Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
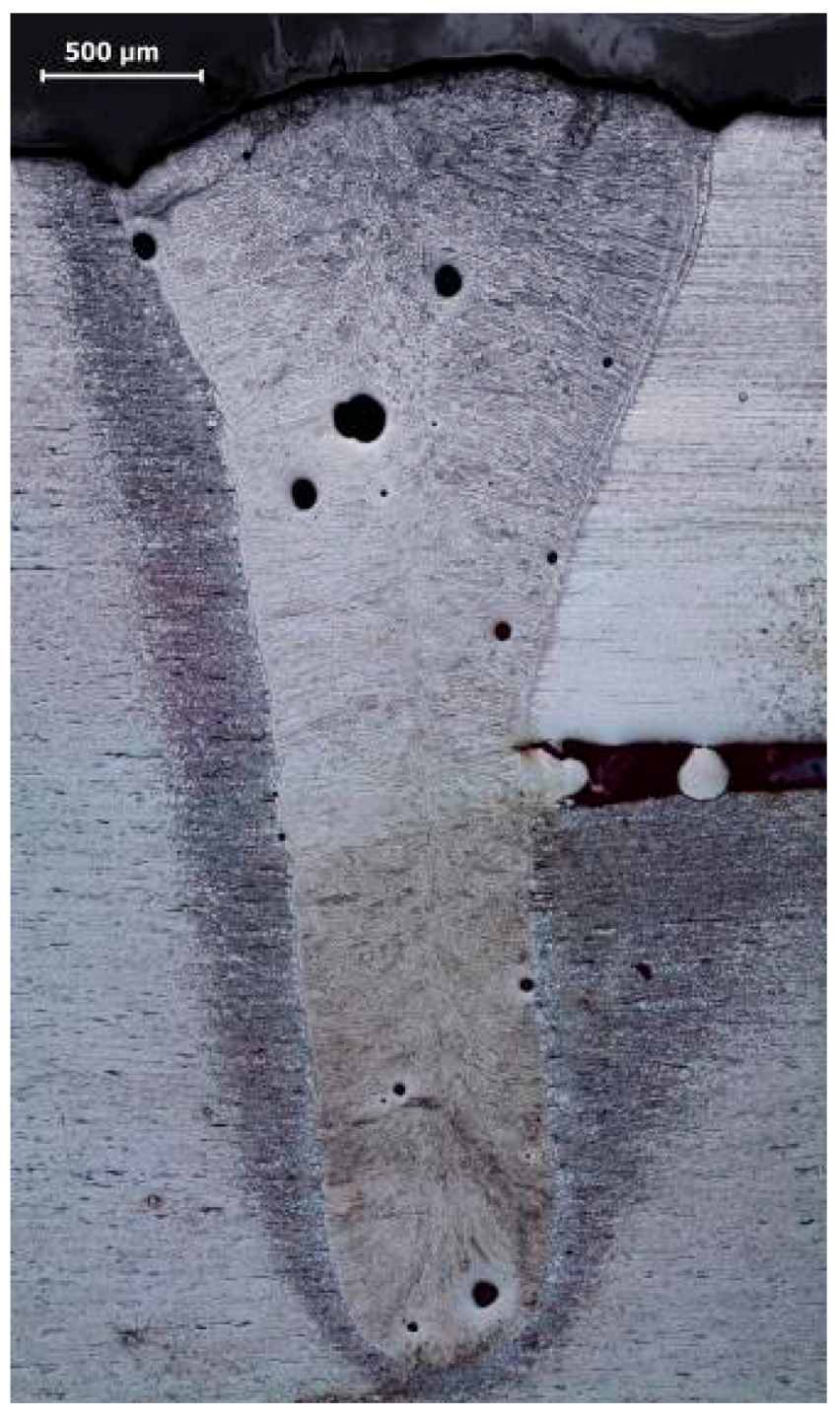
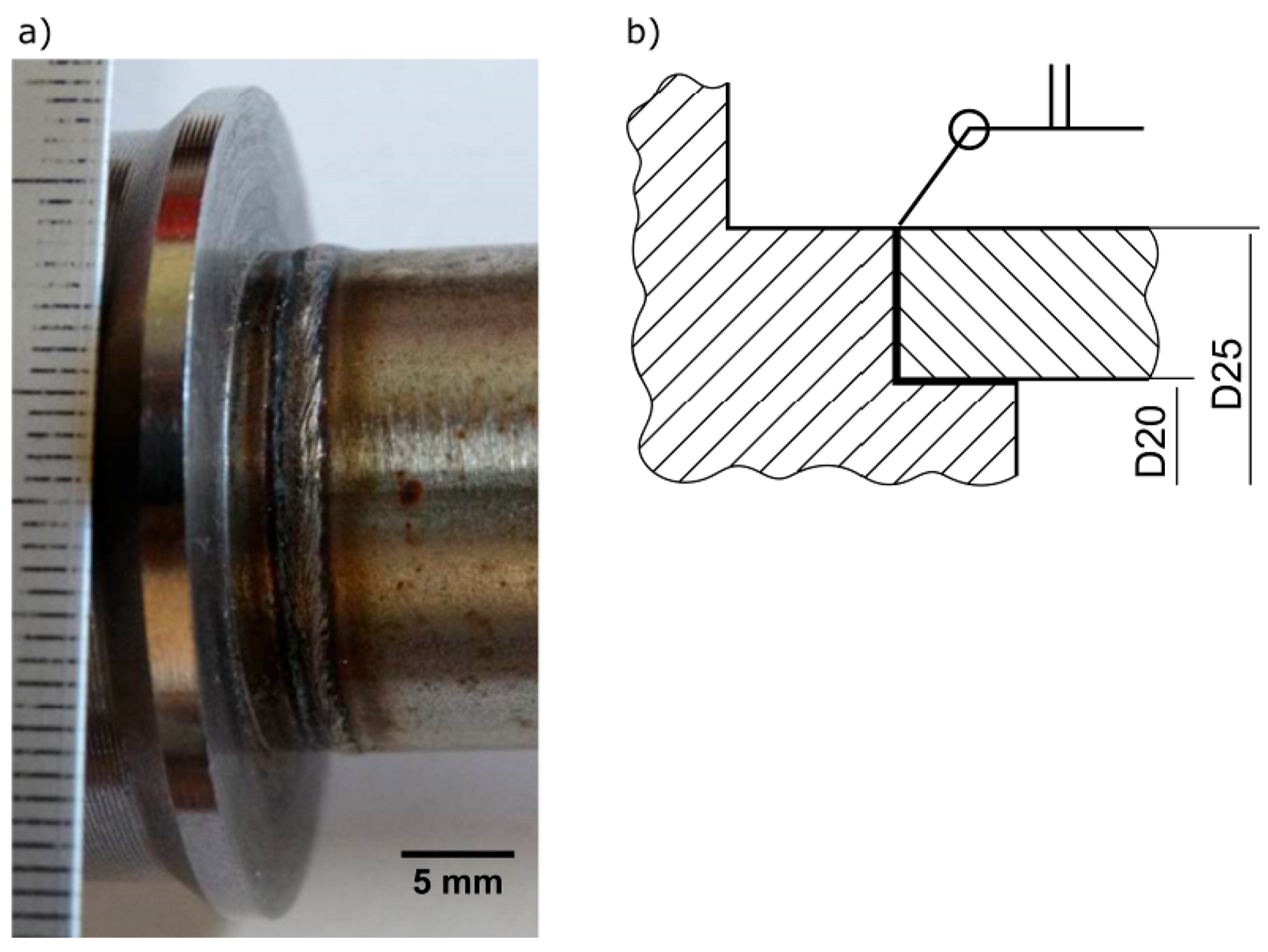
- Laser welded joint of AISI 430F martensitic stainless steel and AISI 304 austenitic stainless steel was characterized as C level, with reference to the ISO 13919-1 standard, due to the detection of gas pores. The final welding procedure qualification of the product has been refined on the basis of the present findings.
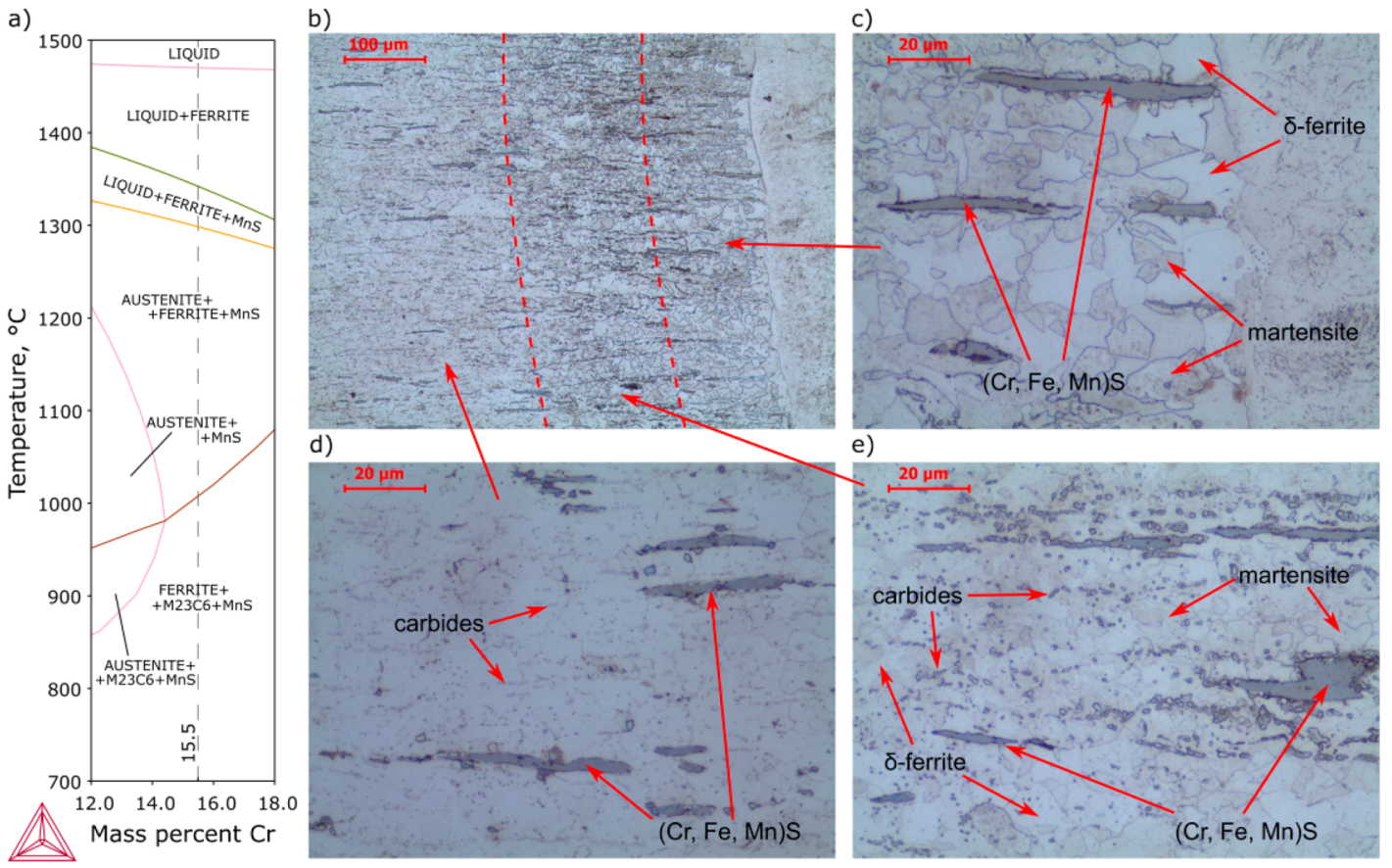
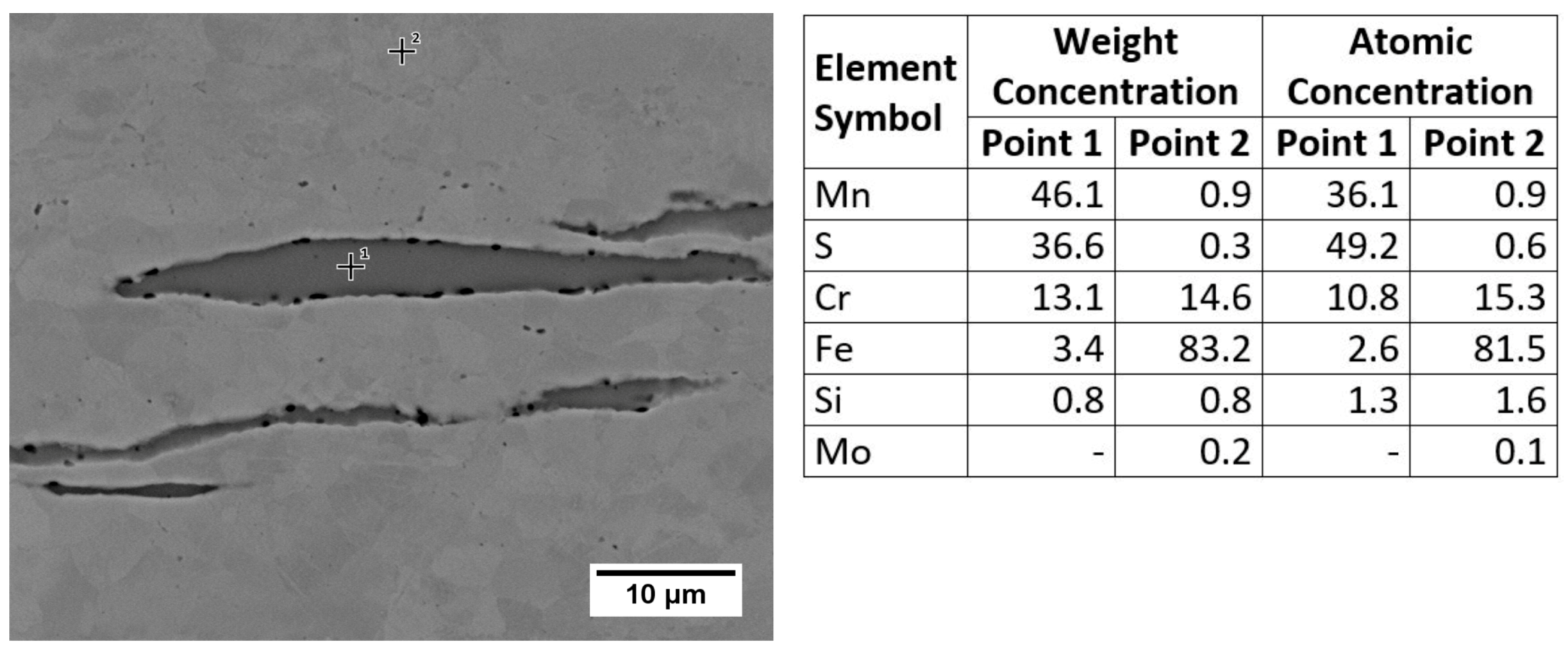
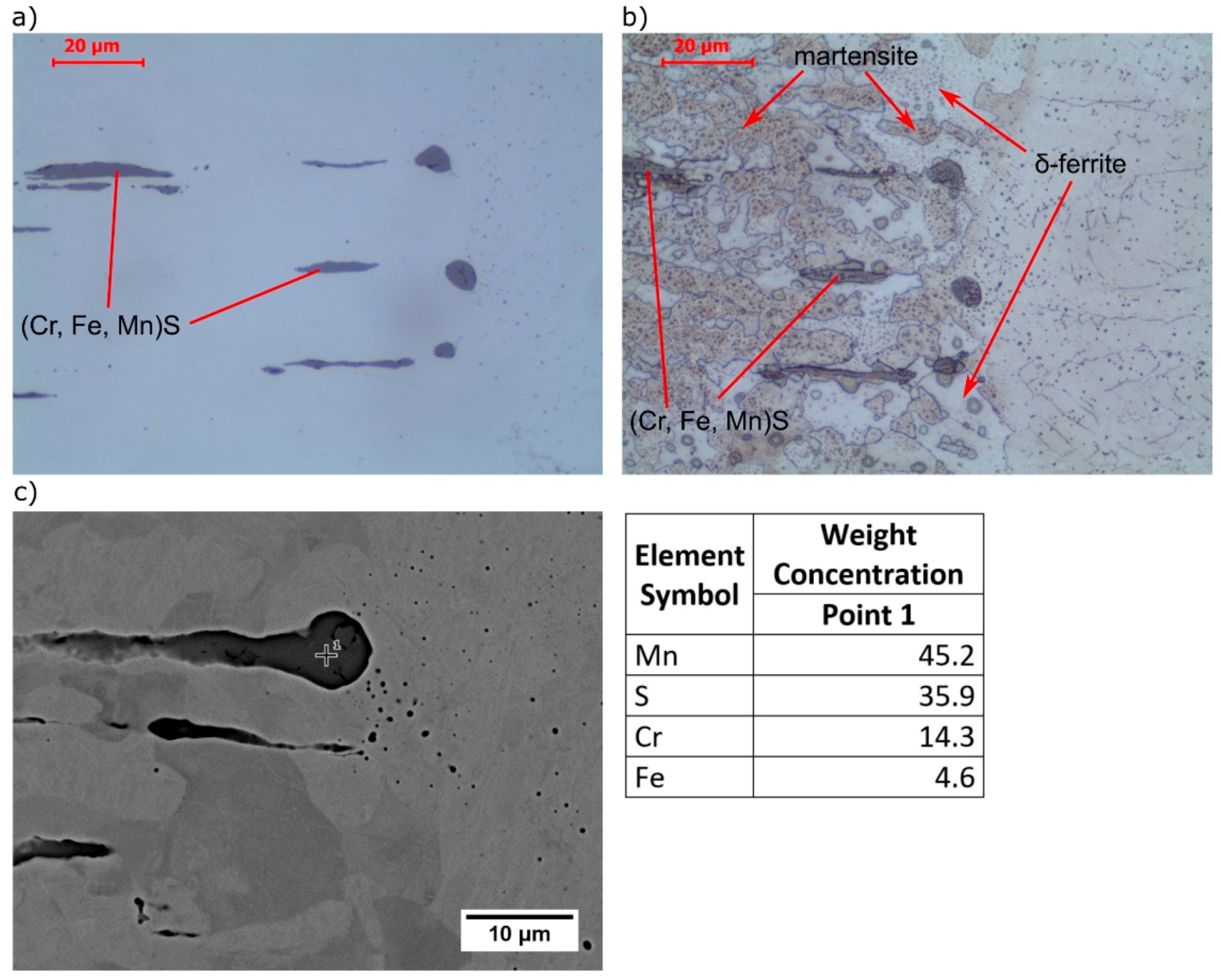
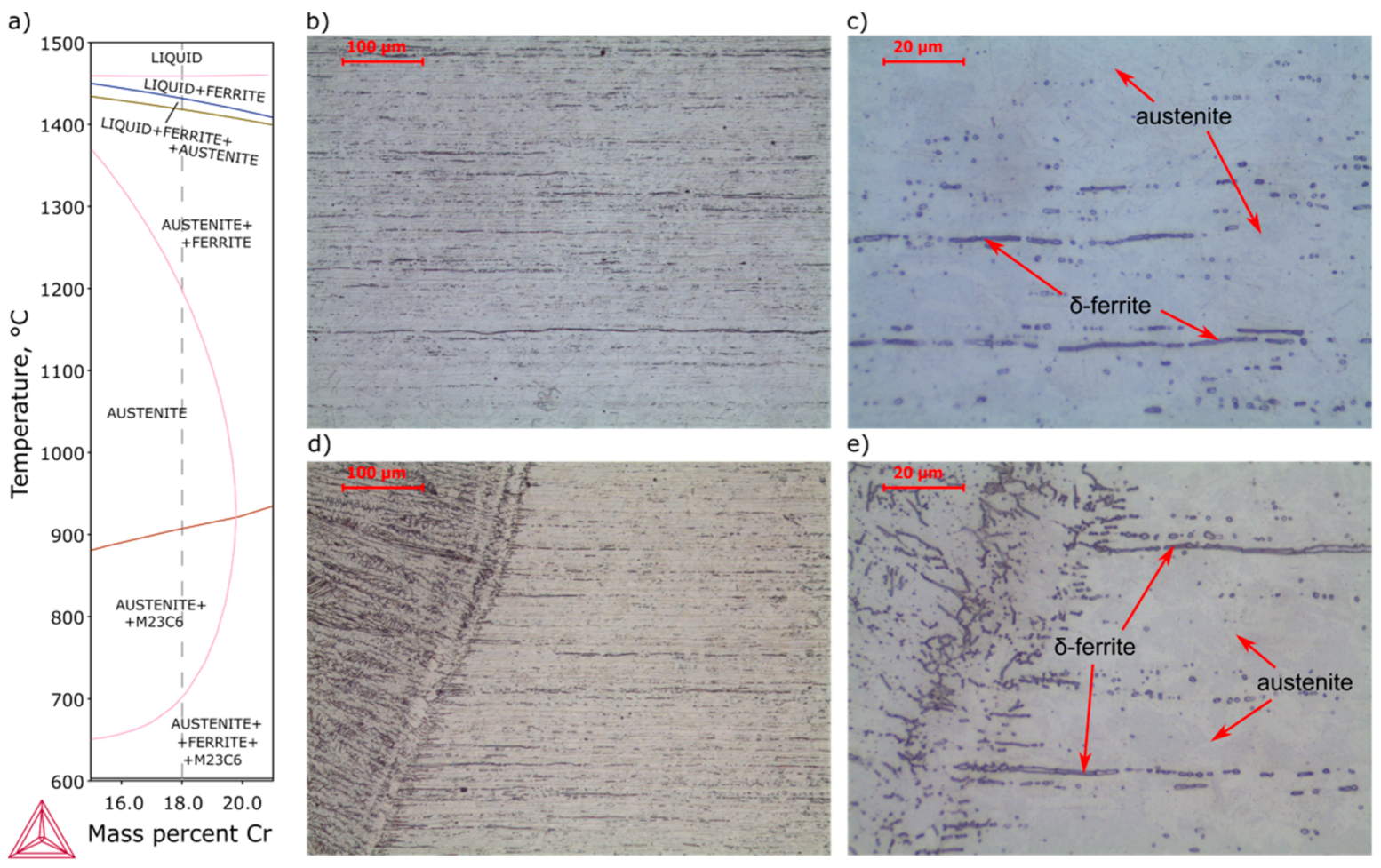
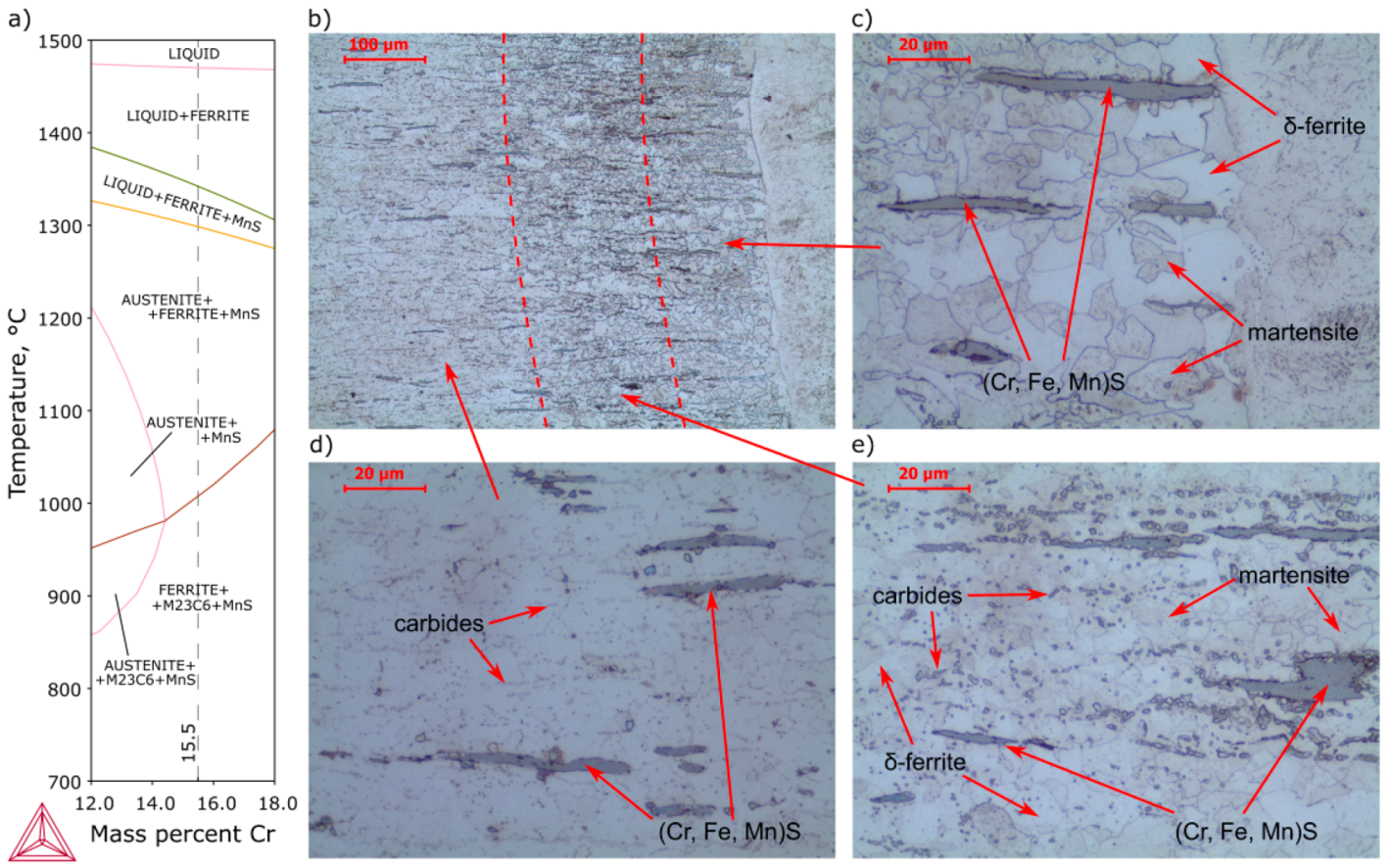
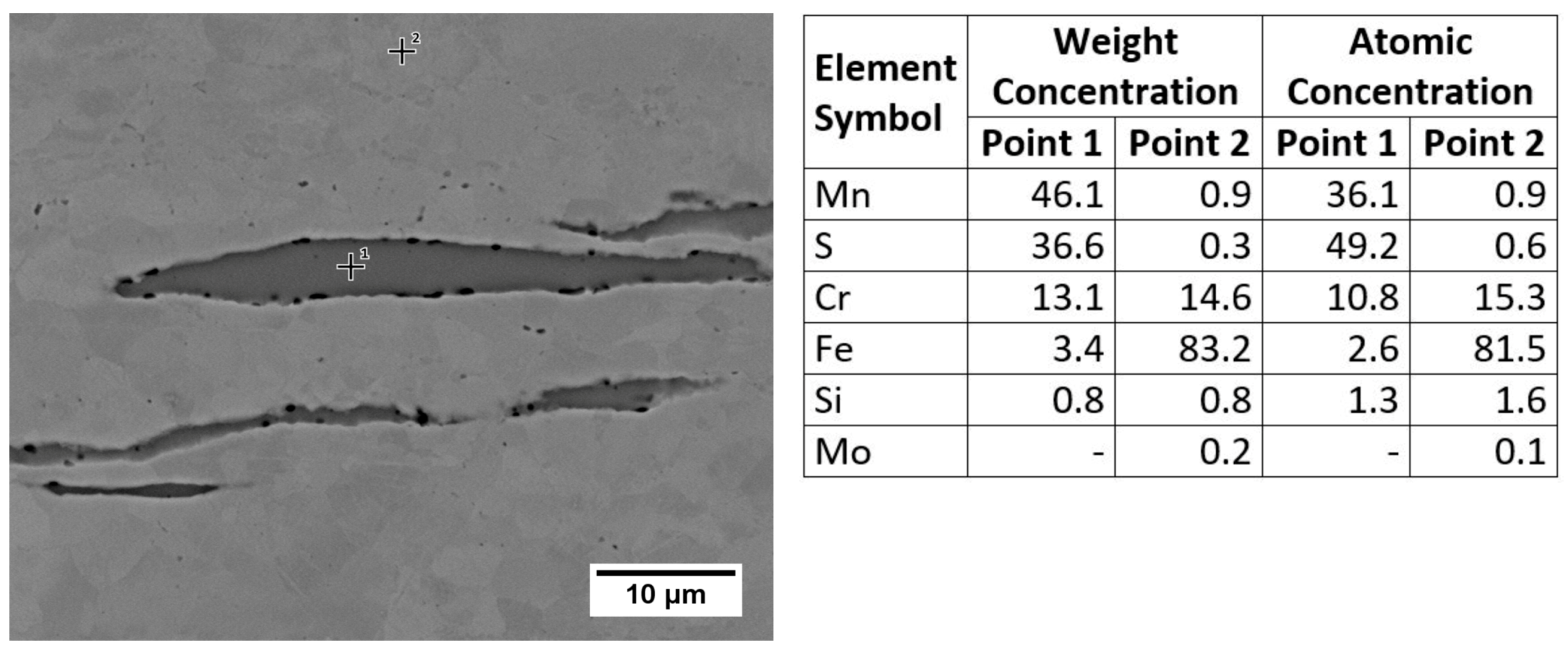
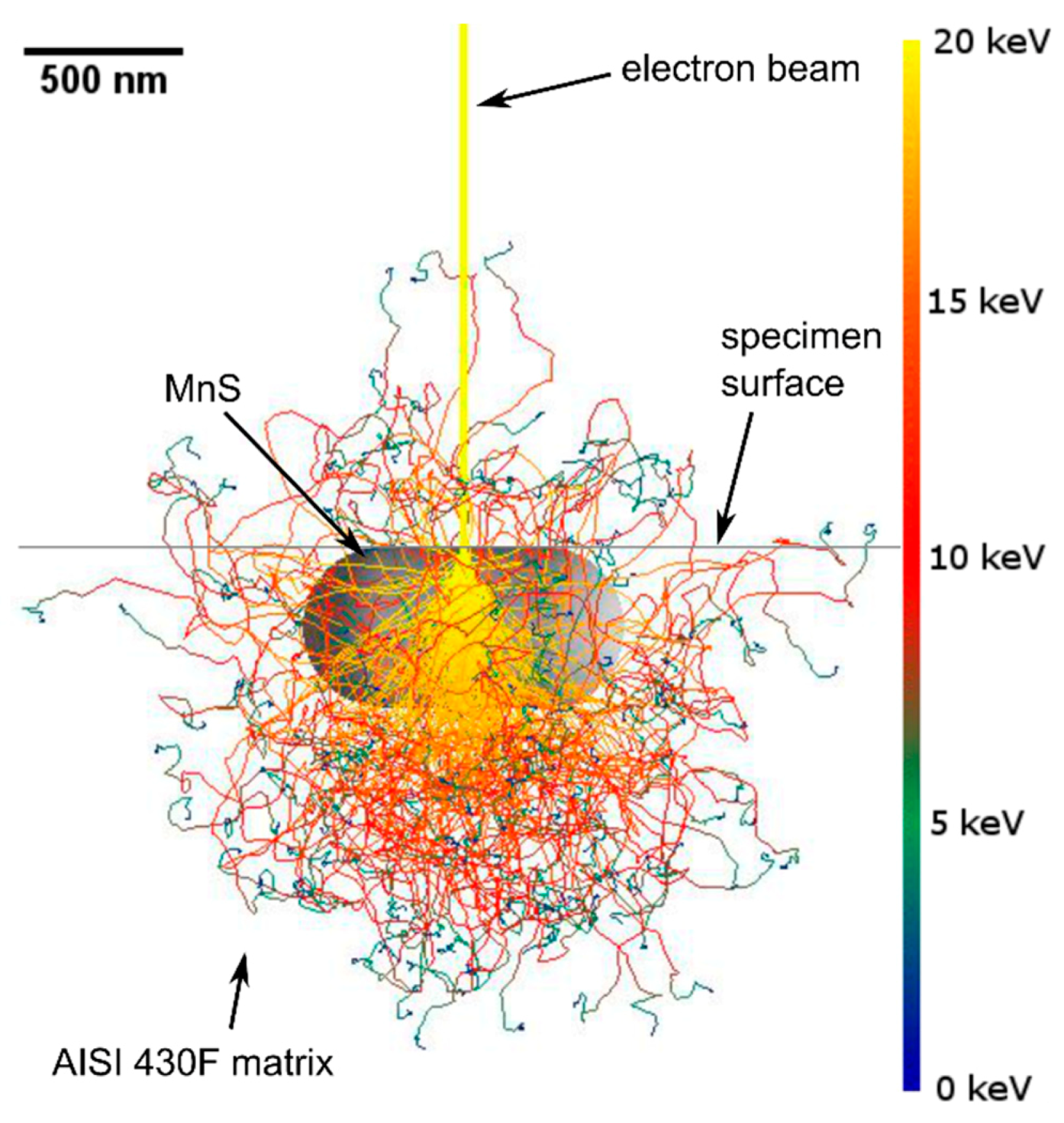
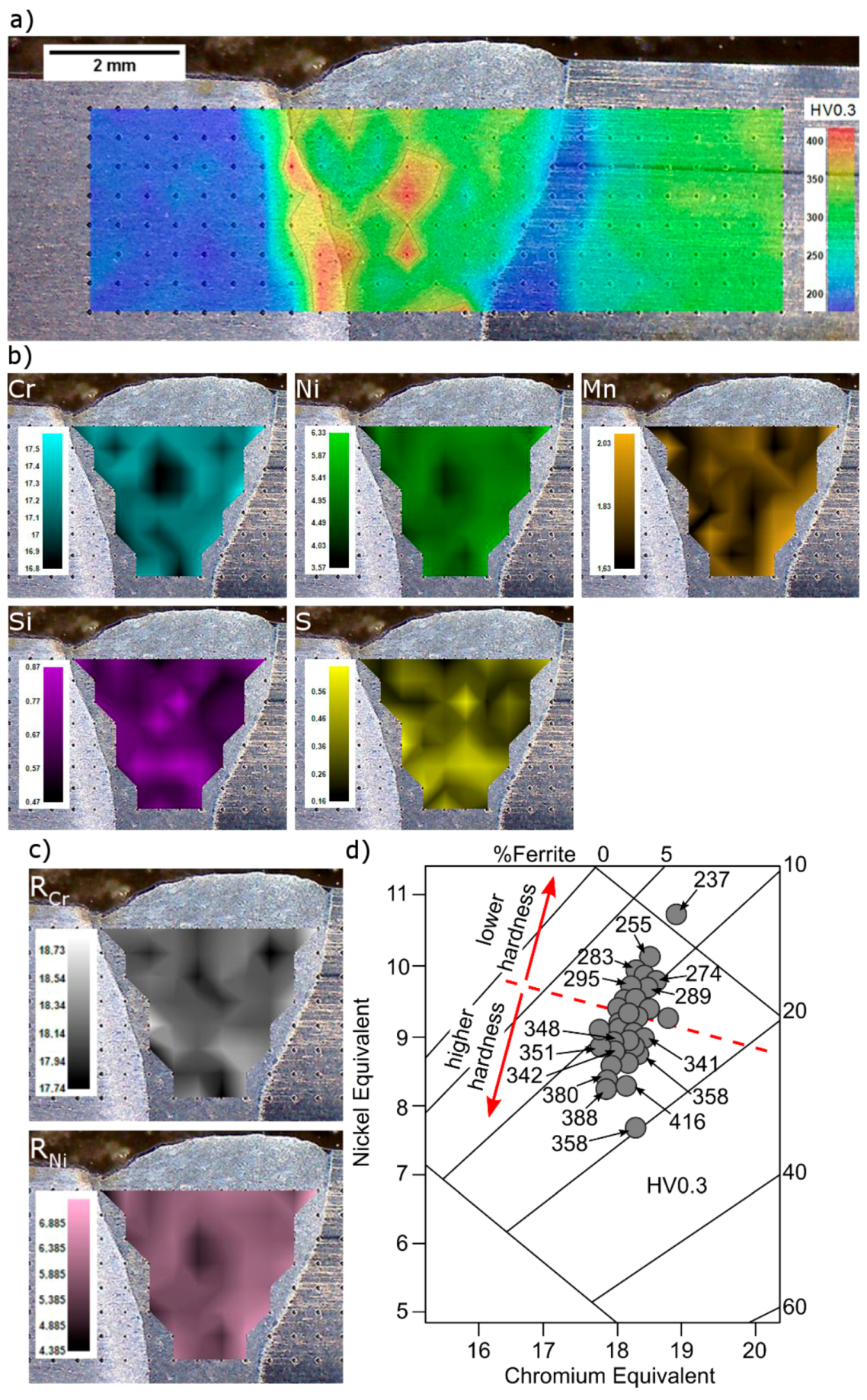
- Heat input during welding and a rapid cooling cycle after welding, characteristic of laser beam welding, causes hardening of the AISI 430F steel HAZ to a mixture of martensite and ferrite, and softening of the AISI 304 steel HAZ due to recrystallization. The inclusions observed in the AISI 430F steel were Cr-rich manganese sulfides of the (Cr, Fe, Mn)S pyrrhotite type.
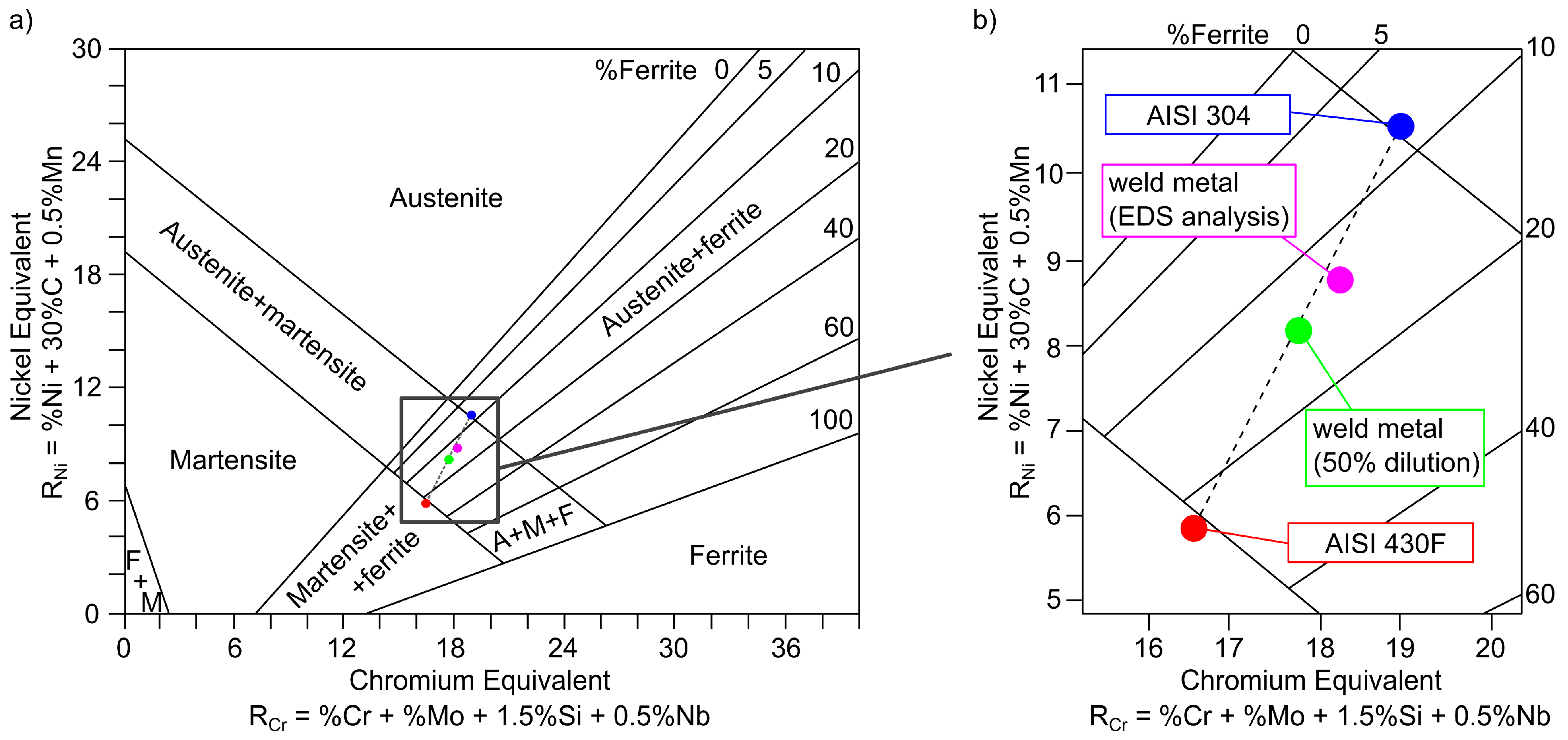
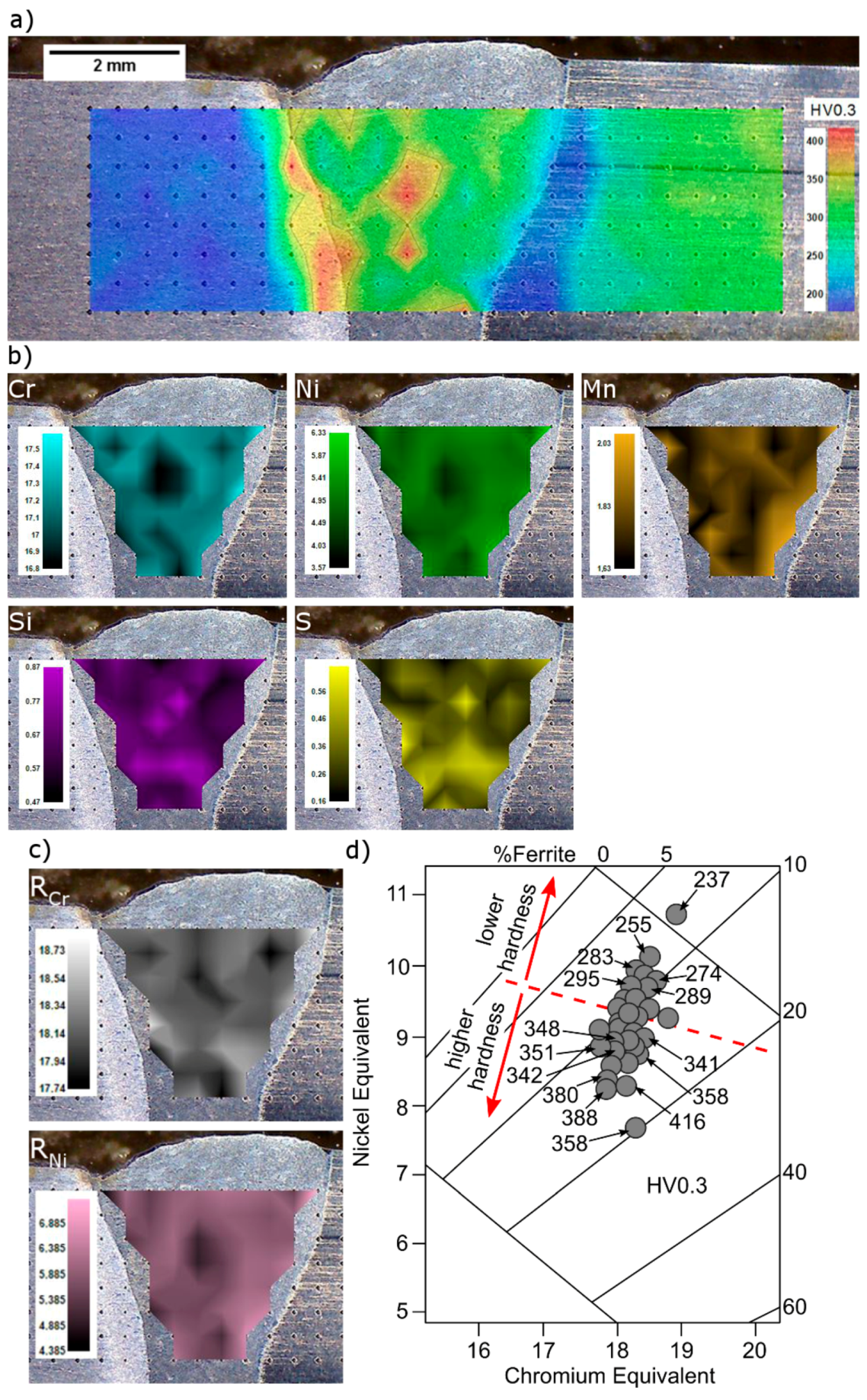
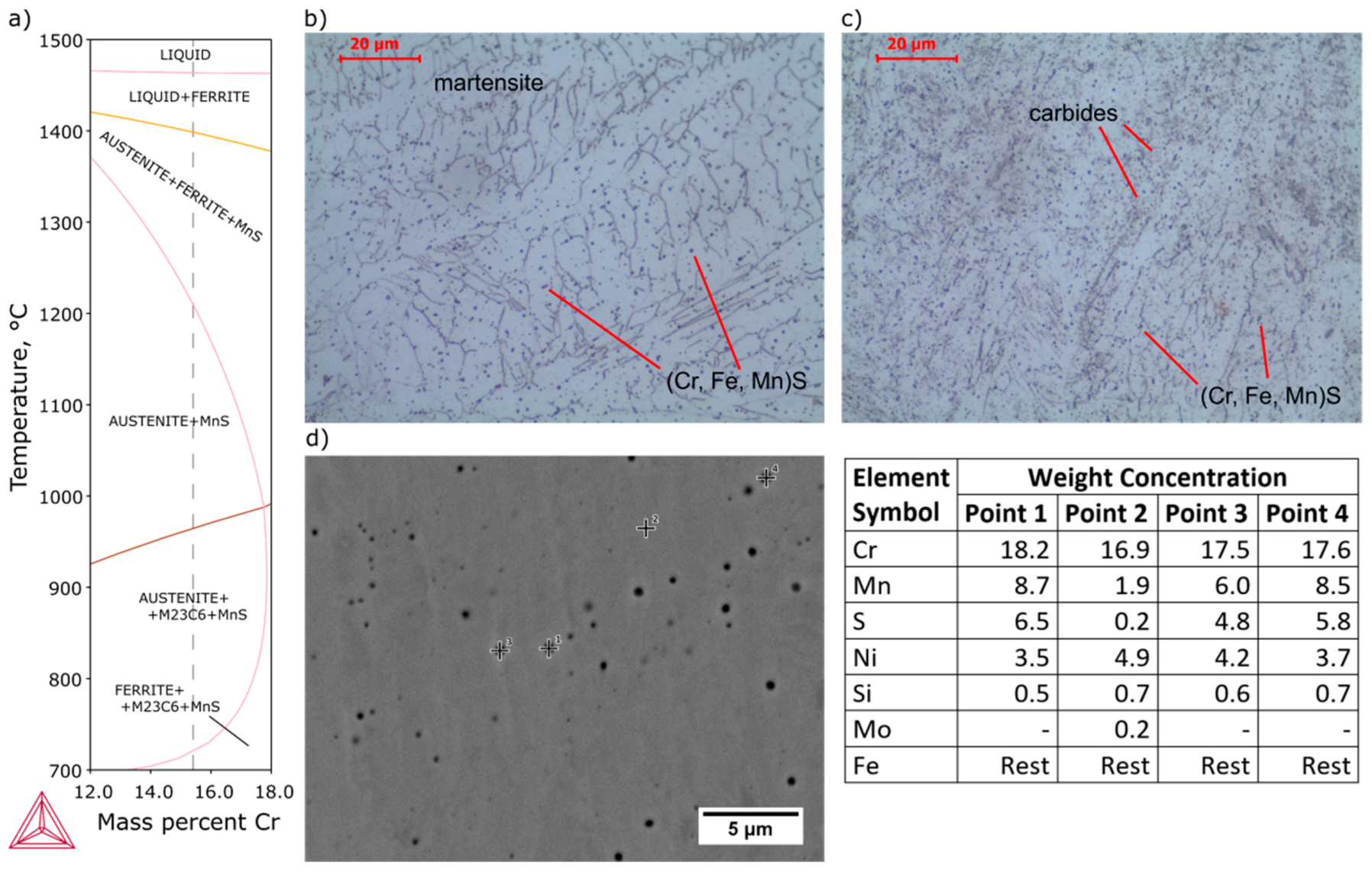
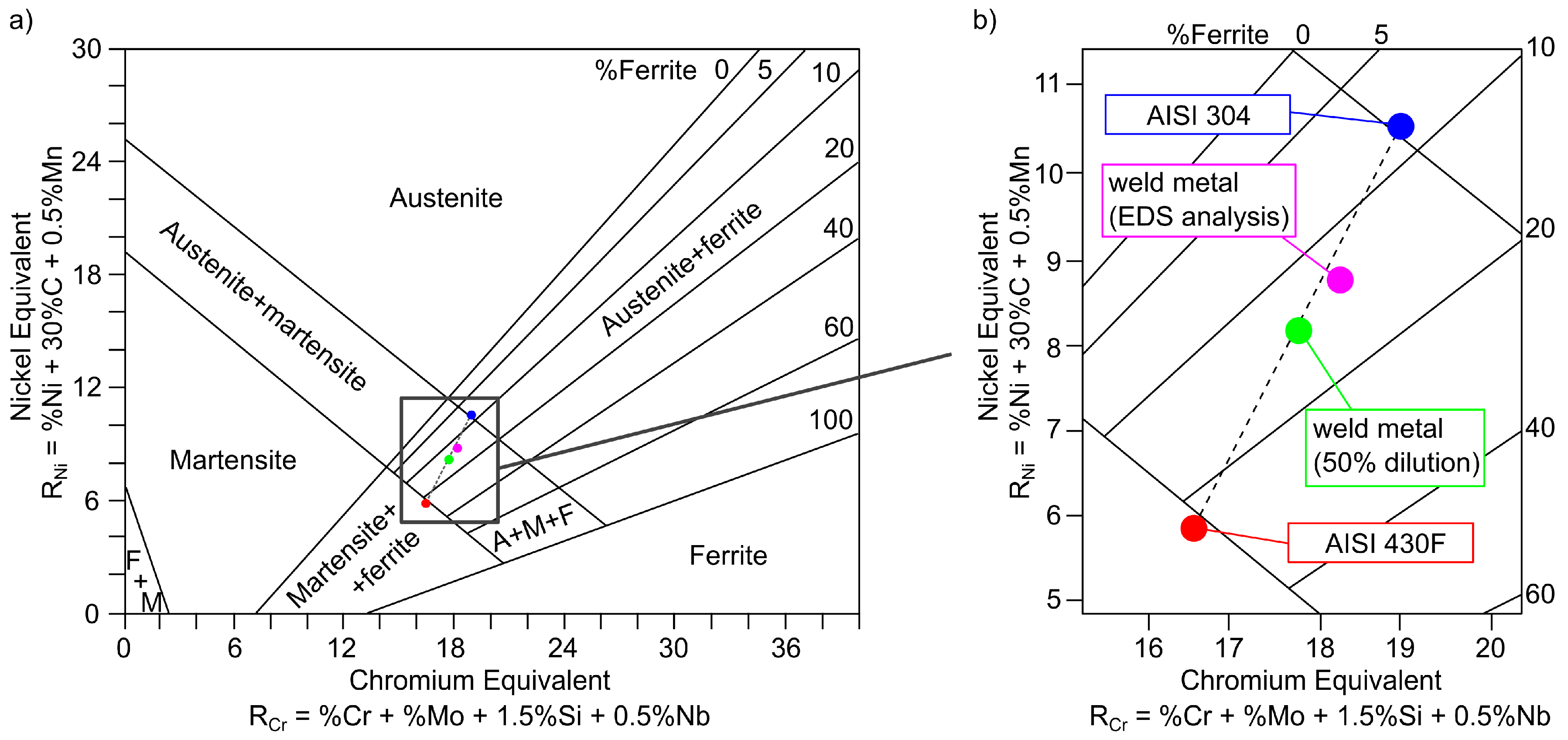
- The weld metal, formed by the melting of two base metals, was characterized by the high-alloy martensite structure, in which the hardness corresponds to local changes in the chemical composition, occurring as a result of the chemical inhomogeneity of the weld. Fine, globular sulfide inclusions were also observed.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Szala, M.; Łatka, L.; Walczak, M.; Winnicki, M. Comparative study on the cavitation erosion and sliding wear of cold-sprayed Al/Al2O3 and Cu/Al2O3 coatings, and stainless steel, aluminium alloy, copper and brass. Metals 2020, 10, 856. [Google Scholar]
- Kim, D.K.; Lee, D.G.; Lee, S. Correlation of microstructure and surface roughness of disc drums fabricated by hot forging of an AISI 430F stainless steel. Met. Mater. Trans. A 2001, 32, 1111–1118. [Google Scholar]
- Jashari, N.; Atapek, H.; Polat, Ş.; Çelik, G.A. Ion plasma nitriding of ferritic steel AISI 430 F. Mater. Sci. Nonequilib. Phase Transform. 2018, 4, 138–141. [Google Scholar]
- Alphonsa, J.; Mukherjee, S.; Raja, V.S. Study of plasma nitriding and nitrocarburising of AISI 430F stainless steel for high hardness and corrosion resistance. Corros. Eng. Sci. Technol. 2018, 53 (Suppl. 1), 51–58. [Google Scholar]
- Dalbert, V.; Mary, N.; Normand, B.; Verdu, C.; Douillard, T.; Saedlou, S. The effects of microstructures and repassivation kinetics on the tribocorrosion resistance of ferrite and ferrite-martensite stainless steels. Wear 2019, 420, 245–256. [Google Scholar]
- Pańcikiewicz, K.; Tuz, L.; Zielińska-Lipiec, A. Zinc contamination cracking in stainless steel after welding. Eng. Fail. Anal. 2014, 39, 149–154. [Google Scholar]
- Shtefan, V.; Kanunnikova, N.; Pilipenko, A.; Pancheva, H. Corrosion behavior of AISI 304 steel in acid solutions. Mater. Today Proc. 2019, 6, 150–157. [Google Scholar]
- Michler, T.; Bruder, E. Local strains in 1.4301 austenitic stainless steel with internal hydrogen. Mater. Sci. Eng. A 2018, 725, 447–455. [Google Scholar]
- Naeem, M.; Iqbal, J.; Zakaullah, M.; Shafiq, M.; Mujahid, Z.I.; Díaz-Guillén, J.C.; Lopez-Badillo, C.M.; Sousa, R.R.M.; Khan, M.A. Enhanced wear and corrosion resistance of AISI-304 steel by duplex cathodic cage plasma treatment. Surf. Coat. Technol. 2019, 375, 34–45. [Google Scholar]
- Maleki, E.; Unal, O. Fatigue limit prediction and analysis of nano-structured AISI 304 steel by severe shot peening via ANN. Eng. Comput. 2020, 36, 1–16. [Google Scholar]
- Amininejad, A.; Jamaati, R.; Hosseinipour, S.J. Achieving superior strength and high ductility in AISI 304 austenitic stainless steel via asymmetric cold rolling. Mater. Sci. Eng. A 2019, 767, 138433. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G. Dissimilar underwater wet welding of HSLA steels. Int. J. Adv. Manuf. Technol. 2020, 109, 717–725. [Google Scholar]
- Ramkumar, K.D.; Sidharth, D.; Prabhakar, K.V.P.; Rajendran, R.; Mugundan, K.G.; Narayanan, S. Microstructure and properties of Inconel 718 and AISI 416 laser welded joints. J. Mater. Proc. Technol. 2019, 266, 52–62. [Google Scholar]
- Zhao, X.; Shi, Z.; Deng, C.; Liu, Y.; Li, X. The effect of laser offset welding on microstructure and mechanical properties of 301L to TA2 with and without Cu intermediate layer. Metals 2020, 10, 1138. [Google Scholar]
- Shamsolhodaei, A.; Oliveira, J.P.; Schell, N.; Maawad, E.; Panton, B.; Zhou, Y.N. Controlling intermetallic compounds formation during laser welding of NiTi to 316L stainless steel. Intermetallics 2020, 116, 106656. [Google Scholar]
- Landowski, M.; Świerczyńska, A.; Rogalski, G.; Fydrych, D. Autogenous fiber laser welding of 316L austenitic and 2304 lean duplex stainless steels. Materials 2020, 13, 2930. [Google Scholar]
- Shreyas, P.; Panda, B.; Kumar, R. Mechanical properties and microstructure of 316L-galvanized steel weld. Mater. Today Proc. 2020, 23, 600–607. [Google Scholar] [CrossRef]
- Khan, M.M.A.; Romoli, L.; Dini, G. Laser beam welding of dissimilar ferritic/martensitic stainless steels in a butt joint configuration. Opt. Laser Technol. 2013, 49, 125–136. [Google Scholar]
- Romoli, L.; Rashed, C.A.A. The influence of laser welding configuration on the properties of dissimilar stainless steel welds. Int. J. Adv. Manuf. Technol. 2015, 81, 563–576. [Google Scholar]
- Pankaj, P.; Dhara, L.N.; Tiwari, A.; Biswas, P. Experimental study on monitoring of heat input in continuous CO2 laser butt welding of dissimilar thin steels. Lasers Manuf. Mater. Process. 2020, 7, 1–27. [Google Scholar] [CrossRef]
- Rogalski, G.; Świerczyńska, A.; Landowski, M.; Fydrych, D. Mechanical and microstructural characterization of TIG welded dissimilar joints between 304L austenitic stainless steel and Incoloy 800HT nickel alloy. Metals 2020, 10, 559. [Google Scholar]
- Pańcikiewicz, K.; Radomski, W. Lack of tightness analysis of concealed welded radiators. Eng. Fail. Anal. 2020, 114, 104579. [Google Scholar]
- Kurc-Lisiecka, A.; Lisiecki, A. Laser welding of stainless steel. J. Achiev. Mater. Manuf. Eng. 2020, 98, 32–40. [Google Scholar] [CrossRef]
- Wang, C.; Yu, Y.; Yu, J.; Zhang, Y.; Zhao, Y.; Yuan, Q. Microstructure evolution and corrosion behavior of dissimilar 304/430 stainless steel welded joints. J. Manuf. Proc. 2020, 50, 183–191. [Google Scholar] [CrossRef]
- Tuz, L. Evaluation of microstructure and selected mechanical properties of laser beam welded S690QL high-strength steel. Adv. Mater. Sci. 2018, 18, 34–42. [Google Scholar] [CrossRef] [Green Version]
- Xu, C.; Zhang, Y.; Liu, W.; Jin, Y.; Wen, L.; Sun, D. Influence of laser-welding on microstructure and corrosion properties of TWIP steel. Materials 2020, 13, 4315. [Google Scholar]
- Kik, T. Heat source models in numerical simulations of laser welding. Materials 2020, 13, 2653. [Google Scholar] [CrossRef]
- Majkowska-Marzec, B.; Tęczar, P.; Bartmański, M.; Bartosewicz, B.; Jankiewicz, B.J. Mechanical and corrosion properties of laser surface-treated Ti13Nb13Zr alloy with MWCNTs coatings. Materials 2020, 13, 3991. [Google Scholar]
- Landowski, M. Influence of parameters of laser beam welding on structure of 2205 duplex stainless steel. Adv. Mater. Sci. 2019, 19, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Górka, J. Assessment of the weldability of T-welded joints in 10 mm thick TMCP steel using laser beam. Materials 2018, 11, 1192. [Google Scholar]
- Quazi, M.M.; Ishak, M.; Fazal, M.A.; Arslan, A.; Rubaiee, S.; Qaban, A.; Aiman, M.H.; Sultan, T.; Ali, M.M.; Manladan, S.M. Current research and development status of dissimilar materials laser welding of titanium and its alloys. Opt. Laser Technol. 2020, 126, 106090. [Google Scholar] [CrossRef]
- Sims, C.E. The nonmetallic constituents of steel. Trans. Am. Inst. Min. Met. Eng. 1959, 215, 367–393. [Google Scholar]
- Dilner, D.; Mao, H.; Selleby, M. Thermodynamic assessment of the Mn–S and Fe–Mn–S systems. CALPHAD 2015, 48, 95–105. [Google Scholar] [CrossRef]
- Hack, K.; Jantzen, T.; Yazhenskikh, E.; Müller, M. Technologies sulfide database: Evaluation of thermodynamic data and phase equilibria. In Proceedings of the GTT-Workshop, Herzogenrath, Germany, 1–3 July 2015. [Google Scholar]
- Waldner, P. Thermodynamic modeling of the Cr-Fe-S system. Met. Mater. Trans. A 2014, 45A, 798–814. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N.; Thakre, J.G.; Vidyarthy, R.S.; Narang, H.K. A brief study on δ-ferrite evolution in dissimilar P91 and P92 steel weld joint and their effect on mechanical properties. Arch. Civ. Mech. Eng. 2018, 18, 713–722. [Google Scholar] [CrossRef]
- Zala, A.B.; Jamnapara, N.I.; Badheka, V.J.; Sasmal, C.; Sam, S.; Ranjan, M. Delta (δ) ferrite formation in the welds of aluminized 9Cr-1Mo steels. Met. Microstruct. Anal. 2019, 8, 256–262. [Google Scholar] [CrossRef]
- Li, X.; Wei, Y.; Wei, Z.; Zhou, J. Effect of cold rolling on microstructure and mechanical properties of AISI 304N stainless steel. IOP Conf. Ser. Earth Environ. Sci. 2019, 252, 1–9. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Chemical Composition, Mass % | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | Cu | V | |
| AISI 430F (X12CrMoS17) | 0.17 | 0.48 | 0.80 | 0.028 | 0.497 | 15.50 | 0.26 | 0.33 | 0.12 | 0.05 |
| AISI 304 (X5CrNi18-10) | 0.05 | 0.59 | 1.95 | 0.009 | 0.003 | 18.02 | 0.04 | 8.02 | 0.05 | - |
| Weld metal | - | 0.7 | 1.9 | - | 0.2 | 16.8 | 0.4 | 4.5 | - | - |
| Zone | Area, µm2 | |
|---|---|---|
| Weld Metal | 4,206,827 | |
| Pore | 1 | 554 |
| 2 | 5453 | |
| 3 | 5550 | |
| 4 | 893 | |
| 5 | 19,691 | |
| 6 | 236 | |
| 7 | 318 | |
| 8 | 80 | |
| 9 | 6326 | |
| 10 | 788 | |
| 11 | 3923 | |
| 12 | 192 | |
| 13 | 536 | |
| 14 | 1104 | |
| 15 | 796 | |
| 16 | 144 | |
| 17 | 3987 | |
| 18 | 483 | |
| 19 | 75 | |
| sum | 51,129 | |
| Steel | Chemical Composition, Mass % | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Mo | Ni | S | RCr | RNi | |
| AISI 430F | 0.17 | 0.48 | 0.80 | 15.50 | 0.26 | 0.33 | 0.497 | 16.48 | 5.83 |
| AISI 304 | 0.05 | 0.59 | 1.95 | 18.02 | 0.04 | 8.02 | 0.003 | 18.95 | 10.50 |
| Weld metal 1 | 0.11 | 0.54 | 1.38 | 16.76 | 0.15 | 4.18 | 0.25 | 17.72 | 8.17 |
| Weld metal 2 | 0.11 1 | 0.7 | 1.9 | 16.8 | 0.4 | 4.5 | 0.2 | 18.25 | 8.75 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pańcikiewicz, K.; Świerczyńska, A.; Hućko, P.; Tumidajewicz, M. Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels. Materials 2020, 13, 4540. https://doi.org/10.3390/ma13204540
Pańcikiewicz K, Świerczyńska A, Hućko P, Tumidajewicz M. Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels. Materials. 2020; 13(20):4540. https://doi.org/10.3390/ma13204540
Chicago/Turabian StylePańcikiewicz, Krzysztof, Aleksandra Świerczyńska, Paulina Hućko, and Marek Tumidajewicz. 2020. "Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels" Materials 13, no. 20: 4540. https://doi.org/10.3390/ma13204540
APA StylePańcikiewicz, K., Świerczyńska, A., Hućko, P., & Tumidajewicz, M. (2020). Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels. Materials, 13(20), 4540. https://doi.org/10.3390/ma13204540