An Approach to Sustainable Metrics Definition and Evaluation for Green Manufacturing in Material Removal Processes


Abstract
:1. Introduction
2. State of the Art in Green Machining Operations
2.1. Analysis of Previous Works of Sustainability in Industrial Manufacturing Processes
2.2. Dimensions of the Sustainability Metrics for Machining Processes
- (a)
- Economic Dimension: Surface Roughness, Material Removal Rate (MRR), Tool Life per Edge, Production Rate per Edge, Production Cost per Component, Process and Production Management.
- (b)
- Environmental Dimension: Coolant Consumption, Carbon Emission, Energy Consumption, Cutting Temperature, Recyclable Waste Production, Non-Recyclable Waste Production, Waste Management.
- (c)
- Social Dimension: Individual Productivity, Relations with Other Workers, Worker Skills, Rotation Flexibility at Work, Punctuality at Work, Senior Management Support, Total Satisfaction, Suspicious Work Environment, Degree of Support from Authorities, Compliance with Worker Requirements.
2.3. Sustainable Metrics for Manufacturing Processes
2.4. Sustainability Metrics for Machining Operations
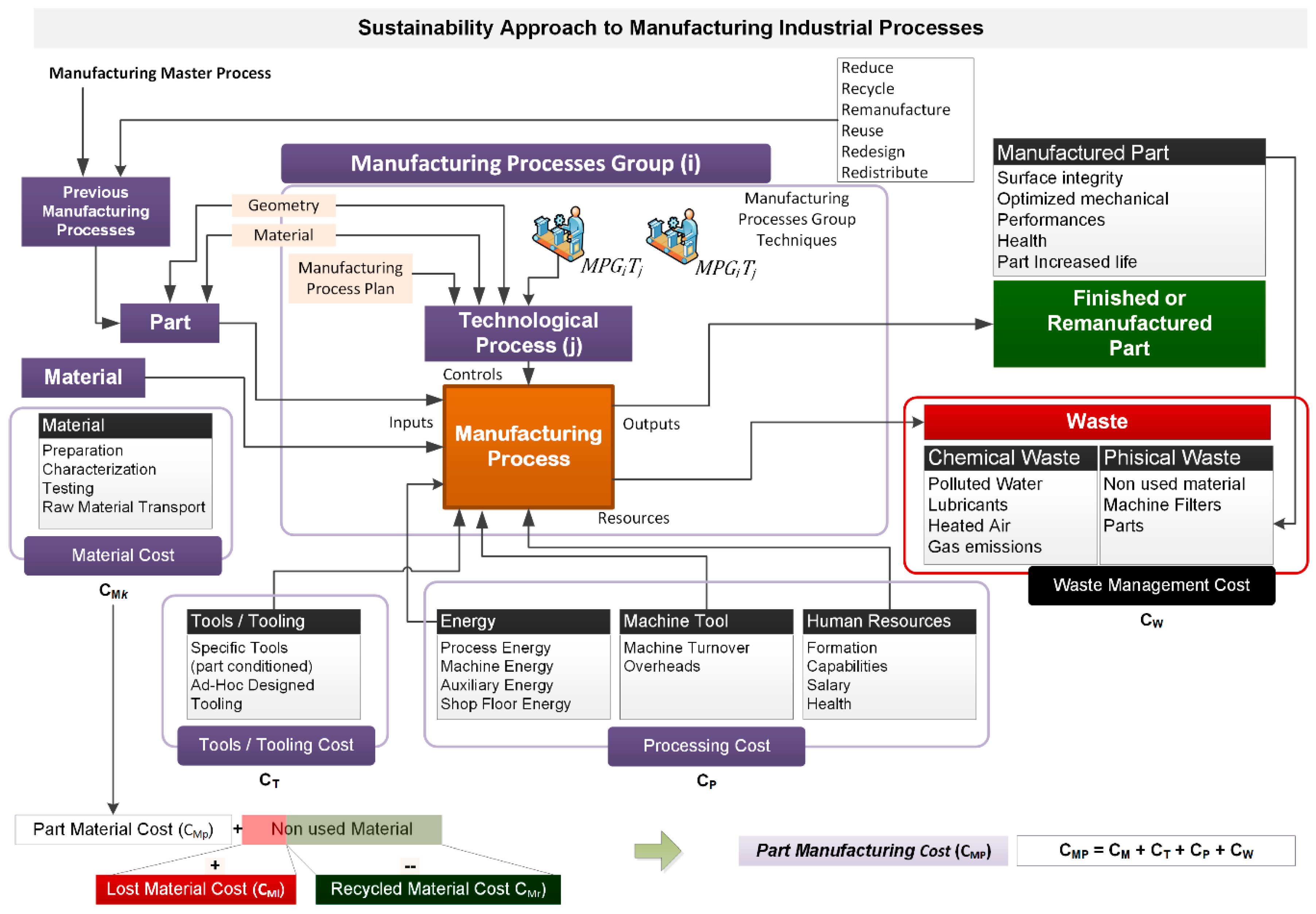
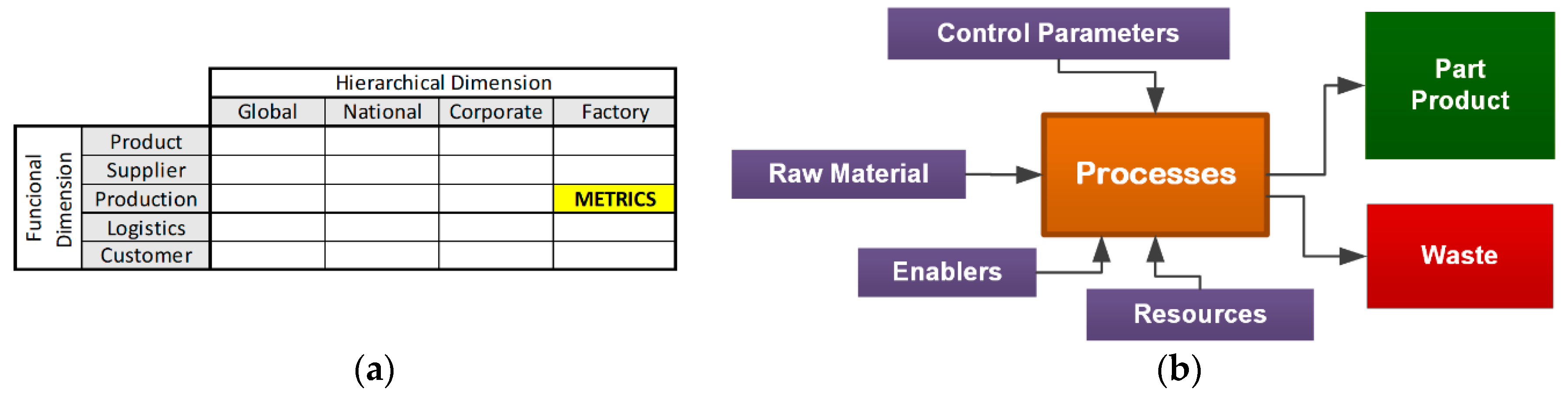
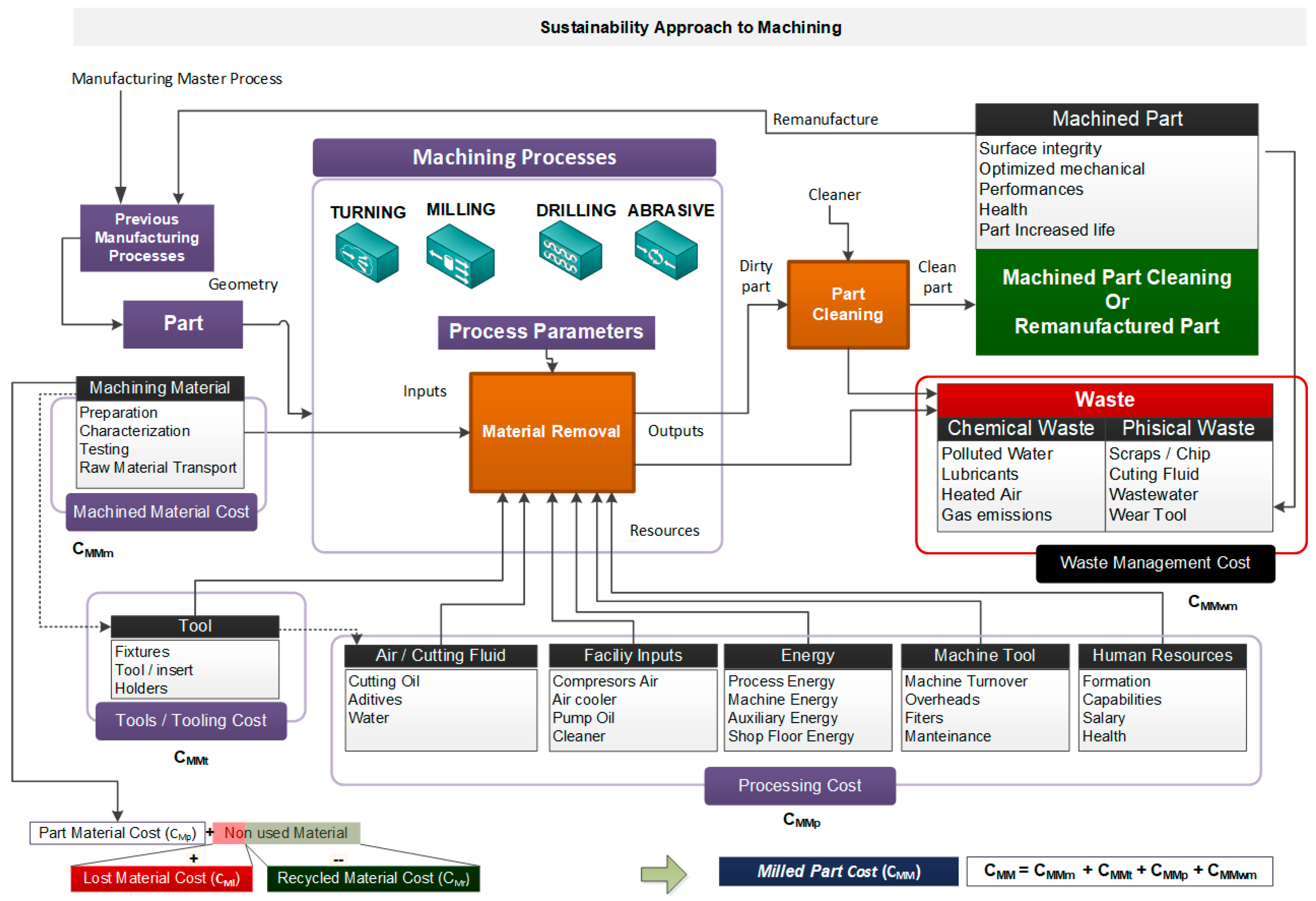
- MAIN ACTIVITY: material removal or machining. The most common machining processes and technologies in industrial shop floors are turning, milling, drilling, and grinding, although this activity model can be similar to advanced machining processes and technologies such as chemical machining, electrochemical machining, thermal machining (laser cutting), or advanced mechanical machining (water cutting).
- INPUTS: materials to obtain the final part; in this case, the preform to be machined. In this manufacturing process, we consider the material characterization, testing, preparation, and transport as inputs.
- RESOURCES: cutting tools, compressed air, cutting fluids, facility inputs, energy, machine tools, and human resources. These resources are different depending on the individual operation defined in the macro and micro manufacturing process plan. For example, regarding the consumed energy, we will define the metrics for machine tool consumed energy and cutting fluids consumed energy, as well as the compressed air requirement for the operation and other auxiliary systems.
- CONTROLS: technological instructions and process indicators defined in the micro manufacturing process plan, which ensure the efficiency and effectiveness of the process in order to obtain the final product. Apart from these, we introduce indicators that can be evaluated from the sustainability perspective, considering economic, environmental, and social dimensions.
- OUTPUTS: The final machined part must be cleaned at the end of the process, since it generally uses cutting fluids with chemical agents. However, the most important issue is that the process generates removed material in chips that we must manage and recycle.
- WASTE: Although it is desired to minimize the total waste, depending on the number of different machining phases, we can divide this metric for each one. We consider scrap or residuum generated by the production process—this can be physical (chips, raw material details, or broken cutting tools), chemical (used cutting fluids mixed with microscopic chips or wastewater) or air pollution, due to gas emissions.
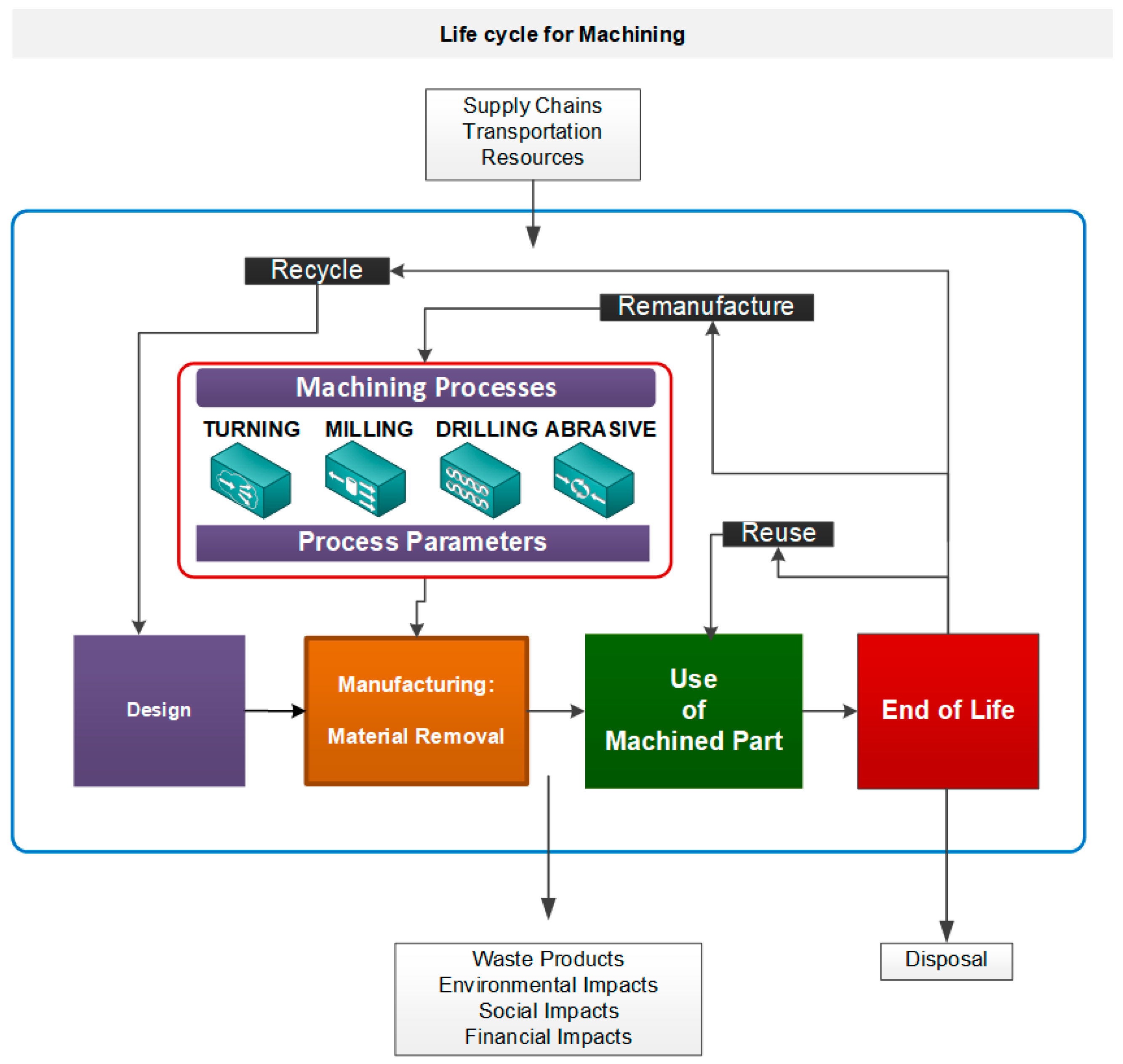
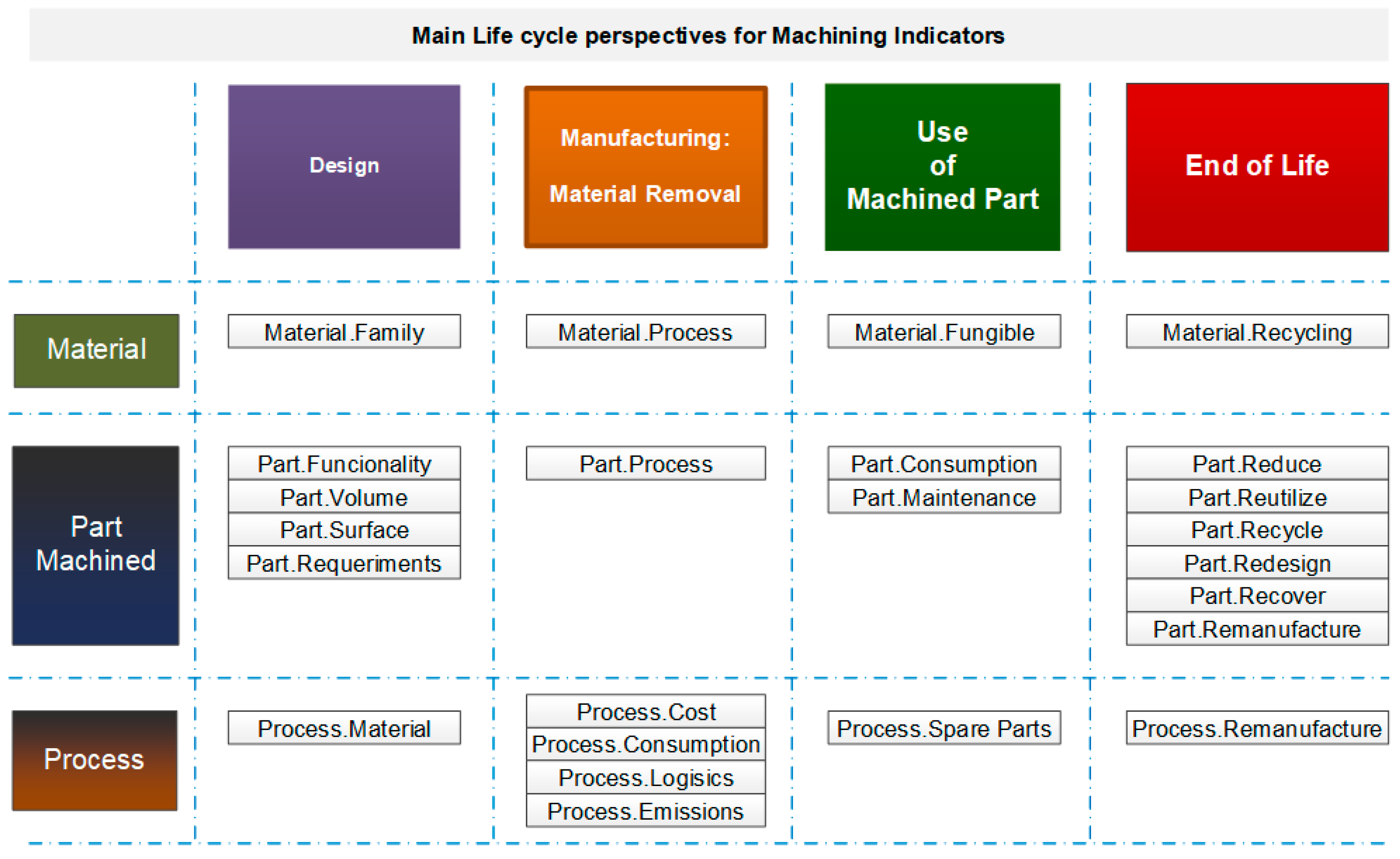
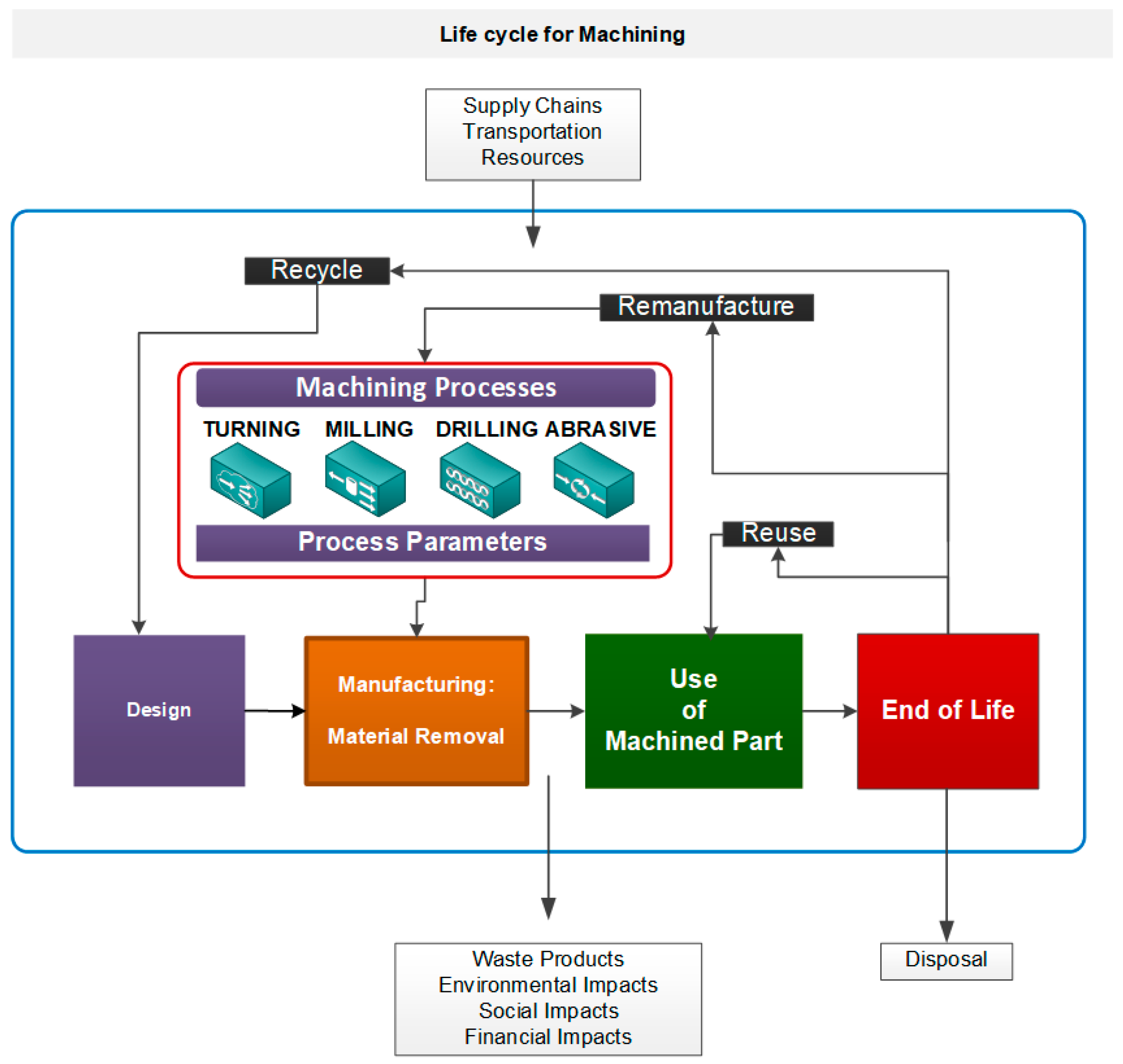
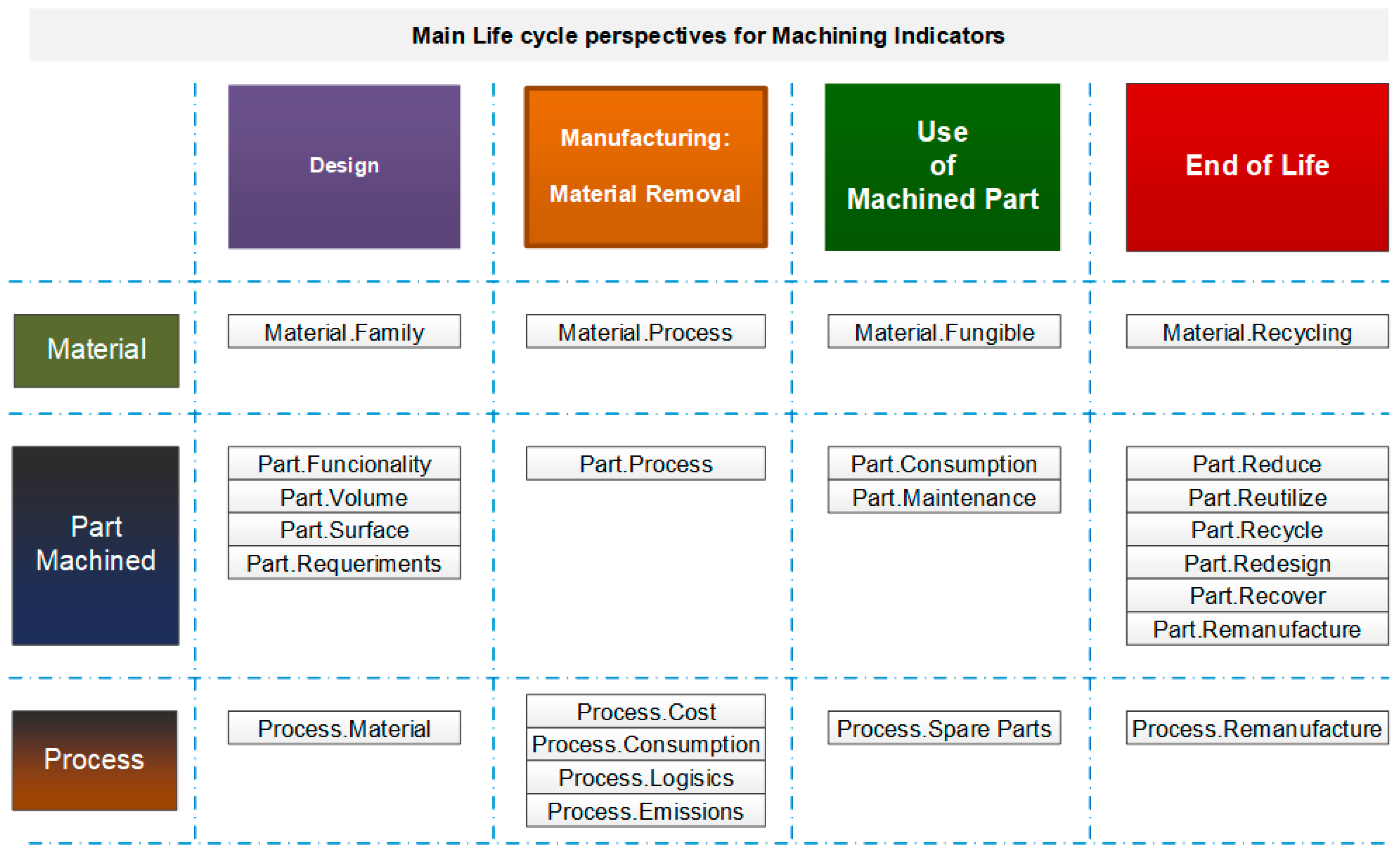
- Design. This phase includes raw material management and product design and development stages. To design indicators, we consider not only materials flowing from mining but also from recycled products and cause–effect actions on next phases in engineering activities.
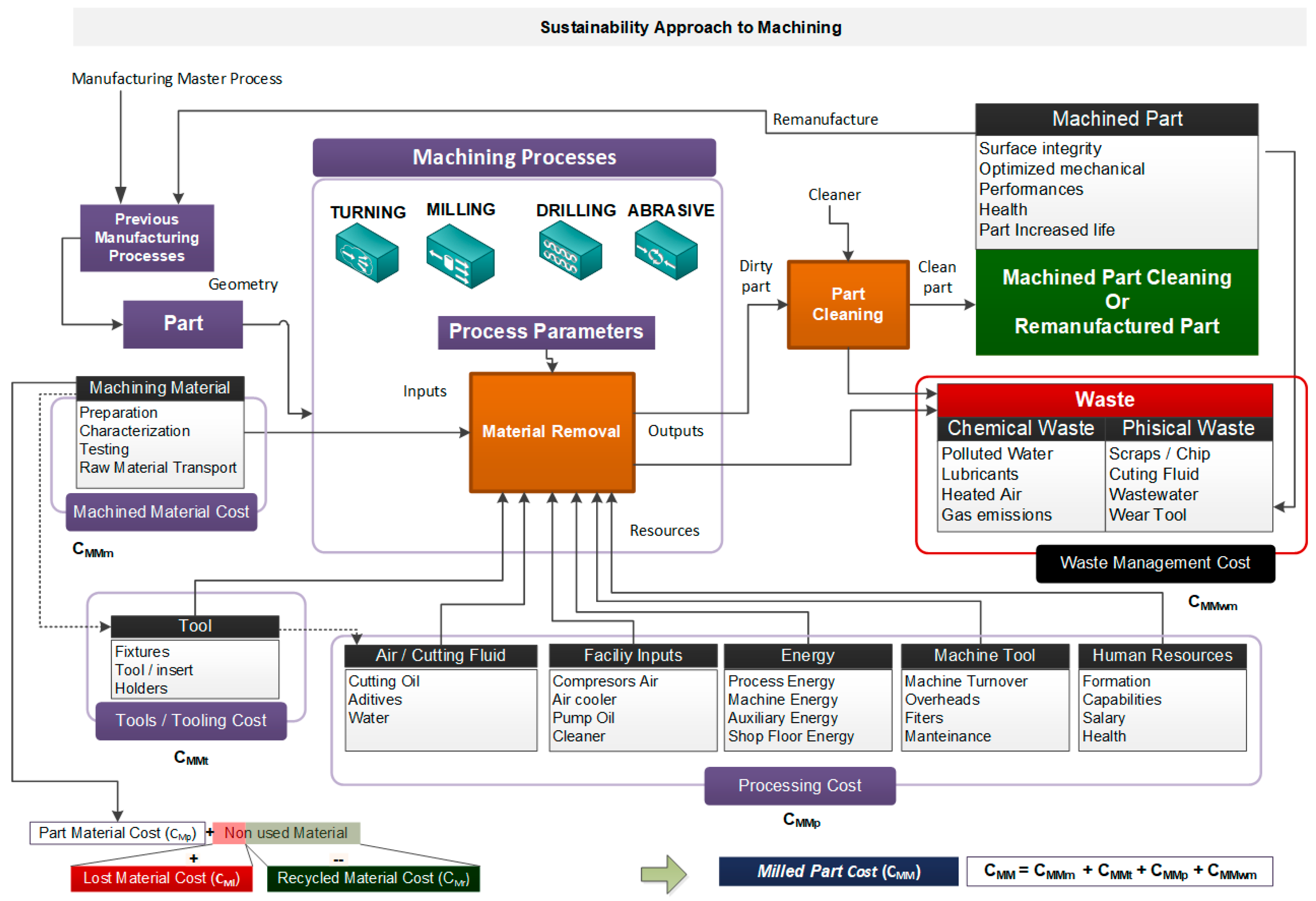
- Manufacturing. In our research, we consider material removal, machining, processes, and technologies, and the proposed activity model (Figure 3) is incorporated into this phase and we will mainly present indicators here.
- Use. This third phase is related to product use and service. Thus, we will focus on individual part maintenance or spare parts.
- End of life. This phase supposes the disposal or the recycling of products once obsolescence is reached and, therefore, individual part disposal or recycling according to companies’ sustainability strategy.
3. A Framework for Sustainability Machining Metrics
4. Experimental Development, Results, and Discussion
4.1. Test #1. Material Removal Rate (MRR) and Machining Time
4.2. Test #2 Machining Strategies on Concave and Convex Surfaces
4.3. Test #3. Roughness, Microhardness, Plastic Deformation
4.4. Test #4: Roughness and Power Consumption
4.5. Test #5. Social Dimension Analysis
5. Conclusions
6. Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Brundtland, G.H. Our Common Future—Call for Action. Environ. Conserv. 1987, 14, 291–294. [Google Scholar] [CrossRef]
- Blewitt, J. Understanding Sustainable Development; Routledge: Abingdon upon Thames, UK, 2012. [Google Scholar]
- Berke, P.R.; Conroy, M.M. Are We Planning for Sustainable Development? J. Am. Plan. Assoc. 2000. [Google Scholar] [CrossRef]
- De Ron, A.J. Sustainable production: The ultimate result of a continuous improvement. Int. J. Prod. Econ. 1998, 56–57, 99–110. [Google Scholar] [CrossRef]
- Aarseth, W.; Ahola, T.; Aaltonen, K.; Økland, A.; Andersen, B. Project sustainability strategies: A systematic literature review. Int. J. Proj. Manag. 2017, 35, 1071–1083. [Google Scholar] [CrossRef]
- Jansen, L. The challenge of sustainable development. J. Clean. Prod. 2003. [Google Scholar] [CrossRef]
- Vieira, L.C.; Amaral, F.G. Barriers and strategies applying Cleaner Production: A systematic review. J. Clean. Prod. 2016, 113, 5–16. [Google Scholar] [CrossRef]
- United Nations. The Sustainable Development Goals Report; United Nations: New York, NY, USA, 2017. [Google Scholar]
- ISO Central Secretariat; Frost, R. ISO 26000 Social Responsibility Basics. ISO Focus 2011. [Google Scholar]
- United Nations. United Nations Global Compact Guide to Corporate Sustainability. Int. J. Proj. Manag. 2014. [Google Scholar] [CrossRef]
- Global Reporting Initiative (GRI). GRI and ISO 26000: How to use the GRI Guidelines in conjunction with ISO 26000. Design 2011. [Google Scholar]
- Elkington, J. Towards the Sustainable Corporation: Win-Win-Win Business Strategies for Sustainable Development. Calif. Manag. Rev. 1994. [Google Scholar] [CrossRef]
- Zackrisson, M.; Kurdve, M.; Shahbazi, S.; Wiktorsson, M.; Winroth, M.; Landström, A.; Almström, P.; Andersson, C.; Windmark, C.; Öberg, A.E.; et al. Sustainability Performance Indicators at Shop Floor Level in Large Manufacturing Companies. Procedia CIRP 2017, 61, 457–462. [Google Scholar] [CrossRef]
- Reich-Weiser, C.; Vijayaraghavan, A.; Dornfeld, D.A. Metrics for Sustainable Manufacturing. In Proceedings of the ASME International Manufacturing Science and Engineering Conference, MSEC2008, Evanston, IL, USA, 7–10 October 2008; Volume 1, pp. 327–335. [Google Scholar]
- Shuaib, M.; Seevers, D.; Zhang, X.; Badurdeen, F.; Rouch, K.E.; Jawahir, I.S. Product sustainability index (ProdSI): A metrics-based framework to evaluate the total life cycle sustainability of manufactured products. J. Ind. Ecol. 2014, 18, 491–507. [Google Scholar] [CrossRef]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar] [CrossRef]
- Singh, S.; Olugu, E.U.; Musa, S.N. Development of Sustainable Manufacturing Performance Evaluation Expert System for Small and Medium Enterprises. Procedia CIRP 2016, 40, 608–613. [Google Scholar] [CrossRef] [Green Version]
- Rajurkar, K.P.; Hadidi, H.; Pariti, J.; Reddy, G.C. Review of Sustainability Issues in Non-Traditional Machining Processes. Procedia Manuf. 2017, 7, 714–720. [Google Scholar] [CrossRef]
- Peralta Álvarez, M.E.; Marcos Bárcena, M.; Aguayo González, F. On the sustainability of machining processes. Proposal for a unified framework through the triple bottom-line from an understanding review. J. Clean. Prod. 2017, 142, 3890–3904. [Google Scholar] [CrossRef]
- Bhanot, N.; Rao, P.V.; Deshmukh, S.G. An integrated approach for analysing the enablers and barriers of sustainable manufacturing. J. Clean. Prod. 2017, 142, 4412–4439. [Google Scholar] [CrossRef]
- Eastwood, M.D.; Haapala, K.R. A unit process model based methodology to assist product sustainability assessment during design for manufacturing. J. Clean. Prod. 2015, 108, 54–64. [Google Scholar] [CrossRef]
- Garretson, I.C.; Mani, M.; Leong, S.; Lyons, K.W.; Haapala, K.R. Terminology to support manufacturing process characterization and assessment for sustainable production. J. Clean. Prod. 2016, 139, 986–1000. [Google Scholar] [CrossRef] [Green Version]
- Helleno, A.L.; de Moraes, A.J.I.; Simon, A.T.; Helleno, A.L. Integrating sustainability indicators and Lean Manufacturing to assess manufacturing processes: Application case studies in Brazilian industry. J. Clean. Prod. 2017, 153, 405–416. [Google Scholar] [CrossRef]
- Kluczek, A. An Overall Multi-criteria Approach to Sustainability Assessment of Manufacturing Processes. Procedia Manuf. 2017, 8, 136–143. [Google Scholar] [CrossRef]
- Latif, H.H.; Gopalakrishnan, B.; Nimbarte, A.; Currie, K. Sustainability index development for manufacturing industry. Sustain. Energy Technol. Assess. 2017, 24, 82–95. [Google Scholar] [CrossRef]
- Moldavska, A.; Welo, T. The concept of sustainable manufacturing and its definitions: A content-analysis based literature review. J. Clean. Prod. 2017, 166, 744–755. [Google Scholar] [CrossRef]
- Winroth, M.; Almström, P.; Andersson, C. Sustainable production indicators at factory level. J. Manuf. Technol. Manag. 2016, 27, 842–873. [Google Scholar] [CrossRef]
- Linke, B.; Das, J.; Lam, M.; Ly, C. Sustainability indicators for finishing operations based on process performance and part quality. Procedia CIRP 2014, 14, 564–569. [Google Scholar] [CrossRef] [Green Version]
- Vila, C.; Ayabaca, C.; Díaz-Campoverde, C.; Calle, O. Sustainability analysis of AISI 1018 turning operations under surface integrity criteria. Sustainability 2019, 11, 4786. [Google Scholar] [CrossRef] [Green Version]
- Bhanot, N.; Rao, P.V.; Deshmukh, S.G. An Assessment of Sustainability for Turning Process in an Automobile Firm. Procedia CIRP 2016, 48, 538–543. [Google Scholar] [CrossRef] [Green Version]
- Ayabaca, C.; Vila, C. Assessment of the Sustainability Social Dimension in Machining Through Grey Relational Analysis. In Proceedings of the 2018 IEEE International Conference on Engineering, Technology and Innovation, ICE/ITMC, Stuttgart, Germany, 17–20 June 2018. [Google Scholar]
- Bhanot, N.; Rao, P.V.; Deshmukh, S.G. Sustainable Manufacturing: An Interaction Analysis for Machining Parameters using Graph Theory. Procedia Soc. Behav. Sci. 2015. [Google Scholar] [CrossRef] [Green Version]
- Gupta, M.K.; Sood, P.K.; Singh, G.; Sharma, V.S. Sustainable Machining of Aerospace Material-Ti (grade-2) alloy: Modelling and Optimization. J. Clean. Prod. 2017. [Google Scholar] [CrossRef]
- Hegab, H.A.; Darras, B.; Kishawy, H.A. Towards sustainability assessment of machining processes. J. Clean. Prod. 2018, 170, 694–703. [Google Scholar] [CrossRef]
- Kadam, G.S.; Pawade, R.S. Surface integrity and sustainability assessment in high-speed machining of Inconel 718—An eco-friendly green approach. J. Clean. Prod. 2017, 147, 273–283. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Zhao, G.Y.; Liu, Z.Y.; He, Y.; Cao, H.J.; Guo, Y.B. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Abbas, A.T.; Benyahia, F.; El Rayes, M.M.; Pruncu, C.; Taha, M.A.; Hegab, H. Towards optimization of machining performance and sustainability aspects when turning AISI 1045 steel under different cooling and lubrication strategies. Materials 2019, 12, 3023. [Google Scholar] [CrossRef] [Green Version]
- Ali, R.A.; Mia, M.; Khan, A.M.; Chen, W.; Gupta, M.K.; Pruncu, C.I. Multi-response optimization of face milling performance considering tool path strategies in machining of Al-2024. Materials 2019, 12, 1013. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Zheng, G.; Cheng, X.; Yang, X.; Xu, R.; Zhang, H. Cutting performance evaluation of the coated tools in high-speed milling of aisi 4340 steel. Materials 2019, 12, 3266. [Google Scholar] [CrossRef] [Green Version]
- Gupta, M.K.; Pruncu, C.I.; Mia, M.; Singh, G.; Singh, S.; Prakash, C.; Sood, P.K.; Gill, H.S. Machinability investigations of Inconel-800 super alloy under sustainable cooling conditions. Materials 2018, 11, 2088. [Google Scholar] [CrossRef] [Green Version]
- Gamage, J.R.; DeSilva, A.K.M.; Chantzis, D.; Antar, M. Sustainable machining: Process energy optimisation of wire electrodischarge machining of Inconel and titanium superalloys. J. Clean. Prod. 2017, 164, 642–651. [Google Scholar] [CrossRef] [Green Version]
- Gunda, R.K.; Reddy, N.S.K.; Kishawy, H.A. A Novel Technique to Achieve Sustainable Machining System. Procedia CIRP 2016, 40, 30–34. [Google Scholar] [CrossRef] [Green Version]
- Lu, T.; Jawahir, I.S. Metrics-based sustainability evaluation of cryogenic machining. Procedia CIRP 2015, 29, 520–525. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M’Saoubi, R.; Kopac, J.; Dillon, O.W.; Jawahir, I.S. Sustainable machining of high temperature Nickel alloy—Inconel 718: Part 1—Predictive performance models. J. Clean. Prod. 2014, 81, 255–269. [Google Scholar] [CrossRef]
- Goindi, G.S.; Sarkar, P. Dry machining: A step towards sustainable machining—Challenges and future directions. J. Clean. Prod. 2017, 165, 1557–1571. [Google Scholar] [CrossRef]
- Shin, S.J.; Woo, J.; Rachuri, S. Energy efficiency of milling machining: Component modeling and online optimization of cutting parameters. J. Clean. Prod. 2017, 161, 12–29. [Google Scholar] [CrossRef]
- Um, J.; Gontarz, A.; Stroud, I. Developing energy estimation model based on sustainability KPI of machine tools. Procedia CIRP 2015, 26, 217–266. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Owodunni, O.; Gao, J. Scenarios in multi-objective optimisation of process parameters for sustainable machining. Procedia CIRP 2015, 26, 373–378. [Google Scholar] [CrossRef] [Green Version]
- Gao, R.; Wang, L.; Teti, R.; Dornfeld, D.; Kumara, S.; Mori, M.; Helu, M. Cloud-enabled prognosis for manufacturing. CIRP Ann. 2015, 64, 749–772. [Google Scholar] [CrossRef] [Green Version]
- Menzel, C.; Mayer, R.J. The IDEF Family of Languages. In Handbook on Architectures of Information Systems; Springer: Berlin/Heidelberg, Germany, 1998. [Google Scholar]
- Dornfeld, D.A. Moving towards green and sustainable manufacturing. Int. J. Precis. Eng. Manuf.-Green Technol. 2014, 1, 63–66. [Google Scholar] [CrossRef] [Green Version]
- Vila, C.; Ayabaca, C.; Gutiérrez, S.; Meseguer, A.; Torres, R.; Yang, X. Analysis of Different Tool Path Strategies for Free Form Machining with Computer Aided Surface Milling Operations. In Proceedings of the 8th Manufacturing Engineering Society International Conference MESIC 2019, Madrid, Spain, 19–21 June 2019; Barajas, C., Caja, J., Calvo, R., Maresca, P., Palacios, T., Eds.; ETSI Aeronáutica y del Espacio, UPM: Madrid, Spain, 2019; p. 137. [Google Scholar]
- Ayabaca, C.; Vila, C.; Abellán-Nebot, J.V. Comparative study of Sustainability Metrics for Face Milling AISI 1045 in different Machining Centers. In Proceedings of the 8th Manufacturing Engineering Society International Conference MESIC 2019, Madrid, Spain, 19–21 June 2019; Barajas, C., Caja, J., Calvo, R., Maresca, P., Palacios, T., Eds.; ETSI Aeronáutica y del Espacio, UPM: Madrid, Spain, 2019; p. 133. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PPR Perspective | Activity | Generic Indicator | Units | Sustainable Objective |
|---|---|---|---|---|
| Material | Raw Materials Extraction | Material class Material properties | Options Value | ↗ ↗ |
| Manufacture | % Recycled content Weight | % Kg | ↗ ↘ | |
| Product | Transport and Distribution | Region where it is manufactured. Transportation to end user. | Km, CO2 M | ↘ ↘ |
| Use | Energy need throughout its useful life | kWh | ↘ | |
| Recycling | % Recycling | % | ↗ | |
| End Disposition | % Burned % Spell | % % | ↘ ↘ | |
| Process | Product Manufacture | Energy of the manufacturing process. Useful product lifetime of the product. Energy needed for assembly. | kWh s kWh | ↘ ↗ ↘ |
| PPR Perspective | Phase | Generic Indicator | Acronyms | Units | Sustainable Dimension |
|---|---|---|---|---|---|
| Product | Use End Disposition | Surface Roughness | Ra | µ | Economic |
| Refrigerant Consumption | Rc | m³ | Environmental | ||
| Carbon Emissions | Ce | CO2 | Environmental | ||
| Process | Product Manufacture | Material Remove Rate | MRR | m3/s | Economic |
| Tool Life per Edge | T.L/edge | Min | Economic | ||
| Production Rate per Edge | PR/edge | Units | Economic | ||
| Production Cost per Component | PC/edge | €/part | Economic | ||
| Energy Consumption | Ec | kWh | Environmental | ||
| Cutting Temperature | Ct | ° | Environmental | ||
| Worker Productivity | Wp | % | Social | ||
| Relations with Other Workers | Rw | % | Social | ||
| Worker Skills | Ws | % | Social | ||
| Rotation Flexibility at Work | Rf | % | Social | ||
| Punctuality at Work | Pw | % | Social | ||
| Senior Management Support | Sms | % | Social | ||
| Total Satisfaction | Ts | % | Social | ||
| Auspicious Work Environment | Awe | % | Social | ||
| Support from Authorities | Sfa | % | Social | ||
| Worker Requirements | Wr | % | Social |
| Phase | General Information | Detailed Information |
|---|---|---|
| Design | Definitions of Material, Product, and Process in the stage of design (Table 4) | In Table 8, specific information and definitions of Material, Product, and Process in the design stage, manufacturing, use and end of life. |
| Manufacturing | Definitions of Material, Product, and Process in the stage of manufacturing (Table 5) | |
| Use | Definitions of Material, Product, and Process in the use stage (Table 6) | |
| End of Life | Definitions of Material, Product, and Process in the end-of-life Stage (Table 7) |
| Phase | PPR Perspective | Indicator Name | Description |
|---|---|---|---|
| Design | Material | Material.Family | Identifies the materials used for the design of each component of the product |
| Product | Part.Functionality | Describes the function of the part and determines the mechanical relationships with the others in the set | |
| Part.Volume | Indicates the volume of a part. The mathematical definition depends on its geometry | ||
| Part.Surface | Reveals the surface integrity of a part/product | ||
| Part.Requirements | Lists the functional requirements of the part, for example roughness, dimensional tolerances, etc. | ||
| Process | Process.Material | Illustrates design considerations that affect compatibility between manufacturing processes and the selected material group |
| Phase | PPR Perspective | Indicator Name | Description |
|---|---|---|---|
| Manufacturing | Material | Material.Process | Establishes the design considerations that affect the compatibility between the material selected with the manufacturing process |
| Product | Part.Process | Illustrates the design considerations that affect the geometric compatibility of the part with the manufacturing process. | |
| Process | Process.Cost | Reveals the cost of the process per part/unit | |
| Process.Consumption | Shows the energy consumption in the manufacture of the part. This indicator contains more detailed indicators for each energy source (W, L/h, etc.) | ||
| Process.Logistics | Describes the material flow, internal and external to the shop floor. This indicator contains more detailed indicators according to the part process plan | ||
| Process.Emissions | Indicates the emissions of solids, liquids, and gases produced in the process. This indicator contains lower-level indicators with different perspectives. |
| Phase | PPR Perspective | Indicator Name | Description |
|---|---|---|---|
| Use | Material | Material.Fungible | Indicates the necessary materials or components used by the product during its phase of use |
| Product | Part.Consumption | Indicates the consumption of various energy sources used by the product for proper operation (water, electricity, gas, etc.) | |
| Part.Maintenance | Lists the maintenance actions that must be undertaken during use, mainly those programmed, with an estimate of unscheduled maintenance | ||
| Process | Process.SpareParts | Shows the manufacturing orders that must be issued to maintain the legally established stock of the product during the use phase and after production ends |
| Phase | PPR Perspective | Indicator Name | Description |
|---|---|---|---|
| End of Life | Material | Material.Recycling | Identifies the amount of material that can be recycled for each of the parts/components used in the product |
| Product | Part.Reduce | Identifies the parts or components that can be removed without damaging the proper functioning of the product | |
| Part.Reutilize | Identifies the parts or components that can be reused as components of another new product | ||
| Part.Recycle | Identifies the parts or components that can be recycled and included as part of the base material as spare parts without damaging the proper functioning of the product | ||
| Part.Redesign | Identifies parts or components that are likely to be redesigned to minimize the environmental impact of the assembly | ||
| Part.Recover | Identifies the parts or components that can be recovered as spare parts without damaging the proper functioning of the product | ||
| Part.Remanufacture | Identifies the parts or components that can be re-passed through a new manufacturing process and incorporated into a new product. | ||
| Process | Process.Remanufacturing | Establishes the ability of the manufacturing process to form materials from a product in the end-of-life phase |
| Phase | PPR Perspective | Indicator Definition | Expression | Units [Example] | Goal | Source of Information |
|---|---|---|---|---|---|---|
| Design | Material | Material.Family | M.F. | kg | ↗ | Standard/Databases |
| Product | Part.Functionality | P.F | Functionality | ↗ | Guides | |
| Part.Volume | P.Vm | mm³ | ↗ | @ | ||
| Part.Surface | P.Sf | µ; mm² | ↗ | @ | ||
| Part.Requirements | P.R | # Requirements | ↗ | @ | ||
| Process | Process.Material | P.Mc | Machining Operations | ↘ | Guides | |
| Manufacturing | Material | Material.Process | M.Pc. | Machining strategy | ↘ | Standard/Guides |
| Product | Part.Process | P.P | Machining path | ↘ | Guides | |
| Process | Process.Cost | P.C | €/unit | ↘ | @ | |
| Process.Consumption | P.Co | Kg; € | ↘ | @ | ||
| Process.Logistics | P.L | s; m; € | ↘ | @ | ||
| Process.Emissions | P.E | Kg CO2 | ↘ | @ | ||
| Use | Material | Material.Fungible | M.Fu | Kg | ↘ | Database |
| Product | Part.Consumption | P.C | kW/h | ↘ | Standards; @ | |
| Part.Maintenance | P.M | OEE | ↘ | Guides; @ | ||
| Process | Process.Spare Parts | P.Rec | # orders | ↘ | Guides; @ | |
| End of Life | Material | Material.Recycling | M.R | Recycled Kg/Kg components | ↗ | Guides, Standard; @ |
| Product | Part.Reduce | P.Redu | parts/unit | ↗ | Guides; @ | |
| Part.Reutilize | P.Reu | parts/product | ↗ | Guides; @ | ||
| Part.Recycle | P.Rec | parts/product | ↗ | Guides; @ | ||
| Part.Redesign | P.Reds | parts/product | ↗ | Guides; @ | ||
| Part.Recover | P.Rep | parts/product | ↗ | Guides; @ | ||
| Part.Remanufacture | P.Ref | parts/product | ↗ | Guides; @ | ||
| Process | Process. Remanufacturing | P.RMfg | % | ↗ | Guides; @ |
| Phase | Test | PPR Perspective | Method | Machining Process | Material | Metric Evaluated | Goal |
|---|---|---|---|---|---|---|---|
| DESIGN | #1 | Process | Simulation CAD/CAM Autodesk | Milling: Surface Facing | AISI1045 | MRR | ↗ |
| Machining Time | ↘ | ||||||
| #2 | Process | Simulator CAD/CAM 3DExperience | Milling: Concave Surfaces | AISI1045 | Machining Strategies | ↗ | |
| Milling: Convex Surface | AISI1045 | Machining Strategies | ↗ | ||||
| MANUFACTURING | #3 | Part | Measurements and tests | Turning Straight Turning | AISI1018 | Roughness | ↘ |
| Microhardness | ↗ | ||||||
| Surface Metallographic | ↗ | ||||||
| Mechanical Performance | ↗ | ||||||
| Plastic Deformation | ↘ | ||||||
| 4#4 | Part | Measurements between two machining centers | Milling: Surface Facing | AISI1045 | Roughness (Machine Tool A) | ↘ | |
| Roughness (Machine Tool B) | ↘ | ||||||
| Power Consumption (Machine Tool A) | ↘ | ||||||
| Power Consumption (Machine Tool B) | ↘ | ||||||
| #5 | Process | Measurements in Social Dimension | Turning, Milling | Various | 16 Sustainability Indicators | ↗ |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ayabaca, C.; Vila, C. An Approach to Sustainable Metrics Definition and Evaluation for Green Manufacturing in Material Removal Processes. Materials 2020, 13, 373. https://doi.org/10.3390/ma13020373
Ayabaca C, Vila C. An Approach to Sustainable Metrics Definition and Evaluation for Green Manufacturing in Material Removal Processes. Materials. 2020; 13(2):373. https://doi.org/10.3390/ma13020373
Chicago/Turabian StyleAyabaca, César, and Carlos Vila. 2020. "An Approach to Sustainable Metrics Definition and Evaluation for Green Manufacturing in Material Removal Processes" Materials 13, no. 2: 373. https://doi.org/10.3390/ma13020373
APA StyleAyabaca, C., & Vila, C. (2020). An Approach to Sustainable Metrics Definition and Evaluation for Green Manufacturing in Material Removal Processes. Materials, 13(2), 373. https://doi.org/10.3390/ma13020373