Effects of Temperature on the Tribological Properties of NM600 under Sliding Wear

Abstract
1. Introduction
2. Materials and Methods
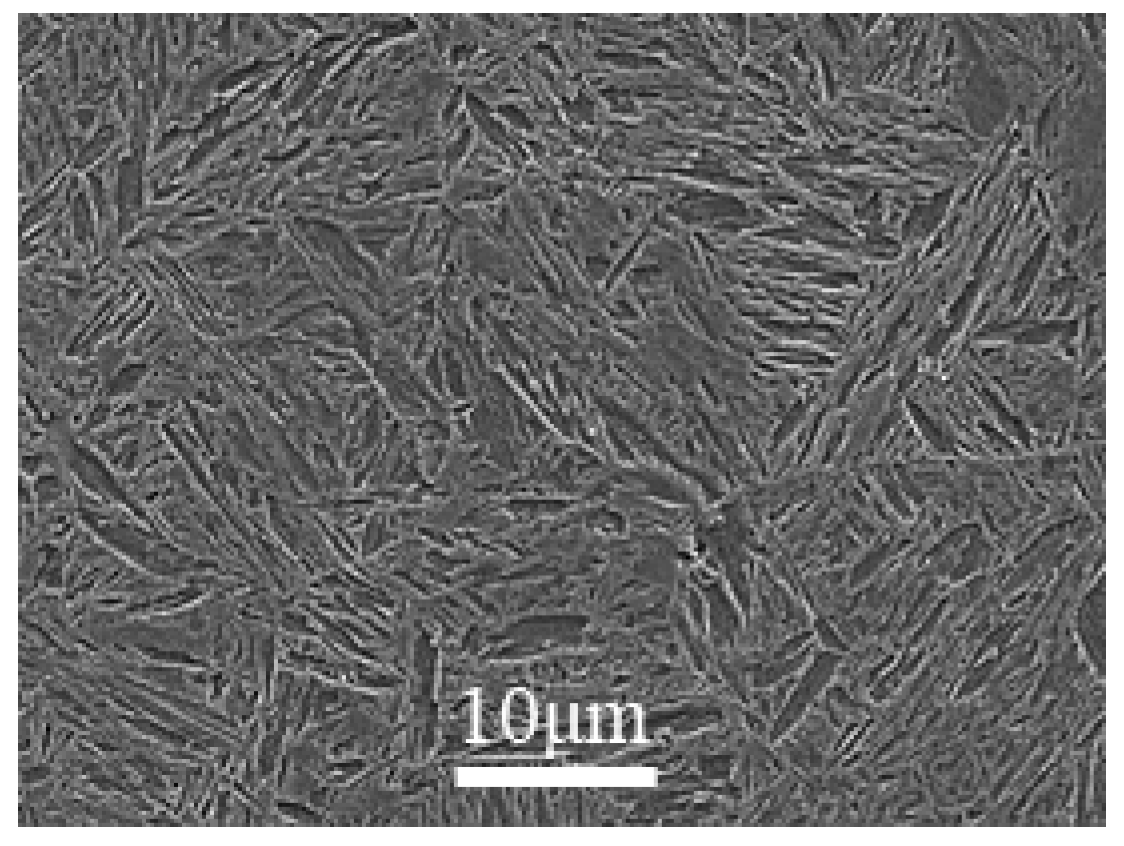
2.1. Materials
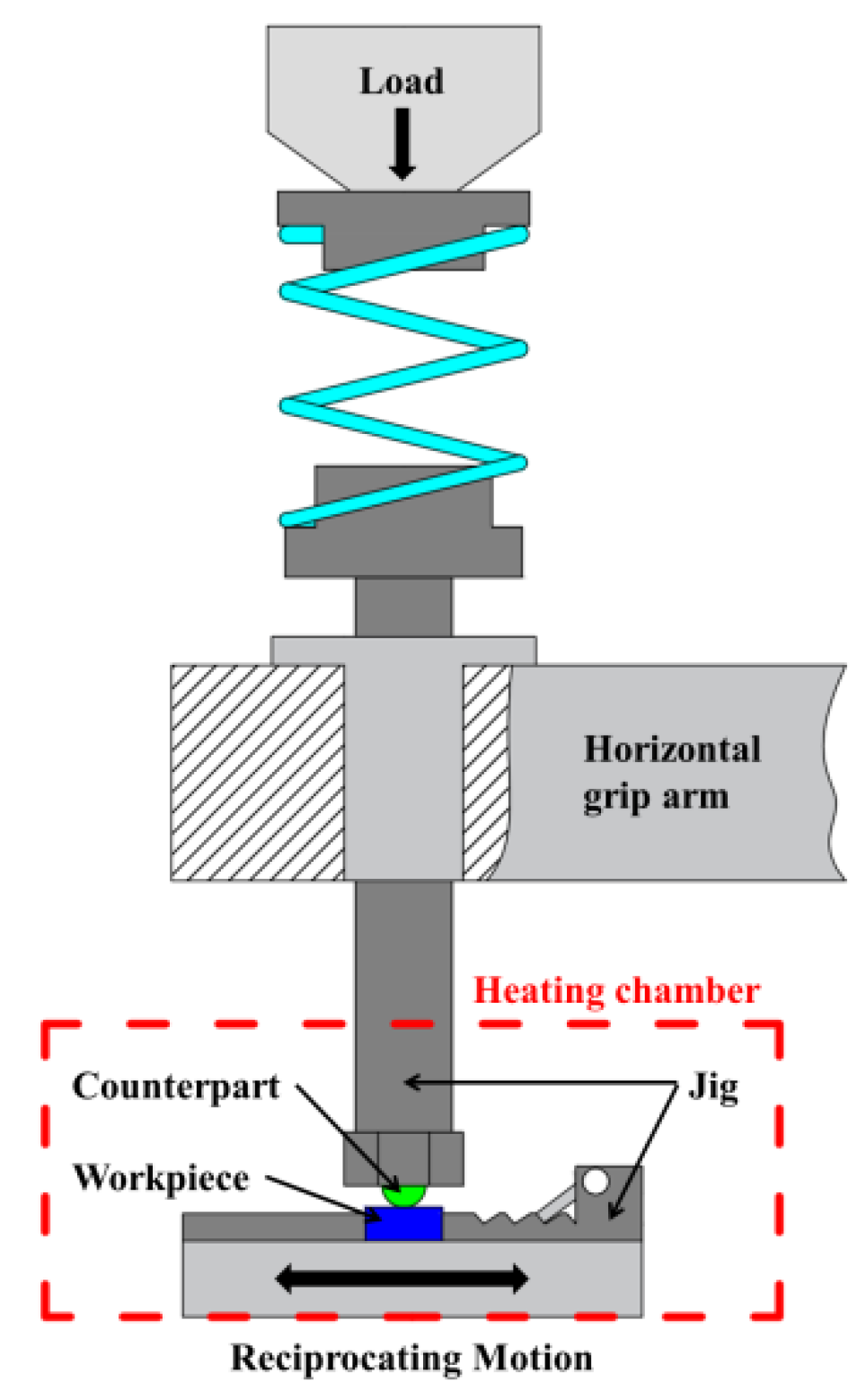
2.2. Experimental Methods
3. Results
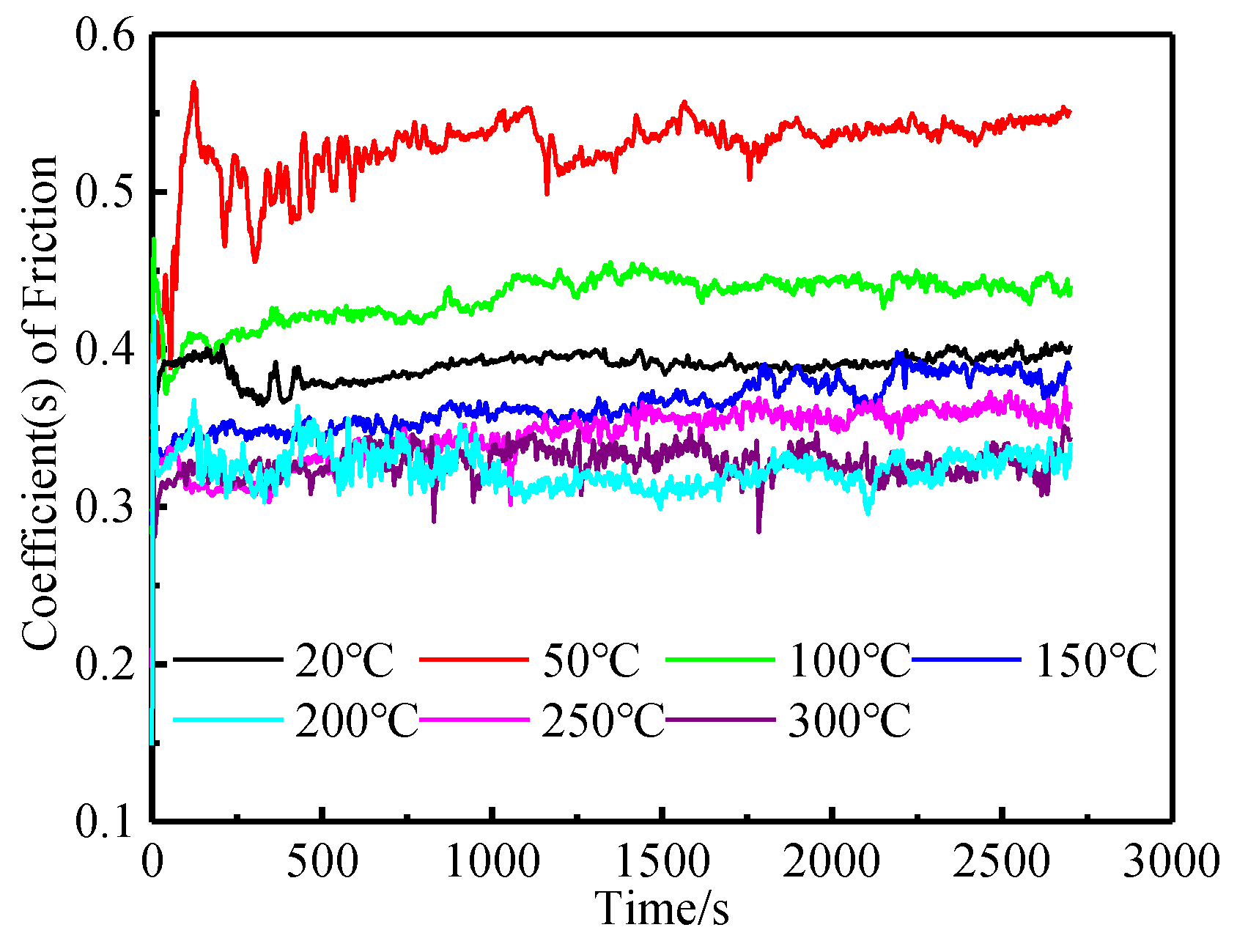
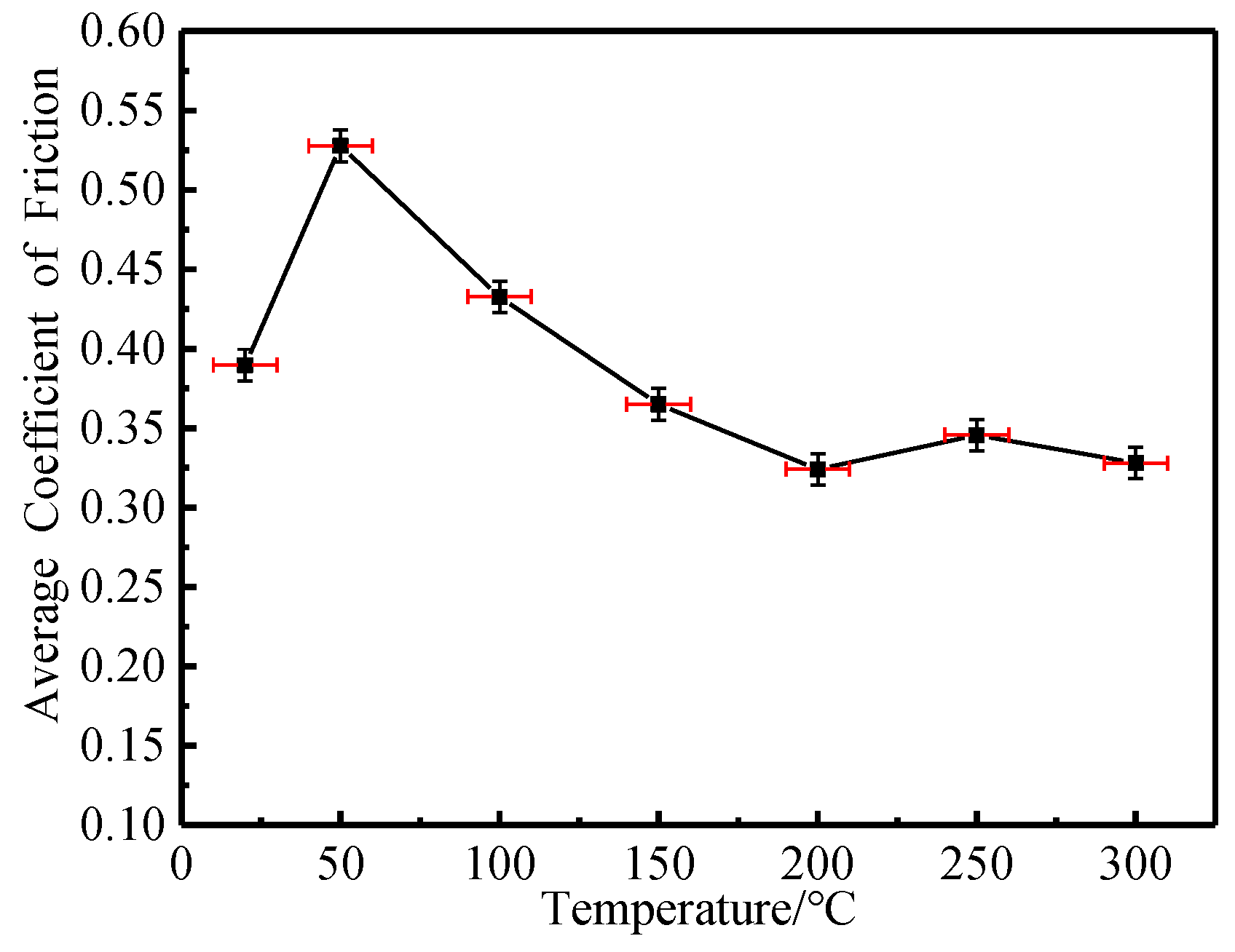
3.1. Effects of Temperature on Friction Coefficient
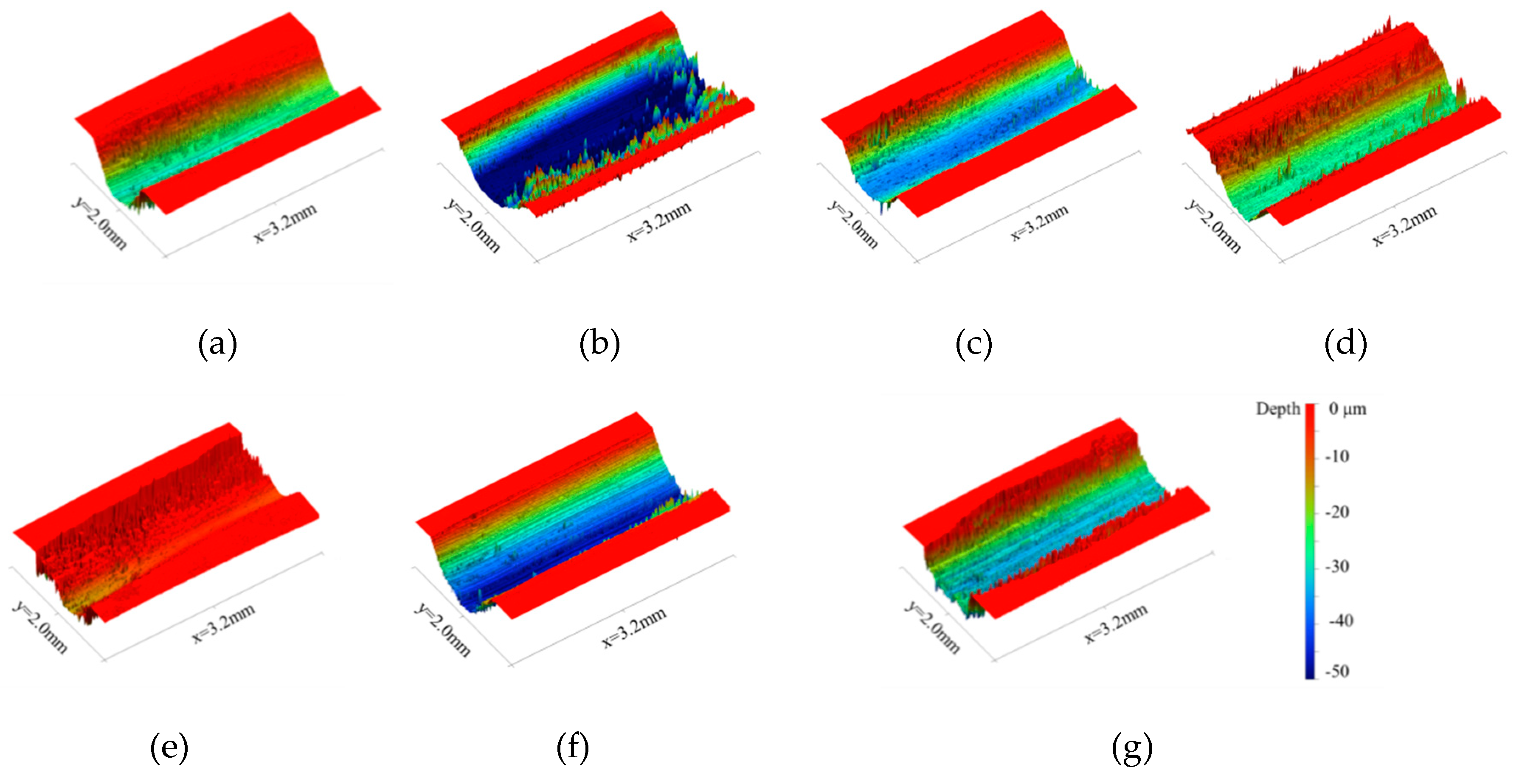
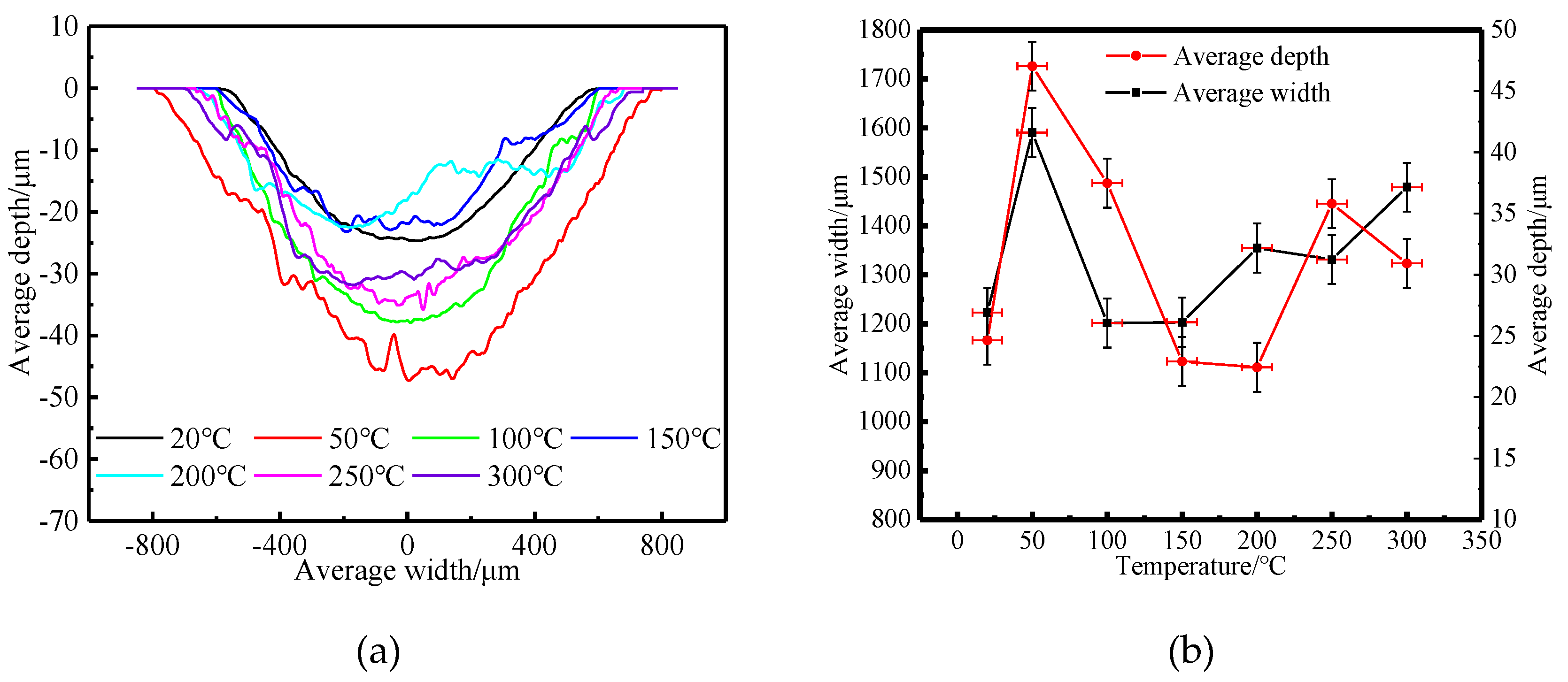
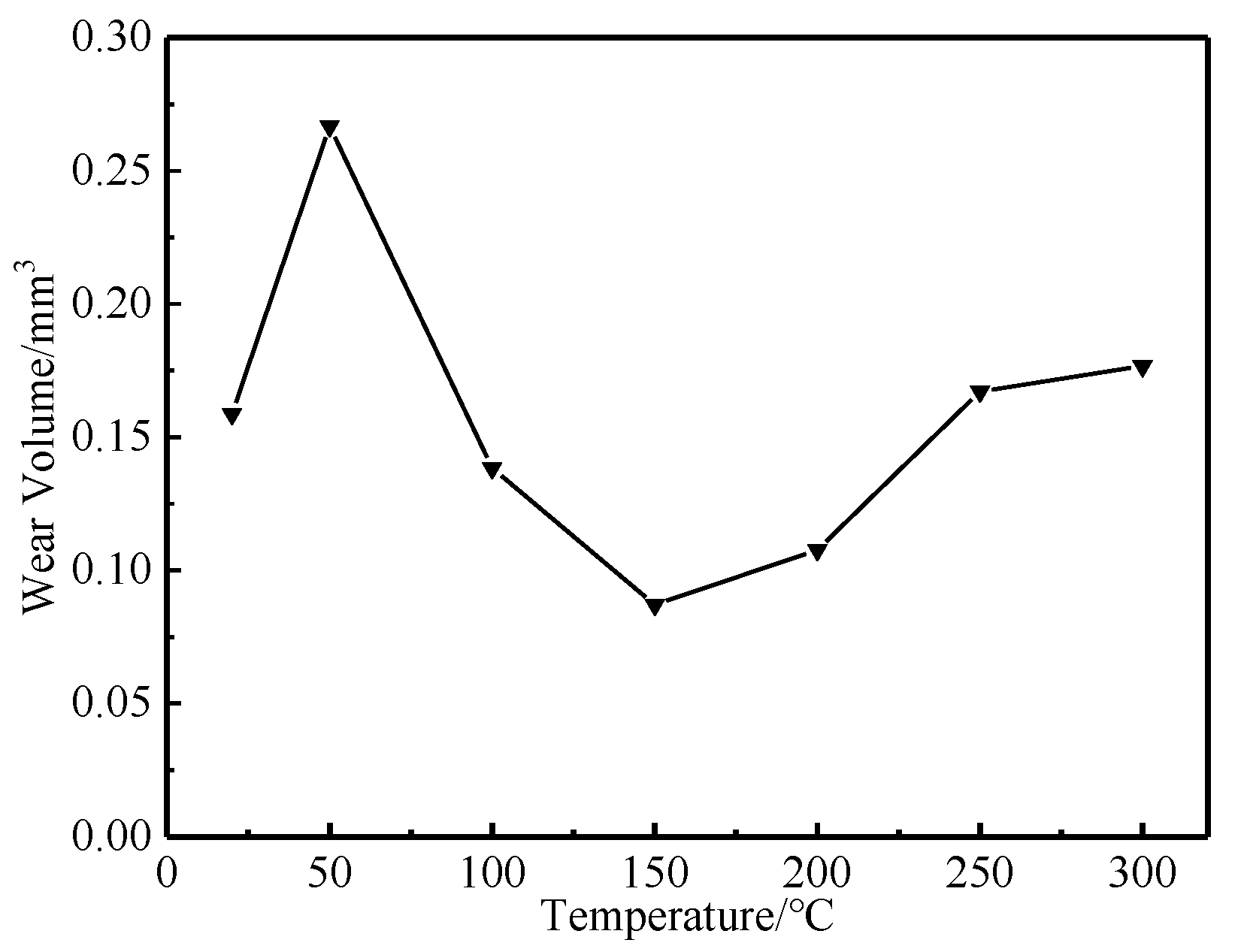
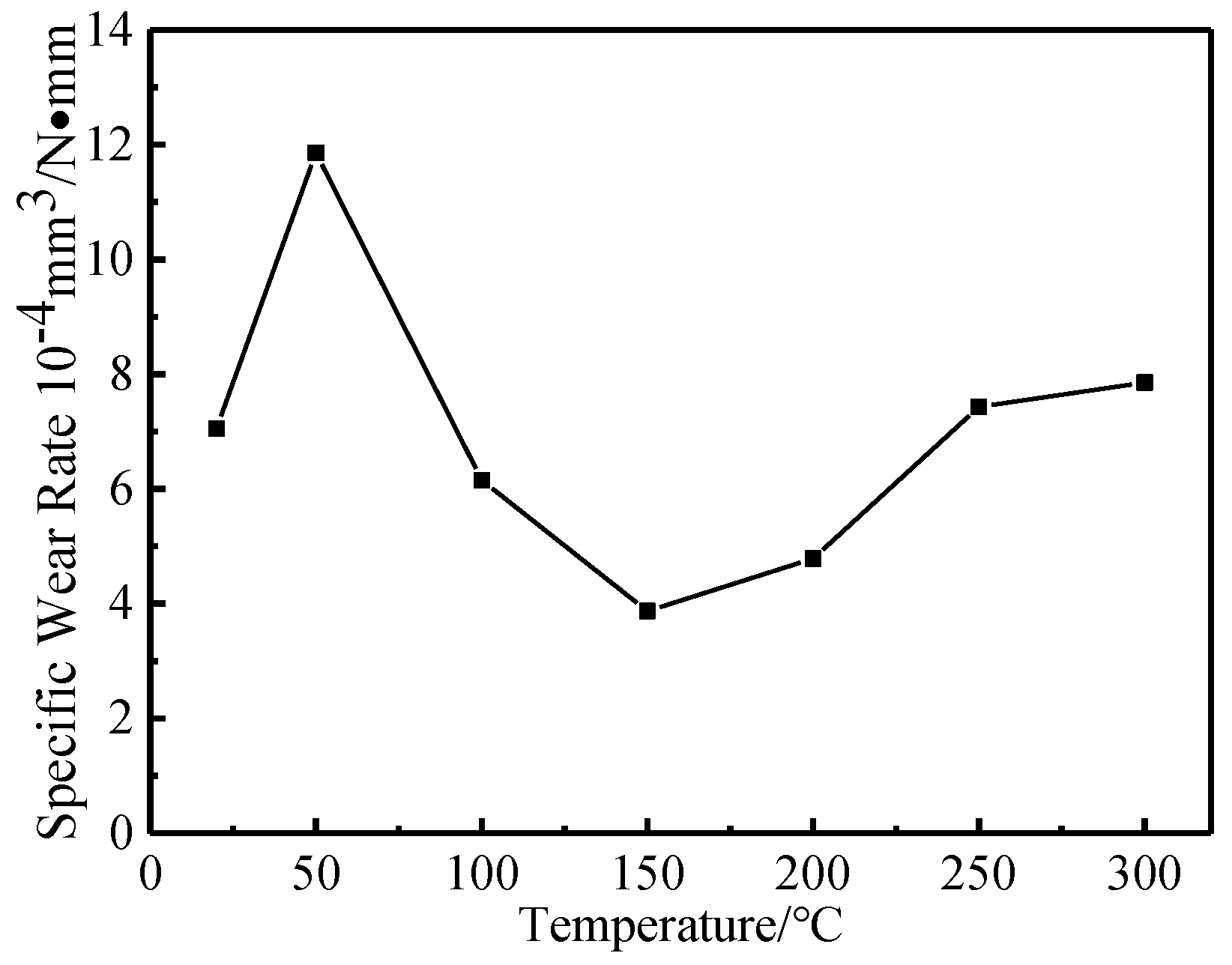
3.2. Effects of Temperature on Macroscopic Wear Morphology and Wear Volume
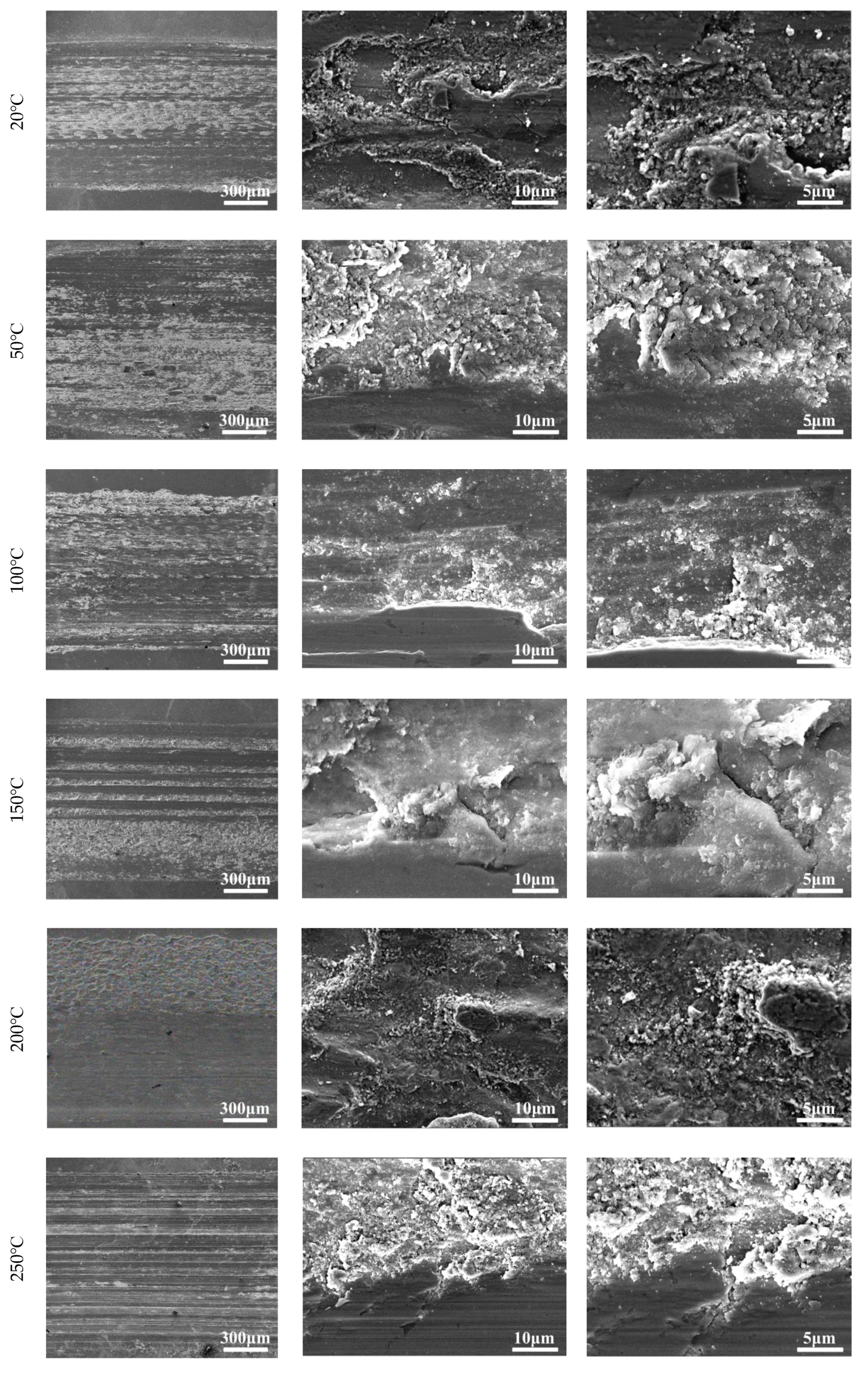
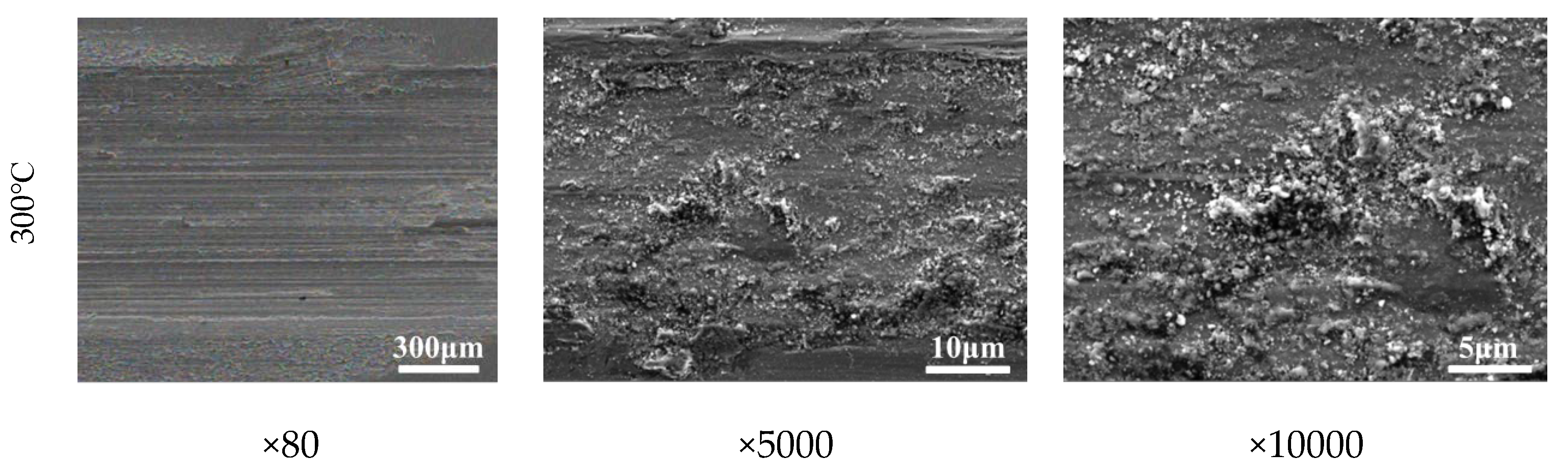
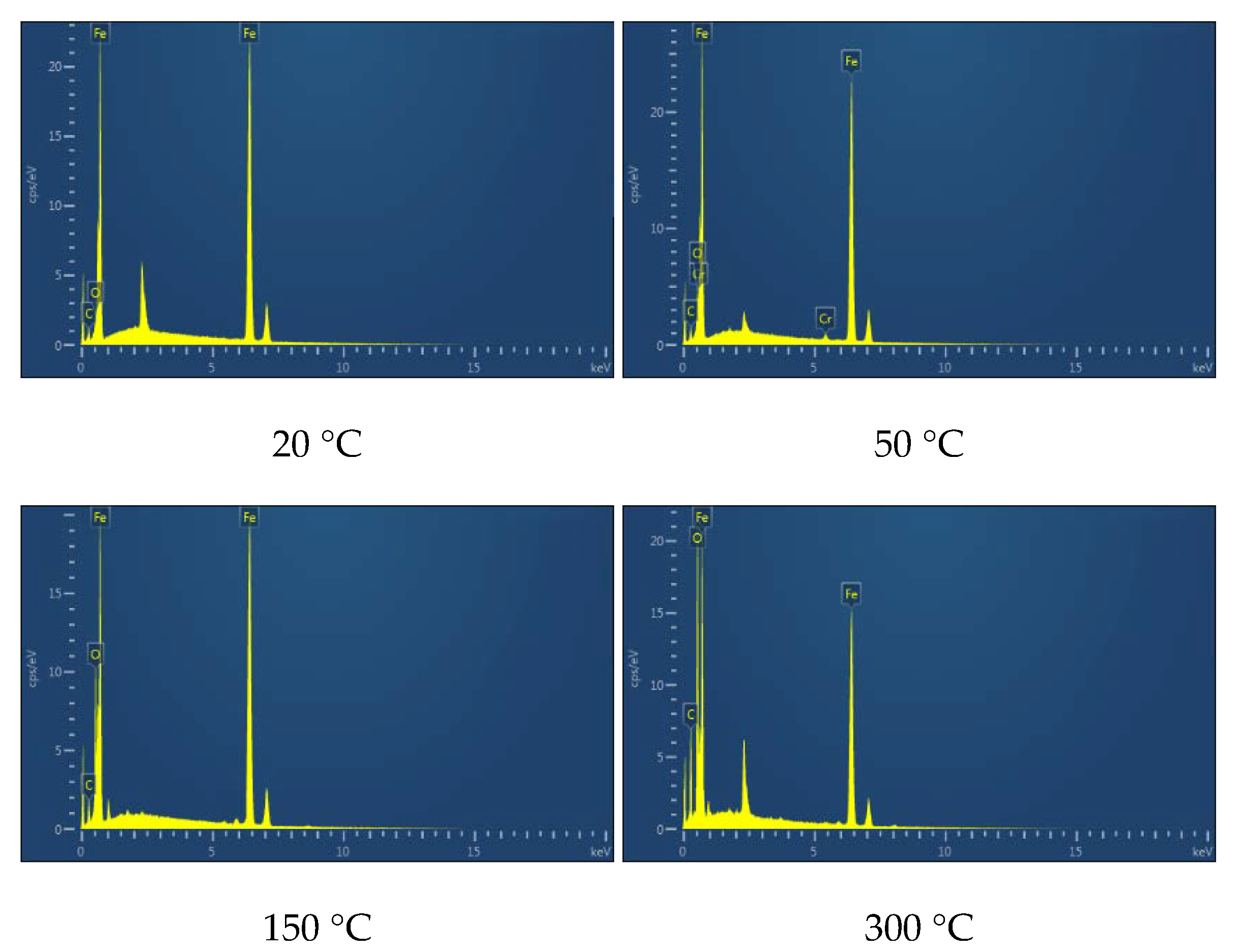
3.3. Effects of Temperature on Microscopic Wear Morphology
4. Discussion
5. Conclusions
- When the experimental temperature was 50 °C, the increase of stray abrasive particles on the worn surface of the tested steel was the main reason leading to the increase of the average friction coefficient. When the experimental temperature exceeded 50 °C, the average friction coefficient of the tested steel decreased mainly because smooth enamel layer gradually formed on the worn surface of the tested steel.
- From 20 °C to 300 °C, the wear mechanism of the tested steel changed twice at 50 °C and 150 °C, respectively. From 20 °C to 50 °C, the wear mechanism of the tested steel was mainly adhesive wear, fatigue wear, and abrasive wear. From 100 °C to 150 °C, the wear mechanism of the tested steel mainly included fatigue wear, abrasive wear, and oxidation wear. From 200 °C to 300 °C, the wear mechanism of the tested steel was mainly oxidation wear and abrasive wear.
- When the experimental temperature was 100 °C and 150 °C, the oxidation wear of the worn surface of the tested steel was mild oxidation wear, which can effectively protect the substrate and slow down the wear. When the experimental temperature was 200 °C, 250 °C, and 300 °C, the oxidation wear of the worn surface of the tested steel was serious oxidation wear, which cannot protect the substrate and slow down the wear.
Author Contributions
Funding
Conflicts of Interest
References
- Das Bakshi, S.; Sinha, D.; Ghosh Chowdhury, S.; Mahashabde, V.V. Surface and sub-surface damage of 0.20wt% C-martensite during three-body abrasion. Wear 2018, 394–395, 217–227. [Google Scholar] [CrossRef]
- Mindivan, H. Effects of Combined Diffusion Treatments on the Wear Behaviour of Hardox 400 Steel. Procedia Eng. 2013, 68, 710–715. [Google Scholar] [CrossRef]
- Chengru, L.; Xiangtao, D.; Long, H.; Ye, J.; Zhaodong, W. Effect of temperature on microstructure, properties and sliding wear behavior of low alloy wear-resistant martensitic steel. Wear 2019, 203125. [Google Scholar] [CrossRef]
- De Oliveira, M.M.; Costa, H.L.; Silva, W.M.; De Mello, J.D.B. Effect of iron oxide debris on the reciprocating sliding wear of tool steels. Wear 2019, 426–427, 1065–1075. [Google Scholar] [CrossRef]
- Damião, C.A.; Alcarria, G.C.; Teles, V.C.; de Mello, J.D.B.; da Silva, W.M. Influence of metallurgical texture on the abrasive wear of hot-rolled wear resistant carbon steels. Wear 2019, 426–427, 101–111. [Google Scholar] [CrossRef]
- Cun-hong, Y.; Yi-long, L.; Yu, L.; Wei, L.; Ming, Y. Formation of a self-lubricating layer by oxidation and solid-state amorphization of nano-lamellar microstructures during dry sliding wear tests. Acta Mater. 2019, 166, 208–220. [Google Scholar] [CrossRef]
- Akbar, J.; Kamran, D.; Keyvan, B.; Reza, A.H. Experimental comparison of abrasive and erosive wear characteristics of four wear-resistant steels. Wear 2018, 416–417, 14–26. [Google Scholar] [CrossRef]
- Niko, O.; Kati, V.; Vuokko, H.; Marke, K.; Joonas, A.; Pekka, S.; Veli-Tapani, K. Effects of composition and microstructure on the abrasive wear performance of quenched wear resistant steels. Wear 2014, 317, 225–232. [Google Scholar] [CrossRef]
- Valtonen, K.; Keltamäki, K.; Kuokkala, V.-T. High-stress abrasion of wear resistant steels in the cutting edges of loader buckets. Tribol. Int. 2018, 119, 707–720. [Google Scholar] [CrossRef]
- Oskari, H.; Kati, V.; Antti, K.; Sampo, U.; Jaakko, H.; Tommi, L.; Jukka, K. Effect of tempering on the impact-abrasive and abrasive wear resistance of ultra-high strength steels. Wear 2019, 440–441, 203098. [Google Scholar] [CrossRef]
- Lou, M.; White, D.R.; Banerji, A.; Alpas, A.T. Dry and lubricated friction behaviour of thermal spray low carbon steel coatings: Effect of oxidational wear. Wear 2019, 432–433, 102921. [Google Scholar] [CrossRef]
- Abdessabour, B.; Sankalp, K.; Nabil, C.; Adel, H.; Youcef, H.; Varun, N.; Said, A.; Mostepha, Y.; Mohamed, E.A.B.; Tahar, S.; et al. Friction and wear properties of MoAlB against Al2O3 and 100Cr6 steel counterparts. J. Eur. Ceram. Soc. 2019, 39, 868–877. [Google Scholar] [CrossRef]
- Oskari, H.; Mahesh, S.; David, P.; Pekka, K.; Jukka, K.; Niko, O.; Vuokko, H. Comparison of impact-abrasive wear characteristics and performance of direct quenched (DQ) and direct quenched and partitioned (DQ&P) steels. Wear 2018, 400–401, 21–30. [Google Scholar] [CrossRef]
- Dalmau, A.; Richard, C.; Igual-Muñoz, A. Degradation mechanisms in martensitic stainless steels: Wear, corrosion and tribocorrosion appraisal. Tribol. Int. 2018, 121, 167–179. [Google Scholar] [CrossRef]
- Erding, W.; Renbo, S.; Changhong, C. Study of the three-body impact abrasive wear behaviour of a low alloy steel reinforced with niobium. J. Manuf. Process. 2019, 46, 185–193. [Google Scholar] [CrossRef]
- Esteves, P.J.; de Macêdo, M.C.S.; Souza, R.M.; Scandian, C. Effect of ball rotation speed on wear coefficient and particle behavior in micro-abrasive wear tests. Wear 2019, 426–427, 137–141. [Google Scholar] [CrossRef]
- Carl, H.H.; Ryan, D.E. Friction and wear properties of black oxide surfaces in rolling/sliding contacts. Wear 2015, 338–339, 221–231. [Google Scholar] [CrossRef]
- Jens, H.; Sinuhé, H.; Sergej, M.; Leonardo, P.; Cédric, C.; Braham, P. Effect of oxide layers and near surface transformations on friction and wear during tool steel and boron steel interaction at high temperatures. Wear 2015, 330–331, 223–229. [Google Scholar] [CrossRef]
- Simon, S.; Maurice, S.; Deniz, Y.; Özkaya, F.; Christopher, N.; Möhwald, K.; Bernd-Arno, B.; Hans Jürgen, M. Wear behavior of selectively oxidized α-Fe2O3 oxide low-friction layer systems on PM tool steel surfaces. Wear 2019, 426–427, 603–1615. [Google Scholar] [CrossRef]
- Youting, H.; Xiaolong, Z.; Nengbin, H.; Wumei, Q.; Wenzhe, C. High temperature friction and wear behavior of tungsten—Copper alloys. Int. J. Refract. Met. Hard Mater. 2018, 77, 105–112. [Google Scholar] [CrossRef]
- Junji, L.; Xianguo, Y.; Xiaoyang, L.; Hong, G. Influence of different cryogenic treatments on high-temperature wear behavior of M2 steel. Wear 2017, 376–377, 1112–1121. [Google Scholar] [CrossRef]
- Sinuhe, H.; Alejandro, L.; Manel, R.R.; Esa, V.; Karl-Gustaf, S.; Braham, P. High temperature three-body abrasive wear of 0.25C 1.42Si steel with carbide free bainitic (CFB) and martensitic microstructures. Wear 2016, 360–361, 21–28. [Google Scholar] [CrossRef]
- Rahman, N.U.; Capuano, L.; de Rooij, M.B.; Matthews, D.T.A.; Garcia-Junceda, A.; Mekicha, M.A.; Cordova, L.; Walmag, G.; Sinnaeve, M.; Römer, G.R.B.E. Laser metal deposition of vanadium-rich high speed steel: Microstructural and high temperature wear characterization. Surf. Coat. Technol. 2019, 364, 115–126. [Google Scholar] [CrossRef]
- Renuprava, D.; Siddhartha, D.; Karabi, D. Effect of thermo-mechanical processing on the low impact abrasion and low stress sliding wear resistance of austenitic high manganese steels. Wear 2019, 420–421, 176–183. [Google Scholar] [CrossRef]
- Zambrano, O.A.; Gómez, J.A.; Coronado, J.J.; Rodríguez, S.A. The sliding wear behaviour of steels with the same hardness. Wear 2019, 418–419, 201–207. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| w(C)% | w(Si)% | w(Mn)% | w(P)% | w(S)% | w(Cr)% | w(Ni)% | w(B)% | w(Mo)% |
|---|---|---|---|---|---|---|---|---|
| 0.44–0.46 | 0.34–0.36 | 0.38–0.42 | ≤0.02 | ≤0.005 | 1.1–1.3 | 0.9–1.1 | 0.002 | 0.28–0.32 |
| 20 °C | 50 °C | 100 °C | 150 °C | 200 °C | 250 °C | 300 °C | |
|---|---|---|---|---|---|---|---|
| Worn Surfaces | 3.3 | 6.6 | 12.3 | 18.7 | 23.6 | 27.3 | 33.4 |
| Unworn Surfaces | 3.1 | 6.2 | 10.1 | 13.2 | 17.7 | 21.5 | 25.3 |
| 20 °C | 50 °C | 100 °C | 150 °C | 200 °C | 250 °C | 300 °C | |
|---|---|---|---|---|---|---|---|
| Average Friction Coefficient (±0.001) | 0.3896 | 0.5277 | 0.4327 | 0.3650 | 0.3241 | 0.3456 | 0.3281 |
| Wear Volume/mm3 (±0.001) | 0.1587 | 0.2668 | 0.1384 | 0.0871 | 0.1077 | 0.1672 | 0.1767 |
| Specific Wear Rate 10−4 mm3/mm | 7.0533 | 11.8578 | 6.1511 | 3.8720 | 4.7867 | 7.4311 | 7.8533 |
| Adhesive Wear | √ | √ | |||||
| Fatigue Wear | √ | √ | √ | √ | |||
| Abrasive Wear | √ | √ | √ | √ | √ | √ | √ |
| Slight Oxidation Wear | √ | √ | |||||
| Severe Oxidation Wear | √ | √ | √ |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pei, Y.; Xia, D.; Wang, S.; Cong, L.; Wang, X.; Wang, D. Effects of Temperature on the Tribological Properties of NM600 under Sliding Wear. Materials 2019, 12, 4009. https://doi.org/10.3390/ma12234009
Pei Y, Xia D, Wang S, Cong L, Wang X, Wang D. Effects of Temperature on the Tribological Properties of NM600 under Sliding Wear. Materials. 2019; 12(23):4009. https://doi.org/10.3390/ma12234009
Chicago/Turabian StylePei, Yingchao, Dianxiu Xia, Shouren Wang, Liang Cong, Xuelin Wang, and Dongyue Wang. 2019. "Effects of Temperature on the Tribological Properties of NM600 under Sliding Wear" Materials 12, no. 23: 4009. https://doi.org/10.3390/ma12234009
APA StylePei, Y., Xia, D., Wang, S., Cong, L., Wang, X., & Wang, D. (2019). Effects of Temperature on the Tribological Properties of NM600 under Sliding Wear. Materials, 12(23), 4009. https://doi.org/10.3390/ma12234009