Performance of Silicone Rubber Composites Filled with Aluminum Nitride and Alumina Tri-Hydrate


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.3. Sample Characterization
3. Results and Discussion
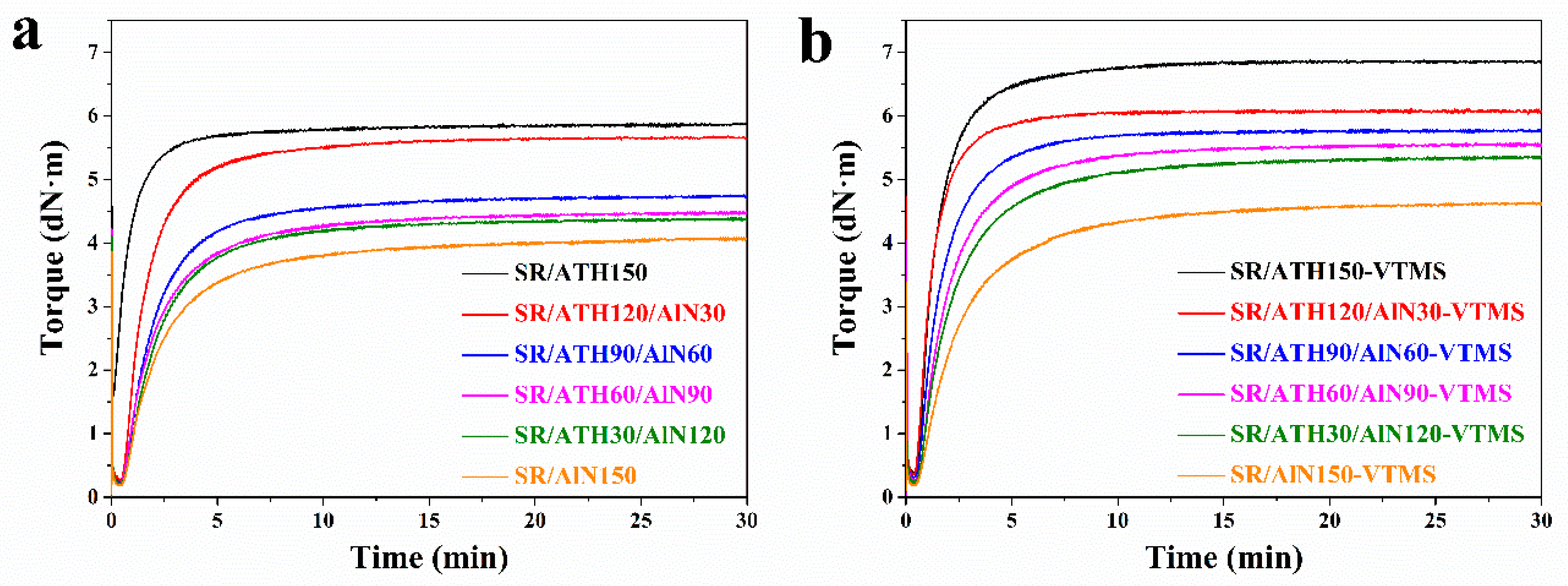
3.1. Curing Behavior
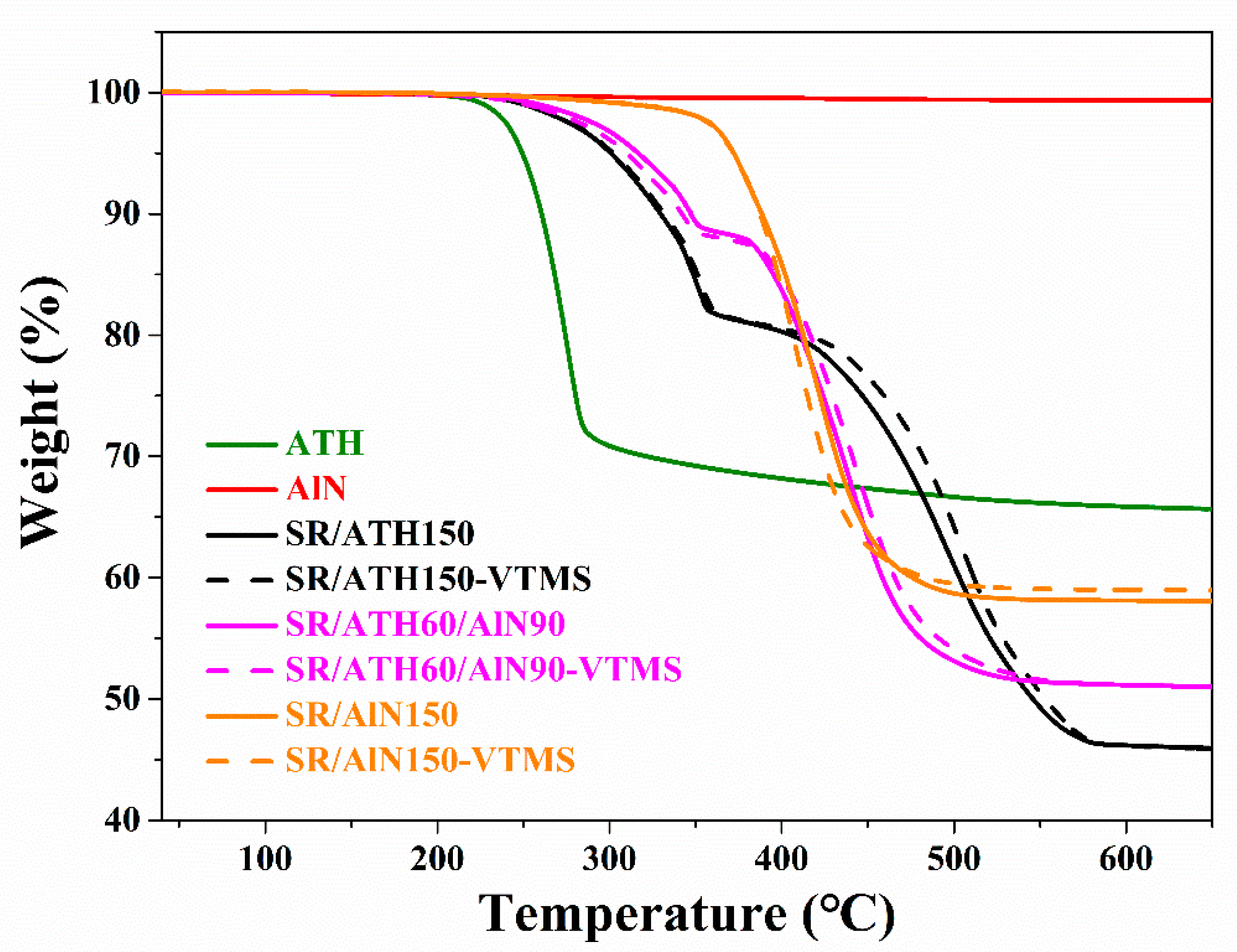
3.2. TGA Analysis
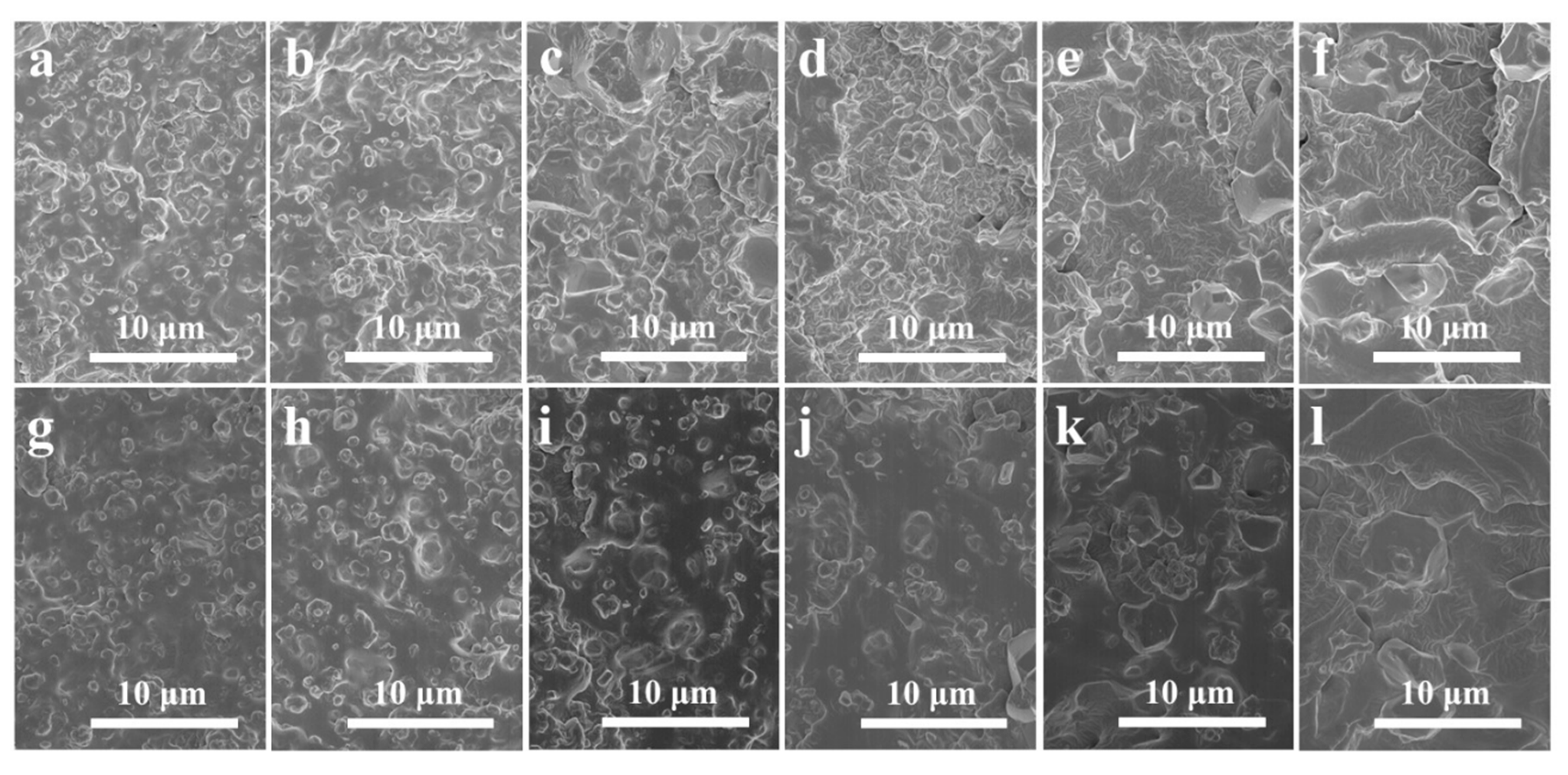
3.3. SEM Observation
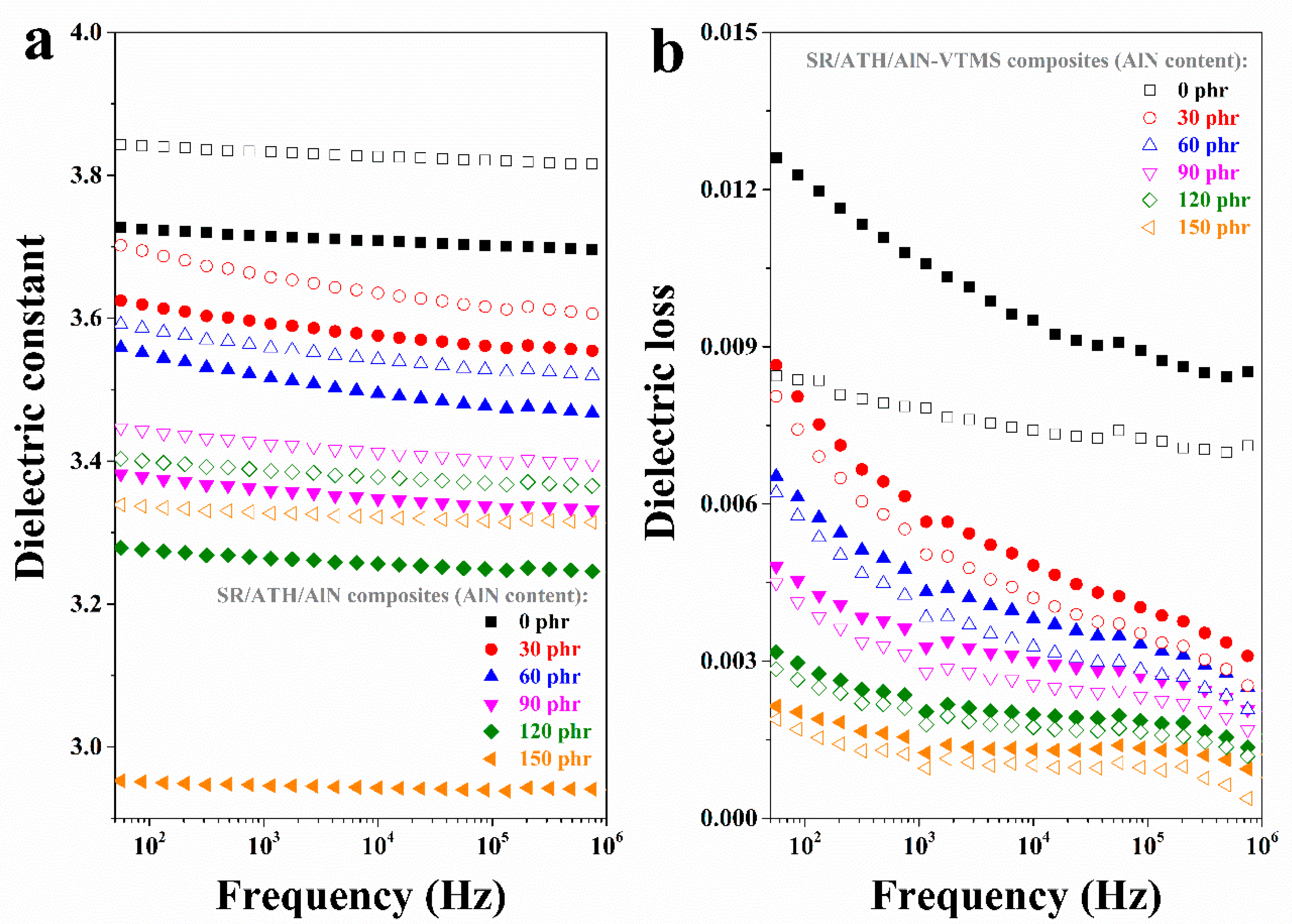
3.4. Dielectric Properties
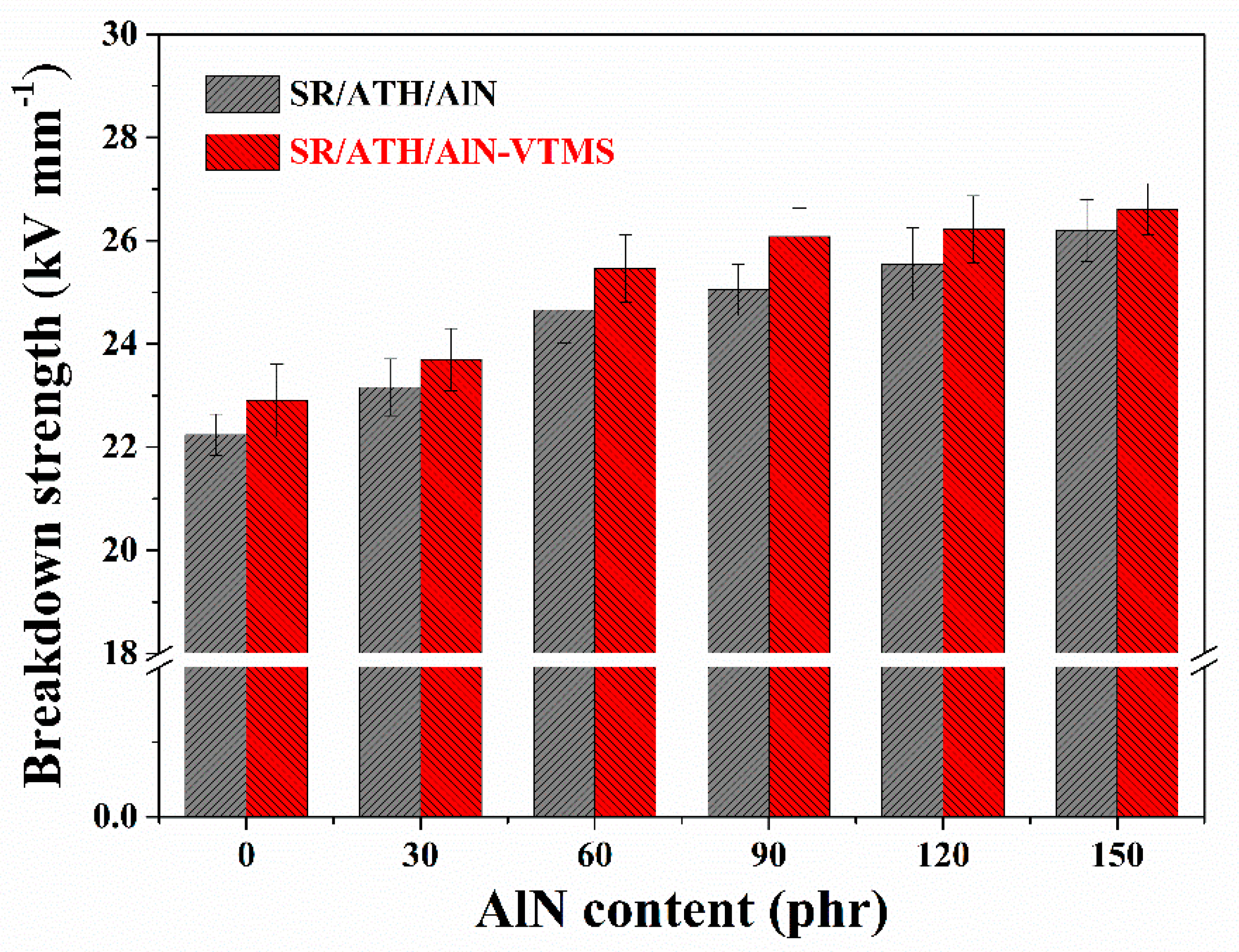
3.5. Breakdown Strength
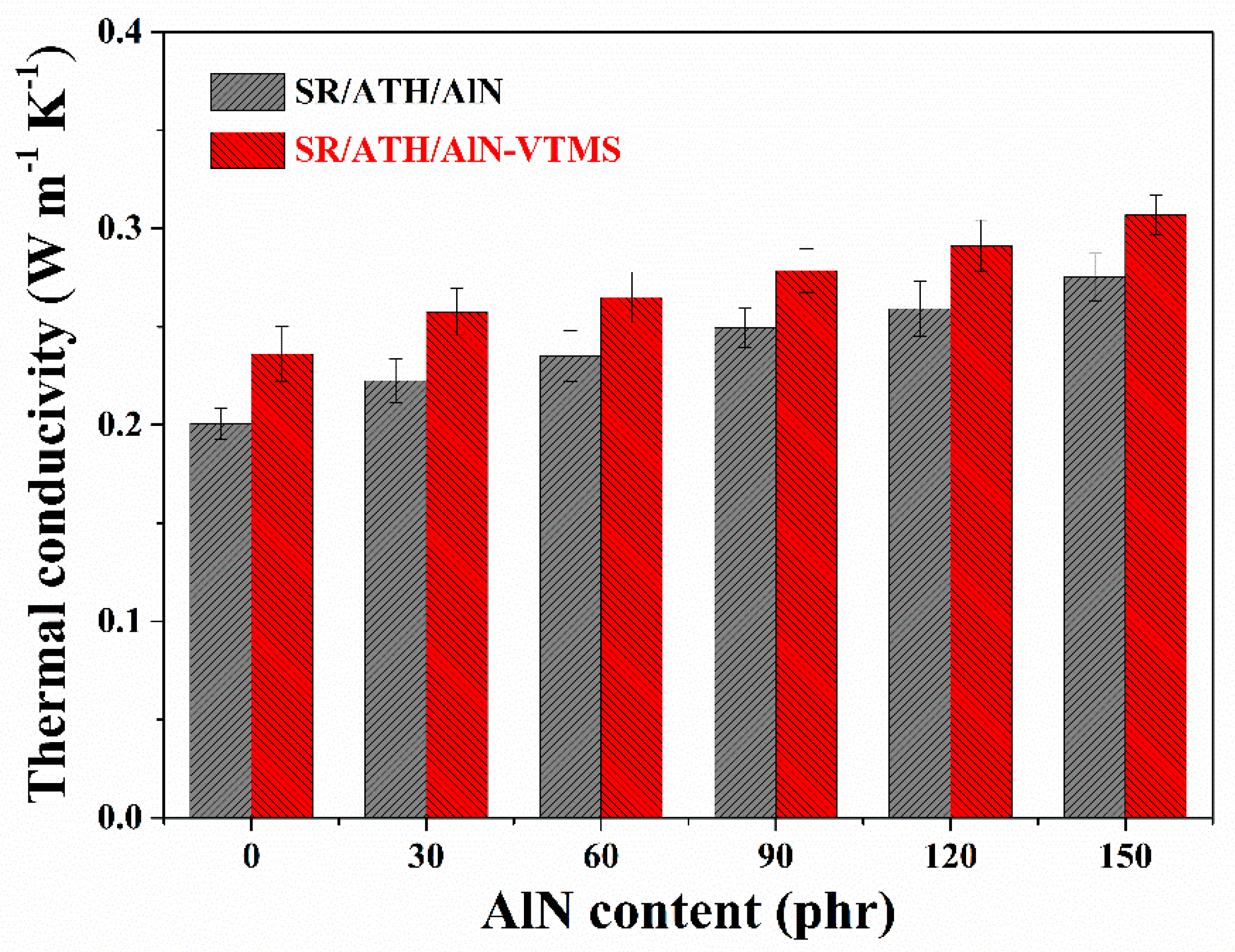
3.6. Thermal Conductivity
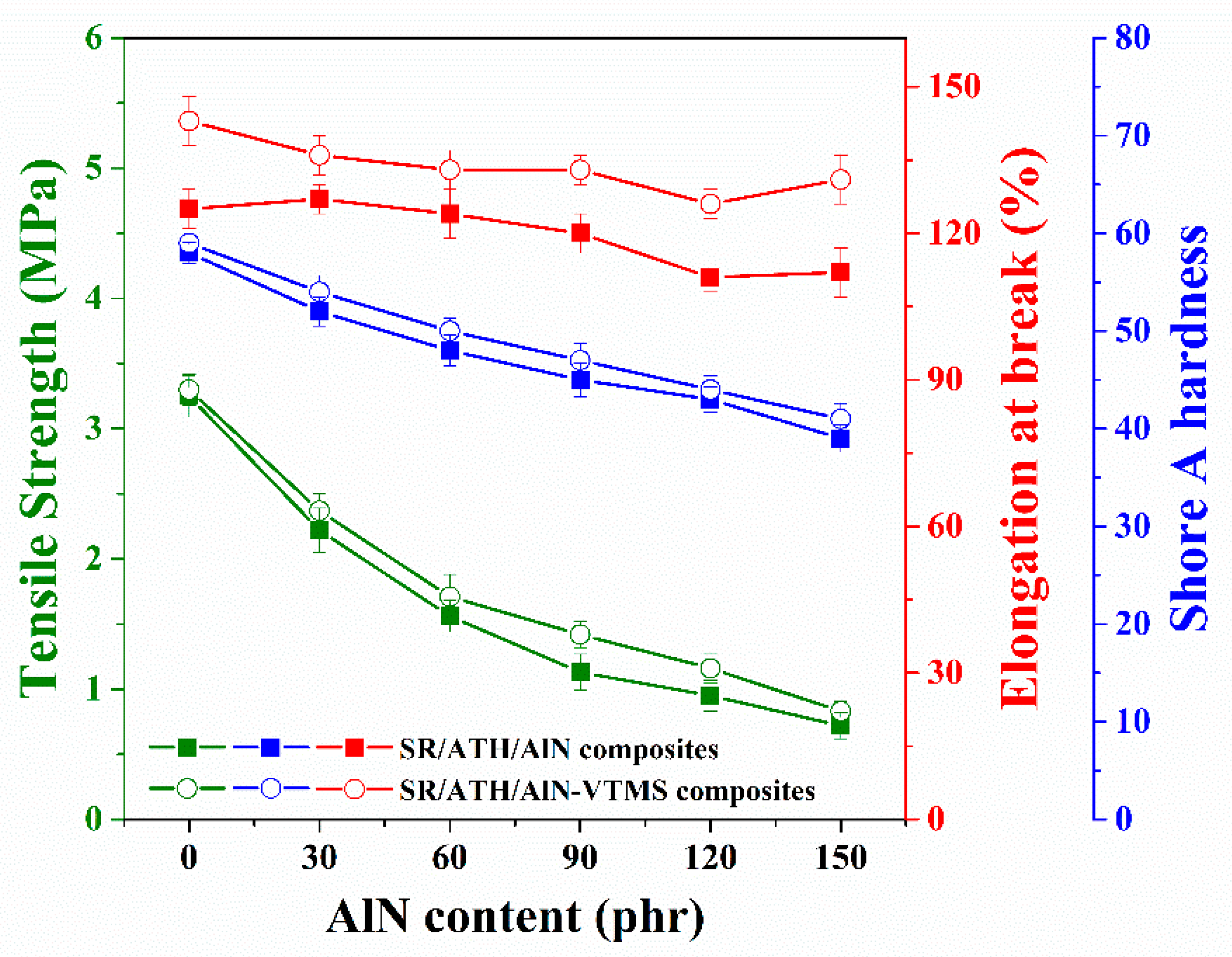
3.7. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liu, P.Y.; Li, L.C.; Wang, L.M.; Huang, T.; Yao, Y.B.; Xu, W.R. Effects of 2D boron nitride (BN) nanoplates filler on the thermal, electrical, mechanical and dielectric properties of high temperature vulcanized silicone rubber for composite insulators. J. Alloys Compd. 2019, 774, 396–404. [Google Scholar] [CrossRef]
- Nazir, M.T.; Phung, B.T.; Yu, S.; Zhang, Y.; Li, S. Tracking, erosion and thermal distribution of micro-AlN + nano-SiO2 co-filled silicone rubber for high-voltage outdoor insulation. High Volt. 2018, 3, 289–294. [Google Scholar] [CrossRef]
- Gao, Y.; Liang, X.; Bao, W.; Li, S.; Wu, C.; Liu, Y.; Cai, Y. Effects of liquids immersion and drying on the surface properties of HTV silicone rubber: Characterisation by contact angle and surface physical morphology. High Volt. 2019, 4, 49–58. [Google Scholar]
- Qin, G.; Shen, Z.S.; Yu, Y.Q.; Fan, L.D.; Cao, H.W.; Yin, C.W. Effect of Silicone Rubber of a Waste Composite Insulator on Cement Mortar Properties. Materials 2019, 12, 2796. [Google Scholar]
- Plesa, I.; Notingher, P.V.; Schloegl, S.; Sumereder, C.; Muhr, M. Properties of polymer composites used in high-voltage applications. Polymers 2016, 8, 173. [Google Scholar] [CrossRef] [PubMed]
- Momen, G.; Farzaneh, M. Survey of micro/nano filler use to improve silicone rubber for outdoor insulators. Rev. Adv. Mater. Sci. 2011, 27, 1–13. [Google Scholar]
- Zhang, Y.J.; Zeng, X.R.; Lai, X.J.; Li, H.Q.; Huang, X.Y. Significant improvement of urethane-containing silane on the tracking and erosion resistance of silicone rubber/silica nanocomposite by enhancing the interfacial effect. Polym. Test. 2018, 69, 16–25. [Google Scholar]
- Wu, T.Y.; Lai, X.J.; Liu, F.J.; Li, H.Q.; Zeng, X.R. Efficiently enhancing the tracking and erosion resistance of silicone rubber by the synergism of fluorine-containing polyphenylsilsesquioxane and ureido-containing MQ silicone resin. Appl. Surf. Sci. 2018, 459, 483–491. [Google Scholar] [CrossRef]
- Azizi, S.; Momen, G.; Ouellet-Plamondon, C.; David, E. Performance improvement of EPDM and EPDM/Silicone rubber composites using modified fumed silica, titanium dioxide and graphene additives. Polym. Test. 2020, 84, 106281. [Google Scholar]
- Shang, N.Q.; Chen, Q.G.; Wei, X.Z. Preparation and Dielectric Properties of SiC/LSR Nanocomposites for Insulation of High Voltage Direct Current Cable Accessories. Materials 2018, 11, 403. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.F.; Li, W.; Huang, J.H.; Cao, M.; Du, G.P. Expanded Graphite/Paraffin/Silicone Rubber as High Temperature Form-stabilized Phase Change Materials for Thermal Energy Storage and Thermal Interface Materials. Materials 2020, 13, 894. [Google Scholar]
- Chang, R.J.; Mazeika, L. Analysis of electrical activity associated with inclined-plane tracking and erosion of insulating materials. IEEE Trans. Dielectr. Electr. Insul. 2000, 7, 394–400. [Google Scholar] [CrossRef]
- Meyer, L.H.; Cherney, E.A.; Jayaram, S.H. The role of inorganic fillers in silicone rubber for outdoor insulation alumina tri-hydrate or silica. IEEE. Electr. Insul. Mag. 2004, 20, 13–21. [Google Scholar] [CrossRef]
- Kim, S.H.; Cherney, E.A.; Hackam, R. Effects of filler level in RTV silicone rubber coatings used in HV insulators. IEEE Trans. Dielectr. Electr. Insul. 1992, 27, 1065–1072. [Google Scholar] [CrossRef]
- Xue, Y.; Li, X.F.; Wang, H.S.; Zhang, D.H.; Chen, Y.F. Thermal conductivity improvement in electrically insulating silicone rubber composites by the construction of hybrid three-dimensional filler networks with boron nitride and carbon nanotubes. J. Appl. Polym. Sci. 2019, 136, 46929. [Google Scholar] [CrossRef]
- Liao, Y.F.; Weng, Y.X.; Wang, J.Q.; Zhou, H.F.; Lin, J.; He, S.J. Silicone Rubber Composites with High Breakdown Strength and Low Dielectric Loss Based on Polydopamine Coated Mica. Polymers 2019, 11, 2030. [Google Scholar] [CrossRef] [Green Version]
- He, S.J.; Hu, J.B.; Zhang, C.; Wang, J.Q.; Chen, L.; Bian, X.M.; Lin, J.; Du, X.Z. Performance improvement in nano-alumina filled silicone rubber composites by using vinyl tri-methoxysilane. Polym. Test. 2018, 67, 295–301. [Google Scholar]
- Xue, Y.; Li, X.F.; Wang, H.S.; Zhao, F.; Zhang, D.H.; Chen, Y.F. Improvement in thermal conductivity of through-plane aligned boron nitride/silicone rubber composites. Mater. Des. 2019, 165, 107580. [Google Scholar]
- Rashid, A.; Saleem, J.; Amin, M.; Ali, S.M. Long-term aging characteristics of co-filled nano-silica and micro-ATH in HTV silicone rubber composite insulators. Polym. Polym. Compos. 2019, 6, 105327. [Google Scholar] [CrossRef]
- Du, B.X.; Xu, H. Effects of Thermal Conductivity on dc Resistance to Erosion of Silicone Rubber/BN Nanocomposites. IEEE Trans. Dielectr. Electr. Insul. 2014, 21, 511–518. [Google Scholar] [CrossRef]
- Chiu, H.T.; Sukachonmakul, T.; Kuo, M.T.; Wang, Y.H.; Wattanakul, K. Surface modification of aluminum nitride by polysilazane and its polymer-derived amorphous silicon oxycarbide ceramic for the enhancement of thermal conductivity in silicone rubber composite. Appl. Surf. Sci. 2014, 292, 928–936. [Google Scholar] [CrossRef]
- Namitha, L.K.; Ananthakumar, S.; Sebastian, M.T. Aluminum nitride filled flexible silicone rubber composites for microwave substrate applications. J. Mater. Sci. Mater. Electr. 2015, 26, 891–897. [Google Scholar] [CrossRef]
- Zhu, B.L.; Wang, J.; Zheng, H.; Ma, J.; Wu, J.; Wu, R. Investigation of thermal conductivity and dielectric properties of LDPE-matrix composites filled with hybrid filler of hollow glass microspheres and nitride particles. Compos. Part B Eng. 2015, 69, 496–506. [Google Scholar] [CrossRef]
- Yuan, W.H.; Xiao, Q.Q.; Li, L.; Xu, T. Thermal conductivity of epoxy adhesive enhanced by hybrid graphene oxide/AlN particles. Appl. Therm. Eng. 2016, 106, 1067–1074. [Google Scholar] [CrossRef]
- Ou, Z.Z.; Gao, F.; Zhao, H.J.; Dang, S.M.; Zhu, L.J. Research on the thermal conductivity and dielectric properties of AlN and BN co-filled addition-cure liquid silicone rubber composites. RSC Adv. 2019, 9, 28851–28856. [Google Scholar] [CrossRef] [Green Version]
- He, S.J.; He, T.F.; Wang, J.Q.; Wu, X.H.; Xue, Y.; Zhang, L.Q.; Lin, J. A novel method to prepare acrylonitrile-butadiene rubber/clay nanocomposites by compounding with clay gel. Compos. Part B Eng. 2019, 167, 356–361. [Google Scholar] [CrossRef]
- Xue, Y.; Li, X.F.; Zhang, D.H.; Wang, H.S.; Chen, Y.; Chen, Y.F. Comparison of ATH and SiO2 fillers filled silicone rubber composites for HTV insulators. Compos. Sci. Technol. 2018, 155, 137–143. [Google Scholar] [CrossRef]
- Hougham, G.; Tesoro, G.; Viehbeck, A. Influence of Free Volume Change on the Relative Permittivity and Refractive Index in Fluoropolyimides. Macromolecules. 1996, 29, 3453–3456. [Google Scholar] [CrossRef]
- He, S.J.; Wang, J.Q.; Hu, J.B.; Zhou, H.F.; Nguyen, H.; Luo, C.M.; Lin, J. Silicone rubber composites incorporating graphitic carbon nitride and modified by vinyl tri-methoxysilane. Polym. Test. 2019, 79, 106005. [Google Scholar] [CrossRef]
- Yang, D.; Tian, M.; Dong, Y.; Liu, H.; Yu, Y.; Zhang, L. Disclosed dielectric and electromechanical properties of hydrogenated nitrile-butadiene dielectric elastomer. Smart Mater. Struct. 2012, 21, 035017. [Google Scholar] [CrossRef]
- Toberer, E.S.; Baranowski, L.L.; Dames, C. Advances in Thermal Conductivity. Annu. Rev. Mater. Res. 2012, 42, 179–209. [Google Scholar] [CrossRef]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, J.; He, S.; Wang, J.; Fang, W.; Xue, Y.; Xie, L.; Lin, J. Performance of Silicone Rubber Composites Filled with Aluminum Nitride and Alumina Tri-Hydrate. Materials 2020, 13, 2489. https://doi.org/10.3390/ma13112489
Zheng J, He S, Wang J, Fang W, Xue Y, Xie L, Lin J. Performance of Silicone Rubber Composites Filled with Aluminum Nitride and Alumina Tri-Hydrate. Materials. 2020; 13(11):2489. https://doi.org/10.3390/ma13112489
Chicago/Turabian StyleZheng, Jianjun, Shaojian He, Jiaqi Wang, Wenxuan Fang, Yang Xue, Liming Xie, and Jun Lin. 2020. "Performance of Silicone Rubber Composites Filled with Aluminum Nitride and Alumina Tri-Hydrate" Materials 13, no. 11: 2489. https://doi.org/10.3390/ma13112489
APA StyleZheng, J., He, S., Wang, J., Fang, W., Xue, Y., Xie, L., & Lin, J. (2020). Performance of Silicone Rubber Composites Filled with Aluminum Nitride and Alumina Tri-Hydrate. Materials, 13(11), 2489. https://doi.org/10.3390/ma13112489