Impacts of Casting Scales and Harsh Conditions on the Thermal, Acoustic, and Mechanical Properties of Indoor Acoustic Panels Made with Fiber-Reinforced Alkali-Activated Slag Foam Concretes


 ,
,
Abstract
1. Introduction
- Assessing the feasibility of using normal OPC-based concrete production lines to produce these lightweight and porous alternative binders;
- A comparative study on the differences and difficulties between lab-scale and large-scale (or upscaling) foam concrete preparations and castings;
- Measuring the hardened state (the flexural and compressive strengths), thermal insulation (thermal conductivity, thermal diffusion, and volumetric heat capacity), and sound properties (in a reverberation room and impedance tube) of acoustic panels with dimension 500 × 500 × 35 mm;
- The effects of lab-scale casting and large-scale casting on the hardened and acoustic properties;
- Evaluation of hardened and acoustic properties of acoustic panels exposed to different harsh conditions, including freeze/thaw conditions and CO2 gas flow exposure.
2. Experimental Program
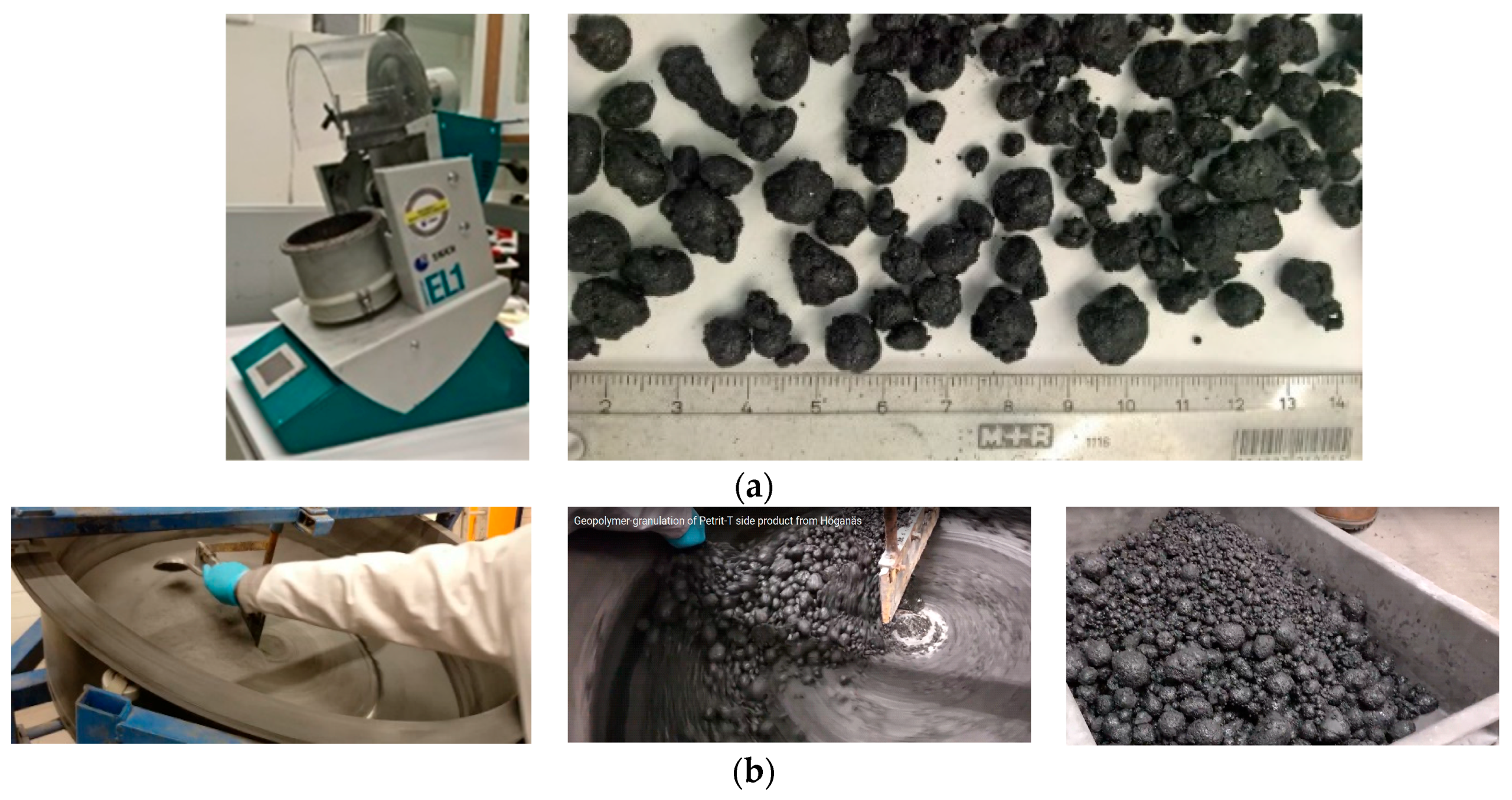
2.1. Materials and Mix Design
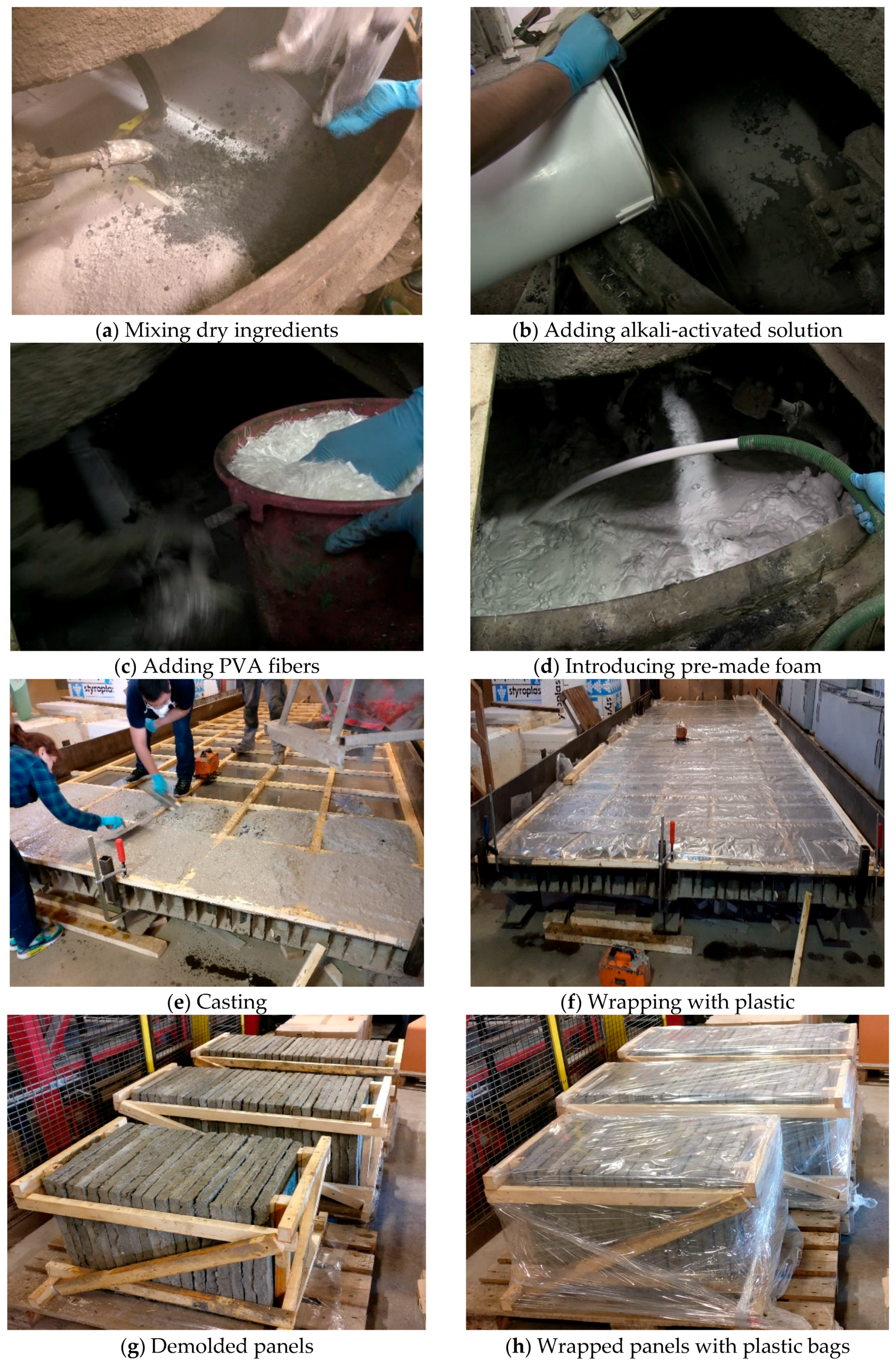
2.2. Casting and Curing
2.3. Test Procedure
2.3.1. Compressive and Flexural Strengths
2.3.2. X-Ray Micro-Computed Tomography (CT) Technique
2.3.3. Carbonation Test
2.3.4. Freeze/Thaw Test
2.3.5. Impedance Tube and Airflow Resistivity
2.3.6. Measurement of the Sound Absorption in a Reverberation Room
2.3.7. Thermal Insulation
3. Results and Discussion
3.1. Different Effects of Harsh Conditions on Hardened and Sound Properties of the Panels
3.1.1. Effects of Carbonation and Freeze/Thaw Conditions on Density
3.1.2. Effects of Carbonation and Freeze/Thaw Conditions on the Compressive and Flexural Strengths
3.1.3. Effects of Carbonation and Freeze/Thaw Conditions on the Pore Structure
3.1.4. Effects of Carbonation and Freeze/Thaw Conditions on the Sound Absorption Coefficient and Airflow Resistivity
3.2. The Sound Absorption of Acoustic Panels in a Reverberation Room
3.3. Thermal Insulation Properties
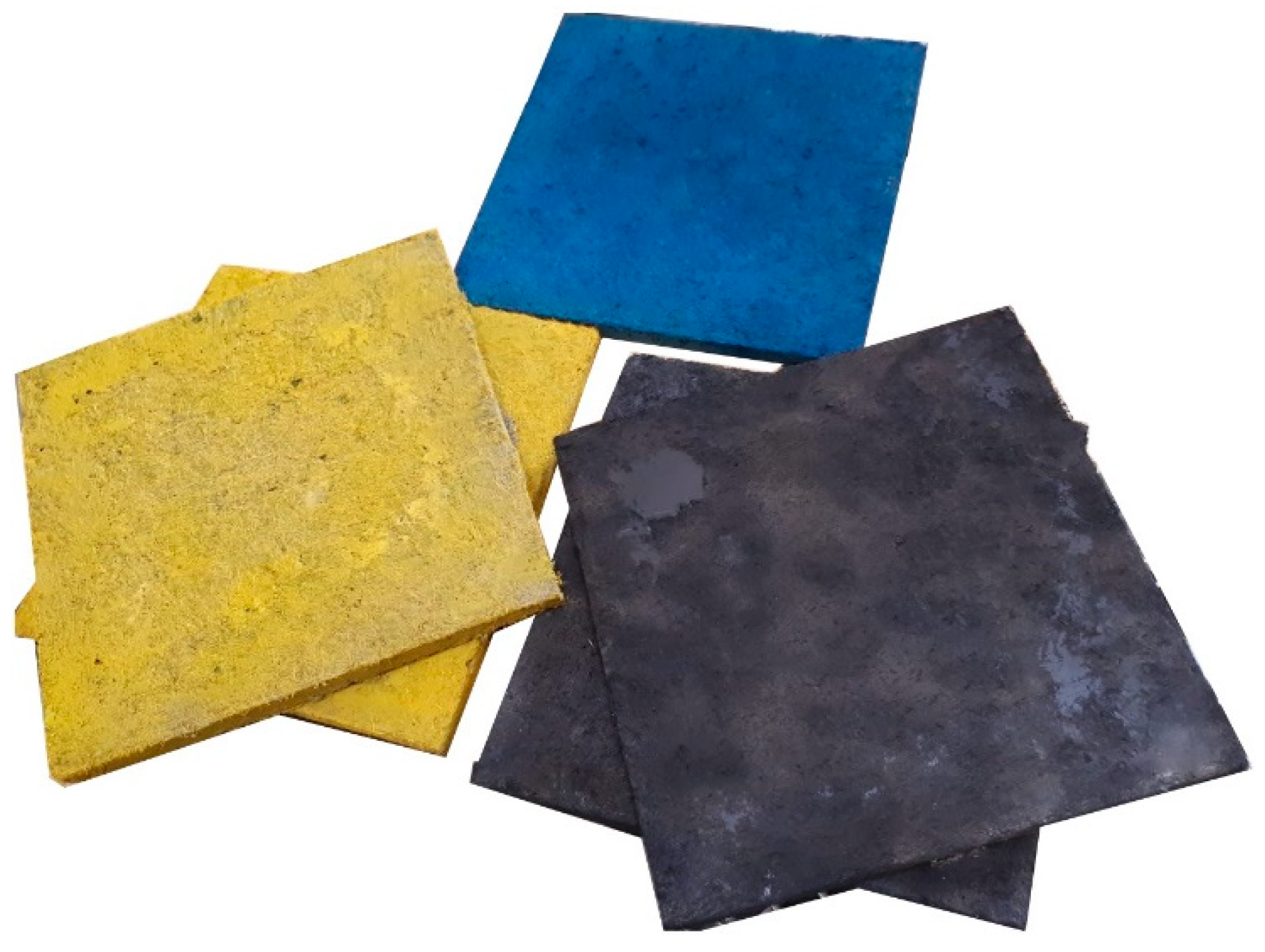
4. Application of Acoustic Panels for Indoor Walls
5. Conclusions
- Scale of granulation to produce lightweight recycled aggregates had significant effects on the size and quality of the final produced aggregates. The maximum influence was noticed in the required liquid to granulate.
- Normal concrete production lines can be used to produce these lightweight and porous alternative materials.
- Panels were resistant to freeze/thaw and carbonation conditions. The maximum compressive (2 MPa) and flexural (1.6 MPa) strengths were recorded in the specimens exposed to carbonation, while the best performance in terms of ductility under flexural loading was observed in the specimens that experienced freeze/thaw conditions (more than 5). Moreover, it was found that aggressive conditions had greater impact on the mechanical properties compared to PVA fiber orientation.
- In low-frequency regions (up to 500 Hz), the aggressive conditions had no influence on the acoustic properties. The best sound performance in terms of sound absorption was found in the panels that had undergone freeze/thaw conditions (with the maximum sound absorption >0.7).
- The NRCs of acoustic panels varied in the range of 0.35–0.5.
- The sound absorption measurements in a reverberation room showed that the acoustic panels have similar sound absorption capacity to green walls with 71% greenery coverage density at a frequency of 5000 Hz with a sound absorption coefficient of 0.55, and green walls with full greenery coverage density indicated a lower sound absorption coefficient (0.5).
- Similar sound absorption capacity was observed by impedance tube measurements and the reverberation room for the acoustic panel. Impedance tube measurements indicated good accuracy for assessing the sound absorption properties, and the use of impedance tube measurements is recommended regarding the complexity of sound absorption properties in a reverberation room.
- The scale of casting acoustic panels (lab scale or upscaling) indicated great influences on the sound absorption coefficients, such that better performances were noticed in the lab-scale testing (with a sound absorption coefficient of 0.85) compared to upscaling (with a sound absorption coefficient of 0.55).
- Thermal insulation properties of the acoustic panels with thermal conductivity of 0.27 W/m·K, thermal diffusion of 0.195 mm/s2, and volumetric heat capacity of 1.41 MJ/m3·K are in the ranges of other alkali-activated foam concretes, and the results exhibit better thermal insulation than OPC-based foam concretes with thermal conductivity of 0.15–0.6 W/m·K.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Muhammad, B.; Islami, M. Performance of hydrocarbon particles on the drying shrinkage of cement mortar. Constr. Build. Mater. 2013, 48, 868–873. [Google Scholar] [CrossRef]
- Bissonnette, B.; Pierre, P.; Pigeon, M. Influence of key parameters on drying shrinkage of cementitious materials. Cem. Concr. Res. 1999, 29, 1655–1662. [Google Scholar] [CrossRef]
- Akkaya, Y.; Ouyang, C.; Shah, S.P. Effect of supplementary cementitious materials on shrinkage and crack development in concrete. Cem. Concert Compos. 2007, 29, 117–123. [Google Scholar] [CrossRef]
- Rao, G.A. Long-term drying shrinkage of mortar—Influence of silica fume and size of fine aggregate. Cem. Concr. Res. 2001, 31, 171–175. [Google Scholar] [CrossRef]
- Holt, E.; Leivo, M. Cracking risks associated with early shrinkage. Cem. Concr. Res. 2004, 26, 521–530. [Google Scholar] [CrossRef]
- Neville, A. Wither expansive cement? Concr. Inst. 1994, 16, 34–35. [Google Scholar]
- Pigeon, M.; Saucier, F. Durability of repaired concrete structures. In Proceedings of the International Conference on Advances in Concrete Technology, Athens, Greek, 11–12 October 1992; pp. 741–773. [Google Scholar]
- Acker, P. Retraits et fissurations du béton, AFPC; Documents scientifiques et techniques; AFPC: Bagneux, France; LCPC: Paris, France, 1992. [Google Scholar]
- Kawamura, M.J. Internal stresses and microcrack formation caused by drying in hardened cement pastes. Am. Ceram. Soc. 1978, 61, 281–283. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Pacheco-Torgal, F.; Félix, T.; Aguiar, J.B. Mix design, properties and cost analysis of foam geopolymer fly ash-based. Constr. Build. Mater. 2015, 80, 18–30. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Zhang, Z.; Wang, H.; Mastali, M. Comparative study on the drying shrinkage and mechanical properties of geopolymer foam concrete incorporating different dosages of fiber, sand and foam agents. In High Tech Concrete: Where Technology and Engineering Meet; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Abdollahnejad, Z.; Pacheco-Torgal, F.; Aguiar, J.B. Foam geopolymers: State of the art and preliminary experimental results. In Proceedings of the International Conference on Construction Materials and Structures, Cape Town, South Africa, 24–26 November 2014. [Google Scholar]
- Hajimohammadi, A.; Ngo, T.; Mendis, P.; Kashani, A.; van Deventer, J.S.J. Alkali activated slag foams: The effect of the alkali reaction on foam characteristics. J. Clean. Prod. 2017, 147, 330–339. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Ngo, T.; Mendis, P.; Sanjayan, J. Regulating the chemical foaming reaction to control the porosity of geopolymer foams. Mater. Des. 2017, 120, 255–265. [Google Scholar] [CrossRef]
- Moretti, E.; Belloni, E.; Agosti, F. Innovative mineral fiber insulation panels for buildings: Thermal and acoustic characterization. Appl. Energy 2016, 169, 421–432. [Google Scholar] [CrossRef]
- Mastali, M.; Kinnunen, P.; Isomoisio, H.; Karhu, M.; Illikainen, M. Mechanical and acoustic properties of fiber-reinforced alkali-activated slag foam concretes containing lightweight structural aggregates. Constr. Build. Mater. 2018, 187, 371–381. [Google Scholar] [CrossRef]
- Yang, K.H.; Lee, K.H.; Song, J.K.; Gong, M.H. Properties and sustainability of alkali-activated slag foamed concrete. J. Clean. Prod. 2014, 68, 226–233. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Ngo, T.; Kashani, A. Sustainable one-part geopolymer foams with glass fines versus sand as aggregates. Constr. Build. Mater. 2018, 171, 223–231. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Ngo, T.; Mendis, P. Enhancing the strength of pre-made foams for foam concrete applications. Cem. Concr. Compos. 2018, 87, 164–171. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Mechanical, thermal insulation, thermal resistance and acoustic absorption properties of geopolymer foam concrete. Cem. Concr. Compos. 2015, 62, 97–105. [Google Scholar] [CrossRef]
- Abdullah, M.M.A.B.; Hussin, K.; Bnhussain, M.; Ismail, K.N.; Yahya, Z.; Abdul Razak, R. Fly ash-based geopolymer lightweight concrete using foaming agent. Int. J. Mol. Sci. 2012, 13, 7186–7198. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Fly ash-based geopolymers: The relationship between composition, pore structure and efflorescence. Cem. Concr. Res. 2014, 64, 30–41. [Google Scholar] [CrossRef]
- Hung, T.; Huang, J.; Wang, Y.; Lin, K. Inorganic polymeric foam as a sound absorbing and insulating material. Constr. Build. Mater. 2014, 50, 328–334. [Google Scholar] [CrossRef]
- Yang, K.H.; Lo, C.W.; Huang, J.S. Production and properties of foamed reservoir sludge inorganic polymers. Cem. Concr. Compos. 2013, 38, 50–56. [Google Scholar] [CrossRef]
- Mastali, M.; Kinnunen, P.; Dalvand, A.; Mohammadi Firouz, R.; Illikainen, M. Drying shrinkage in alkali-activated binders—A critical review. Constr. Build. Mater. 2018, 190, 533–550. [Google Scholar] [CrossRef]
- Metal Powder Solutions. Available online: https://www.hoganas.com/en/ (accessed on 1 December 2018).
- Korat, L.; Ducman, V.; Legat, A.; Mirtič, B. Characterisation of the pore-forming process in lightweight aggregate based on silica sludge by means of X-ray micro-tomography (micro-CT) and mercury intrusion porosimetry (MIP). Ceram. Int. 2013, 39, 6997–7005. [Google Scholar] [CrossRef]
- PD CEN/TS 12390-9:2016, Testing Hardened Concrete. Freeze-Thaw Resistance with De-Icing Salts. Scaling; BSI: London, UK, 2016.
- ISO 10534-2:1998, Acoustics—Determination of Sound Absorption Coefficient and Impedance in Impedance Tubes—Part 2: Transfer-Function Method; ISO/TC 43/SC 2 Building Acoustics; ISO: Geneva, Switzerland, 1998.
- SFS-EN ISO 354: En, Acoustics. Measurement of Sound Absorption in a Reverberation Room; ISO 354:2003; ISO: Geneva, Switzerland, 2003.
- SFS-EN 16487: en, Acoustics. Test Code for Suspended Ceilings. Sound Absorption; ISO 11654:1997; ISO: Geneva, Switzerland, 2014.
- ASTM C423-17, Standard Test Method for Sound Absorption and Sound Absorption Coefficients by the Reverberation Room Method; ASTM International: West Conshohocken, PA, USA, 2017; Available online: www.astm.org (accessed on 11 March 2019).
- Duxson, P.; Lukey, G.C.; van Deventer, J.S.J. Thermal conductivity of metakaolin geopolymers used as a first approximation for determining gel interconnectivity. Ind. Eng. Chem. Res. 2006, 45, 7781–7788. [Google Scholar] [CrossRef]
- Narayanan, N.; Ramamurthy, K. Structure and properties of aerated concrete: A review. Cem. Concr. Compos. 2000, 22, 321–329. [Google Scholar] [CrossRef]
- Wang, Z.; Zeng, Q.; Wu, Y.; Wang, L.; Yao, Y.; Li, K. Relative humidity and deterioration of concrete under freeze–thaw load. Constr. Build. Mater. 2014, 62, 18–27. [Google Scholar] [CrossRef]
- Mastali, M.; Valente, I.B.; Barros, J.A.O.; Gonçalves, D. Development of innovative hybrid sandwich panel slabs: Experimental results. Compos. Struct. 2015, 133, 476–498. [Google Scholar] [CrossRef]
- Stolz, J.; Boluk, Y.; Bindiganavile, V. Mechanical, thermal and acoustic properties of cellular alkali activated fly ash concrete. Cem. Concr. Compos. 2018, 94, 24–32. [Google Scholar] [CrossRef]
- Luna-Galiano, Y.; Leiva, C.; Arenas, C.; Fernández-Pereira, C. Fly ash based geopolymeric foams using silica fume as pore generation agent. Physical, mechanical and acoustic properties. J. Non-Cryst. Solids 2018, 500, 196–204. [Google Scholar] [CrossRef]
- Tiwari, V.; Shukla, A.; Bose, A. Acoustic properties of cenosphere reinforced cement and asphalt concrete. Appl. Acoust. 2004, 65, 263–275. [Google Scholar] [CrossRef]
- Sun, P.; Guo, Z. Preparation of steel slag porous sound-absorbing material using coal powder as pore former. J. Environ. Sci. 2015, 36, 67–75. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.; Hong, J.; Pyo, S. Acoustic characteristics of sound absorbable high performance concrete. Appl. Acoust. 2018, 138, 171–178. [Google Scholar] [CrossRef]
- Azkorra, Z.; Pérez, G.; Coma, J.; Cabeza, L.F.; Bures, S.; Álvaro, J.E.; Erkoreka, A.; Urrestarazu, M. Evaluation of green walls as a passive acoustic insulation system for buildings. Appl. Acoust. 2015, 89, 46–56. [Google Scholar] [CrossRef]
- Henon, J.; Alzina, A.; Absi, J.; Smith, D.S.; Rossignol, S. Potassium geopolymer foams made with silica fume pore forming agent for thermal insulation. J. Porous Mater. 2013, 20, 37–46. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Geopolymer foam concrete: An emerging material for sustainable construction. Constr. Build. Mater. 2014, 56, 113–127. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Binder | Foaming | Alkali Activator | A[a]/B[b] | Density (Kg/m3) | Porosity (%) (Used Method) | Compressive Strength (MPa) (28 days) | Thermal Conductivity (W/m·K) | Sound Absorption | Porous Structure | Curing | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Method | Foaming Agent | Content | Pore Size (µm) | ||||||||||
| [16] | GGBFS[c] | Mechanical | Foaming agent (in form of protein hydrolysate) | 10–35% (wt.% of binder) | NaOH (12 M) and Na2SiO3 (Ms.[d] = 2.5) | 0.56 | 550–1500 | 45–65% (SEM[e] and image analysis software “Fiji software”) | 2.5–13 | n.d.[f] | Acoustic absorption coefficients higher than 0.5 in the medium- to high-frequency regions | <100–1000 | Sealed in plastic bags until the testing day (28 days) at room temperature (23 °C) |
| [17] | GGBFS/FA[g] | Mechanical | Protein based agent | 62–76% (volume ratio) | Three types: 1—Ca(OH)2 and Mg(NO3)2 2—Ca(OH)2 and Na2SiO3 3—Ca(OH)2 and Na2SiO3 | 0.1–0.16 | 325–492 | n.d. | 0.5–2 | 0.088–0.121 | n.d. | <0.01–100 | Sealed and cured at room temperature until the testing day |
| [18] | FA/GBFS[h] | Mechanical | Commercial surfactant diluted with water | Until the required density achieved | Anhydrous sodium metasilicate (Solid activator—one part geopolymer) | 0.085 | 600–1200 | n.d. | (28 days) (1) with no aggregate = 1.6–13 (2) Sand as fine aggregate = 1–9 (3) Glass as fine aggregate = 1.75–7 | (1) with no aggregate = 0.18–0.872 (2) Sand as fine aggregate = 0.18–0.705 (3) Glass as fine aggregate = 0.15–0.937 | n.d. | n.d. | Sealed and cured at ambient temperature until the day of testing |
| [19] | GGBFS/FA | Mechanical and Chemical | (Mechanical foaming) SDS[i] with and without foam stabilizer (Chemical foaming) H2O2 modified with (SDS) with and without foam stabilizer | N.A.[j] | NaOH (3 M) and Na2SiO3 (Ms. = 2) | 0.38 | 650–660 (for mechanical foaming and chemical foaming) | n.d. | (Mechanical foaming) 1.75–2.25 (Chemical foaming) 1.6–1.9 | 0.2–0.27 | n.d. | <5–1470 | Sealed and cured at 60 °C for 24 h, then sealed at room temperature until the testing day |
| [20] | Class F-FA/GGBFS | Mechanical | Diluted aqueous surface-active concentrate | 5–16% (wt.% of binder) | NaOH (12 M) and Na2SiO3 (Ms. = 2) | 0.395 | 720–1600 | n.d. | 3–14 | 0.15–0.48 | Acoustic absorption coefficients of 0.7–1.0 at 40–150 Hz, and 0.1–0.3 at 800–1600 Hz | n.d. | Sealed in a plastic bag and cured at 40 °C for 24 h, then 27 days in the ambient conditions |
| [21] | Class C-FA | Mechanical | NA. | foam: geopolymer paste = 2:1 (by volume) | NaOH (12 M) and Na2SiO3 (Ms. = 3.2) | 0.5 | 1650 (room temperature) 1667 (60 °C) | 15.29% (room temperature) 6.78% (60 °C) (SEM and image analysis software) | 3.3–18.1 (room temperature) 11–18.2 (60 °C) | n.d. | n.d. | 4–37 | Room temperature or 60 °C for 24 h, then unsealed in the open air until the testing day |
| [13] | GBFS | Mechanical | SDS | 11.5% (wt.% of binder) | NaOH and Na2SiO3 (Ms. = 3.2) | 0.436–0.574 | 450–780 | n.d. | 0.2–0.48 | 0.0023 | n.d. | <500–5500 | Sealed and cured at 60 °C for 24 h, then kept sealed and cured in room temperature until testing day |
| [22] | Class F-FA/GGBFS | Mechanical | Synthetic organic foaming agent | 3.3–16% (wt.% of binder) | NaOH (12 M) and Na2SiO3 (Ms. = 2) | 0.395 | n.d. | 44–65% (1—water saturation. 2—SEM 3—image analysis (IA) system consisting of an Olympus optical microscope and the Analysis-FIVE software) | Compressive strength (90 days) (3.4 ± 0.7)–(16.2 ± 3.3) | n.d. | n.d. | 0.01–100 | Sealed and cured at 40 °C for 24 h, then aged at room temperature for 90 days |
| [23] | MK[k]/BFS | Mechanical | Aqueous solution of a foaming agent diluted with water | (31–43.6 kg/m3) | NaOH and Na2SiO3 | 0.6 | 400–1000 | n.d. | 0.4–11 | n.d. | acoustic absorption coefficients of 0.15–0.9 at 100–4000 Hz | 0.1–0.5 mm | Cured at room temperature for 28 days |
| [24] | CRS[l] powders/BFS[m] | Mechanical | Aqueous solution of a foaming agent diluted with water | As the required density achieved | NaOH and Na2SiO3 (Ms. = 2.87) | 0.4 and 0.5 | 700–1000 | 30–90% (Water absorption) | Compressive strength 2–5 Flexural strength 0.25–0.6 | n.d. | Transmission Loss = 30–50 dB at 100–5000 Hz | 0.1–1 mm | Cured in air until the testing day |
| Slag | Recycled Aggregates/Slag | Alkali Activator/Slag | SS/SH | PVA Fiber/Slag | Foam/Slag |
|---|---|---|---|---|---|
| 1 | 1 | 0.56 | 2.5 | 0.024 | 0.25 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammad, M.; Paivo, K.; Marjaana, K.; Zahra, A.; Lidija, K.; Vilma, D.; Ahmad, A.; Mirja, I. Impacts of Casting Scales and Harsh Conditions on the Thermal, Acoustic, and Mechanical Properties of Indoor Acoustic Panels Made with Fiber-Reinforced Alkali-Activated Slag Foam Concretes. Materials 2019, 12, 825. https://doi.org/10.3390/ma12050825
Mohammad M, Paivo K, Marjaana K, Zahra A, Lidija K, Vilma D, Ahmad A, Mirja I. Impacts of Casting Scales and Harsh Conditions on the Thermal, Acoustic, and Mechanical Properties of Indoor Acoustic Panels Made with Fiber-Reinforced Alkali-Activated Slag Foam Concretes. Materials. 2019; 12(5):825. https://doi.org/10.3390/ma12050825
Chicago/Turabian StyleMohammad, Mastali, Kinnunen Paivo, Karhu Marjaana, Abdollahnejad Zahra, Korat Lidija, Ducman Vilma, Alzaza Ahmad, and Illikainen Mirja. 2019. "Impacts of Casting Scales and Harsh Conditions on the Thermal, Acoustic, and Mechanical Properties of Indoor Acoustic Panels Made with Fiber-Reinforced Alkali-Activated Slag Foam Concretes" Materials 12, no. 5: 825. https://doi.org/10.3390/ma12050825
APA StyleMohammad, M., Paivo, K., Marjaana, K., Zahra, A., Lidija, K., Vilma, D., Ahmad, A., & Mirja, I. (2019). Impacts of Casting Scales and Harsh Conditions on the Thermal, Acoustic, and Mechanical Properties of Indoor Acoustic Panels Made with Fiber-Reinforced Alkali-Activated Slag Foam Concretes. Materials, 12(5), 825. https://doi.org/10.3390/ma12050825