Effect of La2O3 on Microstructure and Thermal Conductivity of La2O3-Doped YSZ Coatings

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
2.2. Microstructures of Coatings
2.3. Thermal Conductivity Measurements
3. Results and Discussion
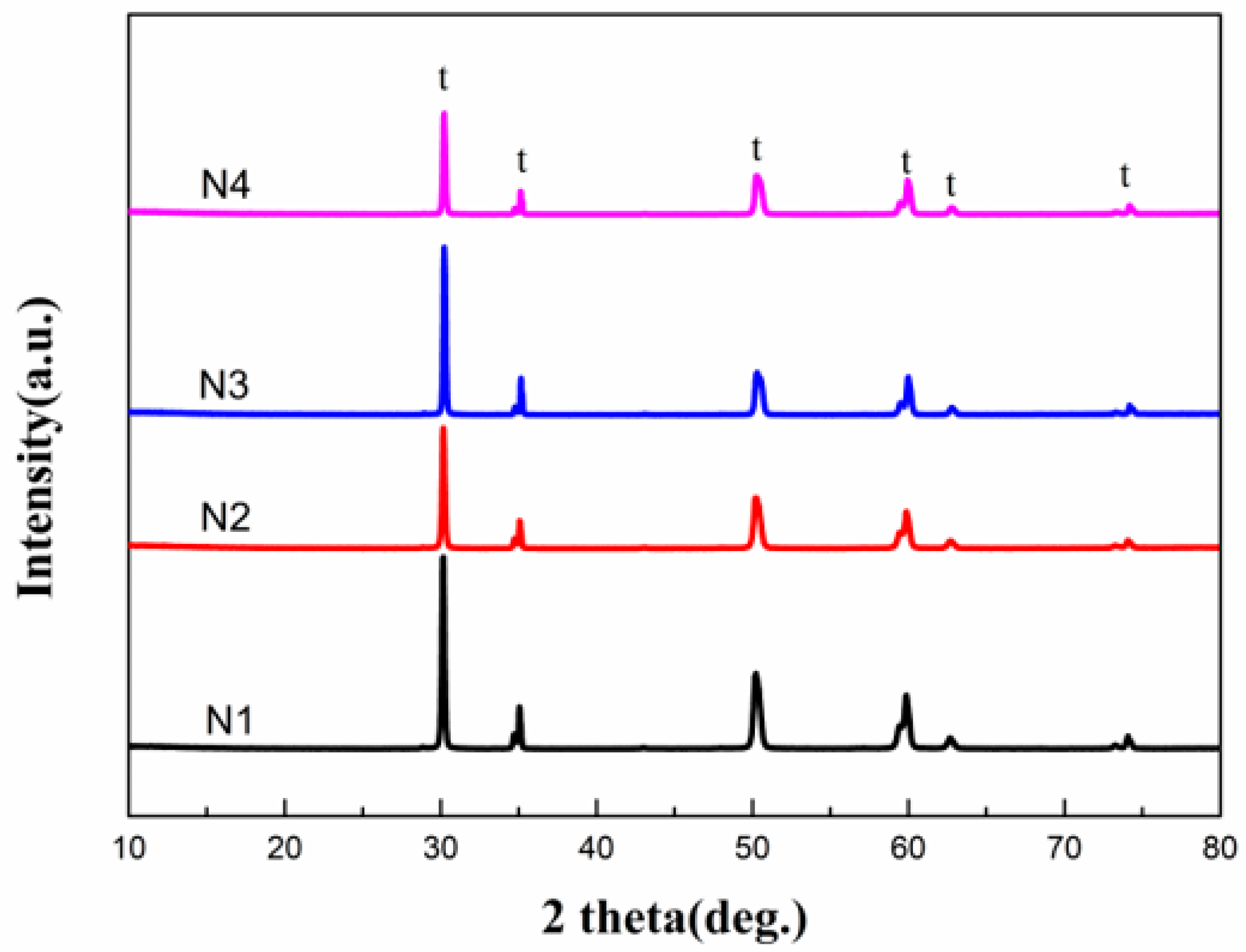
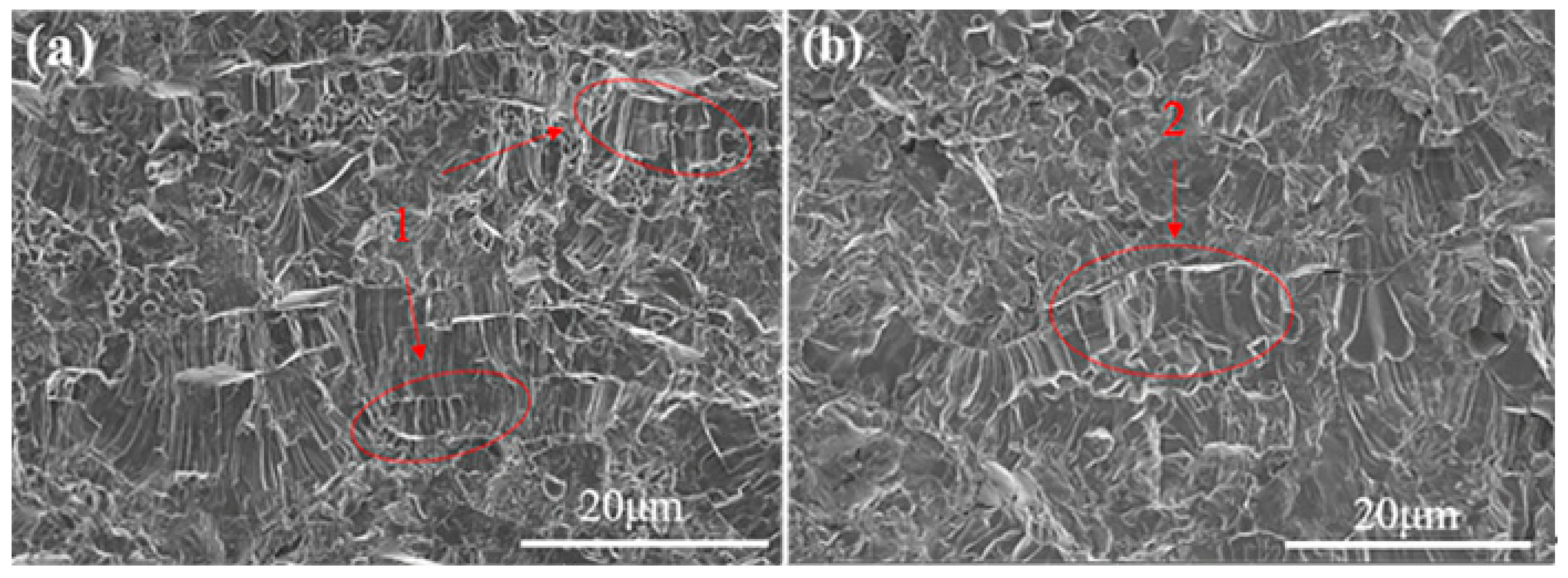
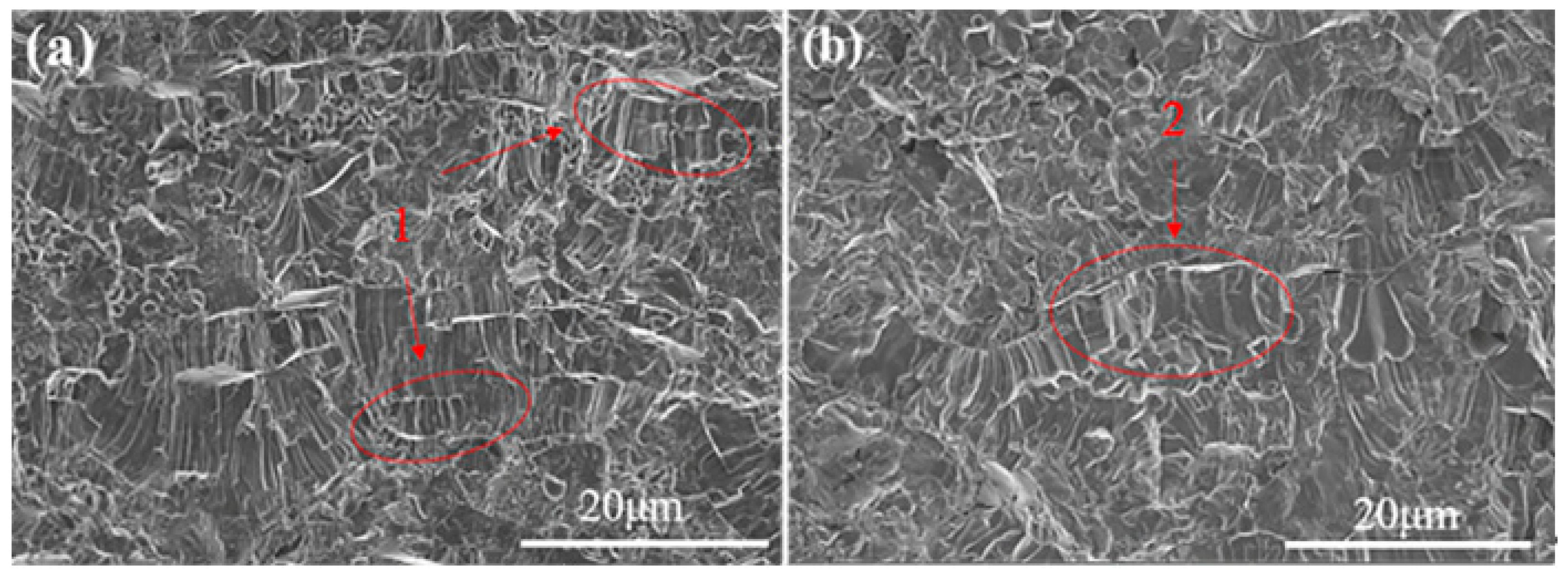
3.1. Morphology and Phase Analysis
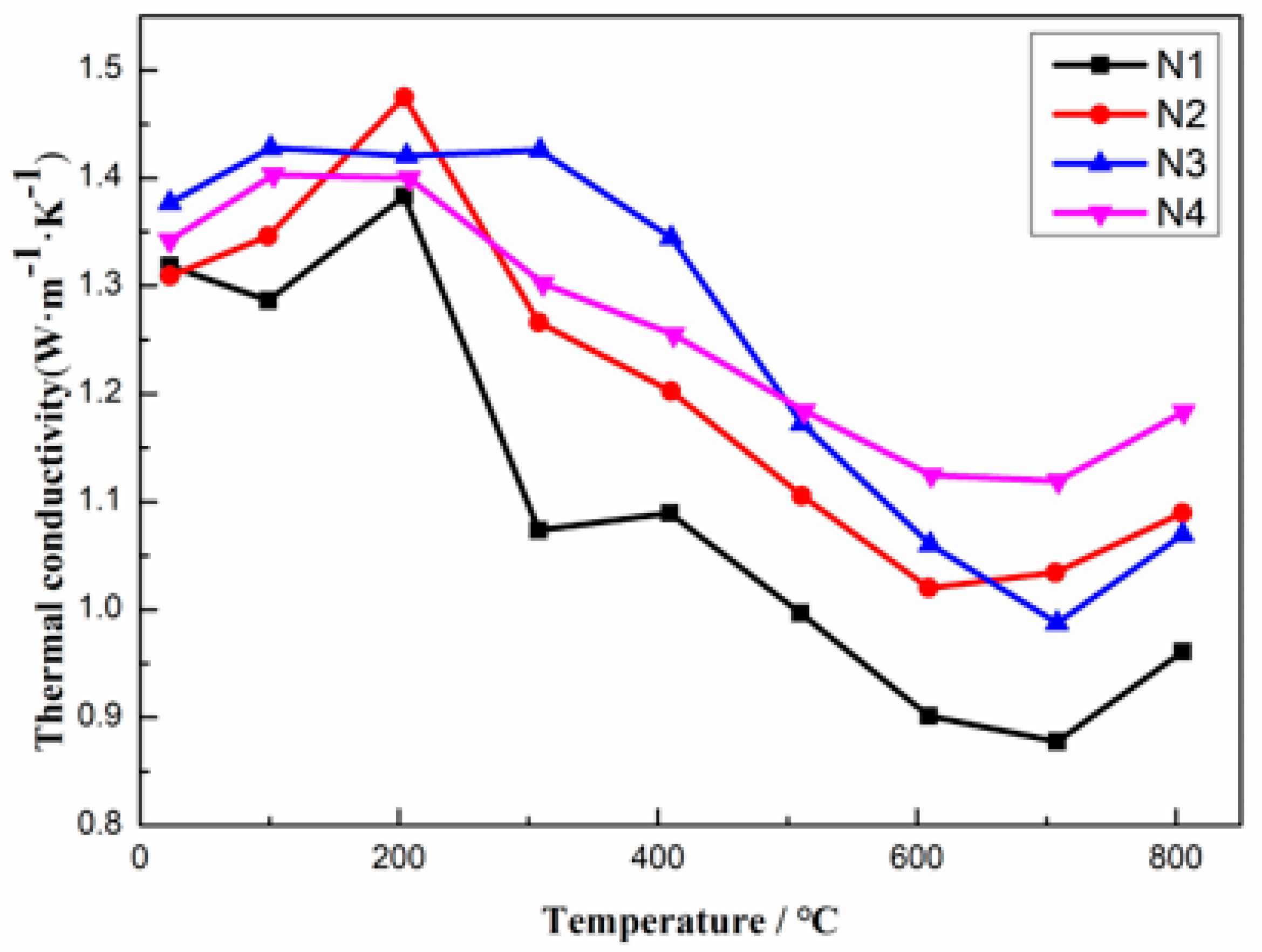
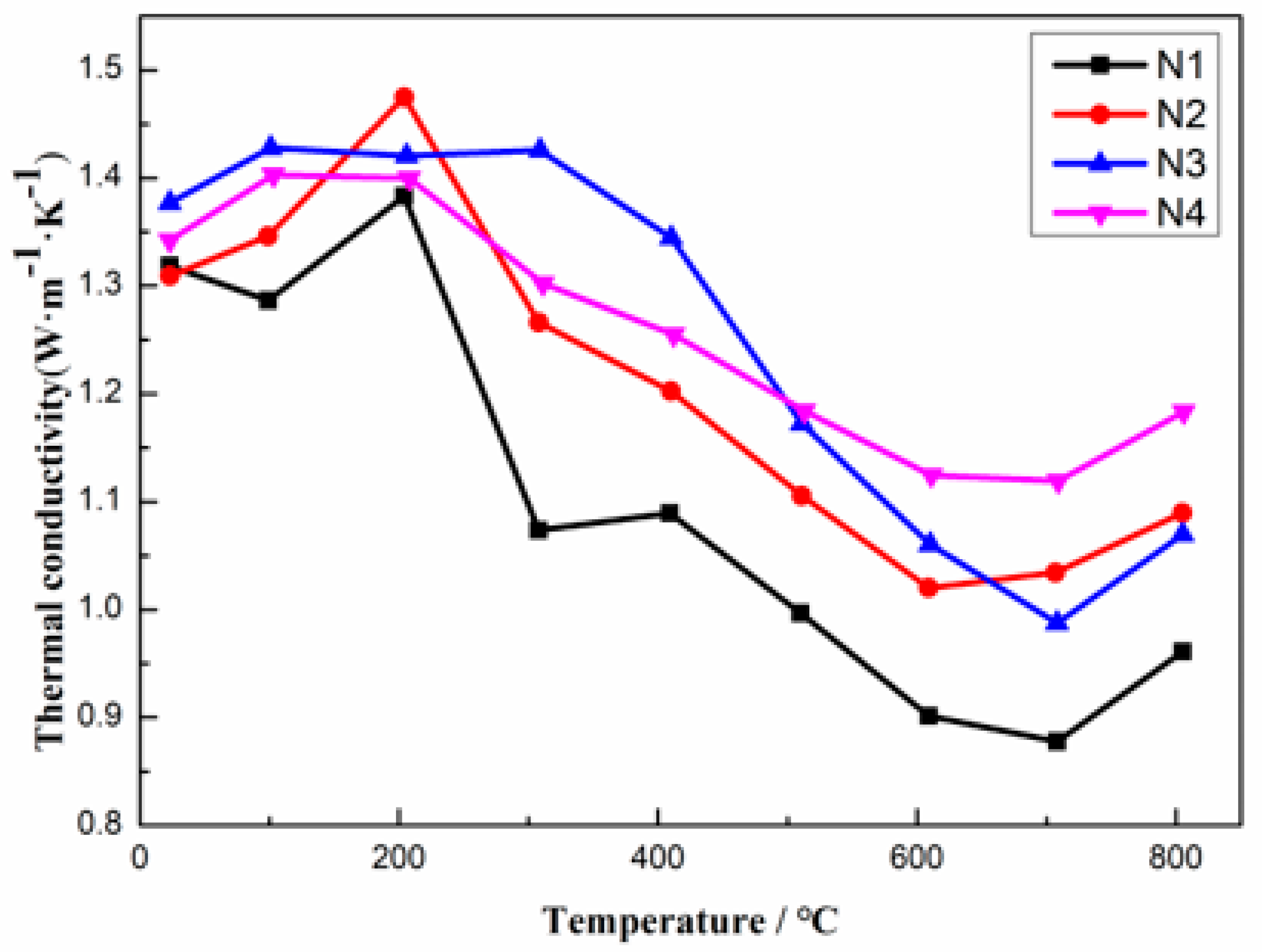
3.2. Thermal Conductivity of Coatings
4. Conclusions
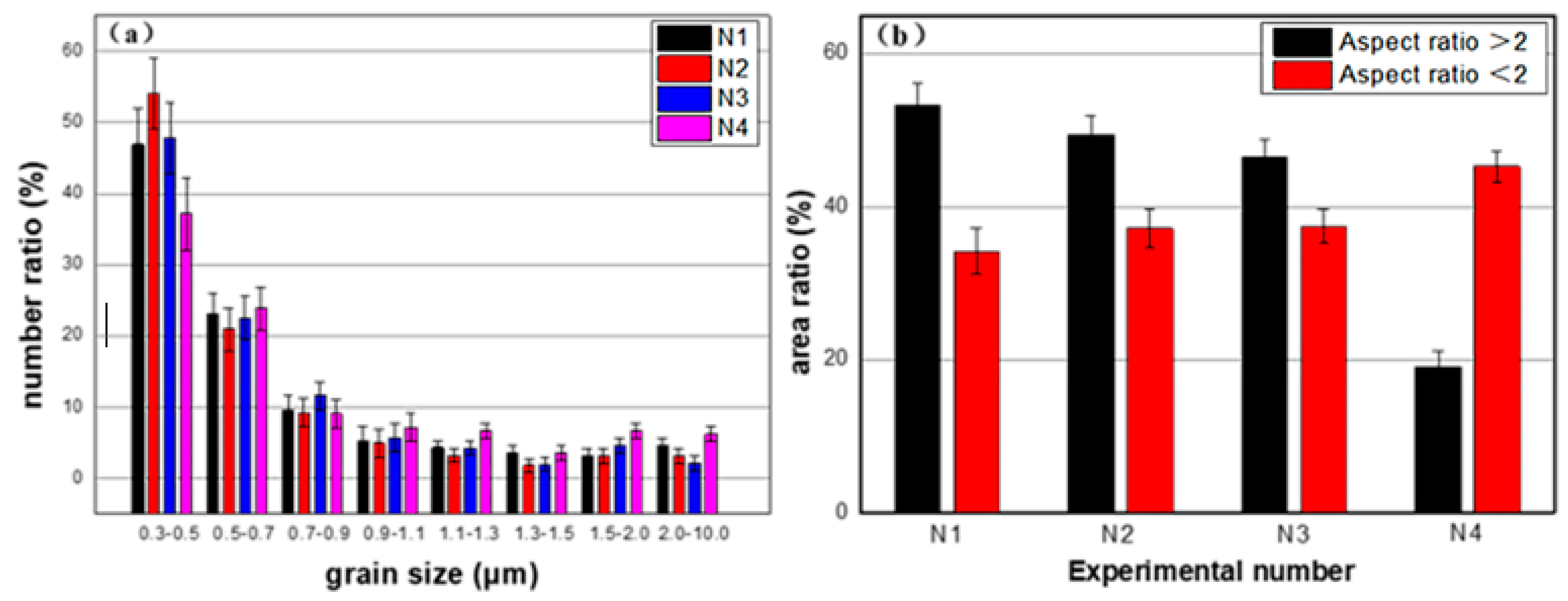
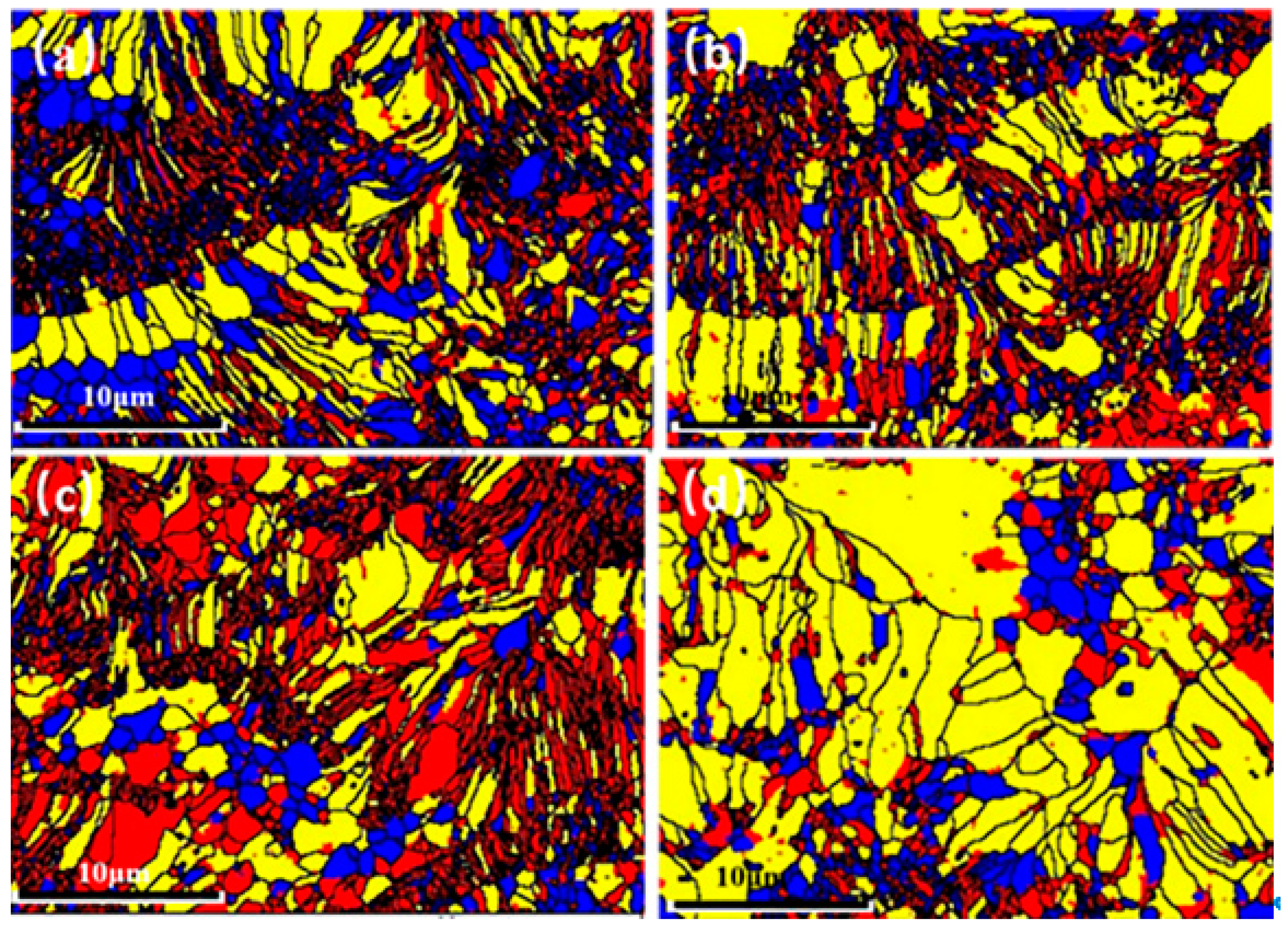
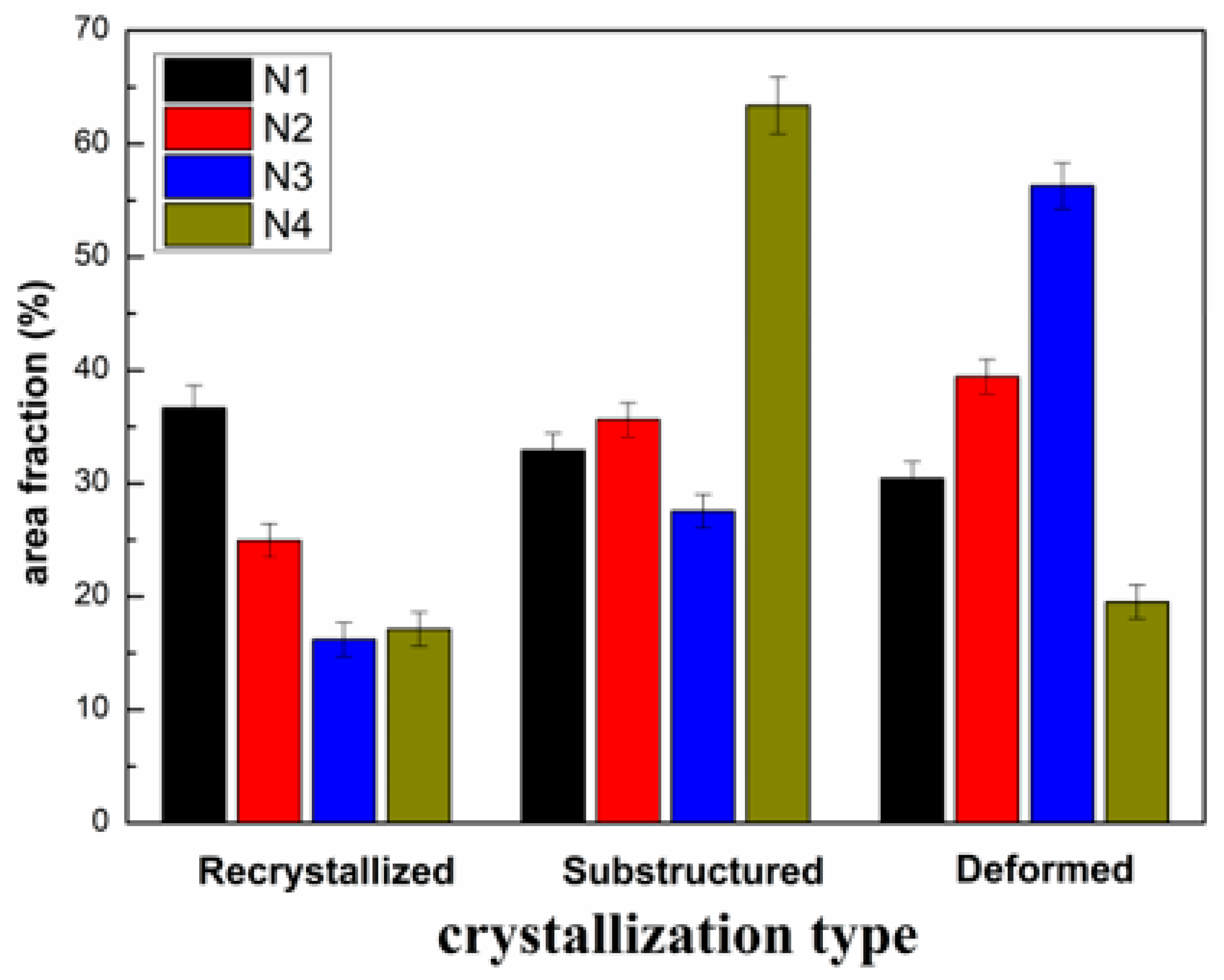
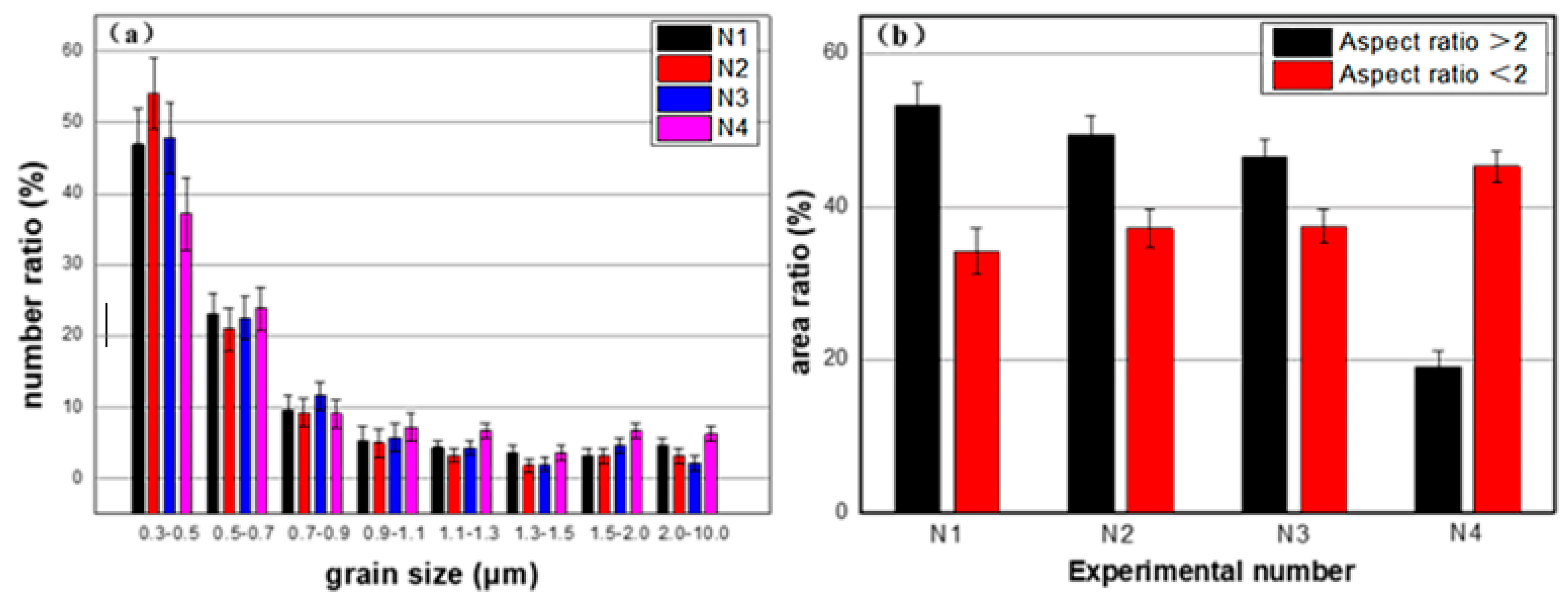
- The main reason for lower thermal conductivity is attributed to the smaller grain size of La-YSZ TBCs, especially the narrower width of the grains.
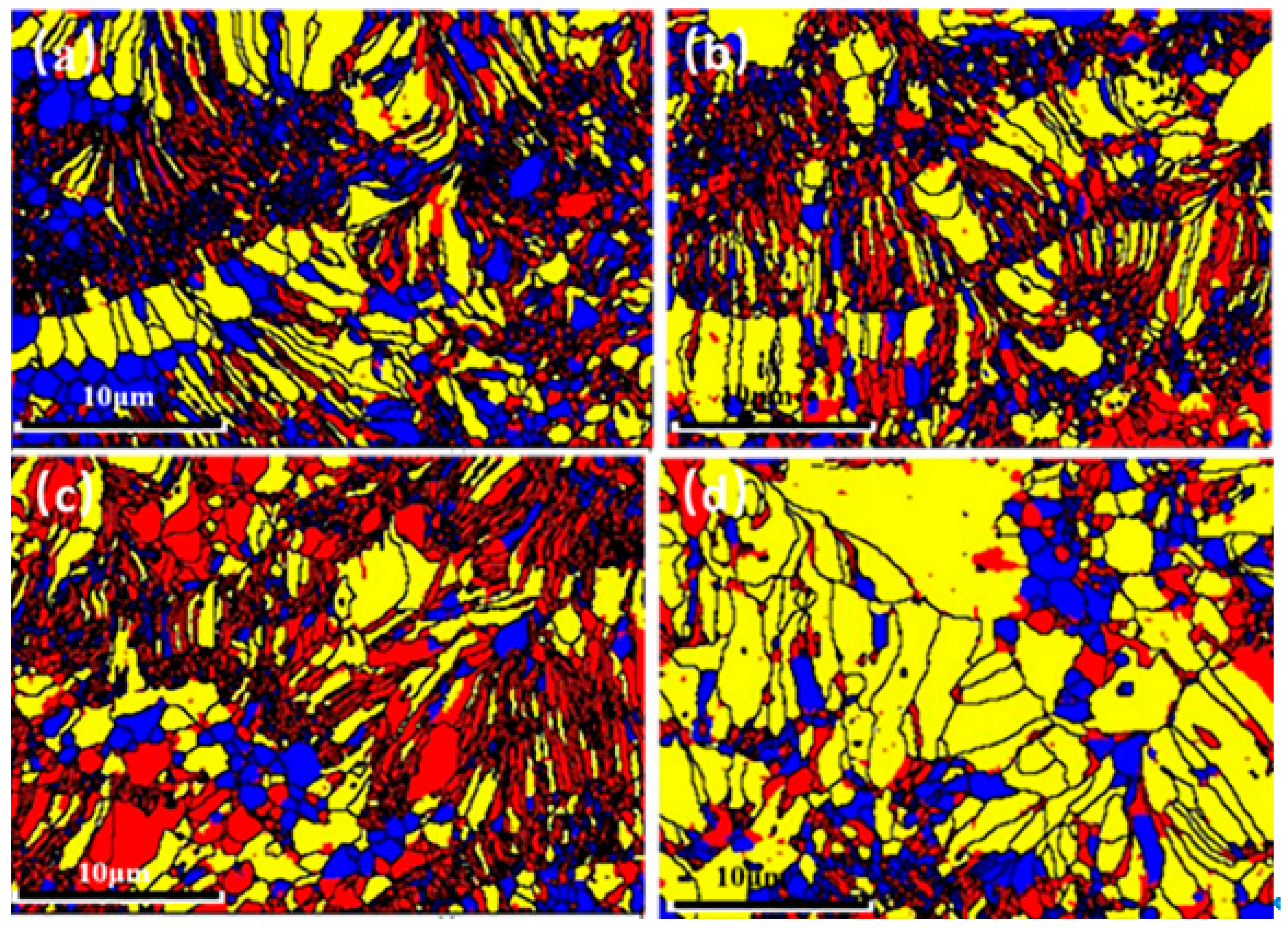
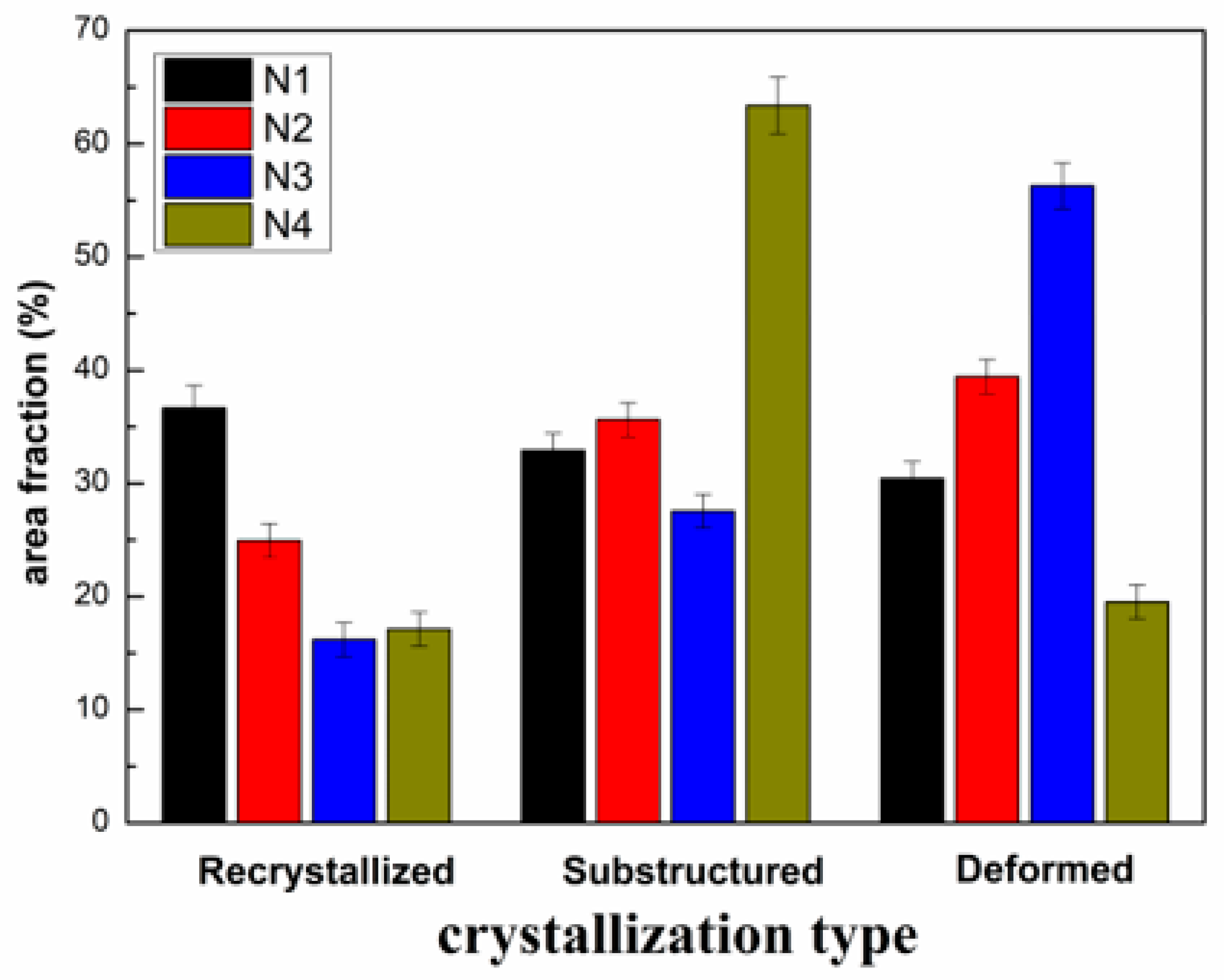
- The relative amount of “recrystallized” and “deformed” grains for La-YSZ TBCs is much higher than that for YSZ TBCs. Thus, the reduction of grain size for La-YSZ TBCs is due to the increase of the melting index of grains, which attributed to the enlargement of the lattice parameter caused by La3+ doping.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vassen, R.; Stuke, A.; Stover, D. Recent Developments in the Field of Thermal Barrier Coatings. J. Therm. Spray Technol. 2009, 18, 181–186. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Materials science—Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. Mrs Bull. 2012, 37, 891–902. [Google Scholar] [CrossRef]
- Stover, D.; Funke, C. Directions of the development of thermal barrier coatings in energy applications. J. Mater. Process. Tech. 1999, 93, 195–202. [Google Scholar] [CrossRef]
- Chai, Y.J.; Lin, C.; Wang, X.; Li, Y.M. Study on stress development in the phase transition layer of thermal barrier coatings. Materials 2016, 9, 773. [Google Scholar] [CrossRef] [PubMed]
- Lu, Z.; Myoung, S.W.; Jung, Y.G.; Balakrishnan, G.; Lee, J.S.; Paik, U.Y. Thermal fatigue behavior of Air-Plasma sprayed thermal barrier coatings with bond coat species in cyclic thermal exposure. Materials 2013, 6, 3387–3403. [Google Scholar] [CrossRef] [PubMed]
- Vassen, R.; Jarligo, M.O.; Steinke, T.; Mack, D.E.; Stoever, D. Overview on advanced thermal barrier coatings. Surf. Coat. Technol. 2010, 205, 938–942. [Google Scholar] [CrossRef]
- Ma, W.; Guo, H.-B.; Gong, S.-K.; Dong, H.-Y. Lanthanum-cerium Oxide Thermal Barrier Coatings Prepared by Atmospheric Plasma Spraying. J. Inorg. Mater. 2009, 24, 983–988. [Google Scholar] [CrossRef]
- Ballard, J.D.; Davenport, J.; Lewis, C.; Nelson, W.; Doremus, R.H.; Schadler, L.S. Phase stability of thermal barrier coatings made from 8 wt.% yttria stabilized zirconia: A technical note. J. Therm. Spray Tech. 2003, 12, 34–37. [Google Scholar] [CrossRef]
- Cao, X.Q. Application of rare earths in thermal barrier coating materials. J. Mater. Sci. Technol. 2007, 23, 15–35. [Google Scholar]
- Panin, A.; Shugurov, A.; Kazachenok, M.; Sergeev, V. Improvement of thermal cycling resistance of AlxSi1−xN coatings on Cu substrates by optimizing Al/Si Ratio. Materials 2019, 12, 2249. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Gao, Y.F.; Tao, S.Y.; Zhou, X.M.; Li, W.D.; Luo, H.J.; Ding, C.X. Microstructure of Plasma Sprayed La2O3-Modified YSZ Coatings. J. Therm. Spray Technol. 2008, 17, 603–607. [Google Scholar] [CrossRef]
- Guo, L.; Li, M.; Ye, F. Phase stability and thermal conductivity of RE2O3 (RE = La, Nd, Gd, Yb) and Yb2O3 co-doped Y2O3 stabilized ZrO2 ceramics. Ceram. Int. 2016, 42, 7360–7365. [Google Scholar] [CrossRef]
- Shi, Q.; Yuan, W.; Chao, X.; Zhu, Z. Phase stability, thermal conductivity and crystal growth behavior of RE2O3 (RE = La,Yb,Ce,Gd) co-doped Y2O3 stabilized ZrO2 powder. J. Sol-Gel Sci. Technol. 2017, 84, 341–348. [Google Scholar] [CrossRef]
- Rauf, A.; Yu, Q.; Jin, L.; Zhou, C. Microstructure and thermal properties of nanostructured lanthana-doped yttria-stabilized zirconia thermal barrier coatings by air plasma spraying. Scripta Mater. 2012, 66, 109–112. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, F.; Gauvin, R.; Kong, M.; Khan, M.; Liu, Z.; Zeng, Y. Growth modes for monoclinic yttria-stabilized zirconia during the martensitic transformation. J. Am. Ceram. Soc. 2017, 100, 4874–4883. [Google Scholar] [CrossRef]
- Song, X.; Meng, F.; Kong, M.; Liu, Z.; Huang, L.; Zheng, X.; Zeng, Y. Relationship between cracks and microstructures in APS YSZ coatings at elevated temperatures. Mater. Charact. 2017, 131, 277–284. [Google Scholar] [CrossRef]
- He, W.; Mauer, G.; Schwedt, A.; Guillon, O.; Vassen, R. Advanced crystallographic study of the columnar growth of YZS coatings produced by PS-PVD. J. Eur. Ceram. Soc. 2018, 38, 2449–2453. [Google Scholar] [CrossRef]
- Su, Z.; Liu, H.; Wang, Y. High temperature phase stability, sintering resistance and thermal conductivity of La2O3 and Y2O3 doped ZrO2 composites. Acta Mater. Comp. Sinica 2015, 32, 1381–1389. [Google Scholar]
- Yuan, X.K.; Ji, Y. Characterization and analysis of the aspect ratio of carbide grains in WC-Co composites. RSC Adv. 2018, 8, 34468–34475. [Google Scholar] [CrossRef]
- Liu, K.; Tang, J.; Bai, Y.; Yang, Q.; Wang, Y.; Kang, Y.; Zhao, L.; Zhang, P.; Han, Z. Particle in-flight behavior and its influence on the microstructure and mechanical property of plasma sprayed La2Ce2O7 thermal barrier coatings. Mater. Sci. Eng. A 2015, 625, 177–185. [Google Scholar] [CrossRef]
- Zhang, X.X.; Zhou, X.R.; Nilsson, J.O.; Dong, Z.H.; Cai, C.R. Corrosion behaviour of AA6082 Al-Mg-Si alloy extrusion: Recrystallized and non-recrystallized structures. Corros. Sci. 2018, 144, 163–171. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spraying Conditions | N1 | N2 | N3 | N4 |
|---|---|---|---|---|
| Current (A) | 600 | 550 | 650 | 600 |
| Ar (L/min) | 36 | 36 | 36 | 36 |
| H2 (L/min) | 12 | 12 | 12 | 12 |
| Velocity (m/s) | 200 | 208 | 213 | 211 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, X.; Lin, C.; Zhang, J.; Liu, Z.; Jiang, C.; Zheng, W.; Zeng, Y. Effect of La2O3 on Microstructure and Thermal Conductivity of La2O3-Doped YSZ Coatings. Materials 2019, 12, 2966. https://doi.org/10.3390/ma12182966
Guo X, Lin C, Zhang J, Liu Z, Jiang C, Zheng W, Zeng Y. Effect of La2O3 on Microstructure and Thermal Conductivity of La2O3-Doped YSZ Coatings. Materials. 2019; 12(18):2966. https://doi.org/10.3390/ma12182966
Chicago/Turabian StyleGuo, Xiaojie, Chucheng Lin, Jimei Zhang, Ziwei Liu, Caifen Jiang, Wei Zheng, and Yi Zeng. 2019. "Effect of La2O3 on Microstructure and Thermal Conductivity of La2O3-Doped YSZ Coatings" Materials 12, no. 18: 2966. https://doi.org/10.3390/ma12182966
APA StyleGuo, X., Lin, C., Zhang, J., Liu, Z., Jiang, C., Zheng, W., & Zeng, Y. (2019). Effect of La2O3 on Microstructure and Thermal Conductivity of La2O3-Doped YSZ Coatings. Materials, 12(18), 2966. https://doi.org/10.3390/ma12182966