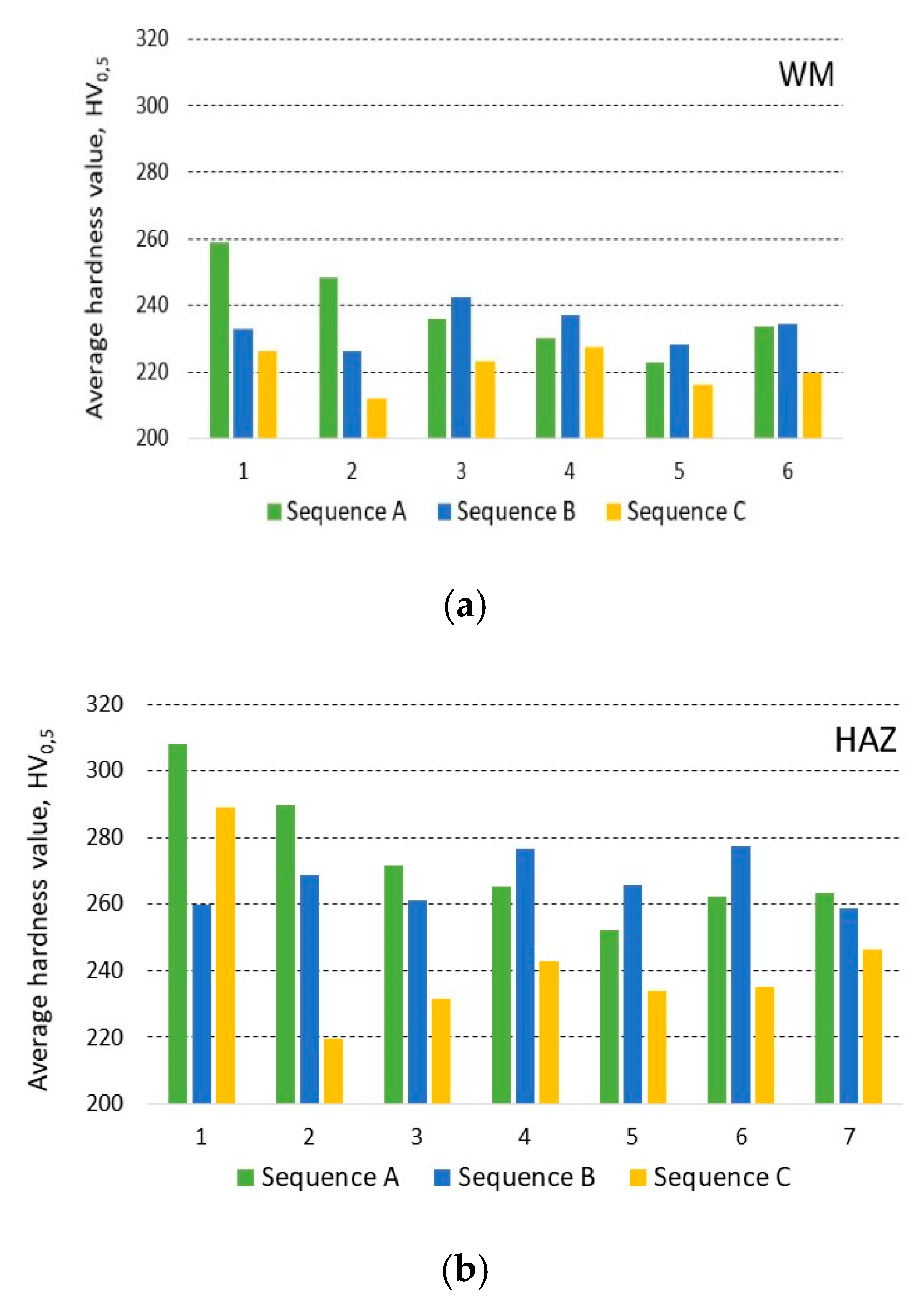
3.3. Hardness Measurement Results
4. Conclusions
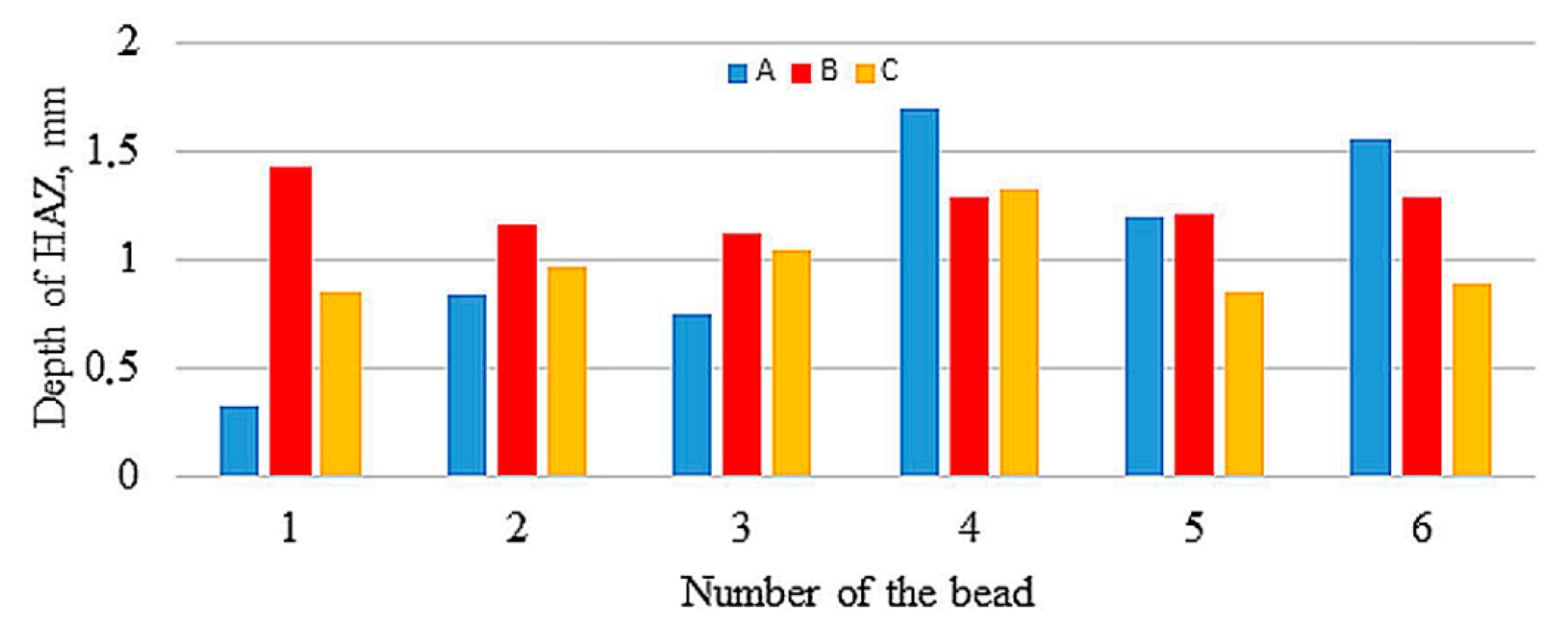
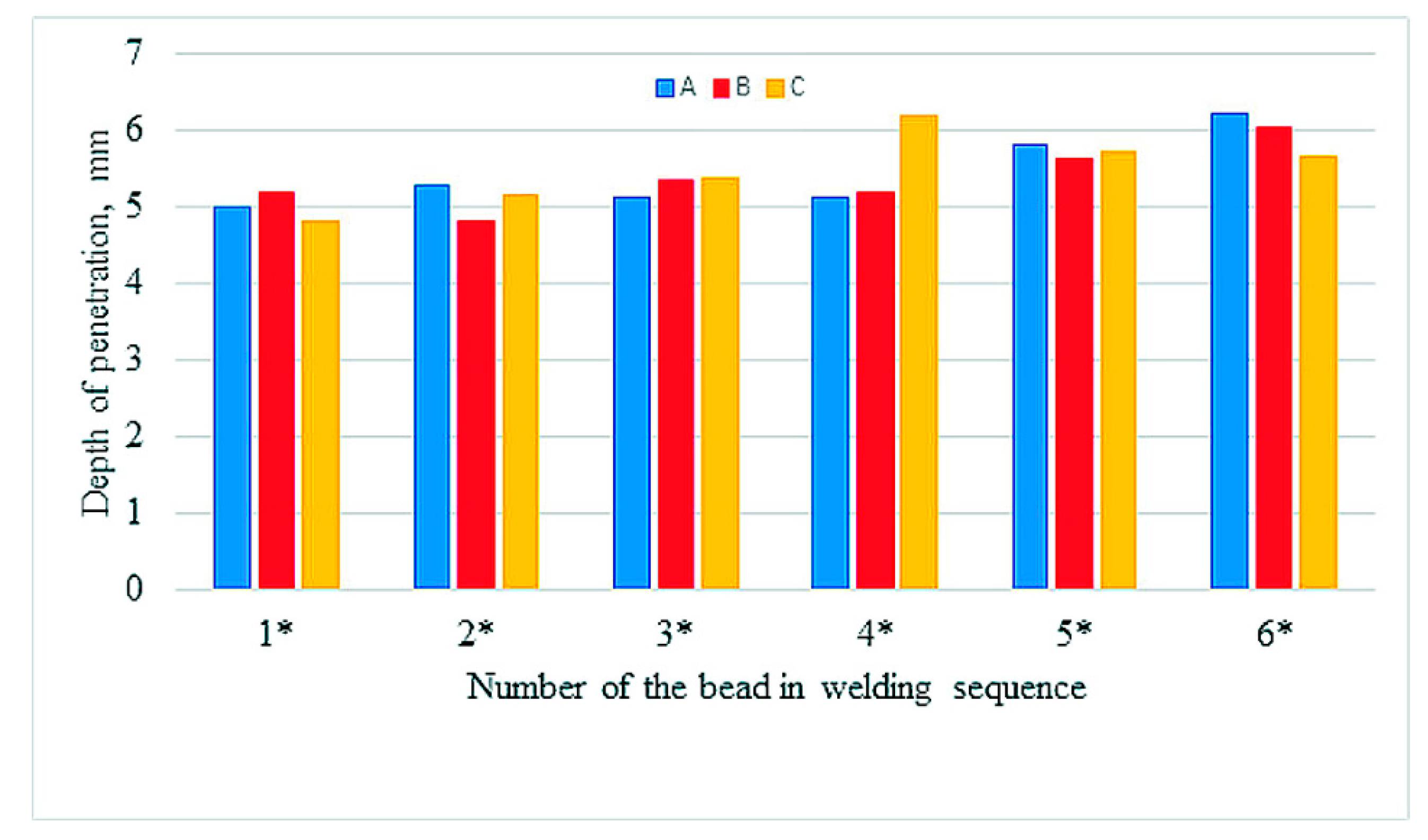
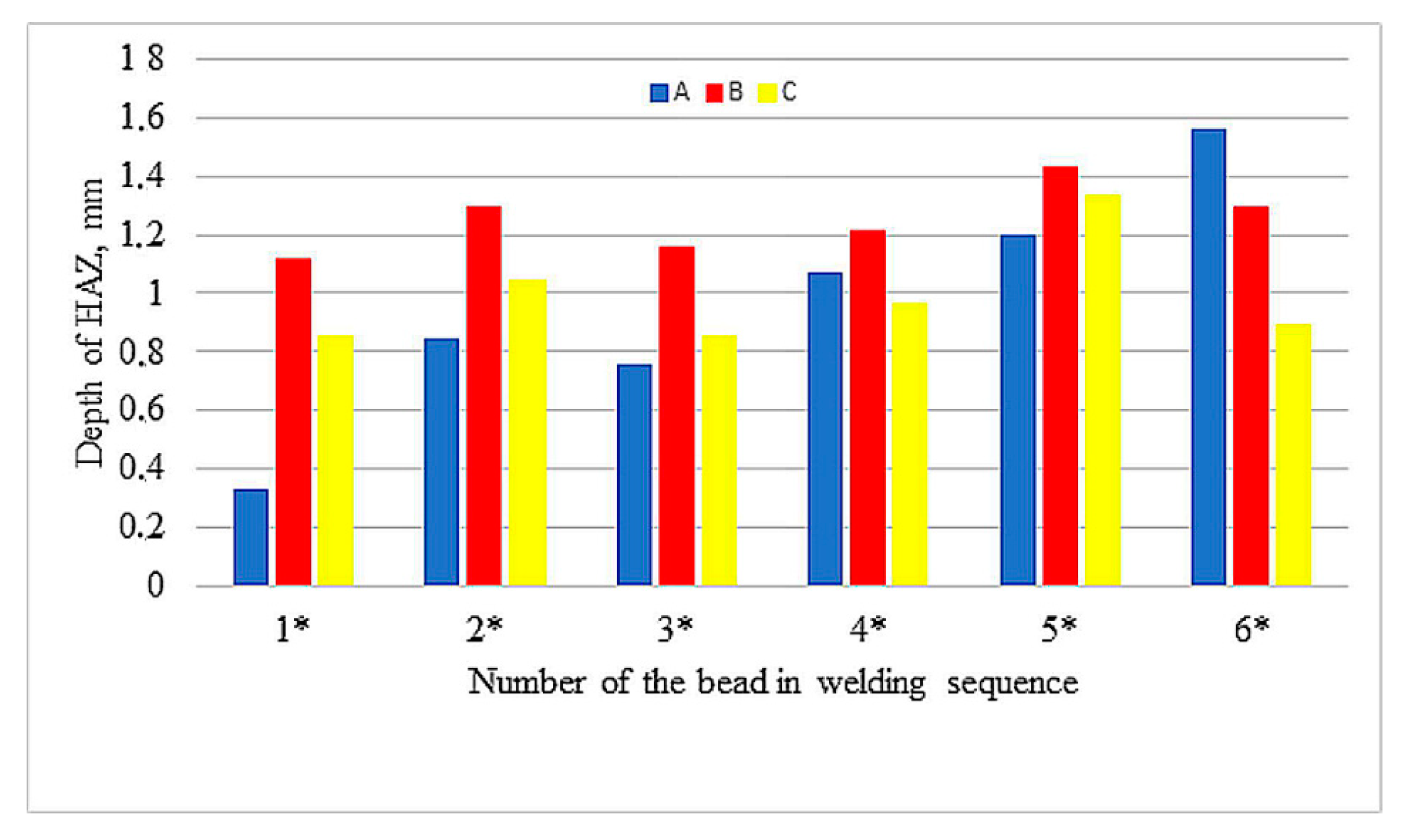
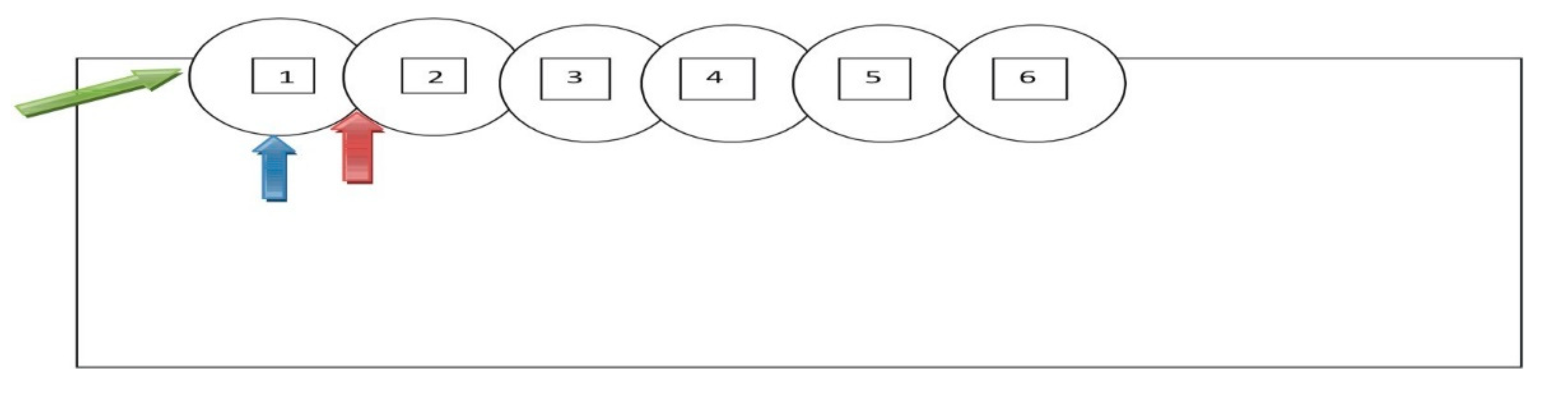
- The serial sequence of the beads results in an increase in the depth of fusion along with the laying of subsequent surfacing beads. This is probably due to the length of the welds (time of making a single run), leading to a very short inter-pass time (increasing inter-pass temperature in the consecutive beads) or not obtaining a quasi-stationary temperature distribution in the padding welds. Determining the inter-pass temperature is important not only for the structure and hardness of the material after surfacing but also for the depth of penetration (HAZ).
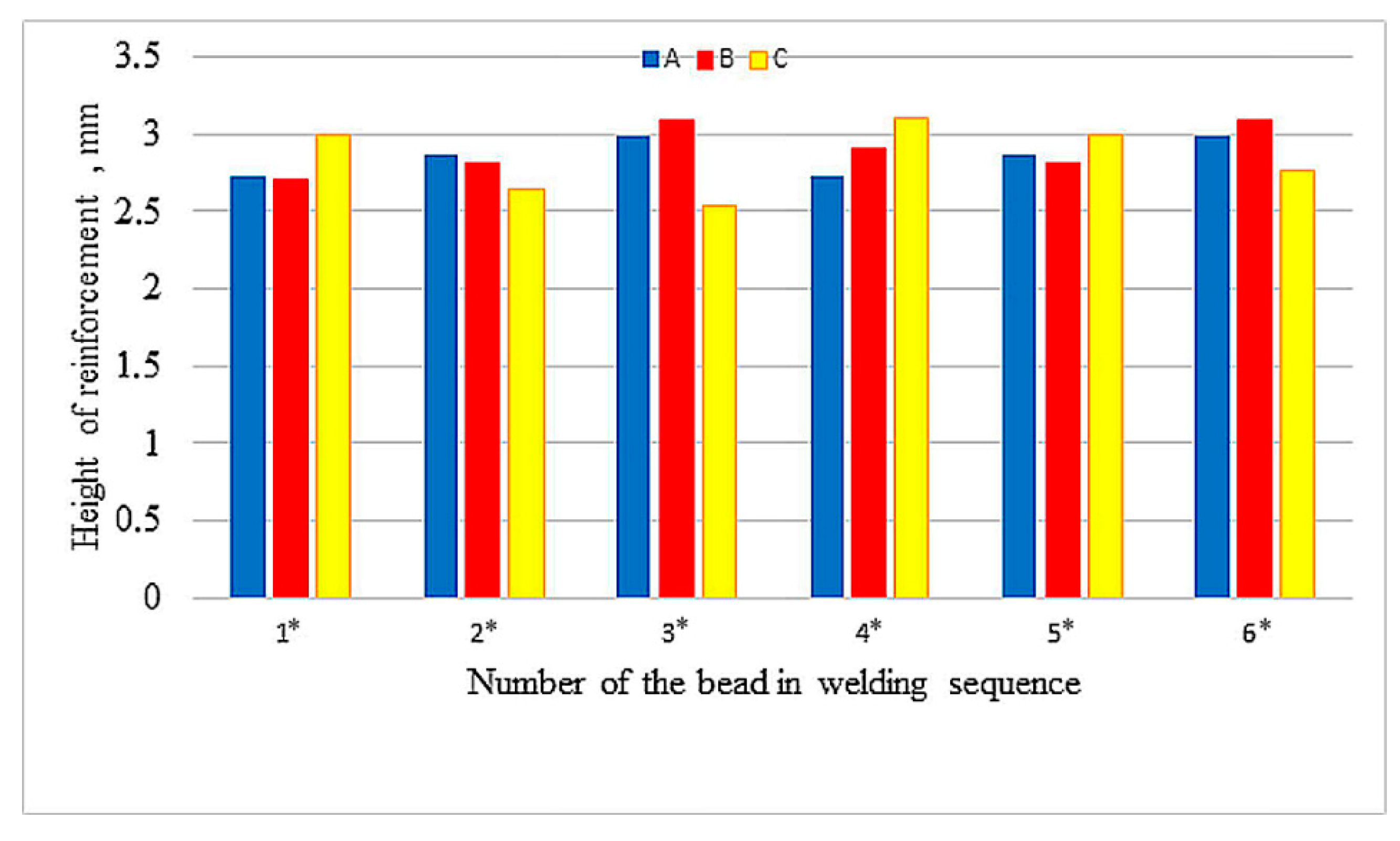
- The calculated reinforcement, penetration, HAZ, and total weld padding areas are the largest for sample B (sequence 5-3-1-2-4-6) and the lowest for sample A (sequence 1-2-3-4-5-6 ). For sample C (sequence 1-4-2-5-3-6), intermediate values (between samples A and B) were recorded for all measured fields.
- Analysis of the geometrical dimensions of the weld and HAZ does not allow to formulate unambiguous conclusions regarding the influence of the welding sequence on the depth of penetration and depth of HAZ for individual beads.
- The greatest width, reinforcement, penetration, and total weld area in the cross-sections of the padded layer were obtained from sample B, and the lowest from sample A.
- The dominant structure in HAZ is bainite and does not depend on the bead sequence in contrast to the martensitic structure, which is most visible in the HAZ before the first bead of the weld and in the HAZ areas between successive overlapping beads.
- The most favorable structure was observed in sample C, where the alternating (1-4-2-5-3-6) sequence of depositing bead welds had a positive effect on the hardness distribution (maximum values and range) in the joint by extending the cooling time, creating a uniform temperature distribution and limiting the steel's tendency to hardening.
Author Contributions
Funding
Conflicts of Interest
References
- McDonald, E.J.; Hallam, K.R.; Bell, W.; Flewitt, P.E.J. Residual stresses in multi-pass CrMoV lov alloy ferritic steel repair weld. Mater. Sci. Eng. 2002, A325, 454–464. [Google Scholar] [CrossRef]
- Vemanaboina, H.; Naidu, G.G.; Abhinav, D.S.; Krishna, K.; Reddy, D.R. Evaluation of residual stress in multipass dissimilar butt joints using X-ray diffraction. Mater. Today. 2019, 19, 283–288. [Google Scholar] [CrossRef]
- Kyriakongonas, A.P.; Papazoglou, V.J.; Pantelis, D.I. Complete investigation of austenitic stainless steel multipass welding. Ships Offshore Struc. 2011, 6, 127–144. [Google Scholar] [CrossRef]
- Sun, Y.; Wu, X.; Wu, X.; Li, J.; Jiang, Y. Influence of multi-pass welding on the microstructure evolution and corrosion resistance of a super duplex stainless steel. Int. J. Electrochem. Sci. 2016, 11, 9666–9675. [Google Scholar] [CrossRef]
- Ivanow, Y.; Gromov, V.; Kormyshev, V.; Konovalov, S.; Kapralov, E.; Semin, A. Electric arc surfacing on low carbon steel: Structure and properties. AIP Conf Proc. 2016, 1783, 020077. [Google Scholar] [CrossRef]
- Winczek, J.; Gucwa, M.; Mičian, M.; Koňár, R.; Parzych, S. The evaluation of the wear mechanism of high-carbon hardfacing layers. Arch. Metall. Mater. 2019, 64, 1111–1115. [Google Scholar]
- Bermejo, M.A.V.; Hurtig, K.; Eyzop, D.; Karlsson, L. A new approach to the study of multi-pass welds–microstructure and properties of welded 20-mm-tick superduplex stainless steel. Appl. Sci. 2019, 9, 1050. [Google Scholar] [CrossRef]
- Górka, J. Assessments of the corrosion resistance, properties and the structure of TIG braze welded galvanized steel sheets. Arch. Metall. Mater. 2020, 65, 47–54. [Google Scholar]
- Golański, D.; Dymny, G.; Kujawińska, M.; Chmielewski, T. Experimental investigation of displacement/strain fields in metal coatings deposited on ceramic substrates by thermal spraying. Solid State Phenom. 2016, 240, 174–182. [Google Scholar] [CrossRef]
- Tomków, J.; Janeczek, A. Underwater in situ local heat treatment by additional stitches for improving the weldability of steel. Appl. Sci. 2020, 10, 1823. [Google Scholar] [CrossRef]
- Bhatti, S.; Chhabra, N.; Singh, P. Experimental investigation of multi-pass, welding current & arc travel speed on AISI 1020 on weld joint mechanical properties during GMAW. Int. J. Res. Eng. Technol. 2017, 4, 2024–2029. [Google Scholar]
- Romek, D.; Selech, J.; Ulbrich, D.; Felusiak, A.; Kieruj, P.; Janeba-Bartoszewicz, E.; Pieniak, D. The impact of padding weld shape of agricultural machinery tools on their abrasive wear. Tribologia 2020, 14, 55–62. [Google Scholar] [CrossRef]
- Kadivar, M.H.; Jafarpur, K.; Baradaran, G.H. Optimizing welding sequence with genetic algorithm. Comput. Mech. 2000, 26, 514–519. [Google Scholar] [CrossRef]
- Voutchkov, I.; Keane, A.J.; Bhaskar, A.; Olsen, T.M. Weld sequence optimization: The use of surrogate models for solving sequential combinatorial problems. Comput. Method. Appl. M. 2005, 194, 3535–3551. [Google Scholar] [CrossRef]
- Mohammed, M.B.; Sun, W.; Hyde, T.H. Welding sequence optimization of plasma arc for welded thin structures. WIT Trans. Built. Env. 2012, 125, 231–242. [Google Scholar]
- Syahroni, N.; Hidayat, M.I.P. 3D finite element simulation of T-joint fillet weld: Effect of various welding sequences on the residual stresses and distortions. In Numerical Simulation. From Theory to Industry; Andriychyk, M., Ed.; InTechOpen: Rijeka, Croatia, 2012; pp. 583–606. [Google Scholar]
- Jiang, W.; Yahiaoui, K. Effect of welding sequence on residual stress distribution in a multipass welded piping branch junction. Int. J. Pres. Ves. Pip. 2012, 95, 39–47. [Google Scholar] [CrossRef]
- Viswanath, M.; Vijayanand, P.; Suresh, V.; Kumar, S.N.; Seshappa, A. Gas Metal Arc Welding sequence effect on residual stress and distortion by using Finite Element analysis. SSRG Int. J. Mech. Eng. Spec. Issue ICETEST 2018, 5, 15–19. [Google Scholar]
- Gannon, L.; Liu, Y.; Pegg, N.; Smith, M. Effect of welding sequence on residual stress and distortion in flat-bar stiffened plates. Mar. Struct. 2010, 23, 385–404. [Google Scholar] [CrossRef]
- Teng, T.L.; Chang, P.H.; Tseng, W.C. Effect of welding sequences on residual stresses. Comput. Struct. 2003, 81, 273–286. [Google Scholar] [CrossRef]
- Chen, B.Q.; Soares, C.G. Effect of welding sequence on temperature distribution, distortions, and residual stress on stiffened plates. Int. J. Adv. Manuf. Tech. 2016, 86, 3145–3156. [Google Scholar] [CrossRef]
- Fu, G.; Lourenço, M.I.; Duan, M.; Estefen, S.F. Influence of the welding sequence on residual stress and distortion of fillet welded structures. Mar. Struct. 2016, 46, 30–55. [Google Scholar] [CrossRef]
- Moradi, M.; Pasternak, H. A study on the influence of various welding sequence schemes on the gain in strength of square hollow section steel T-Joint. J. Weld. Join. 2017, 35, 41–50. [Google Scholar] [CrossRef][Green Version]
- Deng, D. Influence of deposition sequence on welding residual stress and deformation in an austenitic stainless steel J-groove welded joint. Mater. Des. 2013, 49, 1023–1033. [Google Scholar] [CrossRef]
- Fu, D.; Zhou, C.; Li, C.; Wang, G.; Li, L. Effect of welding sequence on residual stress in thin-walled octagonal pipe−plate structure. T. Nonferr. Metall. Soc. 2014, 24, 657–664. [Google Scholar] [CrossRef]
- Shao, Q.; Xu, T.; Yoshino, T.; Song, N.; Yu, Z. Optimization of the welding sequence and direction for the side beam of a bogie frame based on the discrete particle swarm algorithm. I. Mech Eng. B-J. Eng. 2018, 232, 1423–1435. [Google Scholar] [CrossRef]
- Sattari-Far, I.; Javadi, Y. Influence of welding sequence on welding distortions in pipes. Int. J. Pres. Ves. Pip. 2008, 85, 265–274. [Google Scholar] [CrossRef]
- Islam, M.; Buijk, A.; Rais-Rohani, M.; Motoyama, K. Simulation-based numerical optimization of arc welding process for reduced distortion in welded structures. Finite Elem. Anal. Des. 2014, 84, 54–64. [Google Scholar] [CrossRef]
- Rupani, R.; Barai, A. Influence of welding sequence on distortion of circumferential pipe joint—a review. J. Prod. Res. Manag. 2016, 6, 1–5. [Google Scholar]
- Isaac, H.A.; Eduardo, G.E.; Joaquín, P.M. Welding sequence analysis in three dimensional weldments with experimental verification. In Proceedings of the XXII Annual Congress of the Association of Mexican Mechanical Engineers, Merida, Mexico, 28–30 September 2016; pp. 376–387. [Google Scholar]
- Jiang, W.C.; Wang, B.Y.; Gong, J.M.; Tu, S.T. Finite element analysis of the effect of welding heat input and layer number on residual stress in repair welds for a stainless steel clad plate. Mater. Des. 2011, 32, 2851–2857. [Google Scholar] [CrossRef]
- Kohandehghan, A.R.; Serajzadeh, S. Experimental investigation into the effects of weld sequence and fixture on residual stresses in arc welding process. J. Mater. Eng. Perform. 2012, 21, 892–899. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G. Role of bead sequence in underwater welding. Materials 2019, 12, 3372. [Google Scholar] [CrossRef] [PubMed]
- Klimpel, A. Cladding and Thermal Spraying, 1st ed.; WN-T: Warsaw, Poland, 2000; pp. 10, 107–111, 140, 258, 297. (In Polish) [Google Scholar]
- Winczek, J. Modeling of temperature field during multi-pass GMAW surfacing or rebuilding of steel elements taking into account the heat of the deposit metal. Appl. Sci. 2017, 7, 6. [Google Scholar] [CrossRef]
- EN ISO 9015-1:2018. Destructive Tests on Welds in Metallic Materials-Hardness Testing-Part 1: Hardness Test on arc Welded Joints; European Committee for Standardization: Brussels, Belgium, 2018; p. 24. [Google Scholar]
- EN ISO 6507-1:2018. Metallic Materials-Vickers Hardness Test-Part 1: Test Method; European Committee for Standardization: Brussels, Belgium, 2018; p. 14. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Width of padded area, mm | 69.11 | |||||
| Number of the weld | 1(1*) | 2(2*) | 3(3*) | 4(4*) | 5(5*) | 6(6*) |
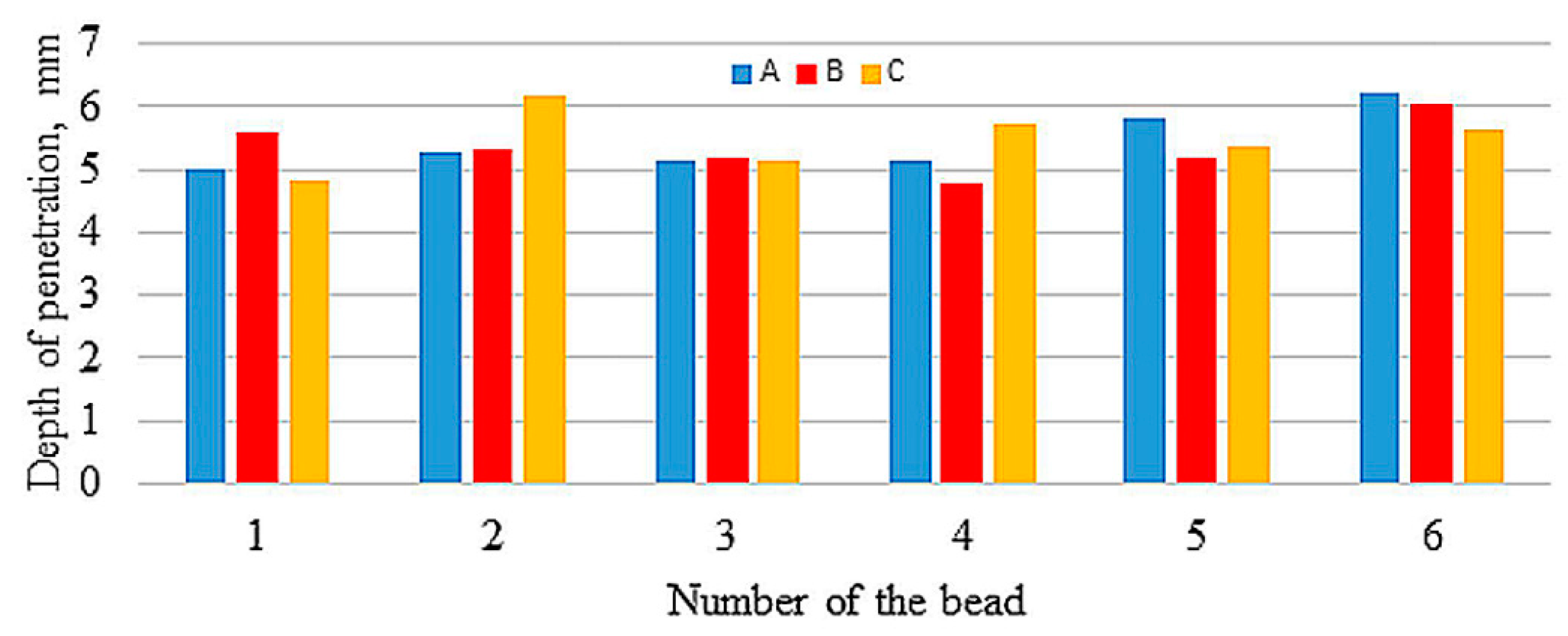
| Depth of penetration (fusion), mm | 5 | 5.27 | 5.13 | 5.13 | 5.8 | 6.21 |
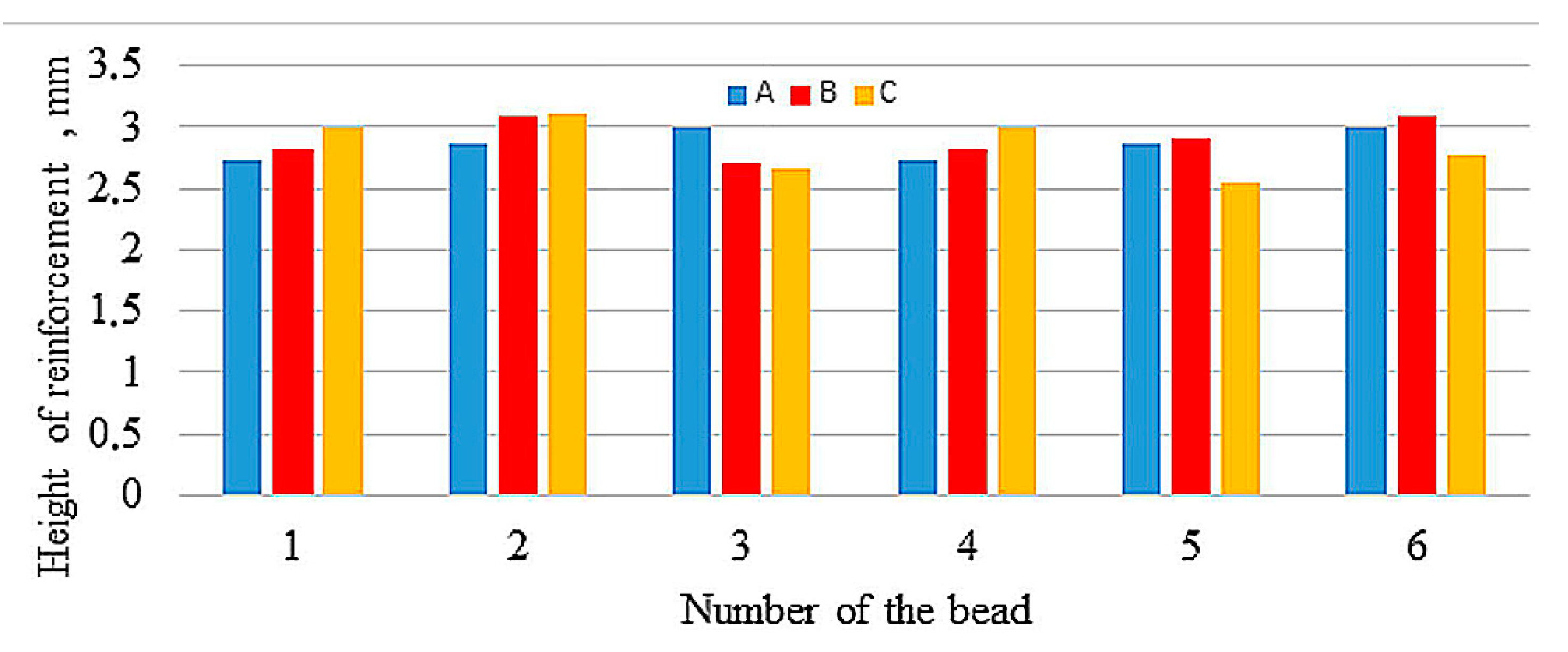
| eight of reinforcement, mm | 2.72 | 2.86 | 2.99 | 2.72 | 2.86 | 2.99 |
| Depth of HAZ, mm | 0.33 | 0.844 | 0.756 | 1.07 | 1.2 | 1.56 |
| Reinforcement field, mm2 | 157.36 | |||||
| Penetration area, mm2 | 192.03 | |||||
| Total weld padding area, mm2 | 349.39 | |||||
| Area of HAZ, mm2 | 185.81 | |||||
| Width of padded area, mm | 72.13 | |||||
| Number of the weld | 1(5*) | 2(3*) | 3(1*) | 4(2*) | 5(4*) | 6(6*) |
| Depth of penetration (fusion), mm | 5.61 | 5.34 | 5.2 | 4.8 | 5.2 | 6.02 |
| Height of reinforcement, mm | 2.81 | 3.08 | 2.71 | 2.81 | 2.9 | 3.08 |
| Depth of HAZ, mm | 1.43 | 1.16 | 1.12 | 1.29 | 1.21 | 1.29 |
| Reinforcement field, mm2 | 186 | |||||
| Penetration area, mm2 | 204.88 | |||||
| Total weld padding area, mm2 | 390.88 | |||||
| Area of HAZ, mm2 | 211.36 | |||||
| Width of padded area, mm | 71.03 | |||||
| Number of the weld | 1(1*) | 2(4*) | 3(2*) | 4(5*) | 5(3*) | 6(6*) |
| Depth of penetration (fusion), mm | 4.81 | 6.18 | 5.15 | 5.72 | 5.38 | 5.65 |
| Height of reinforcement, mm | 2.99 | 3.11 | 2.65 | 2.99 | 2.54 | 2.77 |
| Depth of HAZ, mm | 0.852 | 0.963 | 1.04 | 1.33 | 0.852 | 0.889 |
| Reinforcement field, mm2 | 172.74 | |||||
| Penetration area, mm2 | 202.99 | |||||
| Total weld padding area, mm2 | 375.73 | |||||
| Area of HAZ, mm2 | 190.64 | |||||
| Type of Structure | Structure Share% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| M | B | F + P | M | B | F + P | M | B | F + P | |
| Number of bead | 1 | 2 | 3 | ||||||
| In front of bead | 20 | 40 | 40 | ||||||
| In the bead axis | 5 | 50 | 45 | 0 | 60 | 40 | 0 | 60 | 40 |
| Between current and next bead | 30 | 40 | 30 | 20 | 50 | 30 | 20 | 40 | 40 |
| Number of bead | 4 | 5 | 6 | ||||||
| In the bead axis | 10 | 50 | 40 | 0 | 40 | 60 | 10 | 50 | 40 |
| Between current and next bead | 10 | 40 | 50 | 20 | 40 | 40 | |||
| Behind bead | 10 | 40 | 50 | ||||||
| Type of Structure | Structure Share% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| M | B | F + P | M | B | F + P | M | B | F + P | |
| Number of bead | 5 | 3 | 1 | ||||||
| In front of bead | 20 | 60 | 20 | ||||||
| In the bead axis | 0 | 40 | 60 | 0 | 40 | 60 | 0 | 70 | 30 |
| Between current and next bead | 30 | 40 | 30 | 5 | 60 | 35 | 10 | 60 | 30 |
| Number of bead | 2 | 4 | 6 | ||||||
| In the bead axis | 20 | 40 | 40 | 0 | 60 | 40 | 0 | 50 | 50 |
| Between current and next bead | 10 | 40 | 50 | 10 | 50 | 40 | |||
| Behind bead | 5 | 45 | 50 | ||||||
| Type of Structure | Structure Share% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| M | B | F + P | M | B | F + P | M | B | F + P | |
| Number of bead | 1 | 4 | 2 | ||||||
| In front of bead | 30 | 50 | 20 | ||||||
| In the bead axis | 10 | 40 | 50 | 0 | 40 | 60 | 0 | 70 | 30 |
| Between current and next bead | 10 | 40 | 50 | 0 | 70 | 30 | 10 | 60 | 30 |
| Number of bead | 5 | 3 | 6 | ||||||
| In the bead axis | 0 | 40 | 60 | 0 | 40 | 50 | 0 | 50 | 50 |
| Between current and next bead | 10 | 50 | 40 | 5 | 55 | 40 | |||
| Behind bead | 10 | 40 | 50 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mičian, M.; Winczek, J.; Gucwa, M.; Koňár, R.; Málek, M.; Postawa, P. Investigation of Welds and Heat Affected Zones in Weld Surfacing Steel Plates Taking into Account the Bead Sequence. Materials 2020, 13, 5666. https://doi.org/10.3390/ma13245666
Mičian M, Winczek J, Gucwa M, Koňár R, Málek M, Postawa P. Investigation of Welds and Heat Affected Zones in Weld Surfacing Steel Plates Taking into Account the Bead Sequence. Materials. 2020; 13(24):5666. https://doi.org/10.3390/ma13245666
Chicago/Turabian StyleMičian, Miloš, Jerzy Winczek, Marek Gucwa, Radoslav Koňár, Miloslav Málek, and Przemysław Postawa. 2020. "Investigation of Welds and Heat Affected Zones in Weld Surfacing Steel Plates Taking into Account the Bead Sequence" Materials 13, no. 24: 5666. https://doi.org/10.3390/ma13245666
APA StyleMičian, M., Winczek, J., Gucwa, M., Koňár, R., Málek, M., & Postawa, P. (2020). Investigation of Welds and Heat Affected Zones in Weld Surfacing Steel Plates Taking into Account the Bead Sequence. Materials, 13(24), 5666. https://doi.org/10.3390/ma13245666