Thermal Sources of Errors in Surface Texture Imaging





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- large scale—shape deviation,
- average scale—waviness,
- small scale—roughness.
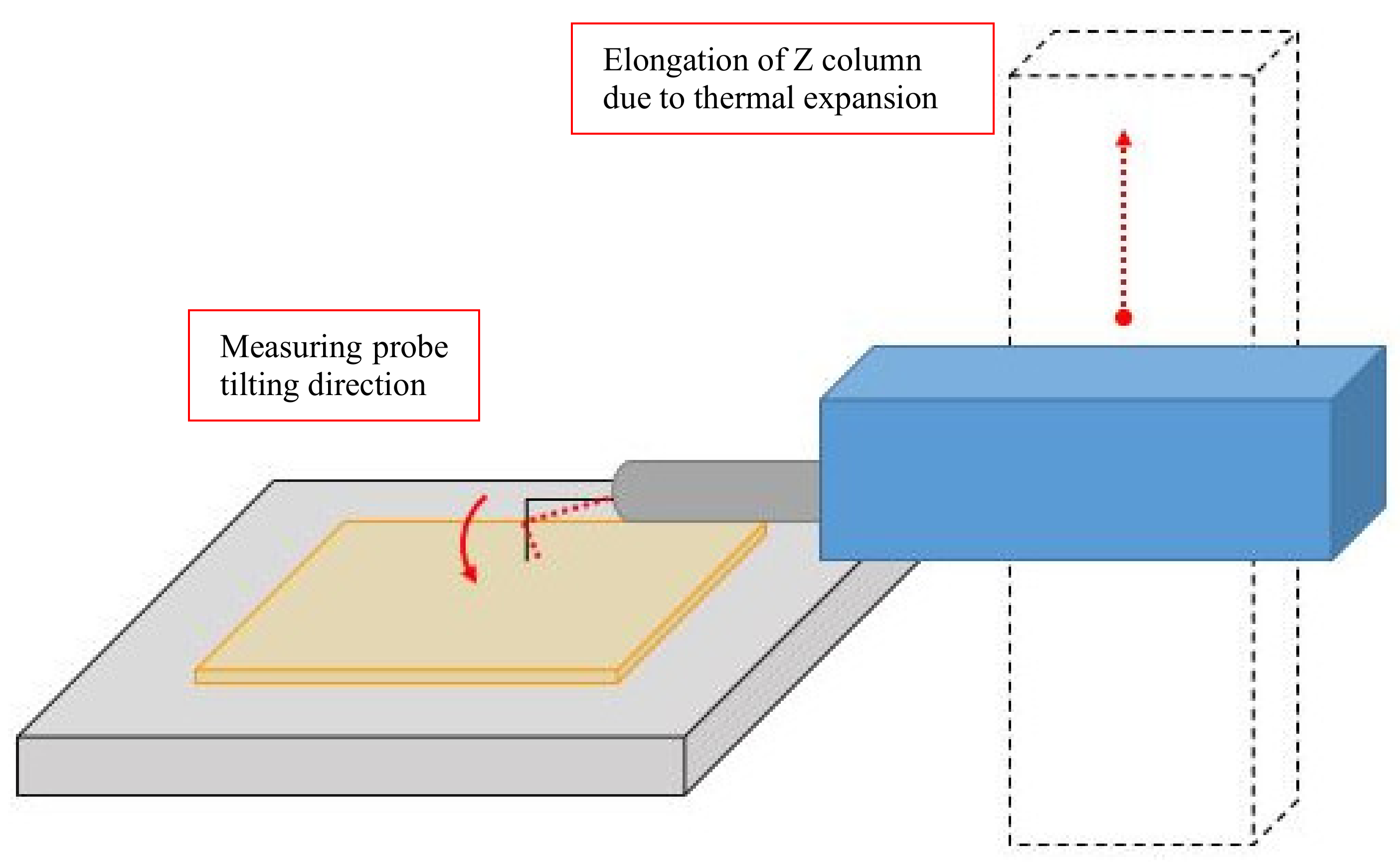
2. Problem Statement
3. Materials, Methods, and Results
3.1. Static Measurement
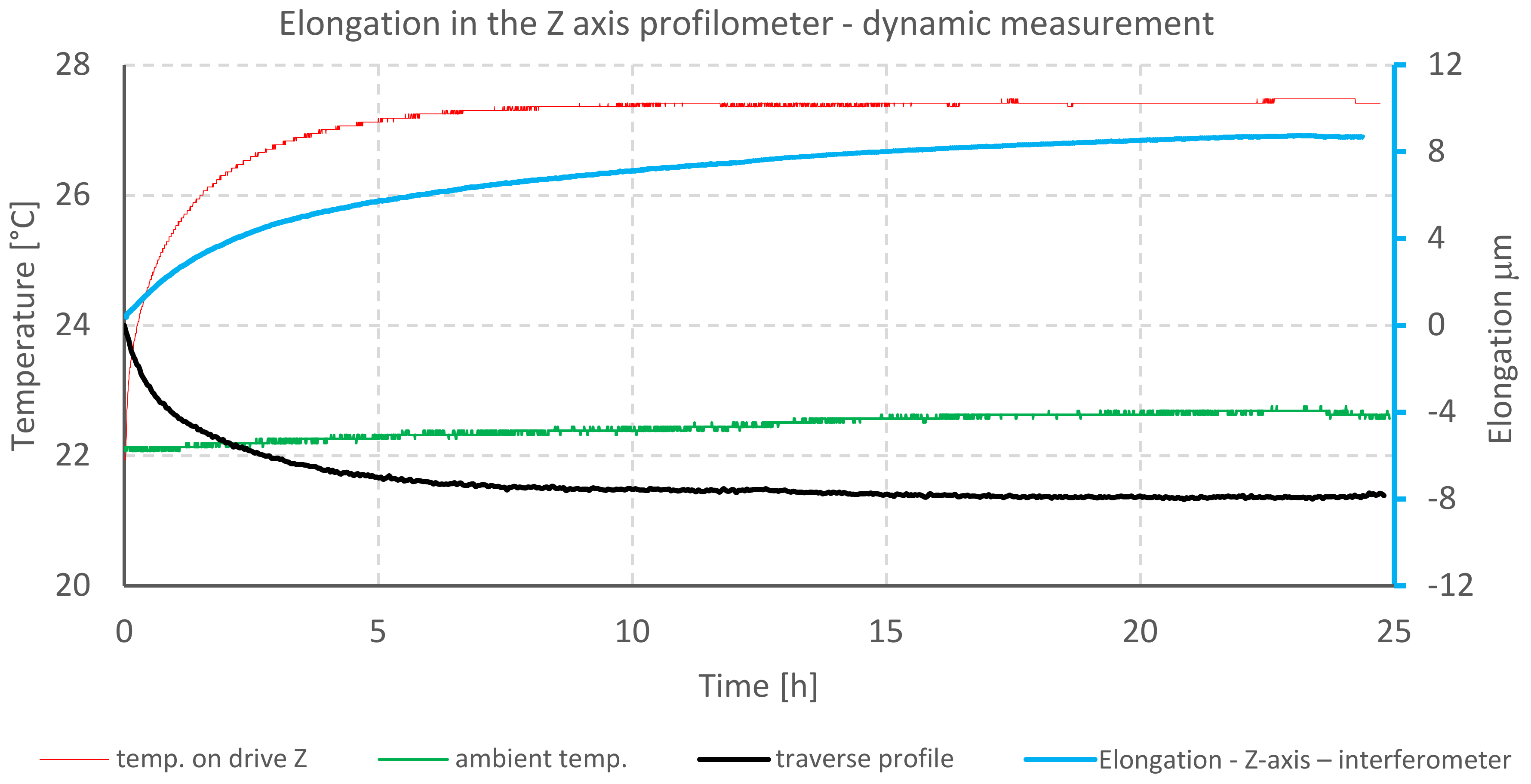
3.2. Dynamic Measurement
4. Conclusions
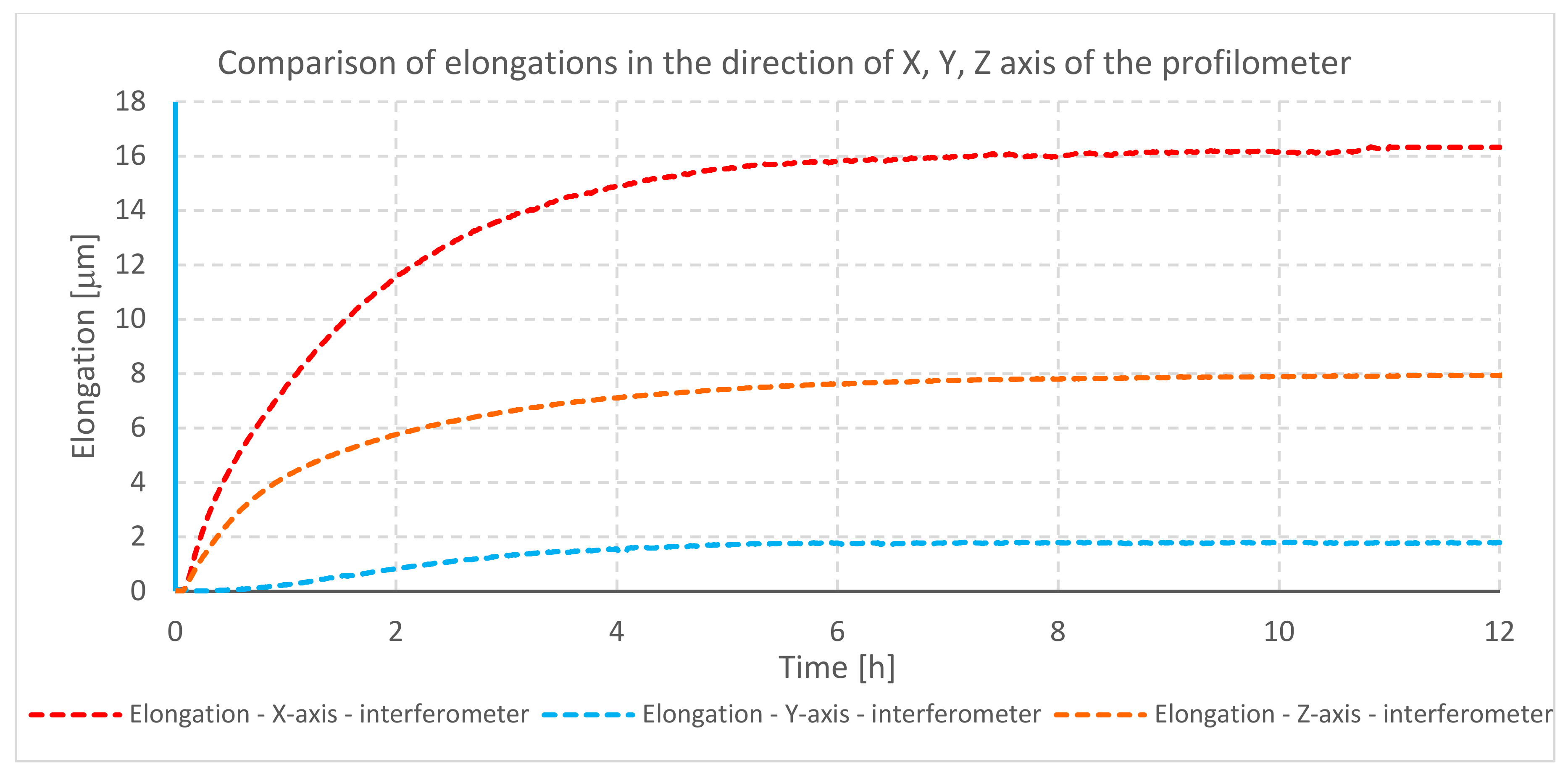
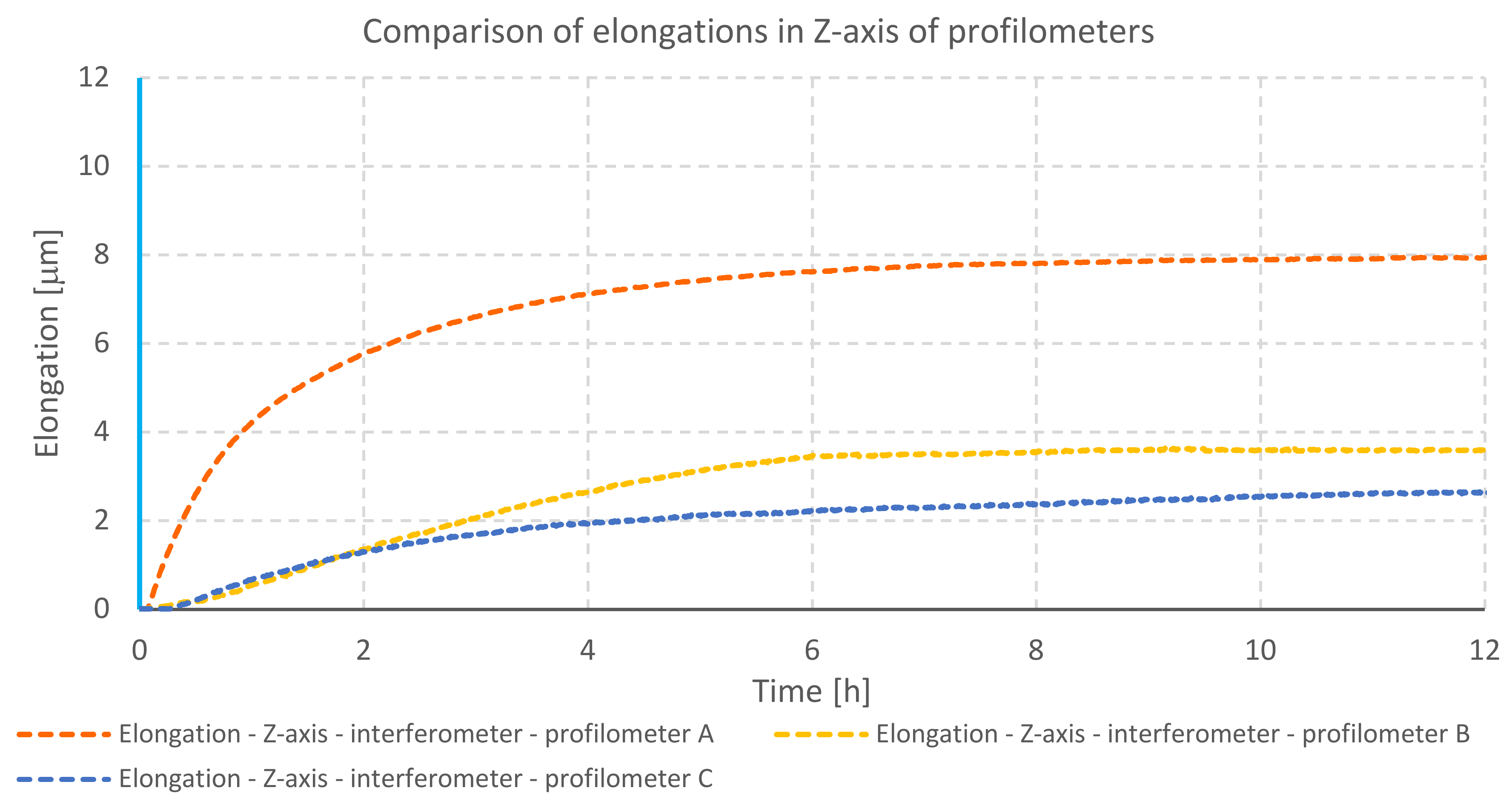
- The value of elongation in individual axes of the profilometer is different and it very much depends on the construction of the device, type of drives used, and their location. This might indicate that a change in design can limit the influence of thermal disturbances on the measurement results. Thus, it would improve the metrological characteristics of the device.
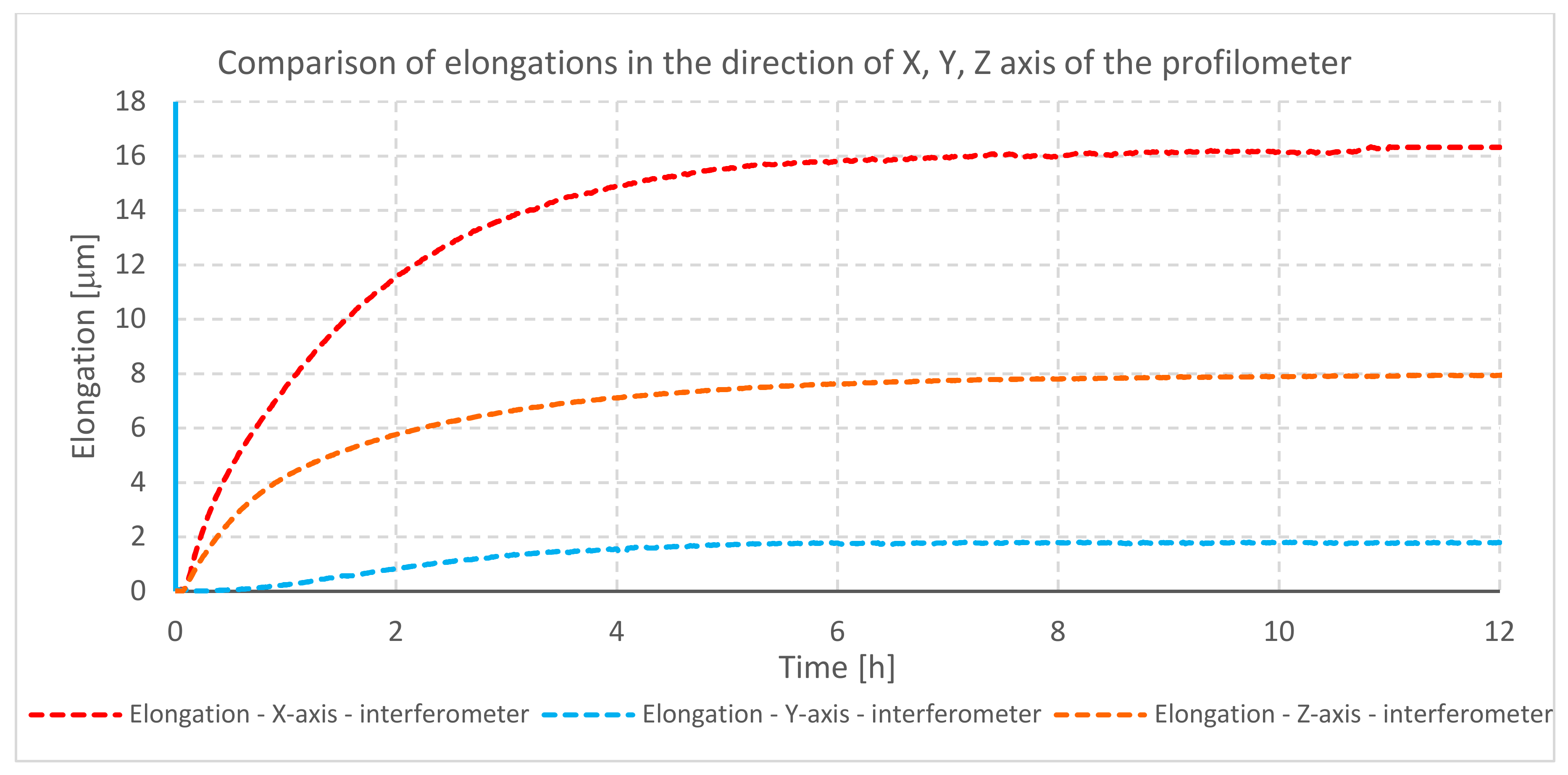
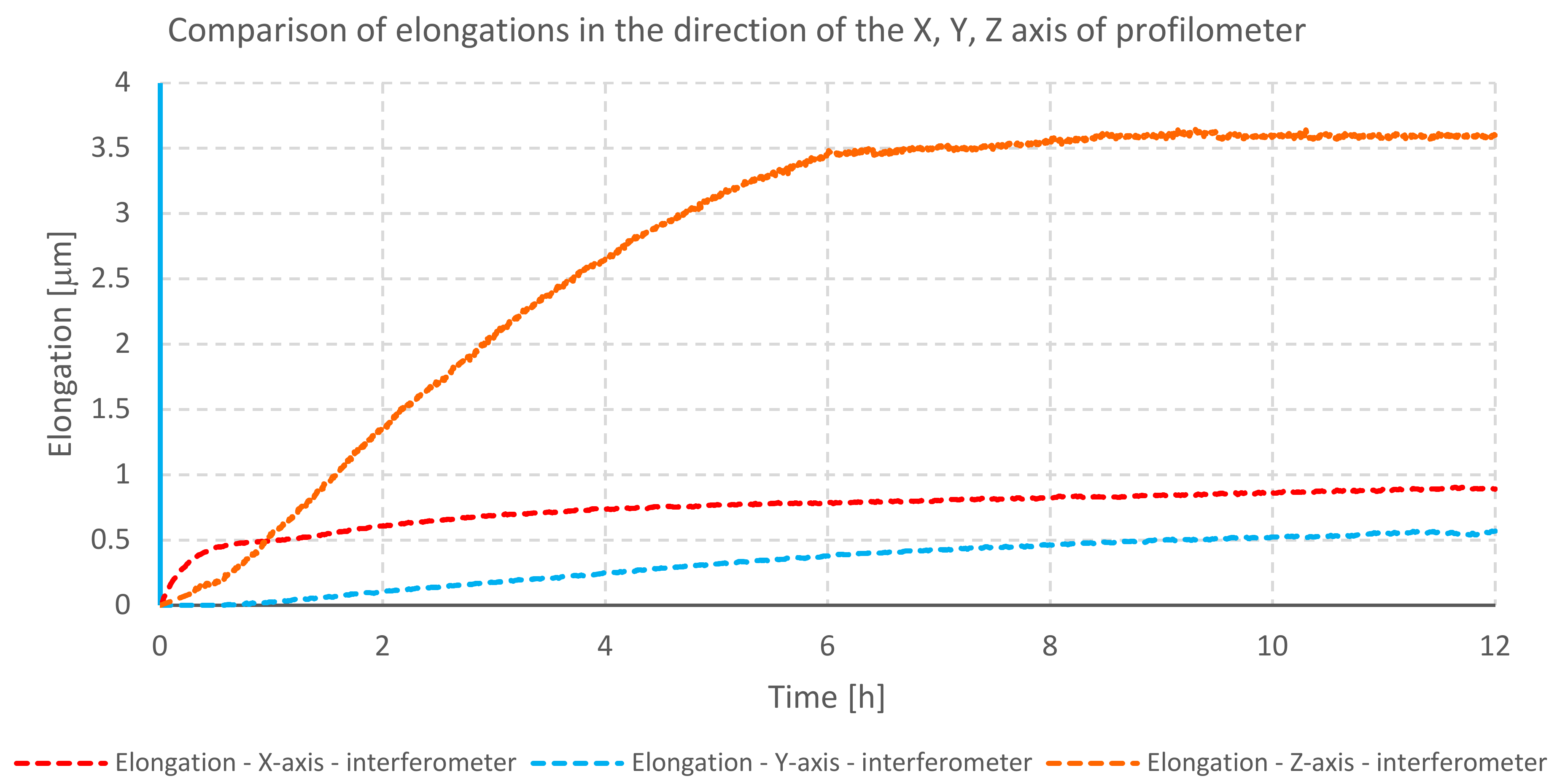
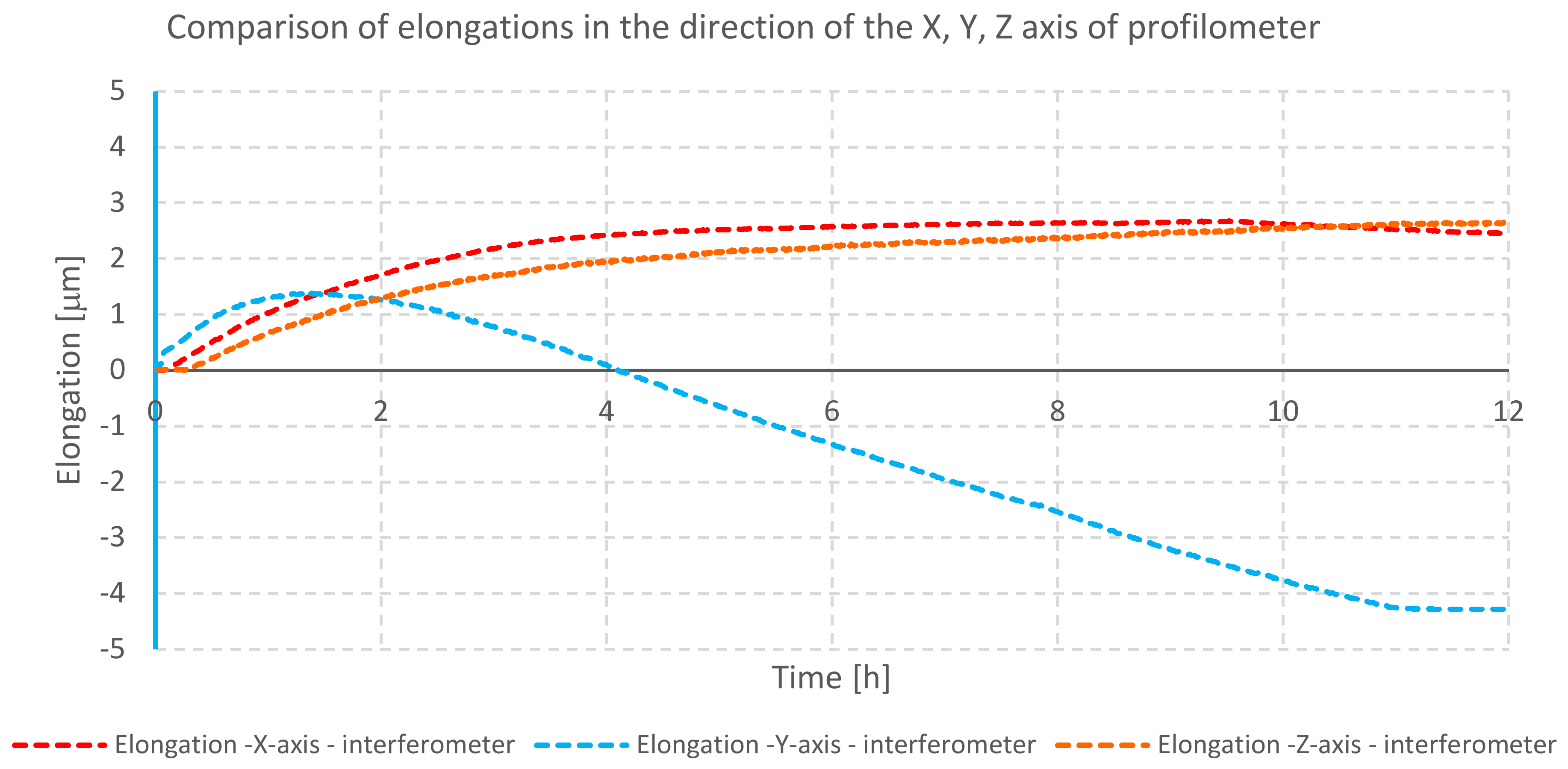
- The largest value of the displacement of the measuring tip occurs in the direction of the X-axis. This value (in the considered cases) reaches 16.2 μm.
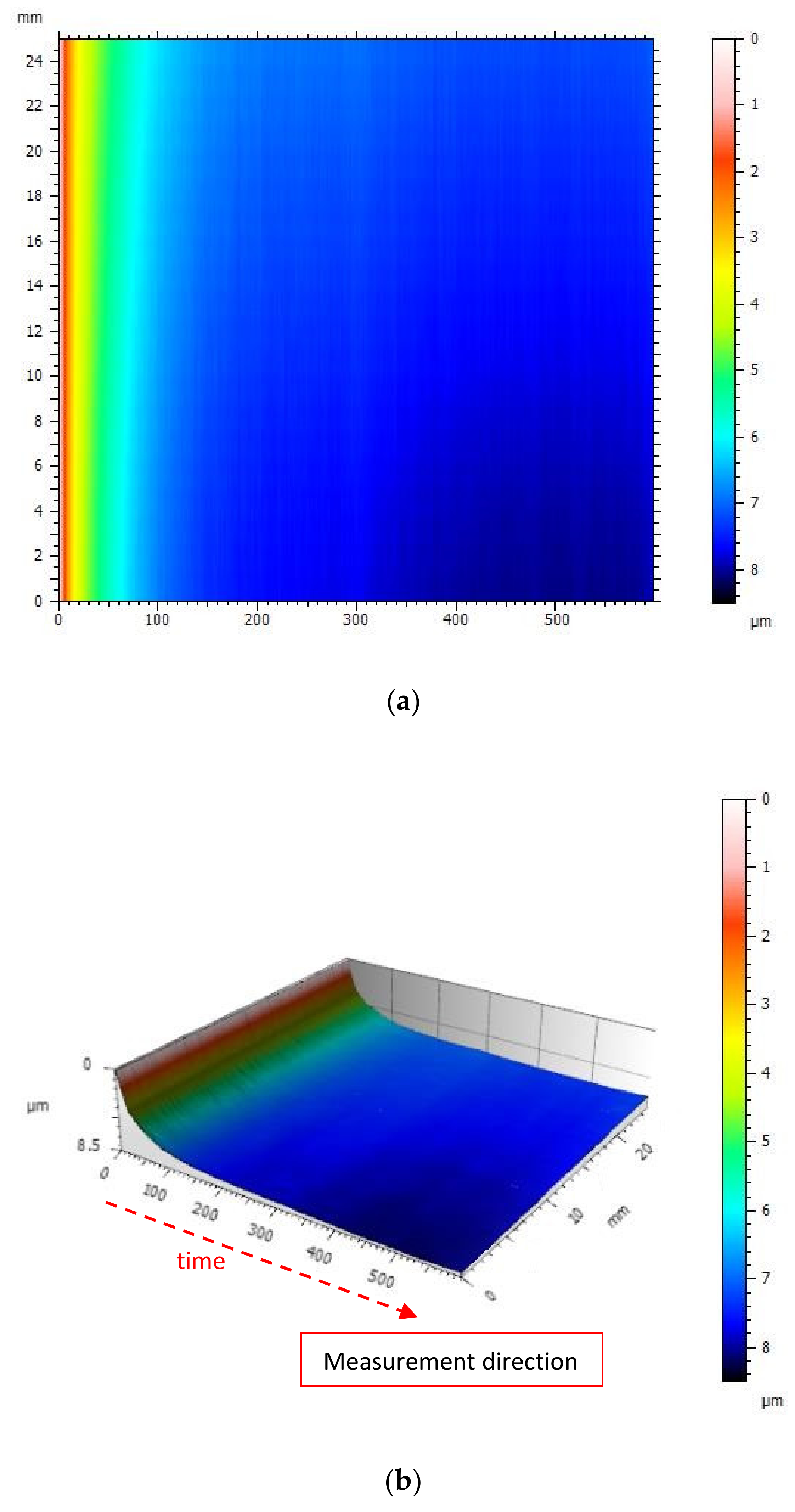
- The largest impact on the imaging of the surface topography has the displacement of the probe in the direction of the Z-axis. This displacement directly translates into the obtained value of the height of the measured surface.
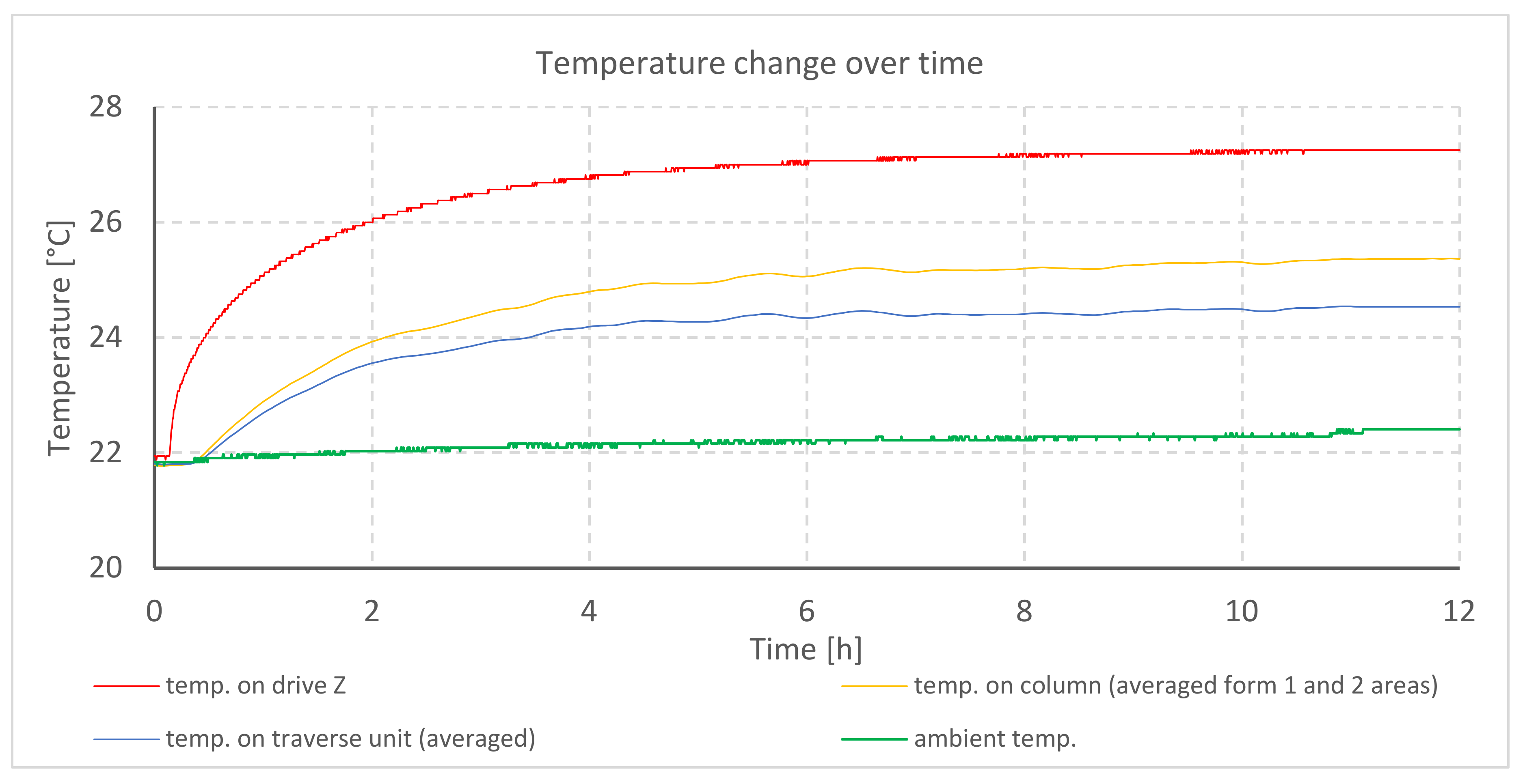
- The thermal and geometrical stabilization times should be precisely determined before beginning a 3D surface measurement. The stabilization time should be determined individually for a specific type of device in order to make a measurement correctly. Performing thermal stabilization of the tested device has reduced surface imaging errors by 90%.
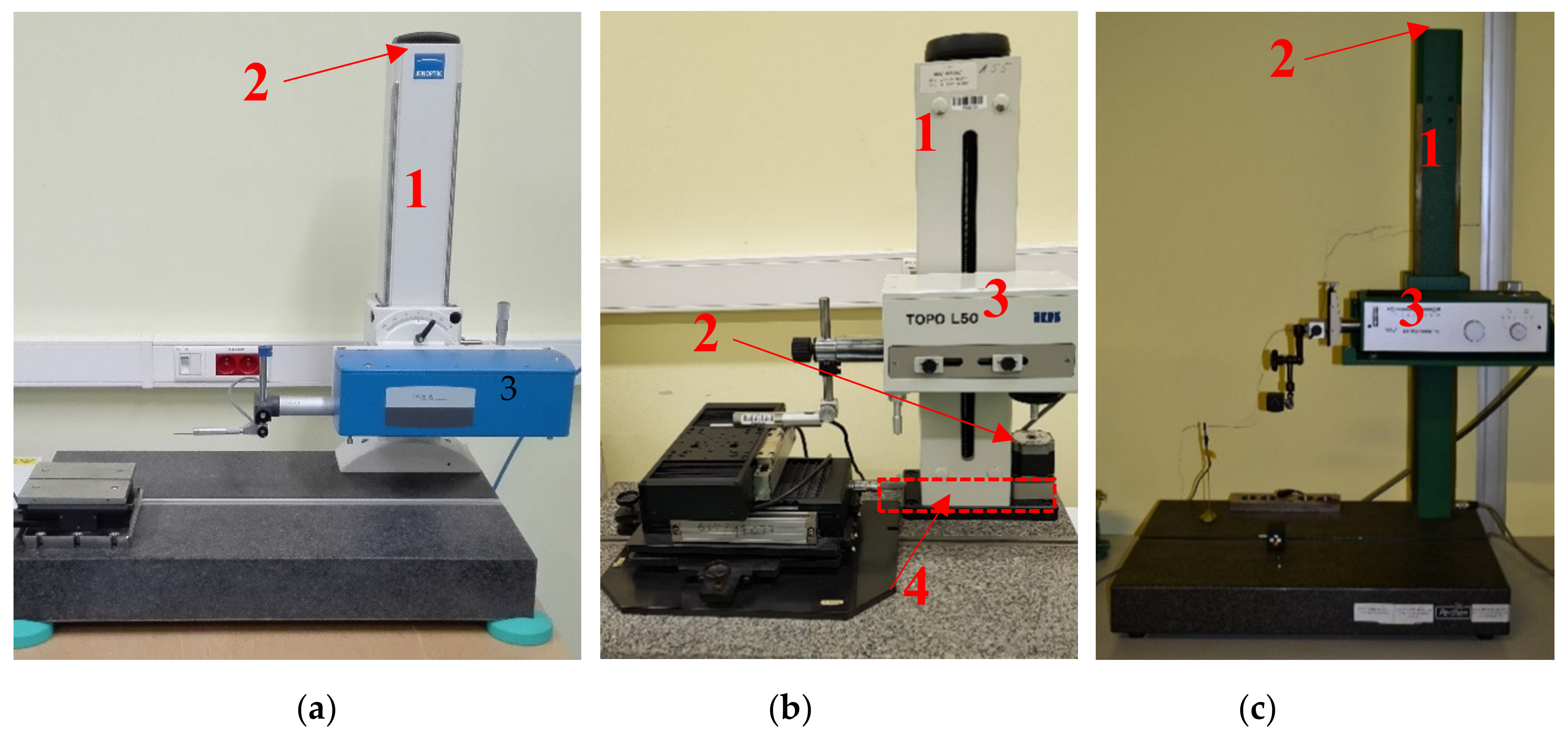
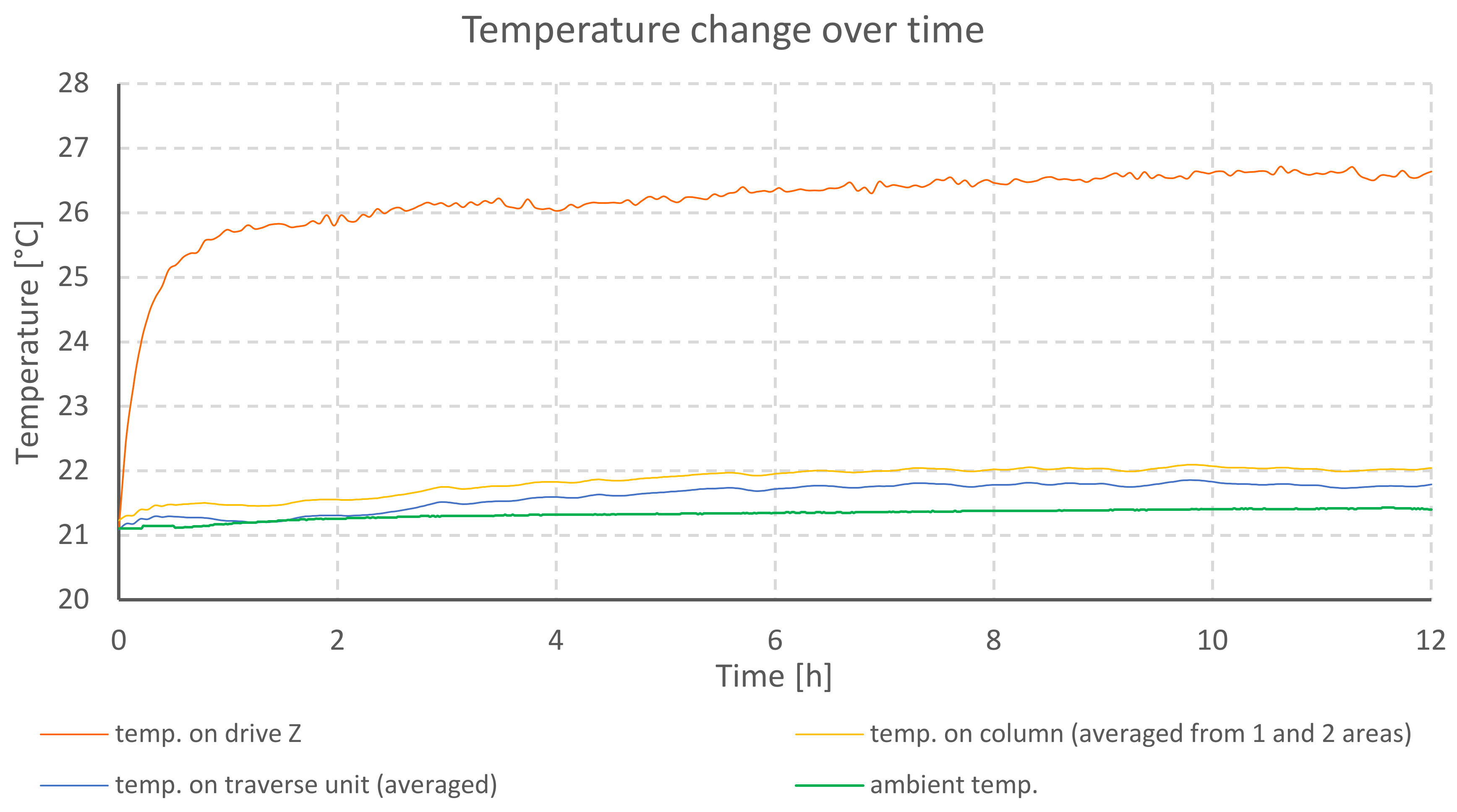
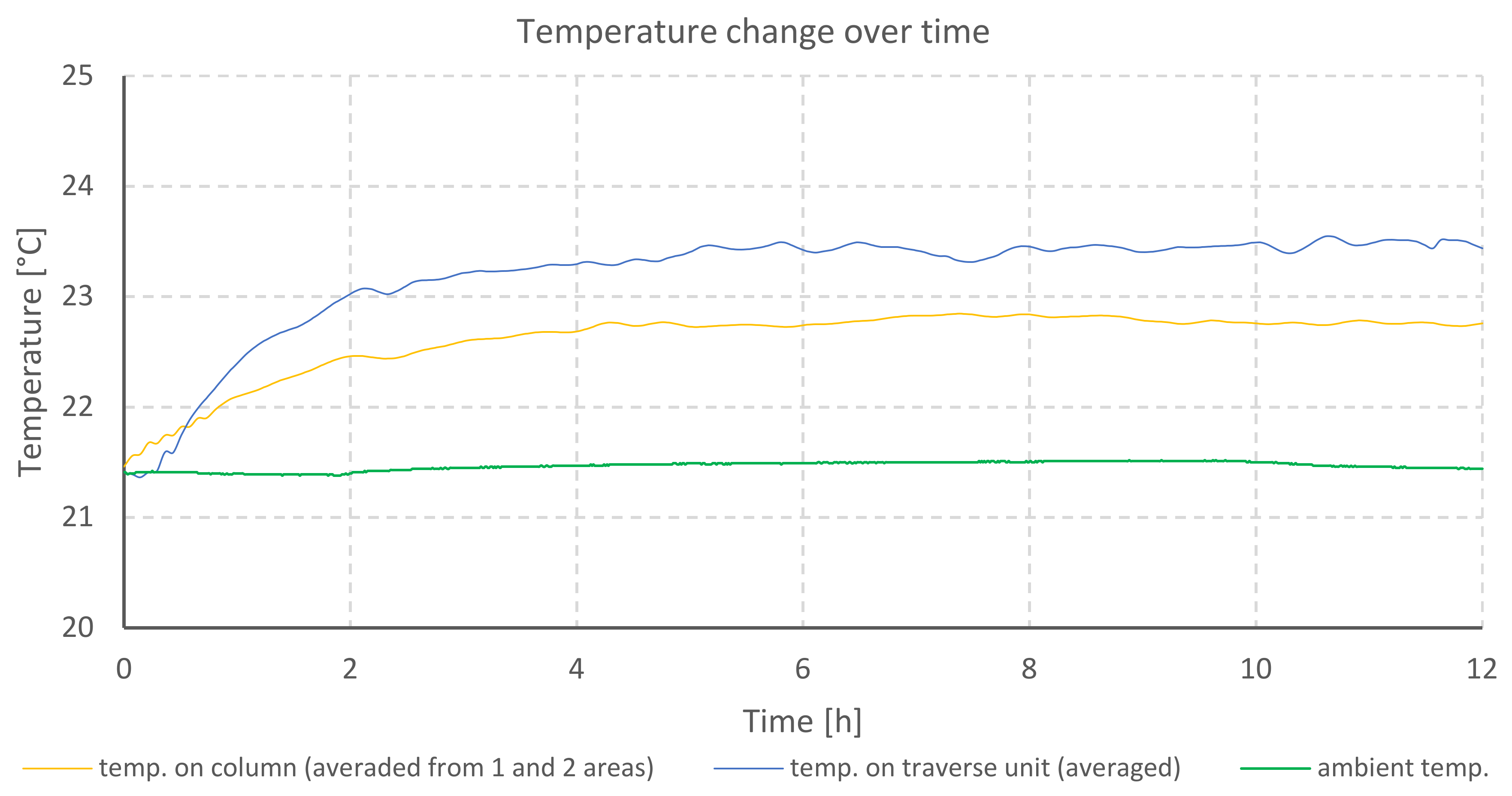
- The comparison of analyzed constructions and drives of the contact profiler (based on Figure 4, Figure 6 and Figure 8) showed that DC motors working uniformly during the whole measurement are characterized by the best thermal properties. Change in feed should be executed by an electromagnetic clutch.
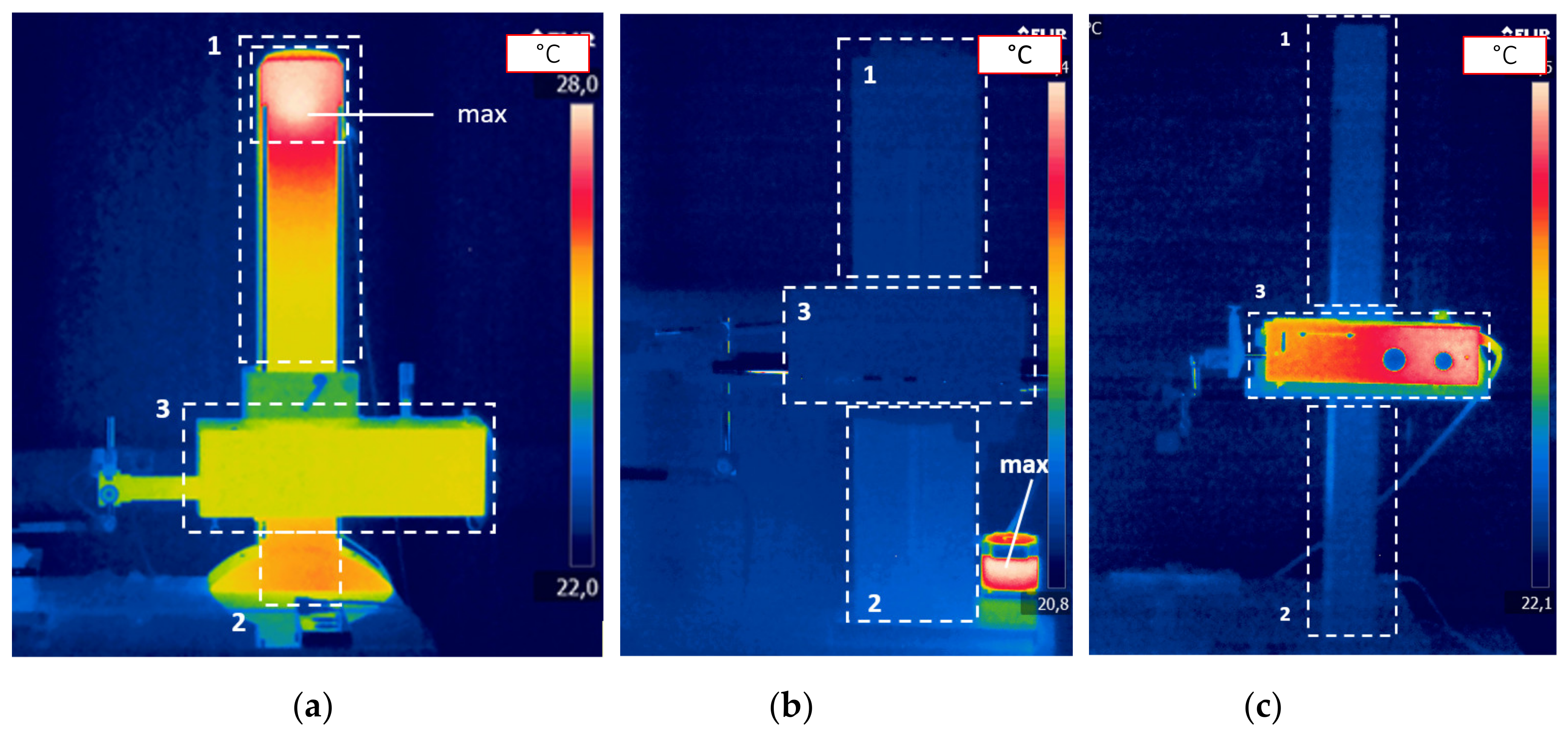
- Profilometers in which electronic systems and drives were located outside of the device body were characterized by lower values of displacement resulting from thermal deformation than the profilometer with drives inside its structure.
Author Contributions
Funding
Conflicts of Interest
References
- Trumpold, H. Process related assessment and supervision of surface textures. Int. J. Mach. Tools Manuf. 2001, 41, 1981–1993. [Google Scholar] [CrossRef]
- Tonshoff, H.K.; Brinksmeier, E. Determination of the mechanical and thermal influences on machined surfaces by microhardness and residual stress analysis. CIRP Annals 1980, 29, 519–530. [Google Scholar] [CrossRef]
- Mathia, T.; Pawlus, P.; Wieczorowski, M. Recent trends in surface metrology. Wear 2011, 271, 494–508. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Comparison of the results of surface texture measurement by stylus methods and optical methods. Metrol. Meas. Syst. 2018, 3, 589–602. [Google Scholar]
- Brown, C.A.; Hansen, H.N.; Jiang, X.J.; Blateyron, F.; Berglund, J.; Senin, N.; Bartkowiak, T.; Dixon, B.; Le Goïc, G.; Quinsat, Y.; et al. Multiscale analyses and characterizations of surface topographies. CIRP Ann. 2018, 67, 839–862. [Google Scholar] [CrossRef]
- Marteau, J.; Wieczorowski, M.; Xia, Y.; Bigerelle, M. Multiscale assessment of the accuracy of surface replication. Surf. Topogr. Metrol. Prop. 2014, 2, 44002. [Google Scholar] [CrossRef]
- Elewa, I.; Koura, M.M. Importance of checking the stylus radius in the measurement of surface roughness. Wear 1986, 109, 401–410. [Google Scholar] [CrossRef]
- Bodschwinna, H. Auswirkungen der Tastspitzengeometrie auf die industrielle Rauheitsmessung / Influences of the stylus tip geometry on industrial roughness measuring. tm - Tech. Mess. 1980, 47, 2–10. [Google Scholar] [CrossRef]
- Trumpold, H.; Heldt, E. Influence of instrument parameters in the sub-micrometer range with stylus instruments. Proc. X Coll. Surf. 2000, 1, 106–121. [Google Scholar]
- Smith, S.T.; Chetwynd, D.G. An Optimized Magnet-Coil Force Actuator and Its Application to Precision Elastic Mechanisms. Proc. Inst. Mech. Eng. Part C: Mech. Eng. Sci. 1990, 204, 243–253. [Google Scholar] [CrossRef]
- Anbari, N.; Beck, C.; Trumpold, H. The Influence of Surface Roughness in Dependence of the Probe Ball Radius with Measuring the Actual Size *. CIRP Ann. 1990, 39, 577–580. [Google Scholar] [CrossRef]
- Sherrington, I.; Smith, T. Performance assessment of stylus based areal roughness measurement systems. Int. J. Mach. Tools Manuf. 1992, 32, 219–226. [Google Scholar] [CrossRef]
- O’Callaghan, P.W.; Babus’Haq, R.F.; Probert, S.D.; Evans, G.N. Three-dimensional surface-topography assessments using a stylus/computer system. Int. J. Comp. Appl. Tech. 1989, 2, 101–107. [Google Scholar]
- McCool, J.I. Assessing the Effect of Stylus Tip Radius and Flight on Surface Topography Measurements. J. Tribol. 1984, 106, 202–209. [Google Scholar] [CrossRef]
- Wieczorowski, M. Spiral sampling as a fast way of data acquisition in surface topography. Int. J. Mach. Tools Manuf. 2001, 41, 2017–2022. [Google Scholar] [CrossRef]
- Senin, N.; Leach, R. Information-rich surface metrology. Procedia CIRP 2018, 75, 19–26. [Google Scholar] [CrossRef]
- Pawlus, P.; Wieczorowski, M.; Mathia, T. The Errors of Stylus Methods in Surface Topography Measurements; ZAPOL: Szczecin, Poland, 2014. [Google Scholar]
- Optical Measurement of Surface Topography; Leach, R. (Ed.) Springer: Berlin, Germany, 2011. [Google Scholar]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Problem of Non-Measured Points in Surface Texture Measurements. Metrol. Meas. Syst. 2017, 24, 525–536. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M.; Żelasko, W. The effect of sampling interval on the predictions of an asperity contact model of two-process surfaces. Bull. Pol. Acad. Sci. Tech. Sci. 2017, 65, 391–398. [Google Scholar] [CrossRef]
- Haitjema, H.; Morel MA, A. Noise bias removal in profile measurements. Meas. J. Int. Meas. Confed. 2005, 38, 21–29. [Google Scholar] [CrossRef]
- Miller, T.; Adamczak, S.; Świderski, J.; Wieczorowski, M.; Łętocha, A.; Gapinski, B. Influence of temperature gradient on surface texture measurements with the use of profilometry. Bull. Pol. Acad. Sci. Tech. Sci. 2017, 65, 53–62. [Google Scholar] [CrossRef]
- Krawiec, P.; Różański, L.; Czarnecka-Komorowska, D.; Warguła, Ł. Evaluation of the Thermal Stability and Surface Characteristics of Thermoplastic Polyurethane V-Belt. Materials 2020, 13, 1502. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, Z.-F.; Hu, M.-Y.; Xin, H.; Chen, B.; Wang, G.-X. Experimental and theoretical studies on the droplet temperature behavior of R407C two-phase flashing spray. Int. J. Heat Mass Transf. 2019, 136, 664–673. [Google Scholar] [CrossRef]
- Zha, J.; Zhang, H.; Li, Y.; Chen, Y. Geometric error measurement with high accuracy by ultra-precision CMM for closed hydrostatic guideways, European Society for Precision Engineering and Nanotechnology. In Proceedings of the 18th International Conference and Exhibition, EUSPEN 2018, Venice, Italy, 4−8 June 2018; pp. 137–138. [Google Scholar]
- Ghidelli, M.; Sebastiani, M.; Collet, C.; Guillemet, R. Determination of the elastic moduli and residual stresses of freestanding Au-TiW bilayer thin films by nanoindentation. Mater. Des. 2016, 106, 436–445. [Google Scholar] [CrossRef]
- Abdulshahed, A.M.; Longstaff, A.; Fletcher, S.; Myers, A. Thermal error modelling of machine tools based on ANFIS with fuzzy c-means clustering using a thermal imaging camera. Appl. Math. Model. 2015, 39, 1837–1852. [Google Scholar] [CrossRef]
- Chenyang, Z.; Cheng, C.; Hang, Z. Study on nonlinear thermal error of the measurement machine. In Proceedings of the IEEE 2011 10th International Conference on Electronic Measurement & Instruments; Institute of Electrical and Electronics Engineers (IEEE), Chengdu, China, 16–19 August 2011; Volume 2, pp. 161–165. [Google Scholar]
- Hao, S.; Liu, J.; Song, B.; Hao, M.; Zheng, W.; Tang, Z. Research on the Thermal Error of the 3D-Coordinate Measuring Machine Based on the Finite Element Method. Computer Vision 2008, 5315, 440–448. [Google Scholar] [CrossRef]
- Muniz, P.; Magalhães, R.D.S.; Cani, S.P.N.; Donadel, C.B. Non-contact measurement of angle of view between the inspected surface and the thermal imager. Infrared Phys. Technol. 2015, 72, 77–83. [Google Scholar] [CrossRef]
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometrical Error Measurement and Compensation of Machines – An Update. Ann. CIRP 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Ma, C.; Liu, J.; Wang, S. Thermal error compensation of linear axis with fixed-fixed installation. Int. J. Mech. Sci. 2020, 175, 105531. [Google Scholar] [CrossRef]
- Sładek, J.; Kupiec, R.; Gąska, A.; Kmita, A. Modeling the uncertainty changes caused by temperature with use of the Monte Carlo method. Meas. Autom. Monit. 2010, 56, 10–12. [Google Scholar]
- Balsamo, A.; Pedone, P.; Ricci, E.; Verdi, M. Low-cost interferometric compensation of geometrical errors. CIRP Ann. 2009, 58, 459–462. [Google Scholar] [CrossRef]
- Stejskal, T.; Kelemenová, T.; Dovica, M.; Demeč, P.; Štofa, M. Information Contents of a Signal at Repeated Positioning Measurements of the Coordinate Measuring Machine (CMM) by Laser Interferometer. Meas. Sci. Rev. 2016, 16, 273–279. [Google Scholar] [CrossRef] [Green Version]
- Miao, E.; Liu, Y.; Liu, H.; Gao, Z.; Li, W. Study on the effects of changes in temperature-sensitive points on thermal error compensation model for CNC machine tool. Int. J. Mach. Tools Manuf. 2015, 97, 50–59. [Google Scholar] [CrossRef]
- Lo, C.-H.; Yuan, J.; Ni, J. An application of real-time error compensation on a turning center. Int. J. Mach. Tools Manuf. 1995, 35, 1669–1682. [Google Scholar] [CrossRef]
- Miao, E.-M.; Gong, Y.-Y.; Niu, P.-C.; Ji, C.-Z.; Chen, H.-D. Robustness of thermal error compensation modeling models of CNC machine tools. Int. J. Adv. Manuf. Technol. 2013, 69, 2593–2603. [Google Scholar] [CrossRef]
- Baird, K.M. Compensation for Linear Thermal Expansion. Metrol. 1968, 4, 145–146. [Google Scholar] [CrossRef]
- Kruth, J.; Vanherck, P.; Bergh, C.V.D. Compensation of Static and Transient Thermal Errors on CMMs. CIRP Ann. 2001, 50, 377–380. [Google Scholar] [CrossRef]
- Sartori, S.; Zhang, G. Geometric Error Measurement and Compensation of Machines. CIRP Ann. 1995, 44, 599–609. [Google Scholar] [CrossRef]
- Ge, Z.; Ding, X. Thermal error control method based on thermal deformation balance principle for the precision parts of machine tools. Int. J. Adv. Manuf. Technol. 2018, 97, 1253–1268. [Google Scholar] [CrossRef]
- Tang, Y.; Xu, S.; Wang, Z. Prediction on the influence of ambient temperature and humidity to measuring instrument of thermal conductivity based on BP neural network. In Proceedings of the International Conference on Robotics, Intelligent Control and Artificial Intelligence, Shangai, China, 20–22 September 2019; pp. 562–567. [Google Scholar]
- Milov, A.; Tynchenko, V.S.; Petrenko, V.E. Algorithmic and Software to Identify Errors in Measuring Equipment During the Formation of Permanent Joints. In Proceedings of the 2018 International Multi-Conference on Industrial Engineering and Modern Technologies (FarEastCon); Institute of Electrical and Electronics Engineers (IEEE), Vladivostok, Russia, 2–4 October 2018. [Google Scholar]
- Hemming, B.; Esala, V.-P.; Laukkanen, P.; Rantanen, A.; Viitala, R.; Widmaier, T.; Kuosmanen, P.; Lassila, A. Interferometric step gauge for CMM verification. Meas. Sci. and Technol. 2018, 29, 7. [Google Scholar] [CrossRef]
- Echerfaoui, Y.; El Ouafi, A.; Chebak, A. Experimental Investigation of Dynamic Errors in Coordinate Measuring Machines for High Speed Measurement. Int. J. Precis. Eng. Manuf. 2018, 19, 1115–1124. [Google Scholar] [CrossRef]
- Schwenke, H.; Franke, M.; Hannaford, J.; Kunzmann, H. Error mapping of CMMs and machine tools by a single tracking interferometer. CIRP Ann. 2005, 54, 475–478. [Google Scholar] [CrossRef]
- Jakubek, B.; Barczewski, R.; Rukat, W.; Różański, L.; Wrobel, M. Stabilization of vibro-thermal processes during post-production testing of rolling bearings. Diagnostics 2019, 20, 53–62. [Google Scholar] [CrossRef]


© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grochalski, K.; Wieczorowski, M.; Pawlus, P.; H’Roura, J. Thermal Sources of Errors in Surface Texture Imaging. Materials 2020, 13, 2337. https://doi.org/10.3390/ma13102337
Grochalski K, Wieczorowski M, Pawlus P, H’Roura J. Thermal Sources of Errors in Surface Texture Imaging. Materials. 2020; 13(10):2337. https://doi.org/10.3390/ma13102337
Chicago/Turabian StyleGrochalski, Karol, Michał Wieczorowski, Paweł Pawlus, and Jihad H’Roura. 2020. "Thermal Sources of Errors in Surface Texture Imaging" Materials 13, no. 10: 2337. https://doi.org/10.3390/ma13102337
APA StyleGrochalski, K., Wieczorowski, M., Pawlus, P., & H’Roura, J. (2020). Thermal Sources of Errors in Surface Texture Imaging. Materials, 13(10), 2337. https://doi.org/10.3390/ma13102337