High-Temperature Mechanical Behaviors of SiO2-Based Ceramic Core for Directional Solidification of Turbine Blades



Abstract
1. Introduction
2. Experimental Procedure
2.1. Experimental Methods and Design
2.2. High-Temperature Experimental System for Mechanical Behaviors
3. Results and Discussion
3.1. High-Temperature Mechanical Properties
3.2. Microstructures Evolution
3.3. Nonlinear Constitutive Models for High-Temperature Compressive Damage
4. Conclusions
- (1)
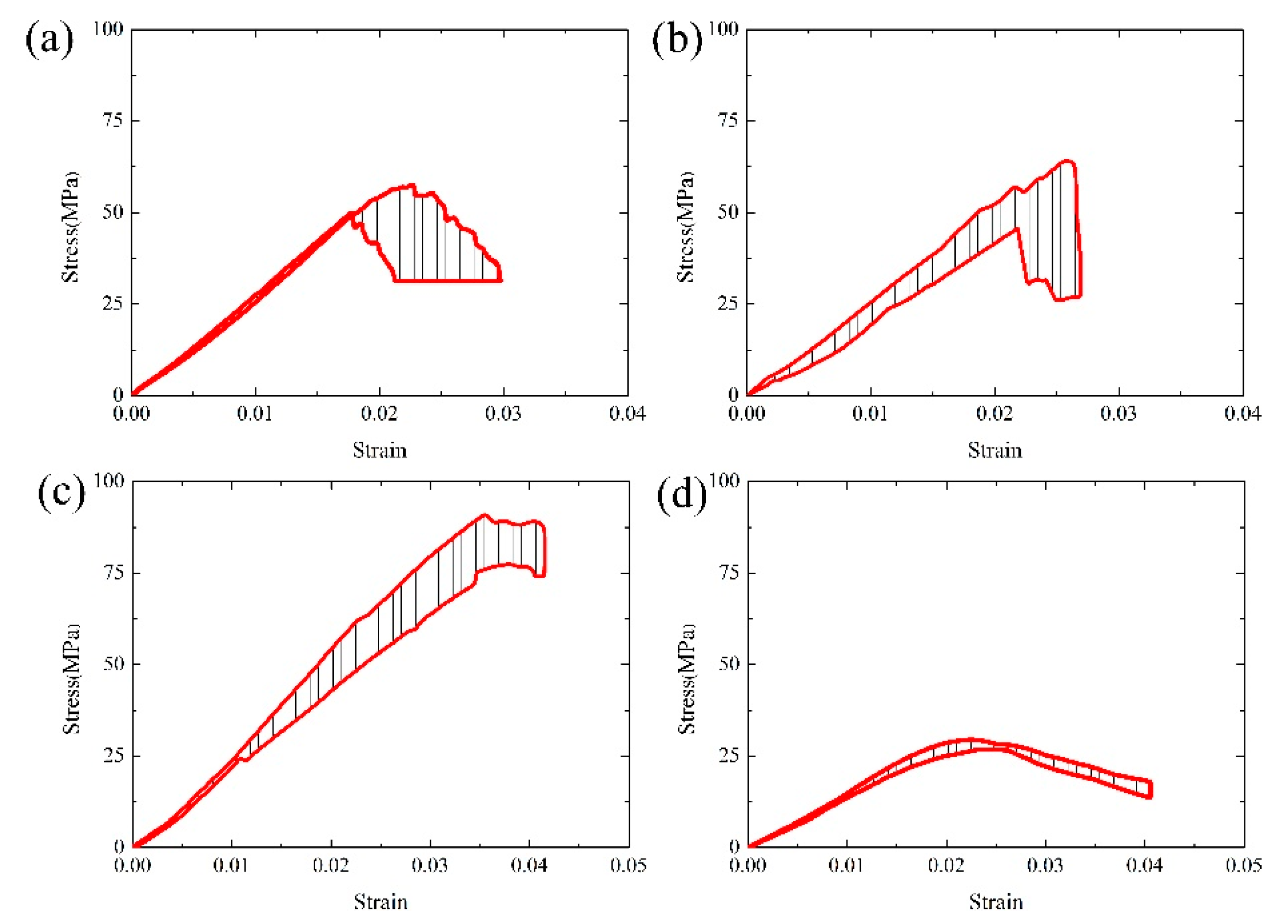
- In the temperature range from 25 to 1400 °C, the elastic moduli of the SiO2-based ceramic cores range from 1442 to 2726 MPa at the elastic stages. The statistical results of Weibull moduli show that the stability of deformation increases with the increase of temperature.
- (2)
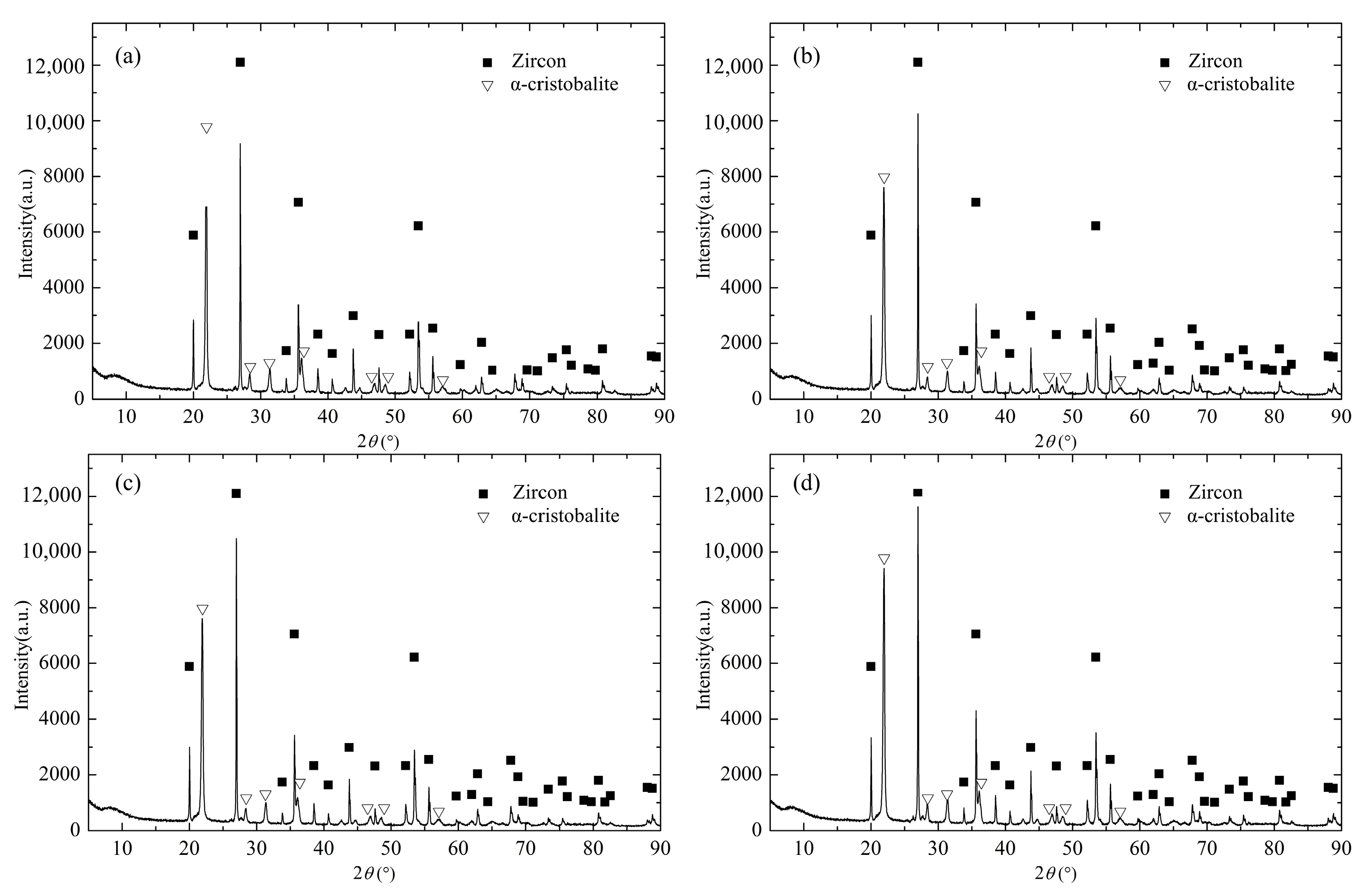
- The SiO2-based ceramic core samples are all brittle fractures, while, when the temperature exceeds 1400 °C, the mechanical behaviors of the samples are characterized by thermo-viscoelastic and viscoplastic properties, which mainly can be ascribed to the initial surface melting of SiO2 fine particles.
- (3)
- Nonlinear constitutive model for high-temperature compressive damage is established to predict the hot deformation of ceramic core. The comparison results between the nonlinear model predictions and experimental values indicate that the model is applicable.
Author Contributions
Funding
Conflicts of Interest
References
- Ratliff, P. The new Siemens gas turbine SGT5-8000H for more customer benefit. VGB Powertech 2007, 87, 128. [Google Scholar]
- Ahmadi, G. Evaluation of synchronous execution of full repowering and solar assisting in a 200 MW steam power plant, a case study. Appl. Therm. Eng. 2017, 112, 111–123. [Google Scholar] [CrossRef]
- Zhang, H. Numerical simulation and optimization of directional solidification process of single crystal superalloy casting. Materials 2014, 7, 1625–1639. [Google Scholar] [CrossRef]
- Berkache, A.; Dizene, R. Numerical and experimental investigation of turbine blade film cooling. Heat Mass Transf. 2017, 53, 3443–3458. [Google Scholar]
- Xu, X.Q.; Niu, S.X.; Wang, X.G. Fabrication and casting simulation of composite ceramic cores with silica nanopowders. Ceram. Int. 2019, 45, 19283–19288. [Google Scholar] [CrossRef]
- Niu, S.X.; Xu, X.Q.; Li, X. Microstructure evolution and properties of silica-based ceramic cores reinforced by mullite fibers. J. Alloys Compd. 2020, 829, 154494. [Google Scholar] [CrossRef]
- Kazemi, A.; Faghihi-Sani, M.A.; Nayyeri, M.J.; Mohammadi, M.; Hajfathalian, M. Effect of zircon content on chemical and mechanical behavior of silica-based ceramic cores. Ceram. Int. 2014, 40, 1093–1098. [Google Scholar] [CrossRef]
- Wang, L.Y.; Hon, M.H. The effect of zircon addition on the crystallization of fused silica—A kinetic-study. J. Ceram. Soc. Jpn. 1994, 102, 517–521. [Google Scholar] [CrossRef]
- Wilson, P.J.; Blackburn, S.; Greenwood, R.W.; Prajapti, B.; Smalley, K. The role of zircon particle size distribution, surface area and contamination on the properties of silica-zircon ceramic materials. J. Eur. Ceram. Soc. 2011, 31, 1849–1855. [Google Scholar] [CrossRef]
- Wang, L.L.; Liang, J.; Fang, G.D.; Wan, X.Y.; Xie, J.B. Effects of strain rate and temperature on compressive strength and fragment size of ZrB2-SiC-graphite composites. Ceram. Int. 2014, 40, 5255–5261. [Google Scholar] [CrossRef]
- Orlovskaya, N.; Stadelmann, R.; Lugovy, M. Mechanical properties of ZrB2-SiC ceramic composites: Room temperature instantaneous behavior. Adv. Appl. Ceram. 2013, 112, 9–16. [Google Scholar] [CrossRef]
- Yao, Y.J.; Li, C.C.; Wang, L.; Jiang, X.L.; Qiu, T. Mechanical behaviors of alumina ceramics doped with rare-earth oxides. Rare Met. 2010, 29, 456–459. [Google Scholar] [CrossRef]
- Gao, Y.B.; Tang, T.G.; Yi, C.H.; Zhang, W.; Li, D.C.; Xie, W.B.; Ye, N. Study of static and dynamic behavior of TiB2-B4C composite. Mater. Des. 2016, 92, 814–822. [Google Scholar] [CrossRef]
- Wu, M.X. Fabrication of TiO2 components by fields activated sintering technology (FAST). Ceram. Int. 2017, 43, 8075–8080. [Google Scholar] [CrossRef]
- Guo, W. Microstructure and mechanical properties of C/C composite/TC4 joint with inactive AgCu filler metal. Ceram. Int. 2015, 41, 7021–7027. [Google Scholar] [CrossRef]
- Xu, Q.Y.; Xu, Z.L. External Auxiliary Heating and Testing Device for Measuring High Temperature Compression Properties of Materials. ZL 2017 1 0332245.5, 2211201.
- Pabst, W.; Gregorova, E. Elastic properties of silica polymorphs—A review. J. Ceram. Silik. 2013, 57, 167–184. [Google Scholar]
- Breneman, R.C.; Halloran, J.W. Effect of cristobalite on the strength of sintered fused silica above and below the cristobalite transformation. J. Am. Ceram. Soc. 2015, 98, 1611–1617. [Google Scholar] [CrossRef]
- Weibull, W. A statistical distribution function of wide applicability. J. Appl. Mech.-T ASME 1951, 18, 293–297. [Google Scholar]
- Heimann, R.B. Classic and Advanced Ceramics: From Fundamentals to Applications; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Mackenzie, J.D. Fusion of quartz and cristobalite. J. Am. Ceram. Soc. 1960, 43, 615–619. [Google Scholar] [CrossRef]
- Scherer, G. A study of quartz melting. Phys. Chem. Glasses 1970, 11, 53. [Google Scholar]
- Wang, L.L.; Fang, G.D.; Liang, J. High temperature tensile damage behavior of ZrB2-based ultra-high temperature ceramic composites. Acta Mater. Compos. Sin. 2015, 32, 125–130. [Google Scholar]
- Xu, Z.L.; Zhong, J.W.; Su, X.L.; Xu, Q.Y.; Liu, B.C. Mechanical properties and constitutive model of silica-based ceramic core for directional solidification of single crystal superalloy. Rare Met. Mater. Eng. 2019, 48, 803–806. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder (%) | SiO2 | ZrO2 | Al2O3 | K2O | CaO | TiO2 | Powder Density (g/cm3) | Open Porosity (%) | Source |
|---|---|---|---|---|---|---|---|---|---|
| Fused Silica | 99.99 | - | 0.002 | - | 0.004 | 0.001 | 1.99 | 0.8 | HongDa |
| Zircon | 33.21 | 62.5 | 0.82 | 0.90 | 0.55 | 1.94 | 4.54 | 1.1 | XinTai |
| Ceramic Core Samples | Sintering | Heat Treatment | Test Temperature |
|---|---|---|---|
| ST25 | 1000 °C @ 60 min | - | 25 °C |
| ST700 | 1000 °C @ 60 min | 1500 °C @ 30 min | 700 °C |
| ST1100 | 1000 °C @ 60 min | 1500 °C @ 30 min | 1100 °C |
| ST1400 | 1000 °C @ 60 min | 1500 °C @ 30 min | 1400 °C |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhong, J.; Xu, Q. High-Temperature Mechanical Behaviors of SiO2-Based Ceramic Core for Directional Solidification of Turbine Blades. Materials 2020, 13, 4579. https://doi.org/10.3390/ma13204579
Zhong J, Xu Q. High-Temperature Mechanical Behaviors of SiO2-Based Ceramic Core for Directional Solidification of Turbine Blades. Materials. 2020; 13(20):4579. https://doi.org/10.3390/ma13204579
Chicago/Turabian StyleZhong, Jiangwei, and Qingyan Xu. 2020. "High-Temperature Mechanical Behaviors of SiO2-Based Ceramic Core for Directional Solidification of Turbine Blades" Materials 13, no. 20: 4579. https://doi.org/10.3390/ma13204579
APA StyleZhong, J., & Xu, Q. (2020). High-Temperature Mechanical Behaviors of SiO2-Based Ceramic Core for Directional Solidification of Turbine Blades. Materials, 13(20), 4579. https://doi.org/10.3390/ma13204579