1.1. Additive Manufacturing Standardizations
Additive manufacturing (AM) [
1] techniques garner much interest within many fields, such as aerospace, automotive, and medical, based on their flexibility given to designers to fabricate complex structures, which are hard to fabricate using conventional methods. By achieving lightweight structures that do not require molding and tooling, AM also saves time, cost, and effort. Also, AM plays an important role in hybrid manufacturing and smart factories [
2], and it is a key technology in the implementation of the new industrial revolution, Industry 4.0 [
3].
AM has a multi-disciplinary characteristic and its standardization is essential for the industrial sector. The main organizations which are working and collaborating to standardize the processes of AM are the International Organization for Standardization, the technical committee ISO/TC 261 (creation date 2011), the American Society for Testing and Materials, the group ASTM F42 (formed in 2009), and the European Committee for Standardization, the technical committee CEN/TC 438 (formed in 2015). ISO/ASTM 52900-15 established and defined terms used in AM technology, by defining AM as the “process of joining materials to make parts from three-dimensional (3D) model data, usually layer upon layer, as opposed to subtractive manufacturing and formative manufacturing methodologies” [
4]. Based on the ISO/ASTM 52900-15 standard, the AM processes are classified as follows [
4]: vat photo-polymerization (VP), binder jetting (BJ), material extrusion (ME), material jetting (MJ), sheet lamination (SL), powder bed fusion (PBF), and directed energy deposition (DED). Some examples of the technologies that fall within these processes types include stereolithography (SLA) as a VP process [
5], fused deposition modeling (FDM) as an ME process [
6], laminated object manufacturing (LOM) as an SL process [
7], selective laser sintering/melting (SLS/SLM) as a PBF processes [
8,
9], 3D inkjet printing (3DP) as a BJ process [
7], polymer jetting (PolyJet) and multi-jet printing (MJM) as MJ processes [
10,
11,
12], wire and arc additive manufacturing (WAAM) and laser-engineered net shaping (LENS) as DED processes [
13].
The performance characterization of the AM processes and material characterization are significant tasks for their standardization and implementation in the industry. A method for evaluating of AM process performance consists of manufacturing and testing a customized sample [
14]. The most important sections, focusing on test methods and product characterization of the parts manufactured by AM [
4], are mechanical properties (hardness, tensile strength, flexural strength, impact strength, fatigue strength, elongation property, compressive properties, creep, aging, frictional coefficient, shear resistant, crack extension), surface aspects (appearance, surface texture [
15], color), and geometry requirements [
16] (size, dimensions, dimensional tolerances, geometrical tolerance). Currently, the standards related to these items are under development. A number of experimental and theoretical studies were developed in order to characterize the variety of AM processes and the materials used for AM.
1.2. Surface Quality in Additive Manufacturing
The surface quality of the parts built by the AM technologies is an important parameter, which can influence the product accuracy, minimize the post-processing operations, and enhance the functionality of the product. Within the literature, many studies focused on the surface roughness [
5,
6,
8,
10,
11,
12,
17,
18,
19] of the parts made through additive manufacturing. Some studies investigated the influence of part orientation on surface roughness [
7,
20], for different layer manufacturing technologies such as FDM, SLS, LOM, and SLA. An optimal fabrication direction achieves good results. Canellidis et al. [
20], considering the build time, surface roughness, and post-processing time, proposed an optimization procedure for optimum build orientation of the parts in SLA. Perez et al. [
6] investigated the critical factors in FDM processes for reducing surface roughness, and they concluded that the layer height and wall thickness are dominant factors for surface roughness. DebRoy at al. [
9], analyzing the AM metal processes, showed that surface quality is influenced by the material feedstock, part and process design, process parameters, and post-processing. The surface roughness is different in different AM processes. The main factor that affects the surface roughness in different AM processes is the deposition layer thickness. Also, in metal additive manufacturing, whatever might be the parameters, the surface roughness is high in DED processes because of a higher deposition rate [
13] and larger size of melt pool. Thus, it is not fair to compare directed energy deposition with powder bed fusion from the point of view of surface quality.
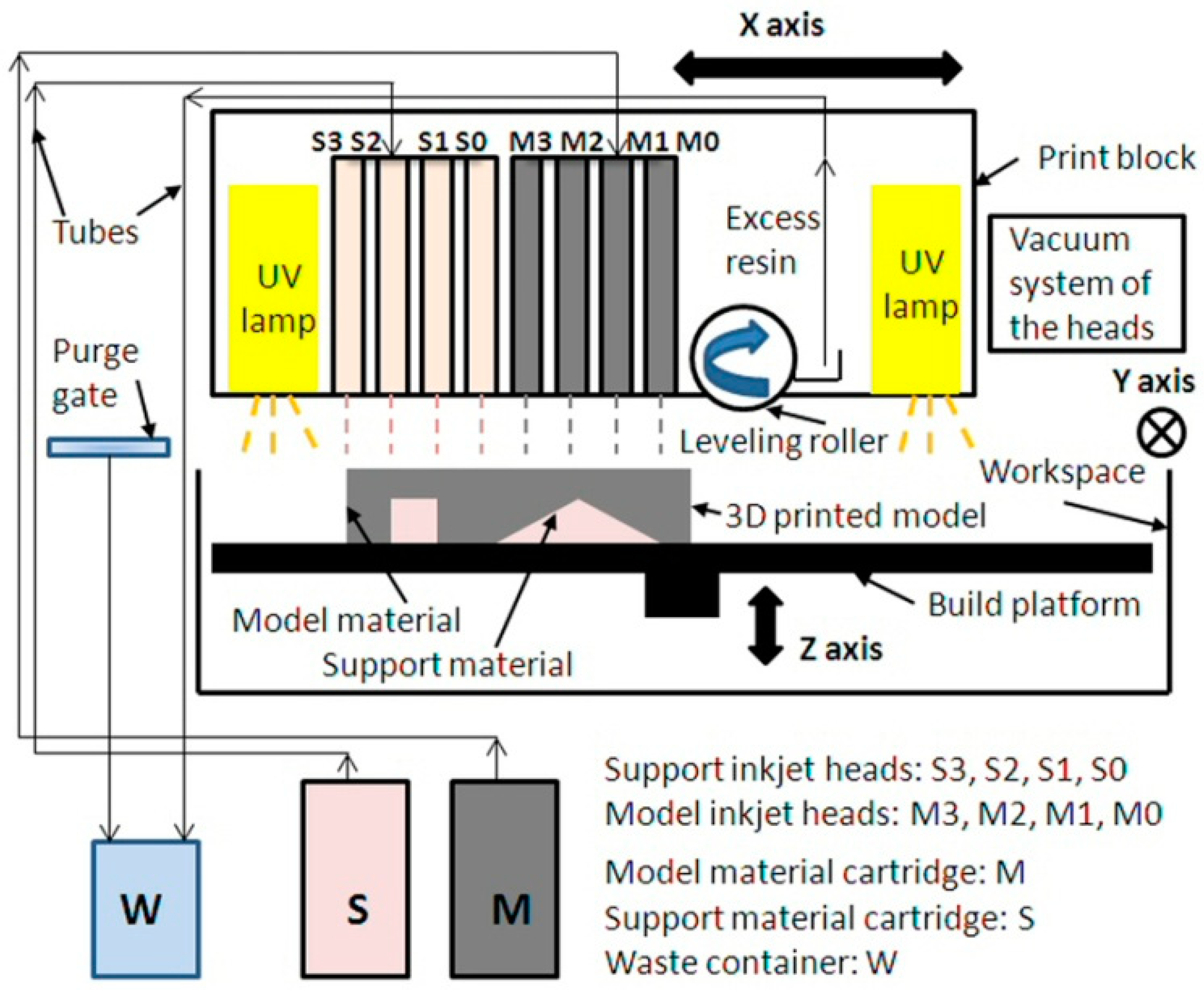
Additive manufacturing of parts with a small deposition layers thickness reduces the surface roughness and improves the surface quality. PolyJet technology, using thin deposition layers of 16 or 30 microns [
12,
19], is one of the AM technologies that can effectively reduce the surface roughness. A benchmark study based on customized test specimens investigated and compared the properties of nonmetal additive manufacturing processes (SLA, PolyJet, SLS, LOM, FDM, and 3DP) [
17]. It concluded that the roughness of the specimen fabricated by EDEN 500V increases with the surface angle from 0° to 90°, and that PolyJet technology is effectively an office environment. An experimental investigation of the surface roughness of the PolyJet process, in
X- and
Y-directions, based on a prismatic test sample placed seven times, on the same platform was performed in Reference [
19]. The results indicated that the best value of roughness was achieved at 0° and the worst at 90°. The experiments on an EDEN 350V machine, with samples made of FullCure 720 and VeroBlue 840 materials, oriented along the
x-axis were carried out in order to investigate the influence of layer thickness, local surface orientation, and finish type on the surface quality [
12]; however, different part orientations on the build tray were not performed. This study reported that the maximum surface roughness was obtained for the 90° surface angle. Moore and Williams [
21] investigated the effects of the surface finish on the part fatigue life of PolyJet parts. It was concluded that the glossy finish increases the fatigue life of the printed parts.
Ituarte et al. [
22] performed a comparative assessment of three AM technologies (SLA, Polyjet, and SLS) taking four control factors (the AM machine, the part orientation and location, and the chordal errors of the STL files), and having one of the objectives to be optimized (i.e., the surface roughness). The study reported that the manufacturing of flat plastic parts using the three selected AM systems is not technically feasible. The main reason could be that the layer thickness set on a value greater than 30 μm increases the surface roughness. Also, the results showed that surface quality was the most difficult requirement to satisfy.
Most parts obtained by different additive manufacturing technologies need selecting a suitable post-processing technique (computer numerical control machining, abrasive machining, laser machining, chemical treatments, etc.) to improve the surface quality [
23]. Cazon et al. [
11] included in their studies the effect of post-processing on the mechanical properties and the surface roughness of planar specimens made by the PolyJet technology on the EDEN Objet 330 machine. The study concluded that the part orientation has an effect on mechanical properties and the best roughness is obtained for the
XY printing direction. An industry-related survey including 50 interviewees evaluated technical and economic AM capabilities [
24]. The study concluded that post-processing constitutes a mandatory production step to fulfill minimum surface roughness levels required by the industry.
From the literature survey, the following results were found:
The surface quality of additive manufactured parts can be affected by different factors, from pre-processing, processing, and post-processing stages.
The factors affecting the surface quality are STL file preparation, material properties, layer thickness, part orientation, scanning parameters (strategy, speed, etc.), surface orientation or surface angle, finish type, and post-processing.
AM technologies and variation from one AM machine to another can influence the surface quality.
The staircase effect, support structure burrs, and errors from the deposition process are the most frequent surface defects.
There are few research studies developed on different AM systems built based on PolyJet technology (Stratasys Ltd, USA and Objet Geometries Ltd., Israel).
Having benefits in terms of cost reduction and a shortening of the time-to-market in products, the implementation of AM technologies within pre-production series and short series production depend on the repeatability of mechanical and surface quality properties of parts.
1.3. Test Artifacts for Quality Surface Evaluation
Many test artifacts were proposed to investigate the surface quality of the parts obtained by different additive manufacturing processes. A standardized test artifact allows the performance estimation and comparison for different AM systems or for the same AM system over time [
14] and can identify the possibilities for improvements.
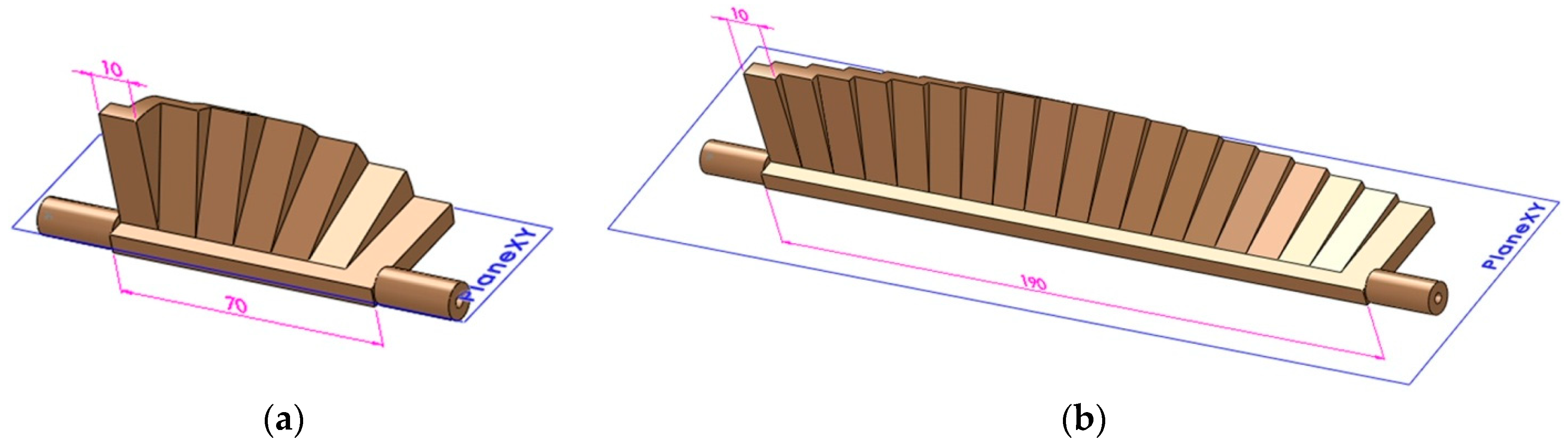
A twisted pillar [
5,
8,
12,
18,
25] or truncheon (
Figure 1a) is one of the most used models for measuring the surface roughness within an AM process, despite its massive shape. Thus, it can be used for investigations of the surface roughness based on the truncheon within the following AM technologies: SLA (vat photo-polymerization) [
5,
18,
25], FDM (material extrusion) [
5], PolyJet (material jetting) [
12], SLM (powder bed fusion) [
8], and LOM (sheet lamination) [
5]. The twisted pillar is obtained by rotating a series of square sections around a central axis, from 0° to 90°, in 3° or 5° increments, allowing to investigate the surface roughness of angled planes from 0° to 360° [
18,
26].
Another test model is a faceted sphere (
Figure 1b) which covers a wide range of planar surface orientations within one part [
26,
27]. A revised model with new features, based on a specimen proposed by Kim et al. [
17], is shown in
Figure 1c. The ISO/ASTM NP 52902 standard focusing on AM standard test artifacts is under development. Some standard artifacts were developed by the ASTM F42/ISO TC 261 joint group for Standard Test Artifacts (STAR) in order to investigate the AM system performances: linear and circular accuracy, resolution of ribs, pins, holes and slots, and surface texture [
14]. The STAR group proposed a surface texture artifact [
14,
26] which consists of a series of seven platens built at different angles to the horizontal plane, including 90°, 0°, 75°, 15°, 60°, 30°, and 45° (
Figure 1d).
The studies focusing on the quality surface investigation obtained by AM did not use a common surface inspection artifact that allowed comparing the measurements. Moreover, a deeper research based on a standardized surface inspection artifact taking into account the relevant build orientations on the manufacturing platform and post-processing operations was not performed.
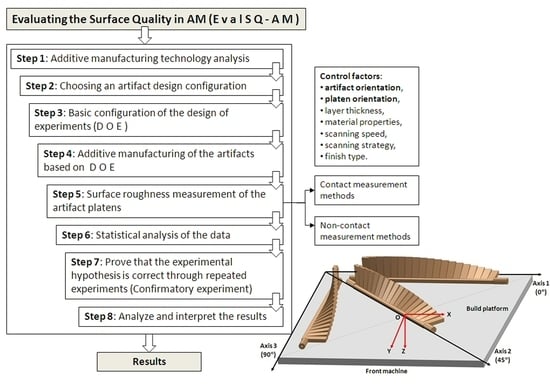
The main aim of this article was to define a basic methodology that allows evaluating the performances of an AM process and material characterization in terms of surface quality, based on a new test artifact and investigating the primary factors that affect the surface quality. The second part of the paper focuses on the investigation of polymer-based AM. A case study on a PolyJet process validates the proposed basic methodology.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}