The Effects of Micro-Segregation on Isothermal Transformed Nano Bainitic Microstructure and Mechanical Properties in Laser Cladded Coatings


Abstract
:1. Introduction
2. Materials and Experimental Procedures
2.1. Experiment Materials
2.2. Laser Cladding
2.3. Characterization
3. Results and Discussion
3.1. Microstructure
3.2. XRD Analysis
3.3. Mechanical Properties
4. Conclusions
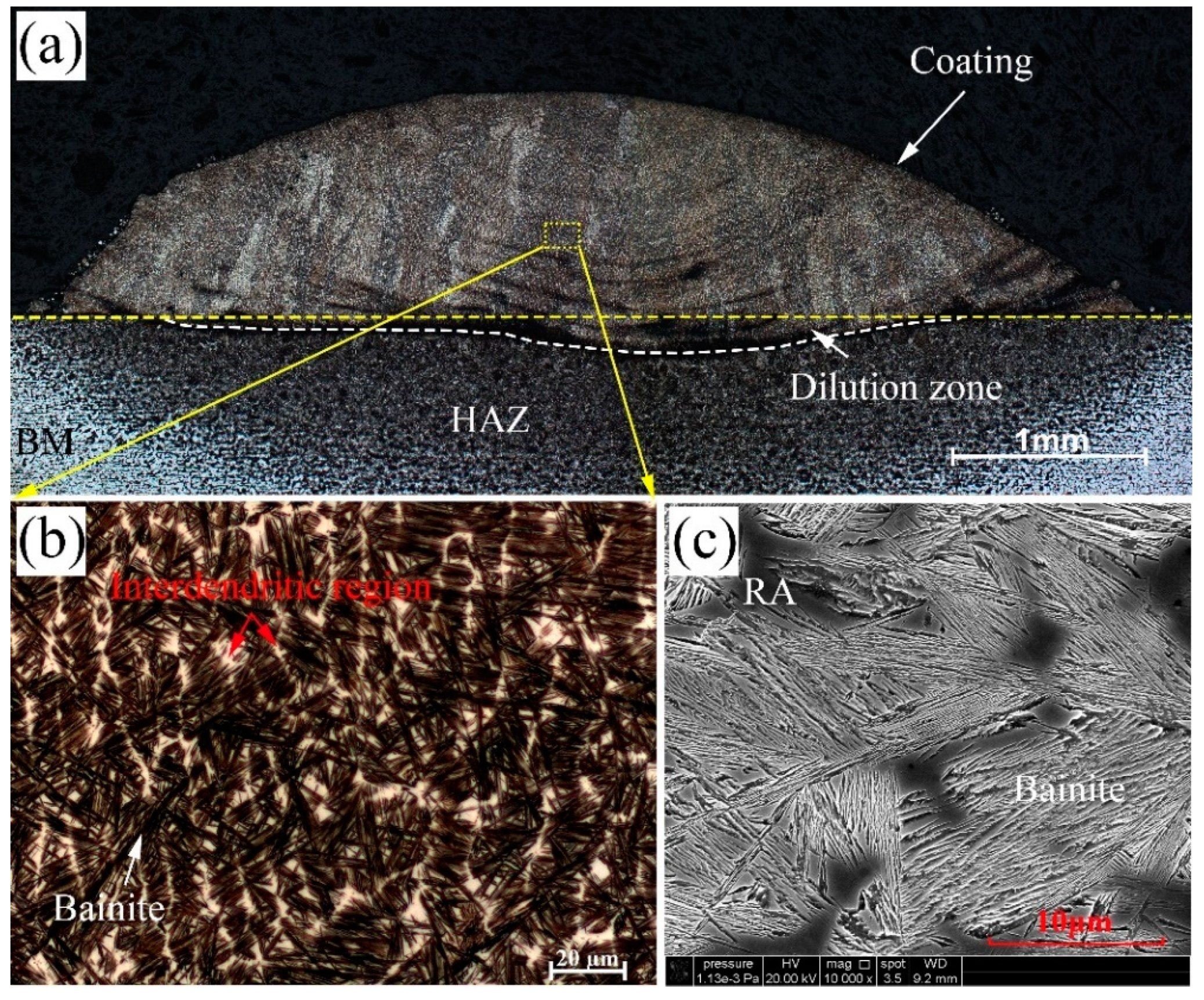
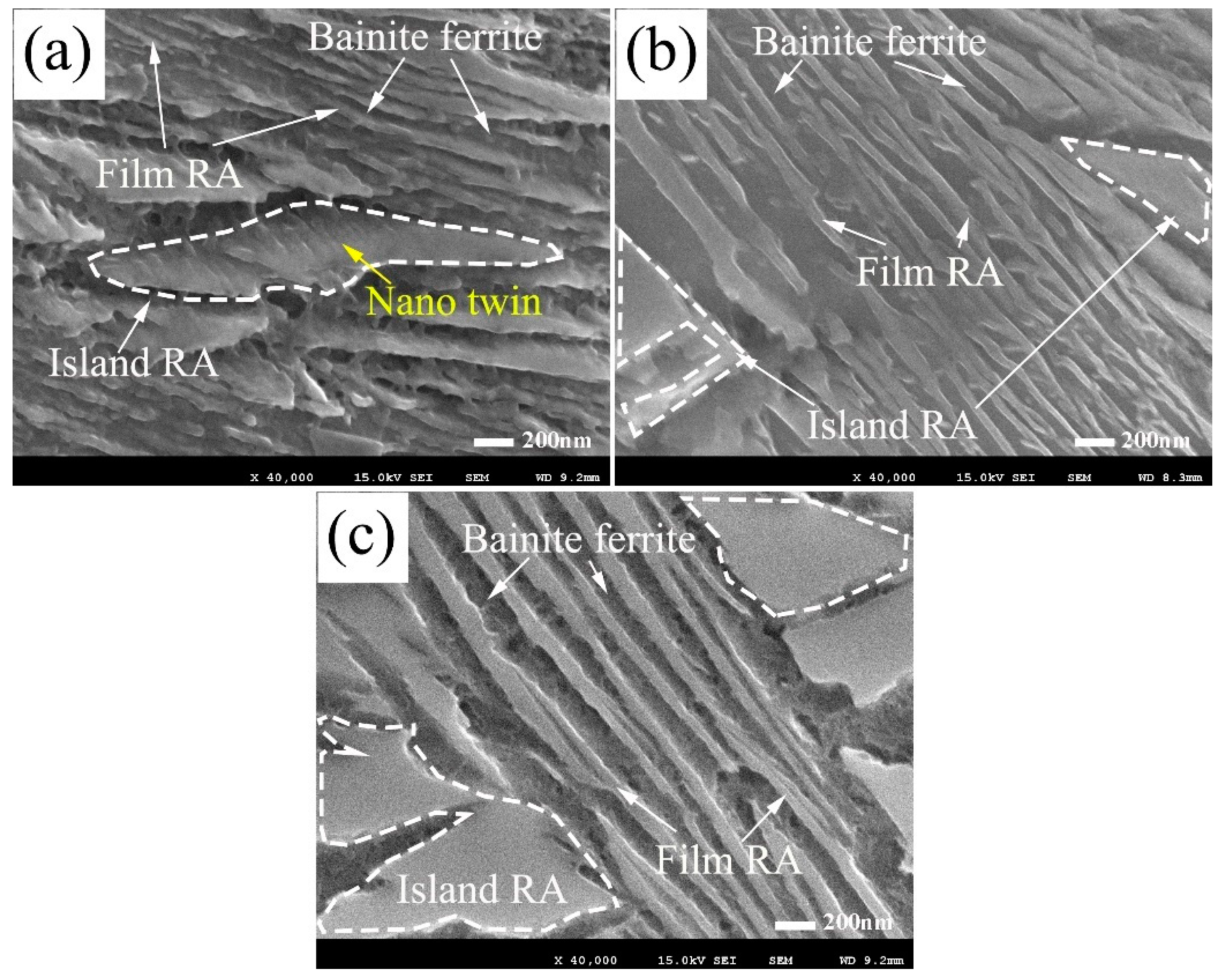
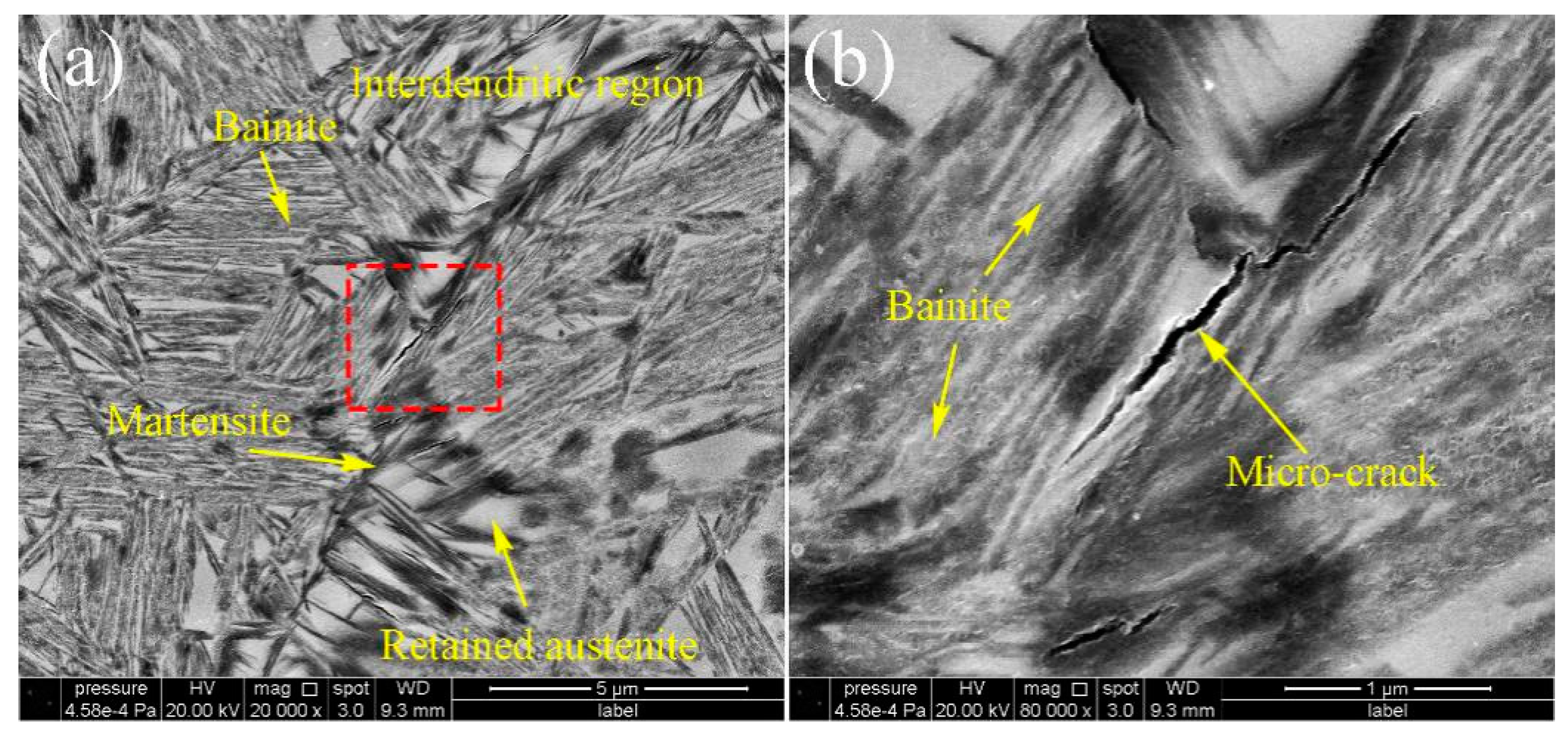
- There are three type of retained austenite distribute in the bainitic coatings. The film RA and island-like RA distribute in lamellar ferrite while the blocky retained austenite distribute at the interdendritic region.
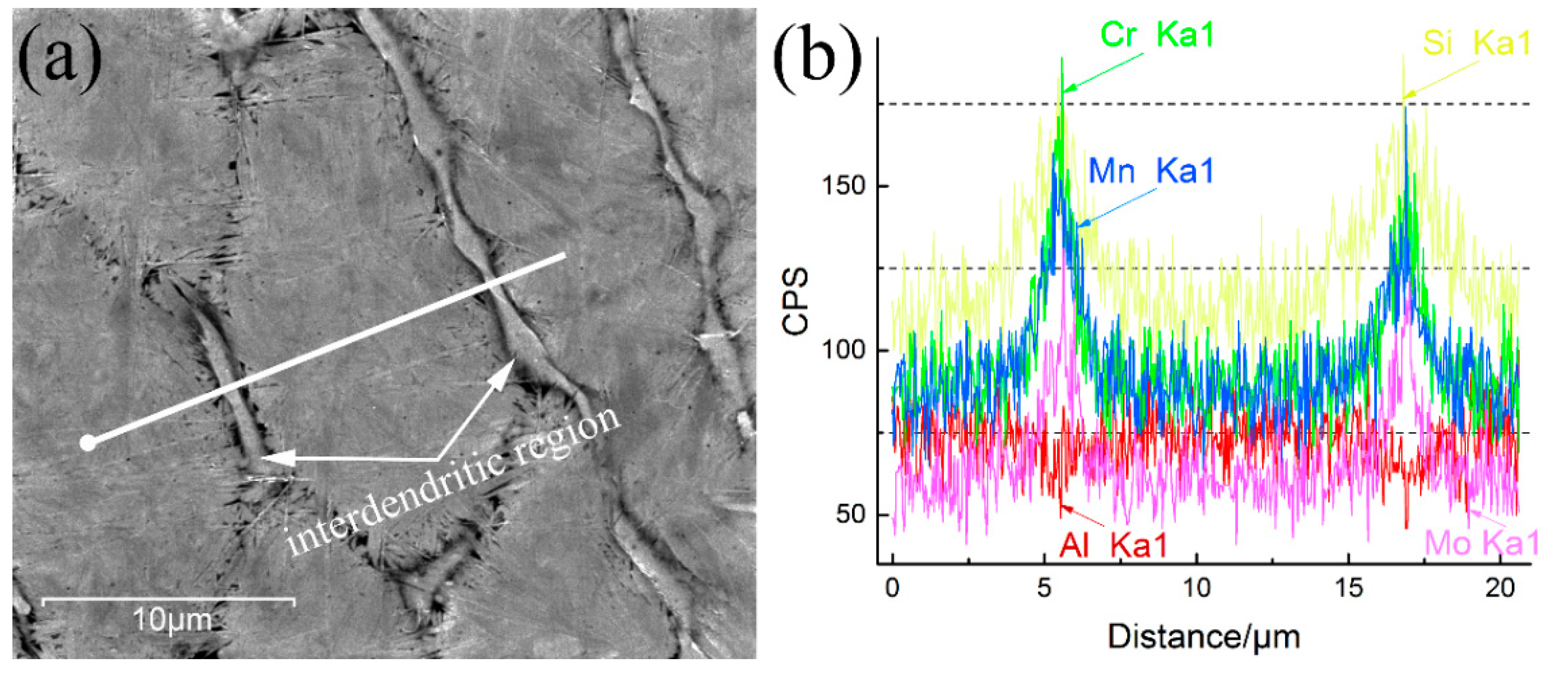
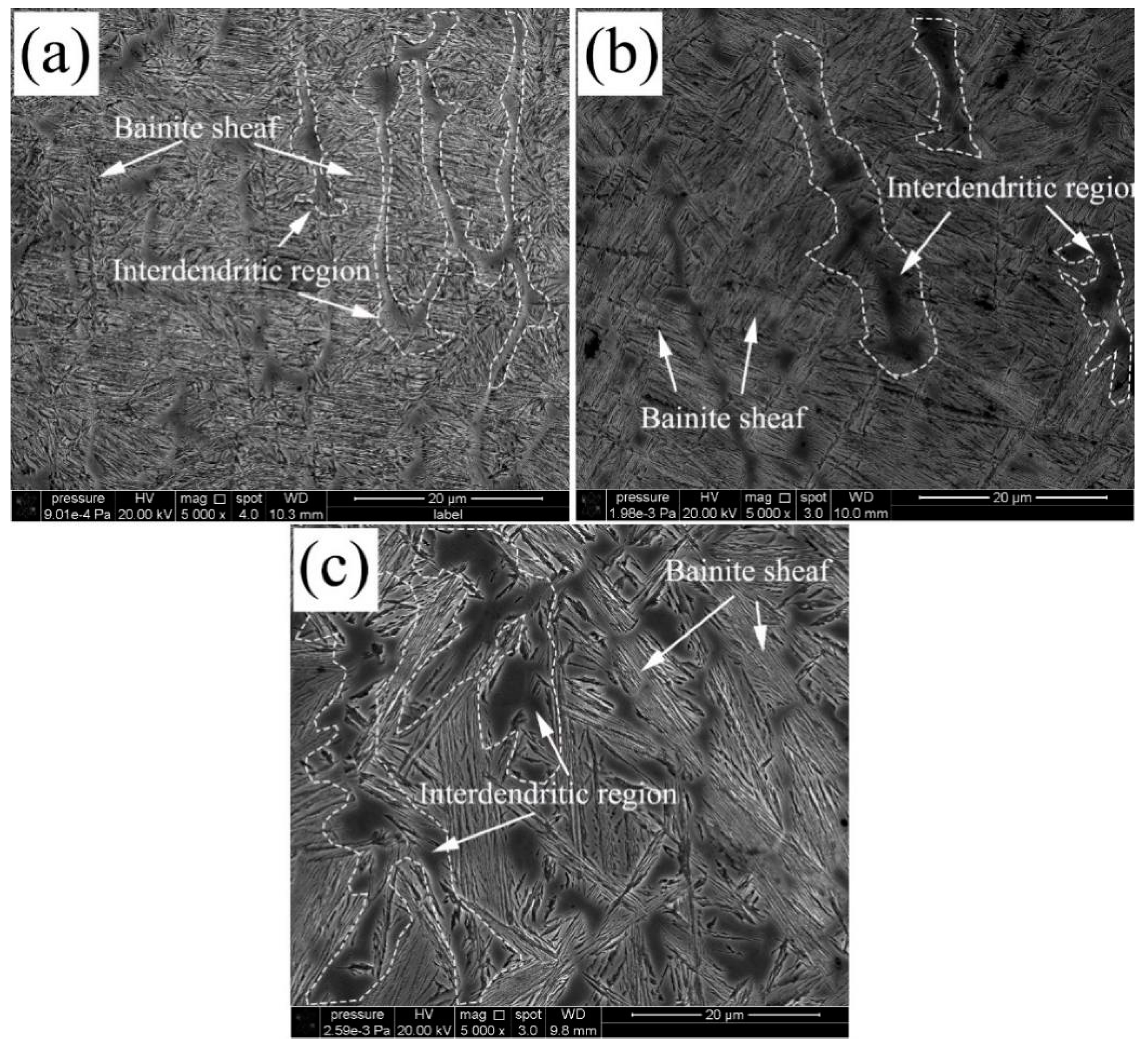
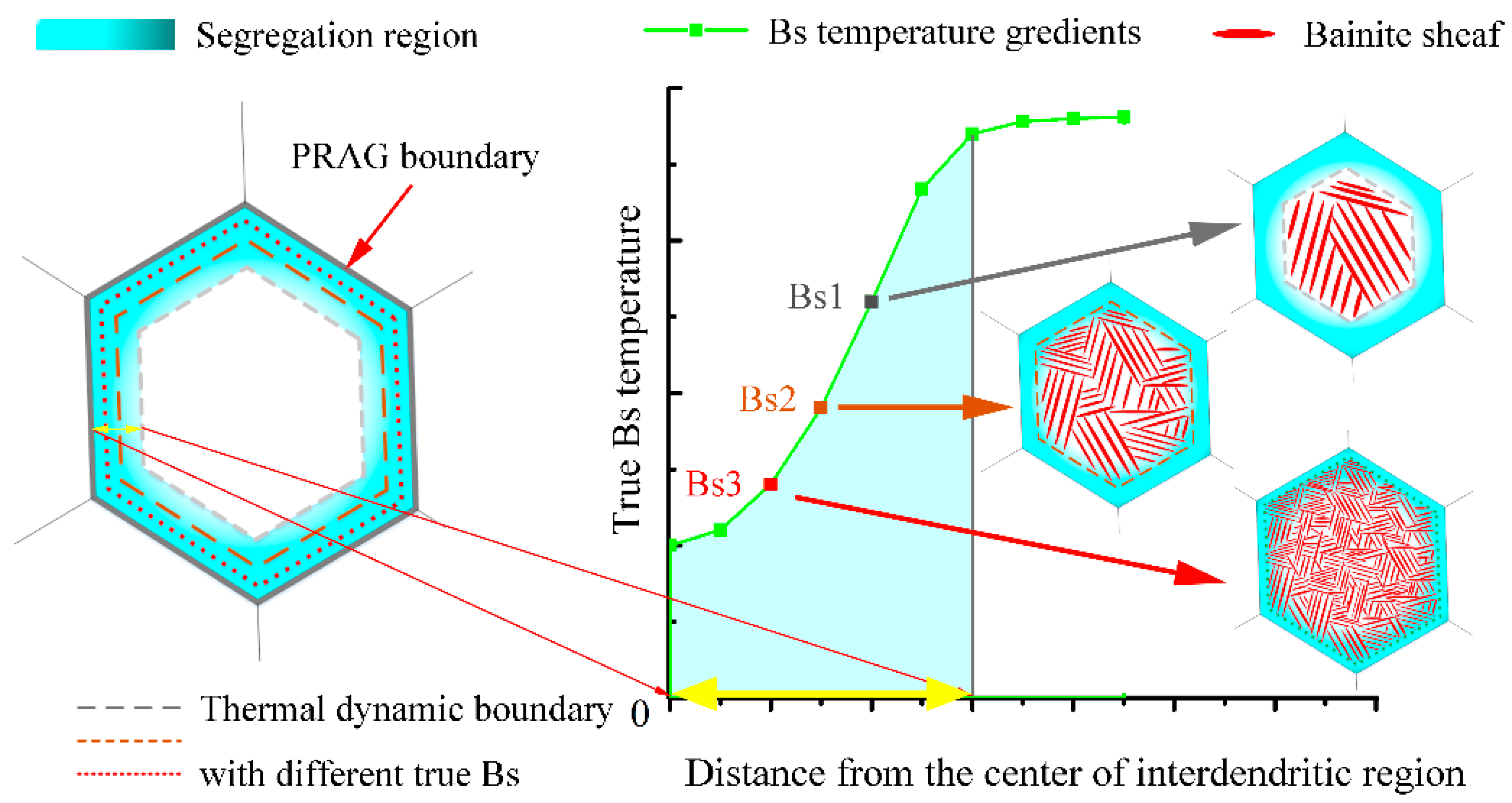
- The interdendritic blocky austenite is retained as a result the element segregation in this area, which also influences the bainitic growth morphologies in the different temperature transformed coating.
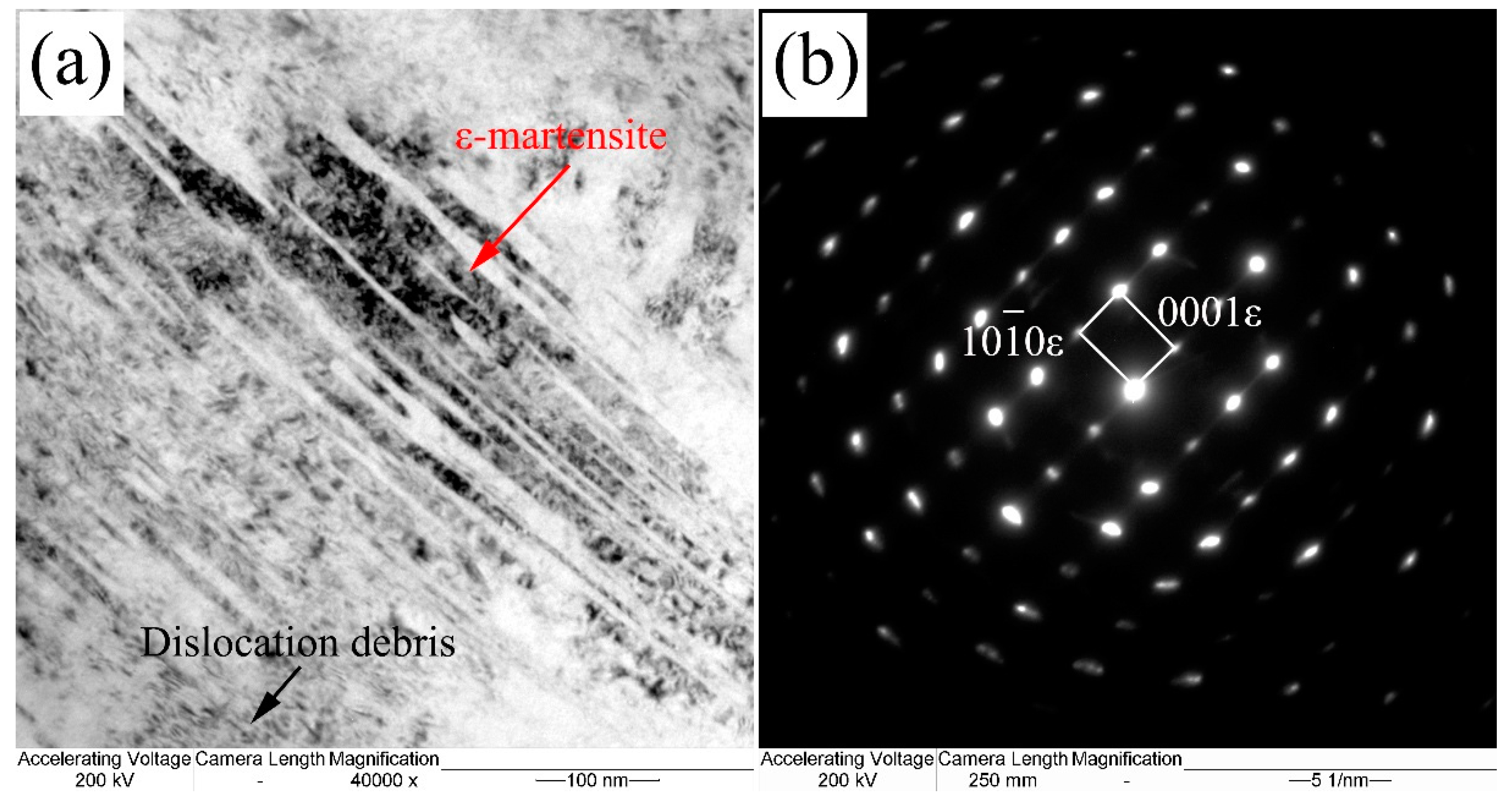
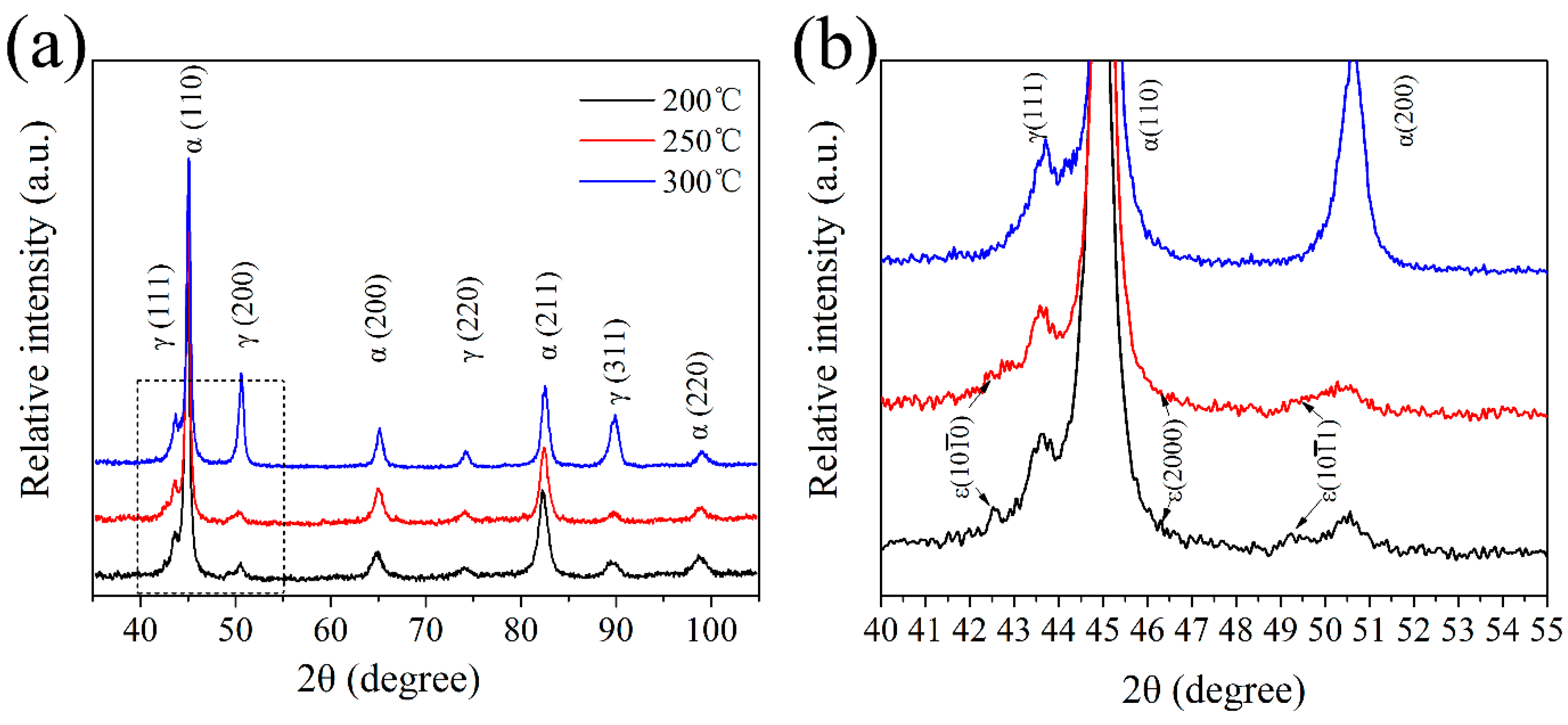
- The RA in the interdendritic region has relative lower stability, which can be transformed to martensite, which is detrimental for the mechanical properties.
- The nano indentation shows that the coatings obtained at 300 °C have a lower nano hardness (6.26 GPa) than those obtained at 200 °C (8.39 GPa) and 250 °C (8.11 GPa).
- The 200 °C specimens showed extremely high tensile strength (2098 MPa), but the elongation is lower than the 250 °C and 300 °C specimens.
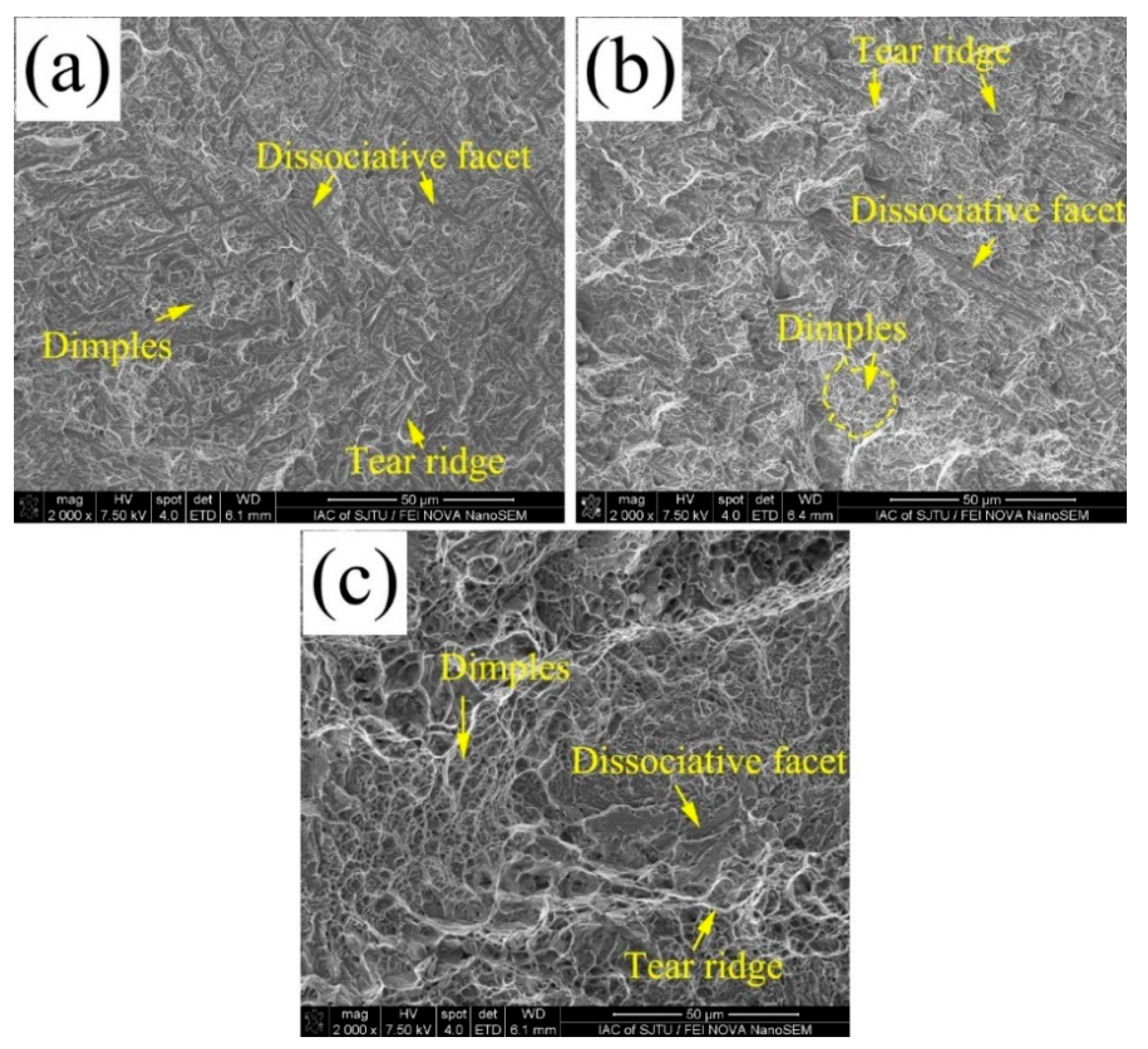
- The fracture surfaces of the tensile specimens consisted of dimples, quasi-cleavage fracture, tear ridges, and characteristics of a mixed failure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dai, Z.; Ding, R.; Yang, Z.; Zhang, C.; Chen, H. Thermo-kinetic design of retained austenite in advanced high strength steels. Acta Mater. 2018, 152, 288–299. [Google Scholar] [CrossRef]
- Kwon, O.; Lee, K.Y.; Kim, G.S.; Chin, K.G. New Trends in Advanced High Strength Steel Developments for Automotive Application. Mater. Des. Mater. Sci. Forum 2010, 638–642, 136–141. [Google Scholar] [CrossRef]
- Yoozbashi, M.N.; Yazdani, S.; Wang, T.S. Design of a new nanostructured, high-Si bainitic steel with lower cost production. Mater. Des. 2011, 32, 3248–3253. [Google Scholar] [CrossRef]
- Cornide, J.; Garcia-Mateo, C.; Capdevila, C.; Caballero, F.G. An assessment of the contributing factors to the nanoscale structural refinement of advanced bainitic steels. J. Alloys Compd. 2013, 577, S43–S47. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Sourmail, T.; Cornide, J.; Smanio, V.; Elvira, R. Composition design of nanocrystalline bainitic steels by diffusionless solid reaction. An assessment of the contributing factors to the nanoscale structural refinement of advanced bainitic steels. Met. Mater. Int. 2014, 20, 405–415. [Google Scholar] [CrossRef] [Green Version]
- Beladi, H.; Timokhina, I.B.; Xiong, X.Y.; Hodgson, P.D. A novel thermomechanical approach to produce a fine ferrite and low-temperature bainitic composite microstructure. Acta Mater. 2013, 61, 7240–7250. [Google Scholar] [CrossRef]
- Rementeria, R.; Jimenez, J.A.; Allain, S.Y.P.; Geandier, G.; Poplawsky, J.D.; Guo, W.; Urones-Garrote, E.; Garcia-Mateo, C.; Caballero, F.G. Quantitative assessment of carbon allocation anomalies in low temperature bainite. Acta Mater. 2017, 133, 333–345. [Google Scholar] [CrossRef]
- Caballero, F.G.; Allain, S.; Cornide, J.; Puerta Velásquez, J.D.; Garcia-Mateo, C.; Miller, M.K. Design of cold rolled and continuous annealed carbide-free bainitic steels for automotive application. Mater. Des. 2013, 49, 667–680. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Sourmail, T.; Kuntz, M.; Cornide, J.; Smanio, V.; Elvira, R. Tensile behaviour of a nanocrystalline bainitic steel containing 3 wt% silicon. Mater. Sci. Eng. A 2012, 549, 185–192. [Google Scholar] [CrossRef] [Green Version]
- García-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Mechanical Properties of Low-Temperature Bainite. Mater. Sci. Forum 2005, 500–501, 495–502. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Chao, J.; Capdevila, C.; Garcia de Andres, C. Mechanical stability of retained austenite during plastic deformation of super high strength carbide free bainitic steels. J. Mater. Sci. 2009, 44, 4617–4624. [Google Scholar] [CrossRef]
- Wang, J.; Van Der Zwaag, S. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar] [CrossRef]
- Sakuma, Y.; Matsumura, O.; Takechi, H. Mechanical properties and retained austenite in intercritically heat-treated bainite-transformed steel and their variation with Si and Mn additions. Metall. Mater. Trans. A 1991, 22, 489–498. [Google Scholar] [CrossRef]
- Yang, H.-S.; Bhadeshia, H.K.D.H. Austenite grain size and the martensite-start temperature. Scr. Mater. 2009, 60, 493–495. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.H.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Acta Mater. 2007, 55, 6713–6723. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, L.; Findley, K.O.; Speer, J.G. Influence of Temperature and Grain Size on Austenite Stability in Medium Manganese Steels. Metall. Mater. Trans. A 2017, 48, 2140–2149. [Google Scholar] [CrossRef]
- Basuki, A.; Aernoudt, E. Influence of rolling of TRIP steel in the intercritical region on the stability of retained austenite. J. Mater. Process. Technol. 1999, 89–90, 37–43. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of microstructure on the stability of retained austenite in transformation-induced-plasticity steels. Metall. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Jimenez, J.A.; Yen, H.W.; Miller, M.K.; Morales-Rivas, L.; Kuntz, M.; Ringer, S.P.; Yang, J.R.; Caballero, F.G. Low temperature bainitic ferrite: Evidence of carbon super-saturation and tetragonality. Acta Mater. 2015, 91, 162–173. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Zhu, K.; Zhao, L.; van der Zwaag, S. Analysis of transformation stasis during the isothermal bainitic ferrite formation in Fe–C–Mn and Fe–C–Mn–Si alloys. Acta Mater. 2013, 61, 5458–5468. [Google Scholar] [CrossRef]
- Zhou, W.H.; Wang, X.L.; Venkatsurya, P.K.C.; Guo, H.; Shang, C.J.; Misra, R.D.K. Structure–mechanical property relationship in a high strength low carbon alloy steel processed by two-step intercritical annealing and intercritical tempering. Mater. Sci. Eng. A 2014, 607, 569–577. [Google Scholar] [CrossRef]
- Gong, W.; Tomota, Y.; Harjo, S.; Su, Y.H.; Aizawa, K. Effect of prior martensite on bainite transformation in nanobainite steel. Acta Mater. 2015, 85, 243–249. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of Low-temperature Bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Li, Z.; Yao, C.; Zhang, K.; Lu, F.; Feng, K.; Huang, J.; Wang, M.; Wu, Y. Microstructure evolution of Fe-based nanostructured bainite coating by laser cladding. Mater. Des. 2014, 63, 100–108. [Google Scholar] [CrossRef]
- Guo, Y.; Li, Z.; Hosseini, S.R.E.; Wang, M. Effect of chemical segregation on nanobainitic transformation in laser cladded coatings. Mater. Des. 2015, 88, 781–789. [Google Scholar] [CrossRef]
- Gu, S.; Chai, G.; Wu, H.; Bao, Y. Characterization of local mechanical properties of laser-cladding H13–TiC composite coatings using nanoindentation and finite element analysis. Mater. Des. 2012, 39, 72–80. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Peet, M.; Caballero, F.G.; Bhadeshia, H.K.D.H. Tempering of hard mixture of bainitic ferrite and austenite. Mater. Sci. Technol. 2004, 20, 814–818. [Google Scholar] [CrossRef] [Green Version]
- Dyson, D.J. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 208, 469–474. [Google Scholar]
- Rashid, R.R.; Abaspour, S.; Palanisamy, S.; Matthews, N.; Dargusch, M. Metallurgical and geometrical characterisation of the 316L stainless steel clad deposited on a mild steel substrate. Surf. Coat. Technol. 2017, 327, 174–184. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Hossain, R.; Pahlevani, F.; Sahajwalla, V. Effect of small addition of Cr on stability of retained austenite in high carbon steel. Mater. Charact. 2017, 125, 114–122. [Google Scholar] [CrossRef]
- Vitos, L.; Nilsson, J.O.; Johansson, B. Alloying effects on the stacking fault energy in austenitic stainless steels from first-principles theory. Acta Mater. 2006, 54, 3821–3826. [Google Scholar] [CrossRef]
- Pierce, D.T.; Jiménez, J.A.; Bentley, J.; Raabe, D.; Wittig, J.E. The influence of stacking fault energy on the microstructural and strain-hardening evolution of Fe–Mn–Al–Si steels during tensile deformation. Acta Mater. 2015, 100, 178–190. [Google Scholar] [CrossRef]
- Kostic, M.M.; Hawbolt, E.B.; Brown, L.C. Growth kinetics of bainite plates and widmanstÄtten needles in the Β′ phase of a Ag-45at. pct Cd alloy. Metall. Mater. Trans. A 1976, 7, 1643–1653. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Very strong low temperature bainite. Mater. Sci. Technol. 2002, 18, 279–284. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.K.D.H. Bainite in Steels; The Institute of Materials: London, UK, 2001. [Google Scholar]
- Singh, S.B.; Bhadeshia, H.K.D.H. Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 1998, 245, 72–79. [Google Scholar] [CrossRef]
- Tsai, Y.T.; Lin, C.R.; Lee, W.S.; Huang, C.Y.; Yang, J.R. Mechanical behavior and microstructural evolution of nanostructured bainite under high-strain rate deformation by Hopkinson bar. Scr. Mater. 2016, 115, 46–51. [Google Scholar] [CrossRef]
- Ghasemi-Nanesa, H.; Nili-Ahmadabadi, M.; Shirazi, H.; Hossein Nedjad, S.; Pishbin, S.H. Ductility enhancement in ultrafine-grained Fe–Ni–Mn martensitic steel by stress-induced reverse transformation. Mater. Sci. Eng. A 2010, 527, 7552–7556. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A general mechanism of martensitic nucleation: Part I. General concepts and the FCC HCP transformation. Metall. Trans. A 1976, 7, 1897–1904. [Google Scholar]
- Speer, J.G.; Edmonds, D.V.; Rizzo, F.C.; Matlock, D.K. Partitioning of carbon from supersaturated plates of ferrite, with application to steel processing and fundamentals of the bainite transformation. Curr. Opin. Solid State Mater. Sci. 2004, 8, 219–237. [Google Scholar] [CrossRef]
- Mújica Roncery, L.; Weber, S.; Theisen, W. Welding of twinning-induced plasticity steels. Scr. Mater. 2012, 66, 997–1001. [Google Scholar] [CrossRef]
- Bergeon, N.; Guenin, G.; Esnouf, C. Microstructural analysis of the stress-induced ε martensite in a Fe–Mn–Si–Cr–Ni shape memory alloy: Part I—Calculated description of the microstructure. Mater. Sci. Eng. A 1998, 242, 77–86. [Google Scholar] [CrossRef]
- Solano-Alvarez, W.; Abreu, H.F.G.; da Silva, M.R.; Peet, M.J.J. Phase quantification in nanobainite via magnetic measurements and X-ray diffraction. Magn. Magn. Mater. 2015, 378, 200–205. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; David, S.A.; Vitek, J.M.; Reed, R.W. Stress induced transformation to bainite in Fe–Cr–Mo–C pressure vessel steel. Mater. Sci. Technol. 1991, 7, 686–698. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. Bainite in silicon steels: New composition–property approach part 1. Met. Sci. 1983, 17, 411–419. [Google Scholar] [CrossRef]
- Rashid, R.R.; Barr, C.J.; Palanisamy, S.; Nazari, K.A.; Orchowski, N.; Matthews, N.; Dargusch, M.S. Effect of clad orientation on the mechanical properties of laser-clad repaired ultra-high strength 300 M steel. Surf. Coat. Technol. 2019, 380, 125090. [Google Scholar] [CrossRef]
- Ghidelli, M.; Sebastiani, M.; Collet, C.; Guillemet, R. Determination of the elastic moduli and residual stresses of freestanding Au-TiW bilayer thin films by nanoindentation. Mater. Des. 2016, 106, 436–445. [Google Scholar] [CrossRef]
- Ghidelli, M.; Durst, K.; Göken, M.; Sebastiani, M.; Korsunsky, A.M. A review of experimental approaches to fracture toughness evaluation at the micro-scale. Mater. Des. 2019, 173, 107762. [Google Scholar]
- Guo, Y.; Feng, K.; Lu, F.; Zhang, K.; Li, Z.; Hosseini, S.R.E.; Wang, M. Effects of isothermal heat treatment on nanostructured bainite morphology and microstructures in laser cladded coatings. Appl. Surf. Sci. 2015, 357, 309–316. [Google Scholar] [CrossRef]
- Caballero, F.G.; Santofimia, M.J.; García-Mateo, C.; Chao, J.; de Andrés, C.G. Theoretical design and advanced microstructure in super high strength steels. Mater. Des. 2009, 30, 2077–2083. [Google Scholar] [CrossRef] [Green Version]
- García-Mateo, C.; Caballero, F.G.; Garc, iacute, C. The Role of Retained Austenite on Tensile Properties of Steels with Bainitic Microstructures. Mater. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef] [Green Version]
- Raabe, D.; Sandlöbes, S.; Millán, J.; Ponge, D.; Assadi, H.; Herbig, M.; Choi, P.P. Segregation engineering enables nanoscale martensite to austenite phase transformation at grain boundaries: A pathway to ductile martensite. Acta Mater. 2013, 61, 6132–6152. [Google Scholar] [CrossRef]
- Kim, B.C.; Lee, S.; Kim, N.J.; Lee, D.Y. Microstructure and local brittle zone phenomena in high-strength low-alloy steel welds. Metall. Trans. A 1991, 22, 139–149. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Co | Al | Fe | |
|---|---|---|---|---|---|---|---|---|
| Powder | 0.80 | 1.51 | 1.93 | 1.08 | 0.28 | 1.59 | 1.06 | Bal. |
| Substrate | 0.14 | 0.22 | 0.58 | - | - | - | - | Bal. |
| Laser power (kW) | Scanning velocity (mm/s) | Spot diameter (mm) | Powder feed rate (g/min) | Shielding gas flow rate (L/min) | Tail shielding gas flow rate (L/min) |
|---|---|---|---|---|---|
| 2.3 | 10 | 5 | 30 | 5 | 15 |
| 2.4 | 10 | 5 | 30 | 5 | 15 |
| 2.5 | 10 | 5 | 30 | 5 | 15 |
| Temperature (°C) | Isothermal Time (h) |
|---|---|
| 300 °C | 0.083/0.25/0.5/0.75/1/1.5/2/3/4/6/8/16 |
| 250 °C | 0.083/0.25/1/2/3/4/8/12/16/20/24 |
| 200 °C | 2/4/8/12/24/48/72/120/180/240 |
| T (°C) | Vγ (vol.%) | VγF (vol.%) | VγB (vol.%) | Cγ (at.%) |
|---|---|---|---|---|
| 200 | 17 | 12 | 5 | 6.2 |
| 250 | 24 | 15 | 9 | 5.5 |
| 300 | 38 | 14 | 24 | 4.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Li, Z.; Li, L.; Feng, K. The Effects of Micro-Segregation on Isothermal Transformed Nano Bainitic Microstructure and Mechanical Properties in Laser Cladded Coatings. Materials 2020, 13, 3017. https://doi.org/10.3390/ma13133017
Guo Y, Li Z, Li L, Feng K. The Effects of Micro-Segregation on Isothermal Transformed Nano Bainitic Microstructure and Mechanical Properties in Laser Cladded Coatings. Materials. 2020; 13(13):3017. https://doi.org/10.3390/ma13133017
Chicago/Turabian StyleGuo, Yanbing, Zhuguo Li, Liqun Li, and Kai Feng. 2020. "The Effects of Micro-Segregation on Isothermal Transformed Nano Bainitic Microstructure and Mechanical Properties in Laser Cladded Coatings" Materials 13, no. 13: 3017. https://doi.org/10.3390/ma13133017
APA StyleGuo, Y., Li, Z., Li, L., & Feng, K. (2020). The Effects of Micro-Segregation on Isothermal Transformed Nano Bainitic Microstructure and Mechanical Properties in Laser Cladded Coatings. Materials, 13(13), 3017. https://doi.org/10.3390/ma13133017