Numerical Modeling Design for the Hybrid Additive Manufacturing of Laser Directed Energy Deposition and Shot Peening Forming Fe–Cr–Ni–B–Si Alloy

Abstract
1. Introduction
2. Numerical Model
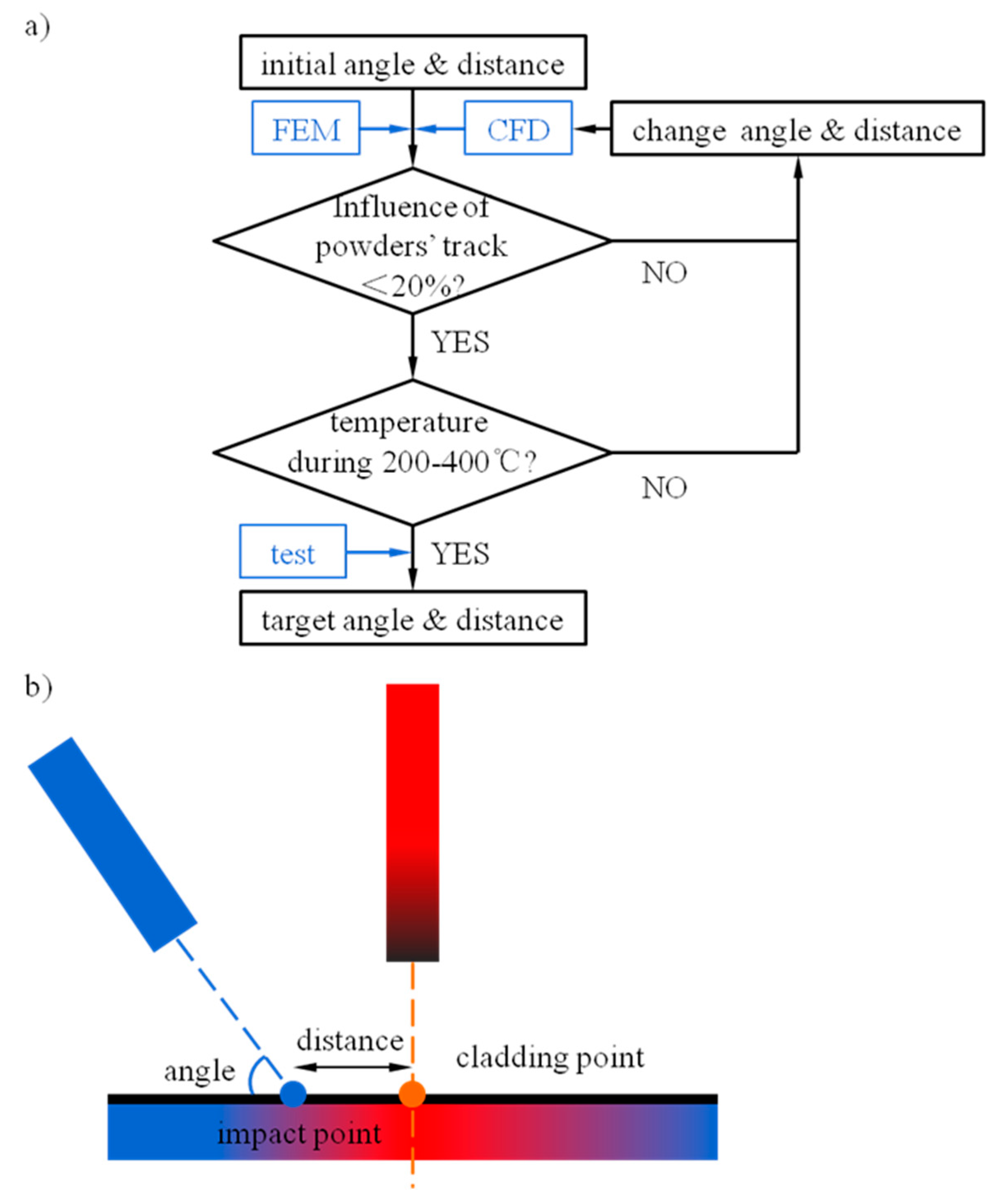
2.1. Calculation Scheme
2.2. Flow Analysis
2.3. Temperature Analysis
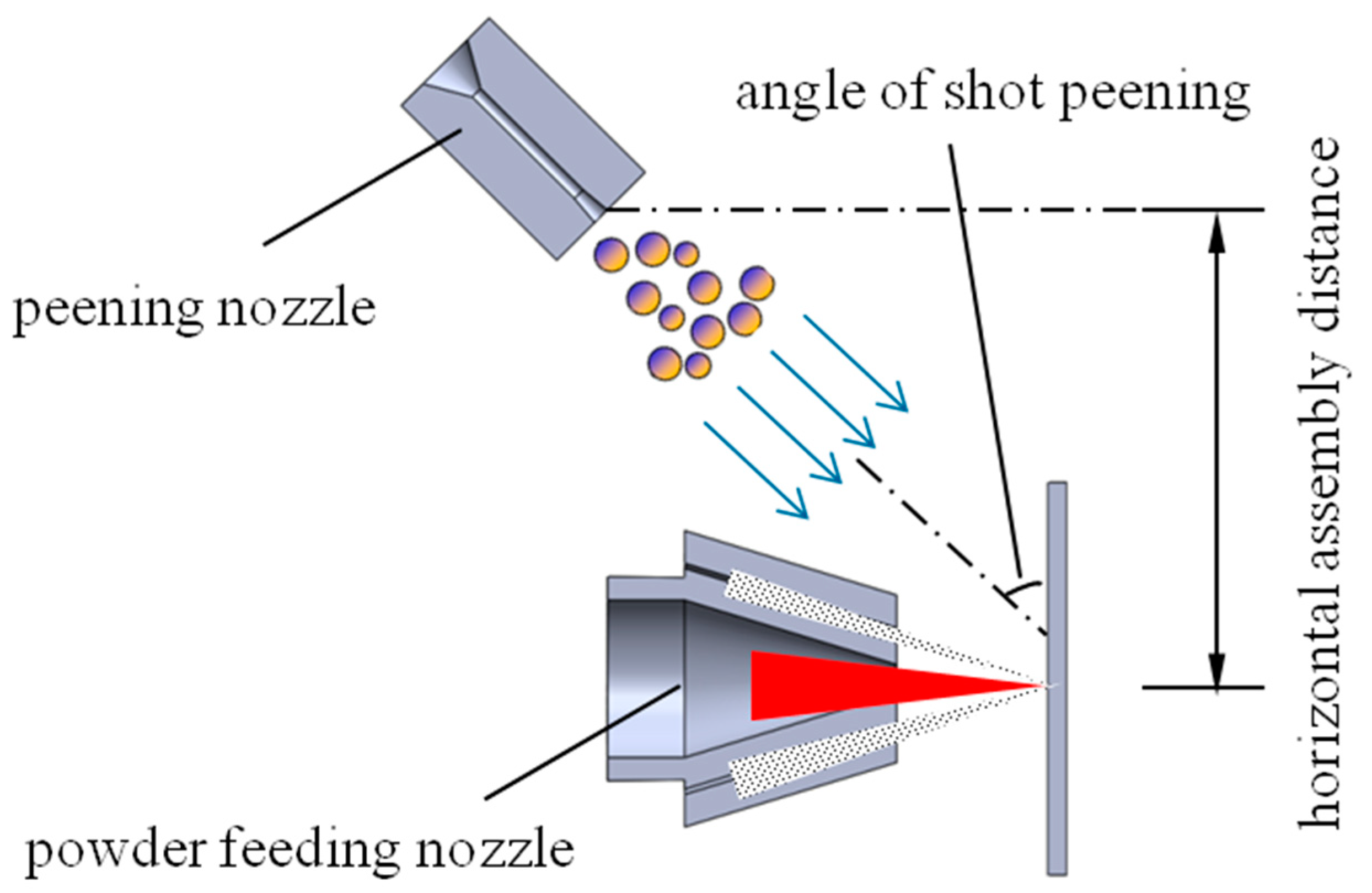
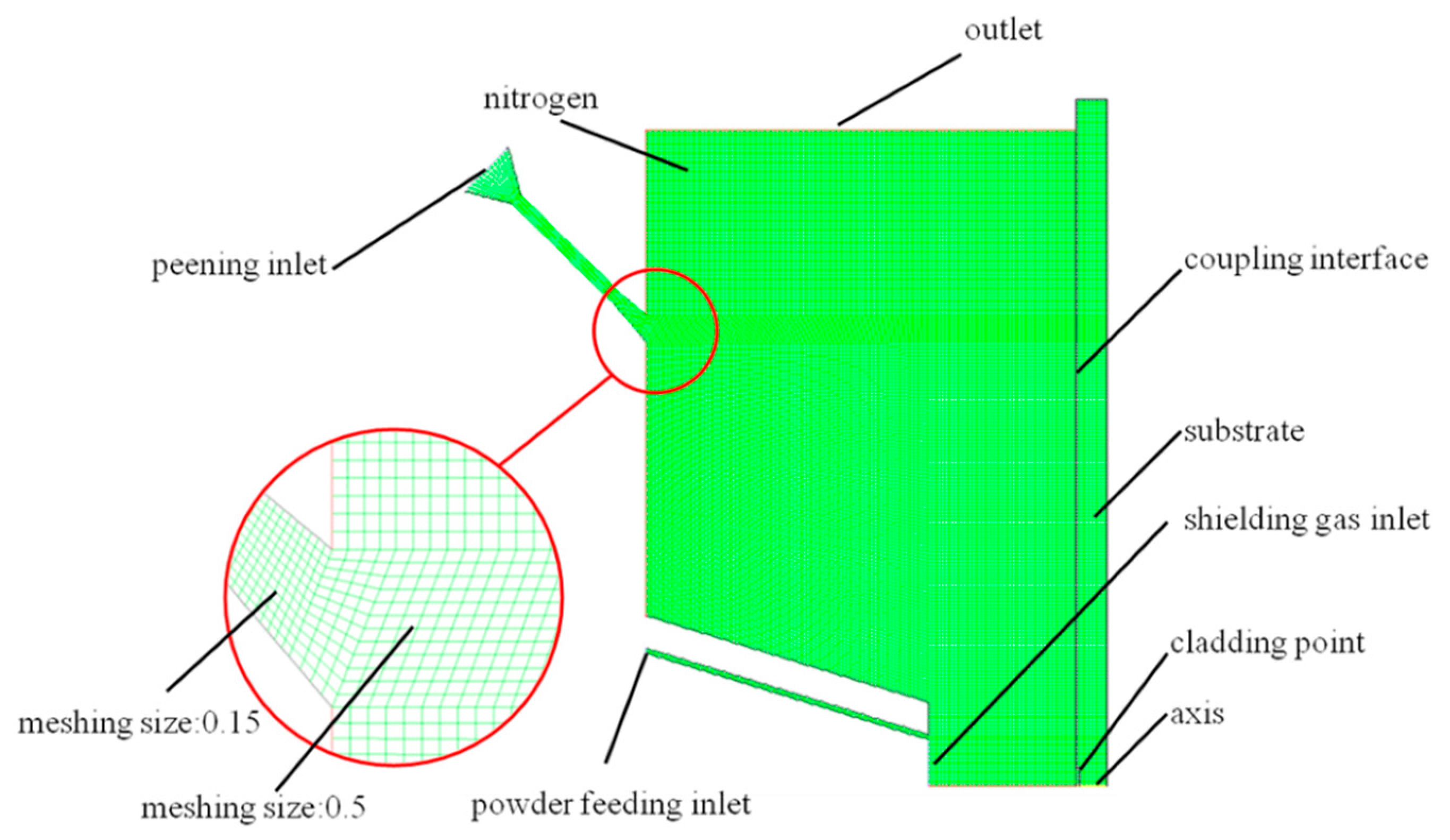
2.4. Model Design and Boundary Conditions
2.5. Experimental Scheme and Measuring Equipment
3. Results
3.1. Simulation Results
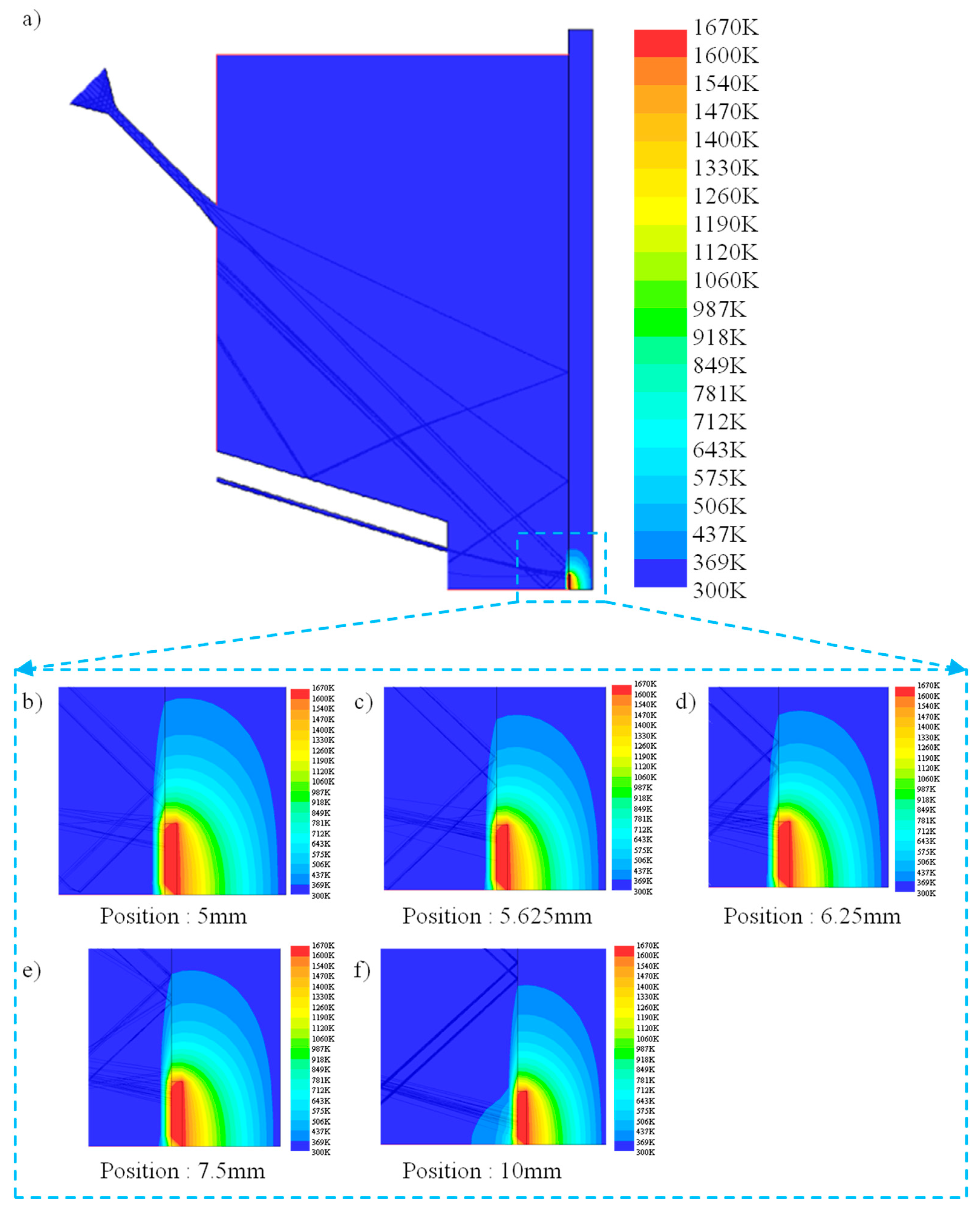
3.1.1. Change of Temperature Field and Determination of Injection Point
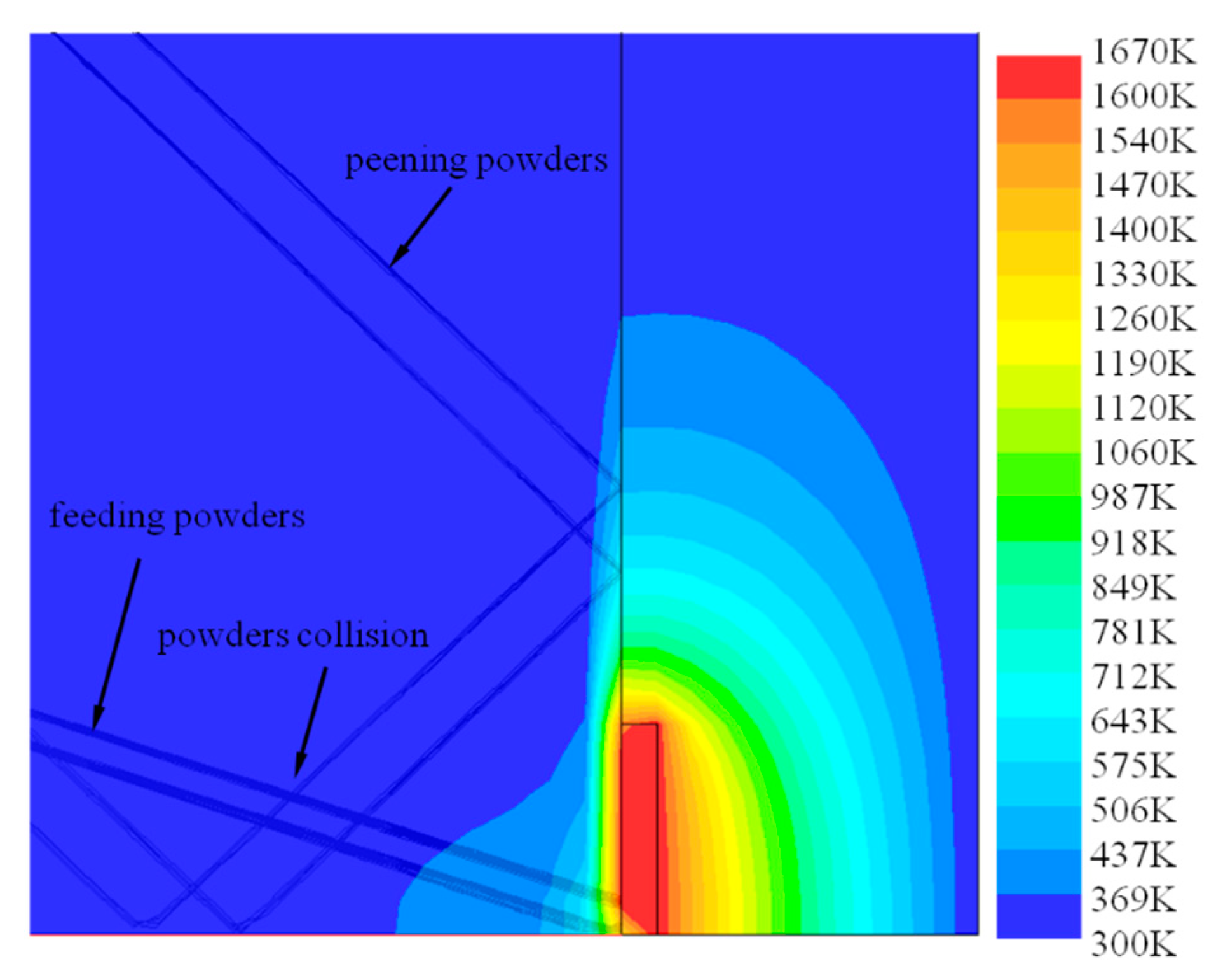
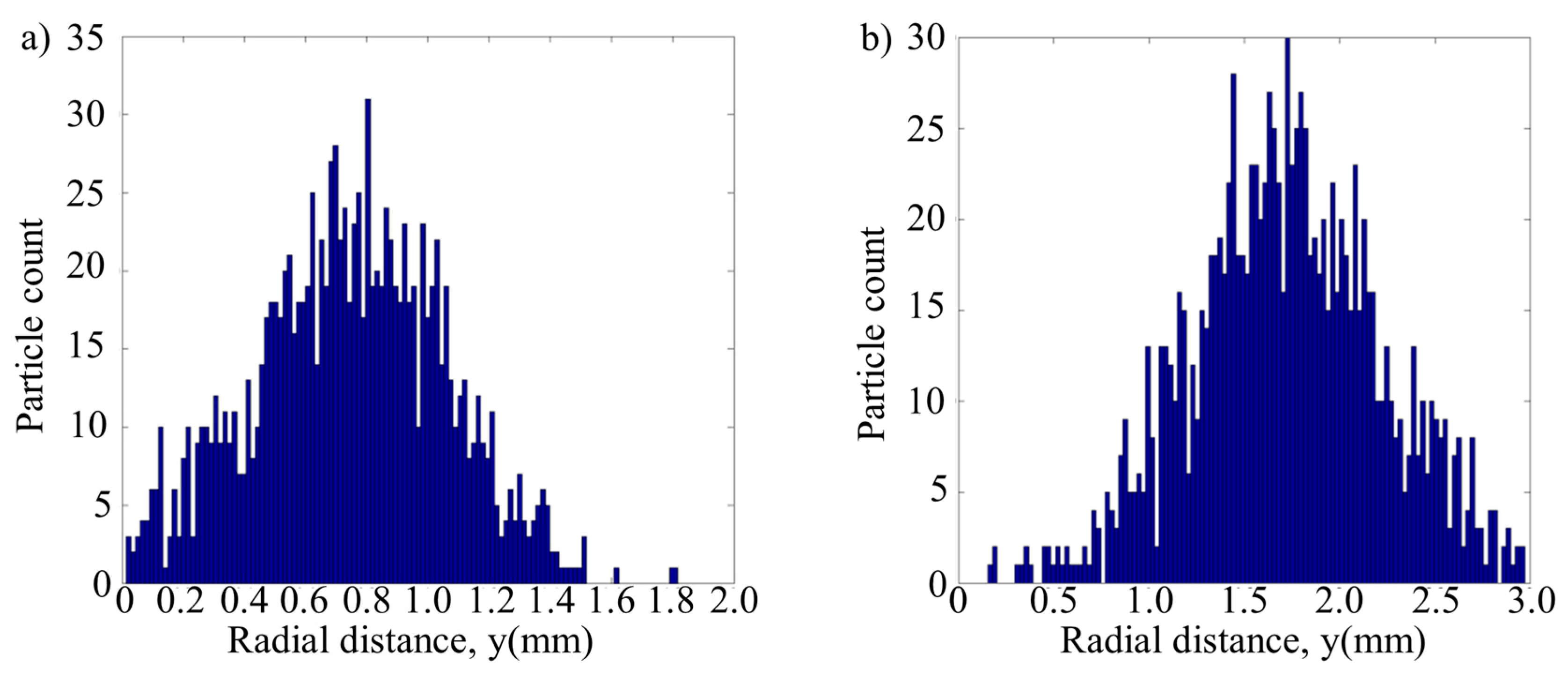
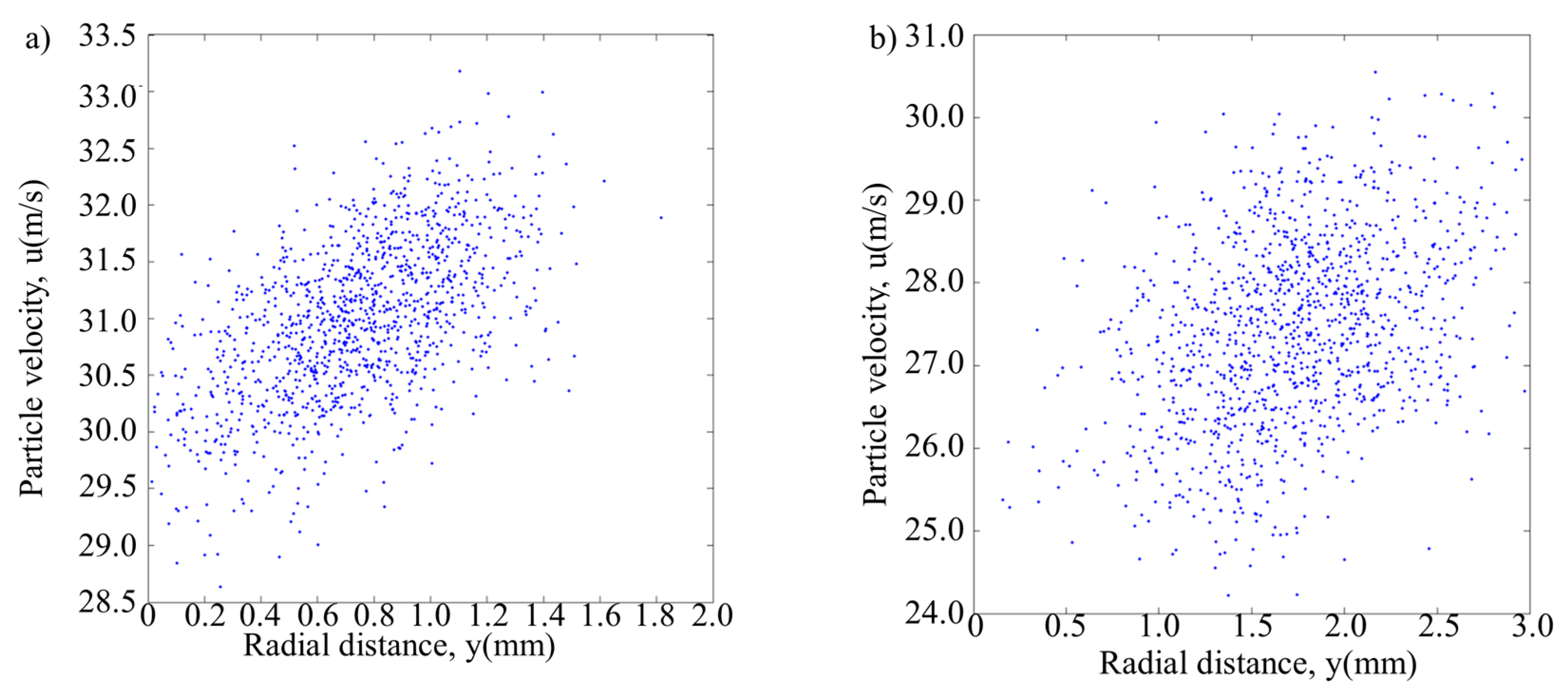
3.1.2. Process Interference Analysis
3.2. Experimental Validation
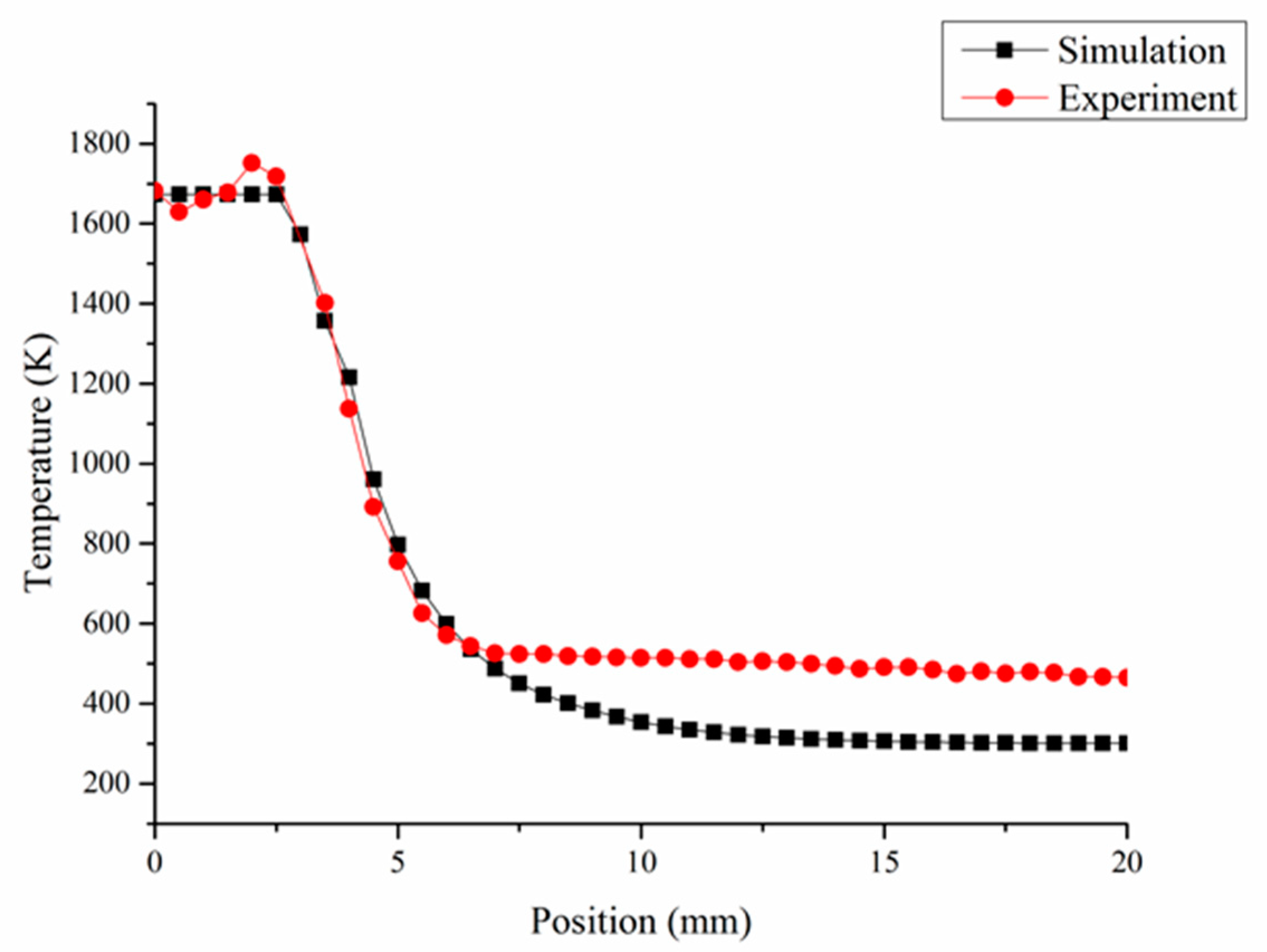
3.2.1. Temperature Field Verification
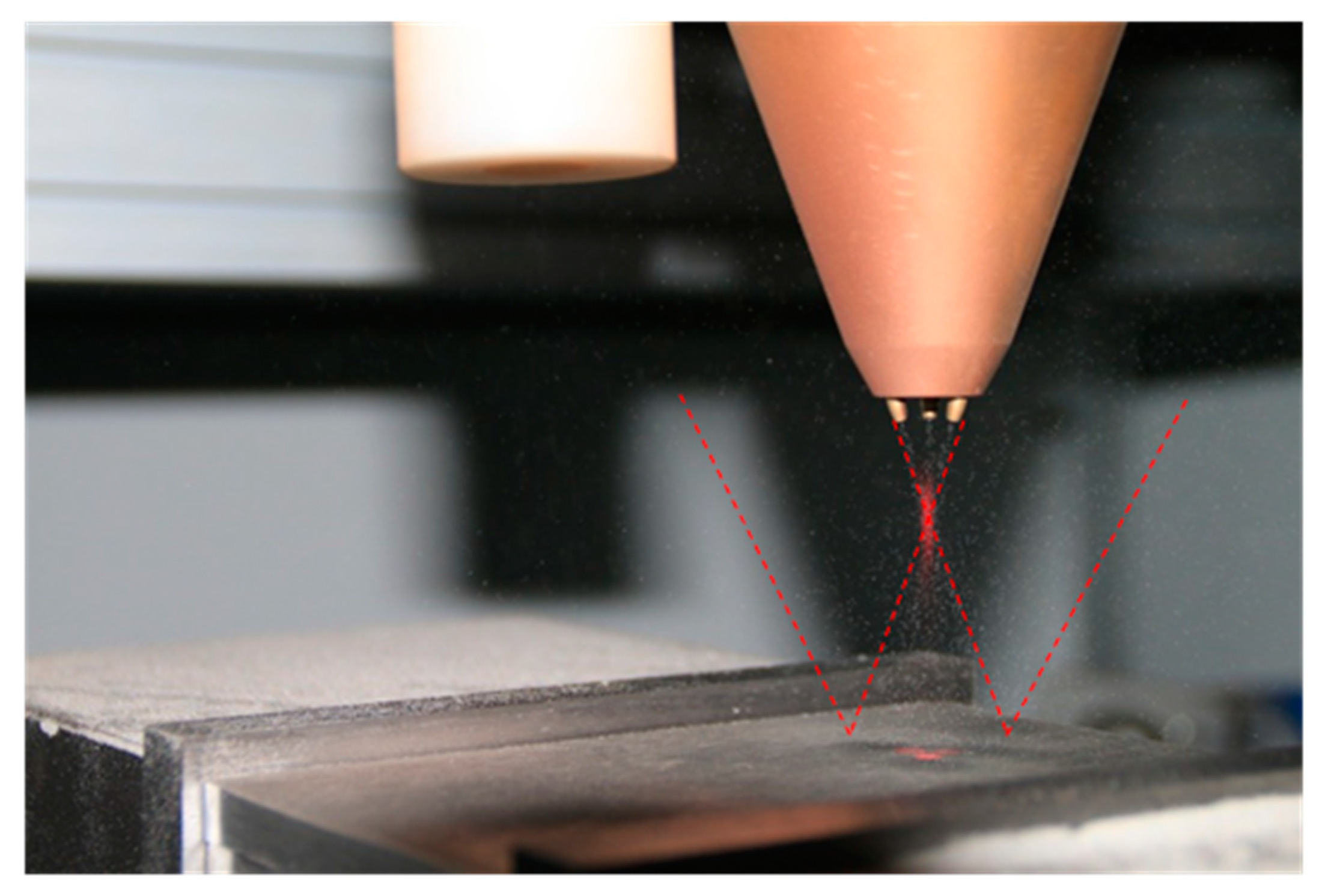
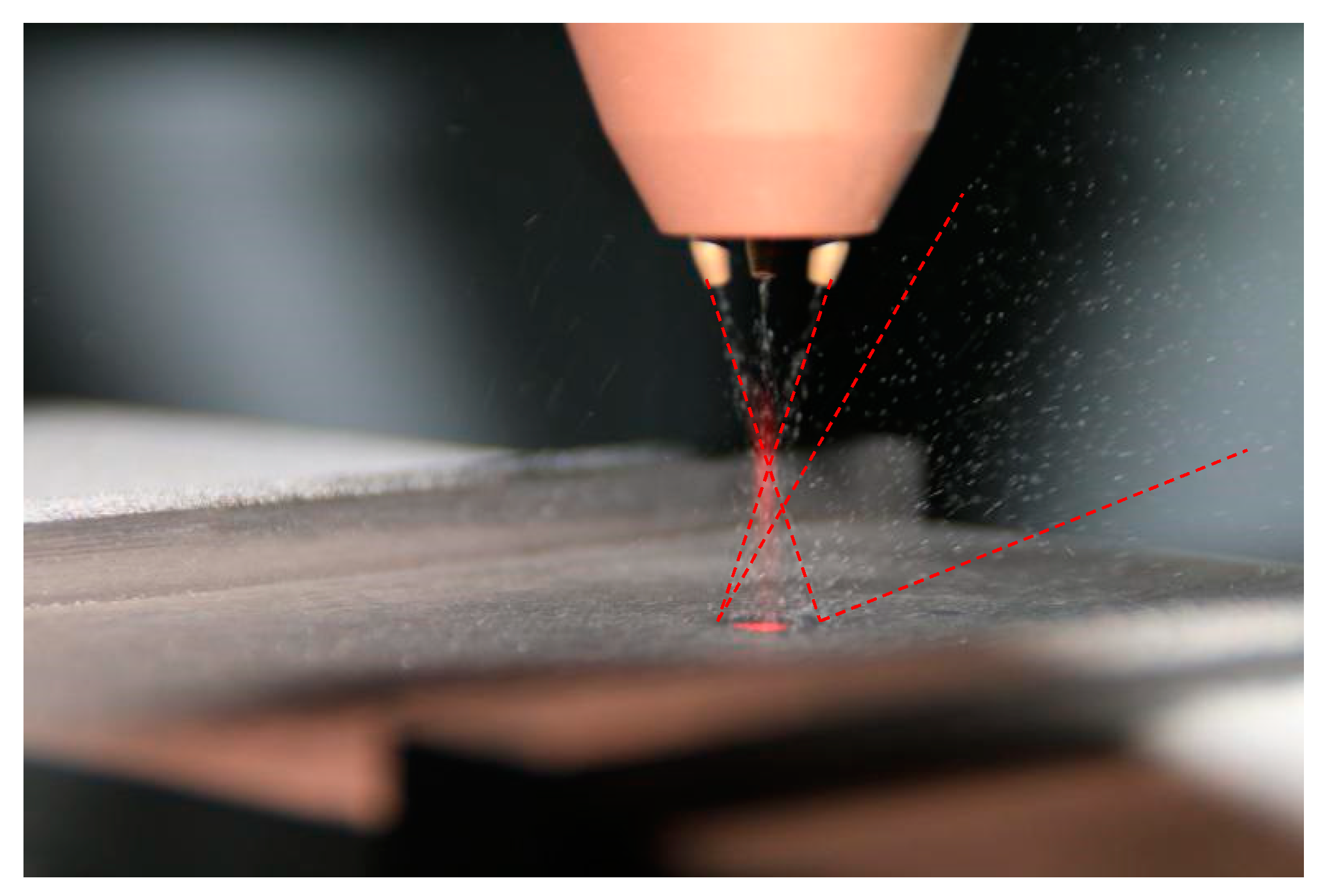
3.2.2. Gas Flow Interference Verification
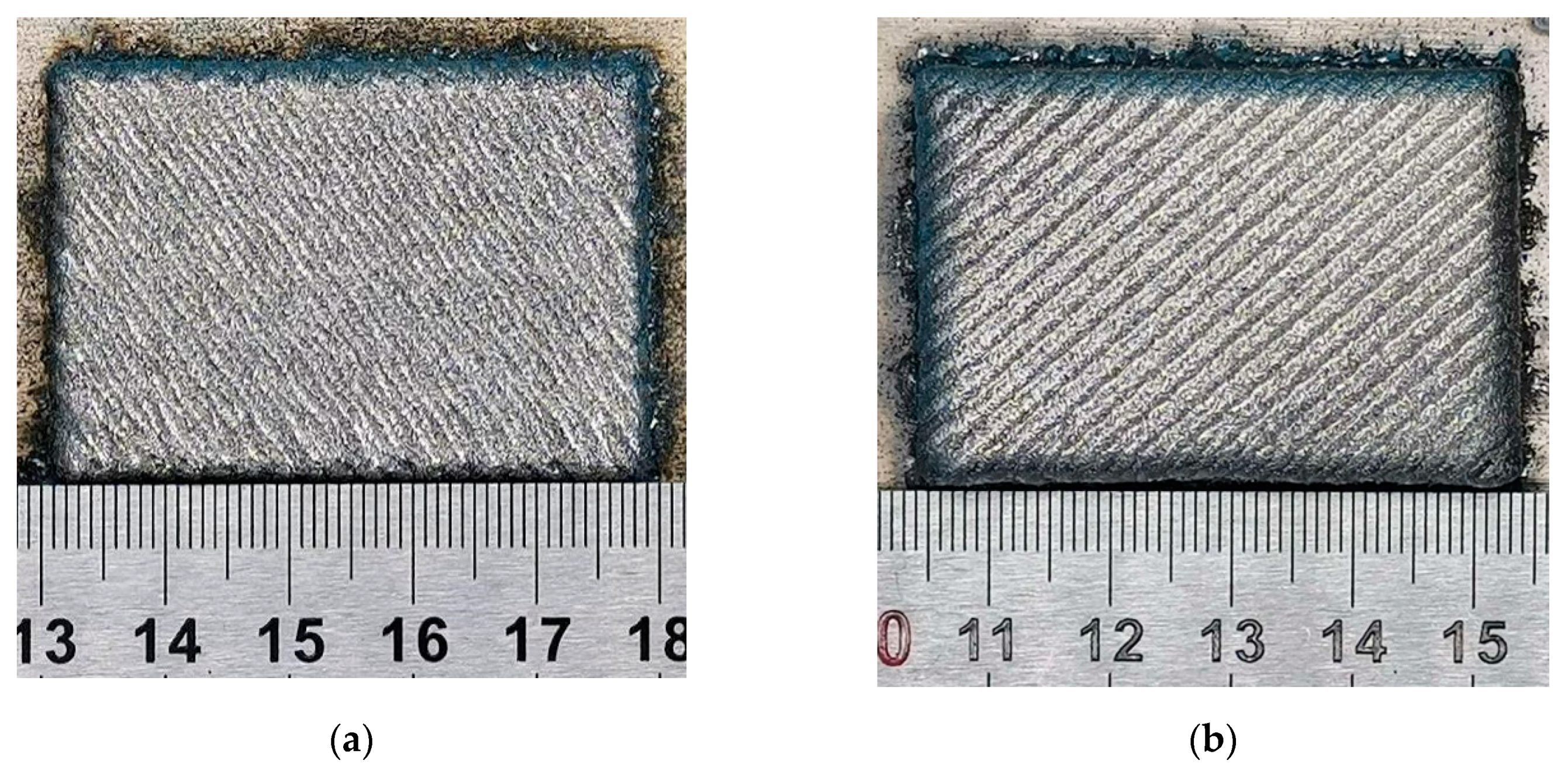
3.2.3. Forming Sample Property
4. Conclusions
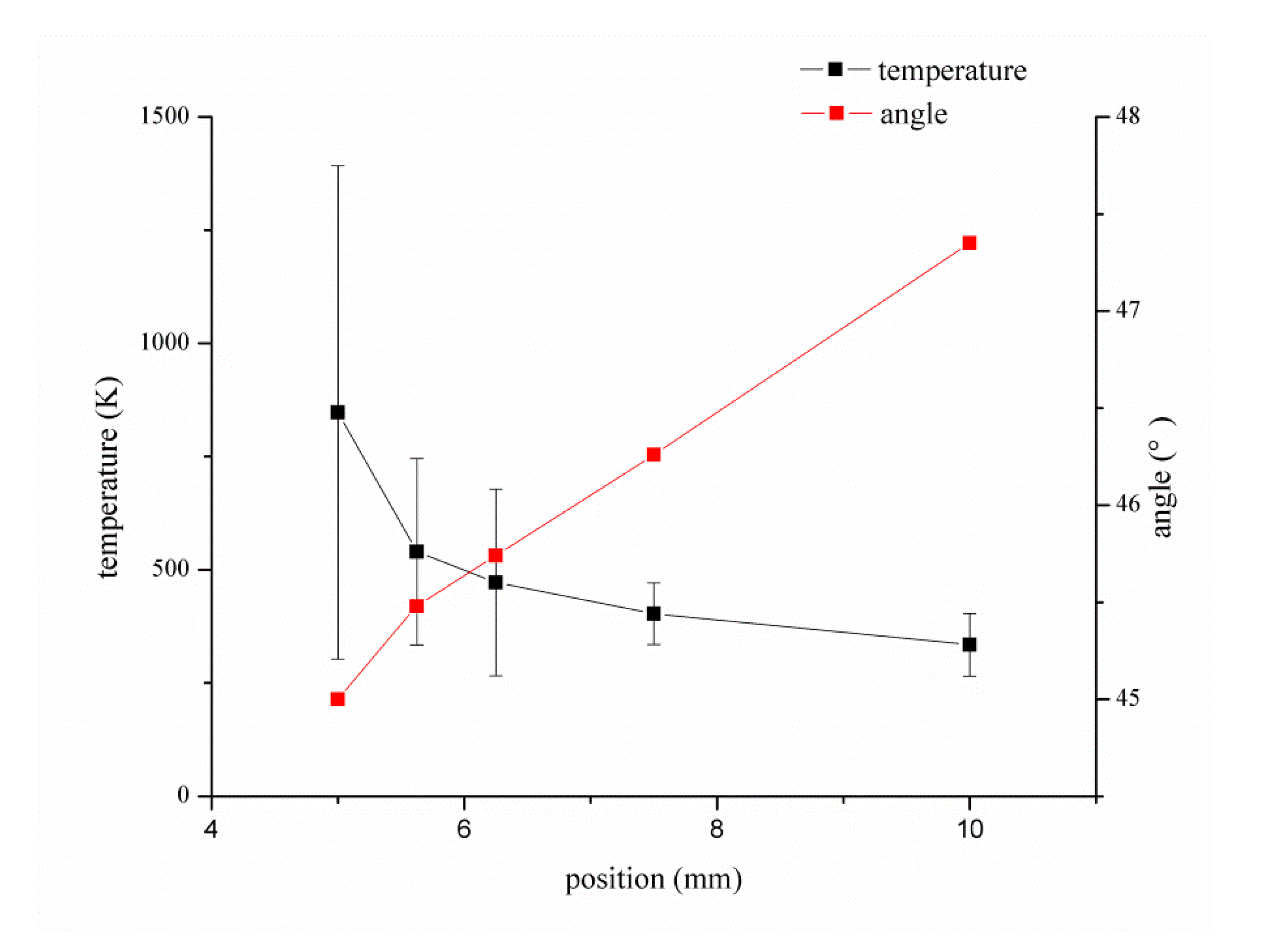
- When the shot peening angle is 45.6° and the shot peening point is located at 6 mm from the cladding point, the temperature is in the stress relaxation zone of the material. In the hybrid process, shot peening has a good strengthening effect, the density of the forming sample is increased by 8.83% and the introduced compressive stress is 2.26 times the tensile stress on the surface of the cladding sample.
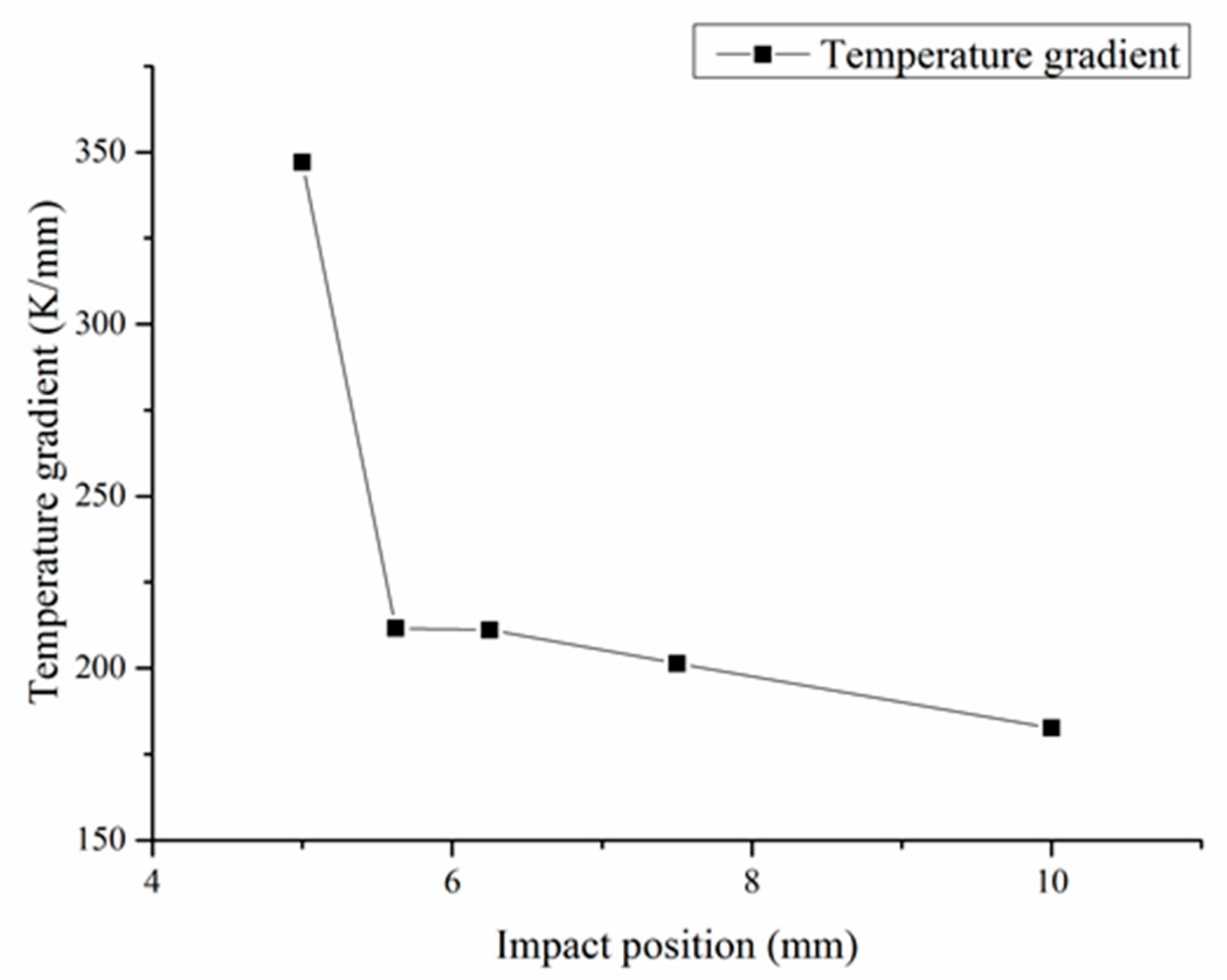
- In the hybrid process, shot peening gas flow changes the temperature field and presents a bidirectional cooling trend with the injection point as the center, which speeds up the reduction rate in the high temperature area and slows down the reduction rate in the low temperature area.
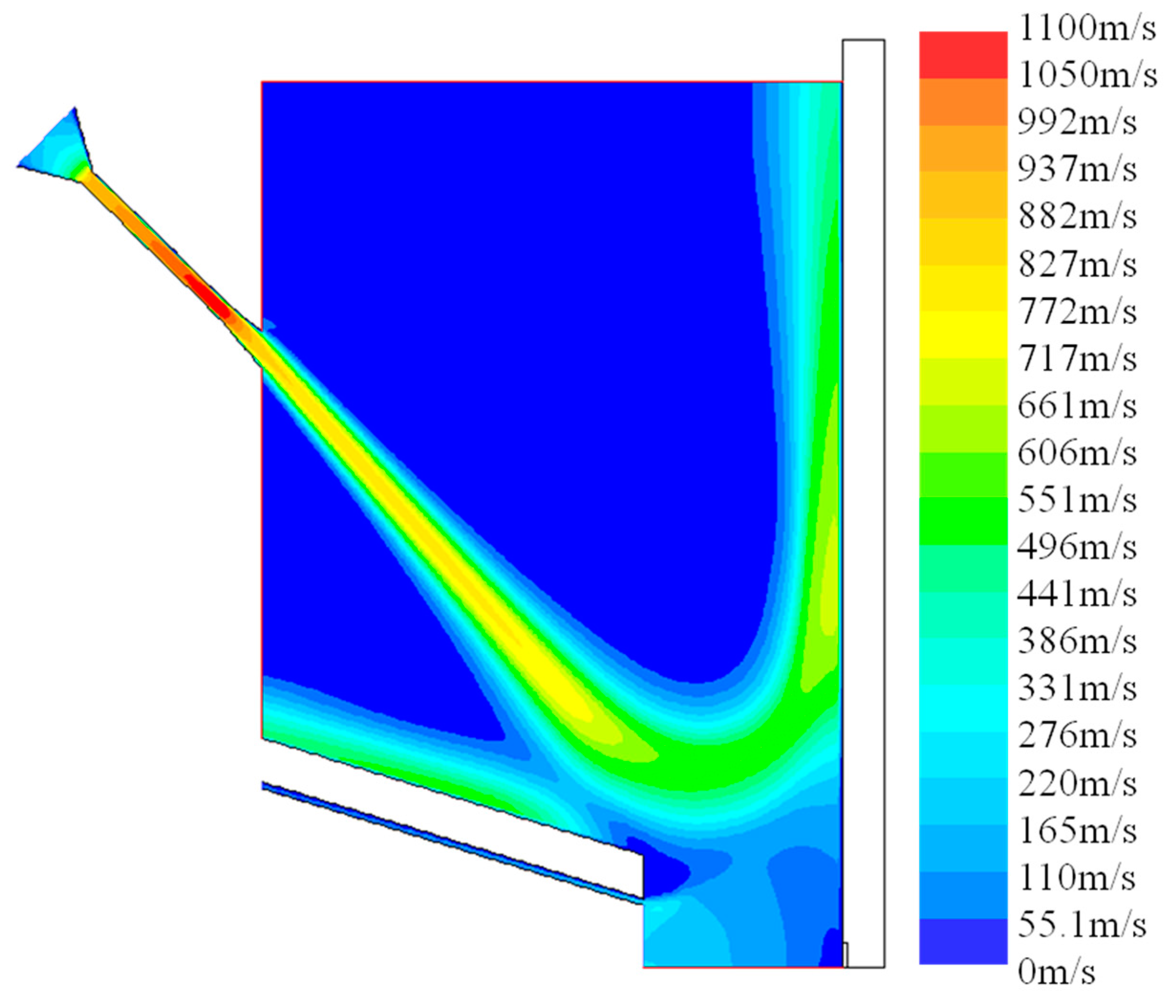
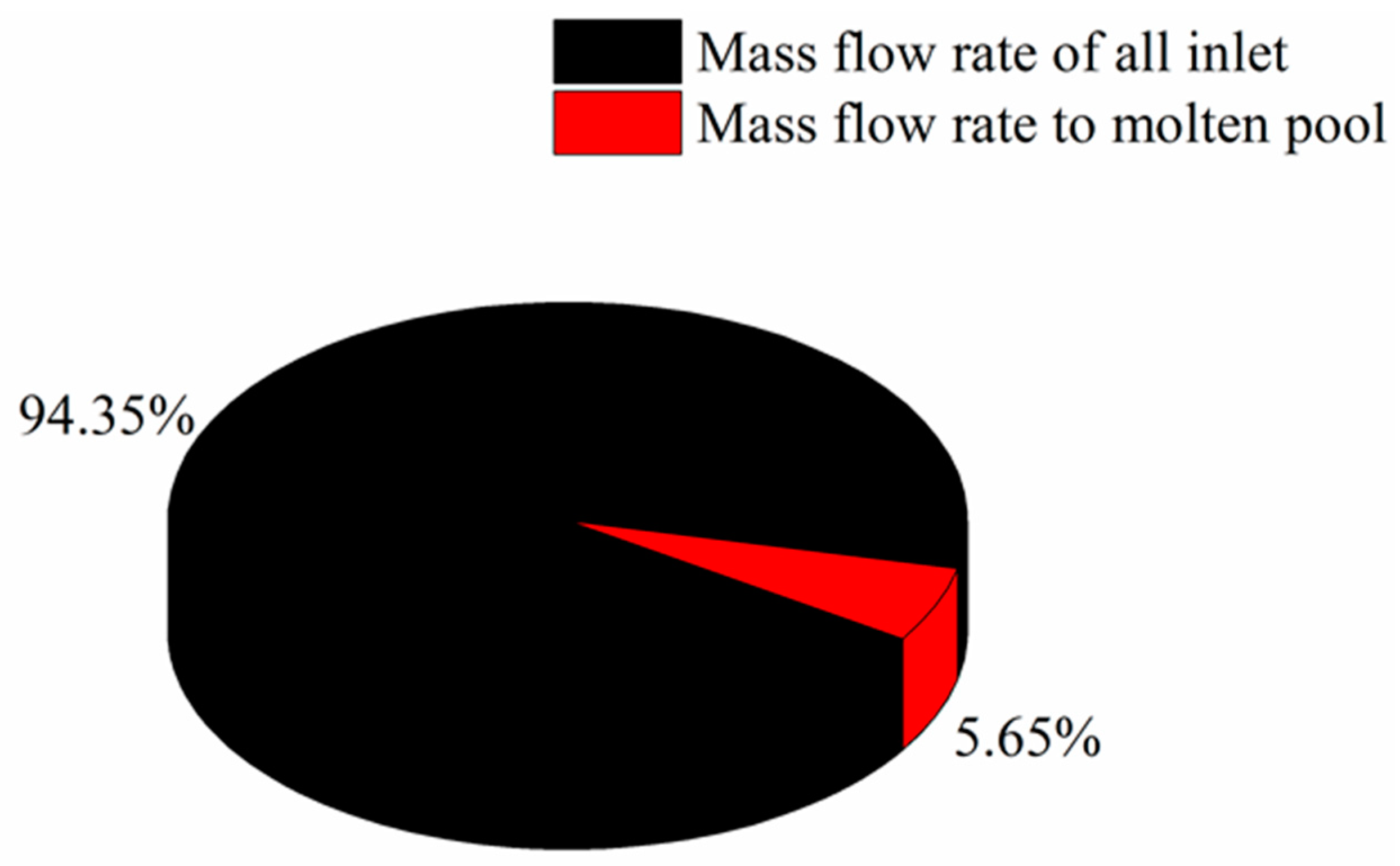
- In the hybrid process, shot peening gas flow has little influence on the powder convergence, the range of powder trajectory is expanded and the center position of powder flow is shifted by 1 mm. The method of reducing the laser scanning interval is adopted to improve the forming quality in the experiment.
- By experimental verification, it was found that the temperature variation rule and the powder trajectory basically confirm the simulation results. In the simulation, the influence of heat accumulation and the fluctuation of the molten pool temperature in the process were ignored, causing the low temperature value to be lower than the experimental value, but stress relaxation temperature at the injection position basically conformed to the simulation results. It still met the requirements of process optimization.
Author Contributions
Funding
Conflicts of Interest
References
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Tempelman, E.; Shercliff, H.; van Eyben, B.N. Metal Additive Manufacturing. In Manufacturing and Design; Elsevier Ltd., Butterworth-Heinemann: Oxford, UK, 2014. [Google Scholar]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Taminger, K.M.; Domack, C.S. Challenges in Metal Additive Manufacturing for Large-Scale Aerospace Applications. In Women in Aerospace Materials; Springer: Cham, Switzerland, 2020; pp. 105–124. [Google Scholar]
- Ma, Z.; Chen, G.; Ma, D.; Liu, C. Metal additive manufacturing technologies used in equipment emergency support. Ordnance Mater. Sci. Eng. 2016, 6, 119–124. [Google Scholar]
- Max, L.-G.; Wagner, S.; Seidel, C.; Reinhart, G. Economic and Ecological Evaluation of Hybrid Additive Manufacturing Technologies Based on the Combination of Laser Metal Deposition and CNC Machining. Appl. Mech. Mater. 2015, 805, 213–222. [Google Scholar]
- Sealy, M.P.; Madireddy, G.; Williams, R.E.; Rao, P.; Toursangsaraki, M. Hybrid Processes in Additive Manufacturing. J. Manuf. Sci. Eng. 2017. [Google Scholar] [CrossRef]
- Merklein, M.; Junker, D.; Schaub, A.; Neubauer, F. Hybrid Additive Manufacturing Technologies—An Analysis Regarding Potentials and Applications. Phys. Procedia 2016, 83, 549–559. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, X.; Wang, G.; Zhang, Y. Hybrid direct manufacturing method of metallic parts using deposition and micro continuous rolling. Rapid Prototyp. J. 2013, 19, 387–394. [Google Scholar] [CrossRef]
- Kramer, K.J.; Bayramian, A.; El-Dasher, B.S.; Farmer, J.C. System and Method for Enhanced Additive Manufacturing. U.S. Patent 20140367894A1, 18 December 2014. [Google Scholar]
- Gale, J.D.; Achuhan, A. Application of ultrasonic peening during DMLS production of 316L stainless steel and its effect on material behavior. Rapid Prototyp. J. 2017, 23, 1185–1194. [Google Scholar] [CrossRef]
- Hua, T.; Jing, C.; Xin, L.; Zhang, F.; Huang, W. Research on molten pool temperature in the process of laser rapid forming. J. Mater. Process. Tech. 2008, 198, 454–462. [Google Scholar] [CrossRef]
- Huang, Y.; Zou, D.; Liang, G.; Su, J. Numerical simulation on cladding track, fluid flow field and temperature field in laser cladding process with powder feeding. Rare Met. Mater. Eng. 2003, 32, 330–334. [Google Scholar]
- Hu, Y.P.; Chen, C.W.; Mukherjee, K. Measurement of temperature distributions during laser cladding process. J. Laser Appl. 2000, 12, 126–130. [Google Scholar] [CrossRef]
- Kim, D.J.; Peng, Y. Temperature Field and Cooling Rate of Laser Cladding with Wire Feeding. KSME Int. J. 2000, 14, 851–860. [Google Scholar] [CrossRef]
- Ibarra-Medina, J.; Pinkerton, A.J. A CFD model of the laser, coaxial powder stream and substrate interaction in laser cladding. Phys. Procedia 2010, 5, 337–346. [Google Scholar] [CrossRef]
- Qian, L.; Zhanxian, L.I. Laser Cladding Carrier Gas Coaxial Powder Nozzle Key Parameters of Inquiry. Mach. Tool Hydraul. 2018, 46, 143–146. [Google Scholar]
- Nie, P.; Ojo, O.A.; Li, Z. Modeling analysis of laser cladding of a nickel-based superalloy. Surf. Coat. Technol. 2014, 258, 1048–1059. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Ukar, E.; de Lacalle, L.N.L.; Angulo, C.; Urbikain, G. Numerical simulation and experimental validation of powder flux distribution in coaxial laser cladding. J. Mater. Process. Technol. 2010, 210, 2125–2134. [Google Scholar] [CrossRef]
- Tsai, H.L.; Tsai, W.L. Numerical Simulation of Laser Cladding Powder Feeding Process. In Proceedings of the International Conference on Advanced Manufacturing, Rochester, NY, USA, 28–30 May 2014. [Google Scholar]
- Sebesta, C.J. Modeling the effect of particle diameter and density on dispersion in an axisymmetric turbulent jet. In Mechanical Engineering; Virginia Polytechnic Institute and State University: Blacksburg, VA, USA, 2012. [Google Scholar]
- Tabbara, H.; Gu, S.; Mccartney, D.G.; Price, T.S.; Shipway, P.H. Study on Process Optimization of Cold Gas Spraying. J. Therm. Spray Technol. 2011, 20, 608–620. [Google Scholar] [CrossRef]
- Antonia, R.A.; Bilger, R.W. An experimental investigation of an axisymmetric jet in a co-flowing air stream. J. Fluid Mech. 1973, 61, 805. [Google Scholar] [CrossRef]
- Crowe, C.T. Review—Numerical Models for Dilute Gas-Particle Flows. J. Fluids Eng. 1982, 104, 297–303. [Google Scholar] [CrossRef]
- International Atomic Energy Agency. Thermophysical Properties of Materials for Nuclear Engineering: A Tutorial and Collection of Data; IAEA: Vienna, Austria, 2009. [Google Scholar]
- Bramson, M.A. Infrared Radiation. In A Handbook for Applications; Plenum Press: New York, NY, USA, 1968. [Google Scholar]
- Anciaux, M.J. Stress relaxation of austenitic stainless steels at 290 °C. Metall. Mater. Trans. A 1981, 12, 1981–1985. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T/K | 293 | 373 | 473 | 573 | 673 | 773 | 873 | 973 | 1073 | 1173 | 1273 | 1373 | 1473 |
| Thermal Conductivity/ W/(m·K) | 16.6 | 17.2 | 18.0 | 18.7 | 19.4 | 20.1 | 20.8 | 22.2 | 23.4 | 24.8 | 26.1 | 27.5 | 28.9 |
| Parameter | Value |
|---|---|
| Peening inlet pressure | 0.4 MPa |
| Powder feeding inlet pressure | 0.3 MPa |
| Shielding gas inlet pressure | 0.3 MPa |
| Outlet | 0 MPa |
| Cladding Temperature | 1673 K |
| Substrate Wall | reflect/couple |
| Element | Cr | Ni | B | Si | Fe |
|---|---|---|---|---|---|
| Mass fraction | 15 | 10 | 1 | 1 | Bal. |
| Process | Density (g/cm3) | Stress (MPa) | Hardness (HV) | Roughness (Ra) |
|---|---|---|---|---|
| Laser DED | 7.075 | 226.7 | 407.4 | 39.13 |
| Hybrid process | 7.700 | −284.9 | 423.5 | 25.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Li, D.; Zhu, W. Numerical Modeling Design for the Hybrid Additive Manufacturing of Laser Directed Energy Deposition and Shot Peening Forming Fe–Cr–Ni–B–Si Alloy. Materials 2020, 13, 4877. https://doi.org/10.3390/ma13214877
Zhang X, Li D, Zhu W. Numerical Modeling Design for the Hybrid Additive Manufacturing of Laser Directed Energy Deposition and Shot Peening Forming Fe–Cr–Ni–B–Si Alloy. Materials. 2020; 13(21):4877. https://doi.org/10.3390/ma13214877
Chicago/Turabian StyleZhang, Xiaoyu, Dichen Li, and Weijun Zhu. 2020. "Numerical Modeling Design for the Hybrid Additive Manufacturing of Laser Directed Energy Deposition and Shot Peening Forming Fe–Cr–Ni–B–Si Alloy" Materials 13, no. 21: 4877. https://doi.org/10.3390/ma13214877
APA StyleZhang, X., Li, D., & Zhu, W. (2020). Numerical Modeling Design for the Hybrid Additive Manufacturing of Laser Directed Energy Deposition and Shot Peening Forming Fe–Cr–Ni–B–Si Alloy. Materials, 13(21), 4877. https://doi.org/10.3390/ma13214877