Effects of Postprocess Hot Isostatic Pressing Treatments on the Mechanical Performance of EBM Fabricated TI-6Al-2Sn-4Zr-2Mo

Abstract
1. Introduction
2. Materials and Methods
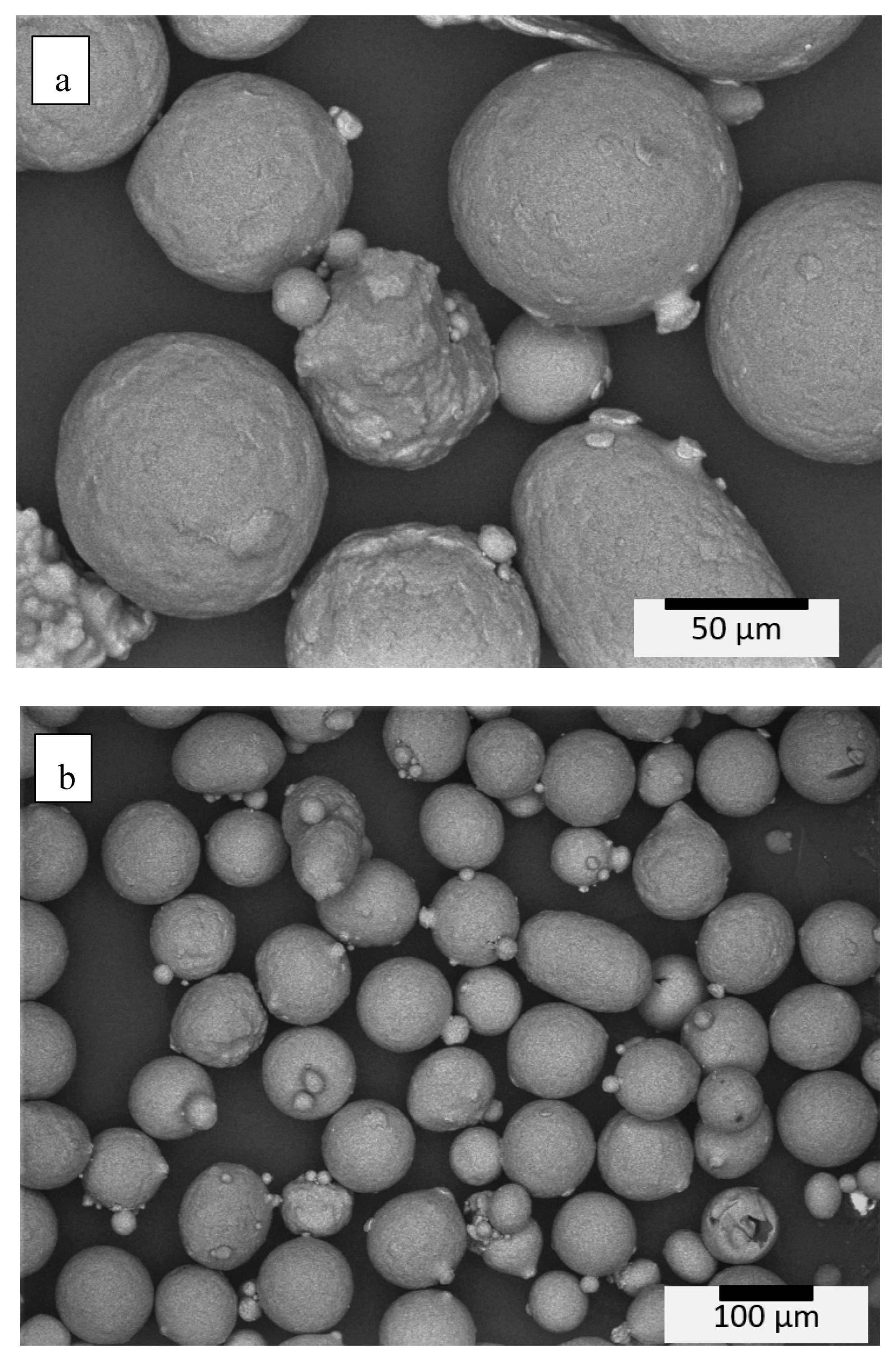
2.1. Powder Feedstocks
2.2. Electron Beam Powder Bed Fusion Systems, Setup and Fabrication
2.3. Process Parameters
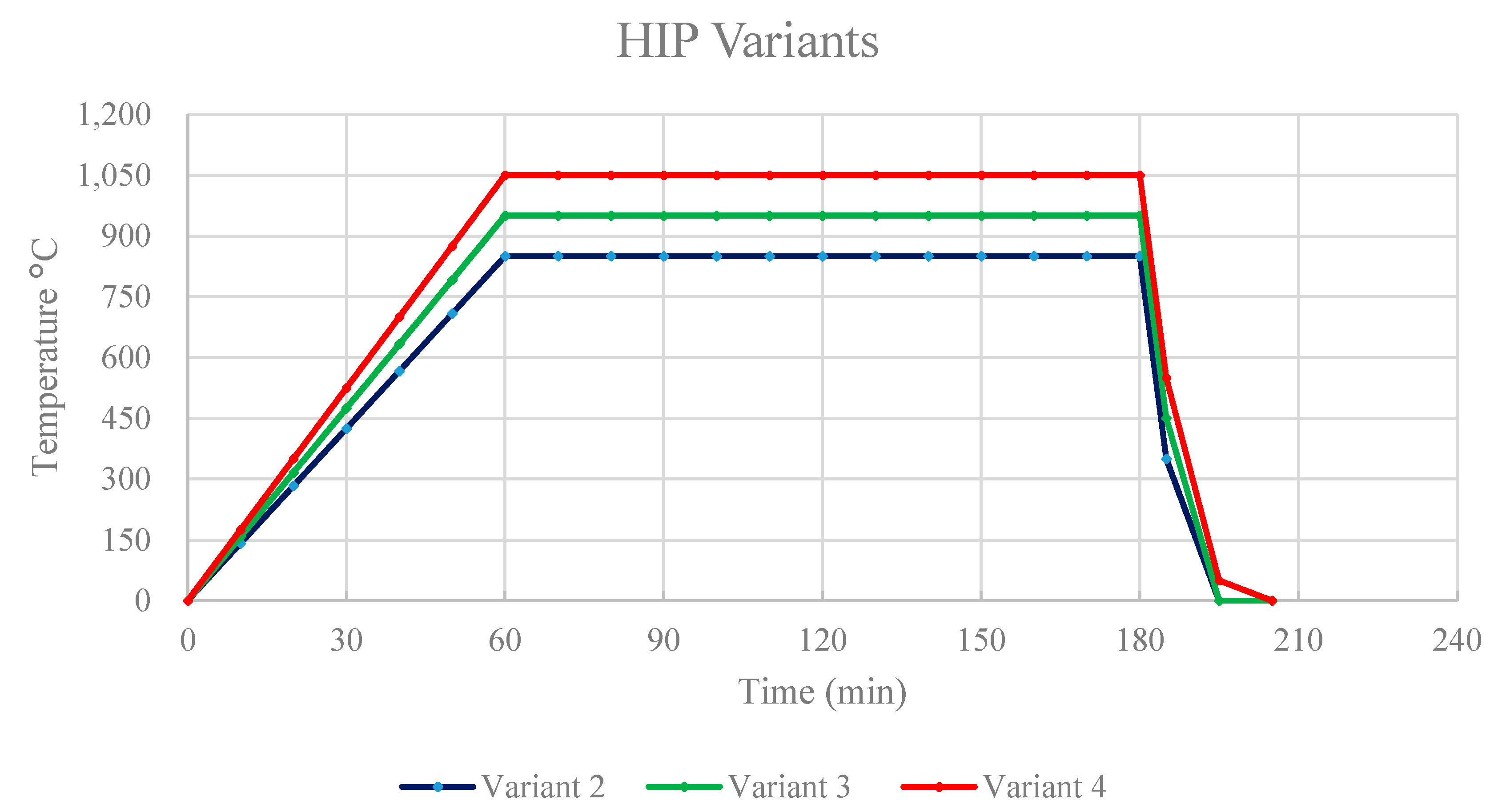
2.4. Hot Isostatic Pressing (HIP) Parameters for Post-Processing Heat Treatment
2.5. Specimen Test Preparation
2.6. Microstructure Characterization
2.7. Density Measurements
2.8. Tensile Testing
2.9. Hardness Testing
2.10. Fracture Surface Characterization
2.11. Grain Size Measurements
3. Results and Discussion
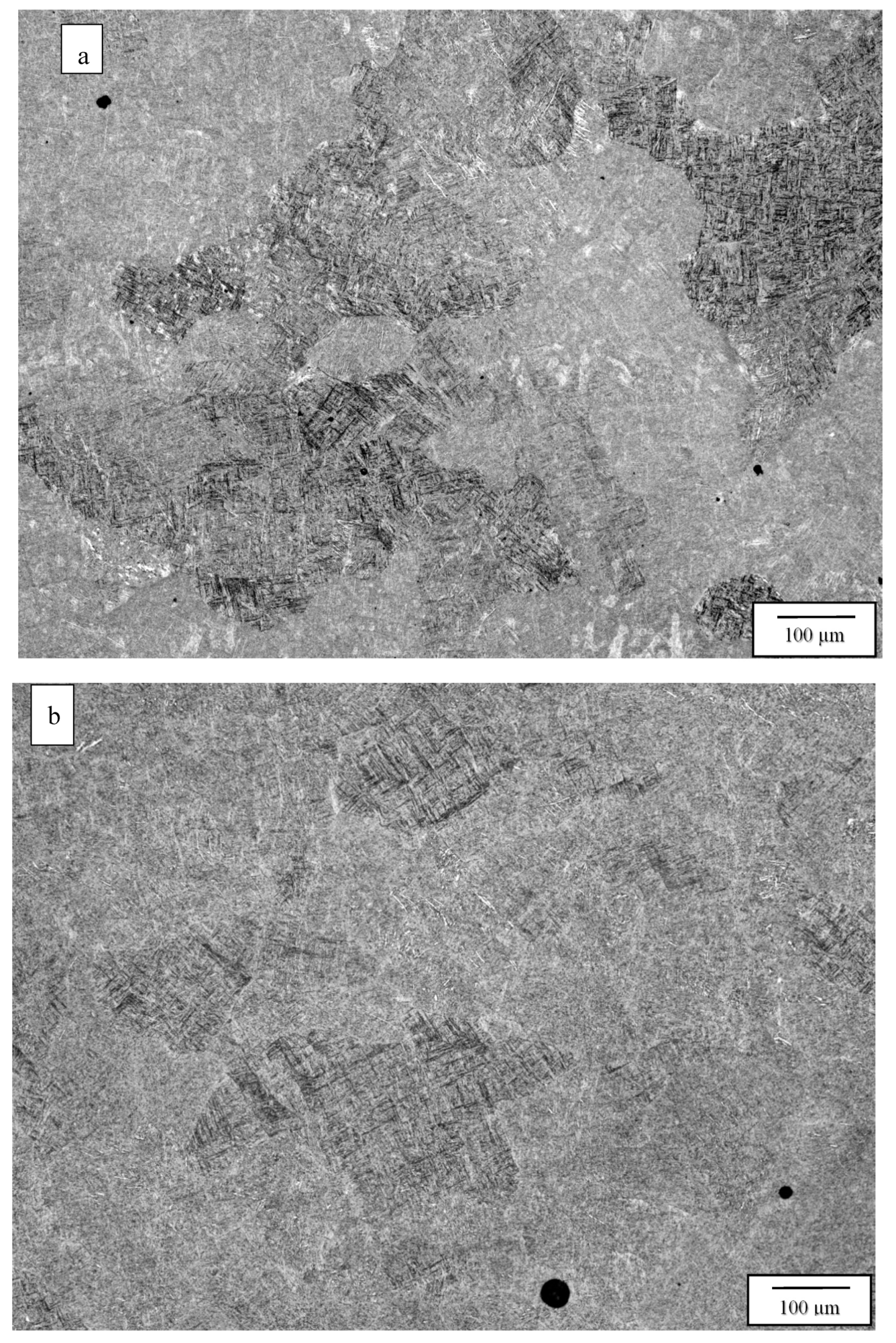
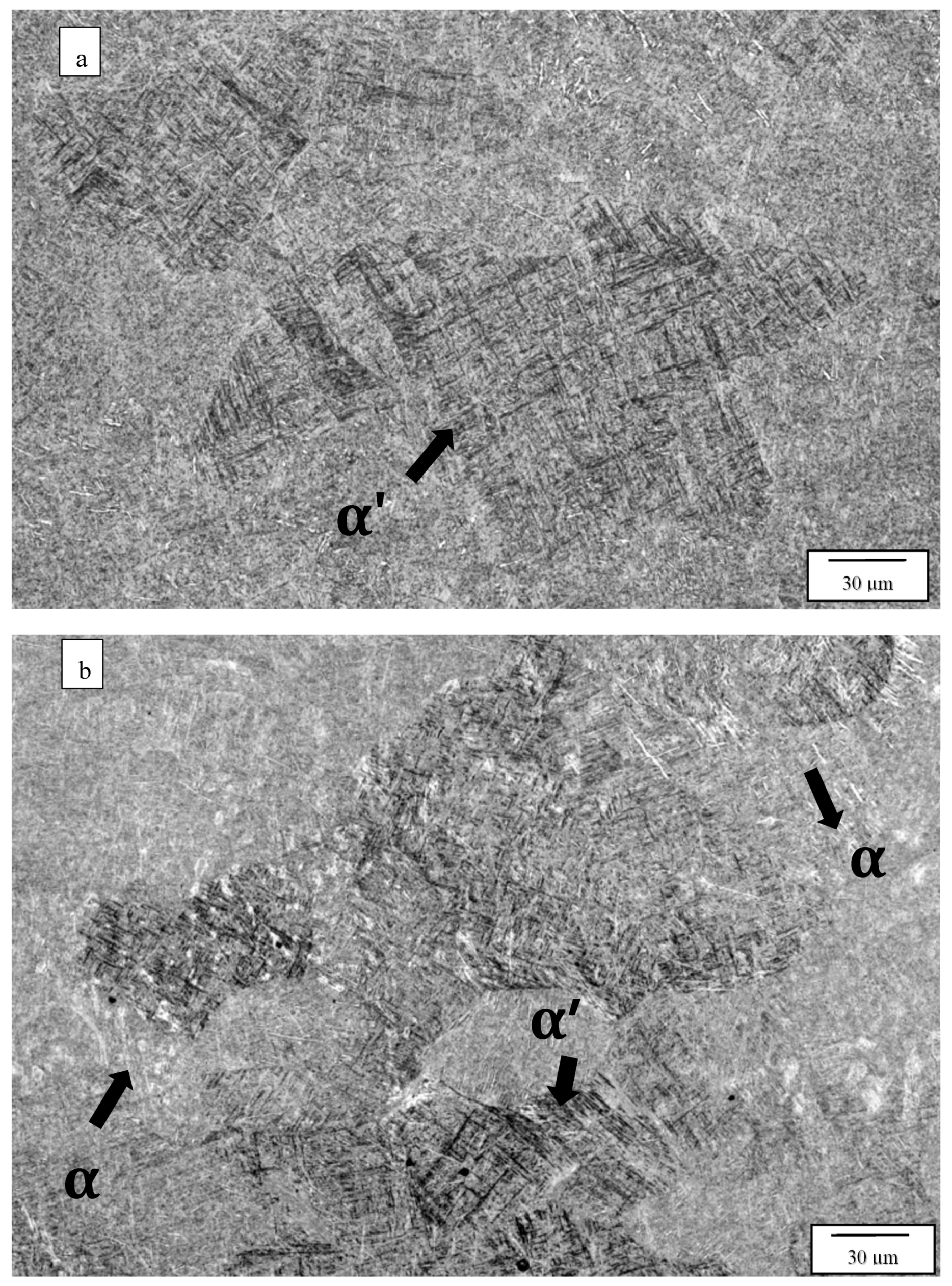
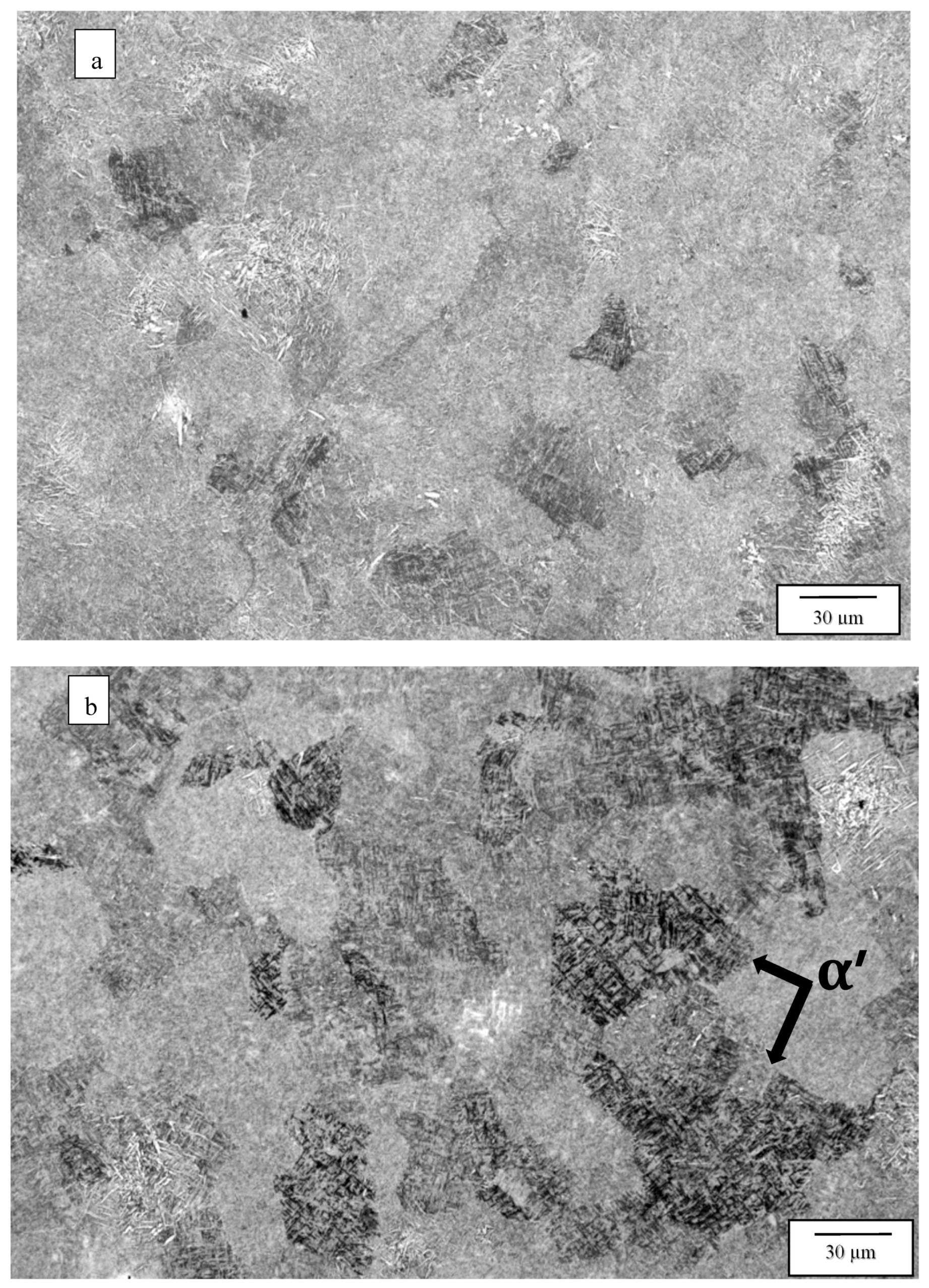
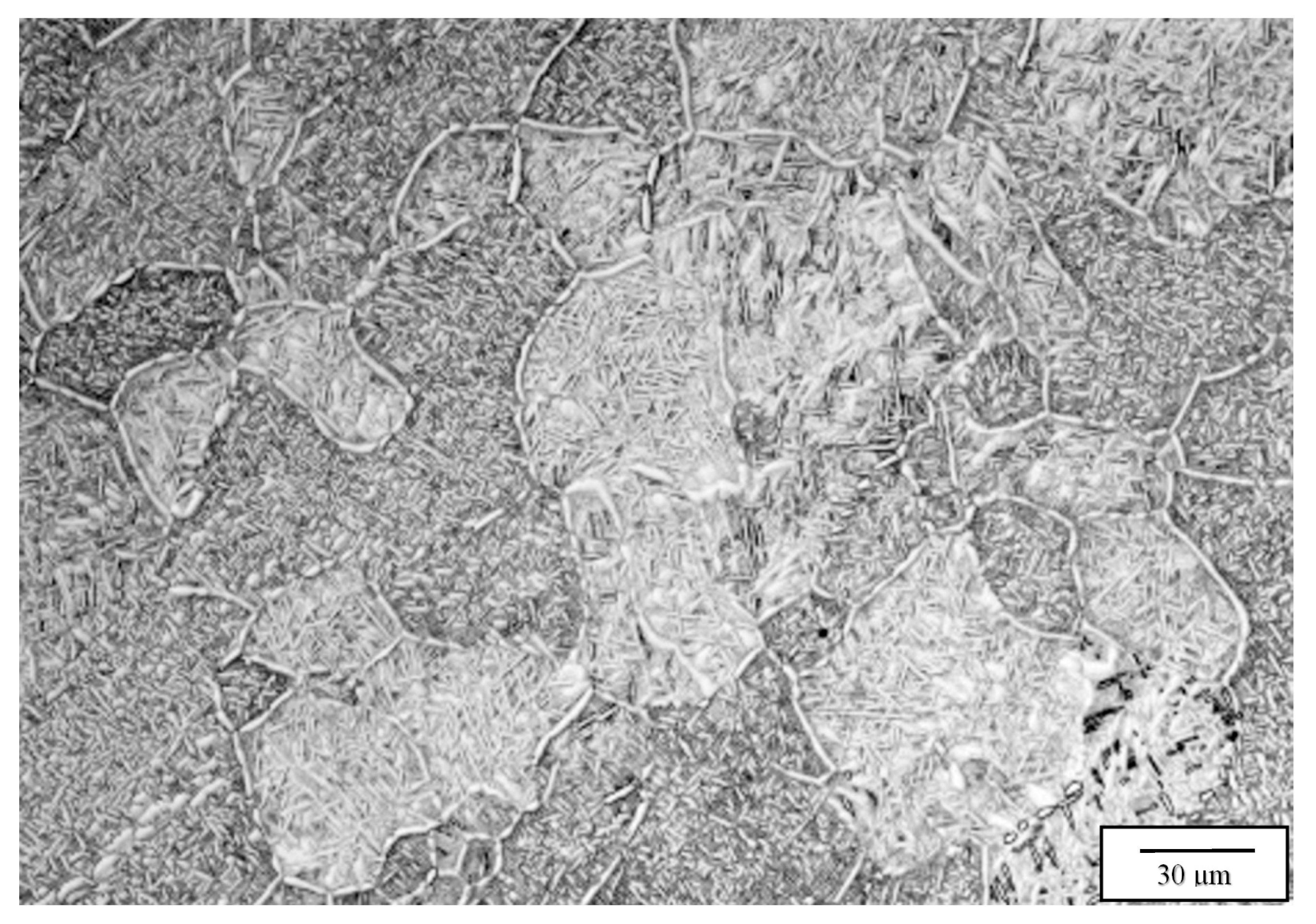
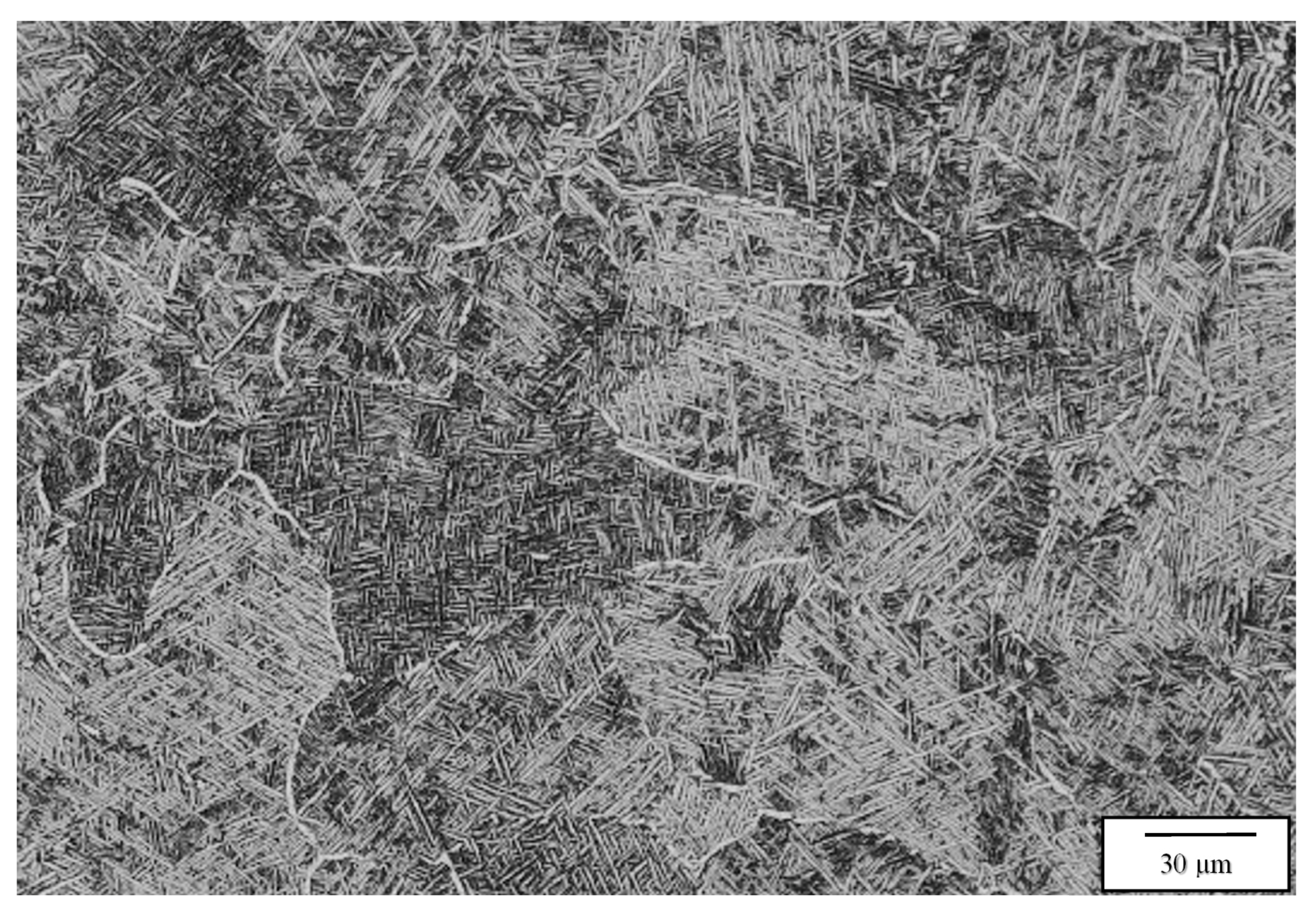
3.1. Microstructures and Microstructure Analysis
3.2. Mechanical Property Measurements and Discussion
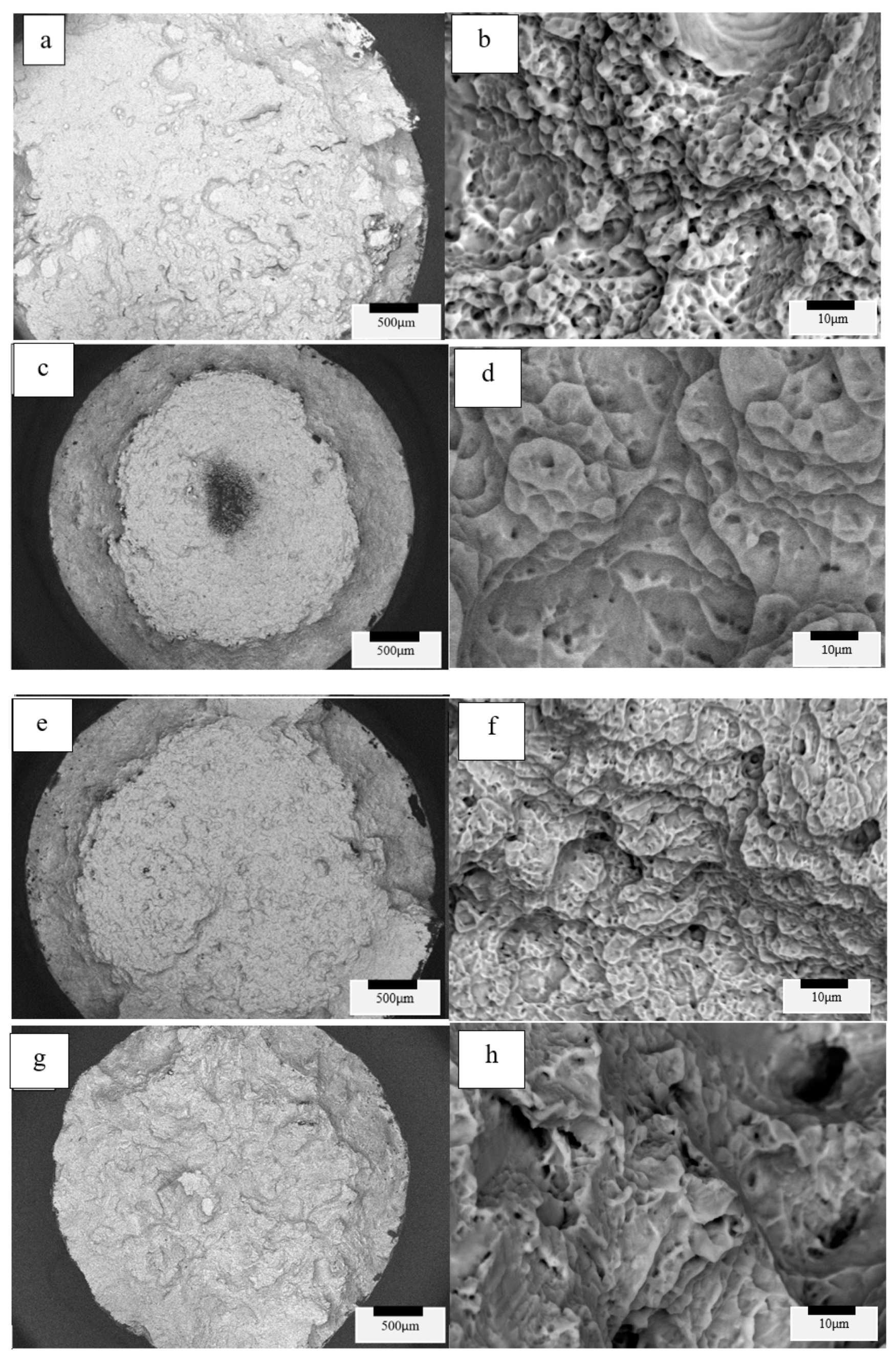
3.3. Tensile Fracture Surface Observations and Analysis
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Eylon, D.; Fujishiro, S.; Postans, P.J.; Froes, F.H. High temperature titanium alloys—A review. JOM 1984, 36, 55–62. [Google Scholar] [CrossRef]
- Peters, M.; Kompfert, J.; Wood, C.H.; Layens, C. Titanium alloys for aerospace applications. Adv. Engr. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Elins, C.H.; Lim, J.H.C.; Valiev, R.; Meyers, M.A. Biomedical applications of titanium and its alloys. JOM 2008, 60, 46–49. [Google Scholar]
- Wu, W.; Liu, E.W.; Quin, A.; Brandt, M. In situ tailoring of microstructure in additive manufacturing of Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.; Medina, F.; Wicker, R.B. Microstructure and mechanical behavior of Ti-6Al-4V produced by rapid layer manufacturing for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Welsch, G.; Boyer, R.; Collins, E. Materials Properties Handbook-Titanium Alloys; ASM International: Materials Park, OH, USA, 1993. [Google Scholar]
- Lutjering, G.; Williams, J.C.; Gyster, A. Chap. 1: Microstructure and Mechanical Properties of Titanium Alloys. In Microstructure and Properties of Materials; Li, J.C.M., Ed.; World Scientific Pub.: Singapore, 2000; Volume 2, pp. 1–75. [Google Scholar]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Quin, M.; Xu, W.; Brandt, M.; Tang, H.P. Additive manufacturing and postprocessing of Ti-6Al-4V for superior mechanical properties. MRS Bull. 2016, 41, 775–783. [Google Scholar] [CrossRef]
- Haar, G.M.T.; Becker, T.H. Selective laser melting produced Ti-6Al-4V: Post-process heat treatments to achieve superior tensile properties. Materials 2018, 11, 146. [Google Scholar] [CrossRef]
- Tsai, M.T.; Chen, Y.W.; Chao, C.Y.; Jang, J.S.; Tsai, C.C.; Su, Y.L.; Kuo, C.N. Heat treatment effects on mechanical properties and microstructure evolution of Ti-6Al-4V alloy fabricated by laser powder bed fusion. J. Alloys Compd. 2020, 816, 152615. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Zhechao, F.; Hongwei, F. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660–664. [Google Scholar]
- Raghaven, S.; Nai, M.L.S.; Wang, P.; Sin, W.J.; Wei, J. Heat treatment of electron beam melted (EBM) Ti-6Al-4V: Microstructure to mechanical property correlations. Rapid Prototyp. J. 2018, 24, 774–783. [Google Scholar] [CrossRef]
- Benzing, J.; Hrabe, N.; Quinn, T.; White, R.; Rentz, R.; Ahlfors, M. Hot isostatic pressing (HIP) to achieve isotropic microstructure and retain as-built strength in an additive manufacturing titanium alloy (Ti-6Al-4V). Mater. Lett. 2019, 257, 126690. [Google Scholar] [CrossRef] [PubMed]
- Yue, X.Z.; Fukazawa, H.; Maruyama, K.; Matsuo, K.; Kitazono, K. Effect of post heat treatment on the mechanical properties of porous Ti-6Al-4V alloys manufactured through powder bed fusion process. Mater. Trans. 2019, 60, 74–79. [Google Scholar] [CrossRef]
- Syed, A.K.; Awd, M.; Walter, F.; Zhang, X. Microstructure and mechanical properties of as-built and heat-treated electron beam melted Ti-6Al-4V. Mater. Sci. Technol. 2019, 35, 653–660. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Blaeslack, W.A.; Mullins, T.D. Cooling rate effects in Ti-6Al-2Sn-4Zr-2Mo weldments. Met. Trans. A 1984, 15, 1948–1952. [Google Scholar] [CrossRef]
- Kashaev, N.; Pugachev, D.; Rickehr, S.; Ventzke, V. Fiber laser beam welding of Ti-6242: Effect on processing parameters on microstructure and mechanical properties. Mater. Sci. Forum 2017, 879, 903–908. [Google Scholar] [CrossRef]
- Fan, H.; Yang, S. Effects of direct aging on near-alpha Ti-6Al-2Sn-4Zr-2Mo (Ti-6242) titanium alloy fabricated by selective laser melting (SLM). Mater. Sci. Eng. A 2020, 8, 139533. [Google Scholar] [CrossRef]
- Cai, C.; Wu, X.; Liu, W.; Zhu, W.; Chen, H.; Qiu, J.C.; Sun, C.N.; Liu, J.; Wei, Q.; Shi, Y. Selective laser melting of near-alpha titanium alloy Ti6Al-2Zr-1Mo-1V: Parameter optimization, heat treatment and mechanical performance. J. Mater. Sci. Technol. 2020, (in press). [CrossRef]
- Dutt, A.K.; Gualani, B.; Tungala, V.; Carl, M.; Mishra, R.S.; Tamiriskandala, S.A.; Young, M.; Chao, K.C.; Brennan, R.E. A novel nano-particle strengthened titanium alloy with exceptional strength. Sci. Rep. 2019, 9, 1–9. [Google Scholar] [CrossRef] [PubMed]
- ASTM International. E112-13 Standard Test Methods for Determining Average Grain Size. 2013. Available online: http://www.astm.org/cgi-bin/resolver.cgi?E112-13 (accessed on 5 October 2019). [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components; Process, structure, properties. Prog. Mater. Sci. 2018, 92, 113–224. [Google Scholar] [CrossRef]
- Xu, P.; Li, L.; Zhang, C. Microstructure characterization of laser welded Ti-6Al-4V fusion zones. Mater. Charact. 2014, 87, 179–185. [Google Scholar] [CrossRef]
- Pasang, T.; Tao, Y.; Aziz, M.; Kamiya, O.; Mizutani, M.; Misrolek, W. Welding of titanium alloys. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2013; Volume 123. [Google Scholar]
- Fan, Y.; Shipcay, P.; Tansley, G.; Xu, J. The effect of heat treatment on mechanical properties of pulsed Nd:YAG welded Ti-6Al-4V. Adv. Mater. Res. 2011, 193, 3672–3677. [Google Scholar] [CrossRef]
- Zafari, A.; Xia, K. High ductility in a fully martensitic microstructure: A paradox in a Ti alloy produced by selective laser melting. Mater. Res. Lett. 2018, 6, 627–633. [Google Scholar] [CrossRef]
- Niinomi, M.; Fukunaga, K.I.; Eylon, D.; Fujishiro, S.; Ouchi, C. Effects of cooling rate on microstructure and fracture characteristics of beta-rich alpha-beta type Ti-4.6Al-3V-2Mo-2Fe alloy. Mater. Trans. 2001, 42, 1339–1348. [Google Scholar]
- Krishna, Y.; Rao, M.; Mishra, D.N.; Kutumbaro, V.G.; Rao, P.R. Effect of grain size in ductile fracture of CP titanium. In Proceedings of the World Congress on Titanium Processing (WCTP-1984), Munich, Germany, 10–14 September 1984; Volume 3. [Google Scholar]
- Illarionov, A.G.; Stephanov, S.I.; Demankov, S.L. Fracture surface analysis of a quenched (alpha + beta) metastable titanium alloy. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2017; Volume 1915, p. 040021. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine Build Parameters Arcam A2X | |||
|---|---|---|---|
| Pre Heat 50 µm | Pre Heat | Focus offset | 62 mA |
| Heating Focus offset | 130 mA | ||
| Offset to part | 4 mm | ||
| Pre Heat 1 | Max Beam Current | 30 mA | |
| Beam Speed | 1300 mm/s | ||
| Max No. of repetitions | 25 | ||
| Average current | 10 mA | ||
| Pre Heat 2 | Max Beam Current | 38 | |
| Beam Speed | 14,600 mm/s | ||
| Max No. of repetitions | 12 | ||
| Average current | 12.2 mA | ||
| Max Heat time | 15–20 s | ||
| Melt 50 µm | Outer Contour | No. of spots | 40 ms |
| Spot time | 0.8 mm | ||
| Multispot Overlap | 0.2 mA | ||
| Current | 4 mA | ||
| Focus offset | 3 | ||
| Speed Function | 6 | ||
| Inner Contour | Current | 10 | |
| Focus offset | 3 | ||
| Speed Function | 30 | ||
| Hatch | Current | 15 mA | |
| Focus offset | 3 | ||
| Speed Function | 98 | ||
| Line Order | 1 | ||
| Heating | Max heat time | 55 s | |
| Layer thickness | 0.05 µm | ||
| Machine Build Parameters Arcam Q20 | |||
|---|---|---|---|
| Pre Heat 50 µm | Pre Heat | Focus offset | 46 mA |
| Heating Focus offset | 100 mA | ||
| Offset to part | 2 mm | ||
| Pre Heat 1 | Max Beam Current | 36 mA | |
| Beam Speed | 42,000 mm/s | ||
| Max No. of repetitions | 2 | ||
| Average current | N/A | ||
| Pre Heat 2 | Max Beam Current | 38 | |
| Beam Speed | 40,500 mm/s | ||
| Max No. of repetitions | 3 | ||
| Average current | 12.25 mA | ||
| Max Heat time | N/A | ||
| Melt 50 µm | Outer Contour | No. of spots | N/A |
| Spot time | N/A | ||
| Multispot Overlap | N/A | ||
| Current | 5 mA | ||
| Focus offset | 7 | ||
| Speed Function | N/A | ||
| Inner Contour | Current | 8 | |
| Focus offset | 7 | ||
| Speed Function | N/A | ||
| Hatch | Current | 15 mA | |
| Focus offset | 38 | ||
| Speed Function | 60 | ||
| Line Order | N/A | ||
| Heating | Max heat time | 30 s | |
| Layer thickness | 0.05 µm | ||
| Ti 6Al-2Sn-4Zr-2Mo Properties Arcam Q20 | ||||||||
|---|---|---|---|---|---|---|---|---|
| Variant | Avg. σy | Avg. UTS | Avg. Fracture | Avg. Ɛmax | Avg. Density | Avg. Hardness | Grain Size | Alpha-Prime/Alpha |
| (MPa) | (MPa) | (MPa) | Elong. | (g/cm³) | (HRC) | (µm) | Thickness (microns) | |
| 1 | 957 (±16) | 1059 (±19) | 979 (±64) | 13.8% (±0.02%) | 4.49 (±0.2) | 39 (±0.4) | 257 | 0.6 |
| 2 | 896 (±21) | 1013 (±29) | 830 (±47) | 15.3% (±0.01%) | 4.51 (±0.2) | 38 (±0.4) | 165 | 0.7 |
| 3 | 862 (±46) | 963 (±7) | 822 (±42) | 12.3% (±0.03%) | 4.52 (±0.2) | 38 (±0.9) | 217 | 0.6 |
| 4 | 832 (±14) | 935 (±19) | 896 (±18) | 9.2% (±0.02%) | 4.53 (±0.2) | 38 (±0.3) | 347 | 2.0 |
| Ti 6Al-2Sn-4Zr-2Mo Properties A2X | ||||||||
|---|---|---|---|---|---|---|---|---|
| Variant | Avg. σy | Avg. UTS | Avg. Fracture | Avg. Ɛmax | Avg. Density | Avg. Hardness | Grain Size | Alpha-Prime/Alpha |
| (MPa) | (MPa) | (MPa) | Elong. | (g/cm³) | (HRC) | (µm) | Thickness (microns) | |
| 1 | 1018 (±14) | 1115 (±18) | 1074 (±17) | 7.8% (±0.03%) | 4.51 (±0.2) | 41 (±0.3) | 214 | 0.6 |
| 2 | 937 (±19) | 1048 (±7) | 824 (±46) | 16.4% (±0.03%) | 4.52 (±0.2) | 39 (±1) | 121 | 0.7 |
| 3 | 887 (±21) | 1000 (±4) | 840 (±60) | 16.2% (±0.01%) | 4.52 (±0.2) | 38 (±0.5) | 278 | 0.6 |
| 4 | 836 (±8) | 963 (±6) | 874 (±41) | 12.2% (±0.02%) | 4.53 (±0.2) | 41 (±1) | 329 | 0.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lopez, M.; Pickett, C.; Arrieta, E.; Murr, L.E.; Wicker, R.B.; Ahlfors, M.; Godfrey, D.; Medina, F. Effects of Postprocess Hot Isostatic Pressing Treatments on the Mechanical Performance of EBM Fabricated TI-6Al-2Sn-4Zr-2Mo. Materials 2020, 13, 2604. https://doi.org/10.3390/ma13112604
Lopez M, Pickett C, Arrieta E, Murr LE, Wicker RB, Ahlfors M, Godfrey D, Medina F. Effects of Postprocess Hot Isostatic Pressing Treatments on the Mechanical Performance of EBM Fabricated TI-6Al-2Sn-4Zr-2Mo. Materials. 2020; 13(11):2604. https://doi.org/10.3390/ma13112604
Chicago/Turabian StyleLopez, Miguel, Christina Pickett, Edel Arrieta, Lawrence E. Murr, Ryan B. Wicker, Magnus Ahlfors, Donald Godfrey, and Francisco Medina. 2020. "Effects of Postprocess Hot Isostatic Pressing Treatments on the Mechanical Performance of EBM Fabricated TI-6Al-2Sn-4Zr-2Mo" Materials 13, no. 11: 2604. https://doi.org/10.3390/ma13112604
APA StyleLopez, M., Pickett, C., Arrieta, E., Murr, L. E., Wicker, R. B., Ahlfors, M., Godfrey, D., & Medina, F. (2020). Effects of Postprocess Hot Isostatic Pressing Treatments on the Mechanical Performance of EBM Fabricated TI-6Al-2Sn-4Zr-2Mo. Materials, 13(11), 2604. https://doi.org/10.3390/ma13112604