Effect of Elastic Modulus on the Accuracy of the Finite Element Method in Simulating Precision Glass Molding

 ,
,
Abstract
:1. Introduction
2. Theoretical Models and Method
2.1. Calculation of Creep Compliance
2.2. Calculation of Shear Relaxation Modulus
2.3. Structure Relaxation
3. Experiment and Simulation
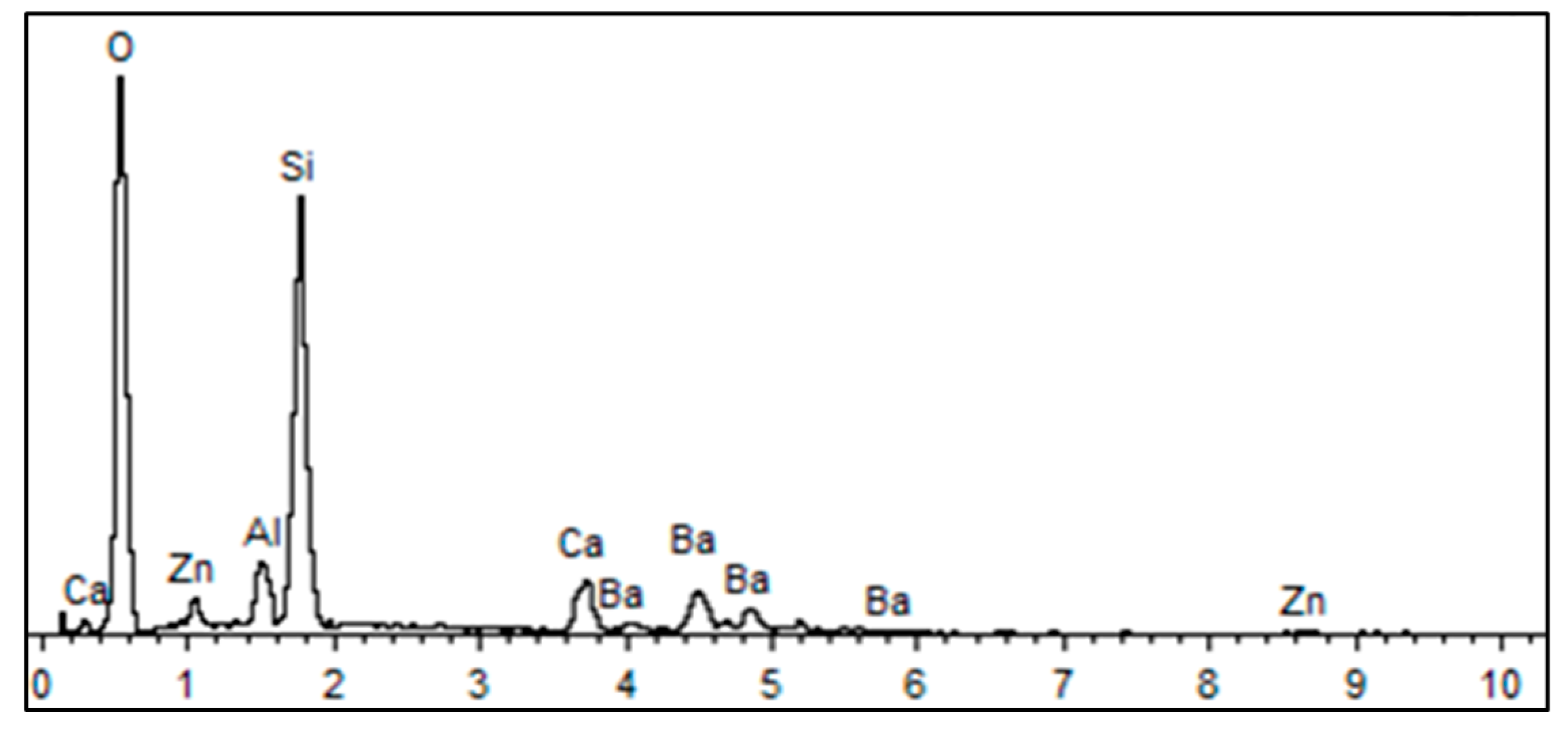
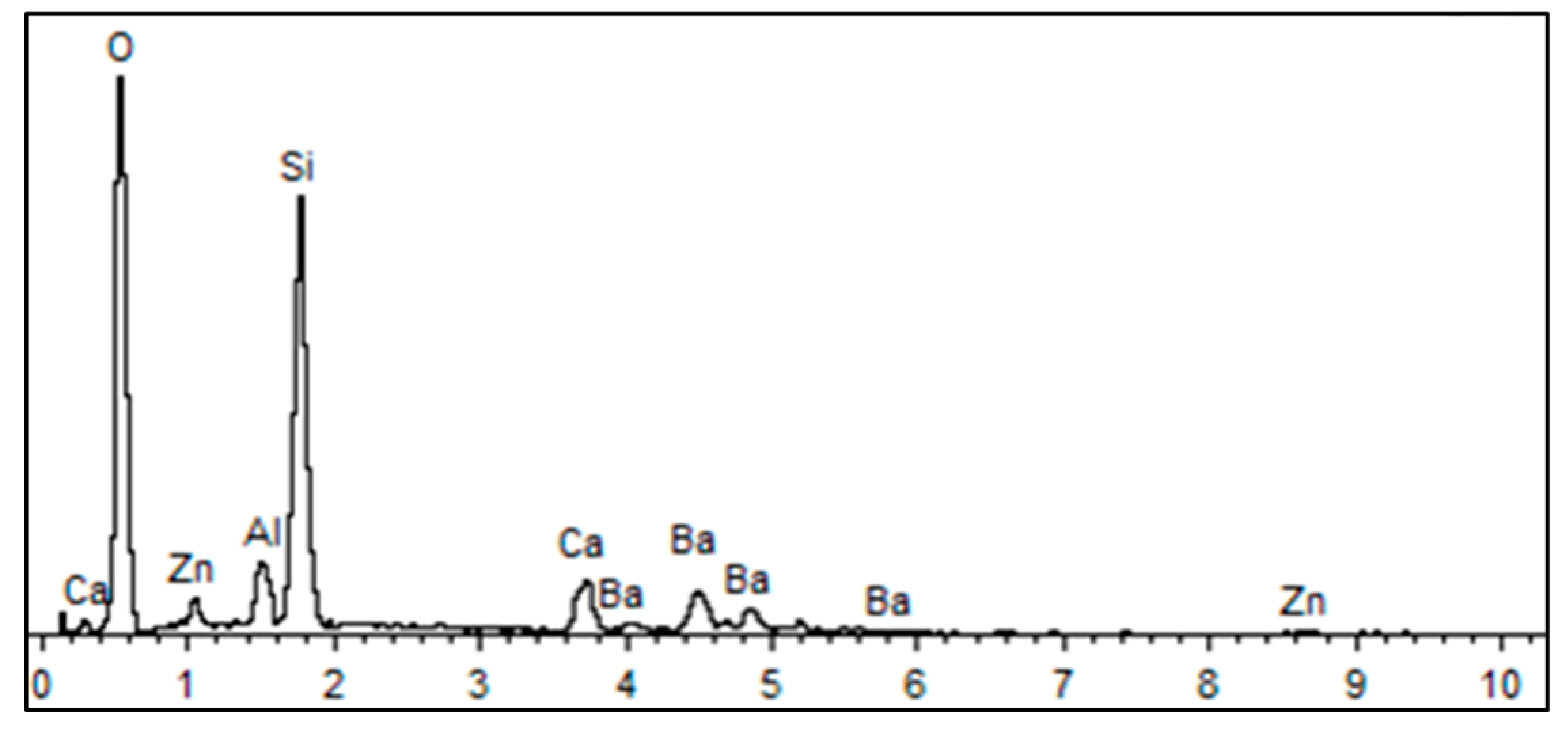
3.1. Composition Analysis of D-ZK3L Glass
3.2. Elastic Modulus Measurements of Glass Material
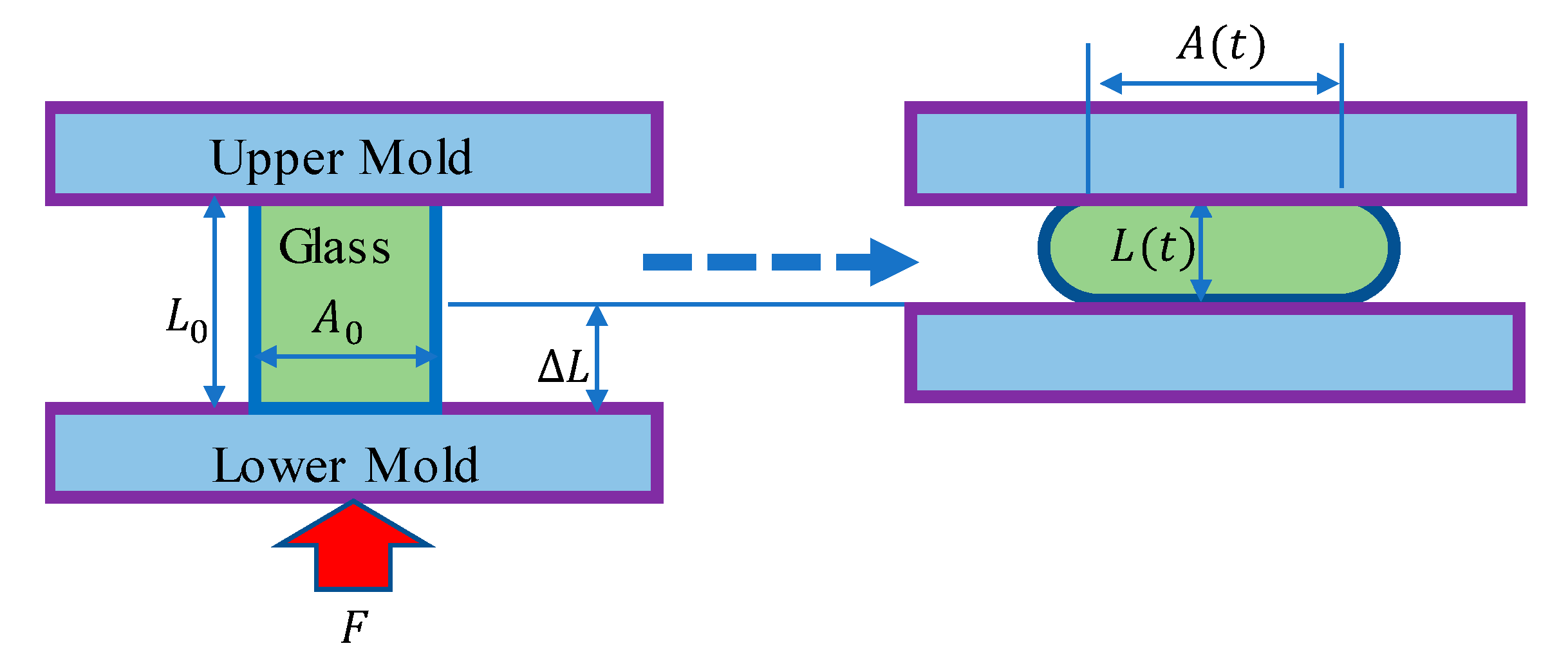
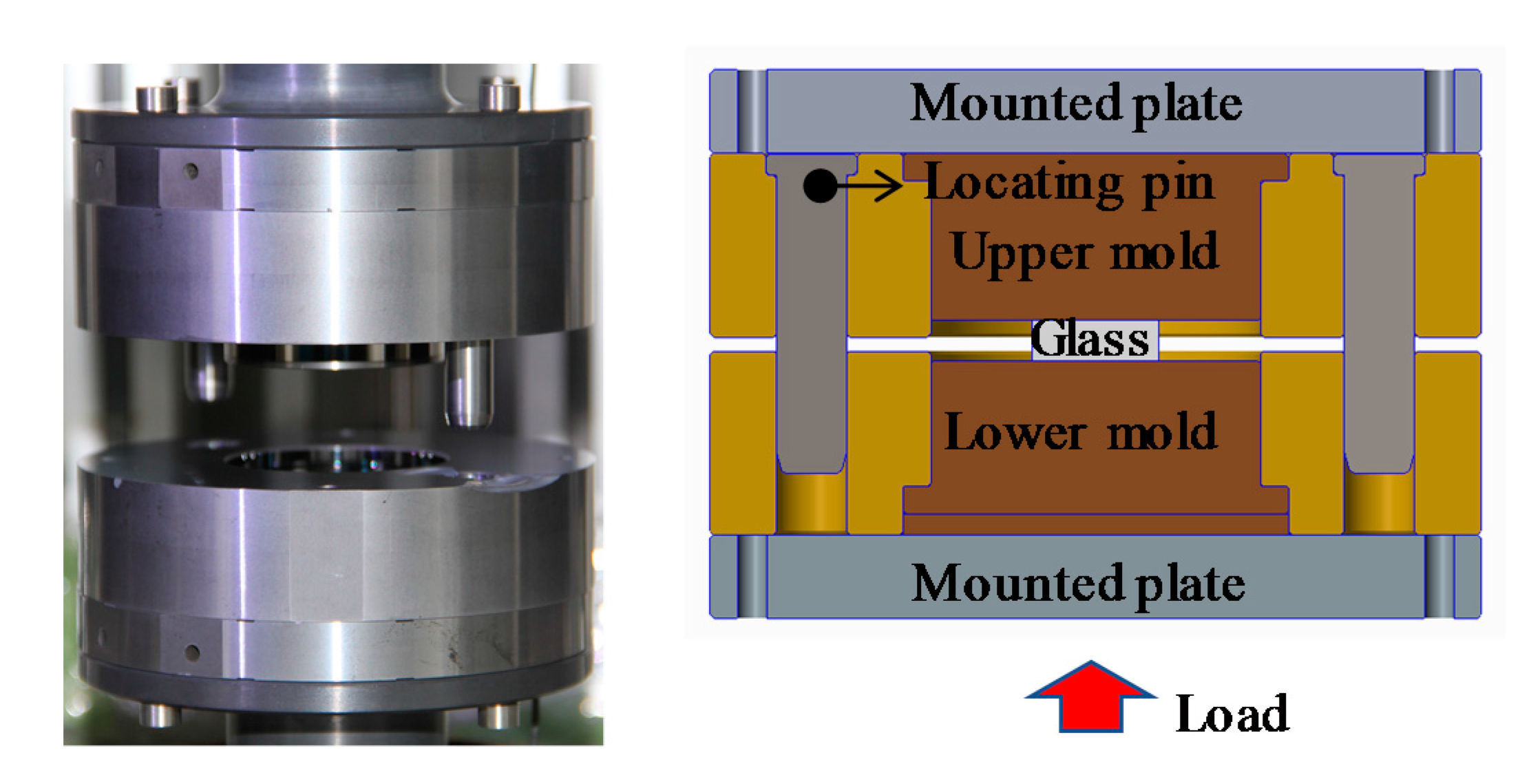
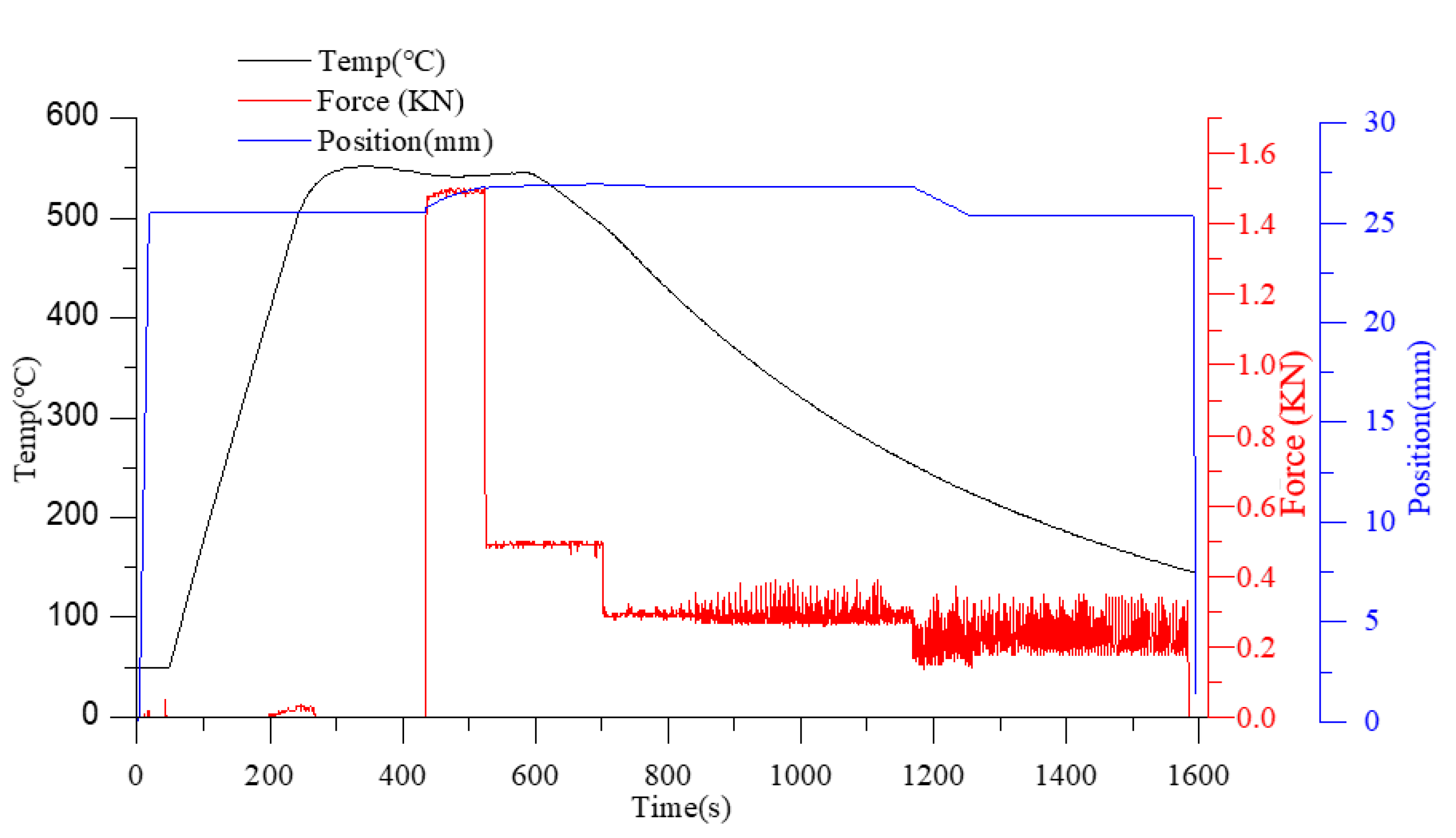
3.3. Cylinder Compression Experiment
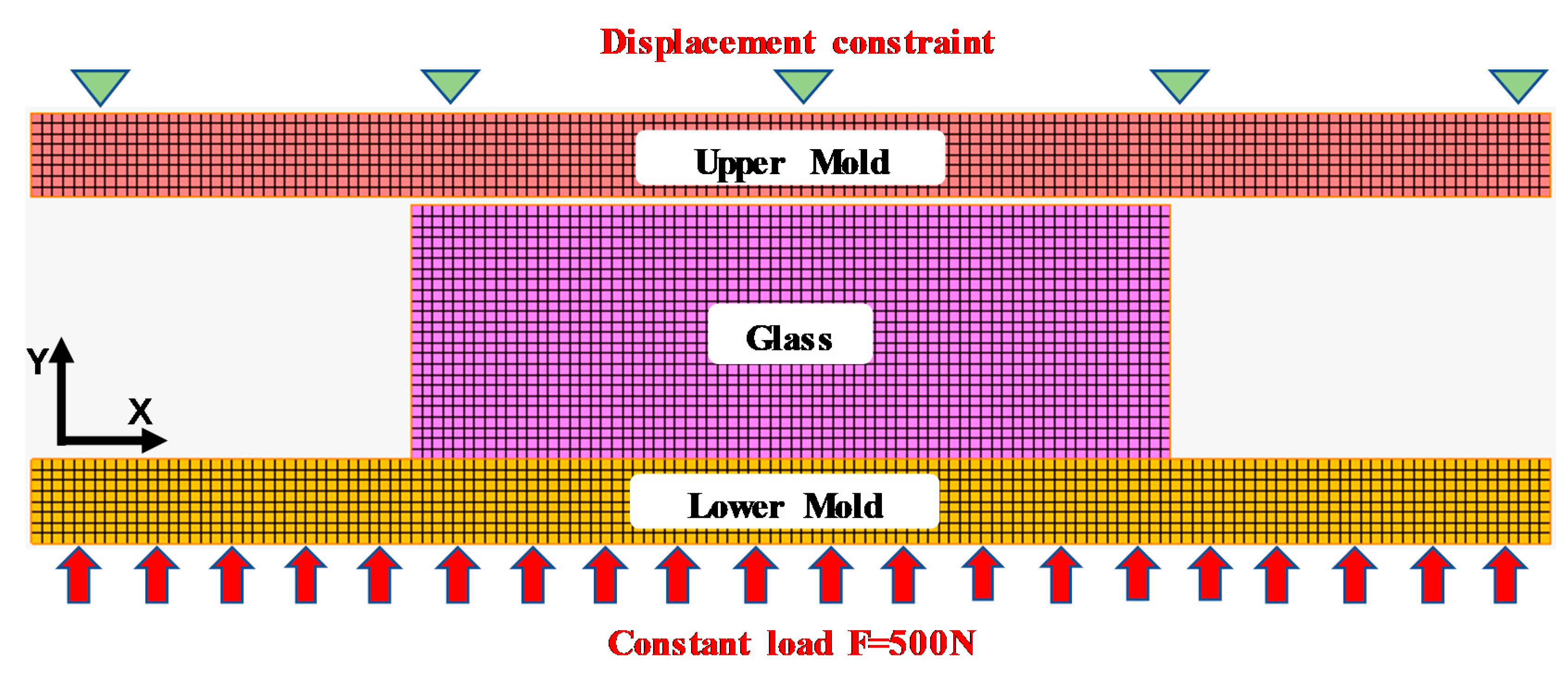
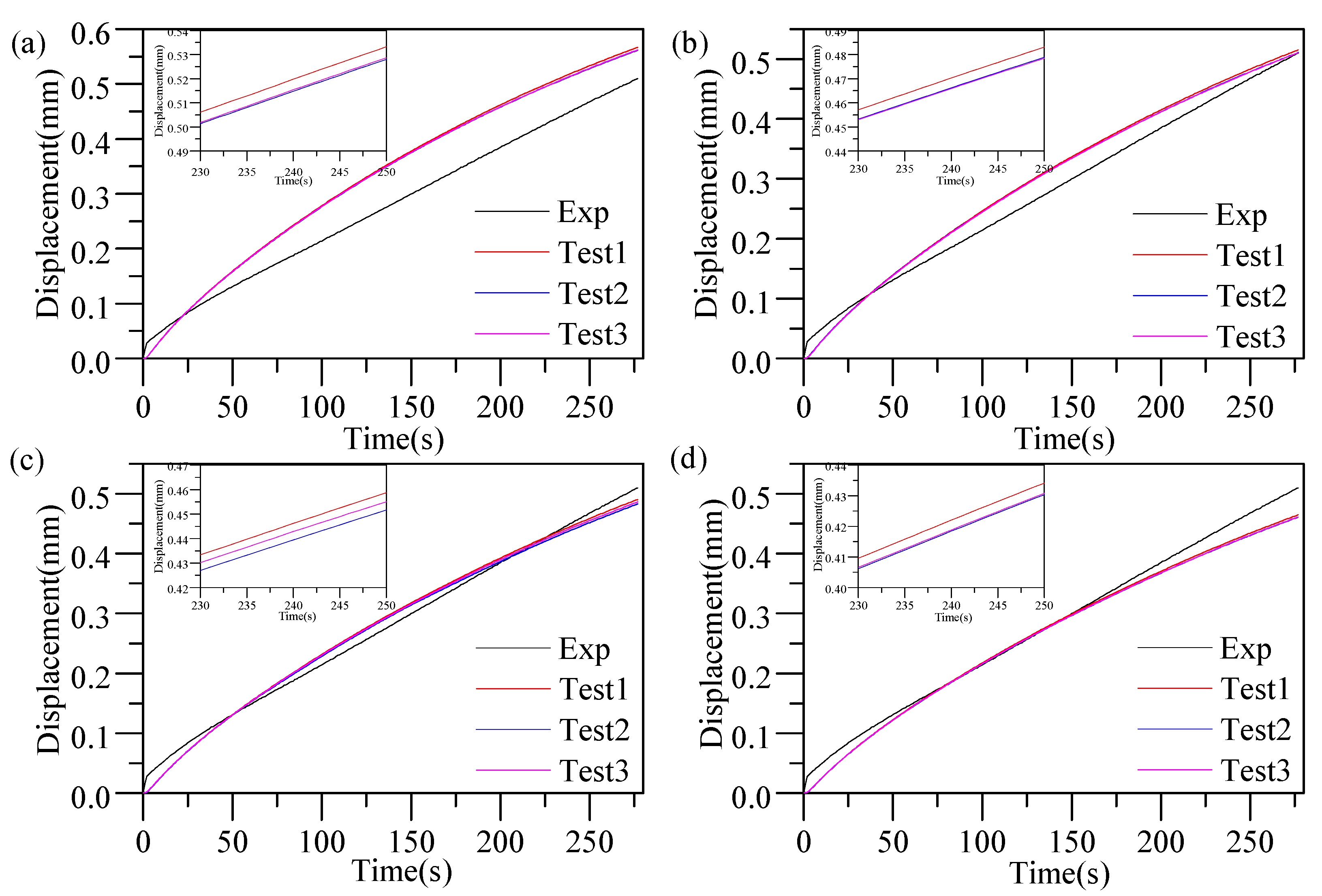
3.4. FEM Simulation of the Cylinder Compression Process
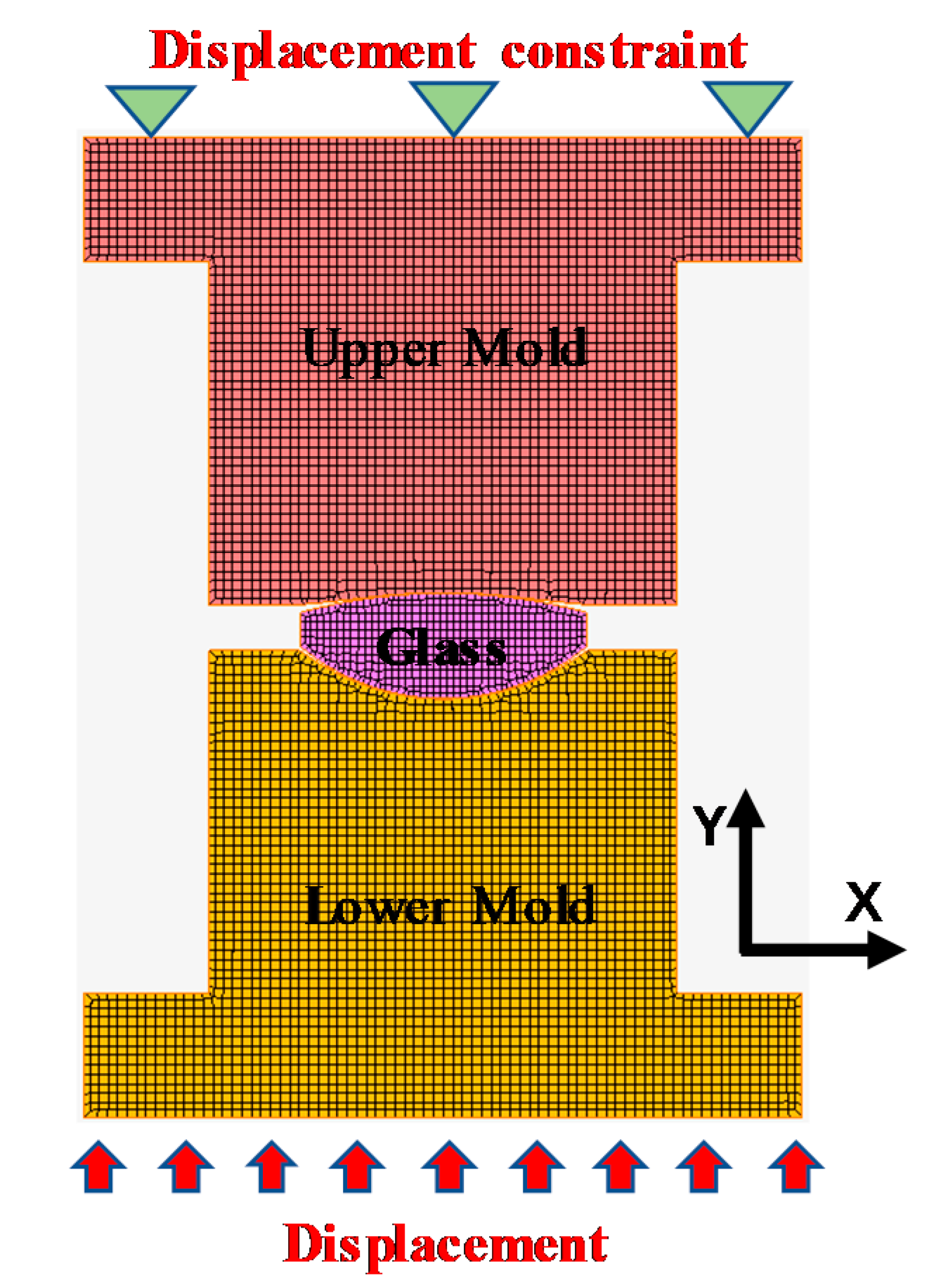
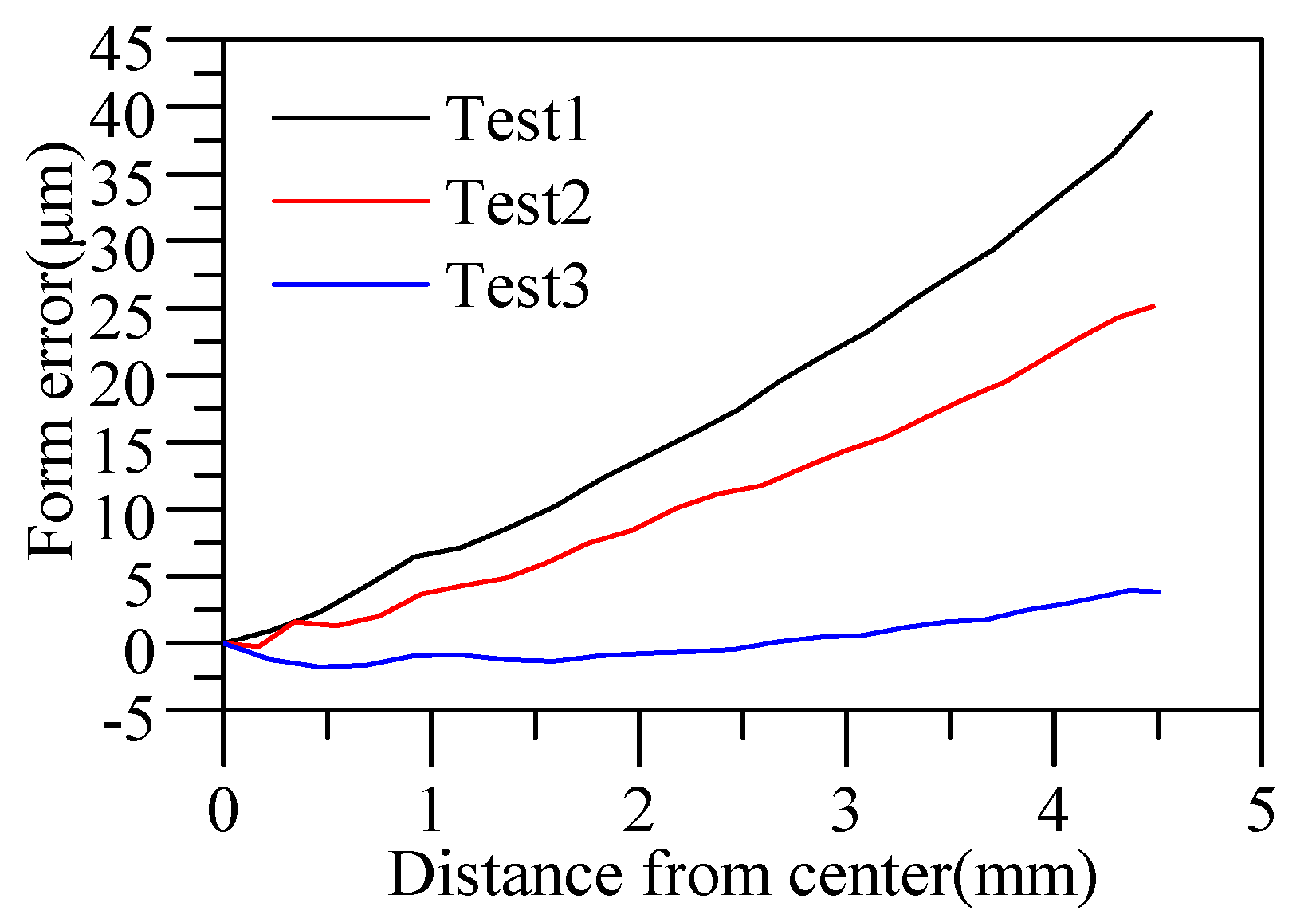
3.5. FEM Simulation of the Glass Aspheric Lens Molding Process
4. Conclusions
- (1)
- The elastic modulus declines with the increase in temperatures, from 25 to 550 °C, thereby inducing the change of the viscoelasticity of D-ZK3L glass.
- (2)
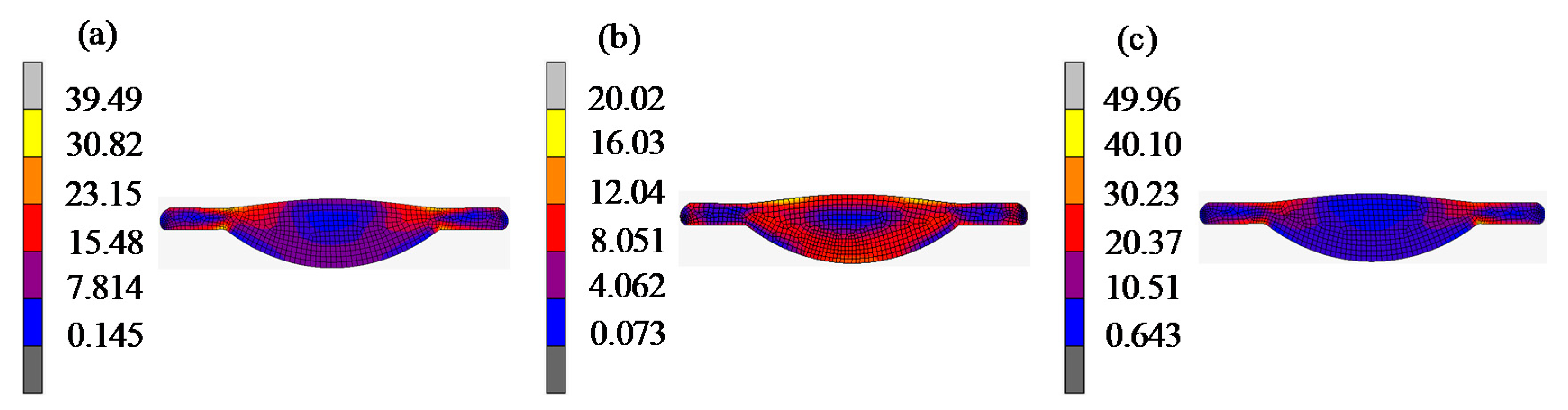
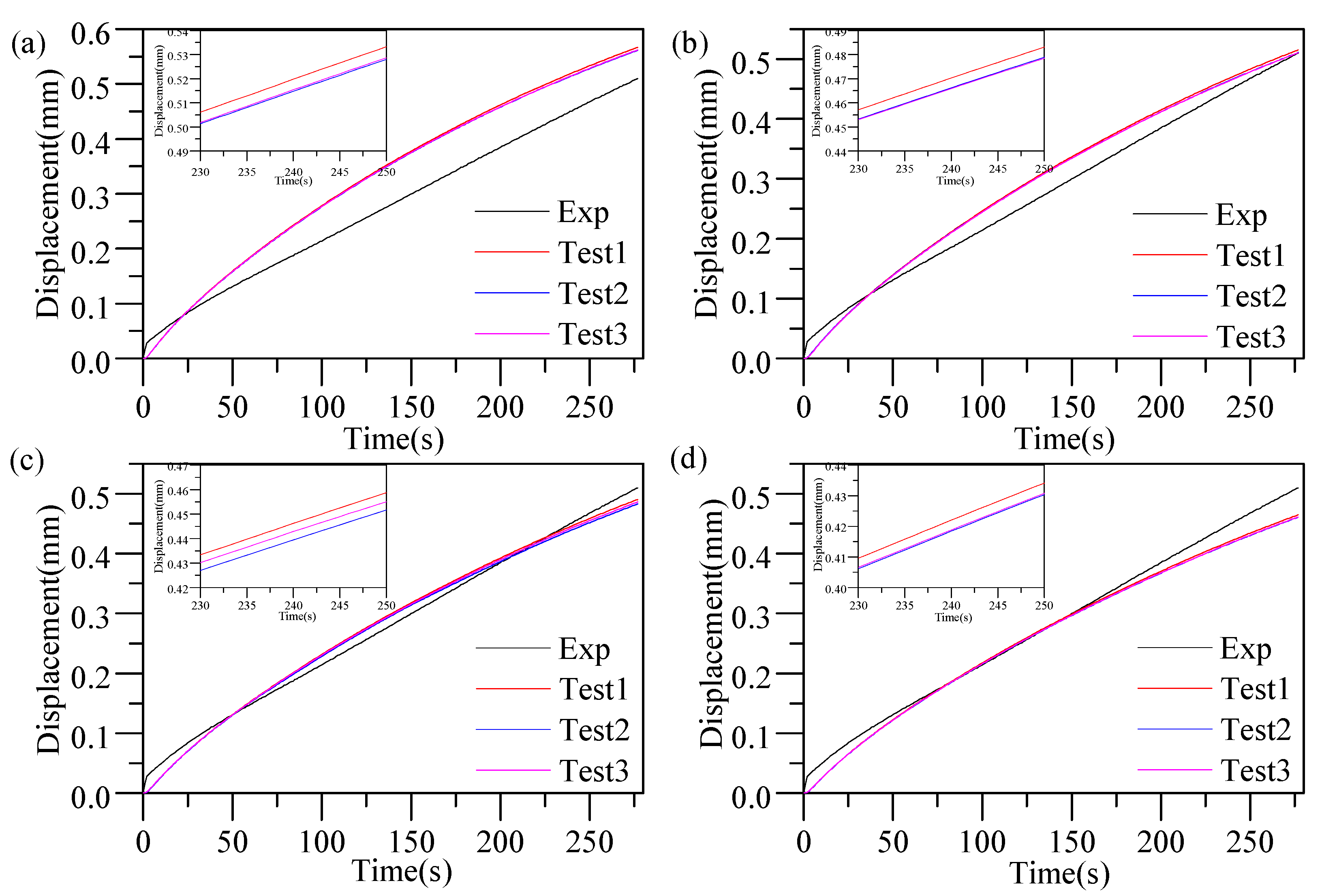
- The FEM simulations of the cylinder compression process indicates that the elastic modulus under three different temperatures has a small influence on the compression displacement and residual stress.
- (3)
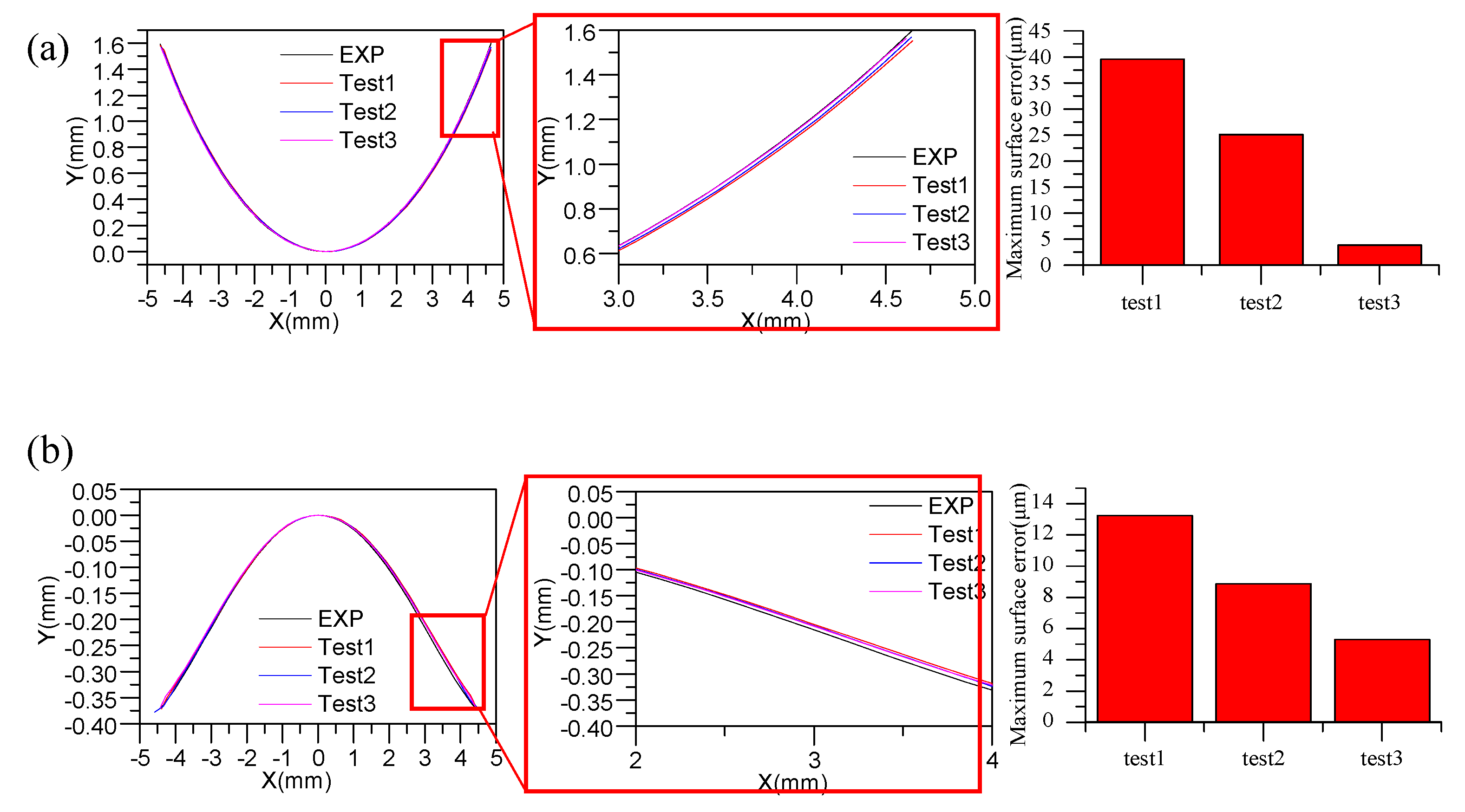
- The form error of the molded glass aspheric lens can be predicted by FEM simulations of the molding process. A small difference between the initial elastic modulus of the viscoelastic model and the elastic modulus at the actual molding temperature would increase the accuracy of the predicted value.
- (4)
- There is a certain deviation between the simulation and the experimental results in this paper because of the low accuracy of the friction between glass and mold, the real temperature distribution inside the glass and mold, the established viscoelastic model from the molding process and the structure relaxation during the cooling step, as well as the effect on local small scale mechanical properties of glass [25,26]. In future work, the following research topics will be investigated to improve the accuracy of FEM simulations of the precise glass molding process.
- (1)
- Influence of the friction coefficient between the glass and mold on predicting the lens form error.
- (2)
- Effect of the temperature distribution of glass on the simulation of precision glass molding.
- (3)
- Optimization of the calculation method of the structure relaxation model.
- (4)
- Effect of local, small-size mechanical properties on the prediction of the lens form error.
Author Contributions
Funding
Conflicts of Interest
References
- Yin, S.; Jia, H.; Zhang, G.; Chen, F.; Zhu, K. Review of small aspheric glass lens molding technologies. Front. Mech. Eng. 2017, 12, 66–76. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, W. Precision glass molding: Toward an optimal fabrication of optical lenses. Front. Mech. Eng. 2017, 12, 3–17. [Google Scholar] [CrossRef]
- Yi, A.Y.; Jain, A. Compression Molding of Aspherical Glass Lenses-A Combined Experimental and Numerical Analysis. J. Am. Ceram. Soc. 2005, 88, 579–586. [Google Scholar] [CrossRef]
- Jain, A.; Yi, A.Y. Numerical Modeling of Viscoelastic Stress Relaxation during Glass Lens Forming Process. J. Am. Ceram. Soc. 2005, 88, 530–535. [Google Scholar] [CrossRef]
- Jain, A.; Yi, A.; Xie, X.; Sooryakumar, R. Finite element modelling of stress relaxation in glass lens moulding using measured, temperature-dependent elastic modulus and viscosity data of glass. Model. Simul. Mater. Sci. Eng. 2006, 14, 465–477. [Google Scholar] [CrossRef]
- Zhou, T.; Yan, J.; Masuda, J.; Kuriyagawa, T. Investigation on the viscoelasticity of optical glass in ultraprecision lens molding process. J. Mater. Process. Technol. 2009, 209, 4484–4489. [Google Scholar] [CrossRef]
- Zhou, T.; Zhou, Q.; Xie, J.; Liu, X.; Wang, X.; Ruan, H. Elastic-viscoplasticity modeling of the thermo-mechanical behavior of chalcogenide glass for aspheric lens molding. Int. J. Appl. Glass Sci. 2018, 9, 252–262. [Google Scholar] [CrossRef]
- Gaylord, S.; Ananthasayanam, B.; Tincher, B.; Petit, L.; Cox, C.; Fotheringham, U.; Joseph, P.; Richardson, K. Thermal and Structural Property Characterization of Commercially Moldable Glasses. J. Am. Ceram. Soc. 2010, 93, 2207–2214. [Google Scholar] [CrossRef]
- Fotheringham, U.; Müller, R.; Erb, K.; Baltes, A.; Siebers, F.; Weiß, E.; Dudek, R. Evaluation of the calorimetric glass transition of glasses and glass ceramics with respect to structural relaxation and dimensional stability. Thermochim. Acta 2007, 461, 72–81. [Google Scholar] [CrossRef]
- Badrinarayanan, P.; Zheng, W.; Li, Q.; Simon, S.L. The glass transition temperature versus the fictive temperature. J. Non-Cryst. Solids 2007, 353, 2603–2612. [Google Scholar] [CrossRef]
- Tool, A.Q. Relation between inelastic deformability and thermal expansion of glass in its annealing range. J. Am. Ceram. Soc. 1946, 29, 240–253. [Google Scholar] [CrossRef]
- Narayanaswamy, O.S. A Model of Structural Relaxation in Glass. J. Am. Ceram. Soc. 1971, 54, 491–498. [Google Scholar] [CrossRef]
- Moynihan, C.T.; Easteal, A.J.; De Bolt, M.A.; Tucker, J. Dependence of the Fictive Temperature of Glass on Cooling Rate. J. Am. Ceram. Soc. 1976, 59, 12–16. [Google Scholar] [CrossRef]
- Ananthasayanam, B.; Joshi, D.; Stairiker, M.; Tardiff, M.; Richardson, K.C.; Joseph, P.F. High temperature friction characterization for viscoelastic glass contacting a mold. J. Non-Cryst. Solids 2014, 385, 100–110. [Google Scholar] [CrossRef]
- Zhou, J.; Li, M.J.; Shen, L.G. FEM Analysis of Glass Lens Molding Press. Adv. Mater. Res. 2013, 652–654, 1961–1965. [Google Scholar] [CrossRef]
- Su, L.; Yi, A.Y. Investigation of the effect of coefficient of thermal expansion on prediction of refractive index of thermally formed glass lenses using FEM simulation. J. Non-Cryst. Solids 2011, 357, 3006–3012. [Google Scholar] [CrossRef]
- Su, L.; Wang, F.; He, P.; Dambon, O.; Klocke, F.; Allen, Y.Y. An integrated solution for mold shape modification in precision glass molding to compensate refractive index change and geometric deviation. Opt. Lasers Eng. 2014, 53, 98–103. [Google Scholar] [CrossRef]
- Tao, B.; He, P.; Shen, L.; Yi, A. Annealing of Compression Molded Aspherical Glass Lenses. J. Manuf. Sci. Eng. 2014, 136, 011008. [Google Scholar] [CrossRef]
- Dora Pallicity, T.; Ramesh, K.; Mahajan, P.; Vengadesan, S. Numerical Modeling of Cooling Stage of Glass Molding Process Assisted by CFD and Measurement of Residual Birefringence. J. Am. Ceram. Soc. 2016, 99, 470–483. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, L. Numerical optimization platform for precision glass molding by the simplex algorithm. Appl. Opt. 2017, 56, 3245–3250. [Google Scholar] [CrossRef]
- GrindoSonic. Available online: http://www.grindosonic.com/products/GrindoSonic_MK7.html (accessed on 20 October 2019).
- ASTM. Standard Test Method for Dynamic Young’s Modulus, Shear Modulus, and Poisson’s Ratio for Advanced Ceramics by Impulse Excitation of Vibration; ASTM: West Conshohocken, PA, USA, 1994. [Google Scholar]
- Geng, Y.; Yan, Y.; Zhuang, Y.; Hu, Z. Effects of AFM tip-based direct and vibration assisted scratching methods on nanogrooves fabrication on a polymer resist. Appl. Surf. Sci. 2015, 356, 348–354. [Google Scholar] [CrossRef]
- Zhang, F.; Meng, B.; Geng, Y.; Zhang, Y.; Li, Z. Friction behavior in nanoscratching of reaction bonded silicon carbide ceramic with Berkovich and sphere indenters. Tribol. Int. 2016, 97, 21–30. [Google Scholar] [CrossRef]
- Ghidelli, M.; Gravier, S.; Blandin, J.J.; Djemia, P.; Mompiou, F.; Abadias, G.; Raskin, J.P.; Pardoen, T. Extrinsic mechanical size effects in thin ZrNi metallic glass films. Acta Mater. 2015, 90, 232–241. [Google Scholar] [CrossRef]
- Ghidelli, M.; Idrissi, H.; Gravier, S.; Blandin, J.J.; Raskin, J.P.; Schryvers, D.; Pardoen, T. Homogeneous flow and size dependent mechanical behavior in highly ductile Zr65Ni35 metallic glass films. Acta Mater. 2017, 131, 246–259. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Composition | Weight Percentage | Atomic Percent |
|---|---|---|
| O K | 63.58 | 80.69 |
| Al K | 2.80 | 2.11 |
| Si K | 18.81 | 13.60 |
| Ca K | 3.20 | 1.62 |
| Zn K | 1.68 | 0.52 |
| Ba L | 9.92 | 1.47 |
| Total | 100.00 |
| Test Temperature (°C) | E0 (MPa) | E1 (MPa) | E2 (MPa) | E3 (MPa) | λ1 (s) | λ2 (s) | λ3 (s) | RMSE |
|---|---|---|---|---|---|---|---|---|
| 25 | 97450 | 2.664 | 1.592 | 581.230 | 6905.020 | 6906.303 | 14.150 | 5.31 × 10−5 |
| 465 | 86510 | 1.184 | 1.875 | 566.589 | 9531.571 | 9531.510 | 14.600 | 5.32 × 10−5 |
| 550 | 73670 | 1.465 | 1.437 | 567.162 | 9539.017 | 9539.131 | 14.619 | 5.34 × 10−5 |
| Test1 (25 °C) | Test 2 (460 °C) | Test 3 (550 °C) | |
|---|---|---|---|
| E∞ (MPa) | 0.403 | 0.294 | 0.294 |
| E1 (MPa) | 39469.438 | 35,034.378 | 29827.586 |
| E2 (MPa) | 48.708 | 47.542 | 47.490 |
| E3 (MPa) | 3.269 × 10−9 | 2.811 × 10−12 | 1.049 × 10−11 |
| τ1(s) | 0.038 | 0.044 | 0.051 |
| τ2(s) | 25.975 | 26.814 | 26.826 |
| τ3(s) | 6905.505 | 9531.535 | 9539.074 |
| C1 | 10.224 | 9.420 | 9.532 |
| C2 | 322.624 | 296.158 | 299.347 |
| TR (°C) | 556 | 556 | 556 |
| Structural Relaxation Term | ωi | τvi |
|---|---|---|
| 1 | 0.026459604 | 0.937219635 |
| 2 | 0.016604869 | 2.633717853 |
| 3 | 0.017164272 | 16.05333599 |
| 4 | 0.144221017 | 64.99216181 |
| 5 | 0.300269552 | 814.6405395 |
| 6 | 0.495280686 | 962.7238416 |
| Activation energy/gas constant, H/R | 23099 | |
| Fraction parameter, x | 0.46258 | |
| Reference temperature, Tref (°C) | 526 | |
| Thermo-Mechanical Property | Glass Cylinder (D-ZK3L) | Mold (J05) |
|---|---|---|
| Elastic modulus (GPa) | 97.45 | 650 |
| Poisson’s ratio | 0.233 | 0.2 |
| Density (kg/m3) | 2840 | 14640 |
| Coefficient of thermal expansion of a solid (K−1) | 9.81 × 10−6 | 4.6 × 10−6 |
| Coefficient of thermal expansion of a liquid (K−1) | 1.04 × 10−4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, H.; Lv, K.; Zhang, J.; Wang, H.; Xie, X.; Zhu, X.; Deng, J.; Zhuo, S. Effect of Elastic Modulus on the Accuracy of the Finite Element Method in Simulating Precision Glass Molding. Materials 2019, 12, 3788. https://doi.org/10.3390/ma12223788
Yao H, Lv K, Zhang J, Wang H, Xie X, Zhu X, Deng J, Zhuo S. Effect of Elastic Modulus on the Accuracy of the Finite Element Method in Simulating Precision Glass Molding. Materials. 2019; 12(22):3788. https://doi.org/10.3390/ma12223788
Chicago/Turabian StyleYao, Honghui, Keyi Lv, Jiarong Zhang, Han Wang, Xiaozhu Xie, Xiangyou Zhu, Jiannan Deng, and Shaomu Zhuo. 2019. "Effect of Elastic Modulus on the Accuracy of the Finite Element Method in Simulating Precision Glass Molding" Materials 12, no. 22: 3788. https://doi.org/10.3390/ma12223788
APA StyleYao, H., Lv, K., Zhang, J., Wang, H., Xie, X., Zhu, X., Deng, J., & Zhuo, S. (2019). Effect of Elastic Modulus on the Accuracy of the Finite Element Method in Simulating Precision Glass Molding. Materials, 12(22), 3788. https://doi.org/10.3390/ma12223788